-
1DESAIN LAS(Welding Design)
Departemen Metalurgi & MaterialFakultas Teknik Universitas
Indonesia
Konsep Desain & Fabrikasi Las
-
2Sambungan Las (Weld Joint) Sambungan las merupakan
penerima logam pengisi yangdidepositkan.
Sambungan las dipilihberdasarkan lokasi, persiapan yang
diperlukan, peralatan pengelasan yang
digunakan, dan aplikasi sambungan las.
Sambungan las dasar terdiri dari butt (tumpul), lap (tumpang),
T, edge (sisi) dan corner (sudut)
Sambungan Tumpul ( butt joint )
dibentuk bila dua anggota sambunganyang berada kurang lebih
dalam bidangyang sama didekatkan antara ujung satusama lainnya.
dapat digunakan dengan atau tanpapersiapan terhadap anggota
sambunganyang memiliki ketebalan yang samaataupun berbeda.
umumnya digunakan pada subassemblies,selama fabrikasi dan proses
perbaikan.
-
3Butt Joint
Butt joint- a jointbetween twomembers alignedapproximately inthe
same plane
Different Edge Shapes andSymbols for some Butt-Joints
-
4Application for some Butt-Joints
Sambungan Sudut (corner joint)
Merupakan sambungan las yang dibentukbila dua anggota sambungan
diposisikanmembentuk sudut kurang lebih 90dengan sambungan las pada
bagian luaranggota sambungan.
Umumnya digunakan pada konstruksibejana tekan dan tangki. Logam
pengisidapat dibutuhkan dan dapat pula tidaktergantung pada desain
dan fungsisambungan.
-
5Corner Joint
Corner joint - a jointbetween two memberslocated at right
anglesto each other
Some Different Edge Shapesand Symbols for Corner Joints
-
6Sambungan T ( T-joint )
Merupakan sambungan las yang dibentukbila dua anggota sambungan
diposisikankurang lebih 90 satu sama lain dalambentuk T.
Jika dimungkinkan, dilas pada keduasisinya untuk mendapatkan
kekuatanmaksimum.
umumnya digunakan dalam fabrikasistruktur penopang dimana
bebanditransfer ke bidang yang berbeda padakurang lebih 90.
T-Joint
T- joint - a joint betweentwo members locatedapproximately at
rightangles to each other inthe form of a T
-
7Some Different Edge Shapesand Symbols for T-Joint
Application for T-Joint
-
8Sambungan Tumpang (lap joint)
Merupakan sambungan las yang dibentukbila dua anggota sambungan
diposisikansaling menumpuk satu sama lain.
Lebih kuat dibandingkan dengansambungan tumpul,
tetapimengakibatkan terjadinya penambahanberat.
umumnya dilas pada kedua sisinya umumnya digunakan selama
proses
perbaikan dan untuk menambah panjangmaterial standar ke panjang
yangdiperlukan
Lap Joint
Lap Joint- a jointbetween twooverlappingmembers
-
9Some Different Edge Shapesand Symbols for Lap Joints
Sambungan Sisi (edge joint)
merupakan sambungan las yangdibentuk bila sisi dua
anggotasambungan akan disambung.
sisi yang dilas sejajar satu samalain.
sering dipakai dalam menyambungstruktur penopang dan struktur
bajayang pendek.
-
10
Edge Joint
Edge joint- a jointbetween the edges oftwo or more parallelor
nearly parallelmembers
Some Different Edge Shapesand Symbols for Edge Joints
-
11
Proper terminology is needed ineveryday job communication
Joint design identifies, the shape ,dimensions, and
configuration ofthe joint
The individual workpieces of a jointare called members .
Three types members : nonbuttingmember, butting member ,
andsplice member
A non-butting member is a joint member that is free to movein
any direction perpendicular to its thickness dimension
A butting member is a joint member that is prevented, bythe
other member from movement in one directionperpendicular to its
thickness dimension
-
12
A splice member is the work piece thatspans the joint in a
spliced joint
Single-splicedbutt joint
Double-splicedbutt joint with
joint filler
Types of Welds
Numerous welds can be applied to the varioustypes of joints
Considerations when choosing joint geometryand weld types:
accessibility to the joint for welding type of welding process
being used suitability to the structural design cost of welding
-
13
Jenis Lasan(Types of Weld)
groove, fillet, plug, slot, stud, spot, projection, seam, back
atau backing weld, surfacing dan flange.
Types of WeldsGroove Welds A groove weld is a weld made in a
groove
between the work pieces There are eight types of groove
welds
Square-groove Scarf V-groove Bevel-groove U-groove J-groove
Flare-v-groove Flare-bevel-groove
-
14
Groove WeldsSquare and double square-groove welds
Square-groove welds are the most economicalto use, but are
limited by thickness of themembers
Welds for one side are normally limited to a1/4 inch or less
Groove WeldsV-and double V-groove welds
With thicker materials joint accessibility must beprovided for
welding to ensure weld soundnessand strength
-
15
Groove WeldsBevel- and double-bevel-groove welds
Bevel- and J- groove welds are more difficult to weldthan V- or
U-groove welds
Bevel welds are easier in horizontal
Types of WeldsU-groove and Double U-groove
Welds in using J- and U-grooves can beused to minimize weld
metal
These welds are very useful in thickersections
-
16
Groove WeldsJ-and double-J-groove welds
J-groove are moredifficult to weldbecause of the onevertical
side (exceptin horizontal)
J-and U- are usedwhen economicfactors outweigh thecost of
edgepreparation
Groove Weldsflare-bevel and flare-v-groove welds
Flare -bevel andflare-v-groove weldsare used inconnection
withflanged or roundedmember
-
17
Groove WeldsScarf
Scarf is used forbrazing
Groove Welds Their names imply what the actual
configurations look like when viewed in across section
Single groove welds are welded fromonly one side
Double groove welds are welded on bothsides
Groove welds in many combinations areused selection is
influenced byaccessibility, economy, adaptation tostructural
design
-
18
Groove Welds
Fillet Welds
-
19
Ir. Winarto, M.Sc. PhD
Welding Symbols
Understanding Welding SymbolsTerms and Definitions
-
20
-
21
Reference Line (Required element)
Arrow
Tail
Reference Line must always be horizontal,
Arrow points to the line or lines on drawing which clearly
identify the proposed joint orweld area.
The tail of the welding symbol is used to indicate the welding
or cutting processes,as well as the welding specification,
procedures, or the supplementary informationto be used in making
the weld.
-
22
Reference Line (Required element)
Arrow
Tail
Reference Line must always be horizontal,
Arrow points to the line or lines on drawing which clearly
identify the proposed joint orweld area.
The tail of the welding symbol is used to indicate the welding
or cutting processes,as well as the welding specification,
procedures, or the supplementary informationto be used in making
the weld.
Basic components of a WELDING SYMBOL
Tail omitted when reference not used
Arrow connects reference line to arrow sidemember of joint or
arrow side of joint
A circle at the tangent of the arrow and the reference linemeans
welding to be all around.
All the way Around
-
23
A flag at the tangent of the reference line andarrow means Field
Weld.
Field Weld Symbol
ARROW SIDE
OTHER SIDE
Weld Symbol Terminology
-
24
Break in arrow means arrow side must be sidethat beveling or
other preparation required.
Fillet Weld (Arrow Side Only)
-
25
Fillet Weld (Other Side)
1/4
1/4
Size of Fillet Weld Noted
-
26
1/4
1/4
(5/16)
(5/16)
Depth of preparation orgroove
Depth of penetration
Example of Double Bevel Groove weld
Ir. Winarto, M.Sc. PhD
Plug or Slot Weld SymbolArrow Side
-
27
5/16
5/16
What does this symbol Represent?
Single-Bevel-Groove and DoubleFillet weld Symbols
-
28
Ir. Winarto, M.Sc. PhD
Chain Intermittent Fillet WeldWeld both sides each end and
10inches center to center in between
1/4
1/4
2-10
2-10
10 in
Ir. Winarto, M.Sc. PhD
Staggered Intermittent Fillet WeldWeld ends than 10 inch
centersstaggered each side
10 in
10 in
2-102-101/4
1/4
-
29
-
30
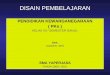
Tabel 1.1 Daftar metode pengujian takmerusak berikut
singkatannya
Tabel 1.1 Daftar metode pengujian takmerusak berikut
singkatannya
-
31
KEKUATAN SAMBUNGAN LASANDalam mendesain suatu struktur yang
difabrikasi dengan pengelasan,berbagai jenis kukuatan sambungan las
harus menjadi pertimbangan,seperti kuat tarik, energi terserap
(impact), kuat fatik dan lain-laintergantung pada spesifikasi yang
diberikan atau dipersyaratkan.
Formula yang dapat digunakan untuk menentukan kekuatan
sambunganuntuk lasan dengan alur dan las sudut adalah:
dimana:P = beban yang diberikanSs/c = tegangan tarik atau tekan
pada penampang leher (throat)Ss = tegangan geser pada penampang
lehera = tebal leherl = panjang logam las efektif a l = luas
penampang leher.
laPS
laPS s
cs
-
32
KEKUATANSAMBUNGAN LASAN
Tebal leher diten-ukandengan formula:
SSa 707,02
-
33
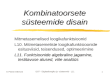
T Fillet Welds
Weld subject to longitudinal shear only
-
34
Latihan Soal Kekeuatan Las
Hitunglah ukuran minimum fillet(fillet weld size) suatu
konstruksilas seperti gambar di sebelah, jikadiketahui kekuatan
geser ( ) yangsejajar pembebanan besarnya 20MPa atau N/mm2,
sedangkan beban(P) yang ditanggung oleh konstruksitsb adalah 20000
N (2 Ton) denganpanjang las setiap sisi (W) sebesar100 mm.