Embed Size (px)
Citation preview
1. How to process electrically conductive plastics?
Special features of carbon black filled compounds
• Shear sensitivity
• Moisture sensitivity
• Impact on mechanical properties
• Impact on processing viscosity
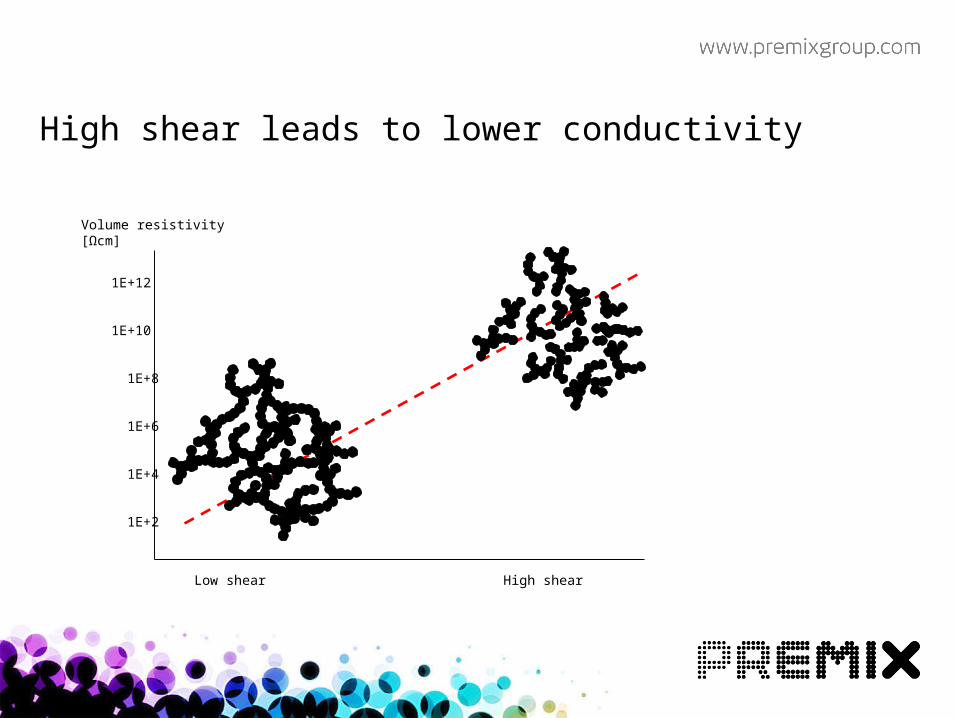
High shear leads to lower conductivity
1E+12
1E+10
1E+8
1E+6
1E+4
1E+2
Volume resistivity [Ωcm]
Low shear High shear
Moisture
• Carbon black is moisture sensitive
• Moisture is one of the most typical problems
• Trouble free processing depends on:a. Initial moisture in compound (as delivered)b. Polymer typec. Packaging typed. Method of processinge. Thickness of extrudatef. Exposure to ambient moisture
Impact on mechanical properties
• Impact on mechanical properties is highly dependent on type of the polymer and amount of carbon black used.
• The more crystalline polymer, the more pronounced difference.
• Impact properties are worse than with non-filled compounds. Supplier have means to reduce the difference, if desired.
• Some polymers, like rubbers, do benefit from the presence of carbon black.
• It is advisable to consult the supplier for optimal combination of needed properties prior final design product.
• Carbon black has a significant impact on viscosity.
2. Extrusion and thermoforming
Extrusion of conductive compounds
• Optimal parameters are close to the same as non-filled polymers:a. Cold hopper zoneb. Feed zone below melting (or glass transition)c. Compression zone slightly above melting pointd. Metering zone adiabatice. Adapter and tooling slightly above melt temperature
• Screw cooling is rarely needed
• Compression ratio requirement is not impacted
• Venting is a definete good asset
• Remember the shear factor
Extrusion of conductive concentrates
• Conductive concentrates provide cost improvement forlarge scale converters. Available dilution rates exceed 50%.
• Critical factors:a. MFR of dilution polymer as close to concentrate as
viableb. Melting point of dilution polymer should not be
lower than that of concentrate
c. Correct settings for compression zone are criticald. Moisture is even bigger threat than in straight
compoundse. Quality of granulates including regrindf. Avoiding segregation of components before
feeding
Possible problems in extrusion
1. Die drool can be caused by excessive moisture2. Pressure fluctuation can be caused by moisture or too
flat temperature profile.
3. Sharp protrusions may be bad dispersion of carbon black.
4. Lumps: If aligned in flow direction, material is sticking in die.If random, contamination or scorch before the die.
5. Voids in extrudate can be caused by moisture or hollow pellets.
6. Unmolten pellets in extrudate: Wrong compression ratio orcontamination or unsuitable lubricants in compound.
7. Scratched surface can be caused by moisture or thermalbreakdown of compound.
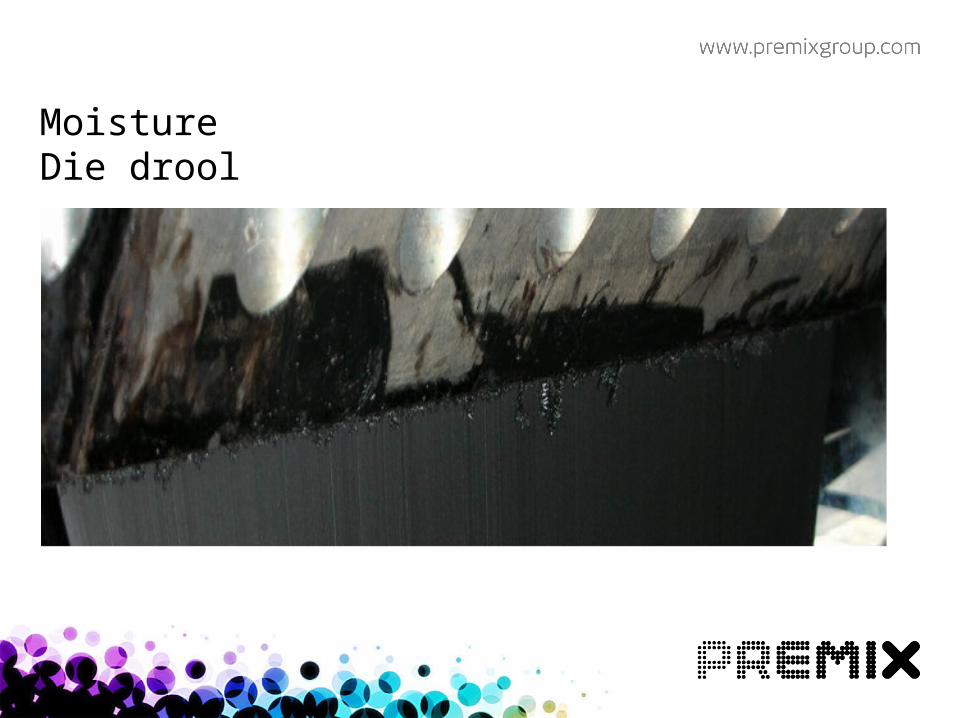
MoistureDie drool
Post processing
• Some conductive extrudates are streched in post processing: thermoforming, foaming & fiber production etc.
• Stretching may impact the conductivity.
• Production scrap can be recycled back into the process, but some loss in conductivity will be experienced
• A post processing method where mainly amorphous plastic sheets are formed by heat and pressure, vacuum or mechanical forming
• E.g. Pre-elec PS 1340, PS 1324: electronic trays, carrie tape
Notable:
• The more the material is stretched the weaker the carbon black network becomes
• Avoid sharp edges and corners
Thermoforming
3. Injection molding
Injection moulding
1. Injection moulding does not require special equipment, but careful design of mould and optimization of cycle.
2. Injection moulding has typically far higher shear stresses than extrusion.
3. Technically optimal moulding cycle has:• High melt temperature (barrel temperature)• Lower injection rate• Slighly higher back pressure than similar non-conductive
material• Possibly higher mould temperature• Optimized switch-over point• Consistent cooling
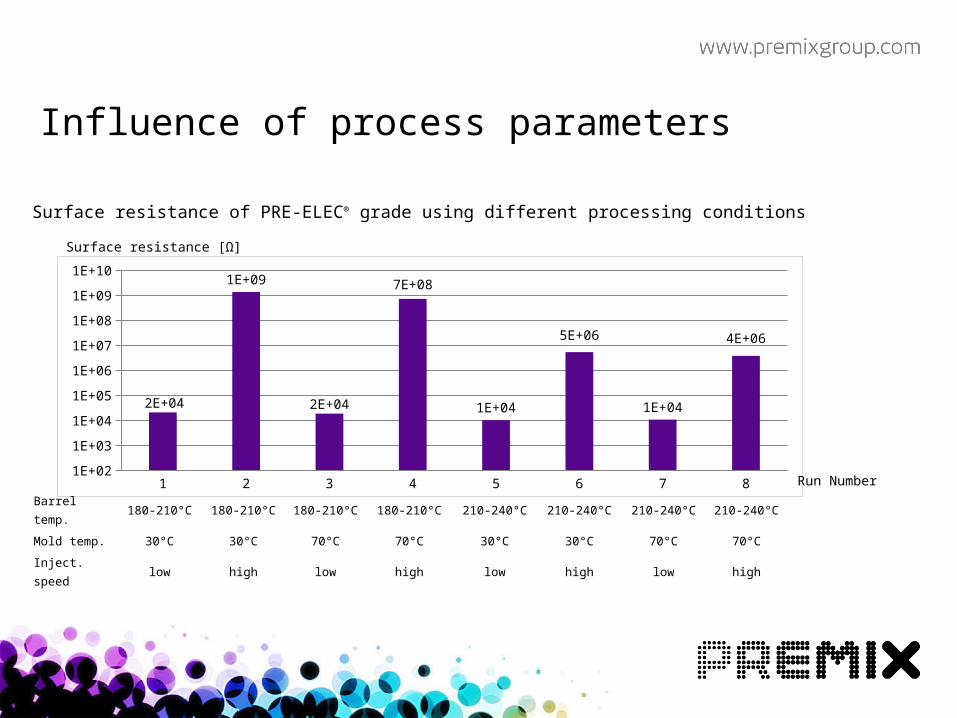
Influence of process parameters
1 2 3 4 5 6 7 81E+02
1E+03
1E+04
1E+05
1E+06
1E+07
1E+08
1E+09
1E+10
2E+04
1E+09
2E+04
7E+08
1E+04
5E+06
1E+04
4E+06
Barrel temp. 180-210°C 180-210°C 180-210°C 180-210°C 210-240°C 210-240°C 210-240°C 210-240°C
Mold temp. 30°C 30°C 70°C 70°C 30°C 30°C 70°C 70°C
Inject. speed low high low high low high low high
Surface resistance of PRE-ELEC® grade using different processing conditions
Run Number
Surface resistance [Ω]
Mould design tips
1. Flow conditions are crucial for electrical conductivity of finished part
2. Attention to sprues, runners and gates
3. Hard and sharp shapes create more shear than gentle ones
4. Shrinkage will be less than with non-filled compounds
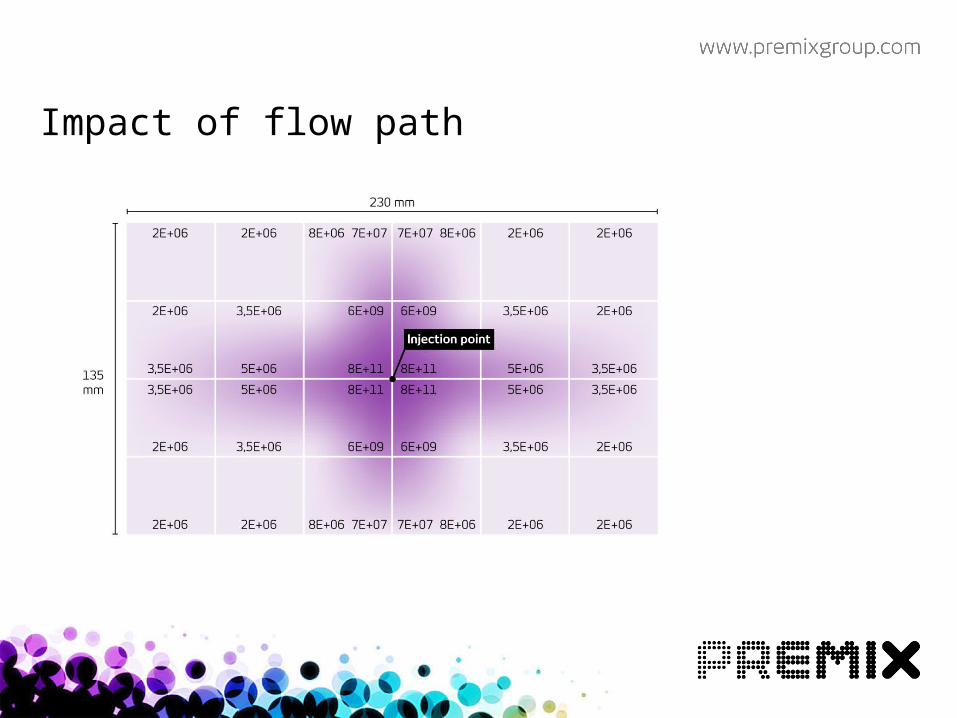
Impact of flow path
Possible problems in injection moulding
1. Excessive moisture will give surface imperfections, voidsand even brittleness.
2. Low conductivity may be caused by too high shear, too muchregrind or wrong dilution rate.
3. Uneven surface resistivity can be caused by excessive gatepressure, uneven cooling or improper mould design.





























