Embed Size (px)
DESCRIPTION
bui
Citation preview

Bt~il,lm~ and Environment. Vol. 12. pp. 281 -288. Pergamon Press 1~)77 Printed in Great Britain I I I 1 I 1 I
Rice Husk Ash-Lime-Cement Mixes for use in Masonry Units DAVID J. COOK* RICARDO P. PAMAt BISHWENDU K. PAUL +
This paper describes an investigation of the use of rice husk ash, in combination with lime and cement,for the production of low cost masonry units. Due to the slow reaction between the rice husk ash and lime, reactive alumina in the form of sodium aluminate was added to the mixes. The effect of the sodium aluminate was to reduce the time for initial and final set and to increase compressive strength. Evaluation of the masonry units indicated that rice husk ash could constitute up to 60 % of the total cementitious component in the mix, to produce units that would satisfy the requirements for non load-bearing masonry. The results also indicated that moist curing beyond the 3 days used in the investigation would be required to produce compressive strength comparable with the requirements of load-bearing masonry.
INTRODUCTION
IN DEVELOPING countries, the need for locally manufactured building materials is increasing due to greater demands for housing and, in some areas, the depletion of traditional building materials. The develop- ment of locally manufactured materials is advantageous from the point of view of increasing manufacturing activity and reducing the need for imported materials. This latter aspect is significant as the importation of goods into developing countries is generally undesirable as it reduces foreign currency reserves. It is apparent also that in developing countries, building materials should be relatively low cost due to low personal incomes and small government expenditures on housing, relative to the cost of provision of housing.
In Indonesia. considerable success has been achieved with tile dc\cl,~pment of trass lime bl,~ck and blick~ Ior domestic construction. The trass soil, on the island of Java, has pozzolanic properties such that when it is mixed with lime and hand tamped or machine rammed into moulds, it produces masonry units of adequate strength. Depletion of timber used for domestic housing in Java has forced the slow acceptance of the trass-lime block and it is made extensively on the cottage industry basis where suitable deposits of trass are located. Cement, as an alternative to the trass-lime mixture, is relatively expen- sive in Indonesia due to the lack of the raw materials for its manufacture.
Previous research, at the Asian Institute of Tech- nology[l,2] has indicated that ash obtained from {he controlled burnin~ of rice husks has pozzolanic proper- ties. Rice husks are a waste material obtained from the threshing of the rice and constitute about one fifth of the weight of the harvested crop. Little use has been found for the husk despite substantial investigation[3-5] and it is
*Senior Lecturer, School of Civil Engineering, University of New South Wales, Kensington, Australia.
*Associate Professor, Division of Structural Engineering, Asian Institute of Technology, Bangkok, Thailand.
$Research Assistant, International Ferrocement Information Centre, Asian Institute of Technology, Bangkok, Thailand.
281
generally burnt as a means of disposal. By controlled burning at temperatures between 450--500~C, an ash with pozzolanic properties can be produced. Approximately 25 ~o of the husk is converted to ash and it is estimated that the cost of production of the ash is about 32 ~ that of the cost of ordinary or ASTM type I cement (based on prices in Thailand). This cost includes allowances for material collection from the threshing site as well as burning[6].
In this paper, the potential of rice husk ash as a low cost cementitious material for use in the manufacture of masonry units is discussed. Evaluation of the material was based on its ability to replace cement in block making practice currently employed in Thailand. Masoud et
al.[7] have already demonstrated the suitability of l ime rice husk ash bricks manufactured in an autoclave. Equipment such as an autoclave or low pressure steam curing equipment is generally not economically viable in the small scale factories that produce block in Thailand or other developing countries. Accordingly, simple curing techniques were considered in the production of a block of suitable properties. Finally in Thailand, the difference in cost between lime and cement is small and it was decided to investigate the behaviour of cement rice husk ash mixes as well as lime-cement mixes.
EXPERIMENTAL INVESTIGATION
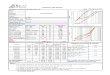
The pQzzolanic activity of any material containing reactive silica can be determined by adding calcium oxide to the pozzolan with water free from c~,rbon dioxide and measuring the total alkalinity and calcium oxide content after a specified reaction time[8]. Previous research has indicated that rice husk ash can be classed as a pozzolan on the basis of its reactivity measured in the above manner and that it conforms to the requirements of an ASTM C618 Class N pozzolan[9]. A typical chemical com- position is shown in Table 1 together with the specific gravity and Blaine fineness of the ash used in the investigation. It can be seen from the table that the ash is composed essentially of silica with small amounts of other oxides.

?~2 Darid .I. C o , k. Ricardo I'. Pama and Bishwemtu K. Paul
Table I. Chemical composition and physical pro- perties of rice husk ash
Constituent Percentage
SiO, 92.995 AI,Oj 0.592 I:c,O3 0.152 CaO 0.432 MgO O.415 Na:0 0.037 K20 2.190
Ignition loss 2.932 Blaine fineness 12,500 cm-" .g Specific gravity 2,36
2:30 0% Sod,urn o lum,note~
2:00 f " ~
E
1:30 / x ~ I% Sodium a lumina te
!0as
0:30 2W. Sodium a lumlnote !
i I I [ I !
0100 90 80 70 60 50
Cement , % Fig. 1. Initial setting time of cement rice husk ash pastes.
Malquorii-8] has indicated that pozzolans containing a high proportion of silica, while combining readily with lime, produce hardened materials with poor mechanical strength. Compounds of higher strength, however, can be formed by the addition of reactive alumina (the low temperature form of gamma alumina and related forms).
The reaction between lime and pozzolanic materials is generally slow and accelerated strength gain can be achieved through autoclaving or low pressure steam curing, as mentioned previously. In the research described herein, minimal curing as consistent with the techniques used in the local block industry, was to be used. Accordingly it was decided to add reactive alumina to the mix in the form of sodium aluminate in an attempt to improve both the early and later strength characteristics of the mixes containing lime and rice husk ash.
The experimental program consisted of three parts, vie.
(i) an investigation of the influence of rice husk ash and sodium aluminate on the initial and final set of cement and lime
(it) the determination of suitable mix proportions of lime, cement and rice husk ash, with sodium aluminate as an additive, consistent with adequate strength and low cost.
and (iii) the evaluation of concrete block made with the
mixes determined from part ( i i )
Setting time tests
Six mix types were used to determine the influence of rice husk ash and sodium aluminate on the setting time of cement and lime. Mixes with 0, 10, 20, 30, 40 and 50 % rice husk ash and 0, 1 and 2 % sodium aluminate (by weight of either cement or lime) were cast. Ordinary or ASTM type 1 cement was used together with commercial grade lime and sodium aluminate. Tests with cement were carried out in accordance with ASTM C191-71 which specifies the use of the Vicat needle while tests with lime were carried out using ASTM C266-71 which specifies the usc of the Gilmore needle. The results of the tests are shown in Figs. 1--4.
Compressive strength tests
Three mix types were used in this part of the investigation. The first consisted of natural river sand, cement and rice husk ash (with no sodium aluminate).
J~
c
if-
4:oo / o % Sodium a lum,note
33o -~>f-~ o / o o . ~ 2 ' c
3:00 I / ~ ' ' ~. ~ x Sodium a lummote E 2:30
o D 2T00 [ ~ ~ 2 % Sodlum alummol"e
1:30
I O 0
0:30
0 1 ~ I 1 q O 0 9 0 80 70 60 50
C e m e n t , % Fig. 2. Final setting time of cement r ice husk ash pastes.
I 0~_ 0% Sodium olummate / I */. Sodium a lum,no te
81- - ~ 2% Sodium o l u m m o t e
2
I [ J I I 0100 90 80 70 60 50
L ime , % Fig. 3. Initial setting time of lime-rice husk ash pastes.
I /
281- 0% Sodium olum~nate
2 4 N /1% Sodium oluminoi'e r \ / / 2 . Sod,am o,omi°ote
- 1 6 - ~ ' ~ ' ~ ~ , -
12 ~ x x
8
4 i
L I I ~ I 0 iO0 90 80 70 60 50
L ime, % Fig. 4. Final setting time of lime-rice husk ash pastes.

Rice Husk Ash-Lime.-Cement Mixes 283
Table 2. Compresssive strength of cement-rice husk ash mortars continuously moist cured
Age at test
7 days 28 days 90 days Mix description . . . . . . . . . . . . . .
Cement + RHA:Sand Water/Cement + RHA Compressive strength (MPaI*
(1 +0):2.75 0.60 14.48 15.17 16.92 (0.9 +0.1 ):2.75 0.63 11.03 15.17 16.38 (0.8 + 0.2 ): 2.75 0.72 10.69 13.79 15.47 (0.7 +0.3):2.75 0.77 10.00 14.48 16.25 (0.6 + 0.4):2.75 0.78 8.27 14.00 15.90 (0.5 + 0.5): 2.75 0.80 5.86 6.55 8.23
*Average of three specimens.
Table 3. Compressive strength of lime-rice husk ash mortars cured at 55~C for 7 days
Mix proportion Lime+ RHA:Sand
Age at test
Percentage* Saturated 7 days 28 days 90 days sodium density . . . . . . . . . . . . . . . .
aluminate Water/Lime + RHA (kg/m 3) Compressive strength (MPal't
t0.5 + 0.5):2.75 1.114 1826 0.41 0.65 0.83 0.5 1.130 1826 0.74 0.84 1.31 1.00 1.227 1810 0.99 1.09 1.21 2.50 1.379 1778 1.94 2.14 2.64 5.00 1.442 1762 1.94 2.06 2.33 7.50 1.504 1762 1.96 2.28 2.70
(0.33 + 0.67): 2.75 1.176 1810 1.07 1.34 1.43 0.33 1.177 1810 1.81 1.86 1.94 0.67 1.219 1826 2.12 2.20 2.27 1.67 1.304 1810 1.81 2.70 2.72 3.33 1.372 1762 4.34 4.64 4.80 5.(X) 1.467 1762 6.51 6.90 7.09
10.25 + 0.75):2.75 I. 194 1826 1.45 1.65 1.68 0.25 1.224 1826 1.46 1.62 1.61 0.50 1.233 1794 1.72 1.75 1.79 1.25 1.267 1810 2.58 2.63 2.54 2.50 1.383 1778 3.64 3.81 3.83 3.75 1.391 1762 4.53 4.85 5.01
(0.20+0.80):2.75 1.220 1826 0.45 0.57 0.61 0.20 1.251 1810 0.55 0.61 0.64 0.40 1.275 1778 1.09 1.14 1.09 1.00 1.278 1778 1.27 1.43 1.50 2.00 1.364 1794 1.32 1.37 1.5 I 3.00 1.439 1762 1.34 1.65 1.56
*By weight of lime ~- rice husk ash. "l'Average of three specimens.
Mix details are given in Table 2. The specimens used were 5 0 m m cubes which, after demoulding, were kept in a fogroom (22 + 2 'C, 95 + 3 ~o R.H.) until the t ime oftesting. The results of the tests are shown in Table 2.
The second type of mix used consisted of lime and rice husk ash with sodium a luminate added as an additive. The water content of these mixes was determined in accordance with ASTM C593 which specified a flow of 70
o / + 5 ,o. These mixes were cured by placing the test specimens ( 5 0 m m cubes) above water at 55 + 2°C after moulding for 7 days. The specimens were then demoulded
and stored in the fogroom until the day of test. Details of the mix p ropor t ions and the results of the test are given in Table 3.
On the basis of the informat ion obta ined from the second s, eries of mixes, a third series of mixes were selected which conta ined lime, cement, rice husk ash and sodium aluminate . The water content of these mixes was considerably reduced and compac t ion in the 50 mm cube moulds was achieved by hand tamping with a 12.5 mm square wooden rod. The specimens were demoulded after cast ing and stored in the fogroom for 3 days. They were

2S4 I)~tl'id I ( .... I,. Ri~ ardo I" t'am~t aml Iqi,hwcmhl K I',~tl!
Table 4. (_ompressive strength of cement lime rice husk ash mortars moist cured for 3 da3.s
Age at test
7 days 2~ days 91) day~, Mix proportion Percentage Water• Saturated Cement + Lime sodium Cement + Lime density Compressi,..e strength
+ RHA.'Sand aluminate + RHA {kg,.'m 3) (MPal*
(0.05 + 0.317 +- 1.25 0.624 1970 0.27 0.65 0.623):2.75 2.50 0.644 1986 1.05 1.85
(0.10 + 0.30 + 1.25 0.644 1970 1.64 3.82 4.65 0.60):2.75 2.50 0.675 1922 1.92 3.97 4.6~
(0.15 + 0.283 + 1.25 0.561 2034 1.80 4.06 5.49 0.5671:2.75 2.50 0.605 2018 1.98 4.57 5.63
q0.50 + 0 + 0.50) 1.00 0.560 1970 1.90 4.65 6.18 :2.75 2.(X) 0.580 1970 2.00 4.90 6.04
10.60 + 0.40] 1.00 0.623 1986 2.59 5.31 6.69 :2.75 2.00 0.644 2018 3.26 5.47 6.72
*Average of three specimens.
Table 5. Evaluation of masonry units
Compressive Moisture strength* (MPa) content . . . . . . . . . . . . . . . . . . . .
Mix proportions Percentage Water Linear in a % of 7 days 28 days (Cement + Lime+ RHA}: sodium Cement + Density shrinkage total absorption . . . . . . . . . . . . . .
Sand aluminate Lime+RHA !kg/m 3) (%) (%) Cube Block Cube Block
(0.10 + 0.30 + 0.60):2.75 1.25 0.604 1938 0.036 27.23 1.79 1 . 9 4 3.77 3.85 (0.15+0.283+0.567):2.75 1.25 0.580 1970 0.041 22.67 2.27 2.33 3.94 3.87 (0.50+ 0 +0.50):2.75 1.00 0.619 1938 0.043 31.52 3.38 3.45 5 .43 5.08 (0.60 + 0 + 0.40):2.75 1.00 0.604 1922 0.040 38.84 3.51 3.49 5.72 5.32
*Average of five tests.
then transferred to the ambien t env i ronment where they were stored until the day of testing. Details of the mixes and results of the tests are shown in Table 4.
Evaluation o f masonry units
Four mixes were selected from the compressive s t rength p rogram on the basis of adequate s t rength with a m in imum amoun t of sodium aluminate. Sodium alum- inate is nearly 20 times more expensive than lime or cement (in Tha i land) and from the point of view of providing a low cost unit it was considered desirable to reduce the amoun t of sodium a luminate to as little as possible compat ib le with adequate strength.
For each mix, 10 masonry units of a s tandard size (393 x 187 x 92 mm) were made. The mixes were hand tamped
into the moulds, the units demoulded after compac t ion and cm:ed in the fogroom for 3 days. In conjunct ion with the masonry units, 50 mm cubes were cast. Evalua t ion of the units was carried out to assess conformance with ASTM C90-7"5 S tandard Specification for Hollow Load- Bearing Concrete Masonry Units and ASTM C129-75 S tandard Specification for Non-Load-Bear ing Concrete Masonry Units. Tests for the evaluat ion consisted of measur ing drying shrinkage, mois tu recon ten t and absorp-
tion, strength, unit weight and durabili ty. This latter test
consisted of cyclic wetting and drying which is not included in ASTM C90 or C129 but is used in ASTM D559 to determine the durabil i ty of soi l -cement mixes. The mix propor t ions used and the results of the evaluat ion are shown in Table 5.
D I S C U S S I O N
Set t ing t ime tests
I h e results of the sett ing time tests for the cement- rice husk ash mixes, shown in Figs. 1 and 2, indicate that the addi t ion of sodium a luminate accelerates bo th initial and final set. It is also apparen t tha t beyond abou t 20°0 cement replacement by the rice husk ash, the influence of the rice husk ash conten t on setting time is small.
For the lime--rice husk ash mixes, increasing the percentage of the sodium a luminate and the rice husk ash has the affect of accelerating set. This was the case for bo th initial and final set. For the mix conta in ing 50 % rice husk ash and 2 % sodium aluminate , the final set was accelerated from 26h for the control mix to 8 h. The initial set also showed a significant reduct ion falling from 9 h for the control mix to 3~ h for the mix ment ioned above.

Rice Husk Ash-Lime-Cement Mixes 285
Mortar compressive strength
For the continuously fogroom cured mortar specimens, the compressive strength results indicate that up to 40 ~, replacement of the cement can occur without the 90 day strength being significantly reduced. The rate of gain of strength over the 90 day test period indicates the occurrence of the pozzolanic reaction. A comparison of these results (shown in Table 2) and those for similar mixes (shown in Table 4) highlights the significance of curing. For the latter two mix types in Table 4 containing 1% sodium aluminate, the 90 day strength is only 75 0/o and 42 % of the respective mix shown in Table 2. The mixes in Table 4 were cured in the fogroom for 3 days only then stored in ambience while mixes in Table 2 were continuously cured in the fogroom.
The test results shown in Table 3 indicate the benefit of the hot water curing on initial strength gain. For most of the mixes, 80-85 ~o of the 90 day strength was achieved in the first 7 days. Also it is apparent that as the percentage of the sodium aluminate was increased, the strength at all ages also increased. Relatively high strengths were obtained for the (0.33 +0.67) 2.75 mix with 3.33 and 5 ?i, sodium aluminate and the (0.25 + 0.75) 2.75 mix with 2.50 and 3.75 ~'/o sodium aluminate. The compressive strength of the other mixes was comparatively low and not worthy of further consideration for use in the masonry units.
The proportions of the mixes shown in Table 4 were selected to conform as closely as possible with the mixes of highest strength shown in Table 3. The percentage of sodium aluminate was reduced and 5, 10 and 15 °/ of / O
cement added to the cementitious mixture. Sodium aluminate contents were varied from 1.25 to 2.50. Only the mixes containing 10 and 15~o of cement had compressive strengths of any significance and the differ- ence in strength for the mixes containing the 2.5 ~'o sodium aluminate compared to the 1.25% sodium aluminate mixes, was less than 3 ?~,. The cement-rice husk ash mixes were also not significantly improved by the increase of the sodium aluminate content from 1 to 2 %. It was decided therefore in selecting mixes for the masonry evaluation to use mixes with 1.25% sodium aluminate for mixes containing lime and 1.0 % for the cement-rice husk ash mixes.
Evaluation of masonry units
The results of the evaluation shown in Table 5, compared to the ASTM requirements shown in Table 6, indicate that only the cement-rice husk ash mixes conform to the strength requirements of the non-loading bearing masonry specification. There were however some re- strictions to the use of these mixes in arid conditions from the point of view of moisture content relative to linear shrinkage. The strength of the mixes containing lime were only 6 % less than the requirements and the average of the best 3 specimens from the 5 tested would have exceeded the requirements.
It is apparent that longer moist curing and perhaps even low pressure steam curing is required for the strength of the units to conform to the requirements of load bearing block. This is particularly the case for the cement- rice husk ash mixes where the pozzolanic reaction is secondary to the hydration of the cement.
Table6. ASTM requirements for non load-bearing and load bearing block
Property ASTM requirements
Compressive strength (1) Non load-bearing
individual unit 3.45 MPa average of 3 units 4.14 MPa
(2) Load-bearing grade N individual unit 5.50 MPa average of 3 units 6.90 M Pa
grade S individual unit 4.10 MPa average of 3 units 4,80 MPa
Linear shrinkage ('~%) Moisture content (~) for job site humidity conditions
Inter- Humid mediate Arid
0.03 or less 45 40 35 0.03-43.045 40 35 30 0.04543.065, max 35 30 25
It was noted, during the course ofthe investigation, that the typical strength of factory made load bearing concrete block was only 4MPa at 3 days: at 42 days, however ii had risen to nearly 10 MPa.
The results of the cyclic wetting and drying tests carried out on units made from the four mixes are shown in Figs. 5 and 6. The results showed that the length change of the cement-rice husk ash units was greater than lhai nf the cement-lime-rice husk ash units. This finding was reasonably consistent with the shrink'age values shown in Table 5.
The loss-in-weight relationships, shown in Fig. 6, are not consistent with the shrinkage values. The (0.10 + 0.30 +0.60): 2.75 mix had the highest weight loss over the 12 cycles but the lowest linear shrinkage. While all units exhibited cyclic wetting and drying behaviour that was within tolerable limits[10], it was apparent that the units made from the (0.60+0+0.40): 2.75 and 10.15+0.283 + 0.567): 2.75 mixes were more dimensionally stable than the other two mixes.
It is difficult to assess the cost of the masonry units relative to the cost of factory made units because the material composition of the factory made units is not generally available. For comparison purposes it was assumed that the composition was (1.0+0+0): 2.75 (cement:sand), but as can be seen from Table 2 the strength of this mix would be in excess of requirements and the cement content would be reduced in normal circumstances. However the relative cost of material for a masonry unit, based on the five mix proportions, is shown in Table 7. In this table it can be seen that the mixes containing the greatest amount of rice husk ash land therefore least amount of cement) are the most economic.
CONCLUSIONS
The results presented in this paper indicate that up to 60 % of rice husk ash (by weight) can be incorporated in a mortar to produce units that will, in general, satisfy the

"~'(" Dm'id .I. ( " .ok . Ric'ardo I'. Puma and Bi,shwemtu K. Paul
O . 6 0 r
0 5 (
0.4C
g
. 0 3C g c o 5
0 . 2 0
J 0.10
S h r m k a q e 0
E x p a n s i o n
- 0 . 0 8 0 I 2 ~ 4 ~ 6 7
N u m b e r o f c y c l e s
8 9 '"" II Id'
Fig. 5. Length change characteristics of cement .lime rice husk ash mortars subjected to cyclic wetting and drying
4 - 9 ~ ' ~ ?._._ --~
Cement / I, me/RHA 9""
3 -- _o~_~. - ._g___8---
L I ..____ x+ ~ .... I--- 60/40 ]
q-'-'" ~ . ~ * ~ . . . . . . . . . . Cement/RHA
, ' : / * , , . . . . . . . . . . ,5/28.3,56 I Cement/hme/RHA ,
/ ' - - -Y I 2 3 4 5 6 7 8 9 I0 il 12
N u m b e r o f c y c l e s
Fig. 6. Loss in weight of cement lime -.rice husk ash mortars subjected to cyclic wetting and drying.
requirements for nonload bearing masonry. A 23'~,, increase in compressive strength (to a minimum of 6.9 MPa) is required before the mixes used in this study can be considered for the manufacture of load bearing masonry. It is probable that this strength increase could most economically be achieved by more prolonged moist curing beyond the 3 days used in this investigation.
The inclusion of sodium aluminate was beneficial from the point of view of both initial and final set and
compressive strength, particularly for the mixes contain- ing lime. The relatively high cost of sodium aluminate however mitigates against the use of the material in proportions higher than those considered in this in- vestigation.
An economic assessment of the viability of block manufacture based on the use of rice husk ash requires further experimental investigation. This is currently being carried out at the Asian Institute of Technology.

Mix
pro
pt~r
t i(1
11~
Mix
com
pone
nts
San
d C
emen
t L
ime
Ric
e hu
sk a
sh
Sod
ium
alu
min
ate
T,~
tal
rela
tive
cos
t
Tab
le 7
. R
elat
ive
cost
com
pari
son
of m
ason
ry u
nits
mad
e w
ith
diff
eren
t m
ixes
(Cem
ent
+ L
ime
+ R
ice
husk
ash
):S
and
(1.0
+ 0
+ 0
):2.
75
(0.6
0 +
0 +
0.40
):2.
75
Rel
ativ
e co
st p
er
Qua
ntit
y kg
(k
g)
1.00
4.
776
23.7
1.
733
19.9
7.
7 41
0.0
Rel
ativ
e co
st
4.77
6 41
.072
(0.5
0 +
0 +
0.50
):2.
75
(0.1
0 +
0.30
+ 0
.60)
: 2.
75
.m
.
(0.1
5+0.
283
+0.
567)
:2.7
5
Qua
ntit
y R
elat
ive
Qua
ntit
y R
elat
ive
Qua
ntit
y R
elat
ive
Qua
ntit
y R
elat
ive
Ikg)
co
st
(kg)
co
st
(kg)
co
st
(kg)
co
st
4.58
3 4.
583
4.40
0 4.
400
4.03
3 4.
033
4.03
3 4.
033
1.00
23
.700
0.
800
18.9
60
0.14
6 3.
460
0.21
9 5.
190
0.43
9 8.
736
0.41
5 8.
258
0.66
6 5.
128
0.80
0 6.
160
0.87
9 6.
768
0.83
1 6.
398
0.01
6 6.
560
0.01
6 6.
560
0.01
8 7.
300
0.01
8 7.
380
45.8
48
39.9
71
36.0
80
30.3
77
31.2
59
"x
t',

2 ~ David .1. ("ook, Ricardo P. Pama and Bishwendu K. Paul
R E F E R E N C E S
I. D.J. Cook, R. P. Pama & S. A. Damer, ] 'he behaviour of concrete and cement paste containing rice 11 t.sk ash. Proc. ('ol!]~ on Hydraulic Cement Pastes. Their Structure and Propertie.s, SheO~eld, pp. 268 2x2. Cement and Concrete Association, London 11976).
2. D. J. Cook, R. P. Pama & S. A. Darner, Rice husk ash as a pozzolanic material. Proc. (ot!]. on New Horizons m Con.struction Materials, Lehigh University (1976},
3. P. L. Day & S. R. J. Robbins, An economic evaluation of the -I'PI process for the production ol light~,eight concrete building bl~cks utilizing rice husk as the aggregate. Report G63, Tropical Products Institute. London (19701,
4. D.J. Cook, Waste product utilization -An investigation of materials application for rice hulls, UN ICI V Report R- I(X), University of New South Wales [ 1972).
5. M. Staackman & I . C. Goodale. Rice hull utilization. Final Report, URS Research Co. 11970). 6 B K. Patti. A sludv of lime- rice husk ash mixltlre', fi~r use a'; building materials. M.Eng Fhcsis, Asian
Institute of Technology. Bangkok 119761. 7. M.A. Masoud. S. M. Elwan & A. T. H usscin, Load bearing construction from the ash of rice hulls. Mater.
Construct. 16,371 382 11970). 8. G. Malquori, Port land-pozzolan cement, Proc. Fourth Int. Syrup. Chemistry qlCement, pp. 983 .I(X~,
Washington ( 1960l. 9. S. A. Darner, Rice hull ash as pozzolanic material. M.Eng. Thesis. Asian Institute of Technology,
Bangkok t 1976). 10. ASTM Special Technical Publication No. 169-A, Significance of tests and properties of concrete and
concrete making materials ( 1966i.