Lubrication of rotating equipment
Oil characteristics and more
Ronald Bakker Shell Global Solutions
Shell Global Solutions International B.V., 2010. All rights
reserved.
Contents Introduction Basic turbine lubrication system Turbine
lubrication requirements What is a turbine oil & what
properties does it need? How do we test and evaluate these
properties? Oil and oil system cleanliness Field cases Oil
Condition Monitoring Questions
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
1
Common Turbine Lubrication System Features
Oil tank Oil pump Oil cooler Oil supply/return pipes Plain
journal bearings Thrust bearing Turbine speed control system &
valves Filters Gearbox in geared systems
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Typical Gas Turbine Lubrication Systemcooling air
compressorair out
Power turbine
Generator
oil demister
IGV
duplex filter lube oil pump hydraulic oil pump
MOOG valves servo protection filters
extra by pass filter
Oil reservoir Either combined for bearing and control system or
separated (2 tanks: 1x bearing oil & 1x hydraulic oil for
control system)
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
2
Industrial Steam Turbine - working
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Industrial Gas Turbine
Simplified turbine schematic3. Combustion chamber 4. Expansion
turbine 6. Exhaust
5. Turbine outer casing
2. Compressor
1. Air intakeSiemens SGT6-6000G Gas Turbine 300 MW to 500 MW for
Combined Cycle Applications
Picture courtesy of Siemens web site
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
3
Industrial Gas Turbine - working
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Schematic of Steam Turbine Lube System
Main lube filter Main pump HP Thrust bearing Main lube oil tank
Vacuum extract pump IP
To bearings Hydrogen sealing LP LP Jacking oil feed LP Generator
and exciter Stator water cooling
Purifier Stages (HP, IP, LP) BearingsLube oil purifier
Control system not shown
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
4
Turbine Components Requiring Lubrication Journal bearings
(Hydrodynamic) Used to support the weight of the turbine rotors. A
journal bearing consists of two half-cylinders that enclose the
shaft and are internally lined with Babbitt, a metal alloy usually
consisting of tin, copper and antimony
Thrust bearings (Hydrodynamic) Axially locate the turbine
rotors. A thrust bearing is made up of a series of Babbitt lined
pads that run against a locating disk attached to the turbine
rotor
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Turbine Components Requiring Lubrication
Pocket type bearing (jacking hole in centre)
3 wedge bearing (jacking hole off centre)
Tilting pad thrust bearing Tilting pad journal bearing
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
5
Typical Turbine and Bearing Oil Flow
SWF File
Hydrodynamic Shell Global Solutions International B.V., 2008.
All rights rights reserved. Shell Global Solutions International
B.V., 2010. All reserved.
Hydrodynamic Oil Wedge Principle At rest, metal-to-metal
contact, no oil film layer is present.JOURNAL
As the journal begins to rotate, it tends to climb up the
bearing and onto a layer of oil. This reduces friction and allows
the journal to slide. Increase in rotational speed drawns oil into
the wedge-shaped clearance space, and fluid pressure is developed
between the journal and bearing. At full journal speed, the
converging wedge exists under the journal, and a minimum film
thickness exists to one side of the bearing: Hydrodynamic
lubricationPRESSURE FORCES DIAGRAM
BEARING
PRESSURE ZONE
HIGH PRESSURES ZONES
Any Deposit will reduce running clearance and increase bearing
temperature.
Picture courtesy of PALL
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
6
Turbine Components Requiring Lubrication (cont.) Jacking Oil
System: During turning, high pressure jacking oil is used to
increase oil film thickness. Also to float the shaft before
starting rotation from rest During start-up and shut down the rotor
must be rotated slowly (barred) to avoid uneven heating or cooling
which would distort or bow the shaft & to prevent them settling
in the bearings, due to weight resting on one spot A barring
mechanism or turning gear is used to do this
Jacking oil creates hydrostatic lubrication during turning
SWF File
Hydrodynamic Shell Global Solutions International B.V., 2008.
All rights rights reserved. Shell Global Solutions International
B.V., 2010. All reserved.
Steam Turbine - Control system
Steam turbines use a control system to operate the steam valves
This is to control the turbine operational speed (governor)
Hydraulic fluid is used to power this system High hydraulic
pressures (possible leaks) Steam pipes are above auto-ignition
temperature of mineral oils ( 200C
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Key property #2: Air Separation and Foaming
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
18
Aeration and Foaming
Foaming Oil surface
> 1 mm dia. air bubbles Rise rapidly to surface Burst or
produce foam
Aeration Oil Reservoir
10-3 to 1 mm air bubbles Entrained in oil Slow to rise to
surface
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Aeration and foaming
Oil condition invariably diagnosed as foaming problem Majority
of cases actually caused by entrained air & poor ARV Addition
of silicone anti-foamer seriously worsens aeration Silicones cannot
be easily removed once added
REPLACE ENTIRE OIL CHARGE Shell Global Solutions International
B.V., 2008. All rights rights reserved. Shell Global Solutions
International B.V., 2010. All reserved.
19
Effect of silicone anti-foam agents on ARV
Air content (% vol)
10 8 6 4 2 0 0 2 4 6 8 10
Anti-foamzero
0.2 ppm 2.0 ppm
12
Time (minutes)
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Effect of oil reservoir design on deaeration
d
d
y
Oil volume = constant Residence time = constant Bubble rise time
(DEAERATION) @ depth d, dx
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
20
Dangers of Excessive Aeration and Foam Loss of oil pressure
Reduced oil flow Increased oil compressibility Failure to reach
minimum pressure Poor response in high pressure servos Local
oxidation of oil Adiabatic compression of air bubbles Highly loaded
areas e.g. thrust bearings Possible blackening of white metal
bearings Filter blocking Excessive pressure drop associated with no
apparent contamination
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Visible Foam in Oil Reservoir
Breaks in foam layer
Excessive Foaming
Acceptable Foaming Shell Global Solutions International B.V.,
2008. All rights rights reserved. Shell Global Solutions
International B.V., 2010. All reserved.
21
Principle Causes of Excessive Aeration Inadequately specified
new oil Presence of silicone anti-foam agents System design and/or
operation Excessive oil circulation rate Vertical section in oil
return line Oil cascading down from excessive height Highly aerated
oil fed too close to suction strainer Air leaks in pump suction
system Oil pressure too high Vacuum entrainment on high speed plain
bearings
Excessive build up of oxidation products Basic metal salts
and/or greases
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Aeration and foaming: equipment and operation Excessive oil
circulation rate Vertical section in oil return line Oil cascading
down from excessive height Highly aerated oil fed too close to
suction strainer Air leaks in pump suction system Oil pressure too
high Vacuum entrainment on high speed plain bearings
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
22
Dangers of excessive aerationLoss of oil pressure Reduced oil
flow Increased oil compressibility Failure to reach minimum
pressure Poor response in high pressure servos
Local oxidation of oil Adiabatic compression of air bubbles
Highly loaded areas e.g. thrust bearings Possible blackening of
white metal bearings
Filter blocking Excessive pressure drop associated with no
apparent contamination
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Diagnosis of aeration / foaming problems
ARV
Foam
Probable cause of fault condition Excessive air entrainment
Possible mechanical fault Contamination with silicones
Contamination with basic metal salts e.g. engine oil, pipe
lagging
Low High
Low Low
High
High
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
23
Measuring Air Release and Foam Tendency, Air release ASTM D
3427, Foaming ASTM D 892This test evaluates the oils capacity to
release air, blown through the sample in a cylinder. The time
required is reported The shorter the time the better the result,
indicating good performance in the field Test conditions for air
release: Temperature 50C reported as time for 0.2 % V/V of air to
remain In this particular test the volume of foam, after air has
been blown through the sample is measured. Lesser the foam, the
better the oil. Test conditions for foam test: Temperature at 24C
for 1st & 3rd test Temperature at 94C for 2nd test Shell Global
Solutions International B.V., 2008. All rights rights reserved.
Shell Global Solutions International B.V., 2010. All reserved.
Key property #3: Minimizing the Effect of Water a) Water
Separation (Demulsibility) b) Rust and Corrosion inhibition
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
24
Sources of Water Contamination
Steam leaking from shaft gland Water contamination of top-up oil
Oil cooler leaks Condensation of ambient moisture Poor handling
practises
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
When Water is Present in a Turbine System
It should be removed as soon as possible It must remain as free
water, rather than emulsified water Its source of ingression should
be located and eliminated as soon as possible The amount of water
in a turbine system should remain below 500 ppm If correctly
applied, centrifugation or vacuum dehydration are affective ways to
remove water
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
25
Excesses Amount of Water can Cause:
Increased system wear break down of oil film Promote corrosion
of metal parts Enhance oxidation of the lubricant Degrade filter
performance Remove additives Fatigue life of ball bearings used in
steam governors Microbial growth in static areas
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Causes of Reduced DemulsibilityTurbine oils are formulated with
excellent water separation properties. However the following can
degrade performance: Solids: Carbon residue, rust, fly ash and fine
particulates, these can be removed by filtration Liquids: Engine
Oils (1 part in 1000 is sufficient) Oil soluble materials cannot be
removed by filtration, i.e other lubricant, greases, etc. Surface
active additives can be removed by excessive water contamination
Other: Oxidation by-products Contamination with other fluids
containing emulsifiers, metal protective oils, etc. Formation of
soaps with rust inhibitors and acidic oxidation products
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
26
Measuring Water Separation ASTM D 1401, Demulsibility
Characteristics
ASTM D 1401 40 ml oil, 40 ml water at 54C reported as time to 3
ml emulsion (nearest 5 min) e.g. 40 - 40 - 0 (5 min)
Clear Oil Layer
No Clear Separation
Clear Water Layer
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Measuring Water Separation Steam Demulsibility (IP 19)This
method gives a measure of the oils ability to separate from an
emulsion with steam. As the oil gets contaminated with fine
dispersed water droplets at high temperature this test method is
regarded to be much more severe than ASTM D1401 Demulsibility Test
(where a 50/50 water/oil mixture is placed at 54 C (130 F) The time
for 20 ml of oil to separate is recorded (in seconds) The shorter
the time, the better the oil performance Test conditions: 20 ml of
oil is violently emulsified with steam at about 90 C (194F) The
emulsified test oil is placed in a bath at about 94 C (201F) The
time to separate condensed steam (water) is measured
AP/Wide World Photo, www.state.gov
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
27
Measuring Corrosion Protection Rust test ASTM D 665 / IP 135To
evaluate the ability of oils to prevent the rusting of ferrous
parts should water become mixed with the oil. Procedure A=
distilled water Procedure B= synthetic sea water The specimens are
inspected after the test and are classified as follows: A) B) C) D)
E) F) Pass Fail- Dark grey staining noted Fail Light Fail Moderate
Fail Severe Fail Severe
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Key property #4: Filterability
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
28
Filterability
Oil filterability is quantified by the measuring the ease with
which a volume of oil passes through a filter of known size, or the
time taken to block the filter.
Finer filtration is increasingly common in turbines New oil vs.
oil in service Good quality new oil should never cause filter
blockage >80% problems in service caused by contamination An oil
with excellent filterability will allow the use of finer filtration
which will help to improve contamination control
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Causes of Poor Turbine Oil Filterability Contamination A mixture
with engine oils Solid, liquid or gaseous (eg process gases like
ammonia) contaminant reacts with the additives Water
Oxidation products from oil Insoluble oxidation products
(sludge) Organic acids form soaps with metal salt contaminants
Particulate contamination Filter debris Rust and dirt
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
29
Measuring FilterabilityFilterability of Turbine Oils
Contaminated with Water & Calcium, TMS 511 Hydraulic oil tests
ISO, AFNOR, etc Shell uses own method (TMS 511), done wet, with
calcium. Calcium additive is similar to the additive used in many
motor oils
Blank Filter Membrane (0.8m)
Oil with Acidic Components
High quality turbine oil
SEM Images of filter Elements
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Filterability and cleanliness of turbine oils
Protection of control system servo valves Hydraulic component
clearance: up to 5 m high pressure up to 20 m low pressure
Servo valves protected by 5- 10 m filters to achieve target
cleanliness of 13/11 to 12/9 within the closed circuit
Service life of filters
Oil must not block the servo final filters throughout service
life
In service filterability of the oil determines the lifetime of
the servo valve protection filters
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
30
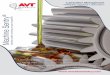
Filterability of fluids important
The same type MOOG servo final filters after 24000 running hours
on SHELL TURBO GT 32
MOOG Servo valve final filter 10 m. Heavy sludge formation after
17000hr
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Key property #5: Extra load carrying capacity
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
31
Extra Load Carrying Capacity
Relevant for turbines with reducing gear sets Some gearboxes
require lubricant with enhanced anti-wear performance Poor load
carrying capacity leads to accelerated wear
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Measuring Load Carrying Capacity FZG Spur Gear Test Rig DIN ISO
14635-11750 Load Clutch r/min Load Arm Test Gears
Lubricant
load is raised in stages, inspecting gears at end of each load
stage
Failure load stage is when total scouring /scuffing exceeds
limits
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
32
Some examples of high and low quality oils
Shell Global Solutions International B.V., 2010. All rights
reserved.
Field cases
Some examples of high and low quality oils
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
33
Low quality oils
General Electric Frame 9E A low quality mineral oil resulted in
deposit formation on alternator bearing in this turbine
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Low quality oilsPower turbine thrust bearing pads: General
varnish deposition
Shell Global Solutions International B.V., 2010. All reserved.
Shell Global Solutions International B.V., 2008. All rights rights
reserved.
34
Low quality oilsGenerally bearing in good condition, however
black carbonaceous deposits formed after relatively low hours of
operation
Shell Global Solutions International B.V., 2010. All reserved.
Shell Global Solutions International B.V., 2008. All rights rights
reserved.
Low quality oilsBearing housing cover: Heavy varnish/ carbon
deposits, labyrinth seal wear
Shell Global Solutions International B.V., 2010. All reserved.
Shell Global Solutions International B.V., 2008. All rights rights
reserved.
35
Low quality oilsVery heavy deposition, overlay loss, less than 1
year operation
Shell Global Solutions International B.V., 2010. All reserved.
Shell Global Solutions International B.V., 2008. All rights rights
reserved.
The right oil makes all the difference
MAAG GEAR BOX, ABB GASTURBINE TYPE 9DAFTER 24000 HOURS ON A
NORMAL TYPE STEAM TURBINEOIL ISO VG 46 SAME GEAR BOX AFTER 35000
HOURS ON SHELL TURBO GT 32
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
36
High quality oils
35,000 Hrs Turbo GT32 oil service life
Number 9 bearing - right hand of pinion
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
High quality oils
General Electric Frame 9E Flevo 32 Centre bearing # 2 after
40,000 hours on Shell Turbo GT 32
No deposit formation Absolutely clean labyrinths
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
37
High quality oils
The same gear box thrust bearing, after 30,000 running hours on
SHELL TURBO GT 32 JUNE 1993
Gear box thrust bearing after running on a mineral turbine oil
before the swap to SHELL TURBO GT 32 JUNE 1988
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Flushing and Filling
Shell Global Solutions International B.V., 2010. All rights
reserved.
38
Why Flush? Critically important to minimise the harmful effects
of material debris and chemical contamination on the turbine
operation Material Debris from assembly, transport, maintenance,
wear, environment Chemical contaminants improper oils, chemical
cleaners, corrosion preventives, water
Proper flushing and filling at the turbine commissioning step
will maximise the turbine oils lifetime minimise turbine outages
reduce costs
Shortcuts here can cause problems later Flushing should be seen
as an integral part of fluid and equipment life cycle.
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Principles of FlushingFlushing normally requires: fast turbulent
flow (often three times normal system velocity) to dislodge
contaminants the fast flow rate is one reason sensitive components
must be blanked off turbulent flow rate
hot fluid, thermo shock to expand components of the system and
further dislodge contaminants heat also increases the solvency
power of the fluid
vibration/agitation to dislodge contamination by mechanical
vibration
efficient filtration to remove the contamination
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
39
Requirements of a flushing fluid A flushing fluid must: be
unaffected by the thermal stress of operating at the flushing
temperature for a period of hours solvate sludge and oil deposits
not remove anti-rust coating from tanks be compatible with all
system components and coatings possess good filterability possess
anti-rust properties be compatible with the current or previous
fill, particularly is a flying flush is being performed Consider
the use of a lower viscosity to reach turbulent flow With Shell
products it is normally recommended to flush with a charge of the
fresh product
Shell Global Solutions International B.V., 2008. All rights
rights reserved. Shell Global Solutions International B.V., 2010.
All reserved.
Turbine oil flushing and fillingOEM requirement
GE Lubricating oil recommendations (GEK..) refers to ASTM D6439
flushing & filling, & ASTM D4378 monitoring,
Alstom HTGD 90117 supply --/18/15 or NAS 9, if EHC --/16/13
Service --/16/13 or NAS 7, limit --/17/14 or NAS 8
Siemens TLV 9013 04 supply