Embed Size (px)
DESCRIPTION
tesis
Citation preview
INSTITUTO TECNOLÓGICO DE CELAYA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
DISEÑO Y OPTIMIZACIÓN DE SISTEMAS REACTIVOS TÉRMICAMENTE ACOPLADOS PARA
LA PRODUCCIÓN DE BIODIESEL POR EL MÉTODO SUPERCRITICO
POR
M.I.Q. FERNANDO ISRAEL GÓMEZ CASTRO
TESIS PRESENTADA AL DEPARTAMENTO DE INGENIERÍA
QUÍMICA COMO REQUISITO PARCIAL PARA OBTENER EL
GRADO DE:
DOCTOR EN CIENCIAS EN INGENIERÍA QUÍMICA
CELAYA, GUANAJUATO DICIEMBRE DE 2010
Wxw|vtàÉÜ|t
T ]âw|à{
T Å|á ÑtwÜxá
Agradecimientos
A mis padres, Fernando y Estela, por su apoyo incondicional, en
especial durante los momentos más difíciles. Por enseñarme a nunca rendirme
y a siempre dar lo mejor de mí. A mis hermanos, por todas las sonrisas que
hemos compartido, por darme aliento cuando más lo he necesitado. A toda mi
familia .
Al director de mi tesis, Dr. Vicente Rico Ramírez, por aceptarme
dentro de su grupo de investigación, por todas las enseñanzas y el apoyo a lo
largo de estos años, por sus consejos y su guía, sin los cuales el desarrollo de
este trabajo no hubiera sido posible. Por llevarme a crecer tanto profesional
como personalmente.
Al Dr. Juan Gabriel Segovia Hernández, por su valiosa asesoría, por
compartir su experiencia y sus ideas, por impulsarme desde el comienzo a
llegar a esta instancia.
A Judith , por permanecer a mi lado tanto en los buenos momentos
como en los malos, por estar ahí cuando más lo necesito para hacerme ver que
aún existen razones para levantarme y seguir adelante. Por tu infinita
paciencia para mi persona.
Al Dr. Mahmoud M. El-Halwagi , por su amable recibimiento en su
grupo y por sus aportaciones a este proyecto. Al Dr. Salvador Hernández
Castro, por compartir conmigo su experiencia. A la Dra. Claudia Gutiérrez
Antonio, por sus consejos y apoyo.
A mis maestros, por cada conocimiento que han compartido conmigo,
por llevarme hasta donde estoy ahora. A mis amigos, por seguir a mi lado a
pesar de la distancia, por creer en mí. A todas las personas especiales que han
llegado a mi vida a través de los años, gracias.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
i
Resumen
“ Diseño y Optimización de Sistemas Reactivos Térmicamente
Acoplados para la Producción de Biodiesel por el Método
Supercrítico”
Presenta: M.I.Q. Fernando Israel Gómez Castro
Director de la tesis: Dr. Vicente Rico Ramírez
Co-director: Dr. Juan Gabriel Segovia Hernández
En este trabajo se propone el uso de sistemas de destilación reactiva con acoplamiento
térmico como una estrategia para la reducción del consumo de energía y los costos de
producción en el proceso de obtención de biodiesel en dos pasos con metanol a condiciones
supercríticas, también conocido como proceso Saka-Dadan. Se lleva a cabo el análisis del
proceso utilizando una columna de destilación reactiva con salida lateral, una columna
Petlyuk reactiva y una secuencia térmicamente acoplada directa reactiva como sustitutos
del reactor de esterificación y la subsecuente separación presentes en el proceso
convencional. Por otra parte, se propone una metodología de diseño y optimización para los
sistemas térmicamente acoplados con reacción química, basando el diseño en el método
corto de Fenske-Underwood-Gilliland para el cálculo de la relación de reflujo y el número
de etapas, así como la ecuación de Kirkbride para la determinación de la ubicación de los
flujos de interconexión en la columna Petlyuk reactiva. Para llevar a cabo la optimización
de los sistemas, el conjunto de ecuaciones que lo modela ha sido planteado como un
problema de programación no lineal (NLP) y resuelto. Asimismo, se lleva a cabo un
análisis de emisiones de contaminantes a la atmósfera con el fin de establecer el impacto
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
ii
ambiental del proceso a condiciones supercríticas y los potenciales beneficios del uso de
sistemas reactivos con acoplamiento térmico en cuanto a la reducción de dichas emisiones.
Se ha determinado que el uso de sistemas reactivos con acoplamiento térmico presenta
beneficios como la reducción del consumo de energía, así como los costos de operación, en
el proceso de producción de biodiesel con metanol supercrítico. Por otra parte, la estrategia
de diseño y optimización propuesta permite obtener diseños con un potencial bajo consumo
de energía, mostrando una alta sensibilidad a la variación en los parámetros de diseño de las
columnas. Asimismo, los distintos procesos bajo consideración presentan una reducción
importante en cuanto a las emisiones de contaminantes con respecto al proceso supercrítico
convencional, mientras que con respecto al proceso catalítico convencional las emisiones
resultan menores o solo ligeramente mayores cuando se considera el reciclo del metanol en
exceso.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
iii
Índice
Resumen..................................................................................................................
Índice.......................................................................................................................
i
iii
Lista de Figuras......................................................................................................
viii
Lista de Tablas.......................................................................................................
xiv
Capítulo 1: Introducción.......................................................................................
1.1. Fuentes renovables de energía..........................................................................
1.2. Procesos convencionales para la producción de biodiesel................................
1.3. La intensificación de procesos..........................................................................
1.3.1. Sistemas combinados de destilación-reacción como alternativas de
intensificación……………………………………………………………..
1.4. Objetivos...........................................................................................................
1.5. Organización de la tesis....................................................................................
1
1
4
6
7
8
9
Capítulo 2: Antecedentes.......................................................................................
2.1. Producción de biodiesel por medio de tecnología supercrítica.........................
2.2. Sistemas térmicamente acoplados.....................................................................
2.3. Diseño de sistemas de destilación reactiva.......................................................
2.4. Sumario.............................................................................................................
10
10
14
17
23
Capítulo 3: Índices de Desempeño........................................................................
3.1. Eficiencia termodinámica.................................................................................
3.1.1. Trabajo mínimo de separación............................................................
3.1.2. Consumo de trabajo neto y eficiencia termodinámica........................
25
25
26
28
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
iv
3.2. Emisiones de dióxido de carbono.....................................................................
3.3. Cálculo de costos de proceso............................................................................
3.3.1. Método de Guthrie: Cálculo de costo de equipos...............................
3.3.2. Cálculo de costo de servicios..............................................................
30
32
32
36
Capítulo 4: El Proceso Saka-Dadan.....................................................................
4.1. Introducción......................................................................................................
4.2. El proceso Saka-Dadan.....................................................................................
4.3. Intensificación del proceso Saka-Dadan...........................................................
38
38
39
42
Capítulo 5: Metodología........................................................................................
5.1. Introducción…………………………………………………………………..
5.2. Simulación del proceso.....................................................................................
5.2.1. Reacción en equilibrio químico..........................................................
5.2.1.1. Proceso Saka-Dadan………………………………………..
5.2.1.2. Proceso de destilación reactiva……………………………..
5.2.1.3. Destilación reactiva con acoplamiento térmico…………….
5.2.2. Reacción con modelo cinético............................................................
5.2.2.1. Proceso Saka-Dadan………………………………………..
5.2.2.2. Proceso de destilación reactiva……………………………..
5.2.2.3. Destilación reactiva con acoplamiento térmico…………….
5.2.3. Cálculo de los índices de desempeño.................................................
5.2.3.1. Eficiencia termodinámica…………………………………..
5.2.3.2. Emisiones de dióxido de carbono…………………………..
5.2.3.3. Análisis económico………………………………………....
5.3. Desarrollo del método de diseño.......................................................................
5.4. Diseño y optimización de los sistemas reactivos térmicamente acoplados......
5.4.1. Equilibrio líquido-vapor.....................................................................
5.4.2. Balances de materia............................................................................
5.4.2.1. Columna Petlyuk reactiva…………………………………..
44
44
44
45
45
47
49
51
52
54
55
57
57
59
60
62
68
68
71
75
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
v
5.4.2.2. Secuencia directa térmicamente acoplada reactiva……........
5.4.2.3. Cálculo del consumo de energía en el condensador..............
5.4.3. Ecuaciones de diseño.........................................................................
5.4.3.1. Columna Petlyuk reactiva…..................................................
5.4.3.2. Secuencia directa térmicamente acoplada reactiva................
5.4.4. Balances de energía............................................................................
5.4.4.1. Columna Petlyuk reactiva…..................................................
5.4.4.2. Secuencia directa térmicamente acoplada reactiva................
5.4.5. Planteamiento del modelo y su optimización.....................................
5.4.5.1. Método 1..............................................................................
5.4.5.2. Método 2..............................................................................
5.5. Análisis de ciclo de vida...................................................................................
76
76
77
77
82
84
85
87
88
90
93
96
Capítulo 6: Resultados...........................................................................................
6.1. Simulación del proceso.....................................................................................
6.1.1. Reacción en equilibrio químico..........................................................
6.1.1.1. Proceso Saka-Dadan..............................................................
6.1.1.2. Proceso de destilación reactiva..............................................
6.1.1.3. Destilación reactiva con acoplamiento térmico.....................
6.1.2. Reacción con modelo cinético............................................................
6.1.2.1. Proceso Saka-Dadan..............................................................
6.1.2.2. Proceso de destilación reactiva..............................................
6.1.2.3. Destilación reactiva con acoplamiento térmico.....................
6.1.3. Cálculo de los índices de desempeño..................................................
6.2. Valoración del método de diseño......................................................................
6.3. Diseño y optimización de los sistemas reactivos térmicamente acoplados......
6.4. Análisis de ciclo de vida...................................................................................
Capítulo 7: Conclusiones y trabajo futuro..........................................................
7.1. Conclusiones.....................................................................................................
100
100
100
100
103
105
108
110
111
115
126
128
132
156
159
159
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
vi
7.1.1. Intensificación del proceso Saka-Dadan.............................................
7.1.2. Metodología de diseño y optimización para sistemas reactivos con
acoplamiento térmico.....................................................................................
7.1.3. Análisis de ciclo de vida....................................................................
7.2. Trabajo futuro...................................................................................................
Referencias bibliográficas.....................................................................................
Apéndice A: Factores para el cálculo de costos de equipo.................................
A.1. Intercambiadores de calor…………………………………………………....
A.2. Recipientes de proceso e internos………………………………………........
A.3. Bombas……………………………………………………………………….
A.4. Equipo de recuperación de potencia………………………………………….
Apéndice B: Ajuste de propiedades físicas..........................................................
B.1. Introducción…………………………………………………………………..
B.2. Tipos de curvas.................................................................................................
B.3. Parámetros ajustables.......................................................................................
Apéndice C: El resolvedor CONOPT...................................................................
C.1. Características de CONOPT.............................................................................
C.2. El algoritmo CONOPT.....................................................................................
C.2.1. Inicialización......................................................................................
C.2.2. Búsqueda de una solución factible.....................................................
C.2.3. Optimización......................................................................................
Apéndice D: Nomenclatura usada en los programas..........................................
D.1. Columna Petlyuk reactiva................................................................................
D.2. Secuencia térmicamente acoplada directa reactiva..........................................
159
160
163
164
166
179
179
181
183
183
186
186
187
188
193
193
194
195
196
197
199
199
206
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
vii
Apéndice E: Emisiones de contaminantes...........................................................
Apéndice F: Productos de la tesis.........................................................................
F.1. Artículos publicados.........................................................................................
F.2. Trabajos en congresos internacionales.............................................................
F.3. Trabajos en congresos nacionales.....................................................................
212
227
227
227
228
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
viii
Lista de Figuras
Figura 1.1. Reservas de petróleo a nivel mundial de acuerdo con la ASPO............ 2
Figura 1.2. Producción de crudo equivalente en México......................................... 3
Figura 1.3. Emisiones promedio de biodiesel con respecto al diesel de petróleo…
Figura 1.4. Producción de biodiesel en la Unión Europea………………………...
4
5
Figura 2.1. Proceso Saka-Dadan para la producción de biodiesel...........................
Figura 2.2. Secuencias de destilación térmicamente acopladas...............................
Figura 2.3. Columna de pared divisoria...................................................................
Figura 2.4. Número de columnas de pared divisoria construidas a través de los
años………………………………………………………………………………..
Figura 3.1. Proceso general de separación...............................................................
Figura 3.2. Máquina térmica reversible...................................................................
Figura 4.1. Pasos de la reacción de hidrólisis de triglicéridos.................................
Figura 4.2. Reacciones globales involucradas en la producción de biodiesel por
el método Saka-Dadan…………………………………………………………….
Figura 4.3. Diagrama simplificado del proceso Saka-Dadan...................................
Figura 4.4. Diagrama simplificado del proceso Saka-Dadan con destilación
reactiva…………………………………………………………………………….
Figura 5.1. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan con equilibrio…………………………………………
Figura 5.2. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando destilación reactiva con equilibrio.…………..
Figura 5.3. Diseño de la columna Petlyuk reactiva por rearreglo de etapas de la
columna reactiva…………………………………………………………………..
Figura 5.4. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando un sistema Petlyuk reactivo con equilibrio......
Figura 5.5. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan con un modelo cinético de primer orden......................
12
16
17
18
26
29
40
41
41
43
48
49
50
51
53
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
ix
Figura 5.6. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando destilación reactiva con un modelo cinético
de primer orden........................................................................................................
Figura 5.7. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando una columna Petlyuk reactiva con un modelo
cinético de primer orden..........................................................................................
Figura 5.8. Diseño de la secuencia directa térmicamente acoplada reactiva por
rearreglo de etapas de la columna reactiva..............................................................
Figura 5.9. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando una secuencia directa térmicamente acoplada
reactiva con un modelo cinético de primer orden....................................................
Figura 5.10. Algoritmo para el cálculo del equilibrio líquido-vapor cuando se
conoce la composición en la fase líquida.................................................................
Figura 5.11. Algoritmo para el cálculo del equilibrio líquido-vapor cuando se
conoce la composición en la fase vapor...................................................................
Figura 5.12. Distribución de secciones en los sistemas térmicamente acoplados
reactivos, (a) Columna Petlyuk reactiva, (b) Secuencia directa térmicamente
acoplada reactiva......................................................................................................
Figura 5.13. Diagrama detallado de la columna Petlyuk reactiva............................
Figura 5.14. Distribución de las etapas en la columna Petlyuk reactiva…………..
Figura 5.15. Diagrama detallado de la secuencia directa térmicamente acoplada
reactiva.....................................................................................................................
Figura 5.16. Distribución de las etapas en la secuencia directa térmicamente
acoplada reactiva…………………………………………………………………..
Figura 5.17. Métodos de solución (a) Método 1, (b) Método 2...............................
Figura 6.1. Perfil de composiciones en fase líquida para la columna de
destilación reactiva de 40 etapas (%masa)………………………………………...
Figura 6.2. Curvas de optimización para la columna Petlyuk reactiva (a) FV2 =
106 kmol/h, (b) FV2 = 109 kmol/h, (c) FV2 = 111 kmol/h……………………….
Figura 6.3. Diagrama de Arrhenius para la reacción de esterificación…................
54
55
56
56
72
73
74
78
81
82
85
89
104
106
109
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
x
Figura 6.4. Comparación de la conversión obtenida de la simulación con los
datos reportados por Minami y Saka (2006)………………………………………
Figura 6.5. Perfiles de composición para la columna de destilación reactiva..........
Figura 6.6. Avance de la reacción en la columna de destilación reactiva................
Figura 6.7. Constante de equilibrio de fases en la columna de destilación
reactiva. ...................................................................................................................
Figura 6.8. Curvas de optimización para la columna Petlyuk reactiva (a) FV2 =
29 kmol/h, (b) FV2 = 32 kmol/h, (c) FV2 = 34 kmol/h…………………………...
Figura 6.9. Perfiles de composición para el prefraccionador del sistema Petlyuk
reactivo.....................................................................................................................
Figura 6.10. Perfiles de composición para la columna principal del sistema
Petlyuk reactivo........................................................................................................
Figura 6.11. Avance de la reacción en la columna principal del sistema Petlyuk
reactivo.....................................................................................................................
Figura 6.12. Constante de equilibrio de fases en el prefraccionador del sistema
Petlyuk reactivo……………………………………………………………………
Figura 6.13. Constante de equilibrio de fases en la columna principal del sistema
Petlyuk reactivo........................................................................................................
Figura 6.14. Perfiles de composición para la columna principal del sistema
RTCDS…………………………………………………………………………….
Figura 6.15. Perfiles de composición para el rectificador lateral del sistema
RTCDS…………………………………………………………………………….
Figura 6.16. Avance de la reacción en la columna principal del sistema RTCDS..
Figura 6.17. Constante de equilibrio de fases en la columna principal del sistema
RTCDS…………………………………………………………………………….
Figura 6.18. Constante de equilibrio de fases en el rectificador lateral del sistema
RTCDS…………………………………………………………………………….
Figura 6.19. Perfiles de temperatura para los sistemas intensificados…………….
Figura 6.20. Variación de la ecuación de Underwood con el valor de la raíz θ1.....
Figura 6.21. Variación de la ecuación de Underwood con el valor de la raíz θ2.....
110
113
114
114
116
117
117
118
118
119
120
120
121
121
122
122
135
135
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xi
Figura 6.22. Variación de la ecuación de Underwood con el valor de la raíz θ3.....
Figura 6.23. Variación de la ecuación de Underwood con el valor de la raíz θ4.....
Figura 6.24. Esquema alternativo al RTCDS……………………………………
Figura 6.25. Efecto de la posición de la corriente lateral sobre la carga térmica,
columna Petlyuk reactiva………………………………………………………….
Figura 6.26. Efecto del número de etapas reactivas y no reactivas sobre la carga
térmica, columna Petlyuk reactiva………………………………………………
Figura 6.27. Efecto de los flujos de interconexión sobre la carga térmica, diseño
por método 1............................................................................................................
Figura 6.28. Efecto de los flujos de interconexión sobre la carga térmica, diseño
por método 2………………………………………………………………………
Figura 6.29. Efecto de la posición del flujo de interconexión sobre la carga
térmica, RTCDS…………………………………………………………………...
Figura 6.30. Efecto del número de etapas reactivas y no reactivas sobre la carga
térmica, RTCDS…………………………………………………………………...
Figura 6.31. Perfil de composiciones en fase líquida en la columna principal de
RDWC1 (%masa)…………………………………………………………………
Figura 6.32. Perfil de composiciones en fase líquida para la columna principal de
RDWC2……………………………………………………………………………
Figura 6.33. Perfil de composiciones en fase líquida para el prefraccionador de
RDWC1 (%masa)…………………………………………………………………
Figura 6.34. Perfil de composiciones en fase líquida para el prefraccionador de
RDWC2 (%masa)………………………………………………………………....
Figura 6.35. Perfil de composiciones en fase vapor para la columna principal de
RTCDS (%mol)........................................................................................................
Figura 6.36. Diagrama de la simulación del proceso de producción de biodiesel
por el método Saka-Dadan usando el esquema alternativo a RTCDS…………….
Figura E.1. Emisiones de compuestos orgánicos volátiles considerando solo
consumo de energía térmica y eléctrica…………………………………………...
Figura E.2. Emisiones de monóxido de carbono considerando solo consumo de
136
136
140
141
141
142
143
143
144
148
148
149
149
150
151
213
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xii
energía térmica y eléctrica………………………………………………………...
Figura E.3. Emisiones de óxidos de nitrógeno considerando solo consumo de
energía térmica y eléctrica………………………………………………………...
Figura E.4. Emisiones de partículas menores a 10 µm considerando solo
consumo de energía térmica y eléctrica…………………………………………...
Figura E.5. Emisiones de partículas menores a 2.5 µm considerando solo
consumo de energía térmica y eléctrica…………………………………………...
Figura E.6. Emisiones de óxidos de azufre considerando solo consumo de
energía térmica y eléctrica………………………………………….......................
Figura E.7. Emisiones de metano considerando solo consumo de energía térmica
y eléctrica………………………………………….................................................
Figura E.8. Emisiones de óxido nitroso considerando solo consumo de energía
térmica y eléctrica…………………………………………....................................
Figura E.9. Emisiones de dióxido de carbono considerando solo consumo de
energía térmica y eléctrica………………………………………….......................
Figura E.10. Emisiones de compuestos orgánicos volátiles incluyendo las
generadas en la producción de metanol...................................................................
Figura E.11. Emisiones de monóxido de carbono incluyendo las generadas en la
producción de metanol.............................................................................................
Figura E.12. Emisiones de óxidos de nitrógeno incluyendo las generadas en la
producción de metanol.............................................................................................
Figura E.13. Emisiones de partículas menores a 10 µm incluyendo las generadas
en la producción de metanol....................................................................................
Figura E.14. Emisiones de partículas menores a 2.5 µm incluyendo las generadas
en la producción de metanol....................................................................................
Figura E.15. Emisiones de óxidos de azufre incluyendo las generadas en la
producción de metanol.............................................................................................
Figura E.16. Emisiones de metano incluyendo las generadas en la producción de
metanol.....................................................................................................................
Figura E.17. Emisiones de óxido nitroso incluyendo las generadas en la
213
214
214
215
215
216
216
217
217
218
218
219
219
220
220
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xiii
producción de metanol.............................................................................................
Figura E.18. Emisiones de dióxido de carbono incluyendo las generadas en la
producción de metanol.............................................................................................
Figura E.19. Emisiones de compuestos orgánicos volátiles considerando el
reciclo del metanol en exceso..................................................................................
Figura E.20. Emisiones de monóxido de carbono considerando el reciclo del
metanol en exceso....................................................................................................
Figura E.21. Emisiones de óxidos de nitrógeno considerando el reciclo del
metanol en exceso....................................................................................................
Figura E.22. Emisiones de partículas menores a 10 µm considerando el reciclo
del metanol en exceso..............................................................................................
Figura E.23. Emisiones de partículas menores a 2.5 µm considerando el reciclo
del metanol en exceso..............................................................................................
Figura E.24. Emisiones de óxidos de azufre considerando el reciclo del metanol
en exceso..................................................................................................................
Figura E.25. Emisiones de metano considerando el reciclo del metanol en
exceso.......................................................................................................................
Figura E.26. Emisiones de óxido nitroso considerando el reciclo del metanol en
exceso.......................................................................................................................
Figura E.27. Emisiones de dióxido de carbono considerando el reciclo del
metanol en exceso....................................................................................................
221
221
222
222
223
223
224
224
225
225
226
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xiv
Lista de Tablas
Tabla 3.1. Parámetros de capacidad para algunos equipos......................................
Tabla 4.1. Cadenas de ácidos grasos........................................................................
Tabla 5.1. Composición porcentual de algunos aceites vegetales y grasas
animales……………………………………………………………………….......
Tabla 5.2. Especificaciones de pureza para el biodiesel..........................................
Tabla 5.3. Propiedades de los vapores empleados para suministrar calor………...
Tabla 5.4. Propiedades de los combustibles empleados para producir vapor..........
Tabla 5.5. Costos unitarios de los servicios.............................................................
Tabla 5.6. Parámetros Aij de interacción binaria para la ecuación NRTL...............
Tabla 5.7. Parámetros Bij de interacción binaria para la ecuación NRTL...............
Tabla 5.8. Emisiones de los contaminantes considerados en el análisis de ciclo de
vida………………………………………………………………………………...
Tabla 5.9. Contribución a las emisiones por generación de electricidad………….
Tabla 6.1. Características principales de bombas....................................................
Tabla 6.2. Características principales de calentadores.............................................
Tabla 6.3. Características principales del reactor de hidrólisis................................
Tabla 6.4. Distribución de los componentes en el decantador.................................
Tabla 6.5. Características del reactor de esterificación............................................
Tabla 6.6. Características de la columna de destilación en el proceso
convencional………………………………………………………………………
Tabla 6.7. Características del tanque de vaporización en el proceso convencional.
Tabla 6.8. Características de dos esquemas de destilación reactiva........................
Tabla 6.9. Características de la columna Petlyuk reactiva.......................................
Tabla 6.10. Características del tanque flash unido a la corriente lateral…………..
Tabla 6.11. Características del tanque flash unido a la corriente de fondos………
Tabla 6.12. Consumo total de energía para la etapa de esterificación…………….
Tabla 6.13. Balance de materia para la esterificación de ácido oléico en un
33
41
46
47
60
60
62
70
70
99
99
101
101
101
102
102
103
103
104
105
107
108
108
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xv
reactor por lotes........................................................................................................
Tabla 6.14. Características de los reactores de esterificación..................................
Tabla 6.15. Características de la columna de destilación en el proceso
convencional………………………………………………………………………
Tabla 6.16. Características del tanque de vaporización en el proceso
convencional……………………………………………………………………....
Tabla 6.17. Comportamiento de la columna de destilación reactiva al variar el
tiempo de residencia……………………………………………………………….
Tabla 6.18. Características de la columna de destilación reactiva………………...
Tabla 6.19. Características de la columna Petlyuk reactiva……………………….
Tabla 6.20. Características del sistema RTCDS......................................................
Tabla 6.21. Características principales de las turbinas hidráulicas en el proceso
con destilación reactiva……………………………………………………………
Tabla 6.22. Características principales de las turbinas hidráulicas en el proceso
con la columna Petlyuk reactiva…………………………………………………..
Tabla 6.23. Características principales de las turbinas hidráulicas en el proceso
con el sistema RTCDS…………………………………….....................................
Tabla 6.24. Características del tanque flash unido a la corriente lateral…………..
Tabla 6.25. Características del tanque flash unido a la corriente de fondos……....
Tabla 6.26. Características del tanque flash unido al decantador…………………
Tabla 6.27. Requerimientos energéticos para la etapa de esterificación…………..
Tabla 6.28. Eficiencia termodinámica.....................................................................
Tabla 6.29. Emisiones de dióxido de carbono.........................................................
Tabla 6.30. Eficiencia térmica.................................................................................
Tabla 6.31. Costos de proceso (U$/año)..................................................................
Tabla 6.32. Resultados del cálculo de equilibrio de fases y equilibrio químico
para la mezcla 1…………………………………………………………………....
Tabla 6.33. Resultados de la ecuación de Gilliland para la mezcla 1......................
Tabla 6.34. Comparación de los resultados obtenidos por método corto y por
simulación…………………………………………………………………………
109
111
111
112
112
113
115
119
123
123
123
124
124
125
125
126
127
127
128
129
129
130
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xvi
Tabla 6.35. Resultados del cálculo de equilibrio de fases y equilibrio químico
para la mezcla 2……………………………………………………………………
Tabla 6.36. Resultados de la ecuación de Gilliland para la mezcla 2…………......
Tabla 6.37. Comparación de los resultados obtenidos por método corto y por
simulación…………………………………………………………………………
Tabla 6.38. Composiciones de los flujos de alimentación a las columnas
reactivas…………………………………………………………………………...
Tabla 6.39. Recuperaciones empleadas para la columna Petlyuk reactiva..............
Tabla 6.40. Recuperaciones empleadas para el sistema RTCDS………………….
Tabla 6.41. Caso base para el análisis de la ecuación de Underwood…………….
Tabla 6.42. Resultados obtenidos por los métodos de solución para la columna
Petlyuk reactiva……………………………………………………………………
Tabla 6.43. Resultados obtenidos por los métodos de solución para el sistema
RTCDS……………………………………………………………………………
Tabla 6.44. Diseños óptimos obtenidos por los métodos de solución para la
columna Petlyuk reactiva…….................................................................................
Tabla 6.45. Diseños óptimos obtenidos por los métodos de solución para el
sistema RTCDS……………………………………………………………………
Tabla 6.46. Diseños finales obtenidos para la columna Petlyuk reactiva................
Tabla 6.47. Diseños finales obtenidos para el sistema RTCDS…………………...
Tabla 6.48. Comparación de consumo energético para los sistemas analizados….
Tabla 6.49. Eficiencia termodinámica de los sistemas optimizados………………
Tabla 6.50. Características del tanque flash unido a la corriente lateral, sistemas
optimizados………………………………………………………………………..
Tabla 6.51. Características del tanque flash unido a la corriente de fondos,
sistemas optimizados………………………………………………………………
Tabla 6.52. Características del tanque flash de purificación de metanol, sistemas
RTCDS optimizados………………………………………………………………
Tabla 6.53. Características del tanque flash unido a la corriente de fondos,
sistemas RTCDS optimizados……………………………………………………..
130
131
131
133
133
133
134
137
138
139
139
145
146
147
151
152
152
153
153
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xvii
Tabla 6.54. Emisiones de dióxido de carbono de los sistemas optimizados………
Tabla 6.55. Eficiencia térmica de los sistemas optimizados………………………
Tabla 6.56. Costos de proceso de los sistemas optimizados (U$/año)……………
Tabla 6.57. Comparación de la reducción en costos de producción………………
Tabla A.1. Factores para el cálculo del costo base de intercambiadores de calor...
Tabla A.2. Factores para el cálculo de Fp y factores de módulo desnudo para
intercambiadores de calor…………………………………………………………
Tabla A.3. Factores de material para intercambiadores de calor………………….
Tabla A.4. Factores para el cálculo del costo base de recipientes verticales……...
Tabla A.5. Factores para el cálculo del costo base de recipientes horizontales…...
Tabla A.6. Factores de módulo desnudo para recipientes de proceso…………….
Tabla A.7. Factores de material para recipientes de proceso……………………...
Tabla A.8. Factores de cantidad para platos perforados…………………………..
Tabla A.9. Factores de material para platos perforados…………………………...
Tabla A.10. Factores para el cálculo del costo base de bombas…………………..
Tabla A.11. Factores para el cálculo de Fp y factores de módulo desnudo para
bombas…………………………………………………………………………….
Tabla A.12. Factores de material para bombas……………………………………
Tabla A.13. Factores para el cálculo del costo base de equipo de recuperación de
potencia……………………………………………………………………………
Tabla A.14. Factores de módulo desnudo para equipo de recuperación de
potencia……………………………………………………………………………
Tabla B.1. Parámetros ajustables para el cálculo de la presión de vapor (T en °C
y Psat en Pa)………………………………………………………………………..
Tabla B.2. Parámetros ajustables para el cálculo del coeficiente de fugacidad en
fase líquida (T en °C)……………………………………………………………...
Tabla B.3. Parámetros ajustables para el cálculo del coeficiente de fugacidad en
fase vapor (T en °C)……………………………………………………………….
Tabla B.4. Parámetros ajustables para el cálculo del coeficiente de fugacidad en
saturación (T en °C)……………………………………………………………….
154
155
155
156
179
180
180
181
182
182
182
183
183
184
184
184
184
185
188
188
189
190
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA
xviii
Tabla B.5. Parámetros ajustables para el cálculo del factor de Poynting (T en
°C)…………………………………………………………………………………
Tabla B.6. Parámetros ajustables para el cálculo de la entalpia de vaporización
(T en °C y λ en kJ/kmol)…………………………………………………………..
Tabla B.7. Parámetros ajustables para el cálculo de la entalpia en fase líquida (T
en °C, hliq en kJ/kmol)……………………………………………………………..
Tabla B.8. Parámetros ajustables para el cálculo de la entalpia en fase vapor (T
en °C, hvap en kJ/kmol)…………………………………………………………….
190
191
191
192
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
1
Capítulo 1
Introducción
Los combustibles fósiles constituyen las principales fuentes de energía en la actualidad,
siendo el petróleo y el gas natural los más utilizados debido a su mayor capacidad para
liberar energía con respecto al carbón (alrededor de 7000 cal/m3 para el carbón contra 9500
cal/m3 para el gas natural y 9100-11000 cal/m3 para los derivados del petróleo). Una de las
desventajas principales del uso del gas natural con respecto al petróleo es la dificultad de su
almacenamiento. Aún así, ambos suelen ser empleados extensivamente; por medio de la
combustión de éstos se obtiene la energía necesaria para generar vapor, el cual se utiliza en
diversas tareas como el intercambio de calor o la producción de energía eléctrica. Así
mismo, del petróleo se obtienen las gasolinas y el diesel para el funcionamiento de los
vehículos de motor, queroseno, alquitranes, alcoholes, aceites lubricantes y otros muchos
derivados.
1.1. Fuentes renovables de energía
En los últimos años, se ha generado cierta conciencia acerca de la naturaleza no renovable
del petróleo. En años recientes el consumo ha alcanzado los 25,000 millones de barriles
anuales, mientras que los nuevos yacimientos son capaces de producir tan solo 8,000
millones de barriles anuales (es.wikipedia.org). Existen diversos estudios que buscan
predecir el momento en el cual se presentará un pico en la producción de petróleo a nivel
mundial. La ASPO (Asociación para el Estudio del Pico del Petróleo y el Gas) ha efectuado
un estudio en el cual establece que el pico mundial de producción ocurrirá alrededor de
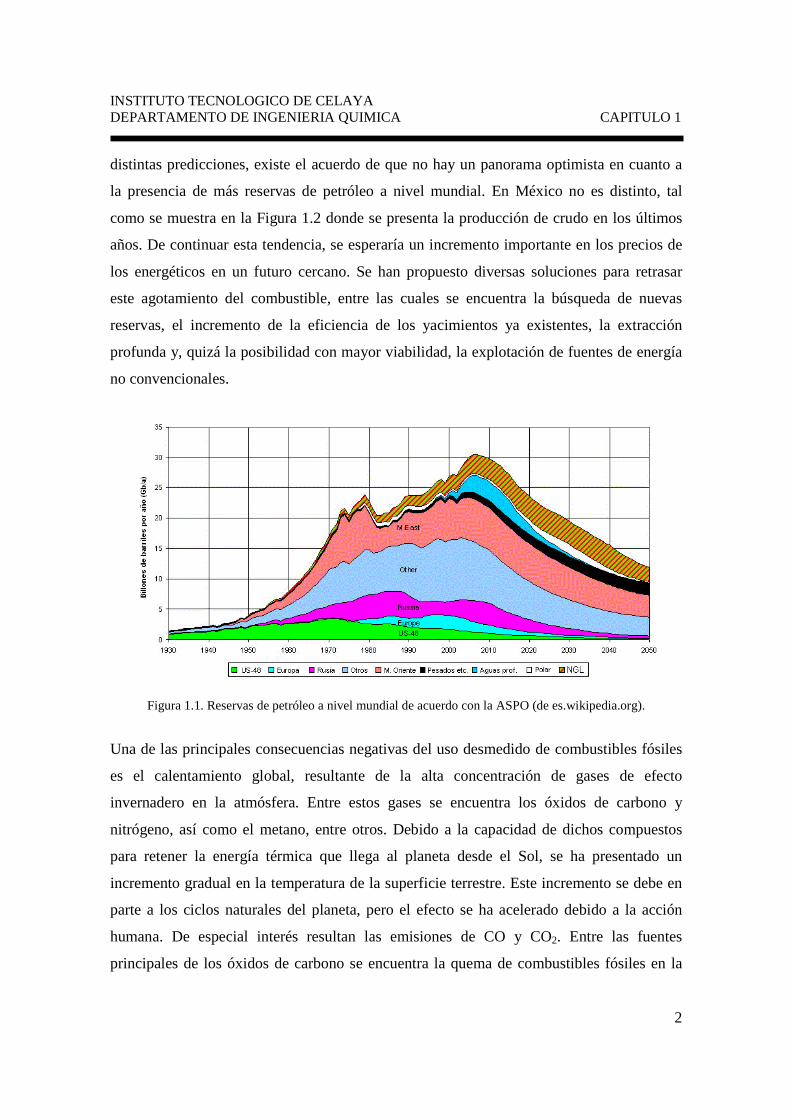
2010, comenzando posteriormente un declive (Figura 1.1). A pesar de la diferencia entre las
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
2
distintas predicciones, existe el acuerdo de que no hay un panorama optimista en cuanto a
la presencia de más reservas de petróleo a nivel mundial. En México no es distinto, tal
como se muestra en la Figura 1.2 donde se presenta la producción de crudo en los últimos
años. De continuar esta tendencia, se esperaría un incremento importante en los precios de
los energéticos en un futuro cercano. Se han propuesto diversas soluciones para retrasar
este agotamiento del combustible, entre las cuales se encuentra la búsqueda de nuevas
reservas, el incremento de la eficiencia de los yacimientos ya existentes, la extracción
profunda y, quizá la posibilidad con mayor viabilidad, la explotación de fuentes de energía
no convencionales.
Figura 1.1. Reservas de petróleo a nivel mundial de acuerdo con la ASPO (de es.wikipedia.org).
Una de las principales consecuencias negativas del uso desmedido de combustibles fósiles
es el calentamiento global, resultante de la alta concentración de gases de efecto
invernadero en la atmósfera. Entre estos gases se encuentra los óxidos de carbono y
nitrógeno, así como el metano, entre otros. Debido a la capacidad de dichos compuestos
para retener la energía térmica que llega al planeta desde el Sol, se ha presentado un
incremento gradual en la temperatura de la superficie terrestre. Este incremento se debe en
parte a los ciclos naturales del planeta, pero el efecto se ha acelerado debido a la acción
humana. De especial interés resultan las emisiones de CO y CO2. Entre las fuentes
principales de los óxidos de carbono se encuentra la quema de combustibles fósiles en la
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
3
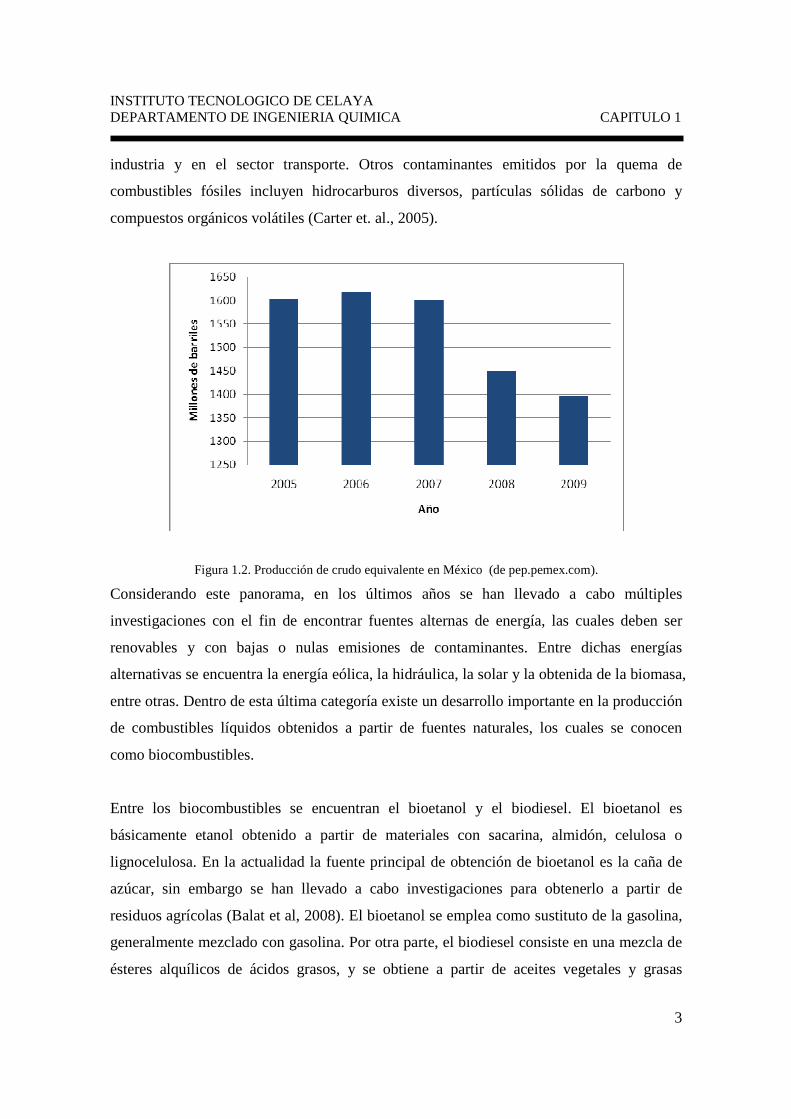
industria y en el sector transporte. Otros contaminantes emitidos por la quema de
combustibles fósiles incluyen hidrocarburos diversos, partículas sólidas de carbono y
compuestos orgánicos volátiles (Carter et. al., 2005).
Figura 1.2. Producción de crudo equivalente en México (de pep.pemex.com).
Considerando este panorama, en los últimos años se han llevado a cabo múltiples
investigaciones con el fin de encontrar fuentes alternas de energía, las cuales deben ser
renovables y con bajas o nulas emisiones de contaminantes. Entre dichas energías
alternativas se encuentra la energía eólica, la hidráulica, la solar y la obtenida de la biomasa,
entre otras. Dentro de esta última categoría existe un desarrollo importante en la producción
de combustibles líquidos obtenidos a partir de fuentes naturales, los cuales se conocen
como biocombustibles.
Entre los biocombustibles se encuentran el bioetanol y el biodiesel. El bioetanol es
básicamente etanol obtenido a partir de materiales con sacarina, almidón, celulosa o
lignocelulosa. En la actualidad la fuente principal de obtención de bioetanol es la caña de
azúcar, sin embargo se han llevado a cabo investigaciones para obtenerlo a partir de
residuos agrícolas (Balat et al, 2008). El bioetanol se emplea como sustituto de la gasolina,
generalmente mezclado con gasolina. Por otra parte, el biodiesel consiste en una mezcla de
ésteres alquílicos de ácidos grasos, y se obtiene a partir de aceites vegetales y grasas
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
4
animales, los cuales tienen triglicéridos en su composición química. La producción
tradicional de biodiesel se lleva a cabo a partir de aceite de canola o colza, así como de
aceite de girasol. Sin embargo, existe mucho interés en la búsqueda de fuentes que no
compitan con el consumo humano, como el aceite de Jatropha curcus o aceites de reuso
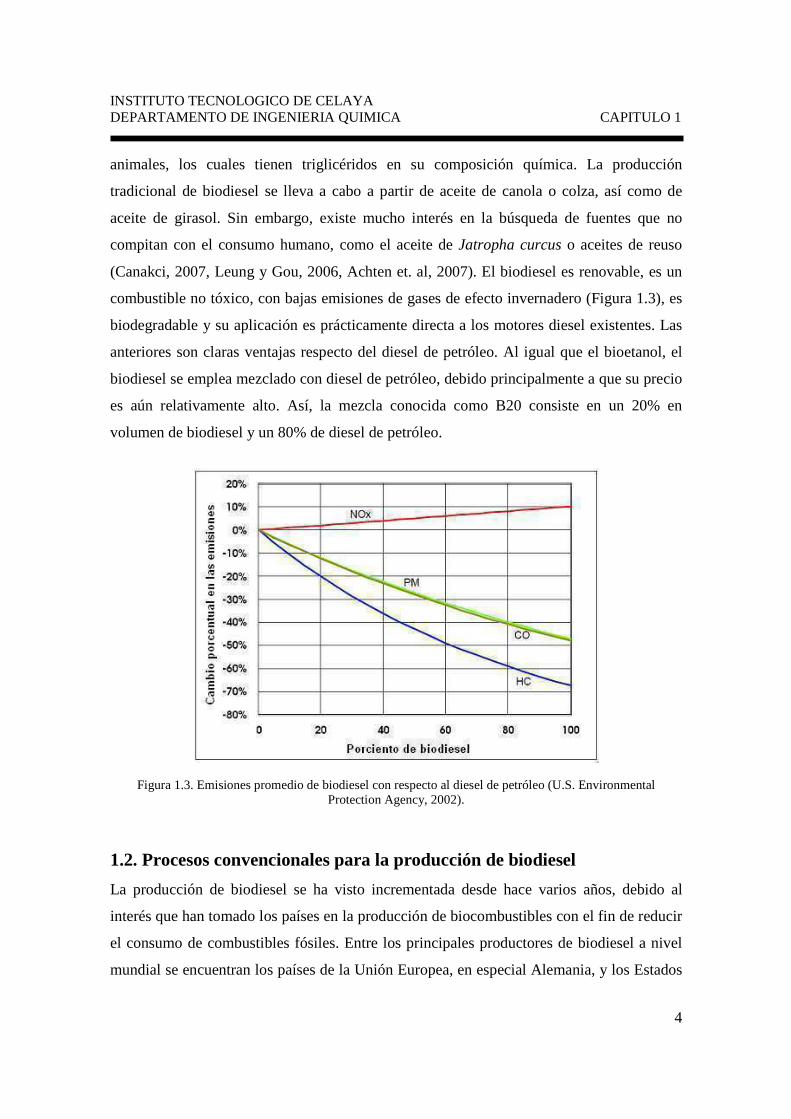
(Canakci, 2007, Leung y Gou, 2006, Achten et. al, 2007). El biodiesel es renovable, es un
combustible no tóxico, con bajas emisiones de gases de efecto invernadero (Figura 1.3), es
biodegradable y su aplicación es prácticamente directa a los motores diesel existentes. Las
anteriores son claras ventajas respecto del diesel de petróleo. Al igual que el bioetanol, el
biodiesel se emplea mezclado con diesel de petróleo, debido principalmente a que su precio
es aún relativamente alto. Así, la mezcla conocida como B20 consiste en un 20% en
volumen de biodiesel y un 80% de diesel de petróleo.
Figura 1.3. Emisiones promedio de biodiesel con respecto al diesel de petróleo (U.S. Environmental Protection Agency, 2002).
1.2. Procesos convencionales para la producción de biodiesel
La producción de biodiesel se ha visto incrementada desde hace varios años, debido al
interés que han tomado los países en la producción de biocombustibles con el fin de reducir
el consumo de combustibles fósiles. Entre los principales productores de biodiesel a nivel
mundial se encuentran los países de la Unión Europea, en especial Alemania, y los Estados
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
5
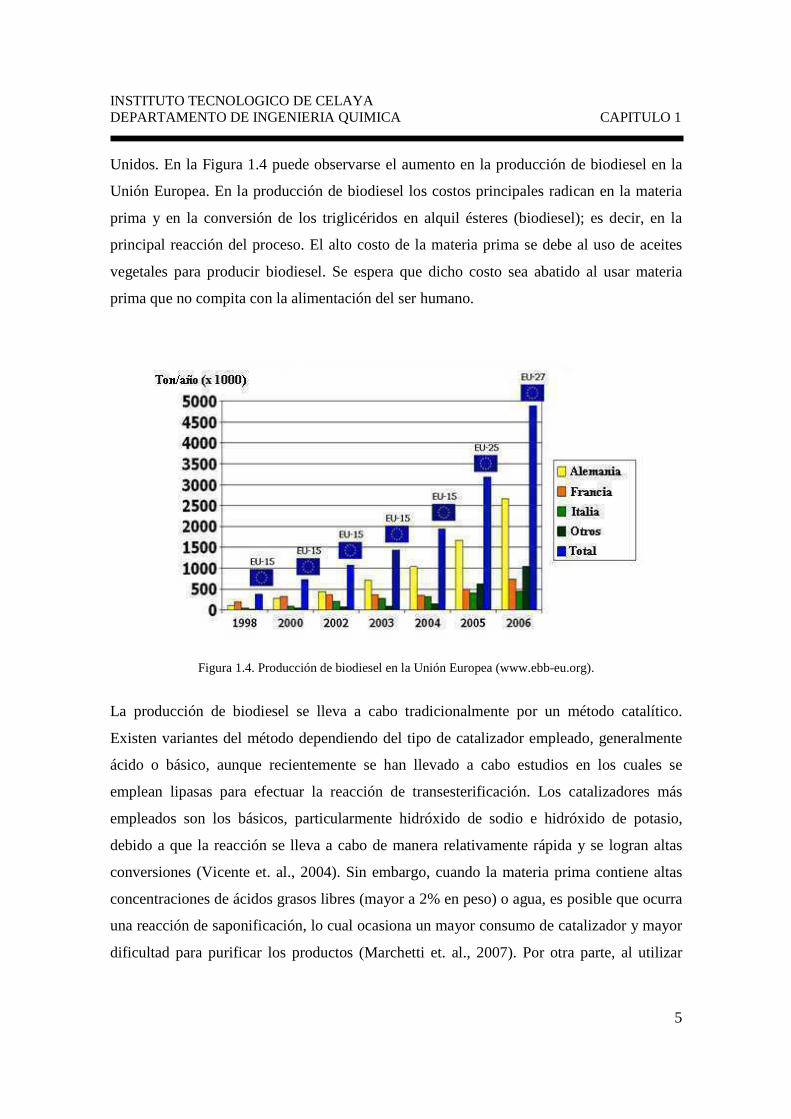
Unidos. En la Figura 1.4 puede observarse el aumento en la producción de biodiesel en la
Unión Europea. En la producción de biodiesel los costos principales radican en la materia
prima y en la conversión de los triglicéridos en alquil ésteres (biodiesel); es decir, en la
principal reacción del proceso. El alto costo de la materia prima se debe al uso de aceites
vegetales para producir biodiesel. Se espera que dicho costo sea abatido al usar materia
prima que no compita con la alimentación del ser humano.
Figura 1.4. Producción de biodiesel en la Unión Europea (www.ebb-eu.org).
La producción de biodiesel se lleva a cabo tradicionalmente por un método catalítico.
Existen variantes del método dependiendo del tipo de catalizador empleado, generalmente
ácido o básico, aunque recientemente se han llevado a cabo estudios en los cuales se
emplean lipasas para efectuar la reacción de transesterificación. Los catalizadores más
empleados son los básicos, particularmente hidróxido de sodio e hidróxido de potasio,
debido a que la reacción se lleva a cabo de manera relativamente rápida y se logran altas
conversiones (Vicente et. al., 2004). Sin embargo, cuando la materia prima contiene altas
concentraciones de ácidos grasos libres (mayor a 2% en peso) o agua, es posible que ocurra
una reacción de saponificación, lo cual ocasiona un mayor consumo de catalizador y mayor
dificultad para purificar los productos (Marchetti et. al., 2007). Por otra parte, al utilizar
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
6
catalizadores ácidos, como el ácido sulfúrico, no ocurre saponificación; no obstante, la
reacción de transesterificación se lleva a cabo de manera muy lenta. En el caso de las
lipasas, los altos costos de las mismas ocasionan que el proceso no sea rentable. Por otra
parte, la actividad de las enzimas inmovilizadas puede verse inhibida por la presencia de
metanol y glicerol (Ranganathan et. al., 2008).
En años recientes se han propuesto procesos de producción de biodiesel en los cuales se
emplean alcoholes de cadena corta a condiciones supercríticas (Saka y Kusdiana, 2001,
Minami y Saka, 2006). Por medio de este tipo de procesos es posible obtener altas
conversiones en la reacción, además de que no ocurren reacciones indeseables aún si existe
presencia de ácidos grasos libres o agua en la materia prima. Uno de los posibles métodos
para producir biodiesel a condiciones supercríticas se conoce como método de dos pasos o
proceso de Saka-Dadan. En este proceso se llevan a cabo dos reacciones, primero una
hidrólisis con la cual se obtienen ácidos grasos libres y posteriormente estos ácidos se
esterifican para obtener biodiesel. Por supuesto, una de las desventajas principales que
presentan estos procesos es su alto costo debido a las condiciones de la reacción. Así pues,
entre los mayores retos a superar en la producción de biodiesel está la reducción de costos
en dicho proceso y la reducción de costos de la materia prima.
1.3. La Intensificación de procesos
En el área de Diseño se han hecho múltiples esfuerzos por generar procesos químicos con
bajos consumos de energía y un menor uso de equipo de proceso. A partir de esta necesidad
ha surgido la rama conocida como Intensificación de Procesos. El diseño adecuado de un
proceso dado, cuyo fin básico es la obtención de uno o varios productos a partir de
determinada materia prima, puede llevar a un consumo energético mínimo. El objetivo
principal de la Intensificación de Procesos es conseguir una reducción significativa en el
tamaño de las plantas químicas para una producción determinada. Con tal de alcanzar ese
objetivo, se busca la disminución en el tamaño de los equipos y/o el número de operaciones
básicas del proceso, o se propicia el uso de equipos multifunción. La intensificación de
procesos se basa en el desarrollo de tecnologías de menor tamaño, más limpias y más
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
7
eficientes. En general, por medio de la intensificación de procesos es posible obtener
procesos más baratos, seguros y con menos consumo de energéticos.
1.3.1. Sistemas combinados de destilación-reacción como alternativas de
intensificación
Tradicionalmente se considera la reacción química como el núcleo de un proceso de
producción. Sin embargo, en la mayoría de los procesos se requiere un tren de separación
después de la etapa reactiva, con el fin de separar el producto principal de los subproductos
y los reactivos remanentes. Uno de los procesos que mayor energía consume en un proceso
es la destilación, puesto que se requieren cantidades considerables de vapor en el rehervidor.
Este vapor se obtenido a partir de la transferencia de energía entre un combustible (por lo
común derivado del petróleo) y el agua. Por tanto, la reducción del consumo de vapor en el
rehervidor de una columna de destilación llevará directamente a un menor uso de
combustible. Así pues, se han efectuado diversos trabajos con el fin de obtener esquemas de
destilación que presenten una reducción en los consumos energéticos. Una opción para
lograr dicha disminución es el uso de secuencias de destilación térmicamente acopladas, en
las cuales se busca evitar el remezclado. Dicho efecto ocurre comúnmente en las secuencias
convencionales. En las secuencias térmicamente acopladas se extrae una corriente lateral de
la zona de alta composición y se envía a una separación posterior si es necesario, o si la
pureza es lo suficientemente alta dicha corriente se extrae como un producto lateral,
evitando el efecto del remezclado (Triantafyllou y Smith, 1992). Al aprovechar este
máximo de composición es posible reducir los consumos energéticos de la columna.
Existen muchas propuestas de secuencias de destilación térmicamente acopladas. Entre las
más estudiadas se encuentran la columna Petlyuk, la secuencia térmicamente acoplada
directa (TCDS) y la secuencia térmicamente acoplada indirecta (TCIS). Dichos esquemas
alcanzan ahorros en cuanto al consumo de energía de entre 30 y 50% (Stupin y Lockhart,
1972, Tedder y Rudd, 1978, Glinos y Malone, 1988, entre otros).
Entre las operaciones de intensificación de mayor potencial se encuentran aquellas en las
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
8
que se logra la integración de la reacción y la separación en un solo equipo (a través de
sistemas como la destilación reactiva y la extracción reactiva), teniendo como consecuencia
la reducción en los costos fijos. La destilación reactiva se encuentra entre los esquemas de
intensificación más empleados en diversos procesos, tales como la producción de metil
terbutil éter y teramil metil éter por medio de reacciones de eterificación; la esterificación
de diversos ácidos como el ácido acético; reacciones de transesterificación e hidrólisis,
entre muchos otros (Sundmacher y Achim, 2003). Por medio de destilación reactiva pueden
llevarse a cabo tanto reacciones homogéneas como heterogéneas. Al emplear destilación
reactiva es posible incluso superar las limitaciones impuestas por el equilibrio químico,
dado que se permite la remoción inmediata de subproductos, con lo cual es posible obtener
altas conversiones y, en el caso de reacciones múltiples, lograr altas selectividades para el
producto deseado. Por otra parte, al aprovechar el calor de reacción para la separación, el
consumo de energía del proceso convencional se ve reducido.
Teniendo en cuenta las ventajas que representa el uso de destilación reactiva y el
acoplamiento térmico para reducir costos de proceso, en años recientes se ha propuesto
(Barroso-Muñoz et. al., 2007, Mueller y Kenig, 2007) la implementación de sistemas con
ambas características. Dichos sistemas, al llevar a cabo la reacción química en una columna
con acoplamiento térmico, han de presentar una considerable reducción en los consumos de
energía, así como en inversión en equipos puesto que se llevan a cabo dos operaciones en
una misma coraza. Por supuesto, dada la complejidad de estos esquemas, existen diversas
variables que pueden afectar el desempeño de las columnas. Estas variables deben ser
optimizadas con el fin de obtener productos con las purezas deseadas sin que esto implique
una alta inversión.
1.4. Objetivos
Considerando lo expuesto en párrafos previos, los estudios presentados en este trabajo
tienen como finalidad la obtención de procesos de producción de biodiesel con bajo costo y
bajas emisiones de contaminantes, así como la obtención de un método sistemático de
diseño y optimización para sistemas reactivos con acoplamiento térmico. Con base en lo
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 1
9
anterior, se establecen los objetivos siguientes:
a) Proponer una extensión al proceso Saka-Dadan para la producción de biodiesel
empleando sistemas de destilación reactiva con acoplamiento térmico, específicamente
un sistema Petlyuk reactivo y una secuencia reactiva térmicamente acoplada directa.
b) Establecer una metodología de diseño, basada en métodos cortos, y de optimización
para dichos sistemas.
1.5. Organización de la tesis
El presente trabajo comienza con una breve introducción. Posteriormente, en el Capítulo 2
se revisan algunos de los antecedentes importantes para esta investigación. En el Capítulo 3
se analizan los conceptos de eficiencia termodinámica, emisiones de dióxido de carbono y
el método de cálculo de los costos de operación del proceso. En el Capítulo 4 se analiza el
proceso del cual se parte para la generación de este trabajo. En el Capítulo 5 se muestra la
metodología empleada para el desarrollo de la investigación. El Capítulo 6 contiene los
resultados obtenidos y, por último, en el Capítulo 7 se presentan las conclusiones y
sugerencias para el trabajo futuro.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
10
Capítulo 2
Antecedentes
2.1. Producción de biodiesel por medio de tecnología supercrítica
Existen diversos métodos para llevar a cabo la reacción de transesterificación para producir
biodiesel. El proceso más empleado en la actualidad emplea catalizadores básicos. Por otra
parte, también es posible llevar a cabo la reacción empleando catalizadores ácidos o
enzimáticos. En años recientes, sin embargo, ha tomado importancia la producción de
biodiesel empleando alcoholes de cadena corta a condiciones cercanas o superiores al punto
crítico de éstos. Este tipo de procesos tiene la ventaja de que, al reducirse la resistencia a la
transferencia de masa, la velocidad de reacción es considerablemente mayor al método
catalítico. Asimismo, se elimina el riesgo de que ocurra una reacción indeseada, tal como
sucede cuando se emplean catalizadores ácidos.
Diasakou et. al. (1998) presentan uno de los primeros trabajos acerca de la producción no
catalítica de biodiesel, empleando temperaturas de 220 y 235°C y presiones entre 55 y 62
bar. Dichas condiciones se encuentran lejos del punto crítico del metanol, y la reacción se
completa a tiempos de hasta 10 horas.
Saka y Kusdiana (2001) proponen la reacción de transesterificación del aceite de colza a
temperaturas entre 350 y 400°C y presiones de 45 a 65 MPa, empleando relaciones molares
de 1/42 para el aceite/alcohol. A estas condiciones, la reacción se lleva a cabo de manera
rápida con una conversión prácticamente del 100% de los triglicéridos presentes en el
aceite. Sin embargo, a la temperatura de 400°C se presentan en mayor proporción
reacciones de descomposición y deshidrogenación, incrementando la cantidad de cadenas
con doble enlace en el producto. Por otra parte, se establece como una ventaja importante la
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
11
relativamente sencilla separación de los subproductos de la reacción, debido a que no se
emplea catalizador.
Warabi et al (2004) analizaron la reacción de transesterificación con diferentes alcoholes a
alta temperatura y presión. Se determinó que la velocidad de reacción de la
transesterificación de triglicéridos es menor que la correspondiente a la esterificación de los
ácidos grasos presentes en los aceites vegetales. Asimismo, los autores establecen que los
ácidos grasos saturados muestran una menor reactividad que aquellos que presentan
insaturación. Por otra parte, de acuerdo con sus experimentos, la reacción de
transesterificación alcanza altas conversiones en menor tiempo conforme menor sea la
cadena del alcohol empleado, logrando el más bajo tiempo de reacción al emplear metanol.
Kusdiana y Saka (2004) estudiaron el efecto de la presencia de agua en la materia prima
para la producción de biodiesel sobre la reacción de trasesterificación, encontrando que el
rendimiento de la reacción no se ve afectado por el agua, contrario a lo ocurrido en el
proceso catalítico. Asimismo, se logró establecer que la presencia de agua en el sistema
provoca que se verifiquen de forma simultánea las reacciones de hidrólisis,
transesterificación y esterificación, llevando a la obtención de metil ésteres. Así, el método
supercrítico resulta útil para el tratamiento de aceites vegetales usados dado que éstos
suelen contener altas cantidades de agua y ácidos grasos libres.
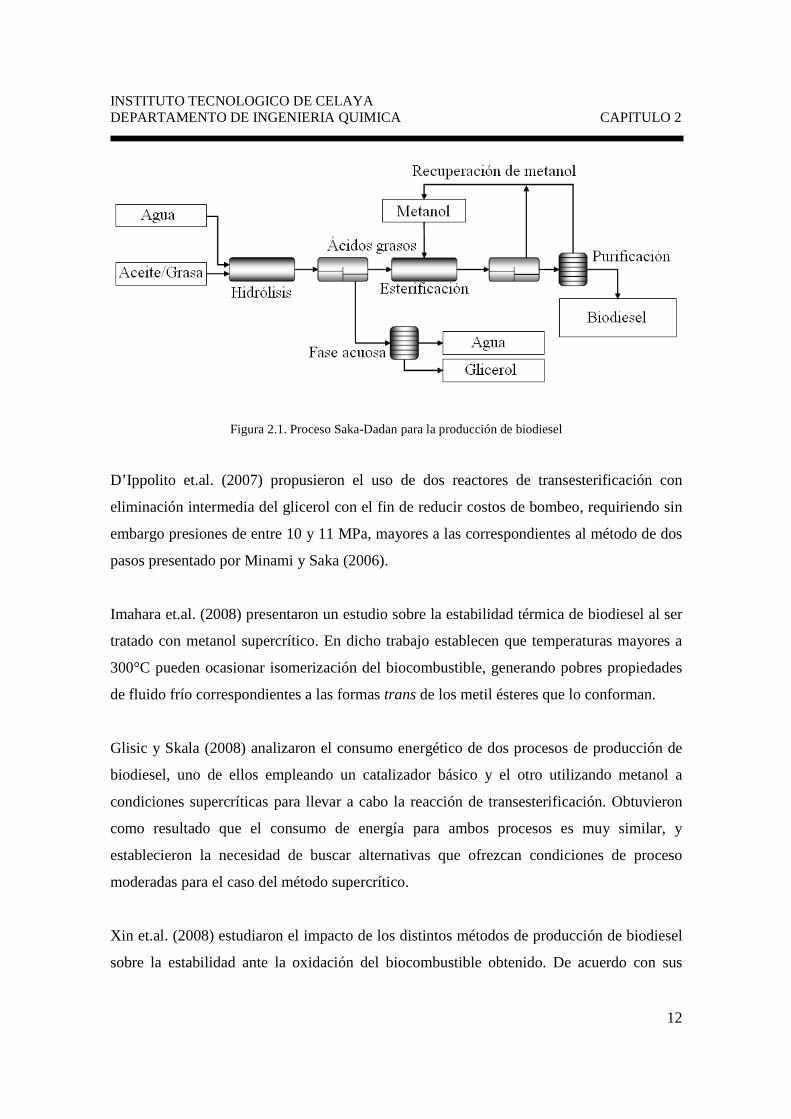
Minami y Saka (2006) presentaron una variación del método supercrítico, llevando a cabo
el proceso en dos etapas. En la primera etapa se lleva a cabo la hidrólisis de los triglicéridos
presentes en el aceite vegetal, obteniendo ácidos grasos libres, los cuales son
posteriormente esterificados con metanol a condiciones supercríticas. Por medio de esta
modificación resulta posible emplear condiciones de reacción moderadas (270°C y 7-20
MPa de presión). Asimismo, la separación del subproducto glicerol se lleva a cabo
posterior a la reacción de hidrólisis con lo cual la reacción de esterificación ocurre en una
sola fase. Este método de producción se conoce como proceso Saka-Dadan. La Figura 2.1
muestra la configuración global del proceso.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
12
Figura 2.1. Proceso Saka-Dadan para la producción de biodiesel
D’Ippolito et.al. (2007) propusieron el uso de dos reactores de transesterificación con
eliminación intermedia del glicerol con el fin de reducir costos de bombeo, requiriendo sin
embargo presiones de entre 10 y 11 MPa, mayores a las correspondientes al método de dos
pasos presentado por Minami y Saka (2006).
Imahara et.al. (2008) presentaron un estudio sobre la estabilidad térmica de biodiesel al ser
tratado con metanol supercrítico. En dicho trabajo establecen que temperaturas mayores a
300°C pueden ocasionar isomerización del biocombustible, generando pobres propiedades
de fluido frío correspondientes a las formas trans de los metil ésteres que lo conforman.
Glisic y Skala (2008) analizaron el consumo energético de dos procesos de producción de
biodiesel, uno de ellos empleando un catalizador básico y el otro utilizando metanol a
condiciones supercríticas para llevar a cabo la reacción de transesterificación. Obtuvieron
como resultado que el consumo de energía para ambos procesos es muy similar, y
establecieron la necesidad de buscar alternativas que ofrezcan condiciones de proceso
moderadas para el caso del método supercrítico.
Xin et.al. (2008) estudiaron el impacto de los distintos métodos de producción de biodiesel
sobre la estabilidad ante la oxidación del biocombustible obtenido. De acuerdo con sus
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
13
resultados, el biodiesel producido por el método supercrítico presenta un menor valor de
peróxido que el obtenido por el método catalítico, lo cual implica una mayor estabilidad a
la oxidación. Por otra parte, en ambos métodos se presenta una reducción similar en la
cantidad de tocoferoles presentes, los cuales actúan como antioxidantes naturales. Así,
establecieron el método supercrítico como una alternativa importante sobre todo para tratar
aceites y/o grasas con altos valores de peróxido.
Lim et.al. (2009) analizaron diferentes procesos de producción de biodiesel empleando
tanto catalizador básico como metanol a condiciones supercríticos, encontrando que a pesar
de que el costo de capital resulta mayor para los tres procesos a condiciones supercríticas
analizados, el costo total de producción al emplear catalizador resulta más alto.
Diaz et. al. (2009) proponen una estrategia de optimización del proceso de producción de
biodiesel con metanol a condiciones supercríticas considerando la formulación del sistema
en forma de un problema de programación no lineal (NLP). Establecen que el uso de
bombas de calor puede reducir considerablemente los costos de operación. Asimismo, de
acuerdo con su análisis el proceso de producción de biodiesel con alcohol a condiciones
supercríticas resulta económicamente competitivo con el proceso catalítico convencional.
Kiwjaroun et.al. (2009) desarrollaron el análisis de ciclo de vida para un proceso de
producción de biodiesel con metanol supercrítico y lo compararon con resultados obtenidos
para el proceso catalítico tradicional. Una de las conclusiones principales de este trabajo es
que el método supercrítico presenta un bajo impacto ambiental debido a la reducción en la
cantidad de desechos peligrosos, sin embargo en otros parámetros presenta un mayor
impacto generado principalmente en la etapa de recuperación de metanol debido a las
grandes cantidades de energía requeridas.
Morais et. al. (2010) hacen un análisis de ciclo de vida para el proceso de producción de
biodiesel con alcoholes a condiciones supercríticas empleando propano como co-solvente,
y determinan que dicho proceso tiene un menos impacto ambiental que los procesos con
catalizadores ácidos y básicos. Entre los parámetros que consideran para sus evaluaciones
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
14
se encuentra la reducción de fuentes abióticas, la acidificación, el impacto sobre el
calentamiento global, el daño a la capa de ozono, la ecotoxicidad a fauna acuática y
terrestre, entre otros.
Así pues, la producción de biodiesel con metanol supercrítico se presenta como una
alternativa viable a la producción catalítica convencional, mostrando importantes ventajas
entre las cuales se encuentra el bajo o nulo impacto de los contaminantes (agua y ácidos
grasos libres) sobre la conversión de la reacción, evitando así la saponificación ocurrida al
usar catalizadores básicos; la alta velocidad de reacción, lo cual deriva en equipos más
pequeños; la reducción en la cantidad de residuos peligrosos, debido a que no se emplean
químicos adicionales para la purificación del producto y subproducto; así como la alta
calidad del biocombustible obtenido, como se puede constatar en diversos trabajos (Minami
y Saka, 2006; Imahara et.al., 2008; Xin et.al, 2008). Por otra parte, el método de
producción en dos pasos (o método Saka-Dadan) es una opción que permite reducir las
condiciones de presión y temperatura en el proceso. Sin embargo, es clara la necesidad de
búsqueda de alternativas que permitan reducir costos tanto en consumo energético como en
equipos de proceso.
2.2. Sistemas térmicamente acoplados
Uno de los procesos más empleados en la industria para la separación de mezclas
multicomponentes es la destilación. Sin embargo, las columnas de destilación suelen
requerir altas cantidades de energía para llevar a cabo la purificación de los diversos
componentes en una mezcla, debido a la baja eficiencia termodinámica inherente a la
destilación. La manera tradicional de proveer energía a estos sistemas es por medio de
vapor. Así, conforme aumenta el consumo energético de una columna, se requiere producir
una mayor cantidad de vapor, lo cual lleva a un incremento en el costo total del proceso.
Debido a esto, desde hace algunos años se ha llevado a cabo investigación dirigida a la
obtención de esquemas de separación más eficientes y con consumos energéticos menores a
aquellos de las secuencias tradicionales. Una manera de lograrlo consiste en aprovechar la
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
15
forma de los perfiles de composición de las columnas para proponer esquemas de
destilación complejos que, debido a su estructura, incrementan la eficiencia termodinámica
de las columnas y reducen la cantidad de calor necesario para efectuar la separación. Estos
esquemas se conocen como secuencias de destilación térmicamente acopladas (Petlyuk et
al. (1965), Stupin y Lockhart (1972), entre otros). La literatura en este tema es extensa.
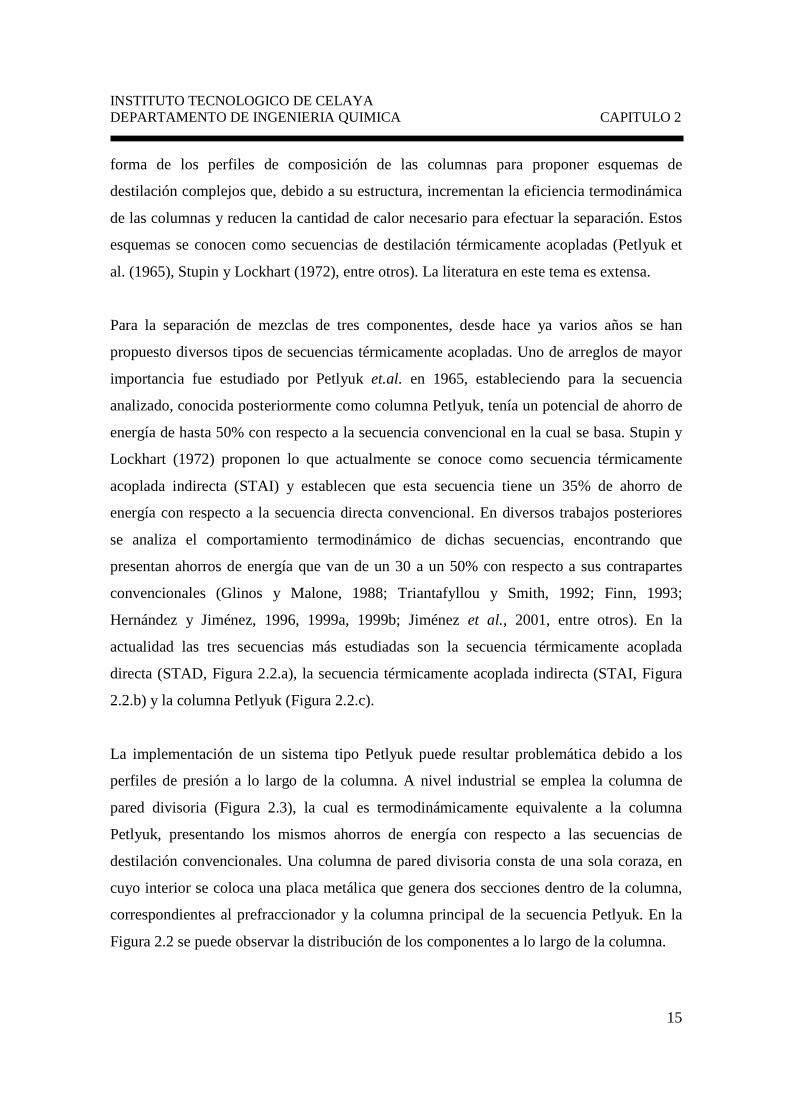
Para la separación de mezclas de tres componentes, desde hace ya varios años se han
propuesto diversos tipos de secuencias térmicamente acopladas. Uno de arreglos de mayor
importancia fue estudiado por Petlyuk et.al. en 1965, estableciendo para la secuencia
analizado, conocida posteriormente como columna Petlyuk, tenía un potencial de ahorro de
energía de hasta 50% con respecto a la secuencia convencional en la cual se basa. Stupin y
Lockhart (1972) proponen lo que actualmente se conoce como secuencia térmicamente
acoplada indirecta (STAI) y establecen que esta secuencia tiene un 35% de ahorro de
energía con respecto a la secuencia directa convencional. En diversos trabajos posteriores
se analiza el comportamiento termodinámico de dichas secuencias, encontrando que
presentan ahorros de energía que van de un 30 a un 50% con respecto a sus contrapartes
convencionales (Glinos y Malone, 1988; Triantafyllou y Smith, 1992; Finn, 1993;
Hernández y Jiménez, 1996, 1999a, 1999b; Jiménez et al., 2001, entre otros). En la
actualidad las tres secuencias más estudiadas son la secuencia térmicamente acoplada
directa (STAD, Figura 2.2.a), la secuencia térmicamente acoplada indirecta (STAI, Figura
2.2.b) y la columna Petlyuk (Figura 2.2.c).
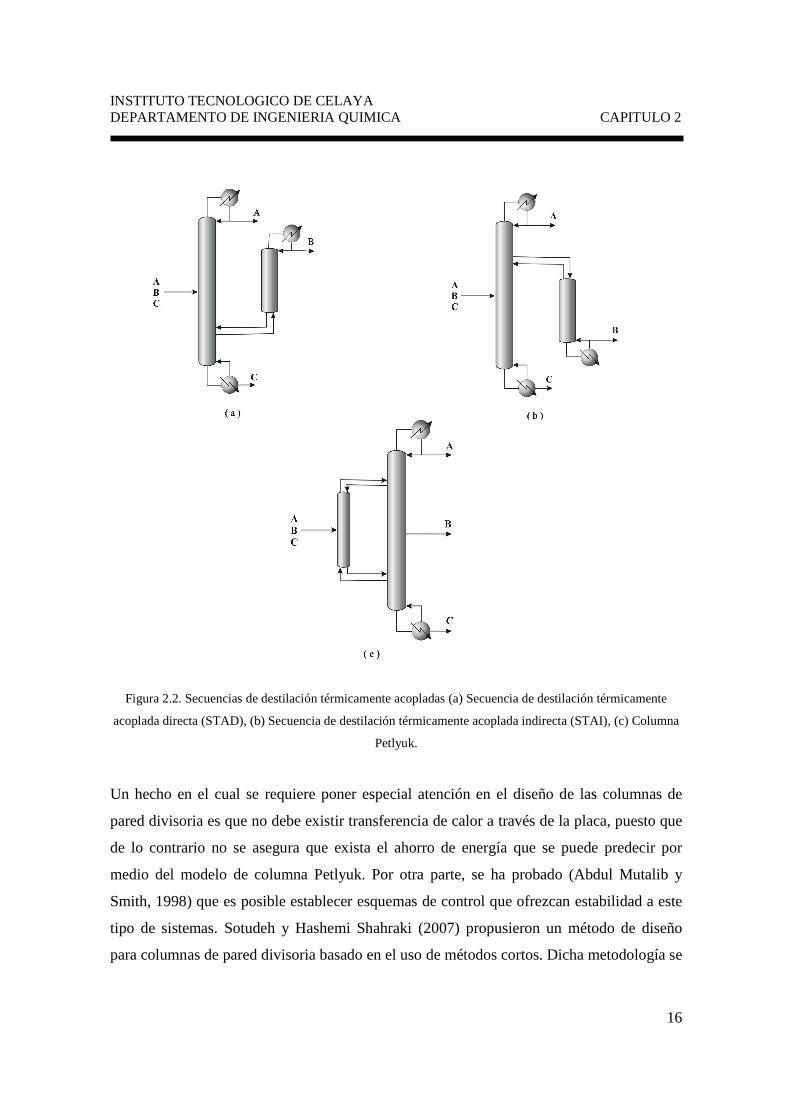
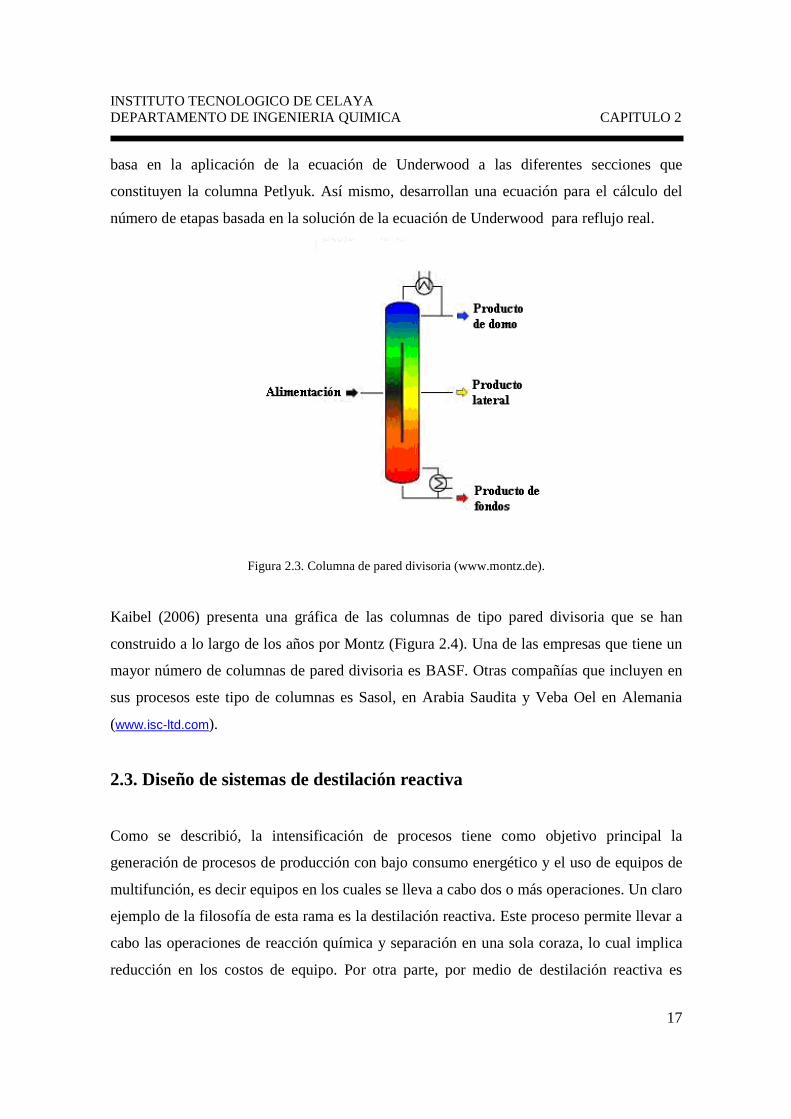
La implementación de un sistema tipo Petlyuk puede resultar problemática debido a los
perfiles de presión a lo largo de la columna. A nivel industrial se emplea la columna de
pared divisoria (Figura 2.3), la cual es termodinámicamente equivalente a la columna
Petlyuk, presentando los mismos ahorros de energía con respecto a las secuencias de
destilación convencionales. Una columna de pared divisoria consta de una sola coraza, en
cuyo interior se coloca una placa metálica que genera dos secciones dentro de la columna,
correspondientes al prefraccionador y la columna principal de la secuencia Petlyuk. En la
Figura 2.2 se puede observar la distribución de los componentes a lo largo de la columna.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
16
Figura 2.2. Secuencias de destilación térmicamente acopladas (a) Secuencia de destilación térmicamente
acoplada directa (STAD), (b) Secuencia de destilación térmicamente acoplada indirecta (STAI), (c) Columna
Petlyuk.
Un hecho en el cual se requiere poner especial atención en el diseño de las columnas de
pared divisoria es que no debe existir transferencia de calor a través de la placa, puesto que
de lo contrario no se asegura que exista el ahorro de energía que se puede predecir por
medio del modelo de columna Petlyuk. Por otra parte, se ha probado (Abdul Mutalib y
Smith, 1998) que es posible establecer esquemas de control que ofrezcan estabilidad a este
tipo de sistemas. Sotudeh y Hashemi Shahraki (2007) propusieron un método de diseño
para columnas de pared divisoria basado en el uso de métodos cortos. Dicha metodología se
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
17
basa en la aplicación de la ecuación de Underwood a las diferentes secciones que
constituyen la columna Petlyuk. Así mismo, desarrollan una ecuación para el cálculo del
número de etapas basada en la solución de la ecuación de Underwood para reflujo real.
Figura 2.3. Columna de pared divisoria (www.montz.de).
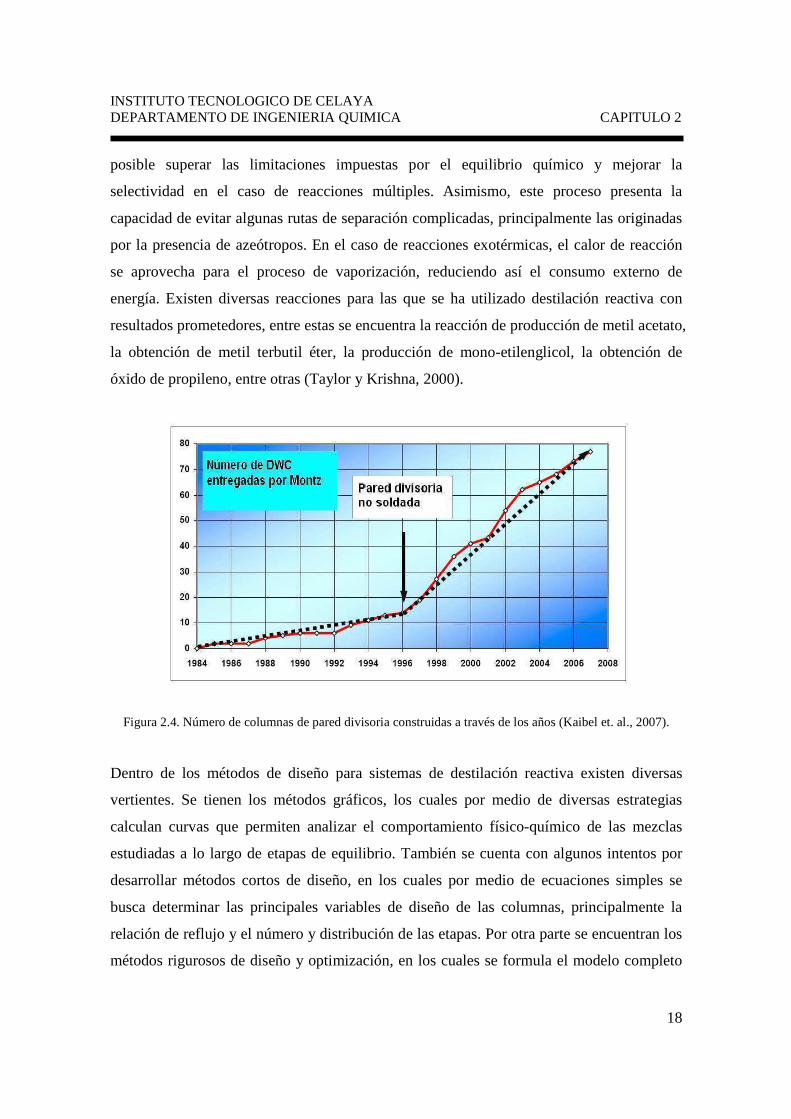
Kaibel (2006) presenta una gráfica de las columnas de tipo pared divisoria que se han
construido a lo largo de los años por Montz (Figura 2.4). Una de las empresas que tiene un
mayor número de columnas de pared divisoria es BASF. Otras compañías que incluyen en
sus procesos este tipo de columnas es Sasol, en Arabia Saudita y Veba Oel en Alemania
(www.isc-ltd.com).
2.3. Diseño de sistemas de destilación reactiva
Como se describió, la intensificación de procesos tiene como objetivo principal la
generación de procesos de producción con bajo consumo energético y el uso de equipos de
multifunción, es decir equipos en los cuales se lleva a cabo dos o más operaciones. Un claro
ejemplo de la filosofía de esta rama es la destilación reactiva. Este proceso permite llevar a
cabo las operaciones de reacción química y separación en una sola coraza, lo cual implica
reducción en los costos de equipo. Por otra parte, por medio de destilación reactiva es
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
18
posible superar las limitaciones impuestas por el equilibrio químico y mejorar la
selectividad en el caso de reacciones múltiples. Asimismo, este proceso presenta la
capacidad de evitar algunas rutas de separación complicadas, principalmente las originadas
por la presencia de azeótropos. En el caso de reacciones exotérmicas, el calor de reacción
se aprovecha para el proceso de vaporización, reduciendo así el consumo externo de
energía. Existen diversas reacciones para las que se ha utilizado destilación reactiva con
resultados prometedores, entre estas se encuentra la reacción de producción de metil acetato,
la obtención de metil terbutil éter, la producción de mono-etilenglicol, la obtención de
óxido de propileno, entre otras (Taylor y Krishna, 2000).
Figura 2.4. Número de columnas de pared divisoria construidas a través de los años (Kaibel et. al., 2007).
Dentro de los métodos de diseño para sistemas de destilación reactiva existen diversas
vertientes. Se tienen los métodos gráficos, los cuales por medio de diversas estrategias
calculan curvas que permiten analizar el comportamiento físico-químico de las mezclas
estudiadas a lo largo de etapas de equilibrio. También se cuenta con algunos intentos por
desarrollar métodos cortos de diseño, en los cuales por medio de ecuaciones simples se
busca determinar las principales variables de diseño de las columnas, principalmente la
relación de reflujo y el número y distribución de las etapas. Por otra parte se encuentran los
métodos rigurosos de diseño y optimización, en los cuales se formula el modelo completo
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
19
del proceso y, por medio de técnicas de programación matemática, se busca ajustar los
grados de libertad disponibles con el fin de lograr diseños que minimicen (o maximicen) la
función objetivo establecida. Dicha función es comúnmente el costo total anual del sistema.
A continuación se presentará un resumen de algunas de las diversas metodologías de diseño
y/o optimización que se han propuesto a lo largo de los años para destilación reactiva, así
como una revisión a los trabajos existentes acerca de esquemas de destilación reactiva con
acoplamiento térmico.
Buzad y Doherty (1995) propusieron una metodología de diseño para columnas de
destilación reactiva donde la reacción está controlada por la cinética. El método consiste
básicamente en la solución de los balances de materia y energía hasta lograr la intersección
de los perfiles de composición. Uno de los principales parámetros que aparecen en esta
aproximación es el número de Damkohler.
Bessling et. al. (1997) utilizaron variables transformadas de composición para obtener las
líneas de destilación reactiva con reacción en equilibrio y analizar la factibilidad de emplear
este tipo de separación. Dichos diagramas permiten así mismo establecer posibles
alternativas de diseños para la columna. El estudio se aplica para mezclas de hasta 4
componentes.
Giessler et.al. (1998) presentaron una metodología para efectuar estudios de factibilidad de
sistemas de destilación reactiva, basada en el método conocido como análisis estático. Se
emplearon diagramas de destilación para determinar las posibles estructuras factibles para
llevar a cabo diversas separaciones reactivas. Sin embargo, el método sólo aplica a sistemas
convencionales con una alimentación.
Melles et.al. (2000) modelaron columnas de destilación reactiva por medio de los balances
de materia y energía. La solución del sistema de ecuaciones resultante se utiliza para
obtener diversos diseños y obtienen curvas de sensibilidad, por medio de las cuales
obtienen relaciones entre las diversas variables de las columnas (número total de etapas y el
número de etapas reactivas). Los autores concluyen que entre el conjunto de diseños
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
20
factibles, aquellos con retención variable entre las etapas reactivas de rectificación y
agotamiento pueden resultar mejores que aquellos con retención constante en todas las
etapas.
Seferlis y Grievink (2001) utilizaron técnicas de colocación ortogonal en elementos finitos
con el fin de convertir el modelo etapa a etapa, normalmente un sistema mixto, en una
forma continua análoga. Como función objetivo de este esquema de optimización emplean
el costo total del proceso. De acuerdo con los resultados, los diseños correspondientes a la
solución rigurosa del modelo etapa a etapa y aquellos obtenidos por medio de la
aproximación con colocación ortogonal resultan muy similares. Por otra parte, proponen la
eliminación de los componentes presentes en baja proporción con el fin de mejorar la
estabilidad y convergencia del método.
Stichlmair y Frey (2001) llevan a cabo el diseño y optimización de columnas de destilación
reactiva para la producción de metil ter-butil éter y metilacetato por medio de un esquema
de programación mixta entera no lineal, buscando minimizar el costo total anual. Uno de
los principales problemas que se presentan en la solución del sistema de ecuaciones
proviene de las discontinuidades producto del uso de variables enteras.
Jackson y Grossmann (2001) proponen el uso programación disyuntiva para la obtención
del diseño óptimo de sistemas de destilación reactiva, por medio de cálculos etapa a etapa.
Con el fin de reducir el tamaño de los subproblemas generados, emplean restricciones
basadas en la formulación conocida como “big-M”. Asimismo, el sistema es simplificado
empleando una aproximación lineal del problema original. La solución de la
superestructura obtenida permite obtener el diseño con el menor costo total anual.
Lee et.al. (2003) proponen una estrategia gráfica de diseño para destilación reactiva basada
en el método conocido como de cuerpos de rectificación, el cual permite determinar la
factibilidad de una separación dada y el consumo mínimo de energía. Se emplea también el
análisis de los eigenvectores de los puntos de pliegue en los perfiles de composición. Dicha
metodología se desarrolla para reacciones controladas por la cinética. Una de las
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
21
desventajas del método es que no calcula directamente el número de etapas para las
distintas secciones de la columna.
Sánchez-Daza et.al. (2003) presentan metodologías de diseño para columnas de destilación
reactiva basándose en el concepto de balances de materia por elementos, por medio de los
cuales es posible convertir el problema de equilibrio físico-químico (para una mezcla de
componentes) en un problema de equilibrio de fases (para una mezcla de elementos). Para
el caso de sistemas binarios de elementos se presentan extensiones del método de McCabe-
Thiele, del método de Ponchon-Savarit y del método de la fuerza motriz. Para el caso de
sistemas ternarios de elementos se presenta una extensión del método de Lewis-Matheson,
el cual consiste básicamente en el cálculo recursivo de las composiciones de los elementos
y el posterior cálculo del flujo de los mismos. Por medio de estos métodos se obtienen
diseños que permiten una buena aproximación a los resultados de simulaciones rigurosas.
Groemping et.al. (2004) proponen el uso de líneas de composición para efectuar el diseño
de columnas de destilación reactiva. Establecen que una de las principales ventajas del
método radica en la naturaleza continua de las líneas de composición, contrario a lo
ocurrido con los perfiles de composición. Entre sus principales limitaciones se encuentra
que es solo aplicable a sistemas con una alimentación y dos productos.
Huerta-Garrido et. al. (2004) propusieron una modificación a la ecuación de Underwood
para el cálculo de reflujo mínimo en sistemas de destilación reactiva por lotes y continuos.
En dicha deducción consideran que la sección con número infinito de etapas corresponde a
la rectificación, y en esta no ocurre reacción química. Por otra parte los autores establecen
que, para el caso de destilación reactiva por lotes, no es factible la obtención de una
ecuación de cálculo de número mínimo de etapas del tipo Fenske.
Panjwani et.al. (2005) presentan una metodología de diseño y optimización para sistemas
de destilación reactiva basada en técnicas de optimización mixta entera dinámica. Proponen
la optimización simultánea del diseño y control del sistema. De acuerdo con los autores, la
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
22
solución obtenida por medio de la solución simultánea presenta costos menores que los
correspondientes a un esquema de optimización secuencial.
Tung y Yu (2007) analizaron configuraciones de sistemas de destilación reactiva para
mezclas con distinta relación de volatilidad relativa entre los componentes. Considerando
dichas relaciones, llevan a cabo la minimización del costo total anual por medio de la
manipulación de las diversas variables de diseño de la columna (número de etapas reactivas,
número de etapas de rectificación, número de etapas de agotamiento, plato de alimentación).
Establecen que al diseñar este tipo de sistemas, la zona reactiva debe ubicarse en la región
de mayor composición de reactivos.
Barroso-Muñoz et.al. (2007) presentan un estudio de diversos sistemas de destilación
reactiva con acoplamiento térmico, entre los cuales se encuentran esquemas con columnas
laterales (agotador o rectificador) y la columna Petlyuk. En dicho trabajo se analiza la
producción de etil acetato. La zona de reacción se establece en el rehervidor de las
columnas, encontrando que el tanto el sistema con el agotador lateral como la columna
Petlyuk reactiva permiten la reducción en los consumos de energía, evitando la condición
azeotrópica típica en dicho proceso por la continua remoción del agua producida.
Mueller y Kenig (2007) propusieron el análisis de columnas de destilación reactiva con
pared divisoria por medio del modelo basado en velocidades de transporte (modelo de no-
equilibro), considerando la transferencia de calor a través de la pared divisoria. Para el
sistema que involucra la transesterificación de carbonatos, se encuentra que el sistema
reactivo de pared divisoria permite un incremento en la selectividad de la reacción.
Gangadwala et.al. (2008) emplearon un modelo mixto entero lineal para diseñar y
optimizar una columna de destilación con un reactor lateral, reduciendo el modelo
aplicando funciones de onda. La reacción representada es la metátesis del 2-penteno,
representado el equilibrio líquido-vapor por medio de un modelo ideal. Con el fin de
reducir el tiempo de cómputo restringen el cálculo a una región alrededor de un óptimo
local.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
23
Wang et.al. (2008) propusieron un sistema de destilación reactiva con acoplamiento
térmico para la producción de n-butil acetato. Dicho sistema corresponde a un esquema del
tipo térmicamente acoplado indirecto. El número de etapas del sistema acoplado se fija
como igual al número de etapas de un sistema convencional. Empleando como grados de
libertad la relación de reflujo y la relación de partición de líquido llevan a cabo la
minimización de la carga térmica en la columna reactiva.
Hernández et.al. (2009) presentan un estudio del diseño y comportamiento dinámico de un
sistema reactivo de pared divisoria, modelado en forma de una columna Petlyuk reactiva.
El diseño de la columna se lleva a cabo en dos etapas: primero fijando un número de etapas
y estableciendo la ubicación de los flujos de interconexión, posteriormente llevando a cabo
la optimización manual de los flujos de interconexión, buscando minimizar el consumo de
energía de la columna. La reacción se lleva a cabo en el rehervidor de la columna. Por otra
parte, presentan la implementación de una columna reactiva de pared divisoria en planta
piloto para la producción de etil acetato.
2.4. Sumario
En resumen, se han presentado diversos trabajos de interés para el diseño de sistemas de
destilación reactiva y destilación con acoplamiento térmico. En el caso de destilación
reactiva, se tienen métodos gráficos que permiten un análisis adecuado del comportamiento
físico-químico de las mezclas a separar. Asimismo, a partir de los perfiles obtenidos es
posible dilucidar diseños factibles para llevar a cabo el proceso deseado. Sin embargo,
cuando se trata con mezclas de más de 4 componentes o más estos métodos carecen de
utilidad dada la imposibilidad de visualizar los perfiles en más de 3 dimensiones. Por otra
parte, se tienen metodologías de análisis paramétrico, en las cuales se obtienen diseños por
medio de la simulación repetitiva del proceso con modificaciones en las variables de diseño
y se efectúa la optimización del mismo cambiando los valores de los grados de libertad
disponible hasta alcanzar el valor deseado de la función objetivo. Por supuesto, para
sistemas de gran complejidad esto resulta en tiempos de cómputo excesivos. Más aún, dado
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 2
24
el gran número de combinaciones posibles de variables, existe una gran probabilidad de
caer en un óptimo local. Finalmente se encuentran los métodos de programación
matemática, en la cual se busca la solución rigurosa del sistema de ecuaciones que modela
el proceso, respetando las restricciones establecidas, y la minimización (o maximización)
simultánea de la función objetivo. Esto lleva a encontrar usualmente el óptimo global del
sistema, o soluciones cercanas al óptimo global, dependiendo de la naturaleza de la función
objetivo y las restricciones del problema. Sin embargo, el costo en términos de tiempo se
eleva conforme el modelo se hace más complicado, sin mencionar las dificultades para
encontrar convergencia. Debido a esto, usualmente se requiere hacer simplificaciones a los
modelos.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
25
Capítulo 3
Índices de Desempeño
La evaluación del desempeño de un proceso no es tarea simple. Se deben seleccionar
criterios adecuados que permitan determinar su potencial. Entre esos criterios uno de los
más útiles es el costo total anual del proceso, el cual incluye la inversión requerida en
equipos y los costos involucrados con servicios como agua, vapor, electricidad, entre otros.
Asimismo, es importante que un esquema de producción sea no solo barato, sino también
amigable con el ambiente. Una manera de determinar si esto ocurre es por medio de las
emisiones de dióxido de carbono a la atmósfera, dado que este compuesto forma parte del
grupo de gases de efecto invernadero. Por otra parte, un tercer criterio importante en
sistemas donde existe conversión de energía térmica a trabajo (e.g. destilación) es la
eficiencia termodinámica. A continuación se describirán los parámetros previamente
mencionados así como sus respectivas metodologías de cálculo.
3.1. Eficiencia termodinámica
La destilación es un proceso de separación con un alto consumo de energía, lo cual impacta
directamente sobre el costo final de un proceso. Diversos esfuerzos de investigación se han
efectuado con el fin de reducir el requerimiento energético en los sistemas de destilación.
Es posible conocer, por medio de un análisis termodinámico, el requerimiento mínimo de
energía necesario para efectuar una separación. Entonces, es necesario contar con sistemas
que se acerquen en la medida de lo posible a ese valor límite. Por supuesto, no es posible en
un sistema real alcanzar dicho requerimiento de energía puesto que se trata de una situación
ideal. Sin embargo, el índice descrito representa una medida importante del uso apropiado
de energía térmica para efectuar una separación, con menores pérdidas de exergía.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
26
j j t k k tent sal
n H Q n H W+ = +∑ ∑
0t k k j jsal ent
Q T n S n S = − ∑ ∑
3.1.1. Trabajo mínimo de separación
Considérese un sistema de separación cualquiera como el ilustrado en la Figura 3.1. El
sistema es continuo con flujo en estado estacionario, consta de m corrientes, separándose j
corrientes de una sola fase, en dos o más corrientes k que salen del proceso, las cuales
tienen concentraciones diferentes entre sí y diferentes de aquellas de las corrientes de
entrada.
Figura 3.1. Proceso general de separación (Henley y Seader, 2000).
Despreciando los cambios de energía potencial, cinética y otras debidas al proceso, usando
la primera ley de la termodinámica se tiene que:
(3.1)
Donde n son los flujos molares, H son las entalpías molares, Qt es el flujo total de calor y
Wt es el flujo total de trabajo. Ahora bien, para un proceso ideal isotérmico y reversible,
donde tanto el sistema como los alrededores se encuentran a T0, la segunda ley de la
termodinámica establece que:
(3.2)
donde S es la entropía molar.
Qt Wt
nm, Hm, zi,m
nm-1, Hm-1, zi,m-1
.
.
.
.
.
.
n2, H2, zi,2
n1, H1, zi,1
Proceso general de separación

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
27
min 0k k j j k k j jsal ent sal ent
W n H n H T n S n S − = − − −
∑ ∑ ∑ ∑
min k k j jsal ent
W n G n G− = −∑ ∑
i ii
G z G=∑
0 00 ln lni i i iG G RT f f = + −
min 0 , , , ,ln lnk i k i k j i j i jsal i ent i
W RT n z f n z f − = −
∑ ∑ ∑ ∑
Al sustituir (3.2) en (3.1) se obtiene una expresión para el flujo mínimo de trabajo que los
alrededores tienen que proveer al sistema:
(3.3)
Así pues, el trabajo mínimo depende sólo de las condiciones de la alimentación y del
producto. Se habla de trabajo mínimo puesto que el proceso es reversible, lo cual implica
que no existen pérdidas de energía. Por otro lado, recordando la definición de la energía
libre de Gibbs, G H TS= − , el balance de energía se transforma en:
(3.4)
La energía libre de Gibbs en una mezcla es la suma del producto de las fracciones molares
por la energía libre molar parcial del componente respectivo, es decir:
(3.5)
A su vez, la energía libre molar parcial está dada por:
(3.6)
Si las corrientes de entrada y salida se encuentran todas a la misma presión, entonces las
magnitudes de 0iG y 0
if en el estado estándar son únicas para cada componente.
Combinando las ecuaciones (3.4), (3.5) y (3.6) se obtiene:
(3.7)
Donde –Wmin es el trabajo mínimo que el sistema efectúa sobre los alrededores. Este trabajo
mínimo corresponde a la menor cantidad posible de trabajo que el sistema sería capaz de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
28
01eq ins
TW Q
T
= −
( )0 i si
H Q Q W∆ = + + −∑ ∑
ejercer sobre los alrededores a partir del flujo de calor que entra al sistema y los cambios de
entalpia y entropía en las corrientes involucradas en el proceso, si este fuera reversible. Por
tanto, el trabajo mínimo implica un máximo aprovechamiento de la energía térmica para la
separación.
3.1.2. Consumo de trabajo neto y eficiencia termodinámica
De lo anteriormente expuesto, resulta clara la utilidad de comparar los consumos de trabajo
de un proceso con el trabajo mínimo requerido. Sin embargo, es sabido que la destilación,
así como otros procesos de separación, requiere de calor para llevar a cabo su propósito.
Así pues, resulta complejo hacer la comparación directa con el trabajo mínimo de
separación. Para superar esta dificultad, es posible determinar un consumo de trabajo neto
para el proceso real. Con este fin, considérese el fondo de una columna de destilación.
Suponga que el medio de calefacción, en este caso vapor de agua, se encuentra a una
temperatura constante Ts. Se obtendrá entonces el trabajo equivalente al servicio del
rehervidor, Weq, por medio de una analogía con una máquina térmica reversible (Figura
3.2). Para dicha máquina térmica se tiene:
(3.8)
donde el factor entre paréntesis es la eficiencia de Carnot. Para un proceso continuo en
estado estacionario, la primera ley de la termodinámica establece que:
(3.9)
En la Ecuación (3.9), ∆H se refiere a variaciones de las corrientes de proceso, Ws es el
trabajo de flecha u otro trabajo externo realizado por el proceso sobre los alrededores o
viceversa, excluyendo el trabajo de flujo. Q0 es el calor transmitido hacia o desde el
proceso de un medio infinito a T0, y Qi son los flujos de transmisión de calor hacia o desde
el proceso de i reservorios a una temperatura Ti.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
29
( )00 01 i s irr
i i
TB H T S Q W T S
T
∆ = ∆ − ∆ = − + − − ∆
∑ ∑
( )001 i s irr
i i
TB Q W T S
T
∆ = − + − − ∆
∑ ∑
0 i irri
S S S S∆ + ∆ + ∆ = ∆∑
Figura 3.2. Máquina térmica reversible (Henley y Seader, 2000).
Ahora, de la segunda ley de la termodinámica se tiene:
(3.10)
En la ecuación anterior, ∆S se refiere a cambios en el proceso, ∆S0 a cambios en el medio
infinito a T0, ∆Si a cambios en los distintos reservorios a las temperaturas Ti, y finalmente
∆Sirr es la entropía generada debido a las irreversibilidades inherentes a cualquier proceso
real. Ahora, sabiendo que /S Q T∆ = − , y combinando (3.10) con (3.9) se obtiene:
(3.11)
B se conoce como función de disponibilidad o exergía. El término T0∆Sirr se conoce como
trabajo perdido (LW). Así:
(3.12)
Máquina Térmica
Reversible
Qsal
T0
Weq
Qent
Ts

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
30
( ) ( )01net i si
TW Q W B LW
T
− = − + − = ∆ +
∑ ∑
( )net
B
Wη ∆=
−
El término en el que interviene Qi corresponde al trabajo equivalente que se generaría si se
suministrase Qi hacia una máquina térmica reversible con salida a un medio a T0. El
consumo de trabajo neto está dado por este trabajo equivalente junto con el trabajo de
flecha:
(3.13)
Para un proceso de separación reversible, no hay pérdidas y por tanto LW=0, entonces
( )netW B− = ∆ . Sin embargo, para un proceso real LW>0, y entonces se define una
eficiencia termodinámica como la variación de la exergía y el consumo de trabajo neto para
el proceso real, entonces:
(3.14)
La relación anterior aplica sólo para ∆B positivo, lo cual es cierto en los procesos de
destilación. Es importante establecer que el desarrollo anterior ha sido presentado para
separación física. En caso de ocurrir una reacción química de manera simultánea con la
separación, es posible que los efectos de la reacción sean absorbidos, en términos
numéricos, en los valores de la entalpia y entropía de las corrientes de salida, así como en el
término de calor que entra al sistema.
3.2. Emisiones de dióxido de carbono
Uno de los gases de efecto invernadero que mayor preocupación ha generado en los últimos
años es el dióxido de carbono, debido principalmente a la gran cantidad de emisiones
provocadas por la quema de combustibles fósiles. En 2005, la concentración de dióxido de
carbono en la atmósfera llegó a un valor 35% mayor que la existente antes de la Revolución
Industrial. (www.epa.gov).
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
31
( )419proc FTB oFuel proc
proc FTB Stack
Q T TQ h
T Tλ−= −
−
2
%[ ]
100Fuel
Emiss
Q CCO
NHVα =
En el caso de los procesos de producción, la energía que el proceso requiere es usualmente
suministrada por vapor de agua, el cual se genera en calderas. La energía necesaria para la
evaporación del agua se obtiene al quemar un combustible fósil. Como consecuencia, un
proceso con altos requerimientos de energía necesitará altos flujos de vapor de
calentamiento, para cuya obtención se requerirá una mayor cantidad de combustible. De
esta forma, al llevarse a cabo la combustión del combustible, se libera una gran cantidad de
dióxido de carbono a la atmósfera. Con el fin de cumplir con la normatividad ambiental
correspondiente, es necesario contar con procesos que generen bajas cantidades de este gas,
lo cual se logra reduciendo el consumo de energía del proceso.
La metodología de cálculo presentada a continuación fue propuesta por Gadalla et.al.
(2005). Una vez que se conoce la cantidad de energía que debe entregar el vapor a proceso,
es necesario calcular el calor que debe suministrar el combustible al agua de caldera para
vaporizarla a la temperatura deseada. Este calor se obtiene por medio de un balance de
energía:
(3.15)
Donde QFuel es el calor que el combustible ha de entregar al agua de caldera, Qproc es el
calor que el vapor entregará a proceso, λproc y hproc son el calor latente y la entalpía del
vapor, respectivamente. Las unidades de λproc y hproc son de energía sobre masa (kJ/kg).
TFTB es la temperatura de flama de los gases que abandonan la caldera, TStack es la
temperatura de chimenea y To es la temperatura ambiente. Las temperaturas deben estar en
grados centígrados (°C). Una vez conocida la cantidad de energía que el combustible debe
transferir al vapor, es posible calcular la cantidad de dióxido de carbono emitido por medio
de la siguiente relación:
(3.16)
Donde [CO2]Emiss es el dióxido de carbono emitido al quemar el combustible, en kg/s; NHV
(kJ/kg) es el valor calórico neto del combustible; C% representa el contenido porcentual de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
32
( )2
10 1 2 10 3 10log log logpC K K A K A= + +
carbono del combustible; y α es la relación de las masas molares entre el CO2 y el carbono,
por tanto α = 3.67.
3.3. Cálculo de costos de proceso
Al analizar una planta de producción resulta de gran utilidad poseer un estimado preliminar
acerca del costo total que tendrá el proceso, con el fin de determinar su viabilidad. Por
supuesto, resultaría muy complicado y poco práctico realizar este tipo de cálculos previos
considerando cada uno de los gastos que involucra la instalación de una planta de proceso,
tales como los equipos, los servicios, la tubería, la mano de obra, soldadura, etcétera.
Tomando esto en cuenta, diversas metodologías han sido desarrolladas para efectuar un
cálculo rápido y representativo de los costos que derivan del montaje de un proceso. Uno de
los métodos más empleados es el propuesto por Guthrie, el cual resulta relativamente
sencillo de emplear y arroja información acerca del costo de un proceso dado, permitiendo
hacer la comparación con otras alternativas de producción con el fin de observar la
factibilidad económica de cada opción. A continuación se presentará el método de Guthrie
para el cálculo de costo de equipos, de acuerdo con lo presentado por Turton et.al. (1998).
3.3.1. Método de Guthrie: Cálculo de costo de equipos
El método de Guthrie ofrece una manera rápida de hacer una estimación de los costos del
equipo necesario para un proceso. El método inicia con el cálculo de un costo base para el
equipo en cuestión, considerando la construcción del mismo con acero al carbón y a una
presión de una atmósfera. De forma general, el costo base se puede calcular por medio de
una ecuación con la siguiente forma:
(3.17)
donde Cp es el costo base, Ki son factores que dependen del tipo específico de equipo, y A
es un parámetro de capacidad que depende del propio equipo. En la Tabla 3.1 se presentan
los parámetros de capacidad para diferentes tipos de equipos de proceso. Los factores Ki
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
33
( )2
10 1 2 10 3 10log log logpF C C P C P= + +
2235 19.80 75.07pC D D= + +
( )2
1 2 10 3 10log logpF C C P C P= + +
dependen del tipo de equipo que se trate y de las características físicas y/o de operación del
mismo. En el Apéndice A se muestran valores para dichos parámetros. En el caso de las
columnas de destilación, el equipo que se debe calcular es: la coraza, los platos, el
rehervidor y el condensador. El costo base de los platos se calcula de manera diferente al
resto de los componentes de la columna:
(3.18)
donde D es el diámetro de la columna.
Tabla 3.1. Parámetros de capacidad para algunos equipos.
Equipo Parámetro de capacidad Unidades
Bombas Potencia de freno kW
Intercambiadores
de calor Área m2
Recipientes de
proceso
Longitud o
Altura m
Una vez que se conoce el costo base de los equipos, es necesario obtener diversos factores
que serán auxiliares para establecer las características reales del equipo. Uno de ellos es el
factor de presión, el cual de manera general es:
(3.17)
Siendo Fp el factor de presión, Ci son factores que dependen del tipo de equipo (ver
Apéndice A) y P es la presión manométrica (generalmente en barg). Para el cálculo del
factor de presión en bombas se tiene una ecuación distinta:
(3.18)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
34
( )( ) ( )
2
10 10
6 8
10 10
0.5146 0.6838log 0.2970 log
0.0235 log 0.0020 log
pF P P
P P
= + +
+ +
( )0 01 2BM p BM p M pC C F C B B F F= = +
0BM p BM qC C NF F=
BMpBM FCC =0
Asimismo, el factor de presión para recipientes de proceso tiene una forma diferente, la
cual es, para 3.7<P<400 barg:
(3.19)
Para -0.5<P<3.7 barg, 1.00pF = , y para P<-0.5 barg, 1.25pF = . Un factor adicional que es
necesario conocer es el factor de material, FM, el cual depende del tipo de material
empleado para la construcción del equipo. Para la determinación del factor de material,
véase el Apéndice A. Por medio de los factores previamente descritos se logra modificar el
costo base con el fin de considerar la presión de operación y el material de construcción.
Una vez que se conocen estos factores, se procede a calcular el costo de módulo desnudo de
la siguiente manera:
(3.20)
Donde 0BMC es el costo de módulo desnudo, el cual considera costos directos e indirectos
del equipo en cuestión. 0BMF es el factor de módulo desnudo y B1, B2 son factores que
dependen del tipo de equipo. Para el caso de los platos de una columna, el costo de módulo
desnudo se obtiene de la manera siguiente:
(3.21)
En la Ecuación (3.21), N es el número de platos, FBM es el factor de módulo desnudo, el
cual depende del material de construcción de los platos, y Fq un factor de cantidad que
depende del número de platos en la columna. Para el caso de equipo de recuperación de
potencia, el costo de módulo desnudo se determina de la siguiente forma:
(3.22)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
35
0,
1
1.18n
TM BM ii
C C=
= ∑
0,
1 1
1.18 0.35n n
GR BM i pi i
C C C= =
= +∑ ∑
20092009 1996
1996
IC C
I
=
De manera general, el costo de módulo desnudo corresponde a los diferentes equipos de
proceso requeridos, con las dimensiones, materiales y presiones reales. Sin embargo, es
necesario considerar también algunos costos adicionales, los cuales están dados
básicamente por contingencias y diversas cuotas, entre ellas aquellas dadas por el
contratista. Se recomienda considerar un 18% del costo de módulo desnudo destinado a
estos costos, por lo cual se tiene un costo total de modulo como:
(3.23)
Ahora, el costo que se ha obtenido hasta ahora es el correspondiente a la modificación de
una planta ya existente. Sin embargo, si se desea incluir los costos que involucraría la
construcción de una nueva planta, es decir el terreno, desarrollo del sitio, construcciones
auxiliares, entre otros, se debe incluir un costo extra, el cual se considera como un 35% del
costo base de cada equipo. Así pues:
(3.24)
Las correlaciones de costo proporcionados por Turton et.al. (1998) se determinaron para el
año 1996. Es necesario tomar en cuenta la variación del valor del dinero con el tiempo
debida a los cambios en las condiciones económicas (refiriéndose a la inflación como
principal factor de cambio). Para actualizar el costo se emplea la siguiente relación:
(3.25)
donde Ci representa el costo para el año dado, e I i es el índice de costo de planta, el cual se
emplea para ajustar los resultados obtenidos en el cálculo de costos y considerar los efectos
de la inflación. Existen diferentes índices de costo de planta. Uno de los más utilizados es el
publicado por la revista Chemical Engineering.
Una vez que se han hecho los ajustes necesarios se obtiene el costo final de equipos. Como
última etapa del cálculo es necesario anualizar el costo de capital (costo de los equipos).

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
36
( )1n
nF P i= +
cal
vap
QW
λ=
( )* * 8760 hvap unit añoC W C=
Para llevar a cabo la anualización se debe conocer el tiempo de recuperación de la inversión
que se efectuará. Esto se puede calcular si se conoce la manera en que ha de comportarse la
inversión con el tiempo, de la siguiente manera:
(3.26)
En la ecuación anterior n es el número de años, Fn es el valor que tendrá la inversión
después de n años, i es la tasa de interés y P es la inversión inicial. Por supuesto, no
siempre es posible contar con información suficiente sobre la fluctuación de los diversos
indicadores económicos, por lo cual es usual fijar el tiempo de recuperación para un
periodo entre 5 y 10 años.
3.3.2. Cálculo de costo de servicios
Una vez que se tiene un estimado del costo que tendrán los equipos del proceso de interés,
es necesario calcular el costo de los servicios auxiliares. Entre éstos se incluyen el agua de
enfriamiento, electricidad, vapor, fluidos térmicos, etcétera. En general, el vapor es el
servicio que representa un mayor costo debido a que este debe generarse a partir de agua en
estado líquido, empleando algún combustible para vaporizarla. El flujo de vapor necesario
para cumplir con los requerimientos energéticos de un sistema se calcula por medio de un
balance de energía:
(3.27)
en el que W es el flujo de vapor, Qcal es el requerimiento energético del sistema al cual el
vapor ha de suministrar calor y λvap es el calor latente del vapor a utilizarse (el cual
dependerá principalmente del nivel de temperatura necesario y como consecuencia de la
presión). Ahora sólo es necesario calcular el costo del vapor:
(3.28)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 3
37
2
enf
p H O
Qw
C T=
∆
2serv vap H O elecC C c C= + +
TOT GR servC C C= +
( )* * 8760 helec unit añoC kWh CE=
( )2
* * 8760 hH O unit añoc w c=
donde Cvap el costo anualizado del vapor, Cunit el costo unitario del vapor; se han
considerado 8760 horas de operación al año, quedando las restantes como tiempo de paro
por mantenimiento o paro de emergencia. Ahora bien, para calcular el costo de agua de
enfriamiento, es necesario primero conocer el flujo de agua que se requiere:
(3.29)
En la Ecuación (3.28), w es el flujo de agua, Qenf es la cantidad de energía que se ha de
retirar del sistema, Cp es la capacidad calorífica del agua y ∆TH2O es el cambio de
temperaturas que tendrá el agua al pasar por el equipo, normalmente un intercambiador de
calor. El costo de este servicio de enfriamiento está dado por:
(3.30)
Siendo cH2O el costo anualizado del agua y cunit el costo unitario del agua. Tanto el costo
unitario del vapor como el del agua se puede encontrar en diversas fuentes (Turton et. al.,
2009) para vapor de diversas presiones y diferentes tipos de agua. Por supuesto, es deseable
que dichos costos se encuentren actualizados. En el caso del costo de electricidad, este se
puede calcular fácilmente de la siguiente manera:
(3.31)
donde kWh es el consumo total de electricidad y CEunit representa el costo por kilowatt-hora
de electricidad. Una vez que se conocen los costos para el vapor y el agua, se calcula el
costo total de servicios como la suma de éstos:
(3.32)
Finalmente, el costo total de operación del sistema será la suma del costo anualizado de
equipos y el costo de servicios:
(3.33)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
38
Capítulo 4
El Proceso Saka-Dadan 4.1. Introducción
Los procesos convencionales para la producción de biodiesel involucran generalmente el
uso de un catalizador. Los distintos catalizadores usados con este fin se pueden clasificar
como catalizadores básicos o bien como catalizadores ácidos, siendo los más comunes el
hidróxido de sodio, hidróxido de potasio y el ácido sulfúrico. Sin embargo, existen ciertas
desventajas en el uso de catalizadores para llevar a cabo las reacciones de
transesterificación y esterificación. Una de las principales desventajas es la baja velocidad
de reacción pues, debido a la formación de dos fases líquidas, se tiene una alta resistencia a
la transferencia de masa. Un segundo inconveniente es que, una vez concluida la reacción,
es necesario llevar a cabo la separación del catalizador, así como el lavado y neutralización
del biodiesel. Por otra parte, los catalizadores básicos son muy sensibles a la presencia de
ácidos grasos libres y agua en la materia prima. La presencia de ácidos grasos libres en 2%
en peso o más puede ocasionar una reacción de saponificación con el catalizador básico
(Marchetti et.al, 2007). Esto, por supuesto, dificulta aún más la purificación de los
productos a la vez que causa el consumo del catalizador. Por otra parte, la presencia de
agua puede ocasionar la hidrólisis de los triglicéridos en la alimentación, produciendo más
ácidos grasos libres.
Tomando en consideración los inconvenientes previamente mencionados, diversas
investigaciones se han llevado a cabo con el fin de desarrollar procesos de producción de
biodiesel por medio de los cuales sea posible evitar el uso de catalizadores. Una posibilidad
es el uso de alcoholes a condiciones de alta temperatura y presión, cercanas o superiores a
su punto crítico. En la actualidad existen diversos métodos que involucran el uso de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
39
alcoholes a condiciones supercríticas, algunos de los cuales emplean co-solventes (Han
et.al, 2005, Yin et.al., 2008, Imahara et.al, 2009). Dos de los métodos en los cuales se usan
alcoholes a condiciones supercríticas se discuten a continuación.
El primero de ellos se conoce como proceso Saka o método de un paso (Saka et.al., 2006),
y consiste en la transesterificación de los triglicéridos presentes en aceites vegetales y/o
grasas animales, obteniendo alquil ésteres y glicerol. De manera simultánea, los ácidos
grasos libres se esterifican para producir alquil ésteres. A una presión de 20 MPa y
temperaturas de aproximadamente 350°C, la conversión a metil ésteres supera el 97%. A
las condiciones de la reacción, la resistencia a la transferencia de masa es muy pequeña, por
lo cual la reacción se lleva a cabo en muy corto tiempo. Sin embargo, dadas las condiciones
altas de presión y temperatura, se requieren materiales especiales para llevar a cabo el
proceso. Por otra parte, estudios posteriores han demostrado que temperaturas superiores a
300°C ocasionan la isomerización y descomposición de los metil ésteres que conforman el
biodiesel, resultando en un combustible con malas propiedades de flujo en frío (Imahara
et.al., 2008). Debido a lo anterior, se ha desarrollado un proceso alternativo con
condiciones menos severas de temperatura y presión, el cual se conoce como proceso Saka-
Dadan.
4.2. El proceso Saka-Dadan
El proceso Saka-Dadan fue propuesto originalmente por Kusdiana et.al. (2004). Su
principal característica es que consta de dos etapas de reacción. En una primera etapa los
triglicéridos contenidos en la materia prima (aceite vegetal o grasa animal) son hidrolizados
con agua a condiciones subcríticas, obteniéndose ácidos grasos libres y glicerol. La relación
aproximada de agua/triglicéridos debe ser de 1/1 en volumen (Minami y Saka, 2006). La
reacción de hidrólisis se lleva a cabo en tres pasos subsecuentes, iniciando con la
conversión de triglicéridos a diglicéridos, la posterior conversión de diglicéridos a
monoglicéridos y finalmente la obtención de los ácidos grasos libres a partir de los
monoglicéridos. Una representación simplificada de los pasos en esta reacción se presenta
en la Figura 4.1, donde R1, R2 y R3 son cadenas de ácidos grasos, las cuales pueden ser
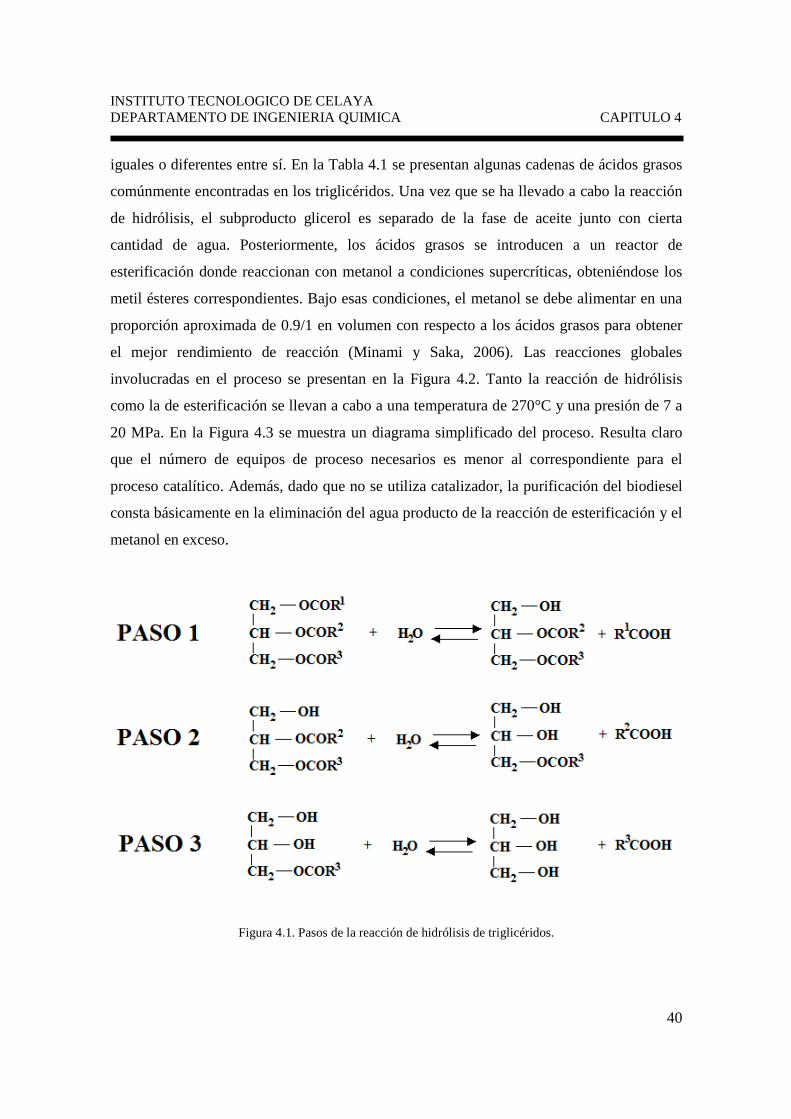
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
40
iguales o diferentes entre sí. En la Tabla 4.1 se presentan algunas cadenas de ácidos grasos
comúnmente encontradas en los triglicéridos. Una vez que se ha llevado a cabo la reacción
de hidrólisis, el subproducto glicerol es separado de la fase de aceite junto con cierta
cantidad de agua. Posteriormente, los ácidos grasos se introducen a un reactor de
esterificación donde reaccionan con metanol a condiciones supercríticas, obteniéndose los
metil ésteres correspondientes. Bajo esas condiciones, el metanol se debe alimentar en una
proporción aproximada de 0.9/1 en volumen con respecto a los ácidos grasos para obtener
el mejor rendimiento de reacción (Minami y Saka, 2006). Las reacciones globales
involucradas en el proceso se presentan en la Figura 4.2. Tanto la reacción de hidrólisis
como la de esterificación se llevan a cabo a una temperatura de 270°C y una presión de 7 a
20 MPa. En la Figura 4.3 se muestra un diagrama simplificado del proceso. Resulta claro
que el número de equipos de proceso necesarios es menor al correspondiente para el
proceso catalítico. Además, dado que no se utiliza catalizador, la purificación del biodiesel
consta básicamente en la eliminación del agua producto de la reacción de esterificación y el
metanol en exceso.
Figura 4.1. Pasos de la reacción de hidrólisis de triglicéridos.
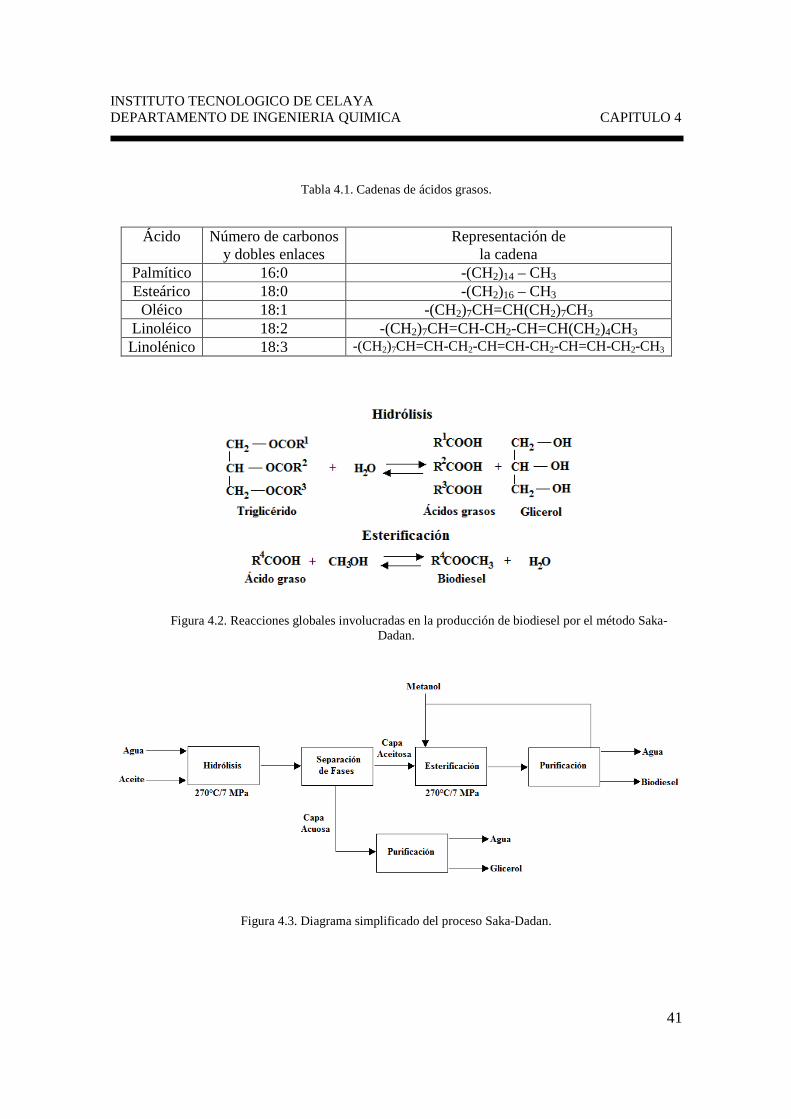
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
41
Tabla 4.1. Cadenas de ácidos grasos.
Ácido Número de carbonos y dobles enlaces
Representación de la cadena
Palmítico 16:0 -(CH2)14 – CH3 Esteárico 18:0 -(CH2)16 – CH3 Oléico 18:1 -(CH2)7CH=CH(CH2)7CH3
Linoléico 18:2 -(CH2)7CH=CH-CH2-CH=CH(CH2)4CH3 Linolénico 18:3 -(CH2)7CH=CH-CH2-CH=CH-CH2-CH=CH-CH2-CH3
Figura 4.2. Reacciones globales involucradas en la producción de biodiesel por el método Saka-Dadan.
Figura 4.3. Diagrama simplificado del proceso Saka-Dadan.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
42
El llevar a cabo la reacción de esterificación con alcoholes a condiciones supercríticas
presenta un número importante de ventajas sobre el método catalítico convencional. Dado
que la reacción se lleva a cabo en una sola fase, la resistencia a la transferencia de masa es
menor, lo cual resulta en velocidades de reacción mayores. Además, la cantidad de metanol
en exceso que debe alimentarse es también considerablemente menor a la correspondiente
al método catalítico, debido a que los mismos ácidos grasos actúan como un catalizador
ácido, mejorando el rendimiento con bajas cantidades de metanol en exceso. Por otra parte,
dado que el objetivo de la reacción de hidrólisis es obtener ácidos grasos libres, la presencia
de estos en la materia prima no produce reacciones indeseables, contrario a lo que ocurre en
la producción catalítica donde se puede tener la reacción de saponificación. Asimismo, se
ha mostrado que la presencia de agua en la materia prima no afecta el rendimiento de la
reacción (Kusdiana y Saka, 2004). Por tanto, el proceso resulta ser muy adecuado para
convertir grasas animales y aceites de reuso, los cuales contienen altas concentraciones de
ácidos grasos libres y agua. Por otra parte, el proceso en dos pasos presenta ventajas
adicionales sobre el proceso en un paso, entre las principales se encuentran las condiciones
de reacción menos severas, lo cual permite el uso de acero inoxidable en los equipos (Saka
et.al., 2006). Además, en el caso del proceso en un paso, al ocurrir la reacción de
transesterificación el glicerol reacciona con los metil ésteres produciendo monoglicéridos y
así sucesivamente de manera inversa hasta llegar a triglicéridos, reduciendo el rendimiento
de la reacción. Esto no ocurre en el proceso en dos pasos, puesto que el glicerol es retirado
después de la reacción de hidrólisis.
No obstante las ventajas del proceso de dos etapas, debido a las severas condiciones de la
reacción, el proceso requiere cantidades considerables de energía, lo que, junto con los
precios de la materia prima, impacta de manera directa el costo final del biodiesel.
4.3. Intensificación del proceso Saka-Dadan
En la Figura 4.3 se observa que la etapa de esterificación en el proceso Saka-Dadan consta
básicamente de un sistema de reacción y la posterior purificación del biodiesel. Existen
alternativas para reducir el consumo de energía y los costos del proceso por medio del uso
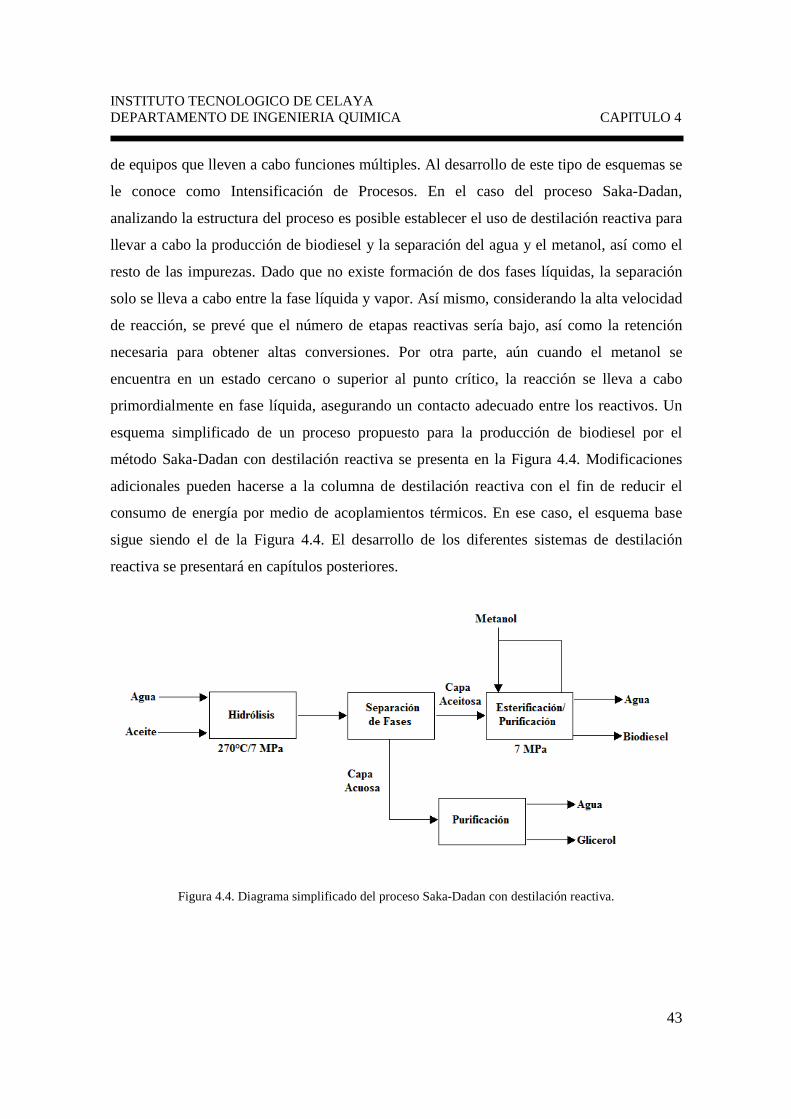
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 4
43
de equipos que lleven a cabo funciones múltiples. Al desarrollo de este tipo de esquemas se
le conoce como Intensificación de Procesos. En el caso del proceso Saka-Dadan,
analizando la estructura del proceso es posible establecer el uso de destilación reactiva para
llevar a cabo la producción de biodiesel y la separación del agua y el metanol, así como el
resto de las impurezas. Dado que no existe formación de dos fases líquidas, la separación
solo se lleva a cabo entre la fase líquida y vapor. Así mismo, considerando la alta velocidad
de reacción, se prevé que el número de etapas reactivas sería bajo, así como la retención
necesaria para obtener altas conversiones. Por otra parte, aún cuando el metanol se
encuentra en un estado cercano o superior al punto crítico, la reacción se lleva a cabo
primordialmente en fase líquida, asegurando un contacto adecuado entre los reactivos. Un
esquema simplificado de un proceso propuesto para la producción de biodiesel por el
método Saka-Dadan con destilación reactiva se presenta en la Figura 4.4. Modificaciones
adicionales pueden hacerse a la columna de destilación reactiva con el fin de reducir el
consumo de energía por medio de acoplamientos térmicos. En ese caso, el esquema base
sigue siendo el de la Figura 4.4. El desarrollo de los diferentes sistemas de destilación
reactiva se presentará en capítulos posteriores.
Figura 4.4. Diagrama simplificado del proceso Saka-Dadan con destilación reactiva.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
44
Capítulo 5
Metodología
5.1. Introducción
En este capítulo se presentará la metodología empleada para el análisis del proceso bajo
consideración. Se comenzará revisando la etapa de simulación preliminar del proceso,
suponiendo en una primera instancia que la reacción se lleva a cabo en equilibrio y
posteriormente simulando la reacción por medio de un modelo cinético de primer orden.
Después se presentará el cálculo de los índices de desempeño para los diversos casos
estudiados, seguido por la descripción de la metodología propuesta para el diseño de las
columnas de destilación reactiva con acoplamiento térmico, así como su aplicación y las
alternativas consideradas para la optimización de dichos esquemas. Finalmente se
presentará un método para el análisis preliminar del ciclo de vida del proceso y las
modificaciones propuestas.
5.2. Simulación del proceso
Con el fin de determinar la factibilidad de los procesos de producción de biodiesel que
incorporan sistemas de destilación reactiva con acoplamiento térmico, se realizó la
simulación de los mismos en el simulador comercial Aspen One® V. 7.0. La simulación del
proceso se llevó a cabo en dos etapas: En la primera se consideró que la reacción se lleva
hasta el equilibrio, con el fin de observar el comportamiento termodinámico de la mezcla
así como analizar la distribución de los componentes en las columnas. En una segunda
etapa se llevó a cabo el estudio de los sistemas empleando un modelo cinético de primer
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
45
orden. A continuación se presenta la metodología usada para diseñar y analizar los distintos
procesos bajo estudio.
5.2.1. Reacción en equilibrio químico
Una parte importante en el análisis previo a las simulaciones consiste en la selección de un
modelo termodinámico adecuado para la predicción de las propiedades físicas de la mezcla
y del equilibrio entre las fases involucradas. Siguiendo las recomendaciones presentadas
por Carlson (1996), y probando diferentes modelos para predecir las propiedades de los
componentes de la mezcla como sustancias puras, se seleccionó el modelo de coeficientes
de actividad NRTL para la representar la fase líquida y la ecuación de Redlich-Kwong para
modelar la fase vapor. Una importante ventaja del modelo NRTL es que para el sistema
bajo estudio predice el número apropiado de fases, lo cual resulta importante dada la
existencia de dos fases liquidas en el reactor de hidrólisis y en el decantador. Los
parámetros desconocidos de la ecuación NRTL fueron calculados empleando el método de
contribución de grupos UNIFAC. Asimismo, para los fines de la simulación se consideró
como materia prima la trioleína, puesto que se trata de un triglicérido contenido en una
importante proporción en diversos aceites vegetales como el de canola, ajonjolí, cacahuate,
entre otros. Lo anterior puede verificarse en la Tabla 5.1, que muestra la composición de
aceites vegetales y grasa animales. La cifra que representa cada ácido graso indica el
número de carbonos presente en la cadena así como el número de enlaces dobles presentes.
Así, entre los ácidos grasos que componen los aceites vegetales se encuentran el ácido
palmítico (16:0), el ácido esteárico (18:0), el ácido oléico (18:1) y el ácido linoléico (18:2),
presentes tanto en forma de ácidos grasos libres como en las cadenas constituyentes de los
triglicéridos.
5.2.1.1. Proceso Saka-Dadan
Una vez seleccionado el método de cálculo de equilibrio líquido-vapor, se comienza la
simulación en Aspen One, llevando la materia prima (trioleína, agua y metanol) desde
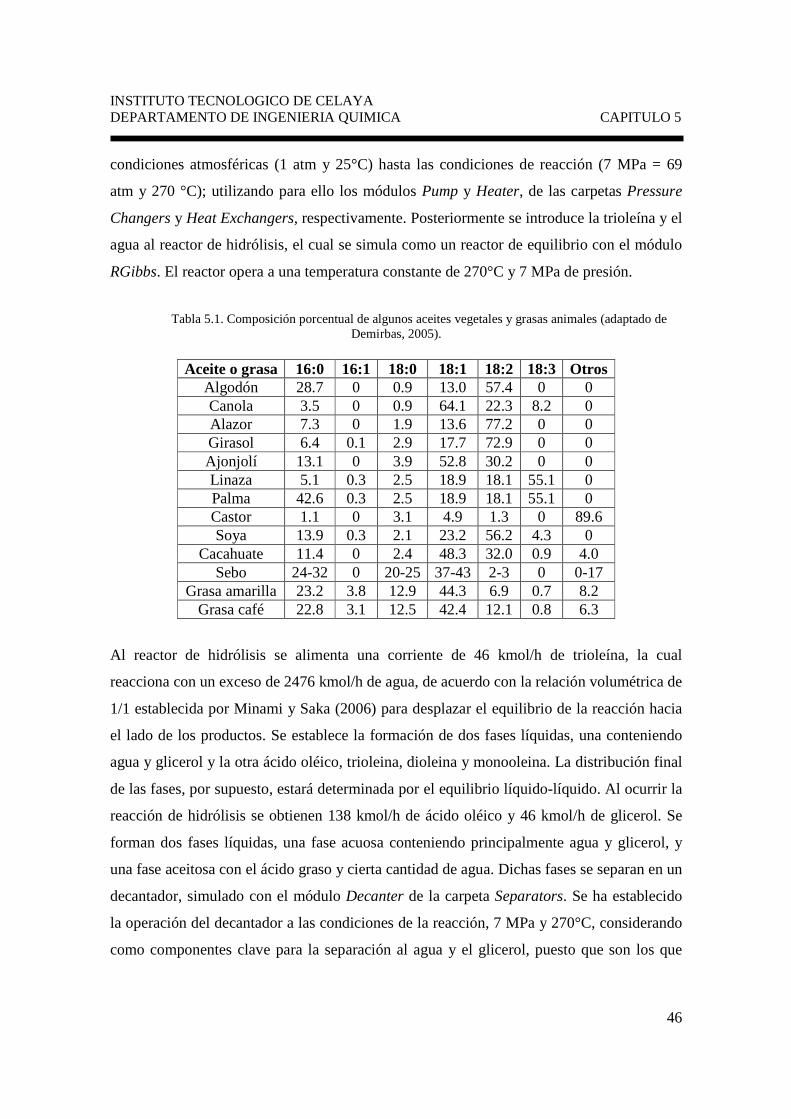
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
46
condiciones atmosféricas (1 atm y 25°C) hasta las condiciones de reacción (7 MPa = 69
atm y 270 °C); utilizando para ello los módulos Pump y Heater, de las carpetas Pressure
Changers y Heat Exchangers, respectivamente. Posteriormente se introduce la trioleína y el
agua al reactor de hidrólisis, el cual se simula como un reactor de equilibrio con el módulo
RGibbs. El reactor opera a una temperatura constante de 270°C y 7 MPa de presión.
Tabla 5.1. Composición porcentual de algunos aceites vegetales y grasas animales (adaptado de Demirbas, 2005).
Aceite o grasa 16:0 16:1 18:0 18:1 18:2 18:3 Otros
Algodón 28.7 0 0.9 13.0 57.4 0 0 Canola 3.5 0 0.9 64.1 22.3 8.2 0 Alazor 7.3 0 1.9 13.6 77.2 0 0 Girasol 6.4 0.1 2.9 17.7 72.9 0 0 Ajonjolí 13.1 0 3.9 52.8 30.2 0 0 Linaza 5.1 0.3 2.5 18.9 18.1 55.1 0 Palma 42.6 0.3 2.5 18.9 18.1 55.1 0 Castor 1.1 0 3.1 4.9 1.3 0 89.6 Soya 13.9 0.3 2.1 23.2 56.2 4.3 0
Cacahuate 11.4 0 2.4 48.3 32.0 0.9 4.0 Sebo 24-32 0 20-25 37-43 2-3 0 0-17
Grasa amarilla 23.2 3.8 12.9 44.3 6.9 0.7 8.2 Grasa café 22.8 3.1 12.5 42.4 12.1 0.8 6.3
Al reactor de hidrólisis se alimenta una corriente de 46 kmol/h de trioleína, la cual
reacciona con un exceso de 2476 kmol/h de agua, de acuerdo con la relación volumétrica de
1/1 establecida por Minami y Saka (2006) para desplazar el equilibrio de la reacción hacia
el lado de los productos. Se establece la formación de dos fases líquidas, una conteniendo
agua y glicerol y la otra ácido oléico, trioleina, dioleina y monooleina. La distribución final
de las fases, por supuesto, estará determinada por el equilibrio líquido-líquido. Al ocurrir la
reacción de hidrólisis se obtienen 138 kmol/h de ácido oléico y 46 kmol/h de glicerol. Se
forman dos fases líquidas, una fase acuosa conteniendo principalmente agua y glicerol, y
una fase aceitosa con el ácido graso y cierta cantidad de agua. Dichas fases se separan en un
decantador, simulado con el módulo Decanter de la carpeta Separators. Se ha establecido
la operación del decantador a las condiciones de la reacción, 7 MPa y 270°C, considerando
como componentes clave para la separación al agua y el glicerol, puesto que son los que
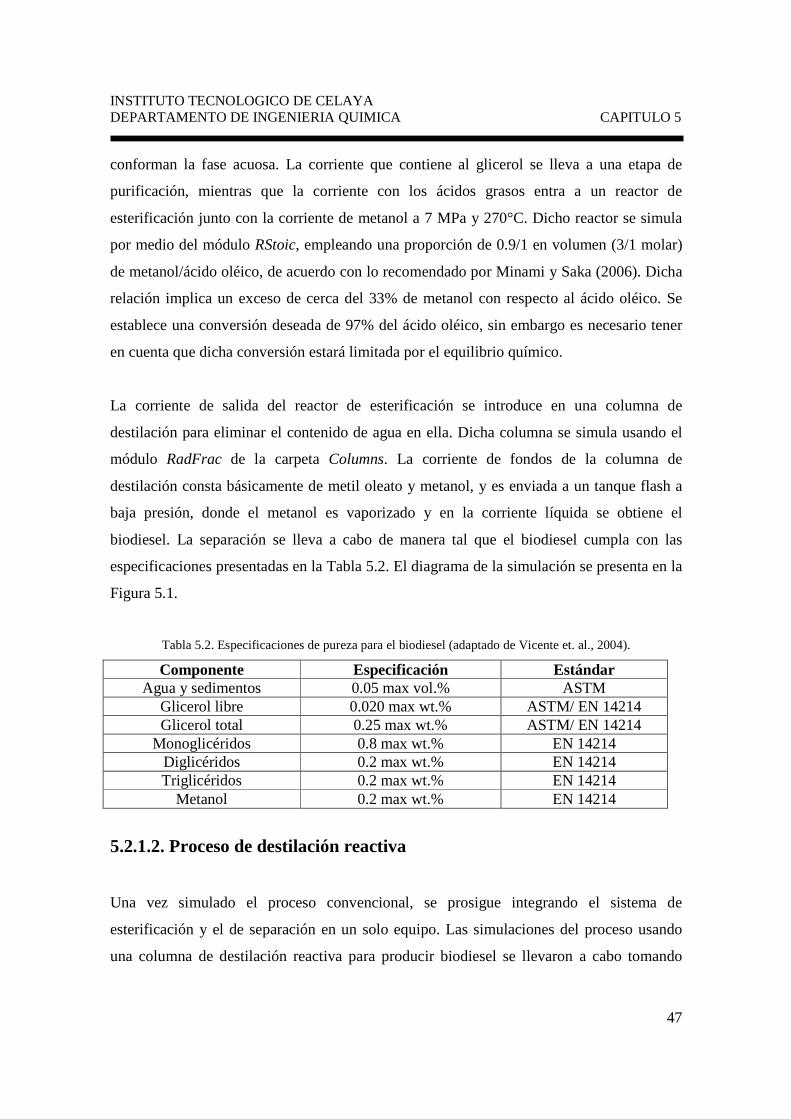
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
47
conforman la fase acuosa. La corriente que contiene al glicerol se lleva a una etapa de
purificación, mientras que la corriente con los ácidos grasos entra a un reactor de
esterificación junto con la corriente de metanol a 7 MPa y 270°C. Dicho reactor se simula
por medio del módulo RStoic, empleando una proporción de 0.9/1 en volumen (3/1 molar)
de metanol/ácido oléico, de acuerdo con lo recomendado por Minami y Saka (2006). Dicha
relación implica un exceso de cerca del 33% de metanol con respecto al ácido oléico. Se
establece una conversión deseada de 97% del ácido oléico, sin embargo es necesario tener
en cuenta que dicha conversión estará limitada por el equilibrio químico.
La corriente de salida del reactor de esterificación se introduce en una columna de
destilación para eliminar el contenido de agua en ella. Dicha columna se simula usando el
módulo RadFrac de la carpeta Columns. La corriente de fondos de la columna de
destilación consta básicamente de metil oleato y metanol, y es enviada a un tanque flash a
baja presión, donde el metanol es vaporizado y en la corriente líquida se obtiene el
biodiesel. La separación se lleva a cabo de manera tal que el biodiesel cumpla con las
especificaciones presentadas en la Tabla 5.2. El diagrama de la simulación se presenta en la
Figura 5.1.
Tabla 5.2. Especificaciones de pureza para el biodiesel (adaptado de Vicente et. al., 2004).
Componente Especificación Estándar Agua y sedimentos 0.05 max vol.% ASTM
Glicerol libre 0.020 max wt.% ASTM/ EN 14214 Glicerol total 0.25 max wt.% ASTM/ EN 14214
Monoglicéridos 0.8 max wt.% EN 14214 Diglicéridos 0.2 max wt.% EN 14214 Triglicéridos 0.2 max wt.% EN 14214
Metanol 0.2 max wt.% EN 14214
5.2.1.2. Proceso de destilación reactiva
Una vez simulado el proceso convencional, se prosigue integrando el sistema de
esterificación y el de separación en un solo equipo. Las simulaciones del proceso usando
una columna de destilación reactiva para producir biodiesel se llevaron a cabo tomando
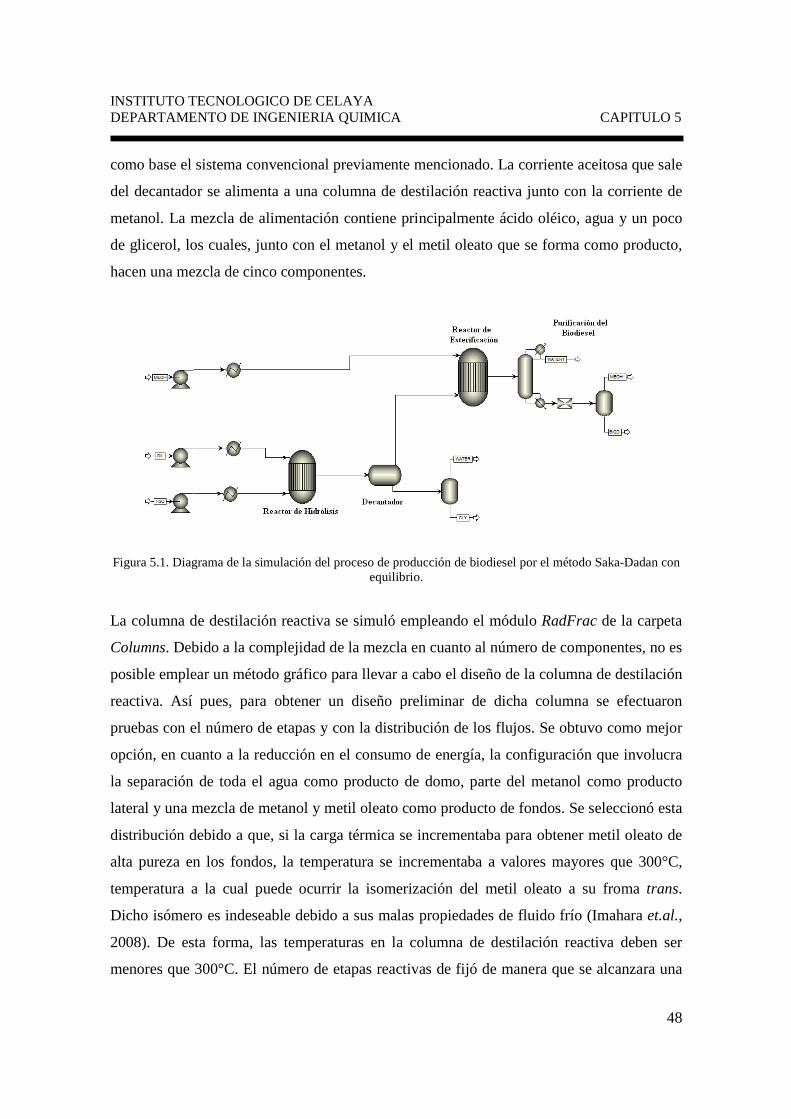
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
48
como base el sistema convencional previamente mencionado. La corriente aceitosa que sale
del decantador se alimenta a una columna de destilación reactiva junto con la corriente de
metanol. La mezcla de alimentación contiene principalmente ácido oléico, agua y un poco
de glicerol, los cuales, junto con el metanol y el metil oleato que se forma como producto,
hacen una mezcla de cinco componentes.
Figura 5.1. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan con equilibrio.
La columna de destilación reactiva se simuló empleando el módulo RadFrac de la carpeta
Columns. Debido a la complejidad de la mezcla en cuanto al número de componentes, no es
posible emplear un método gráfico para llevar a cabo el diseño de la columna de destilación
reactiva. Así pues, para obtener un diseño preliminar de dicha columna se efectuaron
pruebas con el número de etapas y con la distribución de los flujos. Se obtuvo como mejor
opción, en cuanto a la reducción en el consumo de energía, la configuración que involucra
la separación de toda el agua como producto de domo, parte del metanol como producto
lateral y una mezcla de metanol y metil oleato como producto de fondos. Se seleccionó esta
distribución debido a que, si la carga térmica se incrementaba para obtener metil oleato de
alta pureza en los fondos, la temperatura se incrementaba a valores mayores que 300°C,
temperatura a la cual puede ocurrir la isomerización del metil oleato a su froma trans.
Dicho isómero es indeseable debido a sus malas propiedades de fluido frío (Imahara et.al.,
2008). De esta forma, las temperaturas en la columna de destilación reactiva deben ser
menores que 300°C. El número de etapas reactivas de fijó de manera que se alcanzara una
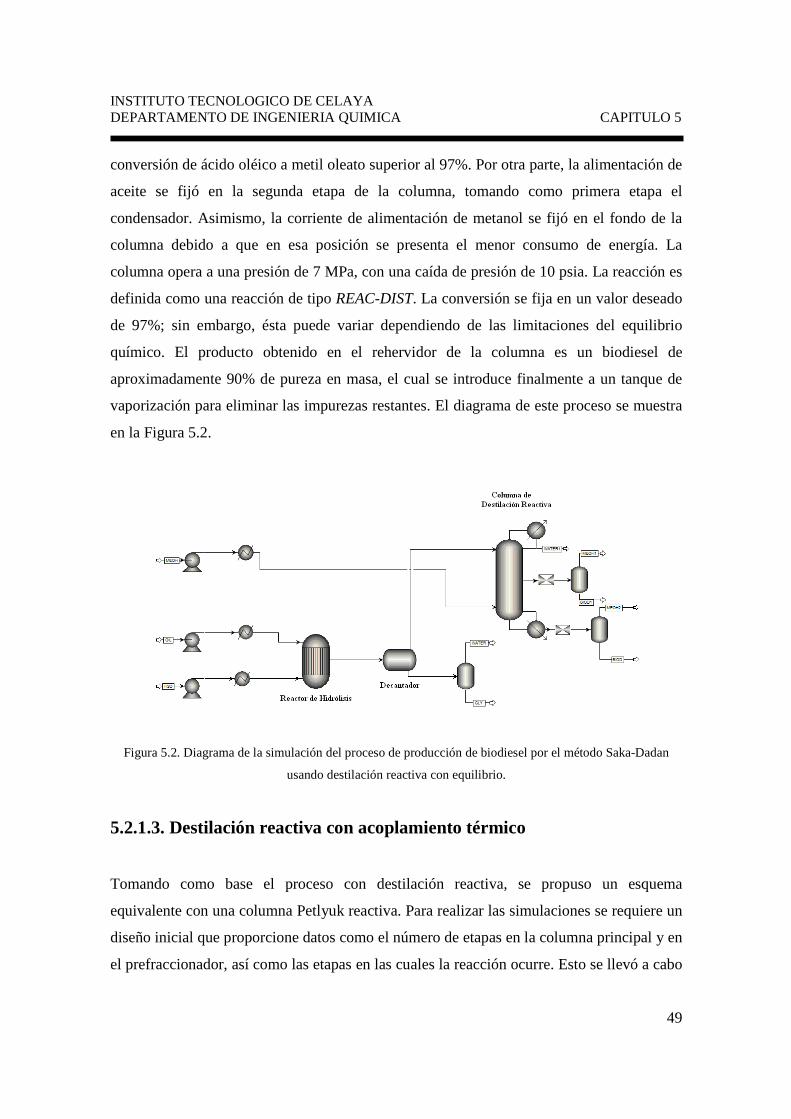
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
49
conversión de ácido oléico a metil oleato superior al 97%. Por otra parte, la alimentación de
aceite se fijó en la segunda etapa de la columna, tomando como primera etapa el
condensador. Asimismo, la corriente de alimentación de metanol se fijó en el fondo de la
columna debido a que en esa posición se presenta el menor consumo de energía. La
columna opera a una presión de 7 MPa, con una caída de presión de 10 psia. La reacción es
definida como una reacción de tipo REAC-DIST. La conversión se fija en un valor deseado
de 97%; sin embargo, ésta puede variar dependiendo de las limitaciones del equilibrio
químico. El producto obtenido en el rehervidor de la columna es un biodiesel de
aproximadamente 90% de pureza en masa, el cual se introduce finalmente a un tanque de
vaporización para eliminar las impurezas restantes. El diagrama de este proceso se muestra
en la Figura 5.2.
Figura 5.2. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando destilación reactiva con equilibrio.
5.2.1.3. Destilación reactiva con acoplamiento térmico
Tomando como base el proceso con destilación reactiva, se propuso un esquema
equivalente con una columna Petlyuk reactiva. Para realizar las simulaciones se requiere un
diseño inicial que proporcione datos como el número de etapas en la columna principal y en
el prefraccionador, así como las etapas en las cuales la reacción ocurre. Esto se llevó a cabo
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
50
por medio de un rearreglo de etapas en la columna de destilación reactiva, tomando una
sección de la columna para formar el prefraccionador de la columna Petlyuk, tal como se
muestra en la Figura 5.3.
Figura 5.3. Diseño de la columna Petlyuk reactiva por rearreglo de etapas de la columna reactiva.
En el prefraccionador, el flujo de líquido que viene de la columna principal (FL1) entra por
el domo y el flujo de vapor que viene de la columna principal (FV2) entra por el fondo. La
reacción se lleva a cabo en la sección de agotamiento de la columna principal, pues si esta
se trata de llevar a cabo en el prefraccionador manteniendo las alimentaciones en la
columna principal se obtiene entonces una conversión muy baja. Asimismo, si se intenta
llevar a cabo la reacción en el prefraccionador alimentando en este mismo, las etapas de la
columna principal se secan.
La ubicación de los flujos de interconexión en la columna principal se determinó por medio
de un análisis paramétrico; en dicho análisis se modifica la posición de los mismos de
manera que se lograse la convergencia de la simulación y un bajo consumo de energía, a la
vez que se mantiene la conversión y pureza de biodiesel deseada. En la Figura 5.4 se
muestra el proceso completo usando el sistema Petlyuk reactivo.
Al haberse fijado la pureza del biodiesel requerida, se llevó a cabo la optimización de los
flujos de interconexión de la columna Petlyuk, manteniendo fijo el valor del flujo de vapor
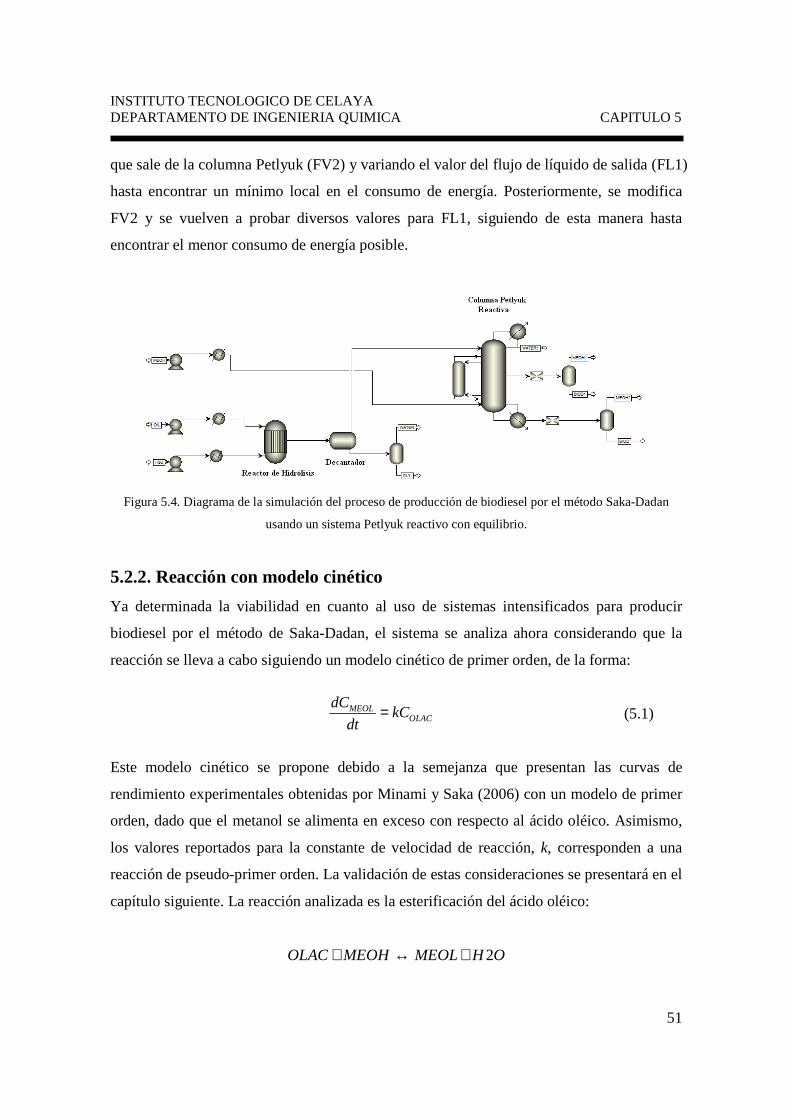
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
51
MEOLOLAC
dCkC
dt=
que sale de la columna Petlyuk (FV2) y variando el valor del flujo de líquido de salida (FL1)
hasta encontrar un mínimo local en el consumo de energía. Posteriormente, se modifica
FV2 y se vuelven a probar diversos valores para FL1, siguiendo de esta manera hasta
encontrar el menor consumo de energía posible.
Figura 5.4. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando un sistema Petlyuk reactivo con equilibrio.
5.2.2. Reacción con modelo cinético
Ya determinada la viabilidad en cuanto al uso de sistemas intensificados para producir
biodiesel por el método de Saka-Dadan, el sistema se analiza ahora considerando que la
reacción se lleva a cabo siguiendo un modelo cinético de primer orden, de la forma:
(5.1)
Este modelo cinético se propone debido a la semejanza que presentan las curvas de
rendimiento experimentales obtenidas por Minami y Saka (2006) con un modelo de primer
orden, dado que el metanol se alimenta en exceso con respecto al ácido oléico. Asimismo,
los valores reportados para la constante de velocidad de reacción, k, corresponden a una
reacción de pseudo-primer orden. La validación de estas consideraciones se presentará en el
capítulo siguiente. La reacción analizada es la esterificación del ácido oléico:
OHMEOLMEOHOLAC 2+↔+
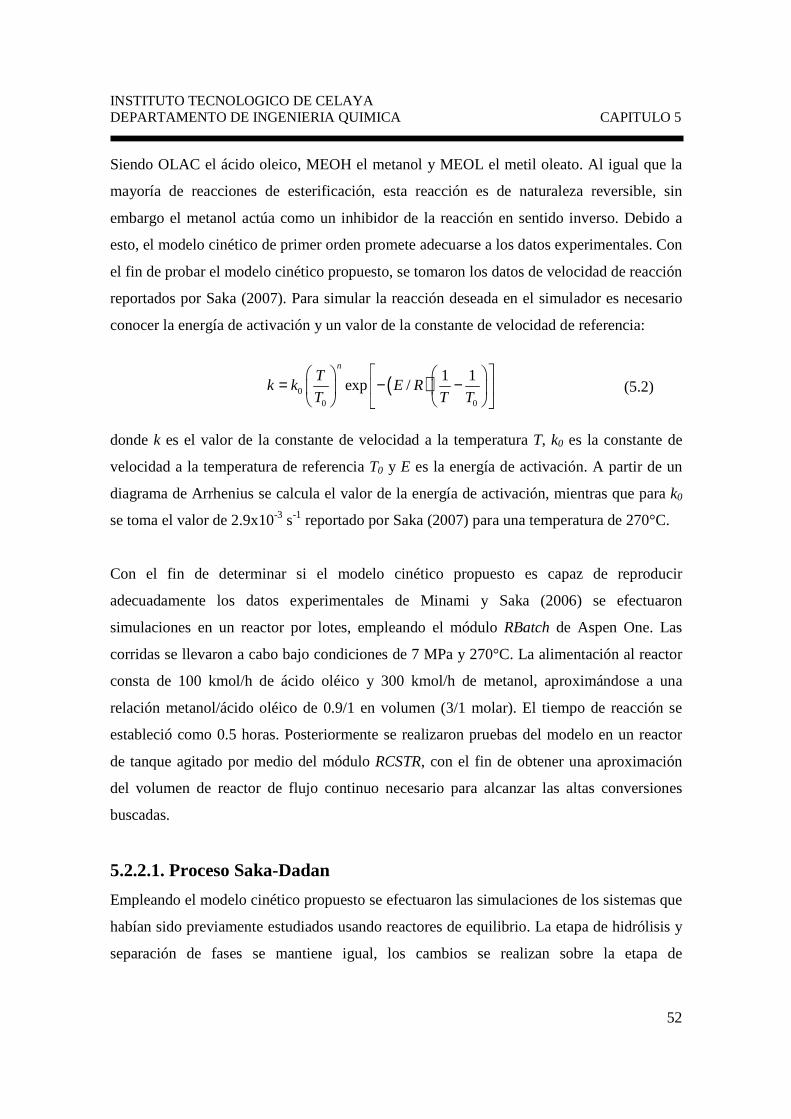
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
52
( )00 0
1 1exp /
nT
k k E RT T T
= − −
Siendo OLAC el ácido oleico, MEOH el metanol y MEOL el metil oleato. Al igual que la
mayoría de reacciones de esterificación, esta reacción es de naturaleza reversible, sin
embargo el metanol actúa como un inhibidor de la reacción en sentido inverso. Debido a
esto, el modelo cinético de primer orden promete adecuarse a los datos experimentales. Con
el fin de probar el modelo cinético propuesto, se tomaron los datos de velocidad de reacción
reportados por Saka (2007). Para simular la reacción deseada en el simulador es necesario
conocer la energía de activación y un valor de la constante de velocidad de referencia:
(5.2)
donde k es el valor de la constante de velocidad a la temperatura T, k0 es la constante de
velocidad a la temperatura de referencia T0 y E es la energía de activación. A partir de un
diagrama de Arrhenius se calcula el valor de la energía de activación, mientras que para k0
se toma el valor de 2.9x10-3 s-1 reportado por Saka (2007) para una temperatura de 270°C.
Con el fin de determinar si el modelo cinético propuesto es capaz de reproducir
adecuadamente los datos experimentales de Minami y Saka (2006) se efectuaron
simulaciones en un reactor por lotes, empleando el módulo RBatch de Aspen One. Las
corridas se llevaron a cabo bajo condiciones de 7 MPa y 270°C. La alimentación al reactor
consta de 100 kmol/h de ácido oléico y 300 kmol/h de metanol, aproximándose a una
relación metanol/ácido oléico de 0.9/1 en volumen (3/1 molar). El tiempo de reacción se
estableció como 0.5 horas. Posteriormente se realizaron pruebas del modelo en un reactor
de tanque agitado por medio del módulo RCSTR, con el fin de obtener una aproximación
del volumen de reactor de flujo continuo necesario para alcanzar las altas conversiones
buscadas.
5.2.2.1. Proceso Saka-Dadan
Empleando el modelo cinético propuesto se efectuaron las simulaciones de los sistemas que
habían sido previamente estudiados usando reactores de equilibrio. La etapa de hidrólisis y
separación de fases se mantiene igual, los cambios se realizan sobre la etapa de
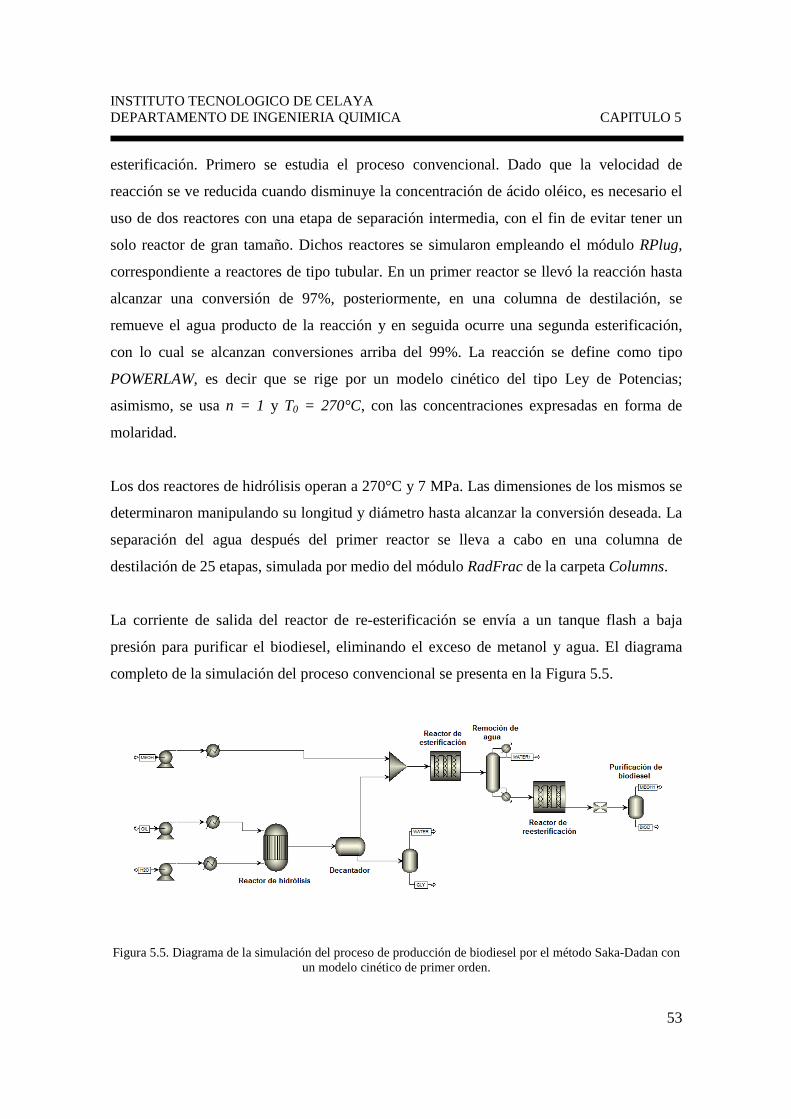
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
53
esterificación. Primero se estudia el proceso convencional. Dado que la velocidad de
reacción se ve reducida cuando disminuye la concentración de ácido oléico, es necesario el
uso de dos reactores con una etapa de separación intermedia, con el fin de evitar tener un
solo reactor de gran tamaño. Dichos reactores se simularon empleando el módulo RPlug,
correspondiente a reactores de tipo tubular. En un primer reactor se llevó la reacción hasta
alcanzar una conversión de 97%, posteriormente, en una columna de destilación, se
remueve el agua producto de la reacción y en seguida ocurre una segunda esterificación,
con lo cual se alcanzan conversiones arriba del 99%. La reacción se define como tipo
POWERLAW, es decir que se rige por un modelo cinético del tipo Ley de Potencias;
asimismo, se usa n = 1 y T0 = 270°C, con las concentraciones expresadas en forma de
molaridad.
Los dos reactores de hidrólisis operan a 270°C y 7 MPa. Las dimensiones de los mismos se
determinaron manipulando su longitud y diámetro hasta alcanzar la conversión deseada. La
separación del agua después del primer reactor se lleva a cabo en una columna de
destilación de 25 etapas, simulada por medio del módulo RadFrac de la carpeta Columns.
La corriente de salida del reactor de re-esterificación se envía a un tanque flash a baja
presión para purificar el biodiesel, eliminando el exceso de metanol y agua. El diagrama
completo de la simulación del proceso convencional se presenta en la Figura 5.5.
Figura 5.5. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan con un modelo cinético de primer orden.
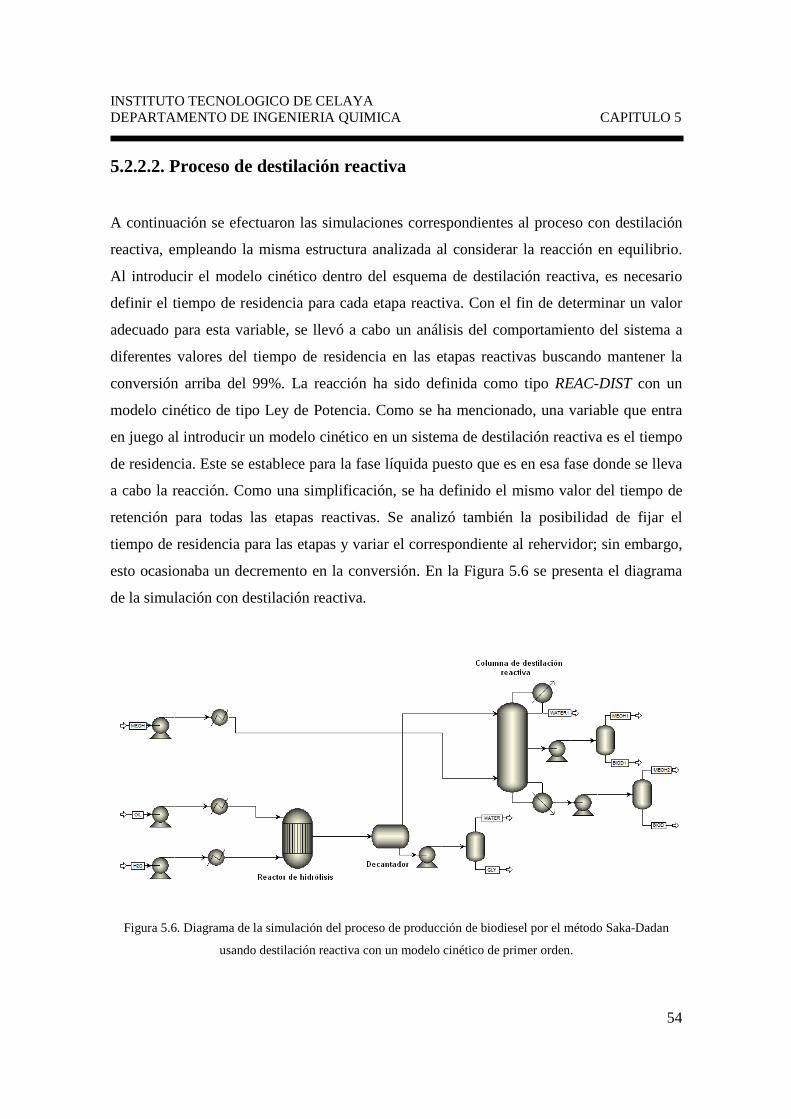
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
54
5.2.2.2. Proceso de destilación reactiva
A continuación se efectuaron las simulaciones correspondientes al proceso con destilación
reactiva, empleando la misma estructura analizada al considerar la reacción en equilibrio.
Al introducir el modelo cinético dentro del esquema de destilación reactiva, es necesario
definir el tiempo de residencia para cada etapa reactiva. Con el fin de determinar un valor
adecuado para esta variable, se llevó a cabo un análisis del comportamiento del sistema a
diferentes valores del tiempo de residencia en las etapas reactivas buscando mantener la
conversión arriba del 99%. La reacción ha sido definida como tipo REAC-DIST con un
modelo cinético de tipo Ley de Potencia. Como se ha mencionado, una variable que entra
en juego al introducir un modelo cinético en un sistema de destilación reactiva es el tiempo
de residencia. Este se establece para la fase líquida puesto que es en esa fase donde se lleva
a cabo la reacción. Como una simplificación, se ha definido el mismo valor del tiempo de
retención para todas las etapas reactivas. Se analizó también la posibilidad de fijar el
tiempo de residencia para las etapas y variar el correspondiente al rehervidor; sin embargo,
esto ocasionaba un decremento en la conversión. En la Figura 5.6 se presenta el diagrama
de la simulación con destilación reactiva.
Figura 5.6. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando destilación reactiva con un modelo cinético de primer orden.
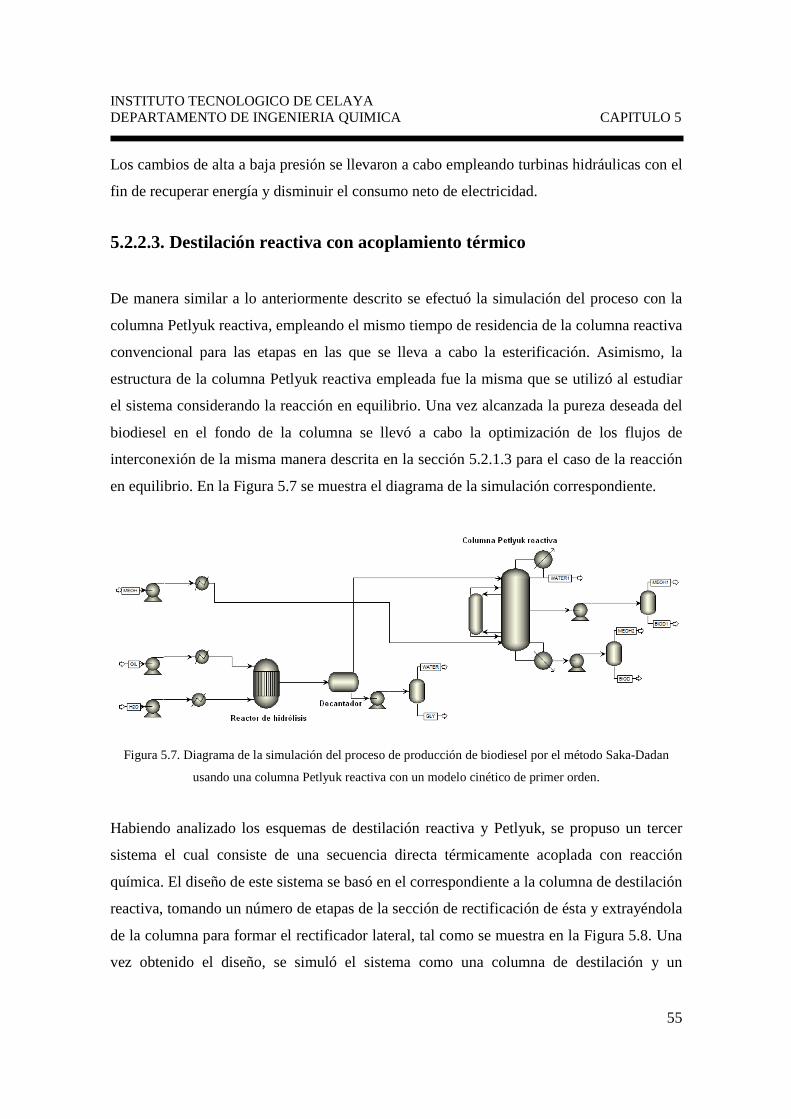
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
55
Los cambios de alta a baja presión se llevaron a cabo empleando turbinas hidráulicas con el
fin de recuperar energía y disminuir el consumo neto de electricidad.
5.2.2.3. Destilación reactiva con acoplamiento térmico
De manera similar a lo anteriormente descrito se efectuó la simulación del proceso con la
columna Petlyuk reactiva, empleando el mismo tiempo de residencia de la columna reactiva
convencional para las etapas en las que se lleva a cabo la esterificación. Asimismo, la
estructura de la columna Petlyuk reactiva empleada fue la misma que se utilizó al estudiar
el sistema considerando la reacción en equilibrio. Una vez alcanzada la pureza deseada del
biodiesel en el fondo de la columna se llevó a cabo la optimización de los flujos de
interconexión de la misma manera descrita en la sección 5.2.1.3 para el caso de la reacción
en equilibrio. En la Figura 5.7 se muestra el diagrama de la simulación correspondiente.
Figura 5.7. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando una columna Petlyuk reactiva con un modelo cinético de primer orden.
Habiendo analizado los esquemas de destilación reactiva y Petlyuk, se propuso un tercer
sistema el cual consiste de una secuencia directa térmicamente acoplada con reacción
química. El diseño de este sistema se basó en el correspondiente a la columna de destilación
reactiva, tomando un número de etapas de la sección de rectificación de ésta y extrayéndola
de la columna para formar el rectificador lateral, tal como se muestra en la Figura 5.8. Una
vez obtenido el diseño, se simuló el sistema como una columna de destilación y un
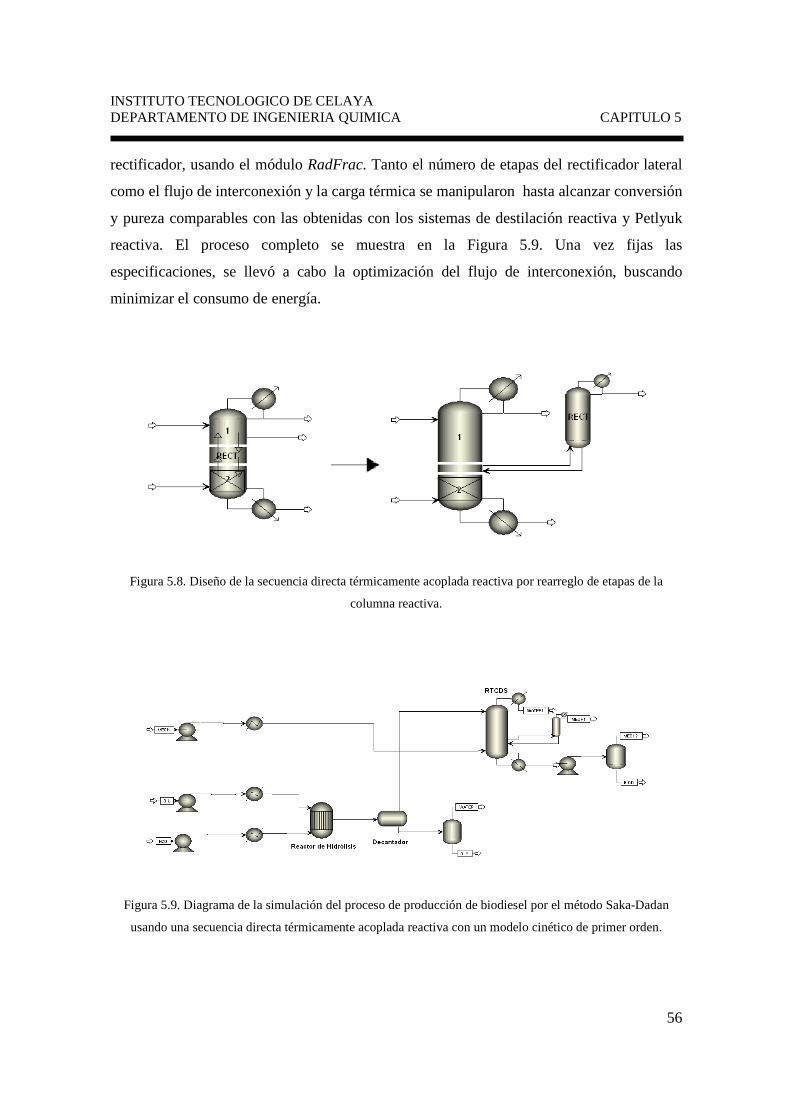
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
56
rectificador, usando el módulo RadFrac. Tanto el número de etapas del rectificador lateral
como el flujo de interconexión y la carga térmica se manipularon hasta alcanzar conversión
y pureza comparables con las obtenidas con los sistemas de destilación reactiva y Petlyuk
reactiva. El proceso completo se muestra en la Figura 5.9. Una vez fijas las
especificaciones, se llevó a cabo la optimización del flujo de interconexión, buscando
minimizar el consumo de energía.
Figura 5.8. Diseño de la secuencia directa térmicamente acoplada reactiva por rearreglo de etapas de la
columna reactiva.
Figura 5.9. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando una secuencia directa térmicamente acoplada reactiva con un modelo cinético de primer orden.
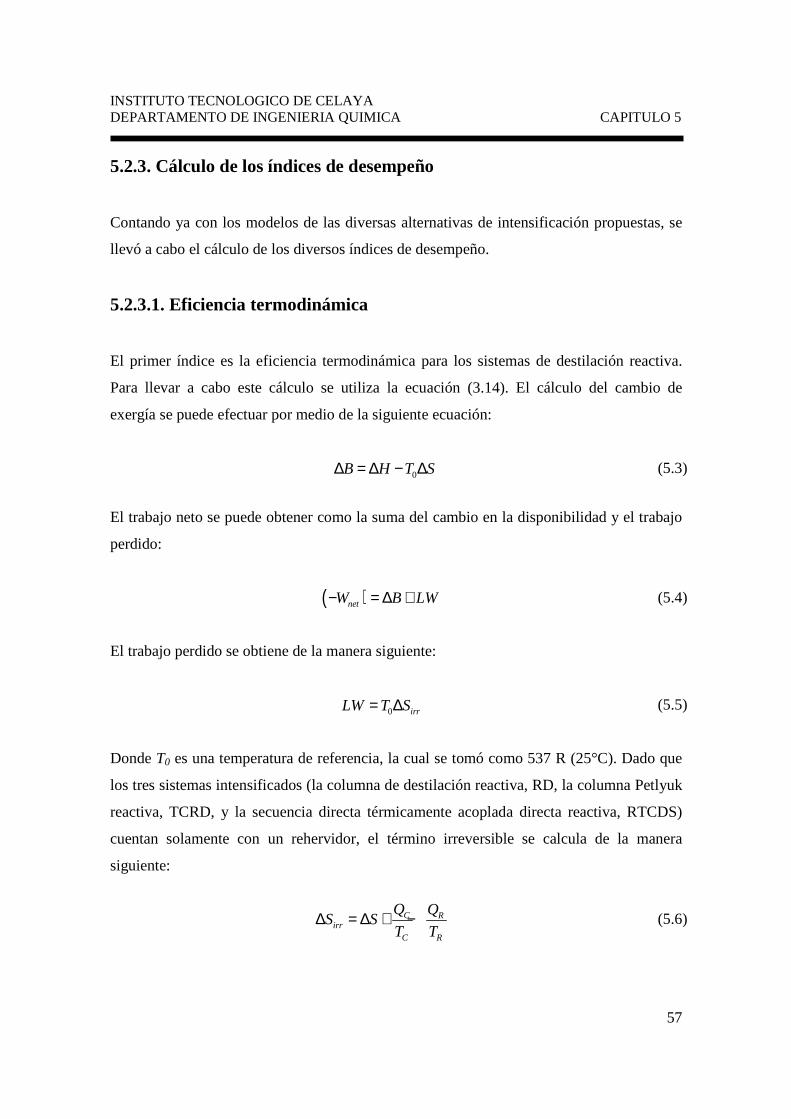
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
57
0B H T S∆ = ∆ − ∆
( )netW B LW− = ∆ +
0 irrLW T S= ∆
C Rirr
C R
Q QS S
T T∆ = ∆ + −
5.2.3. Cálculo de los índices de desempeño
Contando ya con los modelos de las diversas alternativas de intensificación propuestas, se
llevó a cabo el cálculo de los diversos índices de desempeño.
5.2.3.1. Eficiencia termodinámica
El primer índice es la eficiencia termodinámica para los sistemas de destilación reactiva.
Para llevar a cabo este cálculo se utiliza la ecuación (3.14). El cálculo del cambio de
exergía se puede efectuar por medio de la siguiente ecuación:
(5.3)
El trabajo neto se puede obtener como la suma del cambio en la disponibilidad y el trabajo
perdido:
(5.4)
El trabajo perdido se obtiene de la manera siguiente:
(5.5)
Donde T0 es una temperatura de referencia, la cual se tomó como 537 R (25°C). Dado que
los tres sistemas intensificados (la columna de destilación reactiva, RD, la columna Petlyuk
reactiva, TCRD, y la secuencia directa térmicamente acoplada directa reactiva, RTCDS)
cuentan solamente con un rehervidor, el término irreversible se calcula de la manera
siguiente:
(5.6)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
58
1 1 2 2D D S S B B F F F FS S w S w S w S w S w∆ = + + − −
1 1 2 2D D S S B B F F F FH H w H w H w H w H w∆ = + + − −
1 1 2 2DC DC DSR DSR B B F F F FH H w H w H w H w H w∆ = + + − −
1 1 2 2DC DC DSR DSR B B F F F FS S w S w S w S w S w∆ = + + − −
Siendo QC el calor que se retira en el condensador, TC la temperatura en el condensador, QR
el calor que entra al rehervidor de la columna y TR la temperatura en el rehervidor. Las
temperaturas deben ser absolutas. El cambio en la entalpía en la ecuación (5.3) se calcula
como la suma de las entalpías de las salidas menos la suma de las entalpías de las entradas.
Ambos sistemas constan de dos entradas (la alimentación de metanol y la de ácidos grasos)
y tres salidas (las corrientes correspondientes a domo, corriente lateral y fondos en el caso
de los sistemas RD y TCRD, y las corrientes correspondientes a domo de la columna
principal, domo del rectificador lateral y fondos en el caso del sistema RTCDS). Entonces,
para los dos primeros casos:
(5.7)
En la ecuación (5.7), H es la entalpía molar, w representa el flujo másico y los subíndices
D, S, B, F1 y F2 se refieren a destilado, corriente lateral, fondos de la columna principal,
alimentación de ácidos grasos y alimentación de metanol, respectivamente. Para la
secuencia RTCDS se tiene:
(5.8)
Donde los subíndices DC, DSR, B, F1 y F2 se refieren a destilado de la columna principal,
destilado del rectificador lateral, fondos de la columna principal, alimentación de ácidos
grasos y alimentación de metanol, respectivamente. Los valores de entalpía molar se
obtienen de la tabla de resultados para las corrientes una vez efectuada la simulación. De
manera semejante, el cálculo del cambio de entropía para los sistemas RD y TCRD es de la
forma siguiente:
(5.9)
Y para el sistema RTCDS:
(5.10)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
59
Dado que en los sistemas analizados ocurre una reacción química, existirá un cambio en la
energía del mismo debido a la reacción. No obstante, en los cálculos anteriores se ha
considerado que los efectos de la reacción se encuentran incluidos en los términos de
entalpia y entropía de las corrientes que abandonan la columna, así como en el calor total
que entra y sale de la misma. Esta suposición, por supuesto, podría llevar a errores en la
estimación de la eficiencia termodinámica, pero en la literatura no existe información de
cálculo de dicha eficiencia para sistemas con reacción química. Sin embargo, dado que la
eficiencia termodinámica se empleará como parámetro de comparación, en este trabajo se
tomará este método de cálculo como aceptable.
5.2.3.2. Emisiones de dióxido de carbono
El cálculo de las emisiones de dióxido de carbono se llevó a cabo por medio de la ecuación
(3.16). Se llevó a cabo dicho cálculo considerando el consumo de energía térmica para todo
el proceso. Posteriormente, con el fin de resaltar el impacto de los sistemas intensificados
sobre las emisiones de dióxido de carbono, se realizó el cálculo considerando solamente el
consumo energético en la etapa de esterificación. En el caso del proceso convencional, este
consumo corresponde a los reactores de esterificación, la columna de destilación y el
tanque flash. En el caso de los procesos intensificados, dicho consumo de energía
corresponde a la columna reactiva y los tanques de vaporización laterales. Para satisfacer
los requerimientos energéticos del proceso, se consideró el uso de vapor a dos condiciones
de saturación distintas, dadas las diferencias de temperatura que se presentan en las diversas
etapas del proceso. Las propiedades de los vapores se presentan en la Tabla 5.3. Por otra
parte, de acuerdo con lo propuesto por Gadalla et.al. (2005), se ha tomado un valor de
1800°C para la temperatura de flama, 160°C para la temperatura de chimenea y 25°C para
la temperatura ambiente.
Para generar el vapor que ha de suministrar la energía térmica al proceso se ha considerado
el uso de dos combustibles: gas natural y aceite combustible. Las propiedades de dichos

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
60
combustibles necesarias para el cálculo de las emisiones de dióxido de carbono se muestran
en la Tabla 5.4.
Tabla 5.3. Propiedades de los vapores empleados para suministrar calor.
P (bar) T (K) h (kJ/kg) λ (kJ/kg)
17.905 480 2795.8 1912.5
94.3 580 2734.2 1350.9
Tabla 5.4. Propiedades de los combustibles empleados para producir vapor (de Gadalla et.al, 2005).
Combustible %C NHV (kJ/kg)
Gas natural 75.4 51600
Aceite combustible 86.5 39771
Con el fin de establecer si el biocombustible obtenido tiene capacidad de entregar una
mayor cantidad de energía que aquella necesaria para producirlo, es decir, si presenta un
balance energético positivo, se llevó a cabo el cálculo de un parámetro adicional
denominado eficiencia térmica (HE), la cual se ha definido como:
(5.11)
Donde Qprod es la energía que el biodiesel es capaz de producir y Qreq es la energía que se
necesitó para obtener el biocombustible. El valor de Qprod se ha tomado igual a 3980 kJ/kg,
de acuerdo con lo reportado por Demirbas (2008).
5.2.3.3. Análisis económico
Al igual que con la obtención de las emisiones de dióxido de carbono, el cálculo de costos
de efectuó tanto para el proceso completo como para la etapa de esterificación. Un paso
necesario es la obtención del diámetro de los platos en las columnas. Esto se llevó a cabo
req
prod
Q
QHE =

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
61
MLQ UA T= ∆
0.61 4.27CH N= +
por medio de la opción Tray Sizing del simulador Aspen One®. Se decidió utilizar platos de
capucha de burbujeo (bubble-cap) en las columnas reactivas debido a su capacidad para
retener el líquido suficiente para que la reacción proceda hasta altas conversiones (Taylor y
Krishna, 2000).
El parámetro más importante para obtener el costo base de la coraza de las columnas es la
altura. Este dato no puede obtenerse directamente de las simulaciones. Así pues, para
calcular este valor se empleó la ecuación propuesta por Heaven (1969):
(5.12)
donde cH es la altura de la columna en metros y N es el número real de etapas en la
columna.
Para el caso de los intercambiadores de calor, se calcula el área por medio de la ecuación de
diseño:
(5.13)
La media logarítmica de temperatura se obtiene de la manera siguiente, suponiendo un flujo
a contracorriente en el intercambiador:
(5.14)
donde T1 y T2 son la temperatura de entrada y salida del fluido caliente, respectivamente,
mientras que t1 y t2 son la temperatura de entrada y salida del fluido frío, respectivamente.
El valor de U se tomó como 2150 /BTU h ft F° para el condensador de las columnas, y
2200 /BTU h ft F° para el resto de los intercambiadores. Estos son valores reportados en la
literatura y que son utilizados ampliamente para propósitos de cálculo (Jiménez, 2003).
( ) ( )1 2 2 1
1 2
2 1
lnML
T t T tT
T t
T t
− − −∆ = −
−
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
62
En el caso del reactor de hidrólisis, dado que se simuló como un reactor en equilibrio no se
cuenta con datos sobre el tamaño del equipo. Entonces, se consideró un diseño basado en el
flujo volumétrico, tomando un tiempo de residencia de una hora, de acuerdo con los
resultados presentados por Minami y Saka (2006). De manera similar se dimensionó el
decantador, considerando un tiempo de residencia de 0.5 horas con el fin de asegurar una
separación adecuada de las fases. Para los tanques flash se consideró el volumen del equipo
igual al flujo volumétrico de vapor. El material considerado para la construcción de los
equipos a alta presión fue acero inoxidable. Para los equipos a baja presión se empleó acero
al carbón.
En los equipos donde se requiere retirar calor, se consideró el uso de agua de enfriamiento
con un cambio de temperatura de 77 a 95°F. Las condiciones para el vapor ya se han
establecido con anterioridad. La selección de las temperaturas del agua de enfriamiento y
del vapor de calentamiento se hizo con el fin de mantener una MLT∆ mínima de 20°F en los
intercambiadores, pues valores muy pequeños de MLT∆ dan lugar a un intercambiador muy
grande. Los costos unitarios de los servicios se presentan en la Tabla 5.5. El costo de
electricidad se consultó con la Comisión Federal de Electricidad (www.cfe.gob.mx), y
corresponde a la tarifa industrial en Mayo de 2009. El tipo de cambio en esa fecha fue
$13.15 por dólar americano, y es el empleado aquí.
Tabla 5.5. Costos unitarios de los servicios.
Vapor a alta presión
(U$/lb)
Vapor a baja presión
(U$/lb)
Agua
(U$/lb)
Electricidad
(U$/kWh)
0.0056 0.0046 0.0005 0.057
5.3. Desarrollo del método de diseño
Los diseños de los sistemas de destilación descritos en la sección anterior se obtuvieron
siguiendo un método de análisis paramétrico. Sin embargo, es deseable contar con una
metodología formal y sencilla para obtener diseños iniciales. En el caso de sistemas de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
63
idrreqrrr
iidii rFfrFD ,,
−=
νν
destilación no reactivos, uno de los métodos más empleados es el de Fenske-Underwood-
Gilliland, cuyo desarrollo se puede encontrar en numerosas referencias (Seader y Henley,
2006). Para sistemas reactivos, es posible emplear métodos gráficos para determinar el
diseño de las columnas, sin embargo dada su naturaleza están limitados a un número de
componentes menor a cuatro, lo cual dificulta su aplicación para el diseño de los sistemas
aquí analizados. Por otra parte, existen métodos rigurosos basados en la solución etapa a
etapa del sistema de ecuaciones, sin embargo es necesario conocer inicialmente el número
de etapas de la columna, por lo cual resultan inapropiados para el diseño. Así pues, en el
presente trabajo se ha considerado la posibilidad de emplear el método de Fenske-
Underwood-Gilliland como base para el diseño de sistemas de destilación reactiva, dado
que este puede aplicarse a sistemas con cualquier número de componentes y su aplicación
solo requiere la solución de balances de materia globales. Como primera parte del análisis,
se ha puesto bajo consideración la ecuación de Underwood para el cálculo del reflujo
mínimo.
En este contexto, considérese una columna de destilación a lo largo de la cual se lleva a
cabo una reacción química reversible ��� + ��� ↔ ��� + ���. Si dicha columna tiene un
número infinito de etapas, puede esperarse que en los extremos de la misma se alcance la
conversión de equilibrio. Se calcula el valor de conversión de equilibrio para la sección de
rectificación y para la sección de agotamiento a partir de las condiciones de alimentación y
domo y de alimentación y fondos, respectivamente. Considerando como componente de
referencia un reactivo, un balance de materia para el componente i en la sección de
rectificación de la columna es de la forma:
(5.15)
donde Di, Fi, �� y rd,i son el flujo en el domo, el flujo de alimentación, el coeficiente
estequiométrico y la recuperación deseada en el destilado para el componente i,
respectivamente; Frr y ��� son el flujo de alimentación y el coeficiente estequiométrico del
componente de referencia para la reacción, respectivamente. Finalmente feqrr es la
conversión de equilibrio promedio entre la sección de rectificación y la sección de

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
64
ibrreqrrr
iibii rFfrFB ,,
−=
νν
∑= −
=−C
i ri
iri zq
1 ,
,1θα
α
∑= −
=C
i ri
riiDDxV
1 ,
,,min θα
α
( )HKLK
LKB
HKB
HKD
LKD
x
x
x
x
N,
,
,
,
,
min log
log
α
=
1minmin −=
D
VR
agotamiento en base al componente de referencia para la reacción. De manera similar se
obtiene un balance de materia para el componente i en la sección de agotamiento de la
columna:
(5.16)
siendo Bi y rd,i el flujo de fondos y la recuperación deseada en fondos para el componente i.
Aplicando los balances de materia anteriores, se plantea utilizar la ecuación de Underwood
en su forma tradicional:
(5.17)
(5.18)
donde ��,� es la volatilidad relativa del componente i con respecto al componente de
referencia, el cual normalmente se toma como el componente más pesado, y � es la raíz de
la ecuación de Underwood. La relación mínima de reflujo se obtiene entonces como:
(5.19)
Para calcular el número mínimo de etapas, se considera una columna de destilación
operando a reflujo infinito, en la cual se lleva a cabo la reacción ��� + ��� ↔ ��� + ���.
Entonces, es de esperarse igualmente que a lo largo de la columna se alcance la conversión
de equilibrio. Así pues, se considera el cálculo del número mínimo de etapas por medio de
la ecuación de Fenske:
(5.20)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
65
−
++−=
+−
5.0min 1
2.117114.54
1exp11 X
X
X
X
N
NN
1min
+−=R
RRX
=T
K r
98.782exp32.2
La ecuación de Fenske requiere las composiciones de domo y fondos deseadas. Así pues, el
cálculo debe hacerse de manera tal que se obtenga el número mínimo de etapas necesario
para alcanzar la conversión de equilibrio. Entonces, los flujos obtenidos para el cálculo de
la relación de reflujo mínimo pueden emplearse también para la ecuación de Fenske.
Finalmente, para obtener el número real de etapas se usó la ecuación de Gilliland:
(5.21)
para la cual:
(5.22)
Con el fin de determinar la capacidad del método presentado anteriormente para obtener
diseños adecuados de columnas de destilación reactiva, se llevaron a cabo pruebas con dos
diferentes mezclas. Una vez que se obtuvieron los resultados del método corto, se
efectuaron simulaciones en Aspen One para evaluar dichos resultados. Para el análisis se
consideró que sólo los componentes clave se distribuyen en la columna, lo cual implica que
solo existe una raíz de Underwood.
Mezcla 1. La primera mezcla estudiada es un sistema cuaternario compuesto por ácido
acético (AAC), metanol (MEOH), metil acetato (MEAC) y agua (H2O) a 1 atm de presión,
propuesto por Huss et.al. (2003). La reacción analizada es la esterificación del ácido acético
para obtener metil acetato, ��� +�� ↔ ��� +�2. La constante de equilibrio de
reacción se obtiene a partir de la siguiente expresión:
(5.23)
donde T está en K. El equilibrio líquido-vapor se calculó por medio de la ecuación de
Wilson, con los parámetros obtenidos de Huss et.al. (2003).

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
66
( )MEOHMEOHMEOHMEOHAACAAC fCfCCC −=−= 1000
( )MEOHMEOHMEOH fCC −= 10
MEOHMEOHMEAC fCC 0=
MEOHMEOHOH fCC 02 =
MEOHAAC
OHMEACr CC
CCK 2=
( )21 MEOH
MEOHr
f
fK
−=
Se considera una alimentación de 280 kmol/h de AAC y 280 kmol/h de MEOH a una
columna reactiva. El corte se efectúa entre el metil acetato y el metanol, con recuperaciones
en el domo de 0.5 y 0.4 para el MEAC y el MEOH, respectivamente. Haciendo un balance
de materia para el ácido acético, considerando al metanol como componente de referencia
para la reacción, se obtiene:
(5.24)
donde ��� es la fracción conversión del metanol y ����� = ���� , puesto que la
alimentación es equimolar. De manera similar para los otros componentes se tiene:
(5.25)
(5.26)
(5.27)
Ahora bien, de la ley de acción de masas:
(5.28)
Efectuando balances de materia para el resto de los componentes, sustituyendo y
rearreglando se obtiene:
(5.29)
A partir de la ecuación (5.29) es posible calcular la fracción conversión en el equilibrio. En
el caso de la columna, se han calculado fracciones conversión para la región de
rectificación y para la región de agotamiento, promediándose posteriormente estos valores.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
67
( )MMMMIBIB fCfCCC −=−= 1000
( )MMM fCC −= 10
MMMTBE fCC 0=
MIB
MTBEr CC
CK =
El valor promedio se ha empleado para efectuar los cálculos de relación mínima de reflujo
y número mínimo de etapas.
Mezcla 2. El segundo caso analizado consiste en un sistema ternario compuesto por
isobuteno (IB), metanol (M) y metil tertbutil éter (MTBE) a 8 atm de presión, tal y como lo
proponen Maier et.al. (2000) para la producción de metil tert-butil éter. La reacción que se
lleva a cabo es � +� ↔ ���. Se empleó una constante de equilibrio Kr = 20, para la
cual no hay formación de azeótropo reactivo.
Se considera una alimentación de 50 kmol/h de IB y 50 kmol/h de M a una columna
reactiva. El equilibrio líquido-vapor se calculó por medio de la ecuación de Wilson, con los
parámetros presentados por Maier et.al. (2000). El corte se efectúa entre el metanol y el
MTBE, con recuperaciones en el domo de 0.6 y 0.4 para el metanol y el MTBE,
respectivamente. El cálculo de la fracción conversión en el equilibrio se efectúa
considerando los balances de materia. Primero, haciendo un balance de materia para el
isobutanol y considerando al metanol como componente de referencia para la reacción, se
obtiene:
(5.30)
donde �� es la fracción conversión del metanol y ���� = ���, puesto que la alimentación
es equimolar. De igual manera para los otros componentes se tiene:
(5.31)
(5.32)
Ahora bien, de la ley de acción de masas:
(5.33)
Sustituyendo los balances de materia y rearreglando se obtiene:
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
68
P
P
x
yK
i
satii
i
ieq Φ
==γ
( )21 MM
Mr
fC
fK
−=
(5.34)
Calculados la relación de reflujo mínima y el número mínimo de etapas, los diseños
obtenidos se prueban en el simulador de procesos Aspen One, tomando la relación de
reflujo igual a la mínima y un número de etapas considerado como infinito. Este valor del
número de etapas se simula a partir del cálculo del número de etapas reales con la ecuación
de Gilliland para un valor de la relación de reflujo muy cercano a la mínima.
5.4. Diseño y optimización de los sistemas reactivos térmicamente
acoplados
Una vez que se tienen los diseños iniciales y que se ha probado el método de diseño para
sistemas de destilación reactiva, se llevó a cabo el diseño y la posterior optimización de la
columna Petlyuk reactiva y la secuencia directa térmicamente acoplada reactiva. Con este
fin se desarrollaron rutinas en el entorno de optimización GAMS® con los sistemas de
ecuaciones que representan los esquemas de destilación anteriormente mencionados. La
mezcla que se consideró contiene los cinco componentes principales presentes en las
columnas: metanol (MEOH), ácido oléico (OLAC), metíl oleato (MEOL), agua (H2O) y
glicerol (GLI). Los cuatro primeros son reactivos y productos en la reacción, mientras que
el glicerol es el remanente de la separación de fases previa a la etapa de esterificación. A
continuación se detallarán las ecuaciones que conforman el modelo de optimización, así
como la estrategia de diseño propuesta.
5.4.1. Equilibrio líquido-vapor
El cálculo del equilibrio líquido-vapor (ELV) se llevó a cabo siguiendo una formulación
phi-gamma (Smith et.al., 2007). Así, las composiciones en las fases se relacionan de la
manera siguiente:
(5.35)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
69
( )
( ) ( )
( )
( )∑
∑
∑
∑∑
∑
=
=
=
==
=
−+=C
jC
kkkj
C
kkjkjk
ijC
kkkj
ijjC
kkki
C
jjjiji
i
xG
Gx
xG
Gx
xG
xG
1
1
1
11
1lnτ
ττ
γ
( )ijijij CG τ−= exp
T
BA ij
ijij +=τ
Poyntsati
ii F
φφ̂=Φ
donde γi es el coeficiente de actividad de la fase líquida, satiP es la presión de saturación,
iΦ es un coeficiente de fugacidad corregido y P es la presión del sistema. En el caso de la
presión de saturación, así como otras propiedades de componente puro, se obtuvieron en el
simulador Aspen One a la presión de operación (7 MPa) para un amplio rango de
temperaturas, ajustándose posteriormente a diversos tipos de curvas con el fin de facilitar la
convergencia de GAMS. Dichos ajustes se presentan en el Apéndice B. El coeficiente de
actividad, como ya se ha mencionado, se calcula por medio de la ecuación NRTL:
(5.36)
Donde:
(5.37)
(5.38)
La temperatura T debe estar en unidades absolutas. En este caso se manejaron grados
Kelvin. Por otra parte, xi es la composición en fase líquida. Los parámetros de interacción
binaria de la ecuación NRTL empleados se obtuvieron de la base de datos de Aspen One, y
se presentan en la Tabla 5.6 y 5.7. El parámetro Cij toma un valor de 0.3 para todos los
casos. El cálculo de iΦ se lleva a cabo de la siguiente manera:
(5.39)
Donde iφ̂ es el coeficiente de fugacidad molar parcial del componente i en solución, sat
iφ es
el coeficiente de fugacidad en la saturación y FPoynt es el factor de Poynting. Tanto satiφ
como FPoynt han sido ajustados a curvas.
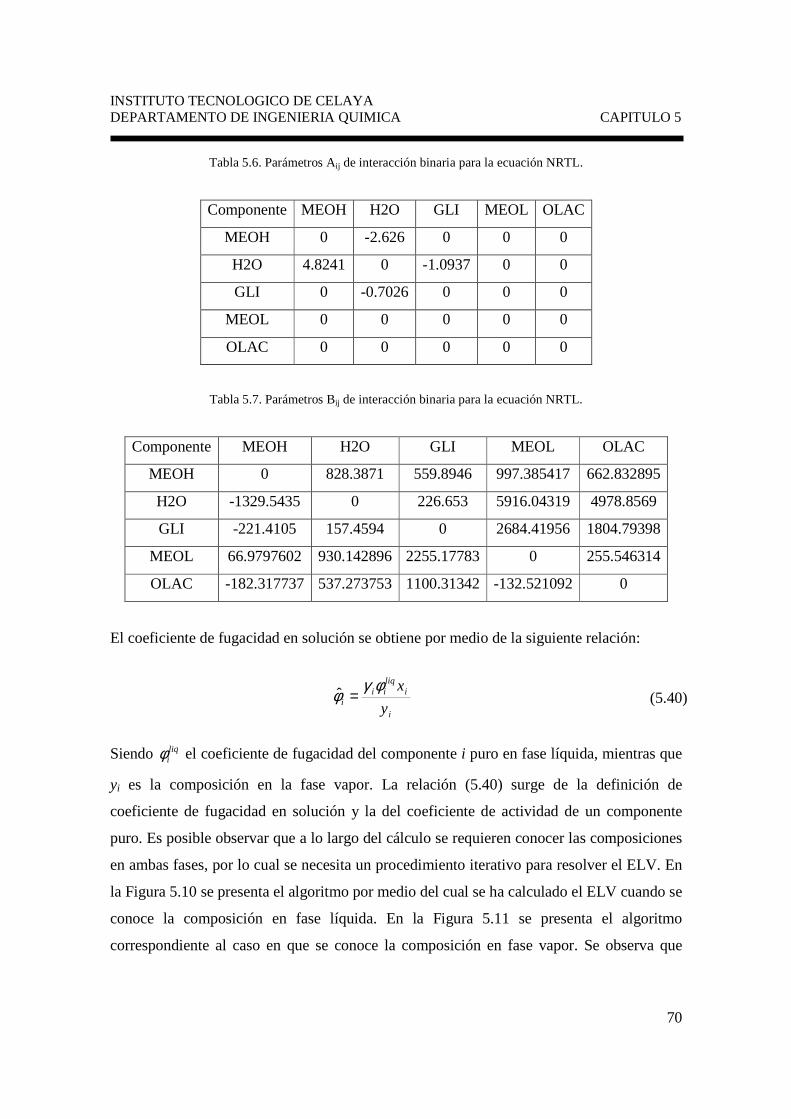
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
70
i
iliqii
i y
xφγφ =ˆ
Tabla 5.6. Parámetros Aij de interacción binaria para la ecuación NRTL.
Componente MEOH H2O GLI MEOL OLAC
MEOH 0 -2.626 0 0 0
H2O 4.8241 0 -1.0937 0 0
GLI 0 -0.7026 0 0 0
MEOL 0 0 0 0 0
OLAC 0 0 0 0 0
Tabla 5.7. Parámetros Bij de interacción binaria para la ecuación NRTL.
Componente MEOH H2O GLI MEOL OLAC
MEOH 0 828.3871 559.8946 997.385417 662.832895
H2O -1329.5435 0 226.653 5916.04319 4978.8569
GLI -221.4105 157.4594 0 2684.41956 1804.79398
MEOL 66.9797602 930.142896 2255.17783 0 255.546314
OLAC -182.317737 537.273753 1100.31342 -132.521092 0
El coeficiente de fugacidad en solución se obtiene por medio de la siguiente relación:
(5.40)
Siendo liqiφ el coeficiente de fugacidad del componente i puro en fase líquida, mientras que
yi es la composición en la fase vapor. La relación (5.40) surge de la definición de
coeficiente de fugacidad en solución y la del coeficiente de actividad de un componente
puro. Es posible observar que a lo largo del cálculo se requieren conocer las composiciones
en ambas fases, por lo cual se necesita un procedimiento iterativo para resolver el ELV. En
la Figura 5.10 se presenta el algoritmo por medio del cual se ha calculado el ELV cuando se
conoce la composición en fase líquida. En la Figura 5.11 se presenta el algoritmo
correspondiente al caso en que se conoce la composición en fase vapor. Se observa que
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
71
ambos algoritmos son similares dado que se determinan valores iniciales para todas las
variables.
Dado que la composición y las condiciones de temperatura en el domo, fondos y producto
lateral son fijadas para efectuar el diseño, se puede suponer que el valor de las constantes
de equilibrio en esas regiones de las columnas permanece constante. Así pues, esos valores
se tomaron de Aspen One y se mantuvieron fijos. Sin embargo, es de esperarse que el
equilibrio líquido vapor se modifique en los flujos de interconexión, puesto que uno de los
principales grados de libertad en el sistema es precisamente el valor de dichos flujos. Así
pues, el ELV se ha calculado para las diferentes composiciones de los flujos de
interconexión.
5.4.2. Balances de materia
Con el fin de determinar la distribución de los componentes a lo largo de las columnas se
llevaron a cabo los balances de materia apropiados. Los resultados de los balances, por
supuesto, deben concordar con los correspondientes a las simulaciones preliminares con el
fin de que los diseños obtenidos con el método corto sean comparables con aquellos
obtenidos por la simulación rigurosa. Para calcular la distribución de los componentes, se
han dividido las columnas en diferentes secciones, tal como se muestra en la Figura 5.12.
Considerando los resultados obtenidos en las simulaciones presentadas en la sección 5.2, se
decidió mantener fijas las alimentaciones de reactivos en los extremos de la columna; es
decir, se mantuvieron fijas la alimentación de ácido oléico por la parte superior y la de
metanol por la parte inferior de la columna. De otra manera se presentan problemas de
secado en las etapas de la columna. Así, en el caso de la columna Petlyuk se presentan 3
secciones: la sección 1, correspondiente al prefraccionador; la sección 2, que es la región no
reactiva de la columna principal; y finalmente la sección 3, que corresponde a la región
donde se lleva a cabo la reacción. Pueden observarse claramente dos alimentaciones a cada
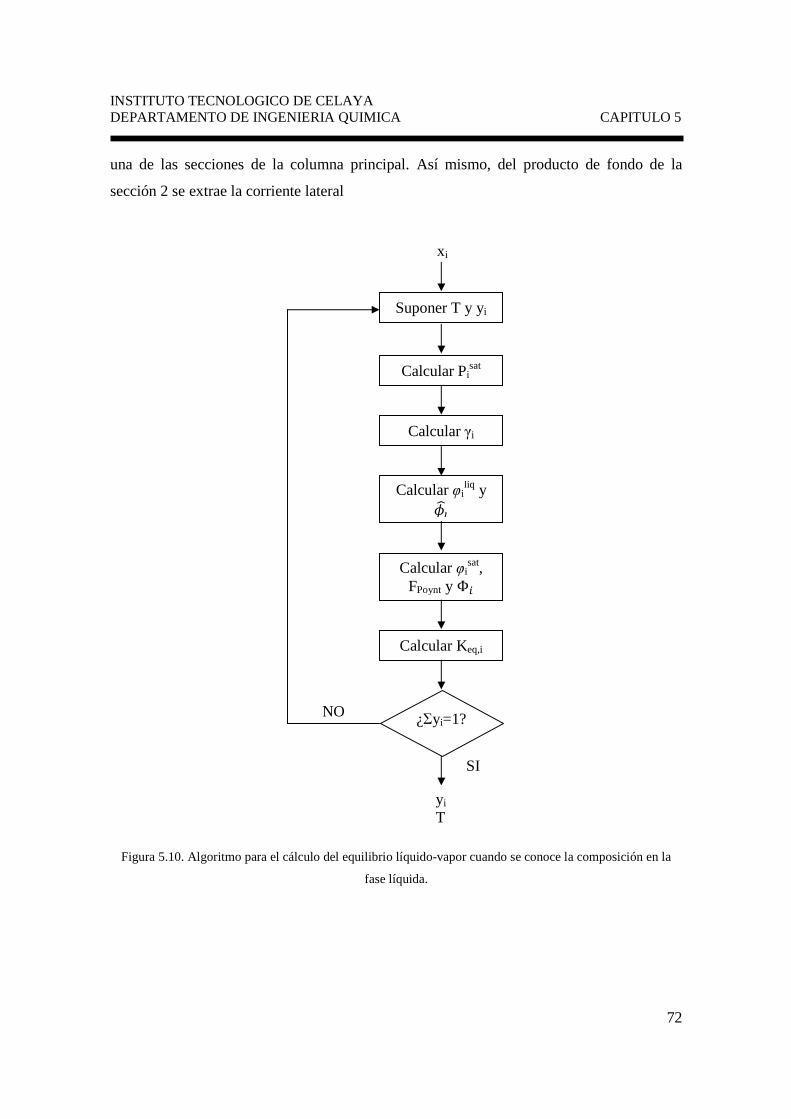
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
72
una de las secciones de la columna principal. Así mismo, del producto de fondo de la
sección 2 se extrae la corriente lateral
Figura 5.10. Algoritmo para el cálculo del equilibrio líquido-vapor cuando se conoce la composición en la
fase líquida.
NO
xi
Suponer T y yi
Calcular Pisat
Calcular γi
Calcular φiliq y
� �
Calcular φisat,
FPoynt y Φ�
Calcular Keq,i
¿Σyi=1?
SI
yi T
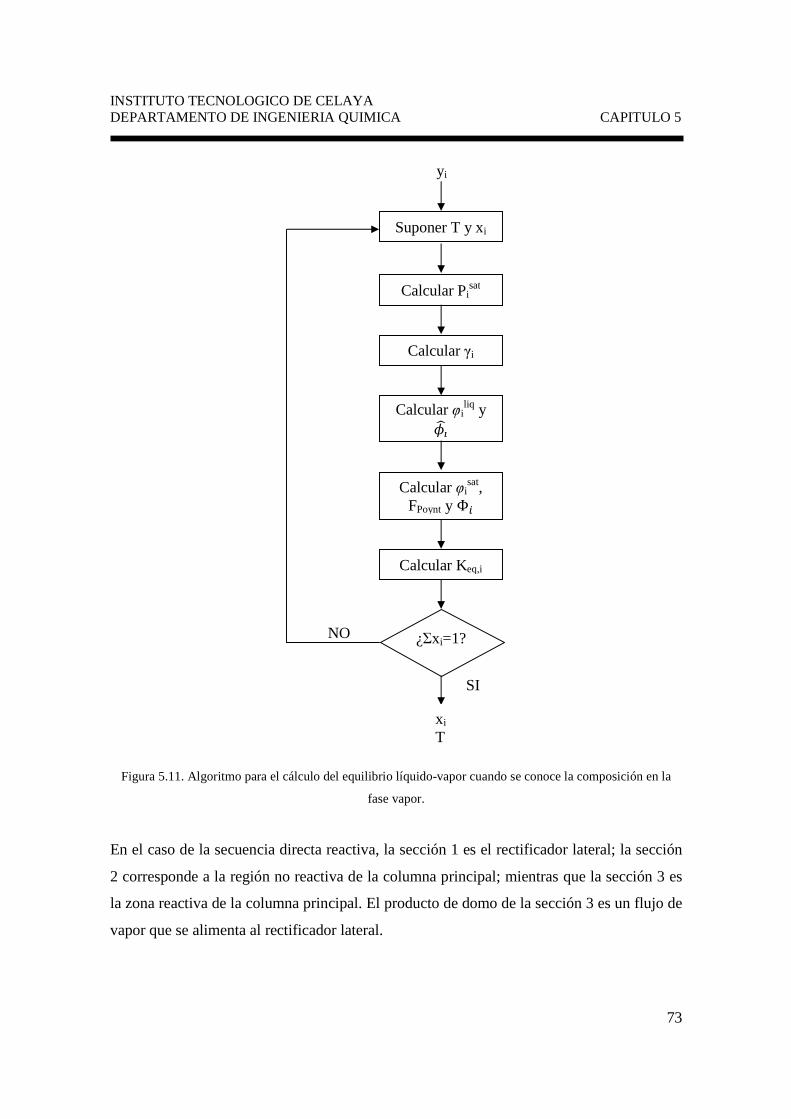
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
73
Figura 5.11. Algoritmo para el cálculo del equilibrio líquido-vapor cuando se conoce la composición en la
fase vapor.
En el caso de la secuencia directa reactiva, la sección 1 es el rectificador lateral; la sección
2 corresponde a la región no reactiva de la columna principal; mientras que la sección 3 es
la zona reactiva de la columna principal. El producto de domo de la sección 3 es un flujo de
vapor que se alimenta al rectificador lateral.
NO
yi
Suponer T y xi
Calcular Pisat
Calcular γi
Calcular φiliq y
� �
Calcular φisat,
FPoynt y Φ�
Calcular Keq,i
¿Σxi=1?
SI
xi T
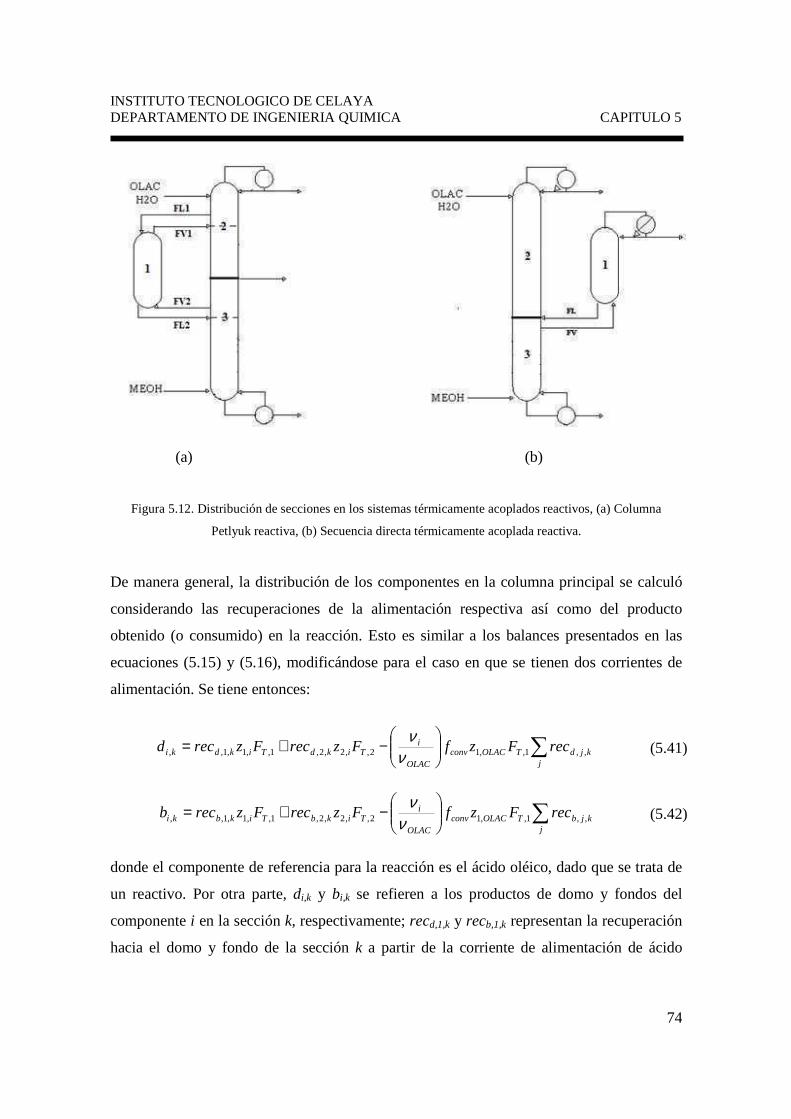
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
74
∑
−+=
jkjdTOLACconv
OLAC
iTikdTikdki recFzfFzrecFzrecd ,,1,,12,,2,2,1,,1,1,, ν
ν
∑
−+=
jkjbTOLACconv
OLAC
iTikbTikbki recFzfFzrecFzrecb ,,1,,12,,2,2,1,,1,1,, ν
ν
(a) (b)
Figura 5.12. Distribución de secciones en los sistemas térmicamente acoplados reactivos, (a) Columna
Petlyuk reactiva, (b) Secuencia directa térmicamente acoplada reactiva.
De manera general, la distribución de los componentes en la columna principal se calculó
considerando las recuperaciones de la alimentación respectiva así como del producto
obtenido (o consumido) en la reacción. Esto es similar a los balances presentados en las
ecuaciones (5.15) y (5.16), modificándose para el caso en que se tienen dos corrientes de
alimentación. Se tiene entonces:
(5.41)
(5.42)
donde el componente de referencia para la reacción es el ácido oléico, dado que se trata de
un reactivo. Por otra parte, di,k y bi,k se refieren a los productos de domo y fondos del
componente i en la sección k, respectivamente; recd,1,k y recb,1,k representan la recuperación
hacia el domo y fondo de la sección k a partir de la corriente de alimentación de ácido
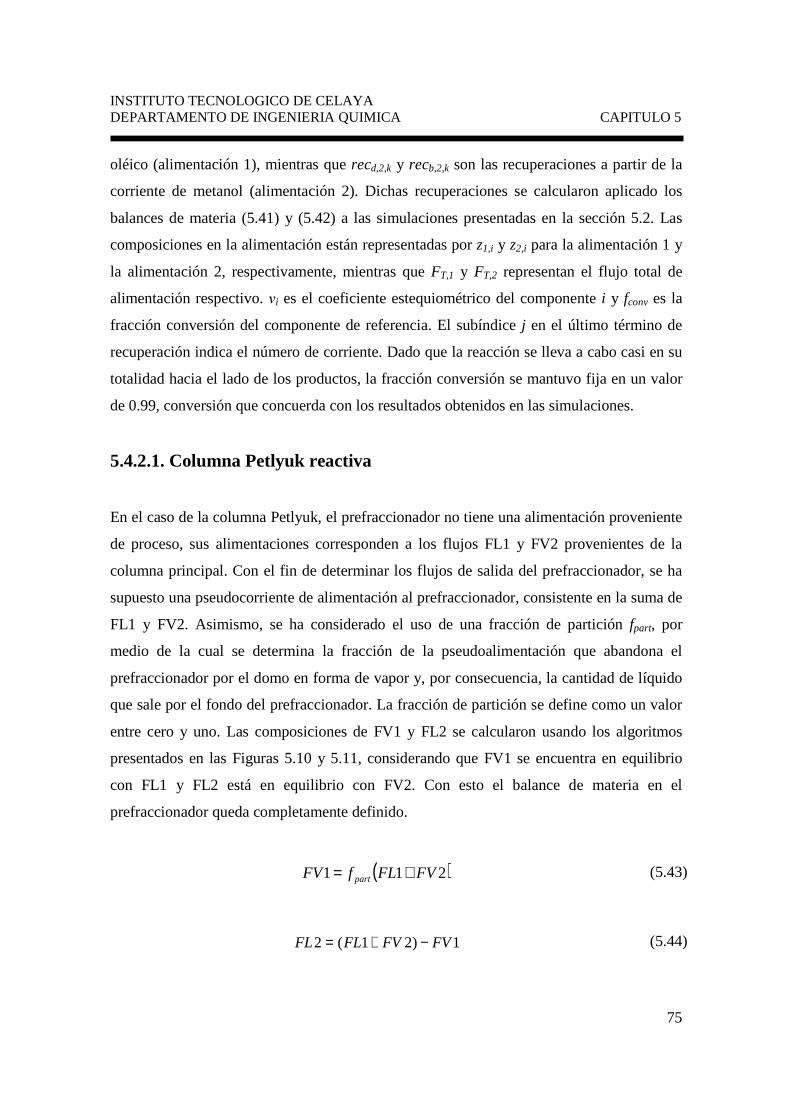
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
75
( )211 FVFLfFV part +=
1)21(2 FVFVFLFL −+=
oléico (alimentación 1), mientras que recd,2,k y recb,2,k son las recuperaciones a partir de la
corriente de metanol (alimentación 2). Dichas recuperaciones se calcularon aplicado los
balances de materia (5.41) y (5.42) a las simulaciones presentadas en la sección 5.2. Las
composiciones en la alimentación están representadas por z1,i y z2,i para la alimentación 1 y
la alimentación 2, respectivamente, mientras que FT,1 y FT,2 representan el flujo total de
alimentación respectivo. νi es el coeficiente estequiométrico del componente i y fconv es la
fracción conversión del componente de referencia. El subíndice j en el último término de
recuperación indica el número de corriente. Dado que la reacción se lleva a cabo casi en su
totalidad hacia el lado de los productos, la fracción conversión se mantuvo fija en un valor
de 0.99, conversión que concuerda con los resultados obtenidos en las simulaciones.
5.4.2.1. Columna Petlyuk reactiva
En el caso de la columna Petlyuk, el prefraccionador no tiene una alimentación proveniente
de proceso, sus alimentaciones corresponden a los flujos FL1 y FV2 provenientes de la
columna principal. Con el fin de determinar los flujos de salida del prefraccionador, se ha
supuesto una pseudocorriente de alimentación al prefraccionador, consistente en la suma de
FL1 y FV2. Asimismo, se ha considerado el uso de una fracción de partición fpart, por
medio de la cual se determina la fracción de la pseudoalimentación que abandona el
prefraccionador por el domo en forma de vapor y, por consecuencia, la cantidad de líquido
que sale por el fondo del prefraccionador. La fracción de partición se define como un valor
entre cero y uno. Las composiciones de FV1 y FL2 se calcularon usando los algoritmos
presentados en las Figuras 5.10 y 5.11, considerando que FV1 se encuentra en equilibrio
con FL1 y FL2 está en equilibrio con FV2. Con esto el balance de materia en el
prefraccionador queda completamente definido.
(5.43)
(5.44)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
76
rDFVFL −=
( )DRV col 1+=
∑=
= NC
idcriid
dcriidiVd
x
xy
1,,,
,,,,
α
α
5.4.2.2. Secuencia directa térmicamente acoplada reactiva
En el caso de la secuencia directa térmicamente acoplada reactiva, se llevaron a cabo
balances de materia semejantes a (5.41), empleando valores de recuperación para el
rectificador lateral. El balance de materia global para el rectificador resulta sencillo, puesto
que se conoce el flujo de vapor que alimenta, el cual es el producto de domo de la sección 3
de la columna principal. Así, se tiene:
(5.45)
Donde FV y FL son los flujos de interconexión en fase vapor y fase líquida,
respectivamente, y Dr es el flujo en el domo del rectificador lateral. Las composiciones de
FL se calculan siguiendo el algoritmo presentado en la Figura 5.11, considerando que FL se
encuentra en equilibrio con FV.
5.4.2.3. Cálculo del consumo de energía en el condensador
Con el fin de determinar el consumo de energía en el condensador de la columna principal,
es necesario conocer el flujo de vapor V que ha de alimentarse al condensador. Efectuando
un balance de materia en dicho equipo se tiene que:
(5.46)
Asimismo, se debe conocer la composición de V para determinar el calor latente de esta
corriente. Dicha composición se obtiene a partir de los conceptos básicos del equilibrio
líquido-vapor:
(5.47)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
77
donde yvd,i es la composición de i en el vapor que entra al condensador, ��,�,� es la
volatilidad relativa de i con respecto al componente de referencia r en el domo de la
columna y xd,i es la composición en fase líquida del destilado. La sumatoria se emplea para
normalizar las composiciones.
5.4.3. Ecuaciones de diseño
Como se ha mencionado con anterioridad, el diseño de las columnas térmicamente
acopladas reactivas se llevará a cabo empleando las ecuaciones de Underwood, Fenske y
Gilliland. Sin embargo, el diseño de este tipo de sistemas no resulta tan directo debido al
aumento en cuanto al número de alimentaciones a las columnas. La metodología aquí
presentada se basa en la propuesta por Sotudeh y Shahraki (2007) para una columna
Petlyuk no reactiva. Se llevaron a cabo modificaciones a dicha metodología con el fin de
adaptarla a la columna Petlyuk reactiva y a la secuencia directa térmicamente acoplada
reactiva.
5.4.3.1. Columna Petlyuk reactiva
En la Figura 5.13 se muestra un diagrama detallado de la columna Petlyuk reactiva, con el
fin de ilustrar el método de diseño empleado. De acuerdo con Sotudeh y Shahraki (2007), el
flujo mínimo de vapor puede presentarse en cualquiera de las secciones en las que se ha
dividido la columna. Asimismo, se debe seleccionar el mayor valor de entre todos los flujos
mínimos calculados con el fin de asegurar que la separación deseada para cada sección se
lleve a cabo de manera simultánea. Así pues, se llevó a cabo el cálculo de Vmin,1, Vmin,2 y
�����,� empleando la ecuación de Underwood y los balances de materia presentados con
anterioridad. Se ha utilizado en las ecuaciones (5.17) y (5.18) la media aritmética de los
valores de volatilidad relativa en el domo y el fondo de cada sección.
En el caso del prefraccionador (Sección 1), se ha tomado al metil oleato como componente
de referencia para el cálculo de la volatilidad relativa. Como se ha mencionado con
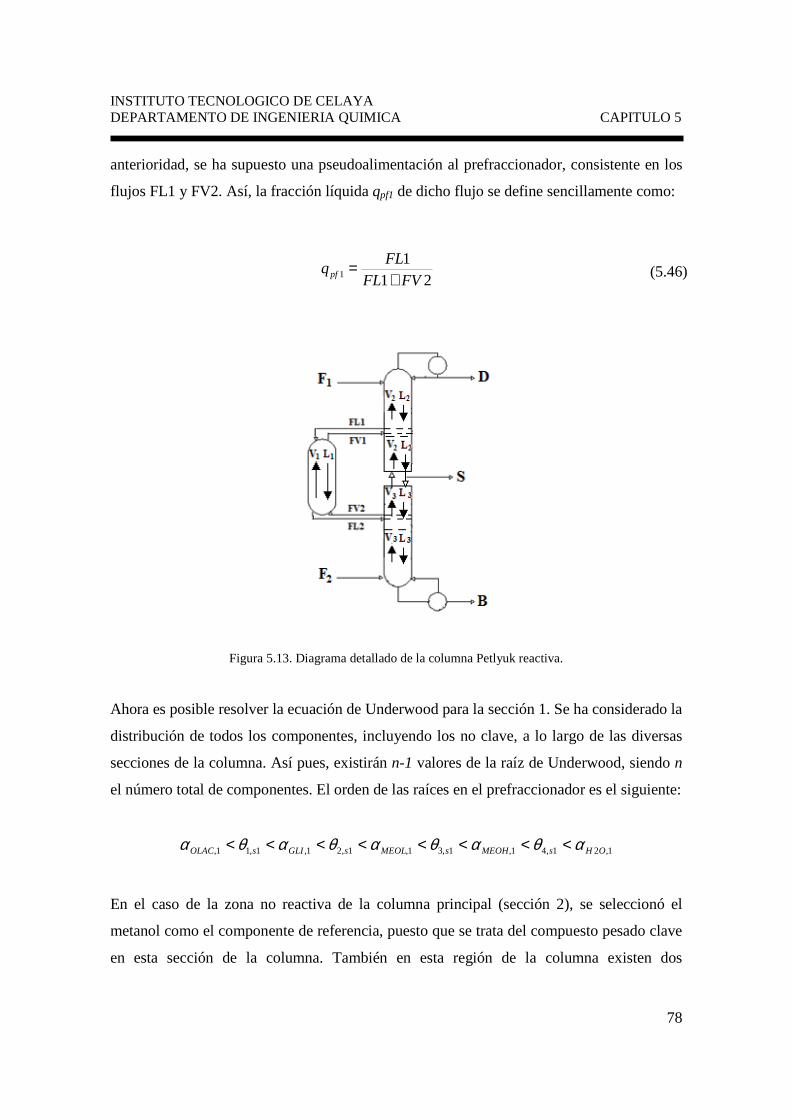
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
78
211
1 FVFL
FLqpf +
=
anterioridad, se ha supuesto una pseudoalimentación al prefraccionador, consistente en los
flujos FL1 y FV2. Así, la fracción líquida qpf1 de dicho flujo se define sencillamente como:
(5.46)
Figura 5.13. Diagrama detallado de la columna Petlyuk reactiva.
Ahora es posible resolver la ecuación de Underwood para la sección 1. Se ha considerado la
distribución de todos los componentes, incluyendo los no clave, a lo largo de las diversas
secciones de la columna. Así pues, existirán n-1 valores de la raíz de Underwood, siendo n
el número total de componentes. El orden de las raíces en el prefraccionador es el siguiente:
1,21,41,1,31,1,21,1,11, OHsMEOHsMEOLsGLIsOLAC αθαθαθαθα <<<<<<<<
En el caso de la zona no reactiva de la columna principal (sección 2), se seleccionó el
metanol como el componente de referencia, puesto que se trata del compuesto pesado clave
en esta sección de la columna. También en esta región de la columna existen dos

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
79
11
12 FVF
Fqpf +
=
22
23 FLF
Fqpf +
=
{ }333min,2min,min, )1(,max pfpfPetlyuk FqVVV −+=
alimentaciones, la corriente F1 que contiene principalmente ácido oléico y agua; y el flujo
de interconexión FV1. Dado que la ecuación de Underwood considera solamente un flujo
de alimentación, se ha considerado, de manera similar que lo ocurrido con el
prefraccionador, la existencia de una pseudocorriente de alimentación a la sección 2, con un
flujo total resultante de la suma de F1 y FV1 y una fracción líquida qpf2 dada por:
(5.47)
Debido a los cambios que se presentan en la composición y temperatura en las diferentes
secciones, el orden de volatilidades no es necesariamente el mismo. En el caso de la
sección no reactiva de la columna principal se tiene:
2,22,42,2,32,2,22,2,12, OHsMEOHsMEOLsOLACsGLI αθαθαθαθα <<<<<<<<
Para la sección reactiva de la columna principal (sección 3) se consideró al glicerol como el
componente de referencia. Asimismo, se ha supuesto la existencia de una pseudocorriente
de alimentación formada por el flujo de metanol, F2, y la corriente de interconexión FL2.
La fracción líquida qpf3 de esta corriente está dada por:
(5.48)
El orden de volatilidades relativas para la sección 3 está dado de la siguiente manera:
3,23,43,3,33,3,23,3,13, OHsMEOHsGLIsMEOLsOLAC αθαθαθαθα <<<<<<<<
De manera similar a lo establecido por Halvorsen et.al. (2003), el flujo mínimo de vapor se
ha de seleccionar de manera que:
(5.49)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
80
206.02
,
,
,
,
=
D
B
x
x
z
z
N
N
DHK
BLK
FLK
FHK
S
R
A partir de lo cual es posible calcular la relación mínima de reflujo por medio de la
ecuación (5.19).
Una vez obtenida la relación de reflujo mínimo, se lleva a cabo el cálculo del número
mínimo de etapas para las 3 secciones de la secuencia por medio de la ecuación de Fenske.
Dado que los componentes con mayor presencia en el prefraccionador y en la sección no
reactiva de la columna principal son agua y metanol, se tomaron éstos como componente
ligero clave (LK) y pesado clave (HK), respectivamente. En el caso de la sección reactiva,
donde se encuentran los componentes más pesados, se ha considerado el metanol como
ligero clave y el glicerol como pesado clave.
Habiendo calculado el número mínimo de etapas, es necesario obtener un estimado del
número real de etapas necesario para efectuar la separación deseada. Con este fin se ha
empleado la ecuación de Gilliland. Para determinar la relación de reflujo real se ha
utilizado un factor facrd que multiplica la relación mínima de reflujo para determinar el
valor de la relación real. Este factor se presenta como uno de los principales grados de
libertad del sistema, junto con el factor de partición, puesto que no hay manera de
determinarlos y deben ser establecidos de manera tal que cumplan con una función objetivo
dada.
Como un paso final en el diseño del sistema, es necesario conocer la ubicación de los flujos
de interconexión. En sistemas de destilación no reactiva la etapa de alimentación a una
columna suele determinarse por medio de la ecuación de Kirkbride. Para los sistemas aquí
analizados se decidió probar dicha alternativa:
(5.50)
Donde NR es el número de etapas por encima de la alimentación y NS es el número de
etapas por debajo de la alimentación. Ahora bien, dado que, como se ha mencionado con
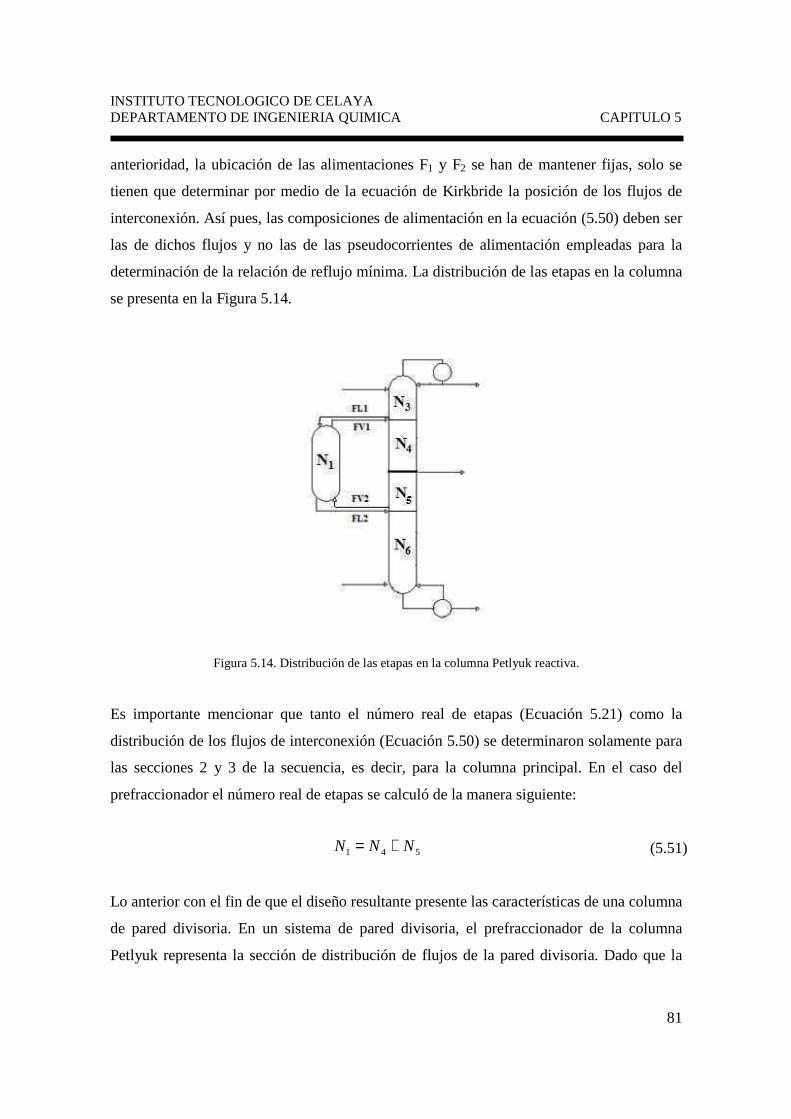
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
81
541 NNN +=
anterioridad, la ubicación de las alimentaciones F1 y F2 se han de mantener fijas, solo se
tienen que determinar por medio de la ecuación de Kirkbride la posición de los flujos de
interconexión. Así pues, las composiciones de alimentación en la ecuación (5.50) deben ser
las de dichos flujos y no las de las pseudocorrientes de alimentación empleadas para la
determinación de la relación de reflujo mínima. La distribución de las etapas en la columna
se presenta en la Figura 5.14.
Figura 5.14. Distribución de las etapas en la columna Petlyuk reactiva.
Es importante mencionar que tanto el número real de etapas (Ecuación 5.21) como la
distribución de los flujos de interconexión (Ecuación 5.50) se determinaron solamente para
las secciones 2 y 3 de la secuencia, es decir, para la columna principal. En el caso del
prefraccionador el número real de etapas se calculó de la manera siguiente:
(5.51)
Lo anterior con el fin de que el diseño resultante presente las características de una columna
de pared divisoria. En un sistema de pared divisoria, el prefraccionador de la columna
Petlyuk representa la sección de distribución de flujos de la pared divisoria. Dado que la
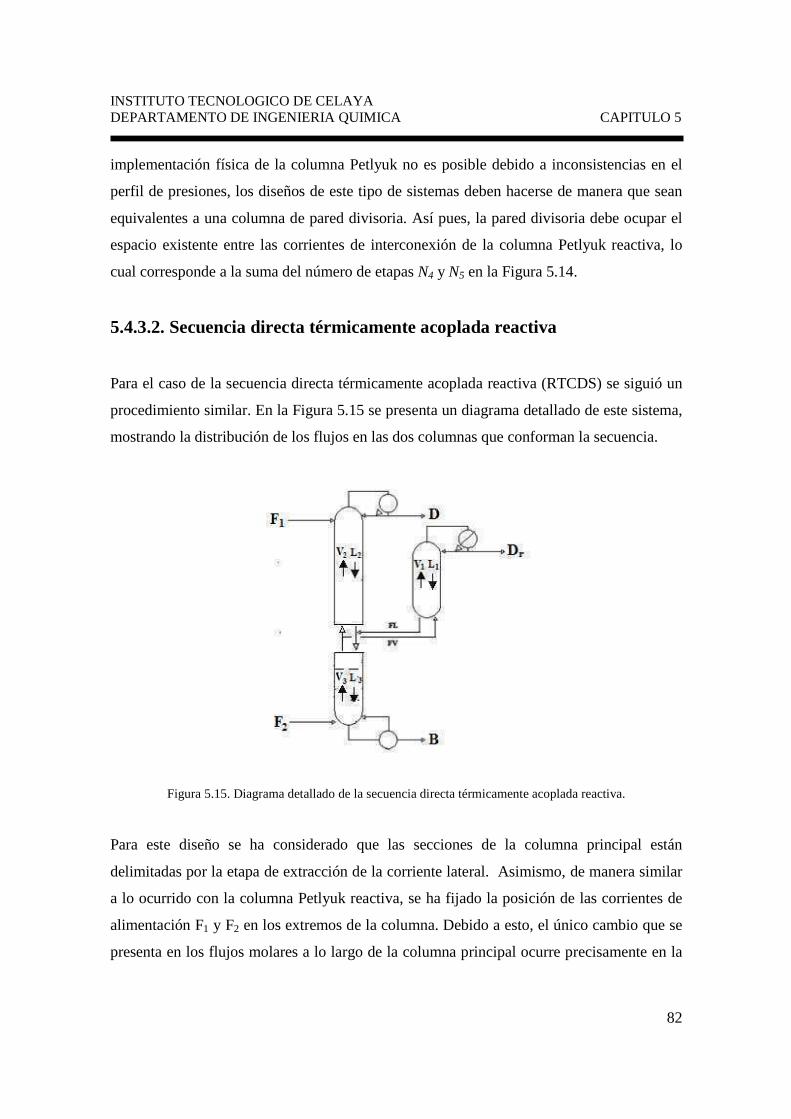
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
82
implementación física de la columna Petlyuk no es posible debido a inconsistencias en el
perfil de presiones, los diseños de este tipo de sistemas deben hacerse de manera que sean
equivalentes a una columna de pared divisoria. Así pues, la pared divisoria debe ocupar el
espacio existente entre las corrientes de interconexión de la columna Petlyuk reactiva, lo
cual corresponde a la suma del número de etapas N4 y N5 en la Figura 5.14.
5.4.3.2. Secuencia directa térmicamente acoplada reactiva
Para el caso de la secuencia directa térmicamente acoplada reactiva (RTCDS) se siguió un
procedimiento similar. En la Figura 5.15 se presenta un diagrama detallado de este sistema,
mostrando la distribución de los flujos en las dos columnas que conforman la secuencia.
Figura 5.15. Diagrama detallado de la secuencia directa térmicamente acoplada reactiva.
Para este diseño se ha considerado que las secciones de la columna principal están
delimitadas por la etapa de extracción de la corriente lateral. Asimismo, de manera similar
a lo ocurrido con la columna Petlyuk reactiva, se ha fijado la posición de las corrientes de
alimentación F1 y F2 en los extremos de la columna. Debido a esto, el único cambio que se
presenta en los flujos molares a lo largo de la columna principal ocurre precisamente en la

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
83
FLF
FLqpf +
=2
3
región donde se presenta el flujo de interconexión. Entonces, por medio de la ecuación de
Underwood se calcularon valores para Vmin,1, Vmin,2 y �����,� , con el auxilio de los balances
de materia presentados en la sección 5.3.2.
En el caso de la sección no reactiva de la columna principal (Sección 2), se ha tomado al
metanol como componente de referencia para el cálculo de la volatilidad relativa. La única
alimentación que entra a esa sección es la corriente F1, la cual se encuentra en fase líquida.
En esta sección las volatilidades se presentan en el siguiente orden:
2,22,42,2,32,2,22,2,12, OHsMEOHsMEOLsOLACsGLI αθαθαθαθα <<<<<<<<
En el caso de la sección reactiva de la columna principal (Sección 3), el componente
considerado como referencia ha sido el metil oleato. Dado que a sección es alimentada la
corriente de metanol y la corriente líquida proveniente del rectificador lateral, se ha
considerado, con fines de cálculo, una pseudocorriente de alimentación compuesta por los
flujos F2 y FL, con una fracción líquida qpf3 dada por:
(5.52)
Para la sección 3 el orden de las volatilidades relativas es el siguiente:
3,23,43,3,33,3,23,3,13, OHsMEOHsGLIsMEOLsOLAC αθαθαθαθα <<<<<<<<
Para el rectificador lateral (Sección 1) se consideró al metanol como el componente de
referencia para el cálculo de la volatilidad relativa. En este caso la alimentación es la
corriente FV, con una fracción líquida igual a cero. El orden de volatilidades se presenta a
continuación:
1,21,41,1,31,1,21,1,11, OHsMEOHsMEOLsGLIsOLAC αθαθαθαθα <<<<<<<<

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
84
( ){ }333min,2min,)(min, 1,max pfpfprincRTCDS FqVVV −+=
1min,)(min, VV rectRTCDS =
Dado que en este sistema se cuenta con dos condensadores, se requiere calcular dos valores
para la relación de reflujo mínima. Para la columna principal, el flujo mínimo de vapor
estará dado por:
(5.53)
y para el rectificador lateral:
(5.54)
Con esto es posible obtener valores para la relación mínima de reflujo. A continuación se
efectúa el cálculo del número mínimo de etapas usando la ecuación de Fenske. Se ha
considerado al agua como componente ligero clave y al metanol como pesado clave tanto
en la sección no reactiva de la columna principal como en el rectificador lateral. En el caso
de la sección reactiva, se ha seleccionado al metanol como componente ligero clave y al
glicerol como pesado clave. De manera similar a lo realizado con la columna Petlyuk
reactiva, el cálculo del número real de etapas se ha efectuado por medio de la ecuación de
Gilliland. La relación de reflujo real se ha determinado por medio de los factores facrdc y
facrdcsr, los cuales multiplican la relación mínima de reflujo para la columna principal y el
rectificador lateral, respectivamente. Ambos factores son los principales grados de libertad
de este sistema. Ahora bien, como puede observarse en la Figura 5.16, la distribución de las
secciones está totalmente determinada, puesto que el flujo de interconexión se ha
considerado ubicado en el límite entre la sección 2 y la sección 3 y, por otra parte, las
corrientes de alimentación F1 y F2 han sido fijadas. Así pues, resulta innecesario el uso de la
ecuación de Kirkbride.
5.4.4. Balances de energía
Con el fin de determinar el consumo de energía en los esquemas estudiados, se llevaron a
cabo los balances de calor necesarios.
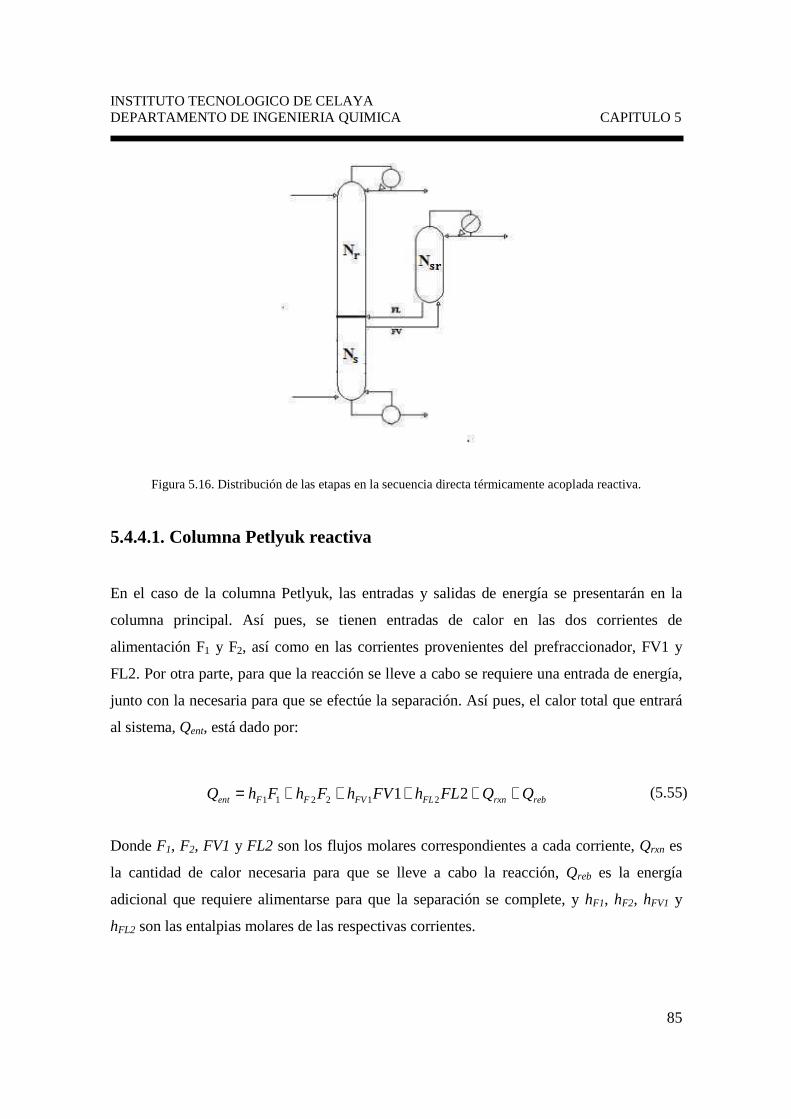
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
85
rebrxnFLFVFFent QQFLhFVhFhFhQ +++++= 21 212211
Figura 5.16. Distribución de las etapas en la secuencia directa térmicamente acoplada reactiva.
5.4.4.1. Columna Petlyuk reactiva
En el caso de la columna Petlyuk, las entradas y salidas de energía se presentarán en la
columna principal. Así pues, se tienen entradas de calor en las dos corrientes de
alimentación F1 y F2, así como en las corrientes provenientes del prefraccionador, FV1 y
FL2. Por otra parte, para que la reacción se lleve a cabo se requiere una entrada de energía,
junto con la necesaria para que se efectúe la separación. Así pues, el calor total que entrará
al sistema, Qent, está dado por:
(5.55)
Donde F1, F2, FV1 y FL2 son los flujos molares correspondientes a cada corriente, Qrxn es
la cantidad de calor necesaria para que se lleve a cabo la reacción, Qreb es la energía
adicional que requiere alimentarse para que la separación se complete, y hF1, hF2, hFV1 y
hFL2 son las entalpias molares de las respectivas corrientes.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
86
1, FfzhQ OLACOLAC
iirxnrxn
=
νν
CONDFVFLBSDsal QFVhFLhBhShDhQ +++++= 21 21
∑=
=NC
iiVdiCOND yVQ
1,λ
Los valores de las entalpias se obtuvieron del simulador Aspen One y posteriormente se
ajustaron a curvas (ver Apéndice B). El calor de reacción se obtiene de la siguiente manera:
(5.56)
donde hrxn,i es la entalpia de la reacción con respecto a un componente i y f es la fracción
conversión. Asimismo, se ha tomado al ácido oléico como el componente de referencia
para la reacción. El valor de hrxn,i se ha calculado a partir de las simulaciones en Aspen One
para reactores de equilibrio, considerando i como el propio ácido oléico. En este caso la
selección de este componente carece de relevancia puesto que todos los compuestos
involucrados en la reacción tienen el mismo coeficiente estequiométrico. Así, se ha
obtenido que hrxn,i = 41573.23 kJ/kmol de ácido oléico.
Las salidas de energía del sistema corresponden a las corrientes de domo, lateral y fondos,
así como a los flujos de interconexión FL1 y FV2. Existirá una liberación de energía
térmica en el condensador. Por tanto, el flujo total de energía que sale del sistema, Qsal, está
dado por:
(5.57)
Donde D, S, B, FL1 y FV2 son los flujos molares correspondientes al producto de domo,
lateral y fondos, así como a las respectivas corrientes de interconexión. Por otra parte, hD,
hS, hB, hFL1 y hFV2 son las entalpías molares de cada corriente, mientras que QCOND es el
calor que se retira del condensador, el cual está dado por:
(5.58)

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
87
salent QQ =
( )rxnFLFVFFsalreb QFLhFVhFhFhQQ ++++−= 21 212211
rebrxnFLFFent QQFLhFhFhQ ++++= 21 21
CONDFVBDsal QFVhBhDhQ +++=
Siendo λi el calor de vaporización del componente i, xDi la composición en el destilado del
componente i y D el flujo total de destilado. Si el sistema opera en estado estacionario,
entonces:
(5.59)
de donde:
(5.60)
A partir de la ecuación (5.60) es posible evaluar la cantidad de energía que ha de
alimentarse al rehervidor de la columna.
5.4.4.2. Secuencia directa térmicamente acoplada reactiva
Los balances de energía para la RTCDS son muy similares. El sistema al cual se aplican los
balances es la columna principal. La entrada de energía está dada por las dos corrientes de
alimentación, F1 y F2, así como por el flujo de interconexión FL y los requerimientos Qrxn y
Qreb. Entonces, la entrada total de calor al sistema está dada por:
(5.61)
Por otra parte, las salidas de energía corresponden a las corrientes de domo y fondos, así
como la corriente de interconexión FV y la energía liberada en el condensador, QCOND. Asi,
la salida total de calor del sistema está dada por:
(5.62)
Es importante resaltar que el calor retirado del condensador del rectificador lateral no sale
del sistema bajo análisis (la columna principal), por lo cual no se considera dentro del
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
88
Qxg
Rxf
ts
x
>=
)(
)(
..
min
( )rxnFLFFsalreb QFLhFhFhQQ +++−= 2211
balance de energía. Teniendo en consideración los balances previos, el requerimiento
energético del sistema RTCDS está dado por:
(5.63)
5.4.5. Planteamiento del modelo y su optimización.
Una vez determinado el sistema de ecuaciones que gobernará cada sistema a estudiar, se
lleva a cabo la programación de los modelos en GAMS. Dada la no linealidad de las
ecuaciones que representan el equilibrio líquido-vapor, así como de las ecuaciones de
diseño, el problema se plantea como de programación no lineal (NLP). Así mismo, debido
a la naturaleza mixta entera del sistema, principalmente respecto al número de etapas, es
posible pensar en el uso de programación mixta entera no lineal; sin embargo el uso de
dicho tipo de técnicas complicaría sobremanera la solución. No obstante, el uso de las
ecuaciones de Fenske-Underwood-Gilliland permite tratar el número de etapas como
variables continuas, por lo que en este trabajo se emplea programación no lineal, con lo
cual el problema se plantea de manera general como:
(5.64)
Donde x es la función objetivo del sistema, f(x) son restricciones en forma de igualdad y g(x)
son restricciones en forma de desigualdad. Se han establecido dos métodos para resolver el
problema dado por (5.64). En el primer método, el sistema de ecuaciones es resuelto de
forma simultánea en GAMS, siendo entonces las restricciones f(x) y g(x) las dadas por el
sistema de ecuaciones que se ha analizado en secciones anteriores, es decir, las ecuaciones
de cálculo del ELV, los balances de materia, las ecuaciones de diseño y los balances de
energía. En el segundo método, en una primera etapa se busca resolver solamente los
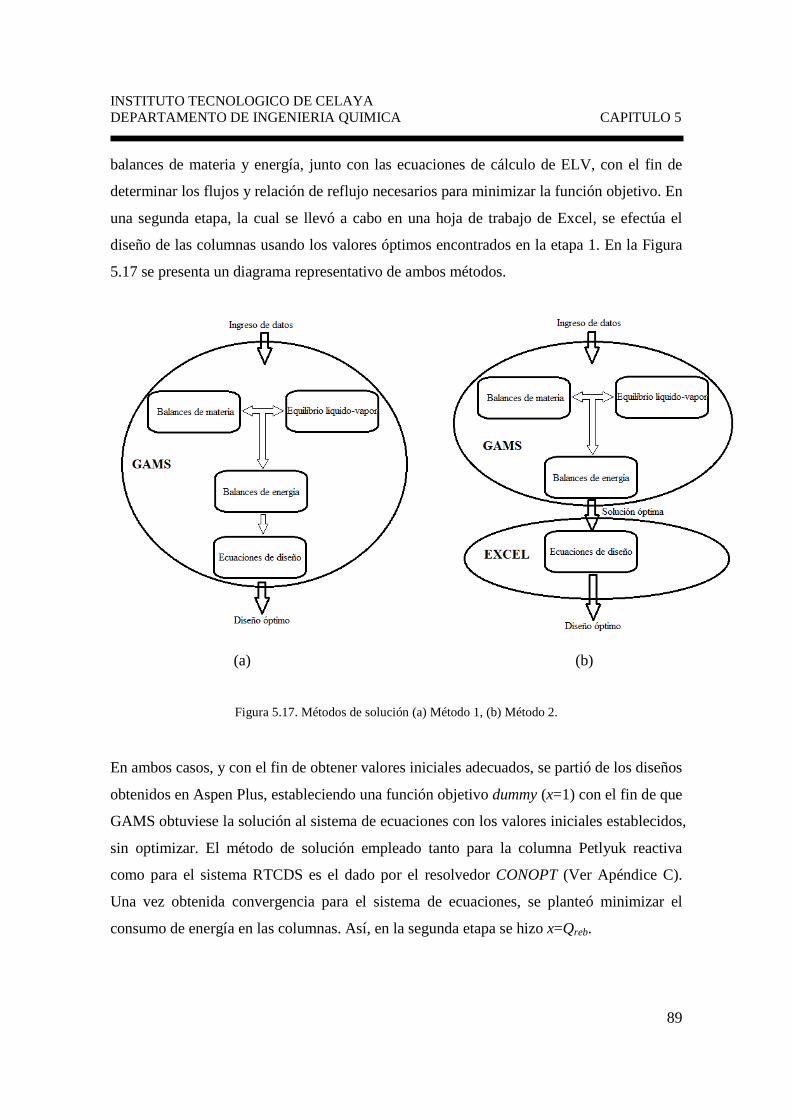
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
89
balances de materia y energía, junto con las ecuaciones de cálculo de ELV, con el fin de
determinar los flujos y relación de reflujo necesarios para minimizar la función objetivo. En
una segunda etapa, la cual se llevó a cabo en una hoja de trabajo de Excel, se efectúa el
diseño de las columnas usando los valores óptimos encontrados en la etapa 1. En la Figura
5.17 se presenta un diagrama representativo de ambos métodos.
(a) (b)
Figura 5.17. Métodos de solución (a) Método 1, (b) Método 2.
En ambos casos, y con el fin de obtener valores iniciales adecuados, se partió de los diseños
obtenidos en Aspen Plus, estableciendo una función objetivo dummy (x=1) con el fin de que
GAMS obtuviese la solución al sistema de ecuaciones con los valores iniciales establecidos,
sin optimizar. El método de solución empleado tanto para la columna Petlyuk reactiva
como para el sistema RTCDS es el dado por el resolvedor CONOPT (Ver Apéndice C).
Una vez obtenida convergencia para el sistema de ecuaciones, se planteó minimizar el
consumo de energía en las columnas. Así, en la segunda etapa se hizo x=Qreb.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
90
5.4.5.1. Método 1
Al resolver todo el conjunto de ecuaciones de manera simultánea, las restricciones del
problema para la columna Petlyuk reactiva están dadas por el siguiente conjunto de
ecuaciones:
• Determinación de la distribución de los componentes en la sección no reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en la sección reactiva de la
columna principal (10 ecuaciones).
• Balances de materia globales en la columna principal (20 ecuaciones).
• Balances de materia en el prefraccionador (25 ecuaciones).
• Determinación del ELV en el domo y fondo del prefraccionador (192 ecuaciones).
• Cálculo de la relación mínima de reflujo y la relación real de reflujo (71 + 2rr + 2rs
+ 2rp ecuaciones, donde rr, rs y rp son el número de raíces de Underwood para la
sección no reactiva, la sección reactiva y el prefraccionador, respectivamente).
• Cálculo del número mínimo de etapas (4 ecuaciones).
• Cálculo del número real de etapas (4 ecuaciones).
• Determinación de la distribución de las etapas (6 ecuaciones).
• Balances de energía (60 ecuaciones).
Cabe mencionar que el conteo se ha efectuado sobre las ecuaciones principales que
modelan el sistema. Al resolver se presentaron algunos casos en los cuales fue necesario
dividir una ecuación en dos o más partes con el fin de facilitar la convergencia, sin embargo
cada uno de esos casos se han contado como una sola ecuación. Por otra parte, las variables
en cada conjunto de ecuaciones son las siguientes:
• Flujo por componente en el domo y fondo de la sección no reactiva de la columna
principal (10).

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
91
( ) ( ) 22222402222424 =+++−+++= rprsrrrprsrrF
• Flujo por componente en el domo y fondo de la sección reactiva de la columna
principal (10).
• Flujo de destilado, corriente lateral y fondos, así como sus respectivas
composiciones (20).
• Flujos entrantes al prefraccionador, así como sus respectivas composiciones (22).
• Flujo de la pseudoalimentación al prefraccionador, así como sus composiciones (11).
• Flujo de las corrientes salientes del prefraccionador (3).
• Equilibrio de fases en domo y fondo del prefraccionador (202).
• Variables involucradas en el cálculo de Rmin y Rcol (72 + 2rr + 2rs + 2rp).
• Variables involucradas en el cálculo de Nmin (4).
• Variables involucradas en el cálculo del número real de etapas y la distribución de
las etapas (10).
• Entalpias, calores de vaporización y entradas y salidas de calor (60).
Así, se tienen en total (402 + 2rr + 2rs + 2rp) ecuaciones con (424 + 2rr + 2rs + 2rp)
variables, por lo cual el número de grados de libertad está dado por:
(5.65)
El número de grados de libertad aquí obtenido merece una breve discusión. 5 de estos
grados de libertad corresponden a los flujos por componente en la corriente FL1, y otros 5 a
los flujos por componente en FV2. 2 grados más corresponden, como se ha mencionado
con anterioridad, al factor de partición fpart y al factor de reflujo facrd. 4 grados de libertad
más están representados por las composiciones de la corriente FV1, y otros 4 por las
composiciones en la corriente FL2. La quinta composición queda establecida por la
restricción de sumatoria para las composiciones. Los últimos dos grados de libertad son la
temperatura en el domo del prefraccionador y la temperatura en el fondo del mismo. Cabe
mencionar sin embargo que, tanto las composiciones de FV1 y FL2, así como las dos
temperaturas mencionadas, se encuentran restringidas puesto que deben cumplir con las
ecuaciones que establece el equilibrio líquido-vapor.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
92
Ahora, para el caso de la secuencia térmicamente acoplada directa reactiva, las restricciones
del problema están dadas por:
• Determinación de la distribución de los componentes en la sección no reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en la sección reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en el rectificador lateral (12
ecuaciones).
• Balances de materia globales en el sistema (20 ecuaciones).
• Determinación del ELV en el fondo del rectificador lateral (96 ecuaciones).
• Cálculo de la relación mínima de reflujo y la relación real de reflujo (62 + 2rr + 2rs
+ 2rsr ecuaciones, donde rr, rs y rsr son el número de raíces de Underwood para la
sección no reactiva, la sección reactiva y el rectificador lateral, respectivamente).
• Cálculo del número mínimo de etapas (6 ecuaciones).
• Cálculo del número real de etapas (6 ecuaciones).
• Balances de energía (47 ecuaciones).
Las variables en cada conjunto de ecuaciones son las siguientes:
• Flujo por componente en el domo y fondo de la sección no reactiva de la columna
principal (10).
• Flujo por componente en el domo y fondo de la sección reactiva de la columna
principal (10).
• Flujo por componente en el domo y fondo del rectificador lateral, así como las
composiciones de los flujos de interconexión (12).
• Flujo de destilado y fondos en columna principal, flujo de destilado en rectificador
lateral y sus respectivas composiciones (20).
• Equilibrio de fases en fondo del rectificador lateral (101).
• Variables involucradas en el cálculo de Rmin y Rcol (64 + 2rr + 2rs + 2rsr).
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
93
( ) ( ) 7222267222276 =+++−+++= rprsrrrprsrrF
• Variables involucradas en el cálculo de Nmin (6).
• Variables involucradas en el cálculo del número real de etapas (6).
• Entalpias, calores de vaporización y entradas y salidas de calor (47).
Así pues, se tienen (269 + 2rr + 2rs + 2rp) ecuaciones independientes con (276 + 2rr + 2rs +
2rp) variables, por lo cual el número de grados de libertad está dado por:
(5.66)
2 de estos grados de libertad corresponden a los factores facrdc y facrdsr, que indican el
número de veces que se ha de multiplicar el reflujo mínimo para obtener el reflujo real en la
columna principal y en el rectificador lateral, respectivamente. 4 grados de libertad
corresponden a las composiciones del flujo FV, mientras que el último grado de libertad es
la temperatura en el fondo del rectificador lateral. Al igual que en el caso de la columna
Petlyuk, dichas composiciones y temperatura deben cumplir con las restricciones del
equilibrio líquido-vapor.
5.4.5.2. Método 2
Al resolver solamente las ecuaciones correspondientes a los balances de materia y energía,
así como las relaciones de equilibrio líquido-vapor, las restricciones del problema de
optimización para la columna Petlyuk reactiva son las siguientes:
• Determinación de la distribución de los componentes en la sección no reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en la sección reactiva de la
columna principal (10 ecuaciones).
• Balances de materia globales en la columna principal (20 ecuaciones).
• Balances de materia en el prefraccionador (25 ecuaciones).
• Determinación del ELV en el domo y fondo del prefraccionador (192 ecuaciones).
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
94
22385407 =−=F
• Determinación de las volatilidades relativas en la sección no reactiva, la sección
reactiva y el prefraccionador (68 ecuaciones).
• Balances de energía (60 ecuaciones).
Las variables en cada conjunto de ecuaciones son las siguientes:
• Flujo por componente en el domo y fondo de la sección no reactiva de la columna
principal (10).
• Flujo por componente en el domo y fondo de la sección reactiva de la columna
principal (10).
• Flujo de destilado, corriente lateral y fondos, así como sus respectivas
composiciones (21).
• Flujos entrantes al prefraccionador, así como sus respectivas composiciones (22).
• Flujo de la pseudoalimentación al prefraccionador, así como sus composiciones (11).
• Flujo de las corrientes salientes del prefraccionador (3).
• Equilibrio de fases en domo y fondo del prefraccionador (202).
• Volatilidades relativas y pseudoalimentaciones a la columna principal (68).
• Entalpias, calores de vaporización y entradas y salidas de calor (60).
Se tienen entonces (385) ecuaciones con (407) variables. El número de grados de libertad
está entonces dado por:
(5.67)
Se observa que se tiene el mismo número de grados de libertad que en el método 1. En el
caso del método 2, los grados de libertad están dados por los 5 flujos por componente en
FL1, los 5 flujos por componente en FV2, el factor de partición fpart, la relación de reflujo
de la columna, 4 composiciones en FV1, 4 composiciones en FL2, la temperatura en el
domo del prefraccionador y la temperatura en el fondo del mismo. Sin embargo, es
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
95
necesario recordar que los últimos 10 grados de libertad están limitados por la condición
del equilibrio líquido-vapor.
En el caso de la secuencia térmicamente acoplada directa reactiva, las restricciones del
problema están dadas por:
• Determinación de la distribución de los componentes en la sección no reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en la sección reactiva de la
columna principal (10 ecuaciones).
• Determinación de la distribución de los componentes en el rectificador lateral (12
ecuaciones).
• Balances de materia globales en el sistema (23 ecuaciones).
• Determinación del ELV en el fondo del rectificador lateral (96 ecuaciones).
• Determinación de las volatilidades relativas en la sección no reactiva, la sección
reactiva y el rectificador lateral (56 ecuaciones).
• Balances de energía (47 ecuaciones).
Las variables en cada conjunto de ecuaciones son las siguientes:
• Flujo por componente en el domo y fondo de la sección no reactiva de la columna
principal (10).
• Flujo por componente en el domo y fondo de la sección reactiva de la columna
principal (10).
• Flujo por componente en el domo y fondo del rectificador lateral, así como las
composiciones de los flujos de interconexión (12).
• Flujo de destilado y fondos en columna principal, flujo de destilado en rectificador
lateral y sus respectivas composiciones (24).
• Equilibrio de fases en fondo del rectificador lateral (101).
• Volatilidades relativas y pseudoalimentaciones a la columna principal (56).
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
96
6254260 =−=F
• Entalpias, calores de vaporización y entradas y salidas de calor (47).
Se tienen en total 254 ecuaciones y 260 variables, por lo que el número de grados de
libertad está dado por:
(5.68)
Los grados de libertad corresponden a la relación de reflujo de la columna principal, así
como las composiciones del flujo FV (4) y la temperatura en el fondo del rectificador
lateral. En este caso la relación de reflujo del rectificador lateral no es un grado de libertad,
sino que es calculado a partir del calor liberado en el condensador del rectificador. La
similitud en cuanto al número de grados de libertad para ambos métodos de solución indica
que, en términos de carga térmica, las variables importantes para la optimización están
dadas por los balances de materia y energía. Los programas escritos para la solución de los
problemas planteados se incluyen en el CD-ROM, mientras que en el Apéndice D se
muestra la nomenclatura empleada dentro de los programas para la columna Petlyuk y la
secuencia térmicamente acoplada directa reactiva, respectivamente.
Con el fin de determinar si los diseños obtenidos por el método propuesto permiten
alcanzar las purezas y conversiones establecidas, se han llevado a cabo simulaciones
rigurosas de dichos diseños en Aspen One. Asimismo, con el fin de establecer la mejoría
con respecto a los primeros esquemas propuestos, se ha efectuado el cálculo de emisiones
de dióxido de carbono, eficiencia termodinámica, costos y eficiencia térmica para las
secuencias obtenidas, al igual que se hace para los diseños iniciales.
5.5. Análisis de ciclo de vida
Como una última etapa, y con el fin de determinar el posible impacto ambiental de los
procesos analizados, se ha llevado a cabo un análisis de ciclo de vida simplificado para
cada una de las alternativas consideradas, comparándolas con el proceso catalítico
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
97
( ) ( )[ ]( ) ( )[ ]MENMGNPQCEPCE
GNPQPGNQPQGGNQGGNT
XXfMXXE
XXXQXx
,,,,
,,,6 %%101
++++
++=&&
&
convencional (básico). El estudio consta en la determinación de las emisiones ocasionadas
por las etapas de mayor relevancia de cada proceso. Con este fin, se ha empleado la base de
datos proporcionada por el software GREET1.8®. Para el proceso analizado, el cálculo se
efectúa en tres etapas: primero, analizar el impacto ambiental considerando solo el
consumo de energía dentro del proceso, incluyendo tanto energía térmica como eléctrica.
En una segunda etapa, se analiza el proceso considerando el impacto ambiental de la
obtención de metanol a partir de gas natural. Finalmente, se lleva a cabo una tercera etapa
en la cual se considera el efecto de reciclar el metanol que no reacciona, con lo cual se
reducen los requerimientos de metanol fresco.
Dentro de este análisis no se ha considerado el impacto debido a la producción del aceite
vegetal empleado como materia prima, debido a que se ha supuesto que el aceite vegetal
empleado como materia prima es el mismo en todos los casos analizados, por lo cual las
emisiones debida a su producción son las mismas para todos los procesos. Por otra parte,
tampoco se considera el impacto ocasionado por el transporte del metanol, bajo la
suposición de que el metanol se produce in situ, ni el debido a la quema del biodiesel
producido, dado que se espera que se tenga una calidad de producto similar, con lo cual las
emisiones por unidad de masa deben ser también similares. De la misma manera, se ha
supuesto que todos los requerimientos energéticos del proceso se satisfacen por medio de la
combustión de gas natural para generar vapor de calentamiento. En esta sección se
explicarán a detalle los elementos que se han considerado en el cálculo de emisiones de
diversos contaminantes. De manera general, las emisiones de contaminantes están dadas
por:
(5.69)
Donde XT es la emisión total de contaminante, ���� es el calor requerido en el proceso de
producción de biodiesel, en BTU/lb de biodiesel, %QG es la proporción de uso de
quemadores industriales de tamaño grande para quemar el gas natural, XGN,QG son las
emisiones producidas al quemar el combustible en el quemador grande. De manera similar,
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
98
%QP y XGN,QP son la proporción de uso de quemadores industriales pequeños y las
emisiones para dicho quemador, respectivamente. XP,GN son las emisiones debidas a la
producción del gas natural. �� es la cantidad total de energía eléctrica requerida para la
obtención de biodiesel, en BTU/lb de biodiesel, XE,PC son las emisiones al producir el
combustible empleado para la generación de electricidad, mientras que XE,QC indica las
emisiones al quemar dicho combustible para generar electricidad. �� es el metanol
necesario para producir biodiesel, en BTU/lb de biodiesel, fP es un factor de pérdidas en la
producción del gas natural empleado para producir metanol, XGN,M representa las emisiones
al obtener el gas natural necesario para producir metanol, y XEN,M indica las emisiones al
quemar combustible para producir la energía requerida en la obtención del metanol.
Los valores para el porciento de uso del quemador grande y el pequeño (%QG y %QP,
respectivamente) se han tomado como 50% para ambos casos, que es el valor dado por
default por GREET. Dado que en el proceso se requiere vapor a dos presiones distintas, tal
consideración se puede tomar como válida. En el término XP,GN se consideran las emisiones
en la producción de gas natural, incluyendo su recuperación, procesamiento y distribución.
En la determinación de XE,PC y XE,QC se consideran, de manera proporcional, las diversas
tecnologías empleadas en los Estados Unidos para la producción de energía eléctrica, entre
ellas la producción con gas natural, carbón, aceite residual, biomasa y combustibles
nucleares. El factor de pérdidas en la obtención de gas natural, fP, se considera igual a la
unidad, es decir, no existen pérdidas.
En la Tabla 5.8 se presentan los valores de emisiones empleados para los diversos
contaminantes analizados, que son: compuestos orgánicos volátiles (VOC), monóxido de
carbono (CO), óxidos de nitrógeno (NOx), partículas de tamaño menor a 10 micras (PM10),
partículas de tamaño menor a 2.5 micras (PM2.5), óxidos de azufre (SOx), metano (CH4),
óxido nitroso (N2O) y dióxido de carbono (CO2). Todos los datos de emisiones se
encuentran en gramos por mmBTU del respectivo combustible/materia prima. Las
emisiones debidas al uso de gas natural mostradas en la Tabla 5.8 se han obtenido a partir
de la base de datos de GREET1.8 para el año 2010, e incluyen las emisiones debidas a la
recuperación, procesamiento, distribución y quema del gas natural. Las emisiones
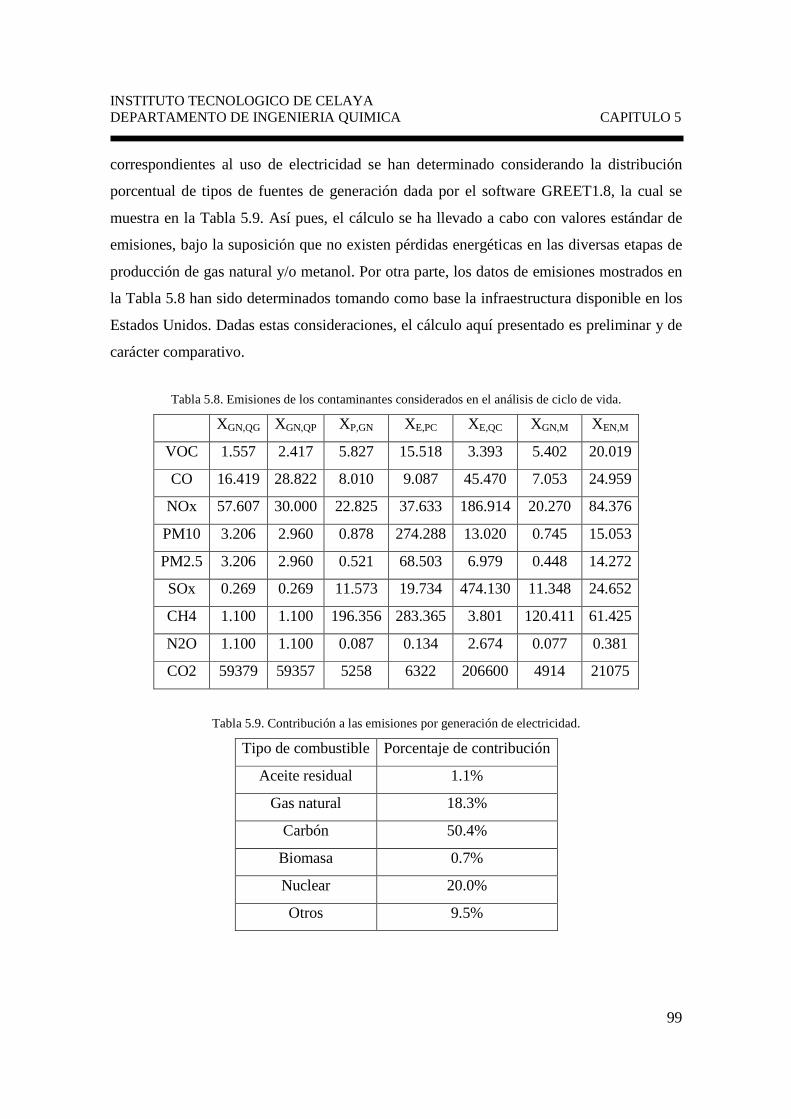
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 5
99
correspondientes al uso de electricidad se han determinado considerando la distribución
porcentual de tipos de fuentes de generación dada por el software GREET1.8, la cual se
muestra en la Tabla 5.9. Así pues, el cálculo se ha llevado a cabo con valores estándar de
emisiones, bajo la suposición que no existen pérdidas energéticas en las diversas etapas de
producción de gas natural y/o metanol. Por otra parte, los datos de emisiones mostrados en
la Tabla 5.8 han sido determinados tomando como base la infraestructura disponible en los
Estados Unidos. Dadas estas consideraciones, el cálculo aquí presentado es preliminar y de
carácter comparativo.
Tabla 5.8. Emisiones de los contaminantes considerados en el análisis de ciclo de vida.
XGN,QG XGN,QP XP,GN XE,PC XE,QC XGN,M XEN,M
VOC 1.557 2.417 5.827 15.518 3.393 5.402 20.019
CO 16.419 28.822 8.010 9.087 45.470 7.053 24.959
NOx 57.607 30.000 22.825 37.633 186.914 20.270 84.376
PM10 3.206 2.960 0.878 274.288 13.020 0.745 15.053
PM2.5 3.206 2.960 0.521 68.503 6.979 0.448 14.272
SOx 0.269 0.269 11.573 19.734 474.130 11.348 24.652
CH4 1.100 1.100 196.356 283.365 3.801 120.411 61.425
N2O 1.100 1.100 0.087 0.134 2.674 0.077 0.381
CO2 59379 59357 5258 6322 206600 4914 21075
Tabla 5.9. Contribución a las emisiones por generación de electricidad.
Tipo de combustible Porcentaje de contribución
Aceite residual 1.1%
Gas natural 18.3%
Carbón 50.4%
Biomasa 0.7%
Nuclear 20.0%
Otros 9.5%
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
100
Capítulo 6
Resultados
6.1. Simulación del proceso
En esta sección se presentarán los resultados obtenidos en la simulación del proceso de
producción de biodiesel con metanol supercrítico. Primero se mostrarán los resultados de
las simulaciones realizadas considerando que la reacción de esterificación llega al
equilibrio. Posteriormente se presentarán los resultados que se obtuvieron al simular la
reacción usando el modelo cinético de primer orden.
6.1.1. Reacción en equilibrio químico
6.1.1.1. Proceso Saka-Dadan
Las características principales requeridas para las bombas se presentan en la Tabla 6.1. En
todos los casos la presión se incrementa de 1 atm a 69 atm (7 MPa). Pump1 se refiere a la
bomba de metanol, Pump2 es la bomba de aceite y Pump 3 es la bomba de agua. Por otra
parte, en la Tabla 6.2 se muestran los resultados obtenidos para los calentadores. En la
Tabla 6.2, Heat1 es el calentador de la corriente de metanol, Heat2 corresponde a la
corriente de aceite y Heat3 a la corriente de agua. Claramente se observa la gran cantidad
de energía que se requiere agregar en esta parte del proceso. En la Tabla 6.3 se muestran las
características principales obtenidas en la simulación del reactor de hidrólisis, así como los
balances de materia correspondientes. El término de conversión que aparece se refiere a la
conversión global de trioleína a ácido oléico.
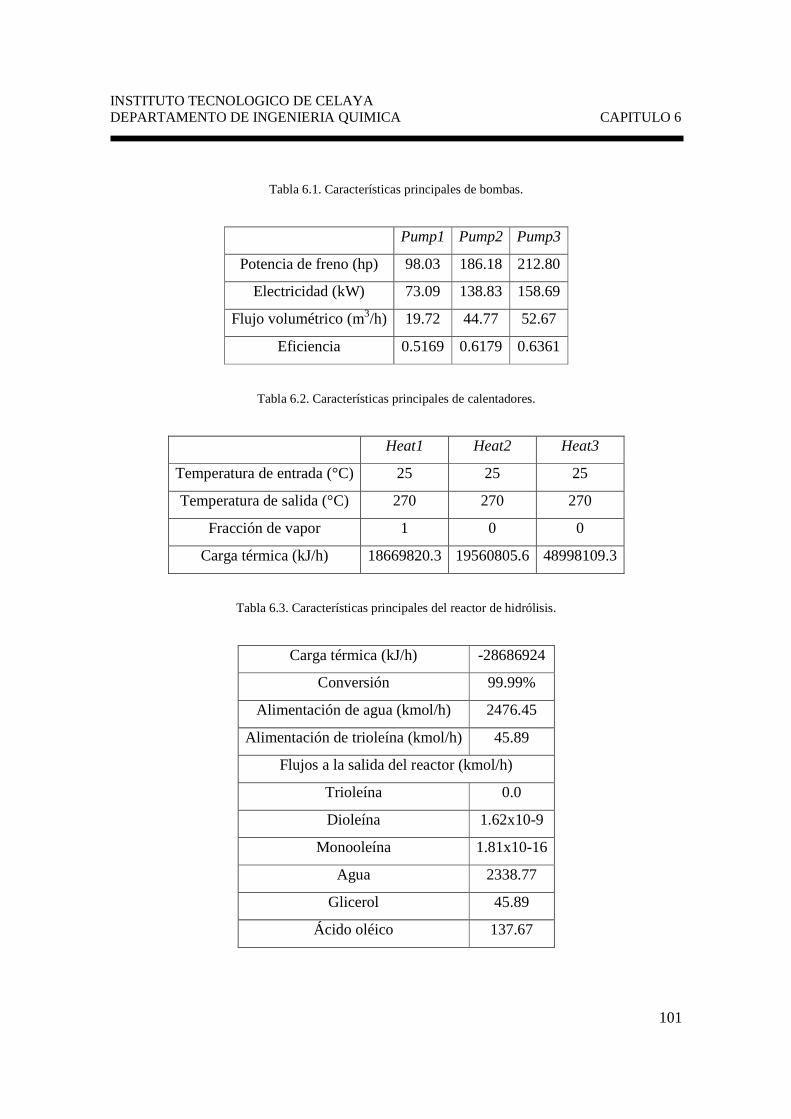
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
101
Tabla 6.1. Características principales de bombas.
Pump1 Pump2 Pump3
Potencia de freno (hp) 98.03 186.18 212.80
Electricidad (kW) 73.09 138.83 158.69
Flujo volumétrico (m3/h) 19.72 44.77 52.67
Eficiencia 0.5169 0.6179 0.6361
Tabla 6.2. Características principales de calentadores.
Heat1 Heat2 Heat3
Temperatura de entrada (°C) 25 25 25
Temperatura de salida (°C) 270 270 270
Fracción de vapor 1 0 0
Carga térmica (kJ/h) 18669820.3 19560805.6 48998109.3
Tabla 6.3. Características principales del reactor de hidrólisis.
Carga térmica (kJ/h) -28686924
Conversión 99.99%
Alimentación de agua (kmol/h) 2476.45
Alimentación de trioleína (kmol/h) 45.89
Flujos a la salida del reactor (kmol/h)
Trioleína 0.0
Dioleína 1.62x10-9
Monooleína 1.81x10-16
Agua 2338.77
Glicerol 45.89
Ácido oléico 137.67
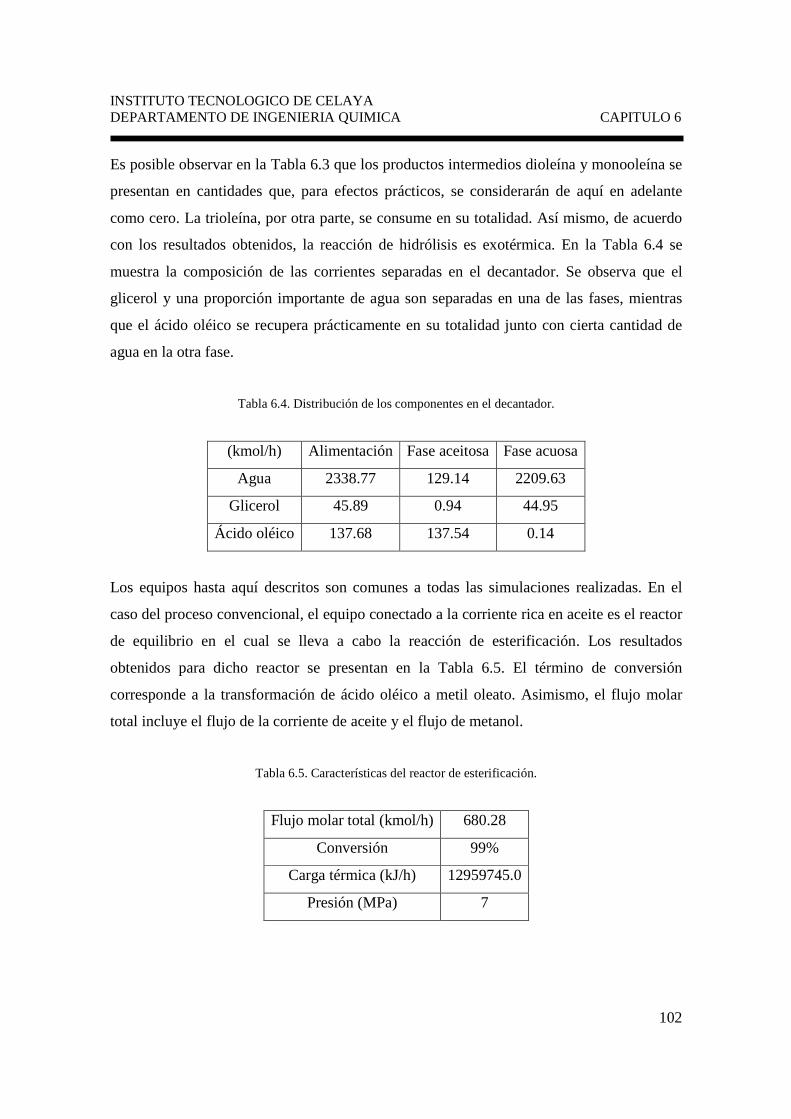
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
102
Es posible observar en la Tabla 6.3 que los productos intermedios dioleína y monooleína se
presentan en cantidades que, para efectos prácticos, se considerarán de aquí en adelante
como cero. La trioleína, por otra parte, se consume en su totalidad. Así mismo, de acuerdo
con los resultados obtenidos, la reacción de hidrólisis es exotérmica. En la Tabla 6.4 se
muestra la composición de las corrientes separadas en el decantador. Se observa que el
glicerol y una proporción importante de agua son separadas en una de las fases, mientras
que el ácido oléico se recupera prácticamente en su totalidad junto con cierta cantidad de
agua en la otra fase.
Tabla 6.4. Distribución de los componentes en el decantador.
(kmol/h) Alimentación Fase aceitosa Fase acuosa
Agua 2338.77 129.14 2209.63
Glicerol 45.89 0.94 44.95
Ácido oléico 137.68 137.54 0.14
Los equipos hasta aquí descritos son comunes a todas las simulaciones realizadas. En el
caso del proceso convencional, el equipo conectado a la corriente rica en aceite es el reactor
de equilibrio en el cual se lleva a cabo la reacción de esterificación. Los resultados
obtenidos para dicho reactor se presentan en la Tabla 6.5. El término de conversión
corresponde a la transformación de ácido oléico a metil oleato. Asimismo, el flujo molar
total incluye el flujo de la corriente de aceite y el flujo de metanol.
Tabla 6.5. Características del reactor de esterificación.
Flujo molar total (kmol/h) 680.28
Conversión 99%
Carga térmica (kJ/h) 12959745.0
Presión (MPa) 7
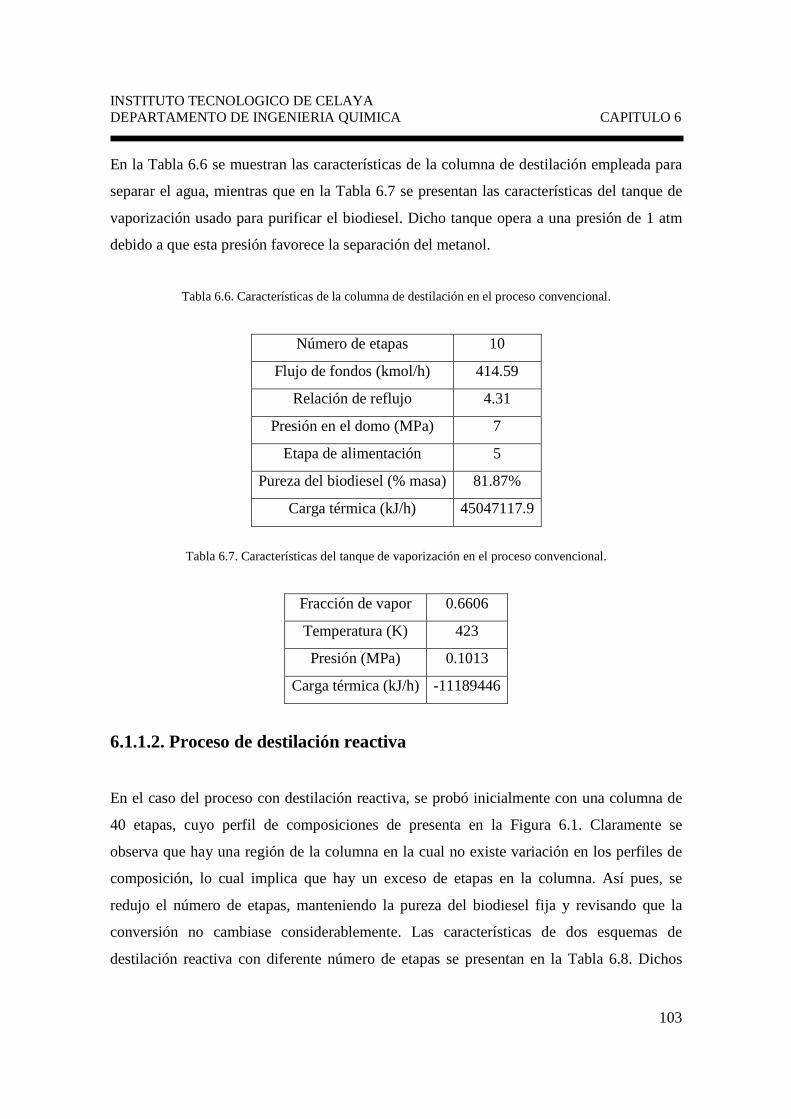
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
103
En la Tabla 6.6 se muestran las características de la columna de destilación empleada para
separar el agua, mientras que en la Tabla 6.7 se presentan las características del tanque de
vaporización usado para purificar el biodiesel. Dicho tanque opera a una presión de 1 atm
debido a que esta presión favorece la separación del metanol.
Tabla 6.6. Características de la columna de destilación en el proceso convencional.
Número de etapas 10
Flujo de fondos (kmol/h) 414.59
Relación de reflujo 4.31
Presión en el domo (MPa) 7
Etapa de alimentación 5
Pureza del biodiesel (% masa) 81.87%
Carga térmica (kJ/h) 45047117.9
Tabla 6.7. Características del tanque de vaporización en el proceso convencional.
Fracción de vapor 0.6606
Temperatura (K) 423
Presión (MPa) 0.1013
Carga térmica (kJ/h) -11189446
6.1.1.2. Proceso de destilación reactiva
En el caso del proceso con destilación reactiva, se probó inicialmente con una columna de
40 etapas, cuyo perfil de composiciones de presenta en la Figura 6.1. Claramente se
observa que hay una región de la columna en la cual no existe variación en los perfiles de
composición, lo cual implica que hay un exceso de etapas en la columna. Así pues, se
redujo el número de etapas, manteniendo la pureza del biodiesel fija y revisando que la
conversión no cambiase considerablemente. Las características de dos esquemas de
destilación reactiva con diferente número de etapas se presentan en la Tabla 6.8. Dichos
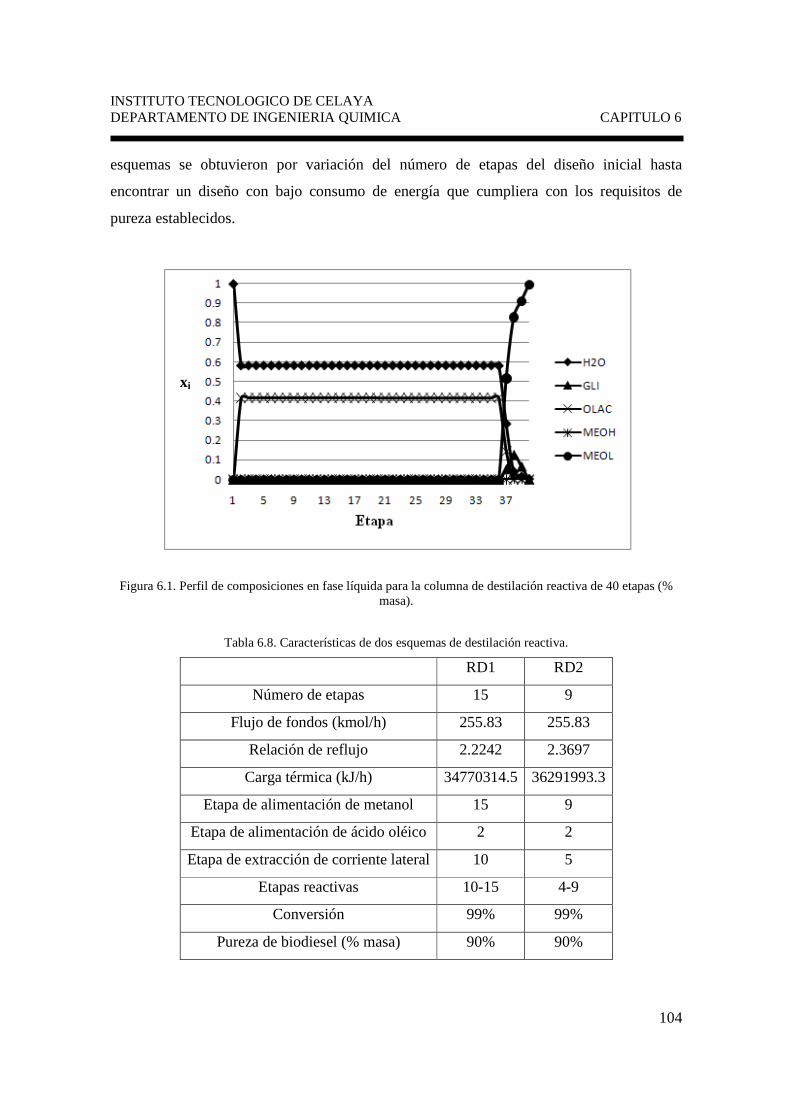
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
104
esquemas se obtuvieron por variación del número de etapas del diseño inicial hasta
encontrar un diseño con bajo consumo de energía que cumpliera con los requisitos de
pureza establecidos.
Figura 6.1. Perfil de composiciones en fase líquida para la columna de destilación reactiva de 40 etapas (% masa).
Tabla 6.8. Características de dos esquemas de destilación reactiva.
RD1 RD2
Número de etapas 15 9
Flujo de fondos (kmol/h) 255.83 255.83
Relación de reflujo 2.2242 2.3697
Carga térmica (kJ/h) 34770314.5 36291993.3
Etapa de alimentación de metanol 15 9
Etapa de alimentación de ácido oléico 2 2
Etapa de extracción de corriente lateral 10 5
Etapas reactivas 10-15 4-9
Conversión 99% 99%
Pureza de biodiesel (% masa) 90% 90%
xi
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
105
Se observa en la Tabla 6.8 que la columna con 15 etapas requiere una menor cantidad de
energía para llevar a cabo el proceso de reacción-separación, por lo cual este diseño se
tomó como base para análisis posteriores. La columna con 9 etapas se presenta como
referencia, puesto que en dicho sistema se comienza a observar un incremento importante
en el consumo de energía. Asimismo, la alimentación de metanol se ha fijado en el fondo
de la columna. Esto se debe a que al alimentar la corriente de alcohol en etapas superiores
se ha observado un incremento en el consumo de energía. La razón de dicho
comportamiento puede ser que el alimentar el metanol en fase vapor en las últimas etapas
de la columna ayuda a la evaporación de la corriente que llega al fondo de la misma,
reduciendo el requerimiento de vapor de agua.
6.1.1.3. Destilación reactiva con acoplamiento térmico
Una vez obtenido el diseño para la columna reactiva, se llevaron a cabo las simulaciones
para la columna Petlyuk reactiva, cuyo diseño final se presenta en la Tabla 6.9.
Tabla 6.9. Características de la columna Petlyuk reactiva.
Prefraccionador Columna principal
Número de etapas 4 11
Flujo de fondos (kmol/h) 141.47 255.83
Relación de reflujo 1.6652 1.8880
Carga térmica (kJ/h) 0 31165410.7
Etapa de alimentación de metanol - 11
Etapa de alimentación de ácido oléico - 2
Etapa de extracción de corriente lateral - 8
Etapas reactivas - 7-11
Conversión - 99%
Pureza de biodiesel (% masa) - 90%
Etapas de interconexión 1,4 3,4-6,7
FL1 (kmol/h) - 109
FV2 (kmol/h) - 100
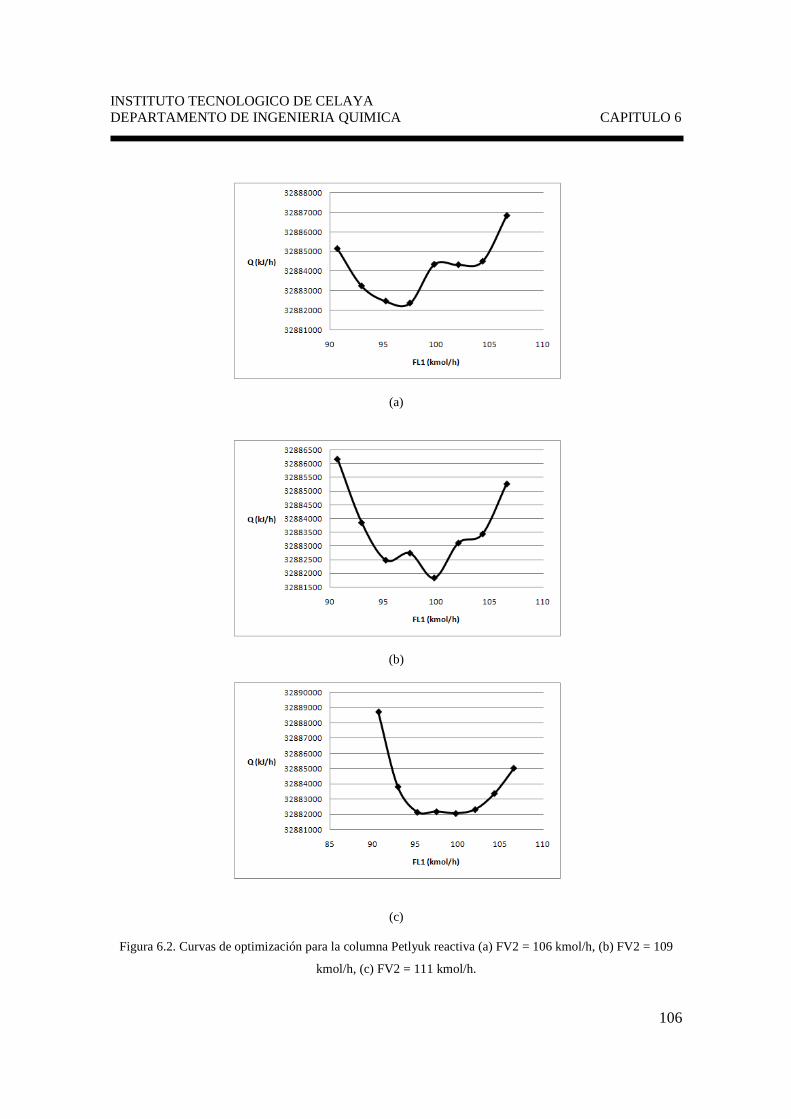
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
106
(a)
(b)
(c)
Figura 6.2. Curvas de optimización para la columna Petlyuk reactiva (a) FV2 = 106 kmol/h, (b) FV2 = 109
kmol/h, (c) FV2 = 111 kmol/h.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
107
Los valores de los flujos de interconexión presentados en la Tabla 6.9 corresponden a los
obtenidos como óptimos locales tras un barrido de los diversos valores de FL1 y FV2
posibles. En la Figura 6.2 se muestran las curvas de optimización obtenidas; se observa la
existencia de diversos óptimos locales.
Una vez que las corrientes lateral y de fondos abandonan la columna reactiva, son
alimentadas a tanques de vaporización con el fin de alcanzar una mayor pureza. Las
características del tanque de vaporización conectado a la corriente lateral tanto para la
columna reactiva RD1 como para la columna Petlyuk reactiva se presentan en la Tabla 6.10.
En la Tabla 6.11 se muestran las características del tanque de vaporización conectado a la
corriente de fondos, en el cual se elimina principalmente metanol del biodiesel.
Tabla 6.10. Características del tanque flash unido a la corriente lateral.
Proceso con RD1 Proceso con columna Petlyuk
Temperatura (K) 433 433
Fracción de vapor 0.9335 0.9333
Carga térmica (kJ/h) 1938004.94 1625417.02
Flujo total de vapor (kmol/h) 148.17 148.14
Flujo de vapor por componente (kmol/h)
Agua 7.1467 4.4303
Glicerol 0.0656 0.0659
Ácido oléico 0.0026 0.0001
Metanol 140.7241 143.3971
Metil oleato 0.2357 0.2418
En la Tabla 6.12 se muestra una comparación del consumo total de energía para la sección
de esterificación en los diversos procesos. En el caso del proceso convencional, dicho
consumo involucra el reactor y la posterior purificación del biodiesel. En el caso de los
procesos con sistemas intensificados, el consumo se refiere al requerimiento energético de
las columnas reactivas, así como el correspondiente a la subsecuente purificación de las
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
108
corrientes que abandonan dichas columnas. El término TCRD se refiere al proceso con la
columna Petlyuk reactiva.
Tabla 6.11. Características del tanque flash unido a la corriente de fondos.
Proceso con RD1 Proceso con columna Petlyuk
Temperatura (K) 433 433
Fracción de vapor 0.4943 0.4945
Carga térmica (kJ/h) -12196364 -12147224
Pureza del biodiesel (% masa) 99.6% 99.6%
Flujo total de líquido (kmol/h) 129.34 129.29
Flujo de líquido por componente (kmol/h)
Agua 0.00008 0.0003
Glicerol 0.2054 0.2051
Ácido oléico 0.0000 0.0000
Metanol 2.4261 2.4426
Metil oleato 126.7088 126.6639
Tabla 6.12. Consumo total de energía para la etapa de esterificación.
Proceso QT (kJ/h) Ahorro de energía
Convencional 46817416.9 0%
RD1 24511955.4 47.64%
RD2 26225435.9 43.98%
TCRD 20643603.7 55.91%
6.1.2. Reacción con modelo cinético
Una vez que se concluyó el análisis de los diversos sistemas considerando que la reacción
se lleva a cabo hasta el equilibrio, se probó con el modelo cinético de primer orden. El
diagrama de Arrhenius para la reacción de esterificación se presenta en la Figura 6.3. Para
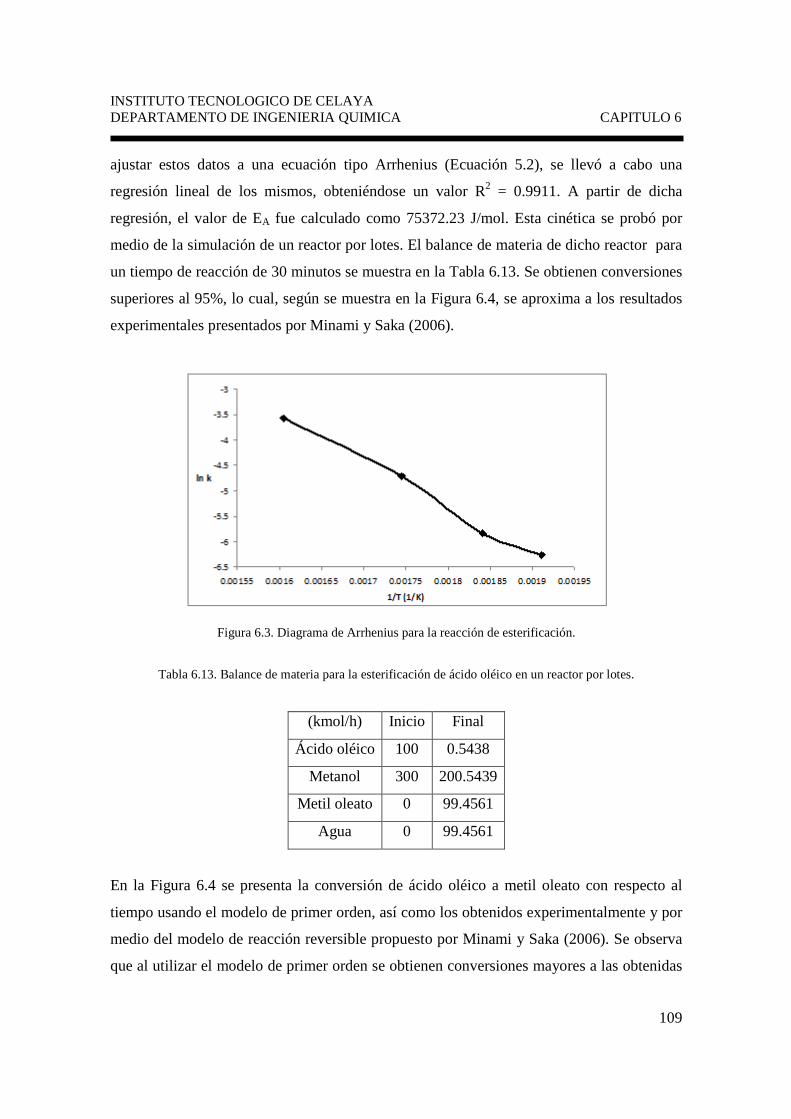
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
109
ajustar estos datos a una ecuación tipo Arrhenius (Ecuación 5.2), se llevó a cabo una
regresión lineal de los mismos, obteniéndose un valor R2 = 0.9911. A partir de dicha
regresión, el valor de EA fue calculado como 75372.23 J/mol. Esta cinética se probó por
medio de la simulación de un reactor por lotes. El balance de materia de dicho reactor para
un tiempo de reacción de 30 minutos se muestra en la Tabla 6.13. Se obtienen conversiones
superiores al 95%, lo cual, según se muestra en la Figura 6.4, se aproxima a los resultados
experimentales presentados por Minami y Saka (2006).
Figura 6.3. Diagrama de Arrhenius para la reacción de esterificación.
Tabla 6.13. Balance de materia para la esterificación de ácido oléico en un reactor por lotes.
(kmol/h) Inicio Final
Ácido oléico 100 0.5438
Metanol 300 200.5439
Metil oleato 0 99.4561
Agua 0 99.4561
En la Figura 6.4 se presenta la conversión de ácido oléico a metil oleato con respecto al
tiempo usando el modelo de primer orden, así como los obtenidos experimentalmente y por
medio del modelo de reacción reversible propuesto por Minami y Saka (2006). Se observa
que al utilizar el modelo de primer orden se obtienen conversiones mayores a las obtenidas
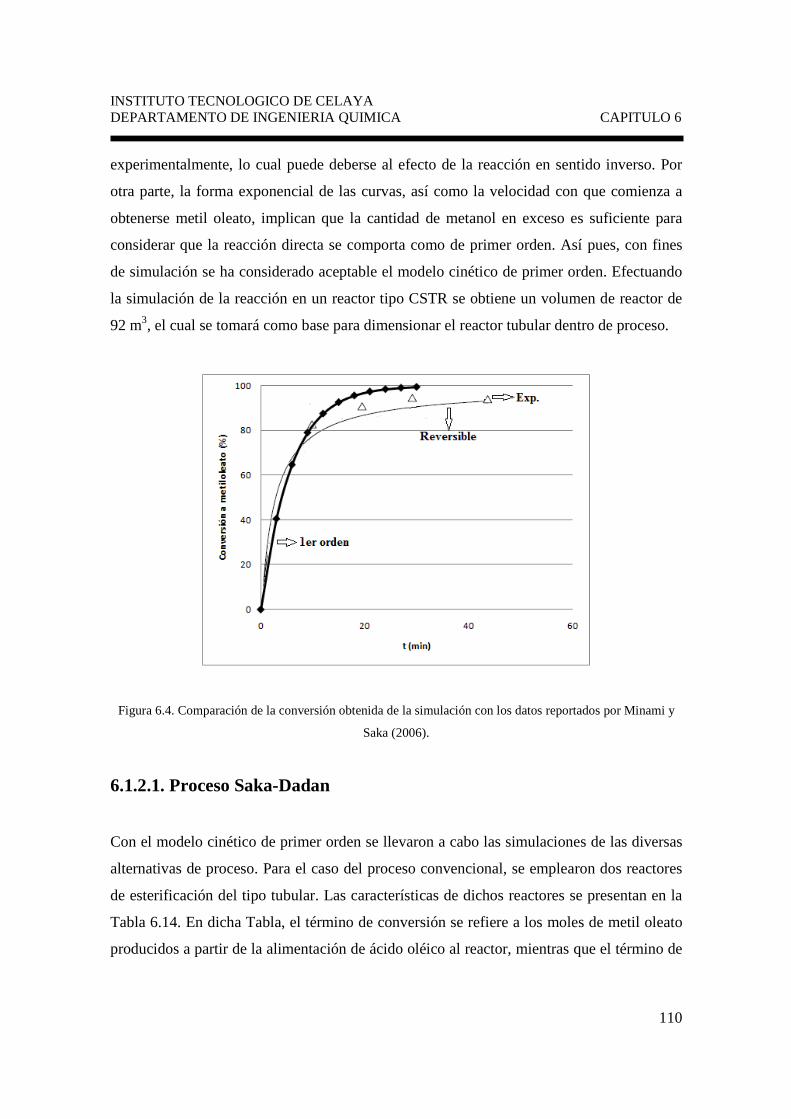
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
110
experimentalmente, lo cual puede deberse al efecto de la reacción en sentido inverso. Por
otra parte, la forma exponencial de las curvas, así como la velocidad con que comienza a
obtenerse metil oleato, implican que la cantidad de metanol en exceso es suficiente para
considerar que la reacción directa se comporta como de primer orden. Así pues, con fines
de simulación se ha considerado aceptable el modelo cinético de primer orden. Efectuando
la simulación de la reacción en un reactor tipo CSTR se obtiene un volumen de reactor de
92 m3, el cual se tomará como base para dimensionar el reactor tubular dentro de proceso.
Figura 6.4. Comparación de la conversión obtenida de la simulación con los datos reportados por Minami y
Saka (2006).
6.1.2.1. Proceso Saka-Dadan
Con el modelo cinético de primer orden se llevaron a cabo las simulaciones de las diversas
alternativas de proceso. Para el caso del proceso convencional, se emplearon dos reactores
de esterificación del tipo tubular. Las características de dichos reactores se presentan en la
Tabla 6.14. En dicha Tabla, el término de conversión se refiere a los moles de metil oleato
producidos a partir de la alimentación de ácido oléico al reactor, mientras que el término de
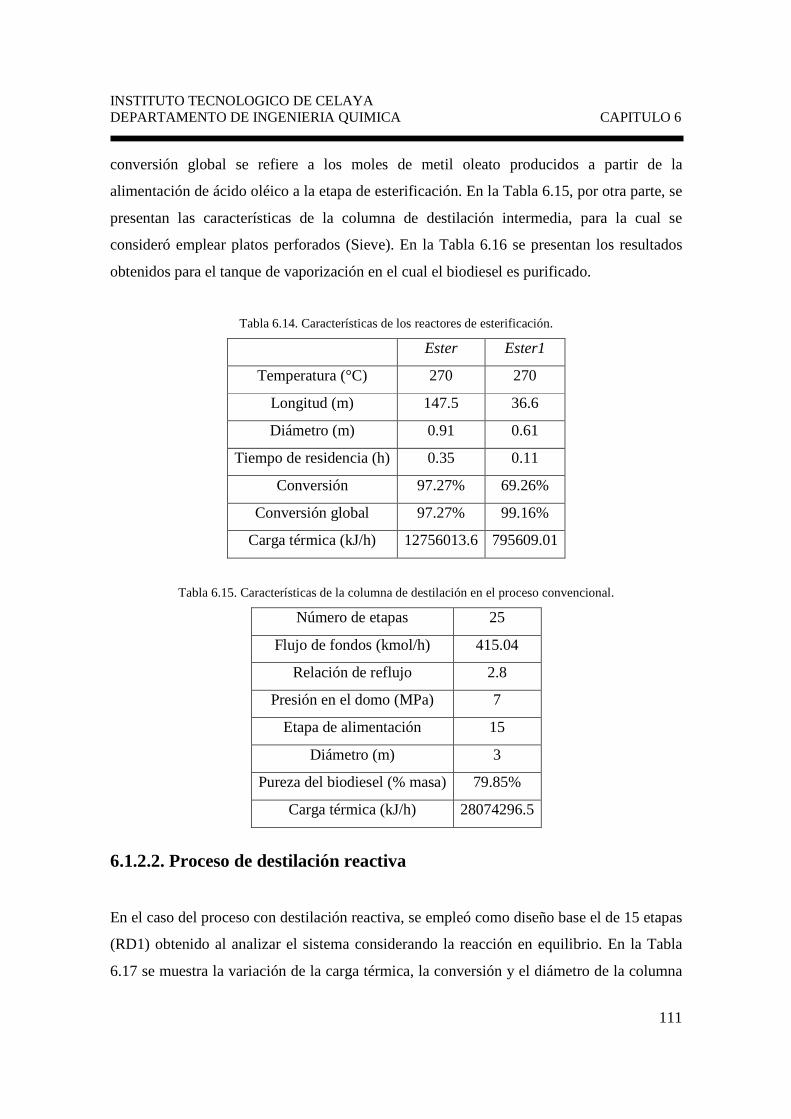
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
111
conversión global se refiere a los moles de metil oleato producidos a partir de la
alimentación de ácido oléico a la etapa de esterificación. En la Tabla 6.15, por otra parte, se
presentan las características de la columna de destilación intermedia, para la cual se
consideró emplear platos perforados (Sieve). En la Tabla 6.16 se presentan los resultados
obtenidos para el tanque de vaporización en el cual el biodiesel es purificado.
Tabla 6.14. Características de los reactores de esterificación.
Ester Ester1
Temperatura (°C) 270 270
Longitud (m) 147.5 36.6
Diámetro (m) 0.91 0.61
Tiempo de residencia (h) 0.35 0.11
Conversión 97.27% 69.26%
Conversión global 97.27% 99.16%
Carga térmica (kJ/h) 12756013.6 795609.01
Tabla 6.15. Características de la columna de destilación en el proceso convencional.
Número de etapas 25
Flujo de fondos (kmol/h) 415.04
Relación de reflujo 2.8
Presión en el domo (MPa) 7
Etapa de alimentación 15
Diámetro (m) 3
Pureza del biodiesel (% masa) 79.85%
Carga térmica (kJ/h) 28074296.5
6.1.2.2. Proceso de destilación reactiva
En el caso del proceso con destilación reactiva, se empleó como diseño base el de 15 etapas
(RD1) obtenido al analizar el sistema considerando la reacción en equilibrio. En la Tabla
6.17 se muestra la variación de la carga térmica, la conversión y el diámetro de la columna
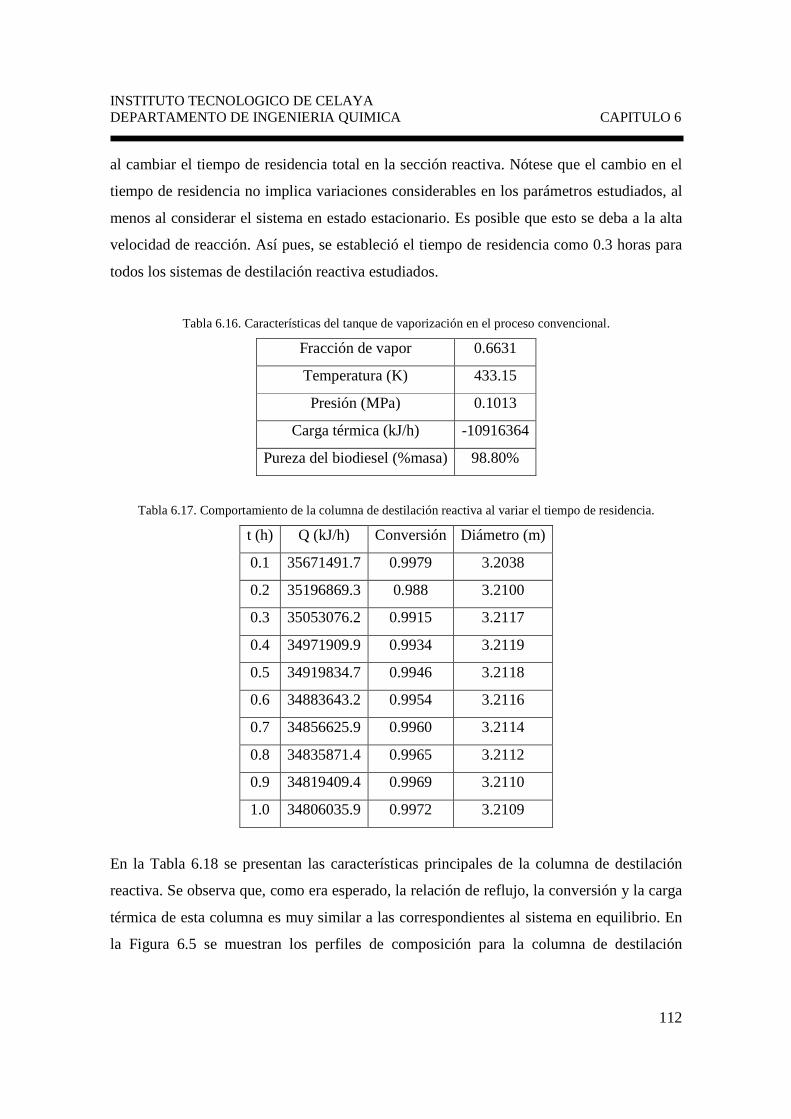
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
112
al cambiar el tiempo de residencia total en la sección reactiva. Nótese que el cambio en el
tiempo de residencia no implica variaciones considerables en los parámetros estudiados, al
menos al considerar el sistema en estado estacionario. Es posible que esto se deba a la alta
velocidad de reacción. Así pues, se estableció el tiempo de residencia como 0.3 horas para
todos los sistemas de destilación reactiva estudiados.
Tabla 6.16. Características del tanque de vaporización en el proceso convencional.
Fracción de vapor 0.6631
Temperatura (K) 433.15
Presión (MPa) 0.1013
Carga térmica (kJ/h) -10916364
Pureza del biodiesel (%masa) 98.80%
Tabla 6.17. Comportamiento de la columna de destilación reactiva al variar el tiempo de residencia.
t (h) Q (kJ/h) Conversión Diámetro (m)
0.1 35671491.7 0.9979 3.2038
0.2 35196869.3 0.988 3.2100
0.3 35053076.2 0.9915 3.2117
0.4 34971909.9 0.9934 3.2119
0.5 34919834.7 0.9946 3.2118
0.6 34883643.2 0.9954 3.2116
0.7 34856625.9 0.9960 3.2114
0.8 34835871.4 0.9965 3.2112
0.9 34819409.4 0.9969 3.2110
1.0 34806035.9 0.9972 3.2109
En la Tabla 6.18 se presentan las características principales de la columna de destilación
reactiva. Se observa que, como era esperado, la relación de reflujo, la conversión y la carga
térmica de esta columna es muy similar a las correspondientes al sistema en equilibrio. En
la Figura 6.5 se muestran los perfiles de composición para la columna de destilación
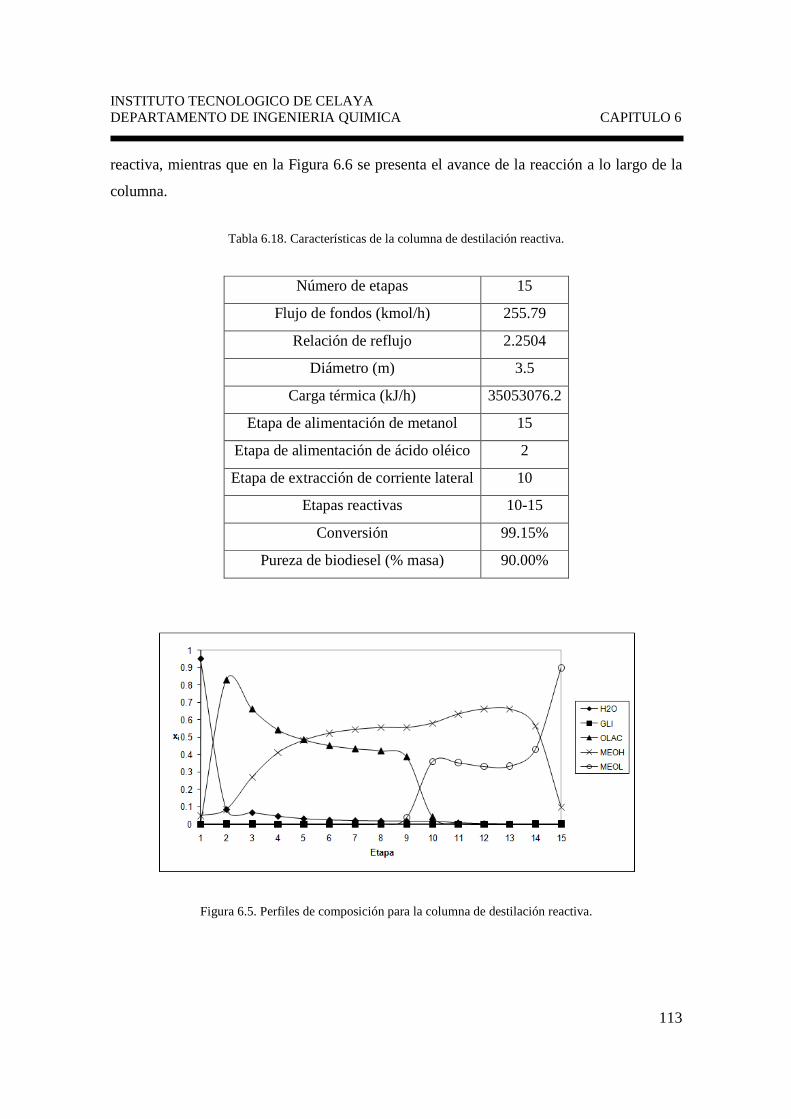
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
113
reactiva, mientras que en la Figura 6.6 se presenta el avance de la reacción a lo largo de la
columna.
Tabla 6.18. Características de la columna de destilación reactiva.
Número de etapas 15
Flujo de fondos (kmol/h) 255.79
Relación de reflujo 2.2504
Diámetro (m) 3.5
Carga térmica (kJ/h) 35053076.2
Etapa de alimentación de metanol 15
Etapa de alimentación de ácido oléico 2
Etapa de extracción de corriente lateral 10
Etapas reactivas 10-15
Conversión 99.15%
Pureza de biodiesel (% masa) 90.00%
Figura 6.5. Perfiles de composición para la columna de destilación reactiva.
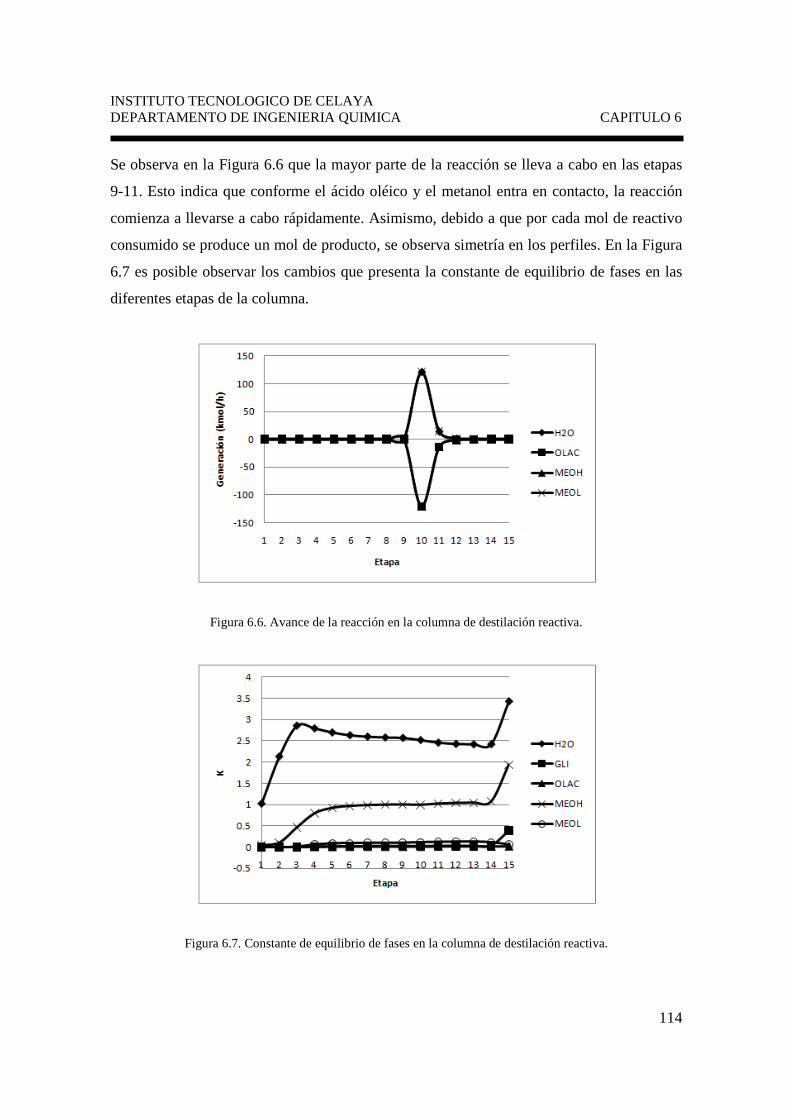
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
114
Se observa en la Figura 6.6 que la mayor parte de la reacción se lleva a cabo en las etapas
9-11. Esto indica que conforme el ácido oléico y el metanol entra en contacto, la reacción
comienza a llevarse a cabo rápidamente. Asimismo, debido a que por cada mol de reactivo
consumido se produce un mol de producto, se observa simetría en los perfiles. En la Figura
6.7 es posible observar los cambios que presenta la constante de equilibrio de fases en las
diferentes etapas de la columna.
Figura 6.6. Avance de la reacción en la columna de destilación reactiva.
Figura 6.7. Constante de equilibrio de fases en la columna de destilación reactiva.
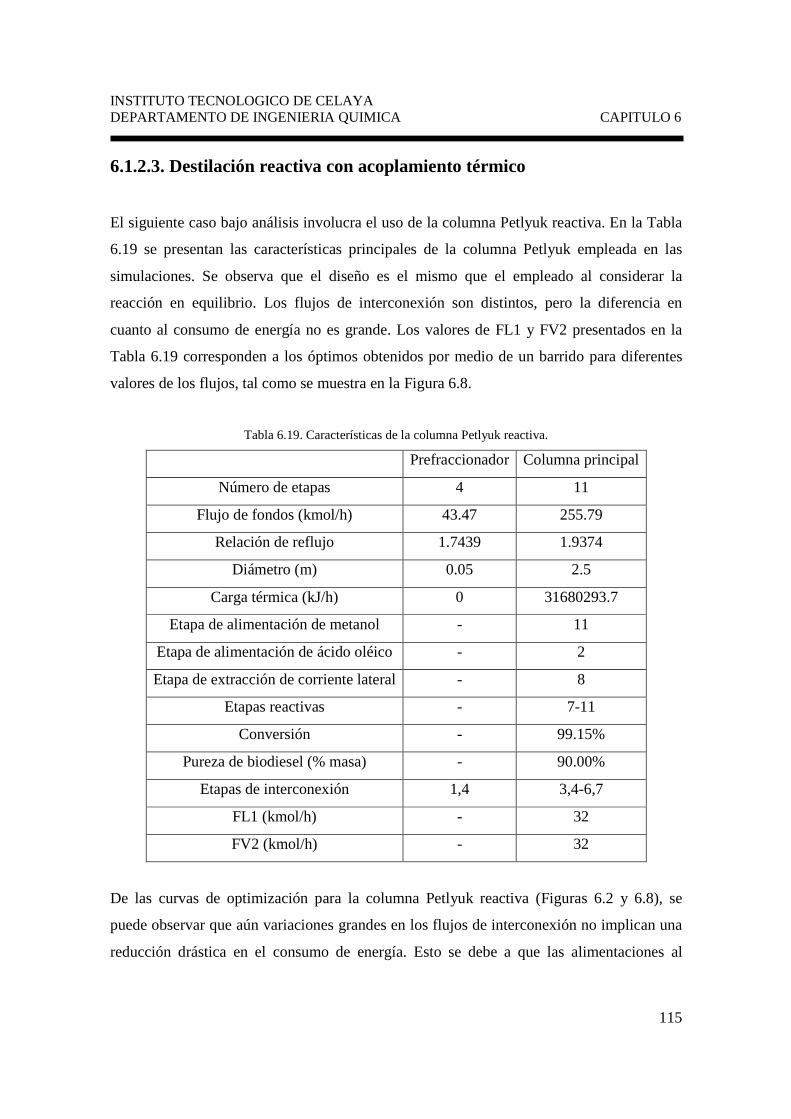
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
115
6.1.2.3. Destilación reactiva con acoplamiento térmico
El siguiente caso bajo análisis involucra el uso de la columna Petlyuk reactiva. En la Tabla
6.19 se presentan las características principales de la columna Petlyuk empleada en las
simulaciones. Se observa que el diseño es el mismo que el empleado al considerar la
reacción en equilibrio. Los flujos de interconexión son distintos, pero la diferencia en
cuanto al consumo de energía no es grande. Los valores de FL1 y FV2 presentados en la
Tabla 6.19 corresponden a los óptimos obtenidos por medio de un barrido para diferentes
valores de los flujos, tal como se muestra en la Figura 6.8.
Tabla 6.19. Características de la columna Petlyuk reactiva.
Prefraccionador Columna principal
Número de etapas 4 11
Flujo de fondos (kmol/h) 43.47 255.79
Relación de reflujo 1.7439 1.9374
Diámetro (m) 0.05 2.5
Carga térmica (kJ/h) 0 31680293.7
Etapa de alimentación de metanol - 11
Etapa de alimentación de ácido oléico - 2
Etapa de extracción de corriente lateral - 8
Etapas reactivas - 7-11
Conversión - 99.15%
Pureza de biodiesel (% masa) - 90.00%
Etapas de interconexión 1,4 3,4-6,7
FL1 (kmol/h) - 32
FV2 (kmol/h) - 32
De las curvas de optimización para la columna Petlyuk reactiva (Figuras 6.2 y 6.8), se
puede observar que aún variaciones grandes en los flujos de interconexión no implican una
reducción drástica en el consumo de energía. Esto se debe a que las alimentaciones al
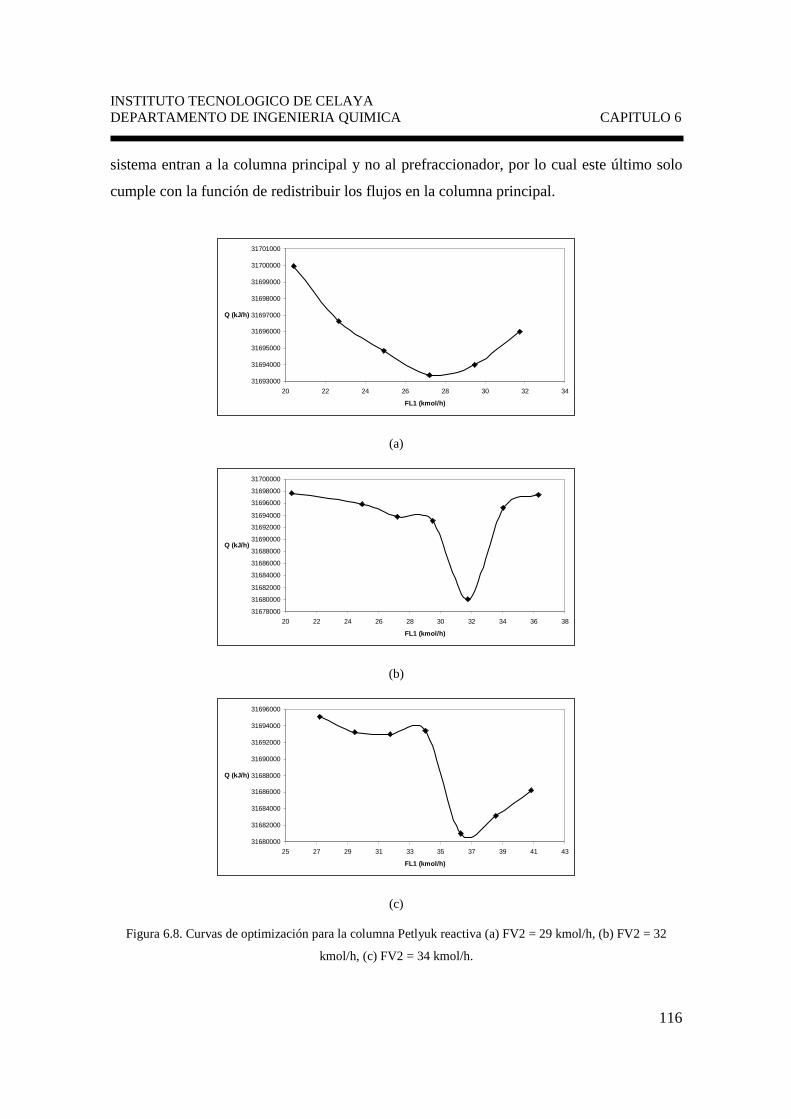
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
116
sistema entran a la columna principal y no al prefraccionador, por lo cual este último solo
cumple con la función de redistribuir los flujos en la columna principal.
(a)
(b)
(c)
Figura 6.8. Curvas de optimización para la columna Petlyuk reactiva (a) FV2 = 29 kmol/h, (b) FV2 = 32
kmol/h, (c) FV2 = 34 kmol/h.
31693000
31694000
31695000
31696000
31697000
31698000
31699000
31700000
31701000
20 22 24 26 28 30 32 34
FL1 (kmol/h)
Q (kJ/h)
31678000
31680000
31682000
31684000
31686000
31688000
31690000
31692000
31694000
31696000
31698000
31700000
20 22 24 26 28 30 32 34 36 38
FL1 (kmol/h)
Q (kJ/h)
31680000
31682000
31684000
31686000
31688000
31690000
31692000
31694000
31696000
25 27 29 31 33 35 37 39 41 43
FL1 (kmol/h)
Q (kJ/h)
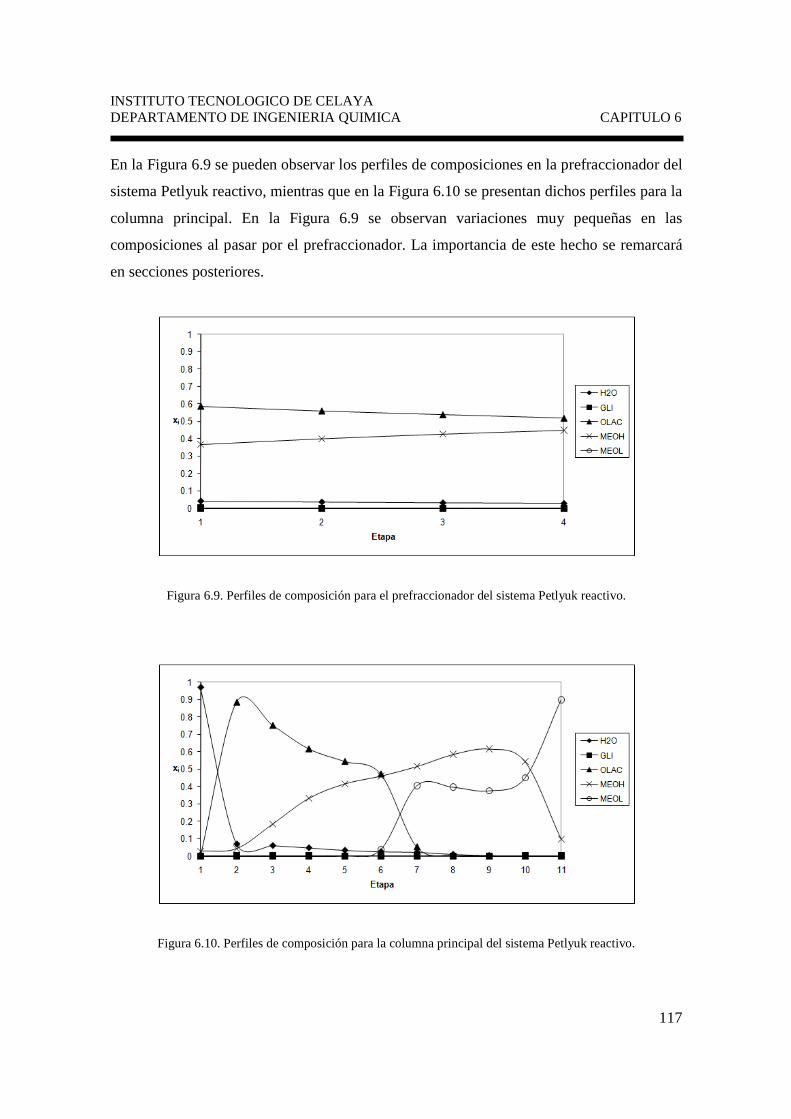
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
117
En la Figura 6.9 se pueden observar los perfiles de composiciones en la prefraccionador del
sistema Petlyuk reactivo, mientras que en la Figura 6.10 se presentan dichos perfiles para la
columna principal. En la Figura 6.9 se observan variaciones muy pequeñas en las
composiciones al pasar por el prefraccionador. La importancia de este hecho se remarcará
en secciones posteriores.
Figura 6.9. Perfiles de composición para el prefraccionador del sistema Petlyuk reactivo.
Figura 6.10. Perfiles de composición para la columna principal del sistema Petlyuk reactivo.
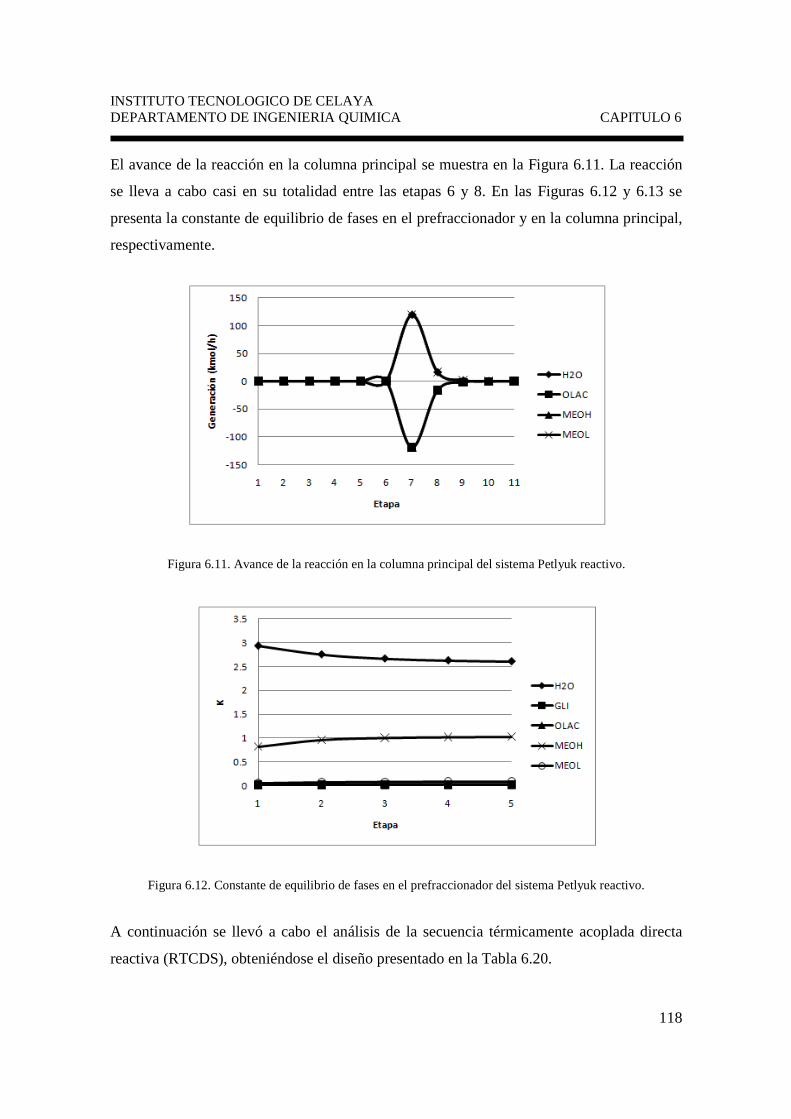
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
118
El avance de la reacción en la columna principal se muestra en la Figura 6.11. La reacción
se lleva a cabo casi en su totalidad entre las etapas 6 y 8. En las Figuras 6.12 y 6.13 se
presenta la constante de equilibrio de fases en el prefraccionador y en la columna principal,
respectivamente.
Figura 6.11. Avance de la reacción en la columna principal del sistema Petlyuk reactivo.
Figura 6.12. Constante de equilibrio de fases en el prefraccionador del sistema Petlyuk reactivo.
A continuación se llevó a cabo el análisis de la secuencia térmicamente acoplada directa
reactiva (RTCDS), obteniéndose el diseño presentado en la Tabla 6.20.
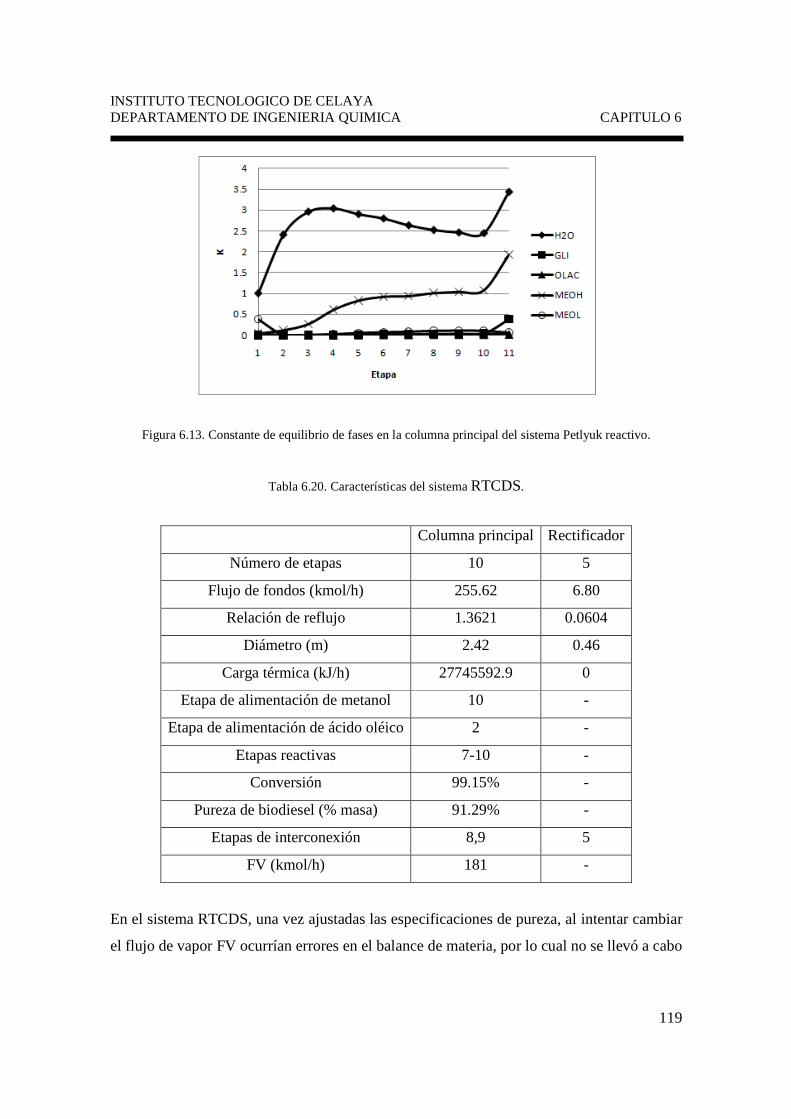
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
119
Figura 6.13. Constante de equilibrio de fases en la columna principal del sistema Petlyuk reactivo.
Tabla 6.20. Características del sistema RTCDS.
Columna principal Rectificador
Número de etapas 10 5
Flujo de fondos (kmol/h) 255.62 6.80
Relación de reflujo 1.3621 0.0604
Diámetro (m) 2.42 0.46
Carga térmica (kJ/h) 27745592.9 0
Etapa de alimentación de metanol 10 -
Etapa de alimentación de ácido oléico 2 -
Etapas reactivas 7-10 -
Conversión 99.15% -
Pureza de biodiesel (% masa) 91.29% -
Etapas de interconexión 8,9 5
FV (kmol/h) 181 -
En el sistema RTCDS, una vez ajustadas las especificaciones de pureza, al intentar cambiar
el flujo de vapor FV ocurrían errores en el balance de materia, por lo cual no se llevó a cabo
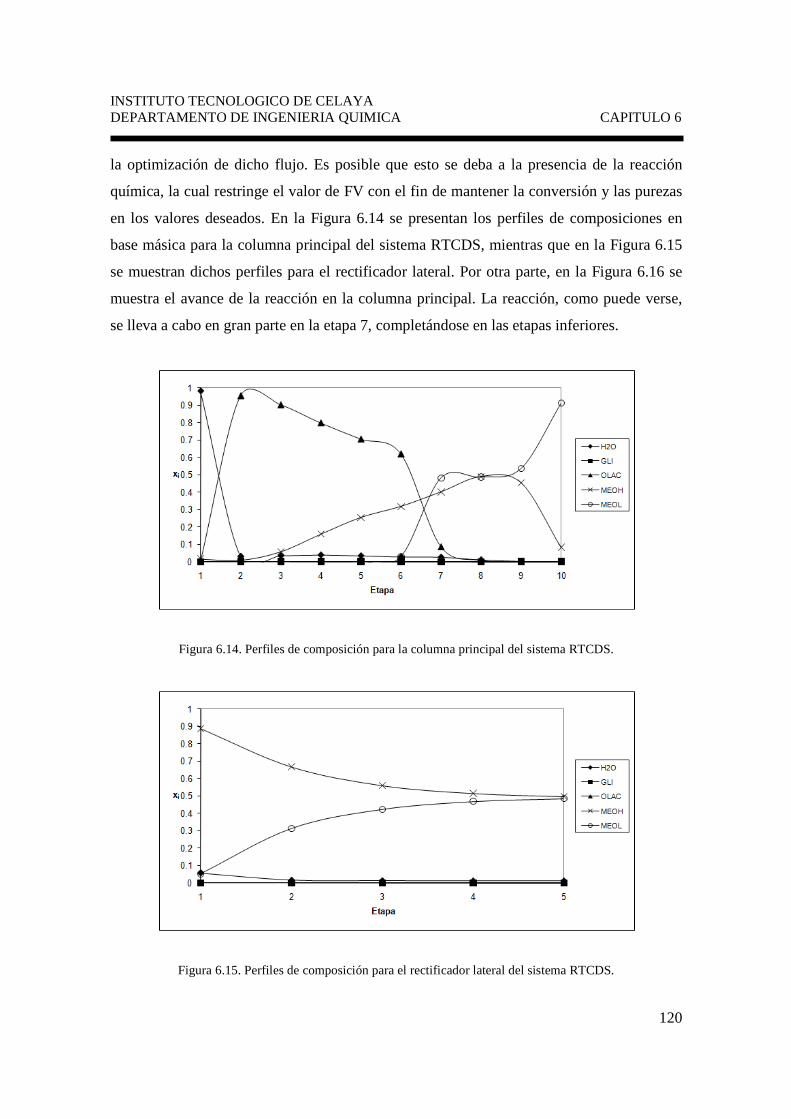
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
120
la optimización de dicho flujo. Es posible que esto se deba a la presencia de la reacción
química, la cual restringe el valor de FV con el fin de mantener la conversión y las purezas
en los valores deseados. En la Figura 6.14 se presentan los perfiles de composiciones en
base másica para la columna principal del sistema RTCDS, mientras que en la Figura 6.15
se muestran dichos perfiles para el rectificador lateral. Por otra parte, en la Figura 6.16 se
muestra el avance de la reacción en la columna principal. La reacción, como puede verse,
se lleva a cabo en gran parte en la etapa 7, completándose en las etapas inferiores.
Figura 6.14. Perfiles de composición para la columna principal del sistema RTCDS.
Figura 6.15. Perfiles de composición para el rectificador lateral del sistema RTCDS.
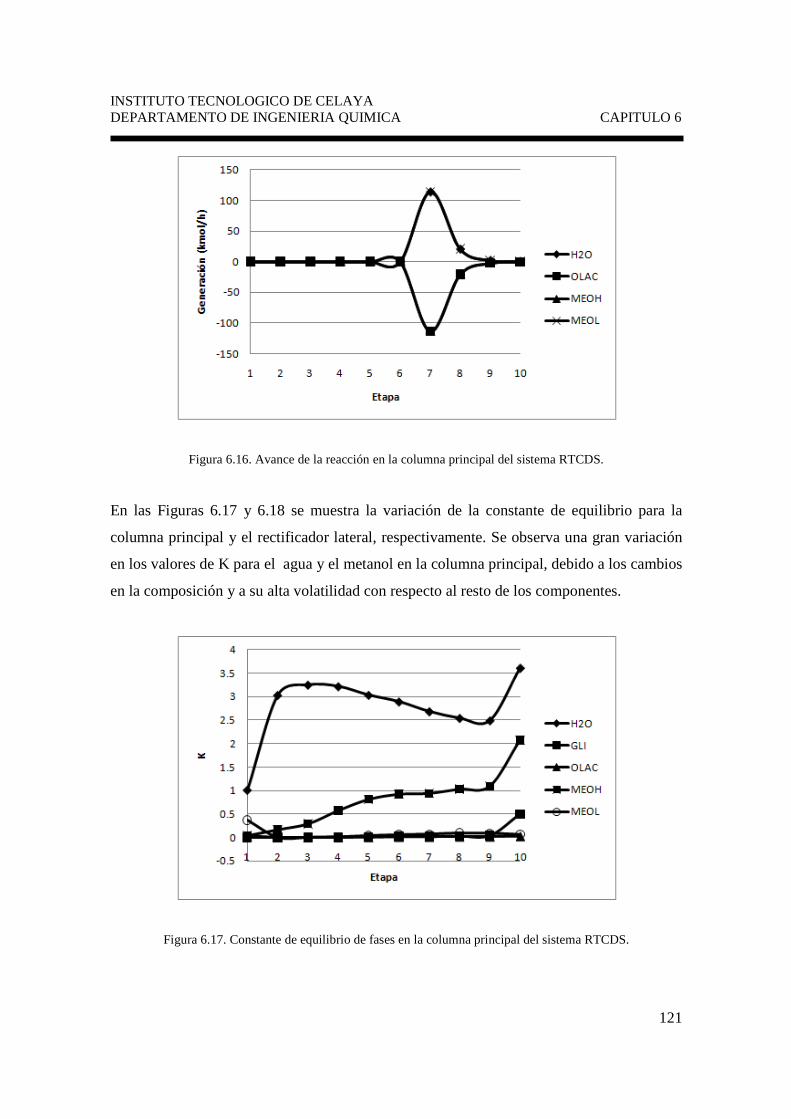
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
121
Figura 6.16. Avance de la reacción en la columna principal del sistema RTCDS.
En las Figuras 6.17 y 6.18 se muestra la variación de la constante de equilibrio para la
columna principal y el rectificador lateral, respectivamente. Se observa una gran variación
en los valores de K para el agua y el metanol en la columna principal, debido a los cambios
en la composición y a su alta volatilidad con respecto al resto de los componentes.
Figura 6.17. Constante de equilibrio de fases en la columna principal del sistema RTCDS.
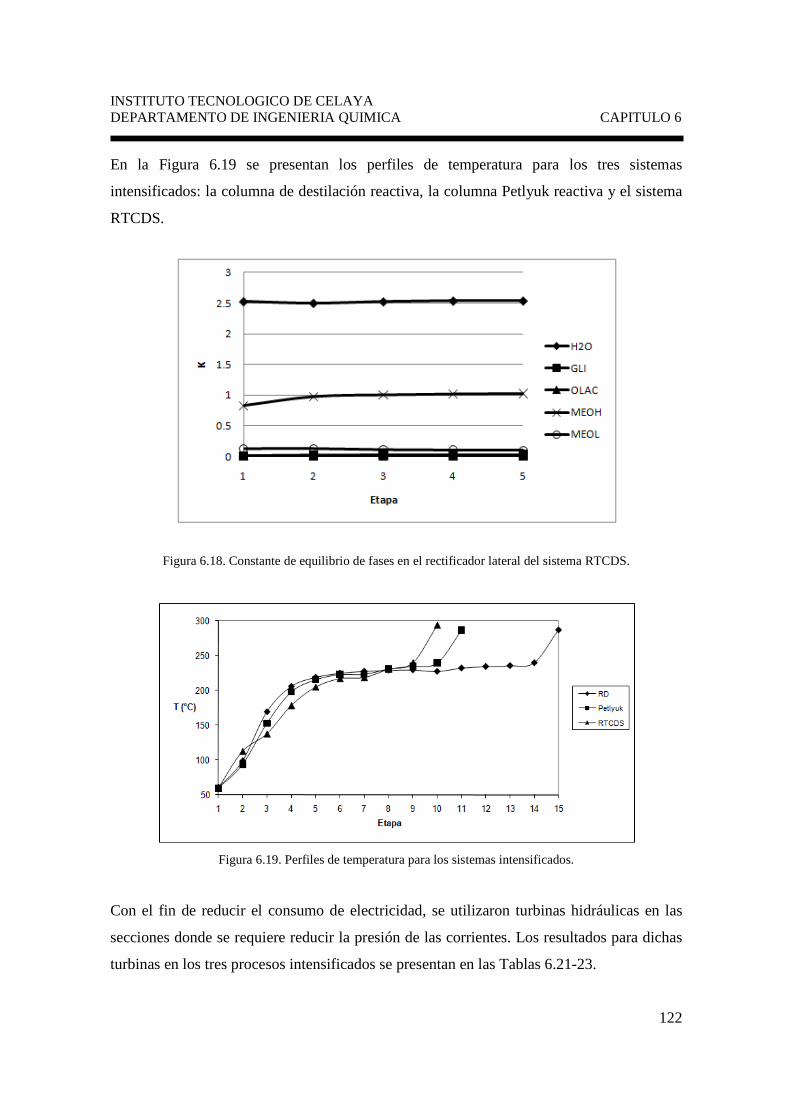
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
122
En la Figura 6.19 se presentan los perfiles de temperatura para los tres sistemas
intensificados: la columna de destilación reactiva, la columna Petlyuk reactiva y el sistema
RTCDS.
Figura 6.18. Constante de equilibrio de fases en el rectificador lateral del sistema RTCDS.
Figura 6.19. Perfiles de temperatura para los sistemas intensificados.
Con el fin de reducir el consumo de electricidad, se utilizaron turbinas hidráulicas en las
secciones donde se requiere reducir la presión de las corrientes. Los resultados para dichas
turbinas en los tres procesos intensificados se presentan en las Tablas 6.21-23.
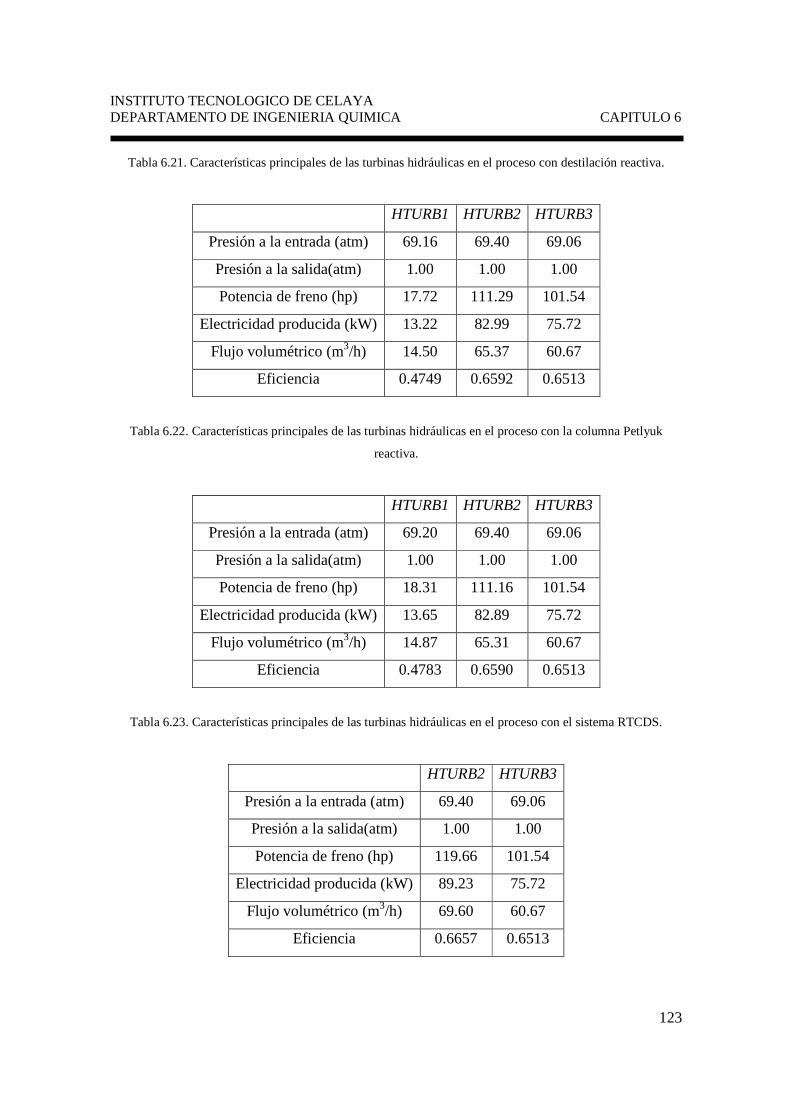
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
123
Tabla 6.21. Características principales de las turbinas hidráulicas en el proceso con destilación reactiva.
HTURB1 HTURB2 HTURB3
Presión a la entrada (atm) 69.16 69.40 69.06
Presión a la salida(atm) 1.00 1.00 1.00
Potencia de freno (hp) 17.72 111.29 101.54
Electricidad producida (kW) 13.22 82.99 75.72
Flujo volumétrico (m3/h) 14.50 65.37 60.67
Eficiencia 0.4749 0.6592 0.6513
Tabla 6.22. Características principales de las turbinas hidráulicas en el proceso con la columna Petlyuk
reactiva.
HTURB1 HTURB2 HTURB3
Presión a la entrada (atm) 69.20 69.40 69.06
Presión a la salida(atm) 1.00 1.00 1.00
Potencia de freno (hp) 18.31 111.16 101.54
Electricidad producida (kW) 13.65 82.89 75.72
Flujo volumétrico (m3/h) 14.87 65.31 60.67
Eficiencia 0.4783 0.6590 0.6513
Tabla 6.23. Características principales de las turbinas hidráulicas en el proceso con el sistema RTCDS.
HTURB2 HTURB3
Presión a la entrada (atm) 69.40 69.06
Presión a la salida(atm) 1.00 1.00
Potencia de freno (hp) 119.66 101.54
Electricidad producida (kW) 89.23 75.72
Flujo volumétrico (m3/h) 69.60 60.67
Eficiencia 0.6657 0.6513
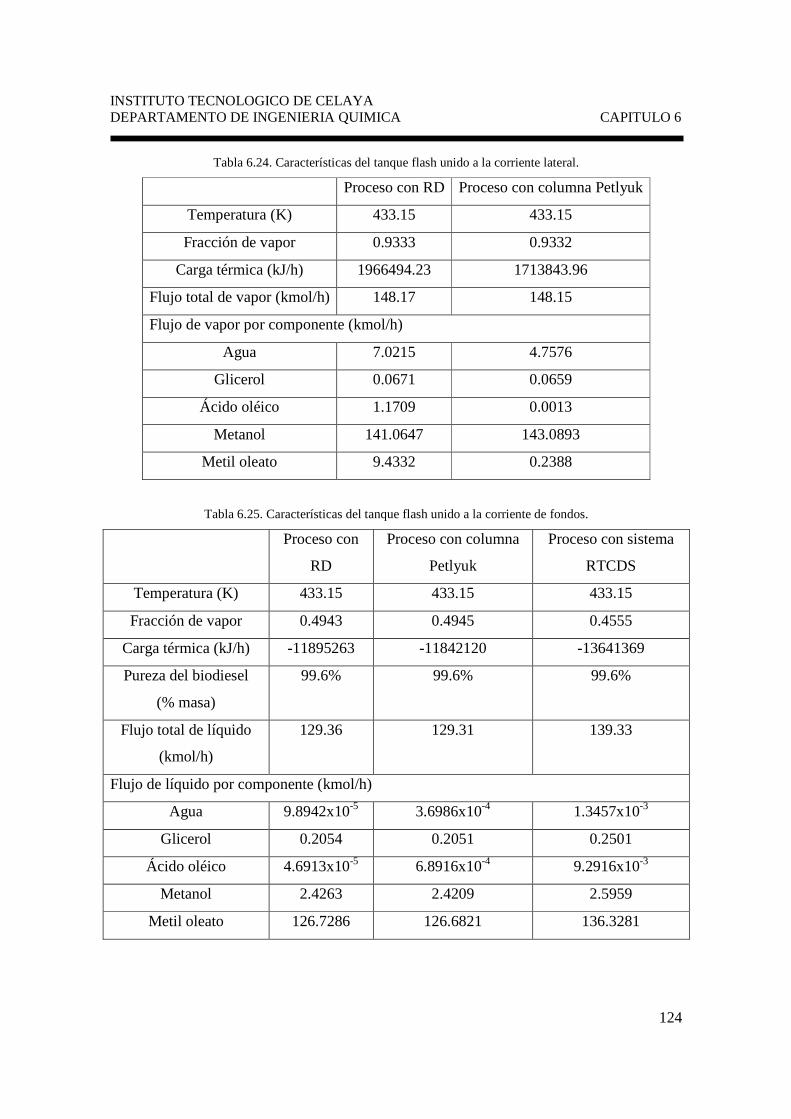
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
124
Tabla 6.24. Características del tanque flash unido a la corriente lateral.
Proceso con RD Proceso con columna Petlyuk
Temperatura (K) 433.15 433.15
Fracción de vapor 0.9333 0.9332
Carga térmica (kJ/h) 1966494.23 1713843.96
Flujo total de vapor (kmol/h) 148.17 148.15
Flujo de vapor por componente (kmol/h)
Agua 7.0215 4.7576
Glicerol 0.0671 0.0659
Ácido oléico 1.1709 0.0013
Metanol 141.0647 143.0893
Metil oleato 9.4332 0.2388
Tabla 6.25. Características del tanque flash unido a la corriente de fondos.
Proceso con
RD
Proceso con columna
Petlyuk
Proceso con sistema
RTCDS
Temperatura (K) 433.15 433.15 433.15
Fracción de vapor 0.4943 0.4945 0.4555
Carga térmica (kJ/h) -11895263 -11842120 -13641369
Pureza del biodiesel
(% masa)
99.6% 99.6% 99.6%
Flujo total de líquido
(kmol/h)
129.36 129.31 139.33
Flujo de líquido por componente (kmol/h)
Agua 9.8942x10-5 3.6986x10-4 1.3457x10-3
Glicerol 0.2054 0.2051 0.2501
Ácido oléico 4.6913x10-5 6.8916x10-4 9.2916x10-3
Metanol 2.4263 2.4209 2.5959
Metil oleato 126.7286 126.6821 136.3281
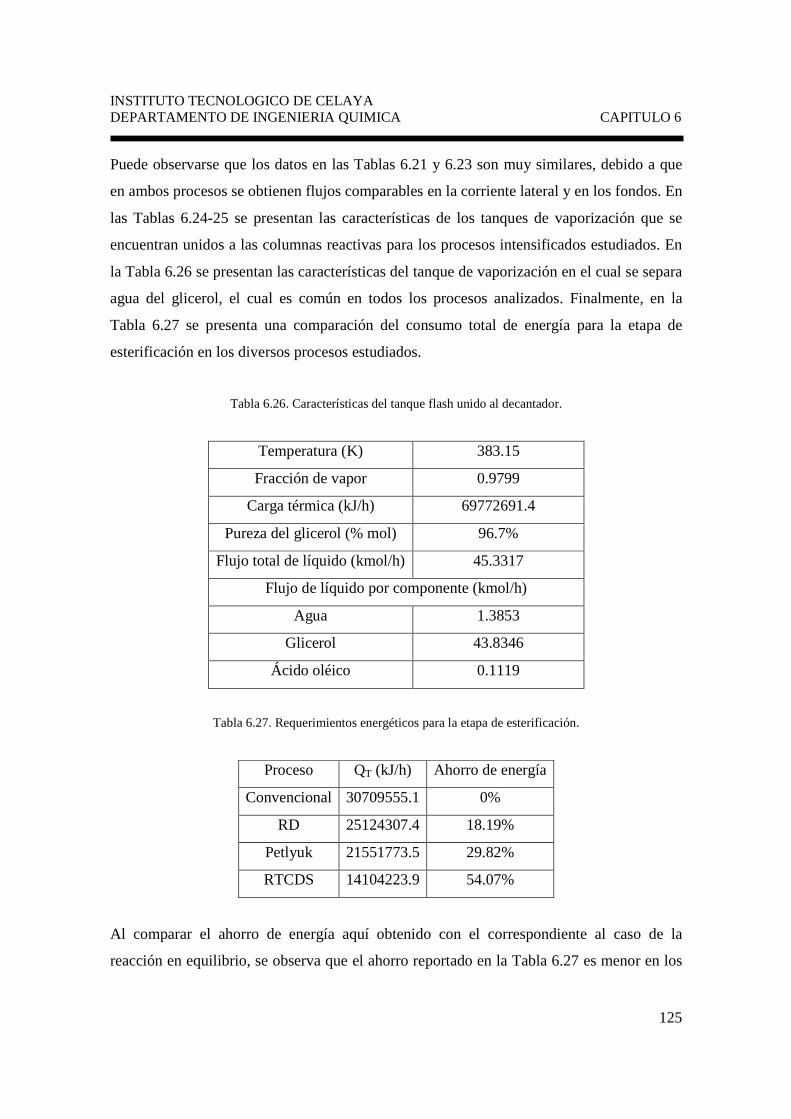
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
125
Puede observarse que los datos en las Tablas 6.21 y 6.23 son muy similares, debido a que
en ambos procesos se obtienen flujos comparables en la corriente lateral y en los fondos. En
las Tablas 6.24-25 se presentan las características de los tanques de vaporización que se
encuentran unidos a las columnas reactivas para los procesos intensificados estudiados. En
la Tabla 6.26 se presentan las características del tanque de vaporización en el cual se separa
agua del glicerol, el cual es común en todos los procesos analizados. Finalmente, en la
Tabla 6.27 se presenta una comparación del consumo total de energía para la etapa de
esterificación en los diversos procesos estudiados.
Tabla 6.26. Características del tanque flash unido al decantador.
Temperatura (K) 383.15
Fracción de vapor 0.9799
Carga térmica (kJ/h) 69772691.4
Pureza del glicerol (% mol) 96.7%
Flujo total de líquido (kmol/h) 45.3317
Flujo de líquido por componente (kmol/h)
Agua 1.3853
Glicerol 43.8346
Ácido oléico 0.1119
Tabla 6.27. Requerimientos energéticos para la etapa de esterificación.
Proceso QT (kJ/h) Ahorro de energía
Convencional 30709555.1 0%
RD 25124307.4 18.19%
Petlyuk 21551773.5 29.82%
RTCDS 14104223.9 54.07%
Al comparar el ahorro de energía aquí obtenido con el correspondiente al caso de la
reacción en equilibrio, se observa que el ahorro reportado en la Tabla 6.27 es menor en los
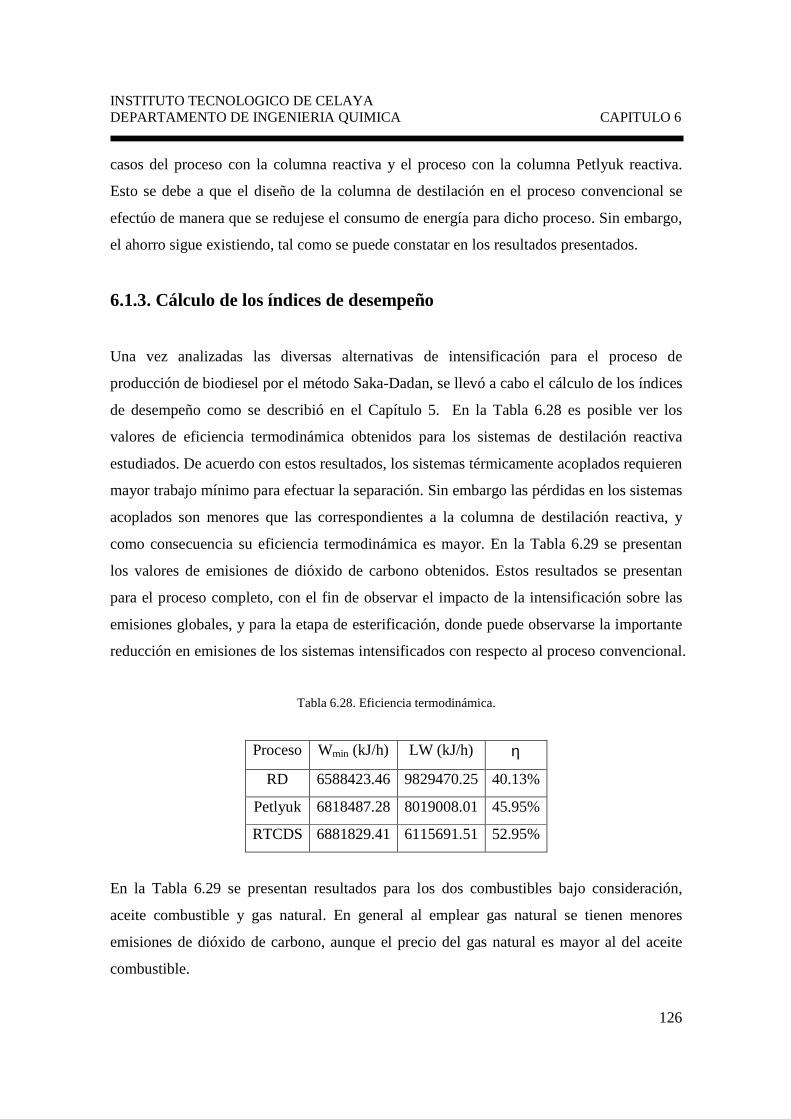
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
126
casos del proceso con la columna reactiva y el proceso con la columna Petlyuk reactiva.
Esto se debe a que el diseño de la columna de destilación en el proceso convencional se
efectúo de manera que se redujese el consumo de energía para dicho proceso. Sin embargo,
el ahorro sigue existiendo, tal como se puede constatar en los resultados presentados.
6.1.3. Cálculo de los índices de desempeño
Una vez analizadas las diversas alternativas de intensificación para el proceso de
producción de biodiesel por el método Saka-Dadan, se llevó a cabo el cálculo de los índices
de desempeño como se describió en el Capítulo 5. En la Tabla 6.28 es posible ver los
valores de eficiencia termodinámica obtenidos para los sistemas de destilación reactiva
estudiados. De acuerdo con estos resultados, los sistemas térmicamente acoplados requieren
mayor trabajo mínimo para efectuar la separación. Sin embargo las pérdidas en los sistemas
acoplados son menores que las correspondientes a la columna de destilación reactiva, y
como consecuencia su eficiencia termodinámica es mayor. En la Tabla 6.29 se presentan
los valores de emisiones de dióxido de carbono obtenidos. Estos resultados se presentan
para el proceso completo, con el fin de observar el impacto de la intensificación sobre las
emisiones globales, y para la etapa de esterificación, donde puede observarse la importante
reducción en emisiones de los sistemas intensificados con respecto al proceso convencional.
Tabla 6.28. Eficiencia termodinámica.
Proceso Wmin (kJ/h) LW (kJ/h) η
RD 6588423.46 9829470.25 40.13%
Petlyuk 6818487.28 8019008.01 45.95%
RTCDS 6881829.41 6115691.51 52.95%
En la Tabla 6.29 se presentan resultados para los dos combustibles bajo consideración,
aceite combustible y gas natural. En general al emplear gas natural se tienen menores
emisiones de dióxido de carbono, aunque el precio del gas natural es mayor al del aceite
combustible.
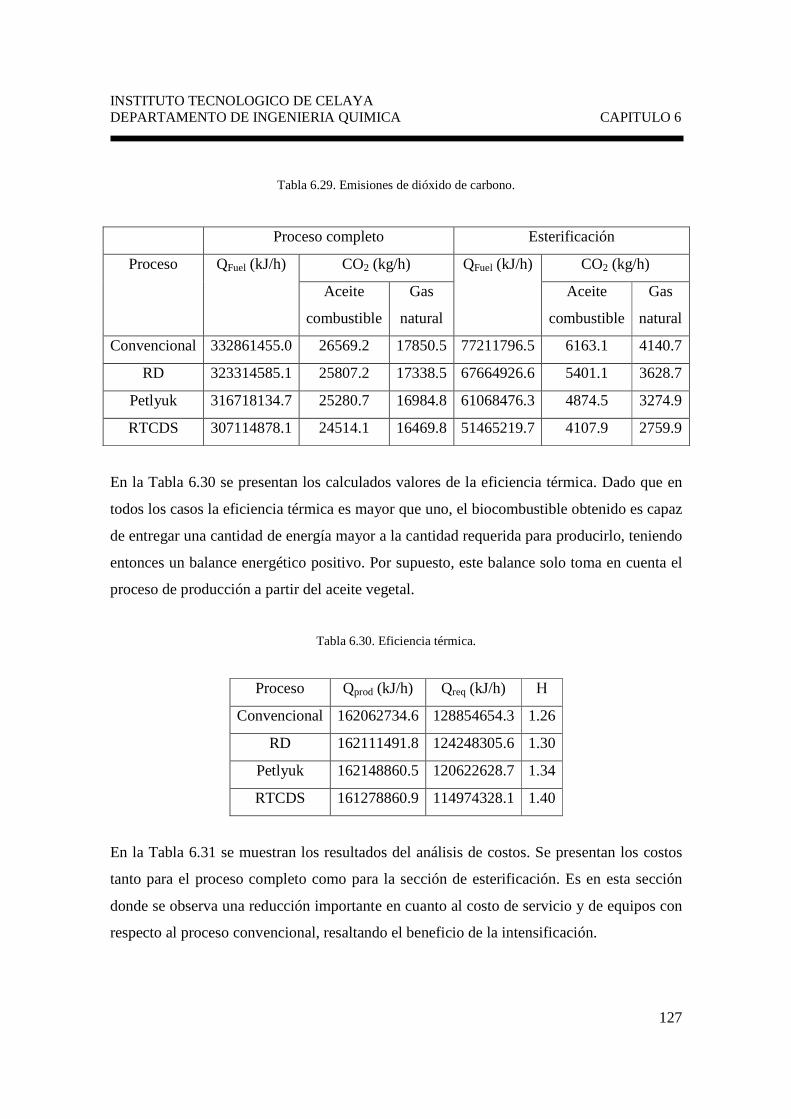
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
127
Tabla 6.29. Emisiones de dióxido de carbono.
Proceso completo Esterificación
Proceso QFuel (kJ/h) CO2 (kg/h) QFuel (kJ/h) CO2 (kg/h)
Aceite
combustible
Gas
natural
Aceite
combustible
Gas
natural
Convencional 332861455.0 26569.2 17850.5 77211796.5 6163.1 4140.7
RD 323314585.1 25807.2 17338.5 67664926.6 5401.1 3628.7
Petlyuk 316718134.7 25280.7 16984.8 61068476.3 4874.5 3274.9
RTCDS 307114878.1 24514.1 16469.8 51465219.7 4107.9 2759.9
En la Tabla 6.30 se presentan los calculados valores de la eficiencia térmica. Dado que en
todos los casos la eficiencia térmica es mayor que uno, el biocombustible obtenido es capaz
de entregar una cantidad de energía mayor a la cantidad requerida para producirlo, teniendo
entonces un balance energético positivo. Por supuesto, este balance solo toma en cuenta el
proceso de producción a partir del aceite vegetal.
Tabla 6.30. Eficiencia térmica.
Proceso Qprod (kJ/h) Qreq (kJ/h) Η
Convencional 162062734.6 128854654.3 1.26
RD 162111491.8 124248305.6 1.30
Petlyuk 162148860.5 120622628.7 1.34
RTCDS 161278860.9 114974328.1 1.40
En la Tabla 6.31 se muestran los resultados del análisis de costos. Se presentan los costos
tanto para el proceso completo como para la sección de esterificación. Es en esta sección
donde se observa una reducción importante en cuanto al costo de servicio y de equipos con
respecto al proceso convencional, resaltando el beneficio de la intensificación.
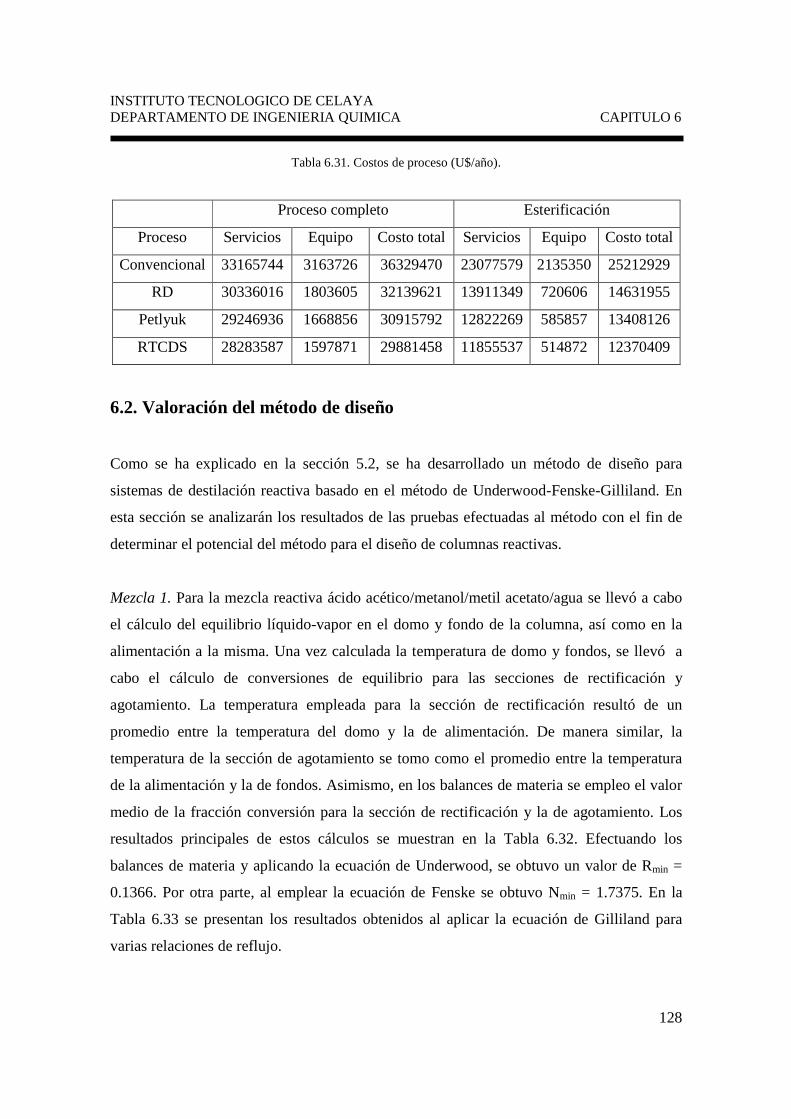
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
128
Tabla 6.31. Costos de proceso (U$/año).
Proceso completo Esterificación
Proceso Servicios Equipo Costo total Servicios Equipo Costo total
Convencional 33165744 3163726 36329470 23077579 2135350 25212929
RD 30336016 1803605 32139621 13911349 720606 14631955
Petlyuk 29246936 1668856 30915792 12822269 585857 13408126
RTCDS 28283587 1597871 29881458 11855537 514872 12370409
6.2. Valoración del método de diseño
Como se ha explicado en la sección 5.2, se ha desarrollado un método de diseño para
sistemas de destilación reactiva basado en el método de Underwood-Fenske-Gilliland. En
esta sección se analizarán los resultados de las pruebas efectuadas al método con el fin de
determinar el potencial del método para el diseño de columnas reactivas.
Mezcla 1. Para la mezcla reactiva ácido acético/metanol/metil acetato/agua se llevó a cabo
el cálculo del equilibrio líquido-vapor en el domo y fondo de la columna, así como en la
alimentación a la misma. Una vez calculada la temperatura de domo y fondos, se llevó a
cabo el cálculo de conversiones de equilibrio para las secciones de rectificación y
agotamiento. La temperatura empleada para la sección de rectificación resultó de un
promedio entre la temperatura del domo y la de alimentación. De manera similar, la
temperatura de la sección de agotamiento se tomo como el promedio entre la temperatura
de la alimentación y la de fondos. Asimismo, en los balances de materia se empleo el valor
medio de la fracción conversión para la sección de rectificación y la de agotamiento. Los
resultados principales de estos cálculos se muestran en la Tabla 6.32. Efectuando los
balances de materia y aplicando la ecuación de Underwood, se obtuvo un valor de Rmin =
0.1366. Por otra parte, al emplear la ecuación de Fenske se obtuvo Nmin = 1.7375. En la
Tabla 6.33 se presentan los resultados obtenidos al aplicar la ecuación de Gilliland para
varias relaciones de reflujo.
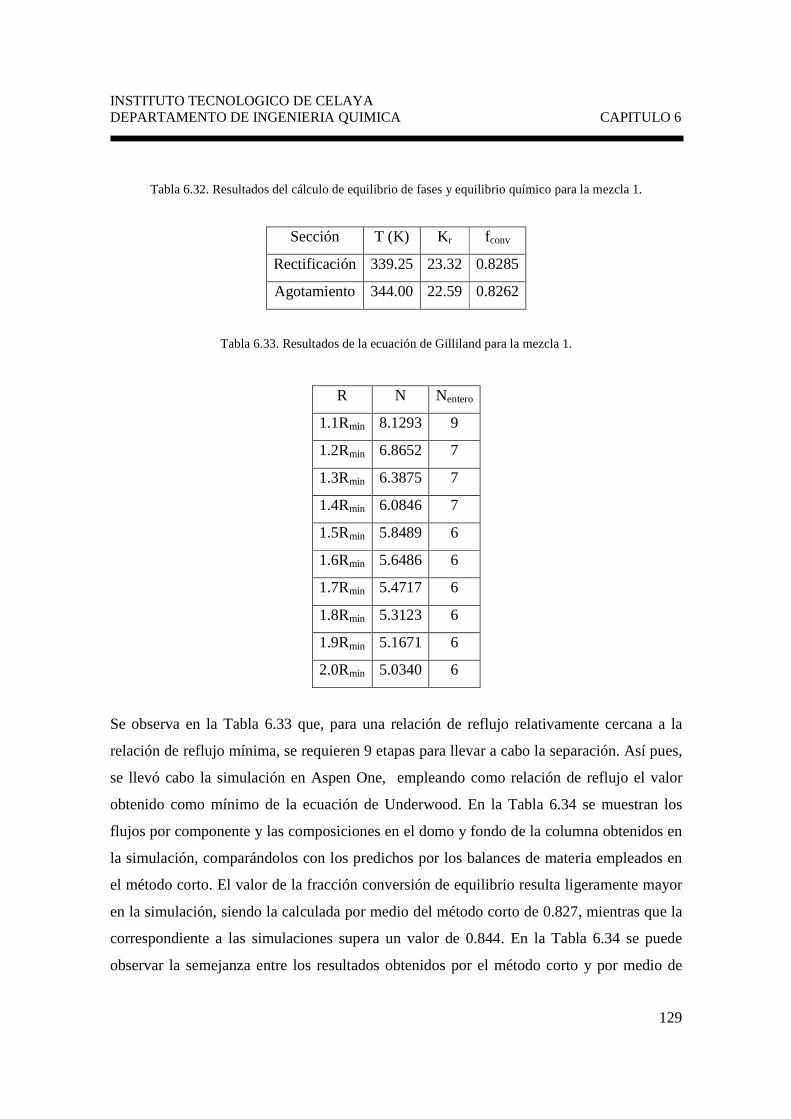
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
129
Tabla 6.32. Resultados del cálculo de equilibrio de fases y equilibrio químico para la mezcla 1.
Sección T (K) Kr fconv
Rectificación 339.25 23.32 0.8285
Agotamiento 344.00 22.59 0.8262
Tabla 6.33. Resultados de la ecuación de Gilliland para la mezcla 1.
R N Nentero
1.1Rmin 8.1293 9
1.2Rmin 6.8652 7
1.3Rmin 6.3875 7
1.4Rmin 6.0846 7
1.5Rmin 5.8489 6
1.6Rmin 5.6486 6
1.7Rmin 5.4717 6
1.8Rmin 5.3123 6
1.9Rmin 5.1671 6
2.0Rmin 5.0340 6
Se observa en la Tabla 6.33 que, para una relación de reflujo relativamente cercana a la
relación de reflujo mínima, se requieren 9 etapas para llevar a cabo la separación. Así pues,
se llevó cabo la simulación en Aspen One, empleando como relación de reflujo el valor
obtenido como mínimo de la ecuación de Underwood. En la Tabla 6.34 se muestran los
flujos por componente y las composiciones en el domo y fondo de la columna obtenidos en
la simulación, comparándolos con los predichos por los balances de materia empleados en
el método corto. El valor de la fracción conversión de equilibrio resulta ligeramente mayor
en la simulación, siendo la calculada por medio del método corto de 0.827, mientras que la
correspondiente a las simulaciones supera un valor de 0.844. En la Tabla 6.34 se puede
observar la semejanza entre los resultados obtenidos por el método corto y por medio de
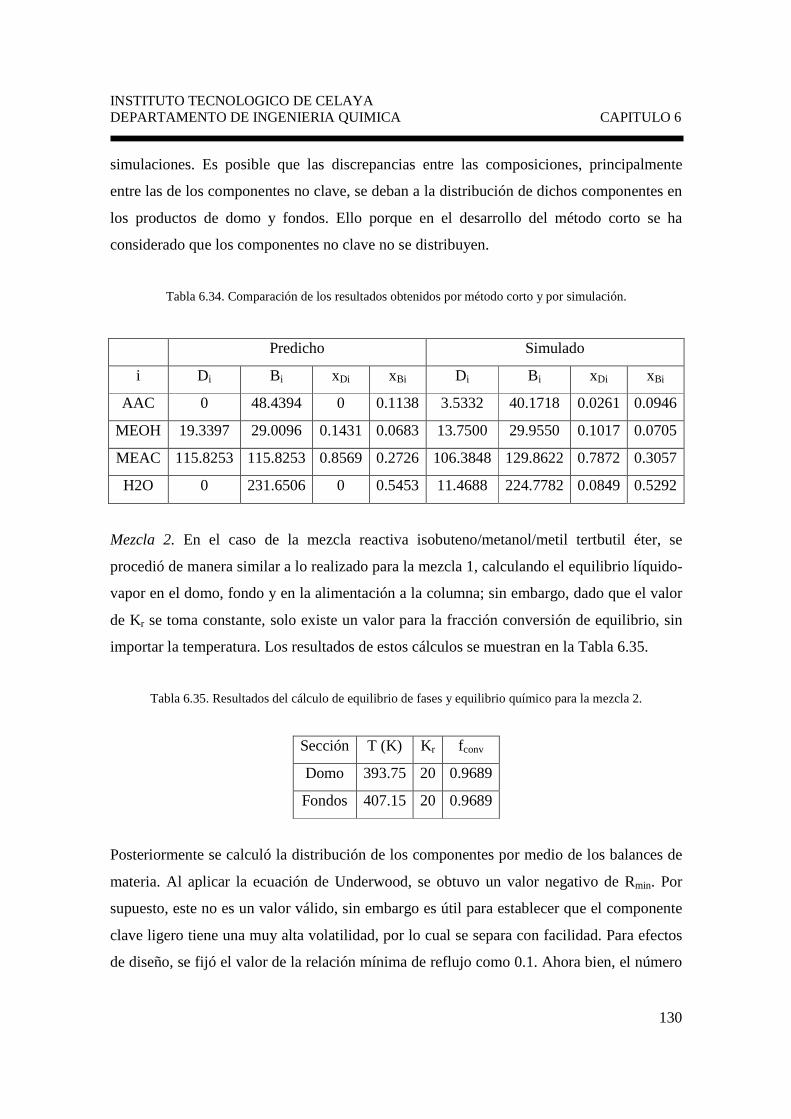
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
130
simulaciones. Es posible que las discrepancias entre las composiciones, principalmente
entre las de los componentes no clave, se deban a la distribución de dichos componentes en
los productos de domo y fondos. Ello porque en el desarrollo del método corto se ha
considerado que los componentes no clave no se distribuyen.
Tabla 6.34. Comparación de los resultados obtenidos por método corto y por simulación.
Predicho Simulado
i Di Bi xDi xBi Di Bi xDi xBi
AAC 0 48.4394 0 0.1138 3.5332 40.1718 0.0261 0.0946
MEOH 19.3397 29.0096 0.1431 0.0683 13.7500 29.9550 0.1017 0.0705
MEAC 115.8253 115.8253 0.8569 0.2726 106.3848 129.8622 0.7872 0.3057
H2O 0 231.6506 0 0.5453 11.4688 224.7782 0.0849 0.5292
Mezcla 2. En el caso de la mezcla reactiva isobuteno/metanol/metil tertbutil éter, se
procedió de manera similar a lo realizado para la mezcla 1, calculando el equilibrio líquido-
vapor en el domo, fondo y en la alimentación a la columna; sin embargo, dado que el valor
de Kr se toma constante, solo existe un valor para la fracción conversión de equilibrio, sin
importar la temperatura. Los resultados de estos cálculos se muestran en la Tabla 6.35.
Tabla 6.35. Resultados del cálculo de equilibrio de fases y equilibrio químico para la mezcla 2.
Sección T (K) Kr fconv
Domo 393.75 20 0.9689
Fondos 407.15 20 0.9689
Posteriormente se calculó la distribución de los componentes por medio de los balances de
materia. Al aplicar la ecuación de Underwood, se obtuvo un valor negativo de Rmin. Por
supuesto, este no es un valor válido, sin embargo es útil para establecer que el componente
clave ligero tiene una muy alta volatilidad, por lo cual se separa con facilidad. Para efectos
de diseño, se fijó el valor de la relación mínima de reflujo como 0.1. Ahora bien, el número
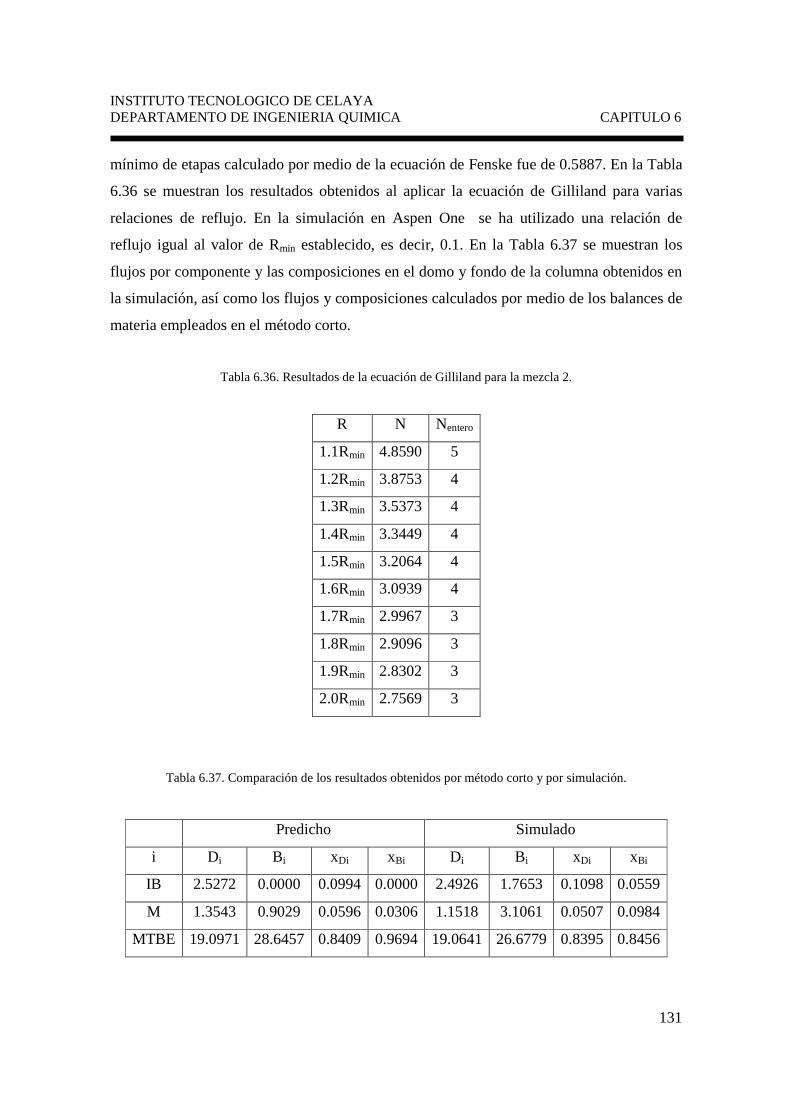
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
131
mínimo de etapas calculado por medio de la ecuación de Fenske fue de 0.5887. En la Tabla
6.36 se muestran los resultados obtenidos al aplicar la ecuación de Gilliland para varias
relaciones de reflujo. En la simulación en Aspen One se ha utilizado una relación de
reflujo igual al valor de Rmin establecido, es decir, 0.1. En la Tabla 6.37 se muestran los
flujos por componente y las composiciones en el domo y fondo de la columna obtenidos en
la simulación, así como los flujos y composiciones calculados por medio de los balances de
materia empleados en el método corto.
Tabla 6.36. Resultados de la ecuación de Gilliland para la mezcla 2.
R N Nentero
1.1Rmin 4.8590 5
1.2Rmin 3.8753 4
1.3Rmin 3.5373 4
1.4Rmin 3.3449 4
1.5Rmin 3.2064 4
1.6Rmin 3.0939 4
1.7Rmin 2.9967 3
1.8Rmin 2.9096 3
1.9Rmin 2.8302 3
2.0Rmin 2.7569 3
Tabla 6.37. Comparación de los resultados obtenidos por método corto y por simulación.
Predicho Simulado
i Di Bi xDi xBi Di Bi xDi xBi
IB 2.5272 0.0000 0.0994 0.0000 2.4926 1.7653 0.1098 0.0559
M 1.3543 0.9029 0.0596 0.0306 1.1518 3.1061 0.0507 0.0984
MTBE 19.0971 28.6457 0.8409 0.9694 19.0641 26.6779 0.8395 0.8456
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
132
La fracción conversión de equilibrio obtenida en las simulaciones, 0.915, resulta similar a
la obtenida en el método corto. Las composiciones, particularmente en el domo de la
columna, no varían considerablemente entre las calculadas por medio de los balances de
materia y las obtenidas en la simulación. Una vez más, esta discrepancia se puede atribuir
en parte a la suposición de que los componentes no clave no se distribuyen. Por otra parte,
es necesario considerar que se trata de un método corto y que, por otra parte, no se han
tomado en cuenta los balances de energía y en consecuencia no se hizo ningún ajuste en la
carga térmica de la columna; ello cual podría explicar la diferencia de las composiciones en
el fondo de la columna. Las pruebas anteriores, sin embargo, muestran la viabilidad del uso
de ecuaciones del tipo Underwood-Gilliland-Fenske para el diseño básico de sistemas de
destilación reactiva, por lo cual se aplicarán en el diseño de esquemas de mayor
complejidad.
6.3. Diseño y optimización de los sistemas reactivos térmicamente
acoplados
En esta sección se presentan los resultados obtenidos en cuanto al diseño y optimización de
los sistemas reactivos térmicamente acoplados bajo análisis. Las composiciones de las
alimentaciones a las columnas se presentan en la Tabla 6.38. Estas composiciones son
comunes a los dos sistemas. La alimentación F1 corresponde al flujo de ácido oléico, el cual
tiene un valor de 267.58 kmol/h, mientras que la alimentación F2 corresponde al metanol,
que es de 412.69 kmol/h. Dado que el metil oleato es un producto, éste no se encuentra
presente en ninguna de las alimentaciones. Los valores de la recuperación fueron
calculados por medio de las ecuaciones (5.41) y (5.42) en base a los flujos de domo, fondos
y corriente lateral obtenidos en las simulaciones preliminares. Los valores obtenidos, los
cuales fueron empleados en la optimización en GAMS, se presentan en la Tabla 6.39 para
la columna Petlyuk reactiva y en la Tabla 6.40 para el sistema RTCDS. El número de
sección corresponde a los mostrados en la Figura 5.38. El valor de la recuperación para el
metanol es, por supuesto, a partir del flujo F2. El resto de las recuperaciones se han
calculado para el flujo F1. Cabe mencionar que, en el caso de la columna Petlyuk reactiva,
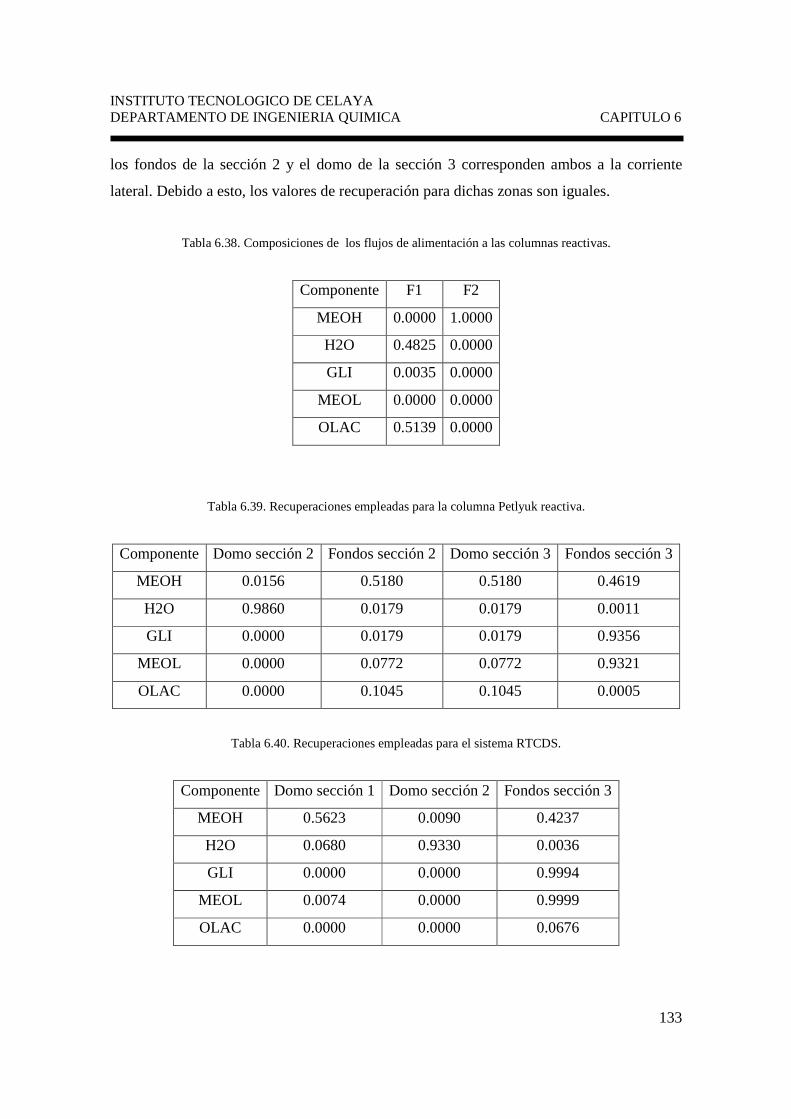
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
133
los fondos de la sección 2 y el domo de la sección 3 corresponden ambos a la corriente
lateral. Debido a esto, los valores de recuperación para dichas zonas son iguales.
Tabla 6.38. Composiciones de los flujos de alimentación a las columnas reactivas.
Componente F1 F2
MEOH 0.0000 1.0000
H2O 0.4825 0.0000
GLI 0.0035 0.0000
MEOL 0.0000 0.0000
OLAC 0.5139 0.0000
Tabla 6.39. Recuperaciones empleadas para la columna Petlyuk reactiva.
Componente Domo sección 2 Fondos sección 2 Domo sección 3 Fondos sección 3
MEOH 0.0156 0.5180 0.5180 0.4619
H2O 0.9860 0.0179 0.0179 0.0011
GLI 0.0000 0.0179 0.0179 0.9356
MEOL 0.0000 0.0772 0.0772 0.9321
OLAC 0.0000 0.1045 0.1045 0.0005
Tabla 6.40. Recuperaciones empleadas para el sistema RTCDS.
Componente Domo sección 1 Domo sección 2 Fondos sección 3
MEOH 0.5623 0.0090 0.4237
H2O 0.0680 0.9330 0.0036
GLI 0.0000 0.0000 0.9994
MEOL 0.0074 0.0000 0.9999
OLAC 0.0000 0.0000 0.0676
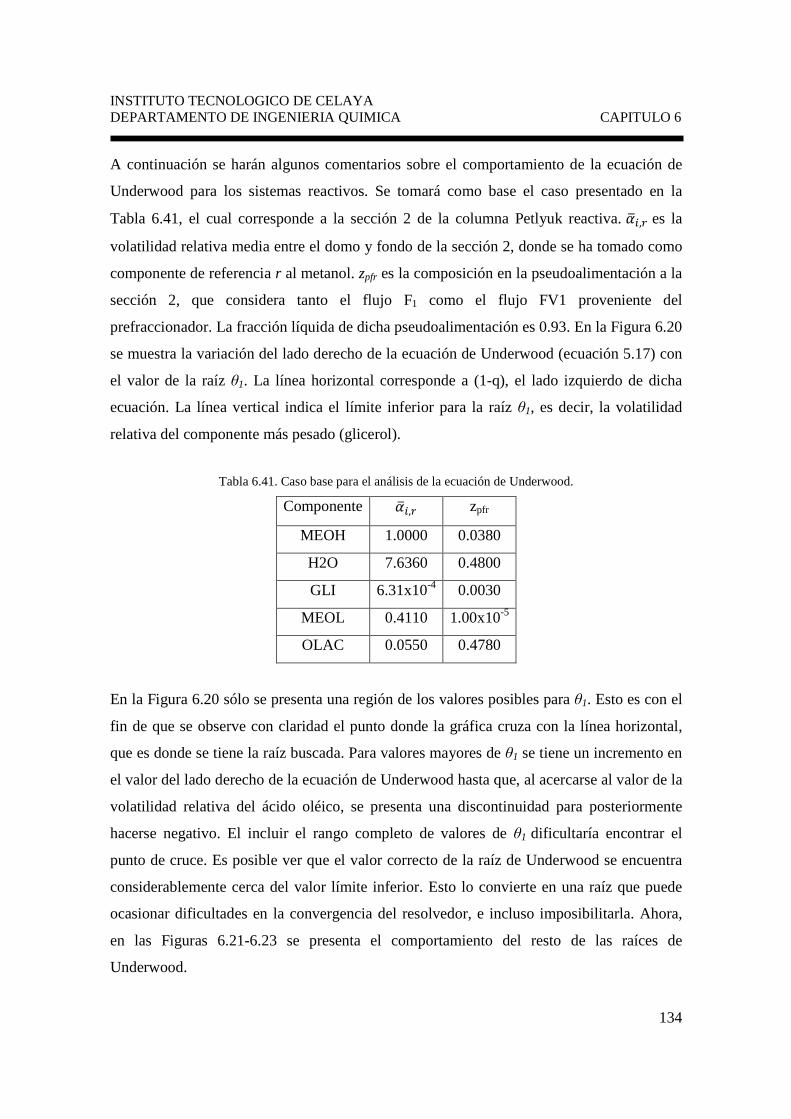
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
134
A continuación se harán algunos comentarios sobre el comportamiento de la ecuación de
Underwood para los sistemas reactivos. Se tomará como base el caso presentado en la
Tabla 6.41, el cual corresponde a la sección 2 de la columna Petlyuk reactiva. ���,� es la
volatilidad relativa media entre el domo y fondo de la sección 2, donde se ha tomado como
componente de referencia r al metanol. zpfr es la composición en la pseudoalimentación a la
sección 2, que considera tanto el flujo F1 como el flujo FV1 proveniente del
prefraccionador. La fracción líquida de dicha pseudoalimentación es 0.93. En la Figura 6.20
se muestra la variación del lado derecho de la ecuación de Underwood (ecuación 5.17) con
el valor de la raíz θ1. La línea horizontal corresponde a (1-q), el lado izquierdo de dicha
ecuación. La línea vertical indica el límite inferior para la raíz θ1, es decir, la volatilidad
relativa del componente más pesado (glicerol).
Tabla 6.41. Caso base para el análisis de la ecuación de Underwood.
Componente ���,� zpfr
MEOH 1.0000 0.0380
H2O 7.6360 0.4800
GLI 6.31x10-4 0.0030
MEOL 0.4110 1.00x10-5
OLAC 0.0550 0.4780
En la Figura 6.20 sólo se presenta una región de los valores posibles para θ1. Esto es con el
fin de que se observe con claridad el punto donde la gráfica cruza con la línea horizontal,
que es donde se tiene la raíz buscada. Para valores mayores de θ1 se tiene un incremento en
el valor del lado derecho de la ecuación de Underwood hasta que, al acercarse al valor de la
volatilidad relativa del ácido oléico, se presenta una discontinuidad para posteriormente
hacerse negativo. El incluir el rango completo de valores de θ1 dificultaría encontrar el
punto de cruce. Es posible ver que el valor correcto de la raíz de Underwood se encuentra
considerablemente cerca del valor límite inferior. Esto lo convierte en una raíz que puede
ocasionar dificultades en la convergencia del resolvedor, e incluso imposibilitarla. Ahora,
en las Figuras 6.21-6.23 se presenta el comportamiento del resto de las raíces de
Underwood.
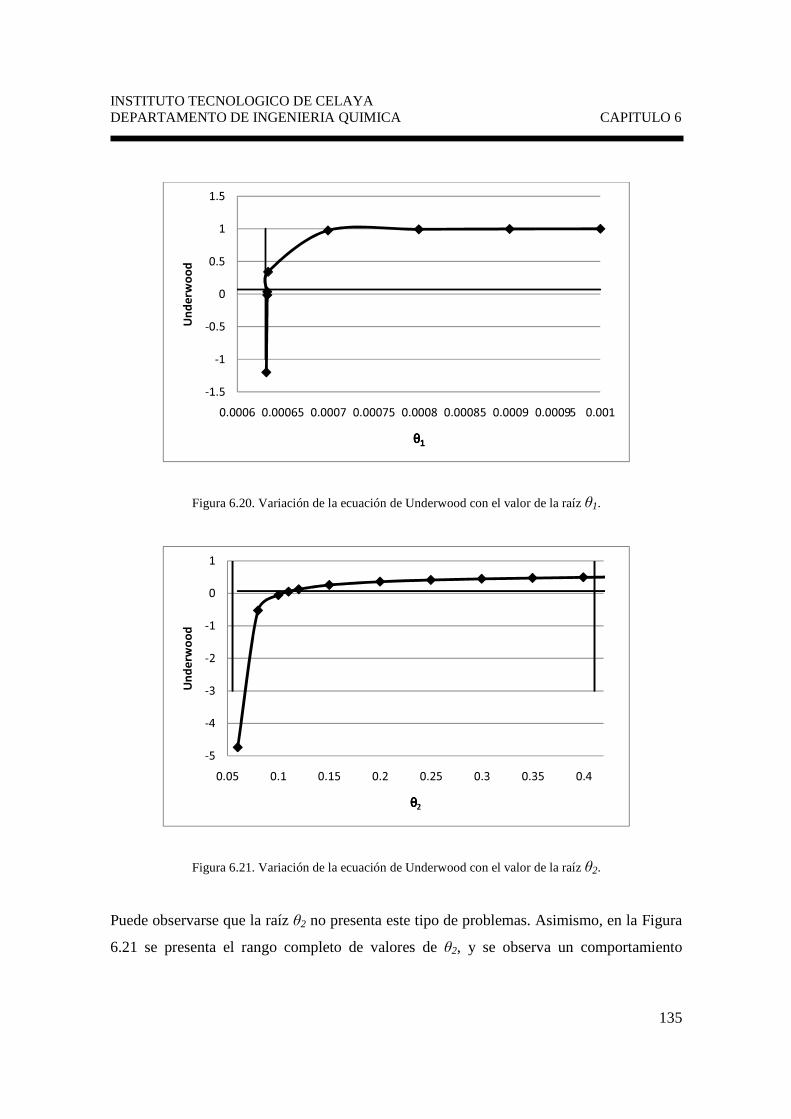
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
135
Figura 6.20. Variación de la ecuación de Underwood con el valor de la raíz θ1.
Figura 6.21. Variación de la ecuación de Underwood con el valor de la raíz θ2.
Puede observarse que la raíz θ2 no presenta este tipo de problemas. Asimismo, en la Figura
6.21 se presenta el rango completo de valores de θ2, y se observa un comportamiento
-1.5
-1
-0.5
0
0.5
1
1.5
0.0006 0.00065 0.0007 0.00075 0.0008 0.00085 0.0009 0.00095 0.001
Un
de
rwo
od
θθθθ1111
-5
-4
-3
-2
-1
0
1
0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Un
de
rwo
od
θθθθ2
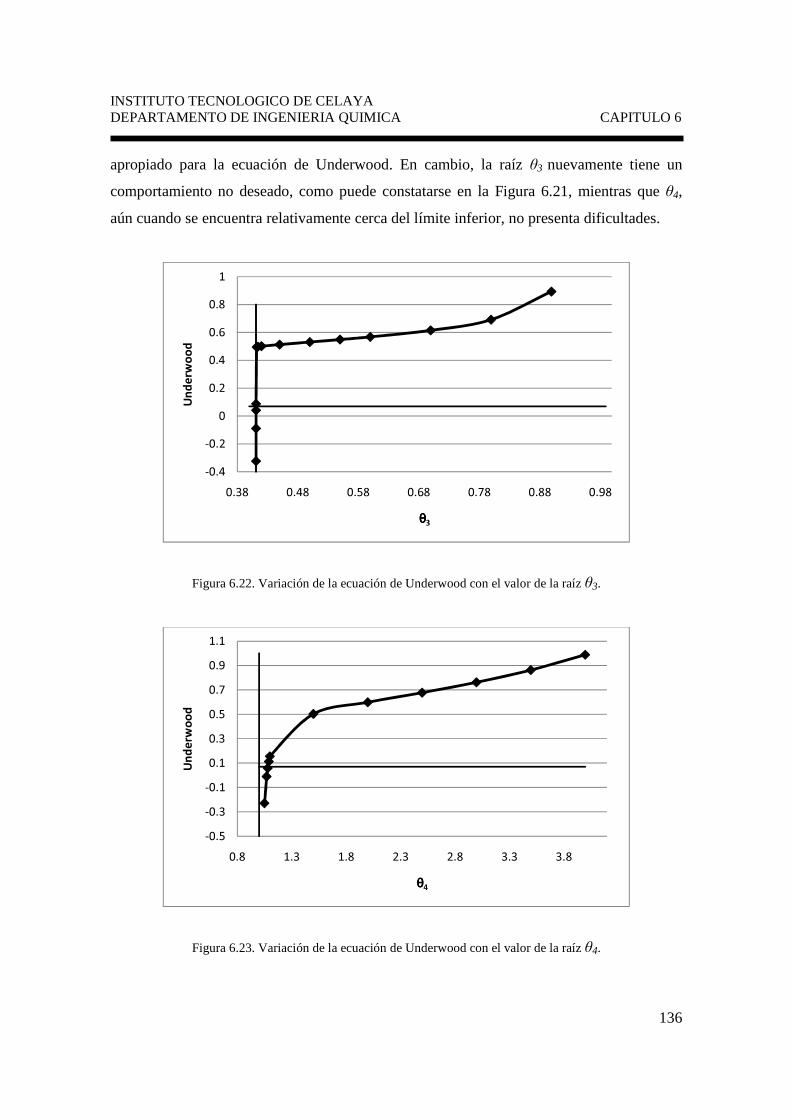
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
136
apropiado para la ecuación de Underwood. En cambio, la raíz θ3 nuevamente tiene un
comportamiento no deseado, como puede constatarse en la Figura 6.21, mientras que θ4,
aún cuando se encuentra relativamente cerca del límite inferior, no presenta dificultades.
Figura 6.22. Variación de la ecuación de Underwood con el valor de la raíz θ3.
Figura 6.23. Variación de la ecuación de Underwood con el valor de la raíz θ4.
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
0.38 0.48 0.58 0.68 0.78 0.88 0.98
Un
de
rwo
od
θθθθ3
-0.5
-0.3
-0.1
0.1
0.3
0.5
0.7
0.9
1.1
0.8 1.3 1.8 2.3 2.8 3.3 3.8
Un
de
rwo
od
θθθθ4
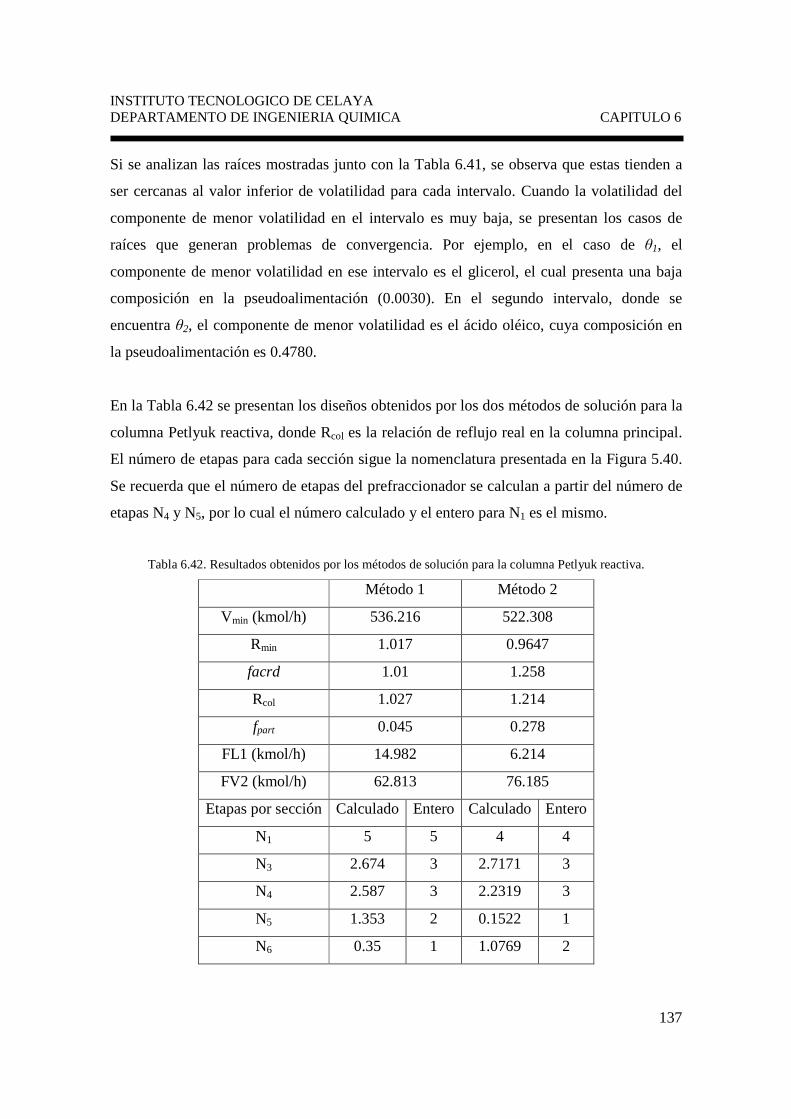
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
137
Si se analizan las raíces mostradas junto con la Tabla 6.41, se observa que estas tienden a
ser cercanas al valor inferior de volatilidad para cada intervalo. Cuando la volatilidad del
componente de menor volatilidad en el intervalo es muy baja, se presentan los casos de
raíces que generan problemas de convergencia. Por ejemplo, en el caso de θ1, el
componente de menor volatilidad en ese intervalo es el glicerol, el cual presenta una baja
composición en la pseudoalimentación (0.0030). En el segundo intervalo, donde se
encuentra θ2, el componente de menor volatilidad es el ácido oléico, cuya composición en
la pseudoalimentación es 0.4780.
En la Tabla 6.42 se presentan los diseños obtenidos por los dos métodos de solución para la
columna Petlyuk reactiva, donde Rcol es la relación de reflujo real en la columna principal.
El número de etapas para cada sección sigue la nomenclatura presentada en la Figura 5.40.
Se recuerda que el número de etapas del prefraccionador se calculan a partir del número de
etapas N4 y N5, por lo cual el número calculado y el entero para N1 es el mismo.
Tabla 6.42. Resultados obtenidos por los métodos de solución para la columna Petlyuk reactiva.
Método 1 Método 2
Vmin (kmol/h) 536.216 522.308
Rmin 1.017 0.9647
facrd 1.01 1.258
Rcol 1.027 1.214
fpart 0.045 0.278
FL1 (kmol/h) 14.982 6.214
FV2 (kmol/h) 62.813 76.185
Etapas por sección Calculado Entero Calculado Entero
N1 5 5 4 4
N3 2.674 3 2.7171 3
N4 2.587 3 2.2319 3
N5 1.353 2 0.1522 1
N6 0.35 1 1.0769 2
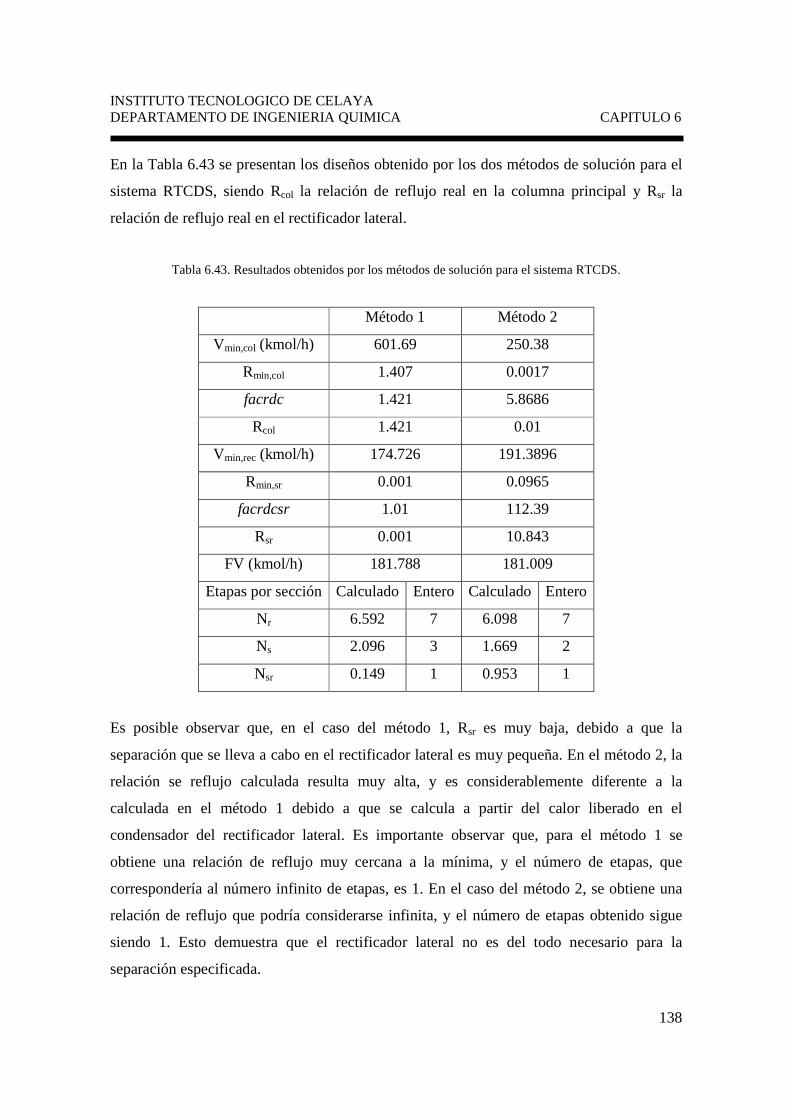
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
138
En la Tabla 6.43 se presentan los diseños obtenido por los dos métodos de solución para el
sistema RTCDS, siendo Rcol la relación de reflujo real en la columna principal y Rsr la
relación de reflujo real en el rectificador lateral.
Tabla 6.43. Resultados obtenidos por los métodos de solución para el sistema RTCDS.
Método 1 Método 2
Vmin,col (kmol/h) 601.69 250.38
Rmin,col 1.407 0.0017
facrdc 1.421 5.8686
Rcol 1.421 0.01
Vmin,rec (kmol/h) 174.726 191.3896
Rmin,sr 0.001 0.0965
facrdcsr 1.01 112.39
Rsr 0.001 10.843
FV (kmol/h) 181.788 181.009
Etapas por sección Calculado Entero Calculado Entero
Nr 6.592 7 6.098 7
Ns 2.096 3 1.669 2
Nsr 0.149 1 0.953 1
Es posible observar que, en el caso del método 1, Rsr es muy baja, debido a que la
separación que se lleva a cabo en el rectificador lateral es muy pequeña. En el método 2, la
relación se reflujo calculada resulta muy alta, y es considerablemente diferente a la
calculada en el método 1 debido a que se calcula a partir del calor liberado en el
condensador del rectificador lateral. Es importante observar que, para el método 1 se
obtiene una relación de reflujo muy cercana a la mínima, y el número de etapas, que
correspondería al número infinito de etapas, es 1. En el caso del método 2, se obtiene una
relación de reflujo que podría considerarse infinita, y el número de etapas obtenido sigue
siendo 1. Esto demuestra que el rectificador lateral no es del todo necesario para la
separación especificada.
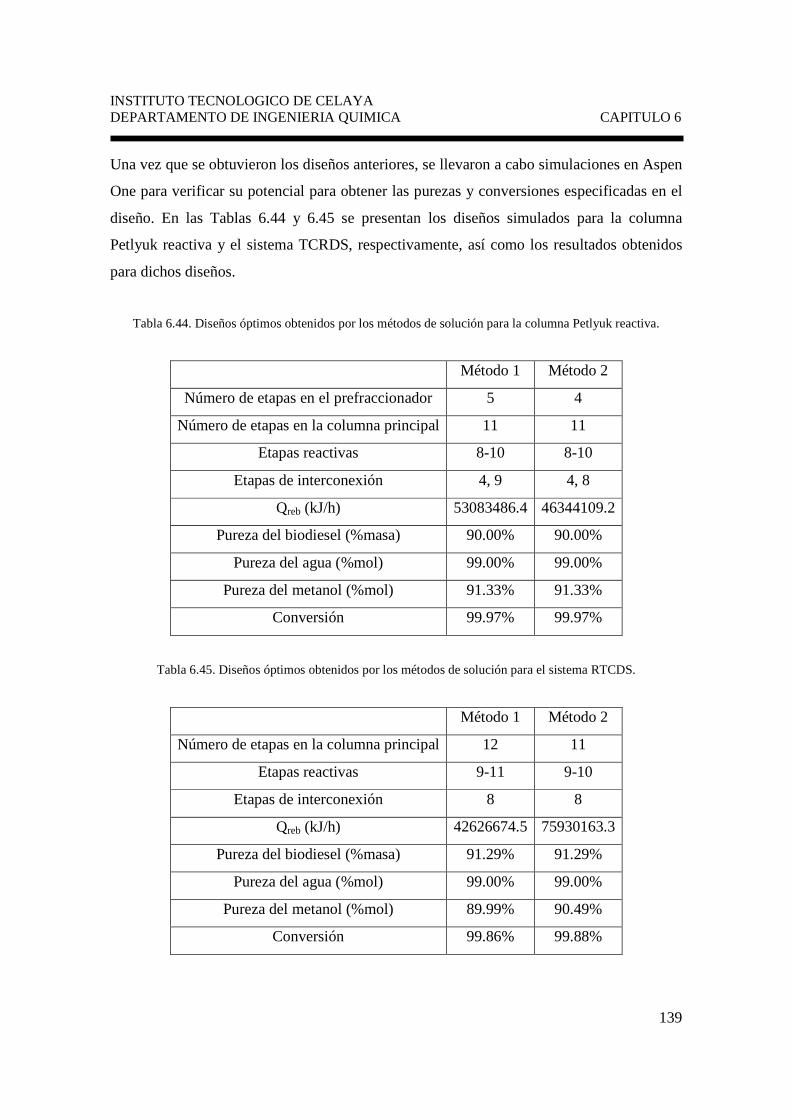
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
139
Una vez que se obtuvieron los diseños anteriores, se llevaron a cabo simulaciones en Aspen
One para verificar su potencial para obtener las purezas y conversiones especificadas en el
diseño. En las Tablas 6.44 y 6.45 se presentan los diseños simulados para la columna
Petlyuk reactiva y el sistema TCRDS, respectivamente, así como los resultados obtenidos
para dichos diseños.
Tabla 6.44. Diseños óptimos obtenidos por los métodos de solución para la columna Petlyuk reactiva.
Método 1 Método 2
Número de etapas en el prefraccionador 5 4
Número de etapas en la columna principal 11 11
Etapas reactivas 8-10 8-10
Etapas de interconexión 4, 9 4, 8
Qreb (kJ/h) 53083486.4 46344109.2
Pureza del biodiesel (%masa) 90.00% 90.00%
Pureza del agua (%mol) 99.00% 99.00%
Pureza del metanol (%mol) 91.33% 91.33%
Conversión 99.97% 99.97%
Tabla 6.45. Diseños óptimos obtenidos por los métodos de solución para el sistema RTCDS.
Método 1 Método 2
Número de etapas en la columna principal 12 11
Etapas reactivas 9-11 9-10
Etapas de interconexión 8 8
Qreb (kJ/h) 42626674.5 75930163.3
Pureza del biodiesel (%masa) 91.29% 91.29%
Pureza del agua (%mol) 99.00% 99.00%
Pureza del metanol (%mol) 89.99% 90.49%
Conversión 99.86% 99.88%
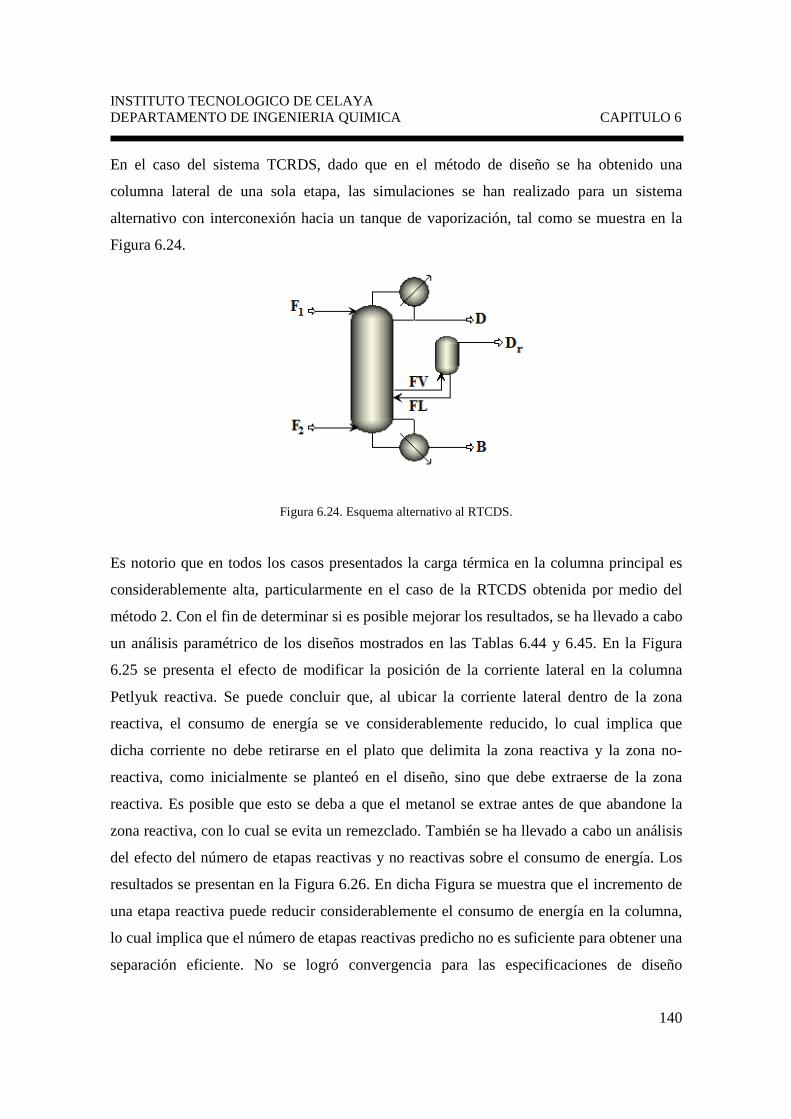
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
140
En el caso del sistema TCRDS, dado que en el método de diseño se ha obtenido una
columna lateral de una sola etapa, las simulaciones se han realizado para un sistema
alternativo con interconexión hacia un tanque de vaporización, tal como se muestra en la
Figura 6.24.
Figura 6.24. Esquema alternativo al RTCDS.
Es notorio que en todos los casos presentados la carga térmica en la columna principal es
considerablemente alta, particularmente en el caso de la RTCDS obtenida por medio del
método 2. Con el fin de determinar si es posible mejorar los resultados, se ha llevado a cabo
un análisis paramétrico de los diseños mostrados en las Tablas 6.44 y 6.45. En la Figura
6.25 se presenta el efecto de modificar la posición de la corriente lateral en la columna
Petlyuk reactiva. Se puede concluir que, al ubicar la corriente lateral dentro de la zona
reactiva, el consumo de energía se ve considerablemente reducido, lo cual implica que
dicha corriente no debe retirarse en el plato que delimita la zona reactiva y la zona no-
reactiva, como inicialmente se planteó en el diseño, sino que debe extraerse de la zona
reactiva. Es posible que esto se deba a que el metanol se extrae antes de que abandone la
zona reactiva, con lo cual se evita un remezclado. También se ha llevado a cabo un análisis
del efecto del número de etapas reactivas y no reactivas sobre el consumo de energía. Los
resultados se presentan en la Figura 6.26. En dicha Figura se muestra que el incremento de
una etapa reactiva puede reducir considerablemente el consumo de energía en la columna,
lo cual implica que el número de etapas reactivas predicho no es suficiente para obtener una
separación eficiente. No se logró convergencia para las especificaciones de diseño
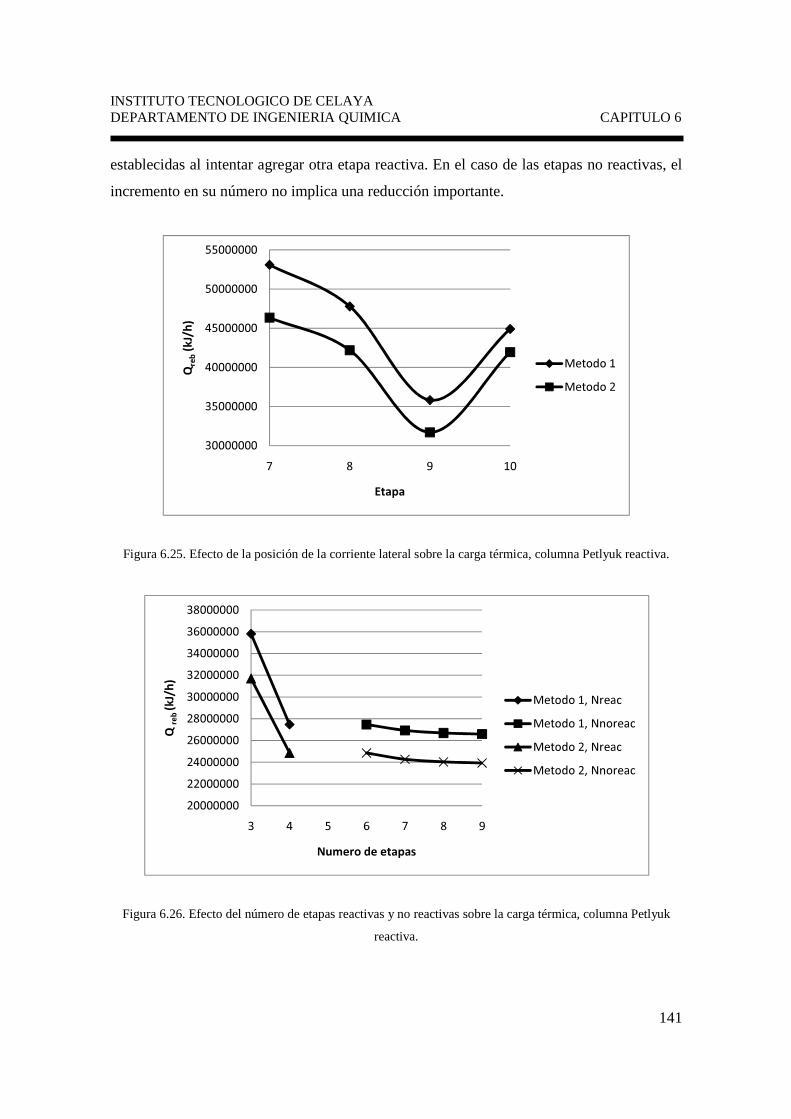
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
141
establecidas al intentar agregar otra etapa reactiva. En el caso de las etapas no reactivas, el
incremento en su número no implica una reducción importante.
Figura 6.25. Efecto de la posición de la corriente lateral sobre la carga térmica, columna Petlyuk reactiva.
Figura 6.26. Efecto del número de etapas reactivas y no reactivas sobre la carga térmica, columna Petlyuk
reactiva.
30000000
35000000
40000000
45000000
50000000
55000000
7 8 9 10
Qre
b(k
J/h
)
Etapa
Metodo 1
Metodo 2
20000000
22000000
24000000
26000000
28000000
30000000
32000000
34000000
36000000
38000000
3 4 5 6 7 8 9
Q re
b (
kJ/
h)
Numero de etapas
Metodo 1, Nreac
Metodo 1, Nnoreac
Metodo 2, Nreac
Metodo 2, Nnoreac
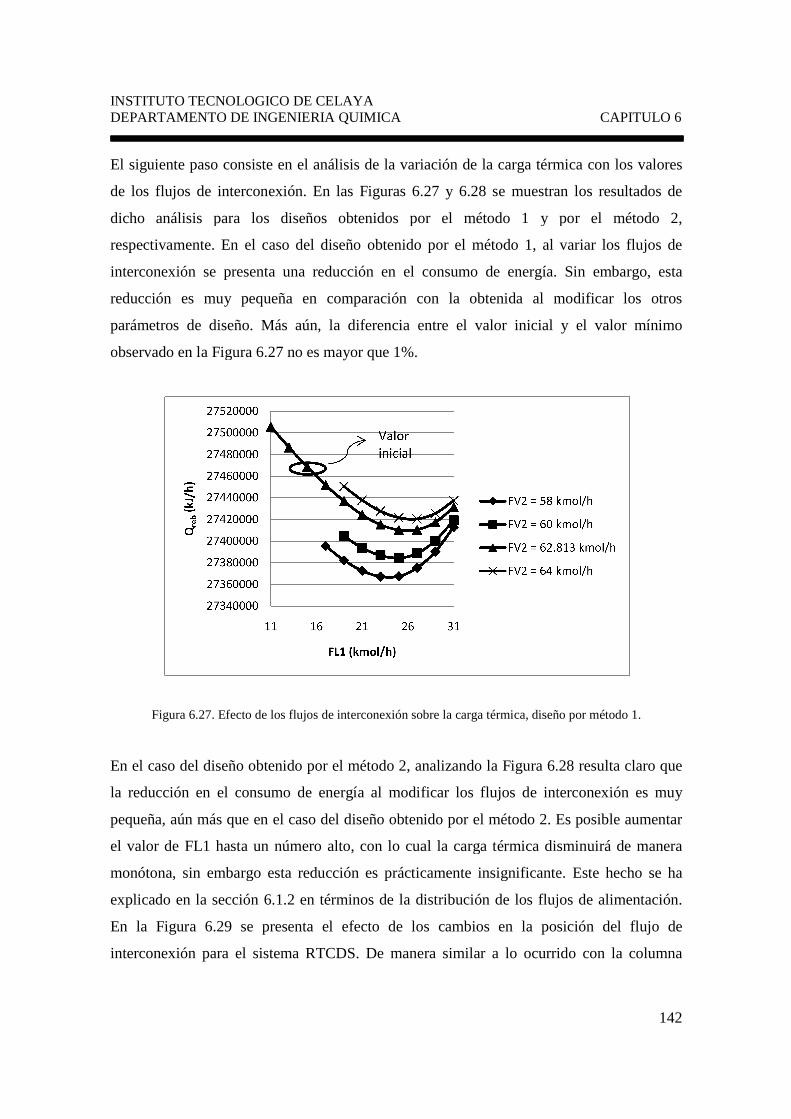
INSTITUTO TECNOLOGICODEPARTAMENTO DE INGE
El siguiente paso consiste e
de los flujos de interconex
dicho análisis para los d
respectivamente. En el cas
interconexión se presenta
reducción es muy pequeñ
parámetros de diseño. Má
observado en la Figura 6.27
Figura 6.27. Efecto de los
En el caso del diseño obten
la reducción en el consum
pequeña, aún más que en el
el valor de FL1 hasta un n
monótona, sin embargo est
explicado en la sección 6.1
En la Figura 6.29 se pre
interconexión para el sistem
ICO DE CELAYA GENIERIA QUIMICA
e en el análisis de la variación de la carga térm
exión. En las Figuras 6.27 y 6.28 se muestra
s diseños obtenidos por el método 1 y p
aso del diseño obtenido por el método 1, al v
ta una reducción en el consumo de energía.
ueña en comparación con la obtenida al m
ás aún, la diferencia entre el valor inicial
.27 no es mayor que 1%.
los flujos de interconexión sobre la carga térmica, diseño
tenido por el método 2, analizando la Figura 6.2
umo de energía al modificar los flujos de inte
el caso del diseño obtenido por el método 2. E
número alto, con lo cual la carga térmica dis
esta reducción es prácticamente insignificante
6.1.2 en términos de la distribución de los flujo
resenta el efecto de los cambios en la pos
stema RTCDS. De manera similar a lo ocurri
CAPITULO 6
142
rmica con los valores
tran los resultados de
por el método 2,
al variar los flujos de
ía. Sin embargo, esta
modificar los otros
al y el valor mínimo
eño por método 1.
6.28 resulta claro que
interconexión es muy
. Es posible aumentar
disminuirá de manera
nte. Este hecho se ha
lujos de alimentación.
posición del flujo de
rrido con la columna
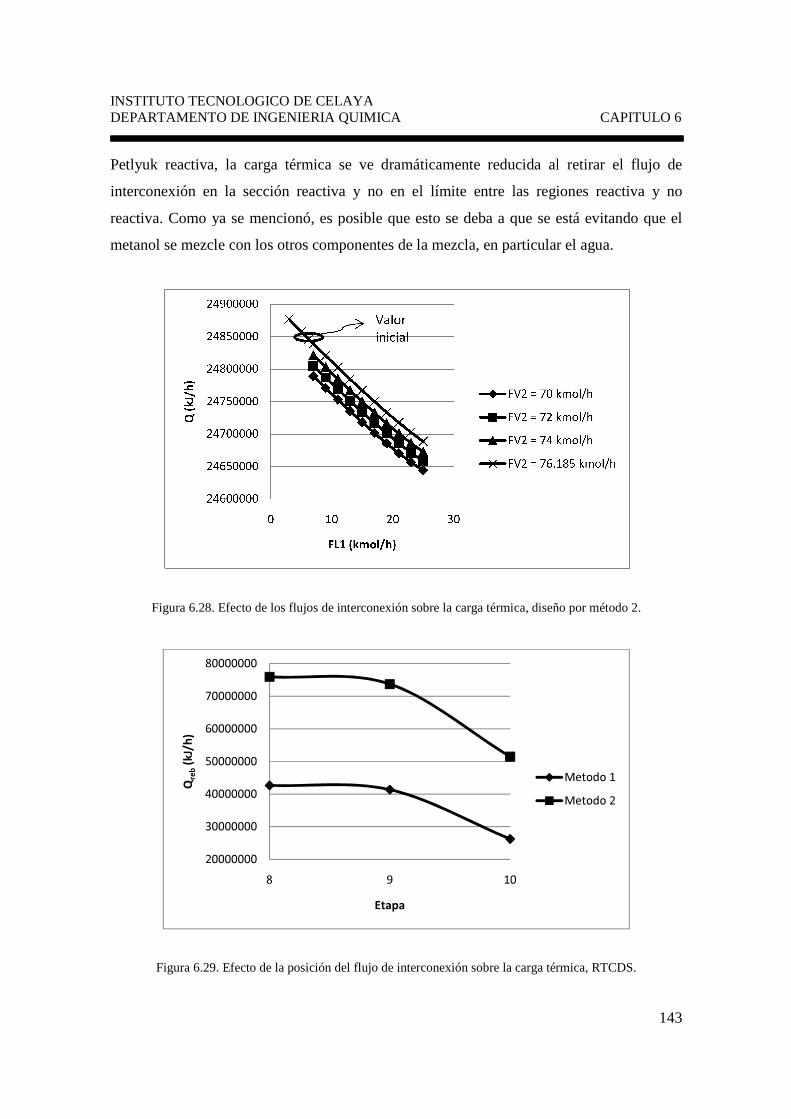
INSTITUTO TECNOLOGICODEPARTAMENTO DE INGE
Petlyuk reactiva, la carga
interconexión en la secció
reactiva. Como ya se menc
metanol se mezcle con los o
Figura 6.28. Efecto de los
Figura 6.29. Efecto de la
20000000
30000000
40000000
50000000
60000000
70000000
80000000
8
Qreb(kJ/h)
ICO DE CELAYA GENIERIA QUIMICA
ga térmica se ve dramáticamente reducida al
ción reactiva y no en el límite entre las regi
ncionó, es posible que esto se deba a que se e
s otros componentes de la mezcla, en particular
los flujos de interconexión sobre la carga térmica, diseño
e la posición del flujo de interconexión sobre la carga tér
9 10
Etapa
CAPITULO 6
143
al retirar el flujo de
egiones reactiva y no
e está evitando que el
lar el agua.
eño por método 2.
térmica, RTCDS.
Metodo 1
Metodo 2
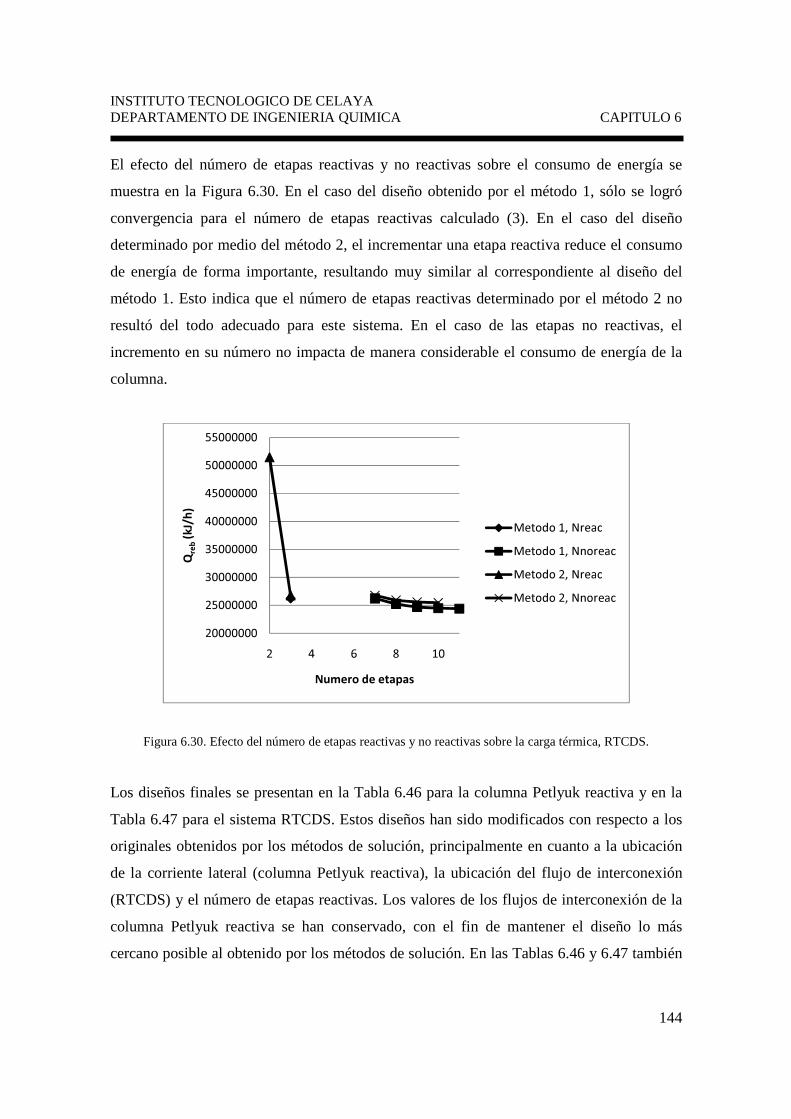
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
144
El efecto del número de etapas reactivas y no reactivas sobre el consumo de energía se
muestra en la Figura 6.30. En el caso del diseño obtenido por el método 1, sólo se logró
convergencia para el número de etapas reactivas calculado (3). En el caso del diseño
determinado por medio del método 2, el incrementar una etapa reactiva reduce el consumo
de energía de forma importante, resultando muy similar al correspondiente al diseño del
método 1. Esto indica que el número de etapas reactivas determinado por el método 2 no
resultó del todo adecuado para este sistema. En el caso de las etapas no reactivas, el
incremento en su número no impacta de manera considerable el consumo de energía de la
columna.
Figura 6.30. Efecto del número de etapas reactivas y no reactivas sobre la carga térmica, RTCDS.
Los diseños finales se presentan en la Tabla 6.46 para la columna Petlyuk reactiva y en la
Tabla 6.47 para el sistema RTCDS. Estos diseños han sido modificados con respecto a los
originales obtenidos por los métodos de solución, principalmente en cuanto a la ubicación
de la corriente lateral (columna Petlyuk reactiva), la ubicación del flujo de interconexión
(RTCDS) y el número de etapas reactivas. Los valores de los flujos de interconexión de la
columna Petlyuk reactiva se han conservado, con el fin de mantener el diseño lo más
cercano posible al obtenido por los métodos de solución. En las Tablas 6.46 y 6.47 también
20000000
25000000
30000000
35000000
40000000
45000000
50000000
55000000
2 4 6 8 10
Qre
b(k
J/h
)
Numero de etapas
Metodo 1, Nreac
Metodo 1, Nnoreac
Metodo 2, Nreac
Metodo 2, Nnoreac
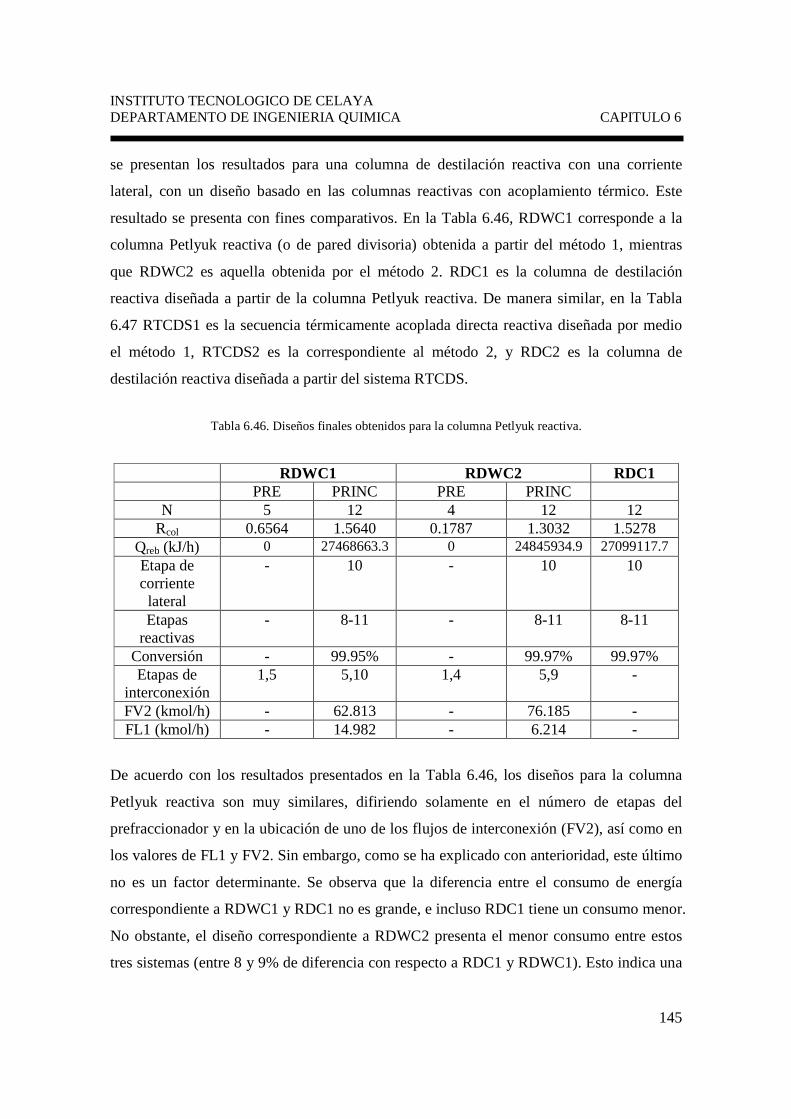
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
145
se presentan los resultados para una columna de destilación reactiva con una corriente
lateral, con un diseño basado en las columnas reactivas con acoplamiento térmico. Este
resultado se presenta con fines comparativos. En la Tabla 6.46, RDWC1 corresponde a la
columna Petlyuk reactiva (o de pared divisoria) obtenida a partir del método 1, mientras
que RDWC2 es aquella obtenida por el método 2. RDC1 es la columna de destilación
reactiva diseñada a partir de la columna Petlyuk reactiva. De manera similar, en la Tabla
6.47 RTCDS1 es la secuencia térmicamente acoplada directa reactiva diseñada por medio
el método 1, RTCDS2 es la correspondiente al método 2, y RDC2 es la columna de
destilación reactiva diseñada a partir del sistema RTCDS.
Tabla 6.46. Diseños finales obtenidos para la columna Petlyuk reactiva.
RDWC1 RDWC2 RDC1 PRE PRINC PRE PRINC
N 5 12 4 12 12 Rcol 0.6564 1.5640 0.1787 1.3032 1.5278
Qreb (kJ/h) 0 27468663.3 0 24845934.9 27099117.7 Etapa de corriente lateral
- 10 - 10 10
Etapas reactivas
- 8-11 - 8-11 8-11
Conversión - 99.95% - 99.97% 99.97% Etapas de
interconexión 1,5 5,10 1,4 5,9 -
FV2 (kmol/h) - 62.813 - 76.185 - FL1 (kmol/h) - 14.982 - 6.214 -
De acuerdo con los resultados presentados en la Tabla 6.46, los diseños para la columna
Petlyuk reactiva son muy similares, difiriendo solamente en el número de etapas del
prefraccionador y en la ubicación de uno de los flujos de interconexión (FV2), así como en
los valores de FL1 y FV2. Sin embargo, como se ha explicado con anterioridad, este último
no es un factor determinante. Se observa que la diferencia entre el consumo de energía
correspondiente a RDWC1 y RDC1 no es grande, e incluso RDC1 tiene un consumo menor.
No obstante, el diseño correspondiente a RDWC2 presenta el menor consumo entre estos
tres sistemas (entre 8 y 9% de diferencia con respecto a RDC1 y RDWC1). Esto indica una
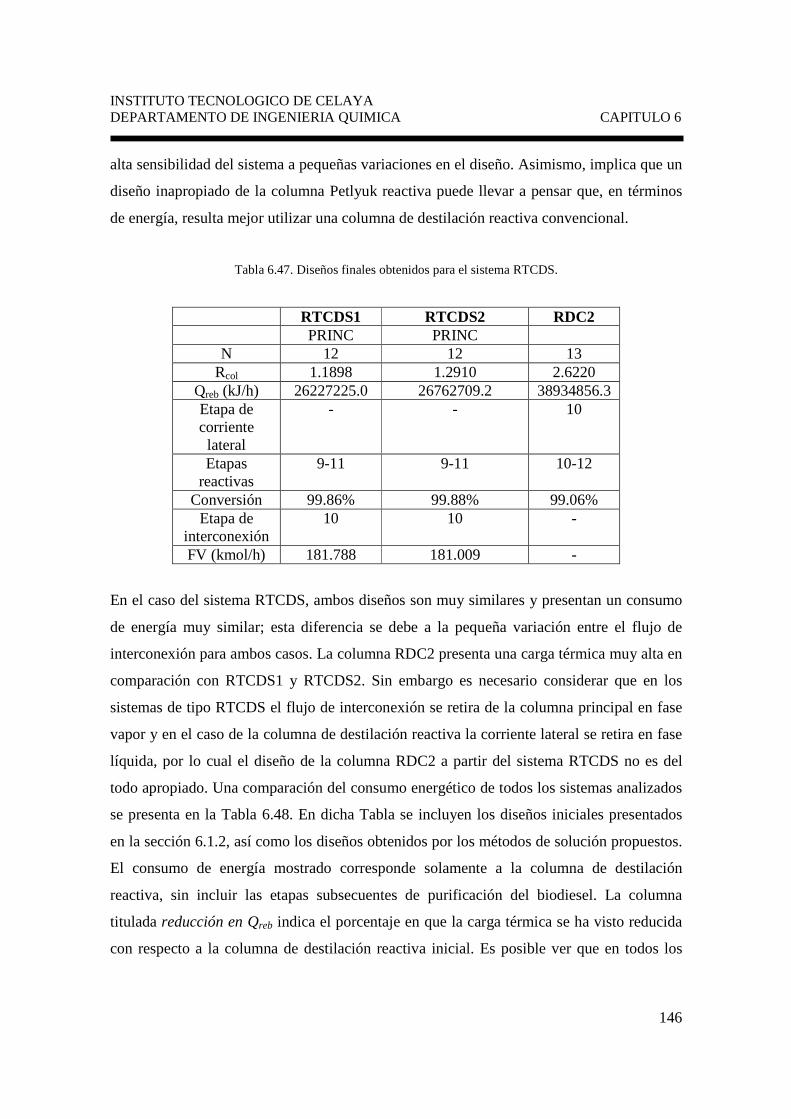
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
146
alta sensibilidad del sistema a pequeñas variaciones en el diseño. Asimismo, implica que un
diseño inapropiado de la columna Petlyuk reactiva puede llevar a pensar que, en términos
de energía, resulta mejor utilizar una columna de destilación reactiva convencional.
Tabla 6.47. Diseños finales obtenidos para el sistema RTCDS.
RTCDS1 RTCDS2 RDC2 PRINC PRINC
N 12 12 13 Rcol 1.1898 1.2910 2.6220
Qreb (kJ/h) 26227225.0 26762709.2 38934856.3 Etapa de corriente lateral
-
- 10
Etapas reactivas
9-11
9-11 10-12
Conversión 99.86% 99.88% 99.06% Etapa de
interconexión 10 10 -
FV (kmol/h) 181.788 181.009 -
En el caso del sistema RTCDS, ambos diseños son muy similares y presentan un consumo
de energía muy similar; esta diferencia se debe a la pequeña variación entre el flujo de
interconexión para ambos casos. La columna RDC2 presenta una carga térmica muy alta en
comparación con RTCDS1 y RTCDS2. Sin embargo es necesario considerar que en los
sistemas de tipo RTCDS el flujo de interconexión se retira de la columna principal en fase
vapor y en el caso de la columna de destilación reactiva la corriente lateral se retira en fase
líquida, por lo cual el diseño de la columna RDC2 a partir del sistema RTCDS no es del
todo apropiado. Una comparación del consumo energético de todos los sistemas analizados
se presenta en la Tabla 6.48. En dicha Tabla se incluyen los diseños iniciales presentados
en la sección 6.1.2, así como los diseños obtenidos por los métodos de solución propuestos.
El consumo de energía mostrado corresponde solamente a la columna de destilación
reactiva, sin incluir las etapas subsecuentes de purificación del biodiesel. La columna
titulada reducción en Qreb indica el porcentaje en que la carga térmica se ha visto reducida
con respecto a la columna de destilación reactiva inicial. Es posible ver que en todos los
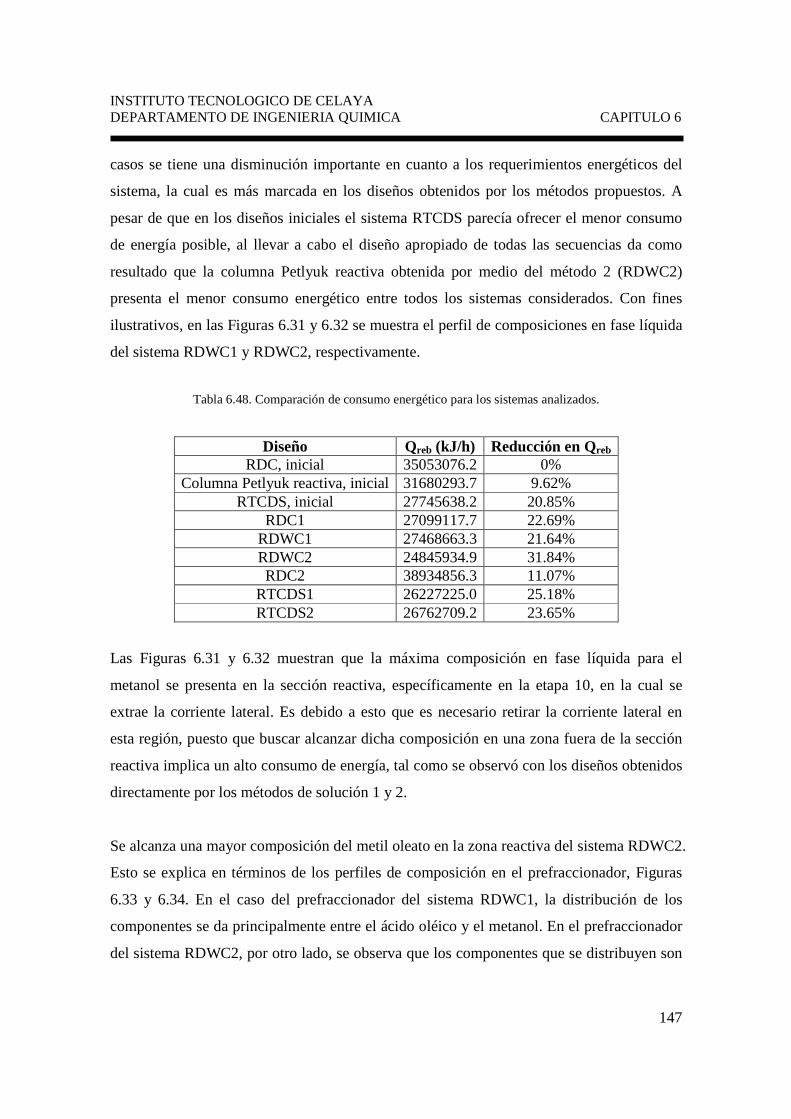
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
147
casos se tiene una disminución importante en cuanto a los requerimientos energéticos del
sistema, la cual es más marcada en los diseños obtenidos por los métodos propuestos. A
pesar de que en los diseños iniciales el sistema RTCDS parecía ofrecer el menor consumo
de energía posible, al llevar a cabo el diseño apropiado de todas las secuencias da como
resultado que la columna Petlyuk reactiva obtenida por medio del método 2 (RDWC2)
presenta el menor consumo energético entre todos los sistemas considerados. Con fines
ilustrativos, en las Figuras 6.31 y 6.32 se muestra el perfil de composiciones en fase líquida
del sistema RDWC1 y RDWC2, respectivamente.
Tabla 6.48. Comparación de consumo energético para los sistemas analizados.
Diseño Qreb (kJ/h) Reducción en Qreb RDC, inicial 35053076.2 0%
Columna Petlyuk reactiva, inicial 31680293.7 9.62% RTCDS, inicial 27745638.2 20.85%
RDC1 27099117.7 22.69% RDWC1 27468663.3 21.64% RDWC2 24845934.9 31.84% RDC2 38934856.3 11.07%
RTCDS1 26227225.0 25.18% RTCDS2 26762709.2 23.65%
Las Figuras 6.31 y 6.32 muestran que la máxima composición en fase líquida para el
metanol se presenta en la sección reactiva, específicamente en la etapa 10, en la cual se
extrae la corriente lateral. Es debido a esto que es necesario retirar la corriente lateral en
esta región, puesto que buscar alcanzar dicha composición en una zona fuera de la sección
reactiva implica un alto consumo de energía, tal como se observó con los diseños obtenidos
directamente por los métodos de solución 1 y 2.
Se alcanza una mayor composición del metil oleato en la zona reactiva del sistema RDWC2.
Esto se explica en términos de los perfiles de composición en el prefraccionador, Figuras
6.33 y 6.34. En el caso del prefraccionador del sistema RDWC1, la distribución de los
componentes se da principalmente entre el ácido oléico y el metanol. En el prefraccionador
del sistema RDWC2, por otro lado, se observa que los componentes que se distribuyen son
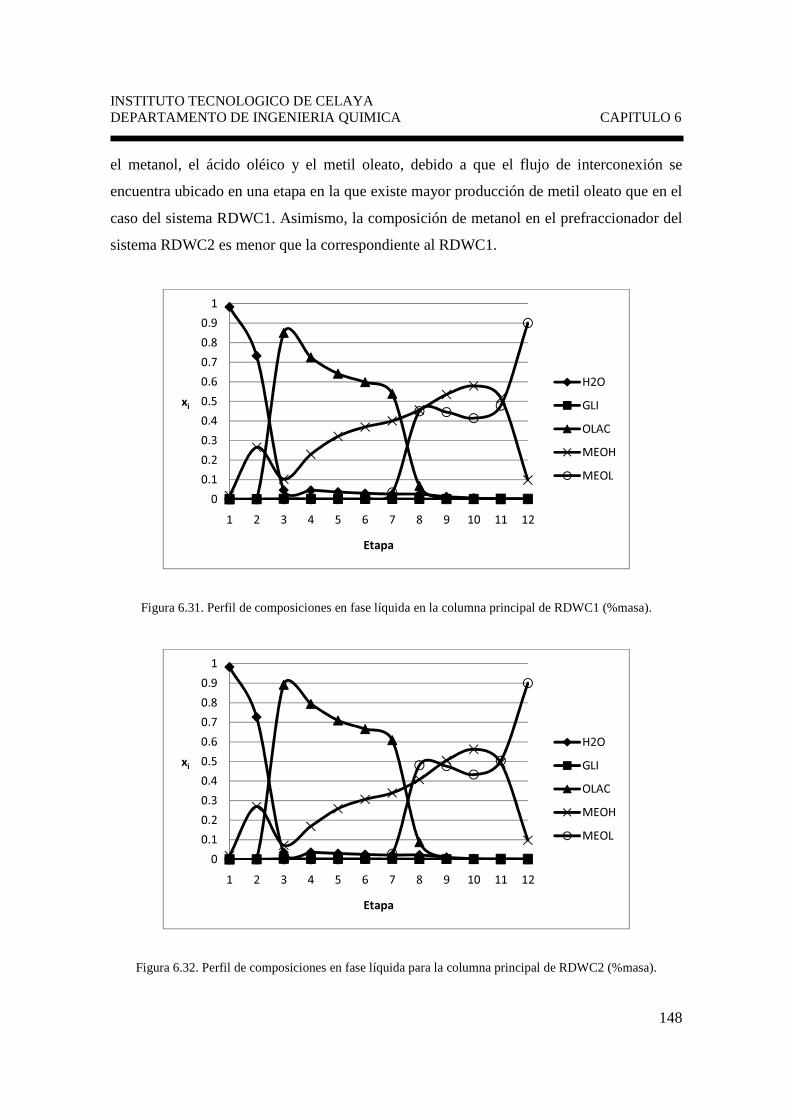
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
148
el metanol, el ácido oléico y el metil oleato, debido a que el flujo de interconexión se
encuentra ubicado en una etapa en la que existe mayor producción de metil oleato que en el
caso del sistema RDWC1. Asimismo, la composición de metanol en el prefraccionador del
sistema RDWC2 es menor que la correspondiente al RDWC1.
Figura 6.31. Perfil de composiciones en fase líquida en la columna principal de RDWC1 (%masa).
Figura 6.32. Perfil de composiciones en fase líquida para la columna principal de RDWC2 (%masa).
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 2 3 4 5 6 7 8 9 10 11 12
xi
Etapa
H2O
GLI
OLAC
MEOH
MEOL
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 2 3 4 5 6 7 8 9 10 11 12
xi
Etapa
H2O
GLI
OLAC
MEOH
MEOL
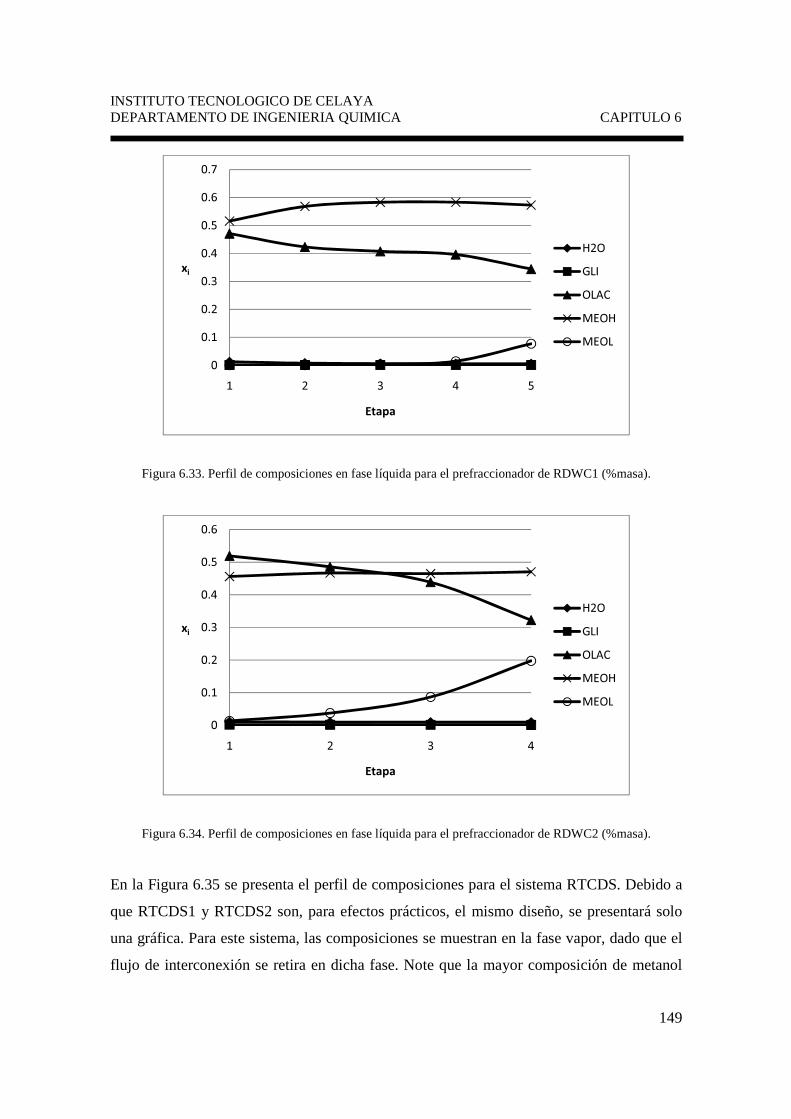
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
149
Figura 6.33. Perfil de composiciones en fase líquida para el prefraccionador de RDWC1 (%masa).
Figura 6.34. Perfil de composiciones en fase líquida para el prefraccionador de RDWC2 (%masa).
En la Figura 6.35 se presenta el perfil de composiciones para el sistema RTCDS. Debido a
que RTCDS1 y RTCDS2 son, para efectos prácticos, el mismo diseño, se presentará solo
una gráfica. Para este sistema, las composiciones se muestran en la fase vapor, dado que el
flujo de interconexión se retira en dicha fase. Note que la mayor composición de metanol
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
1 2 3 4 5
xi
Etapa
H2O
GLI
OLAC
MEOH
MEOL
0
0.1
0.2
0.3
0.4
0.5
0.6
1 2 3 4
xi
Etapa
H2O
GLI
OLAC
MEOH
MEOL
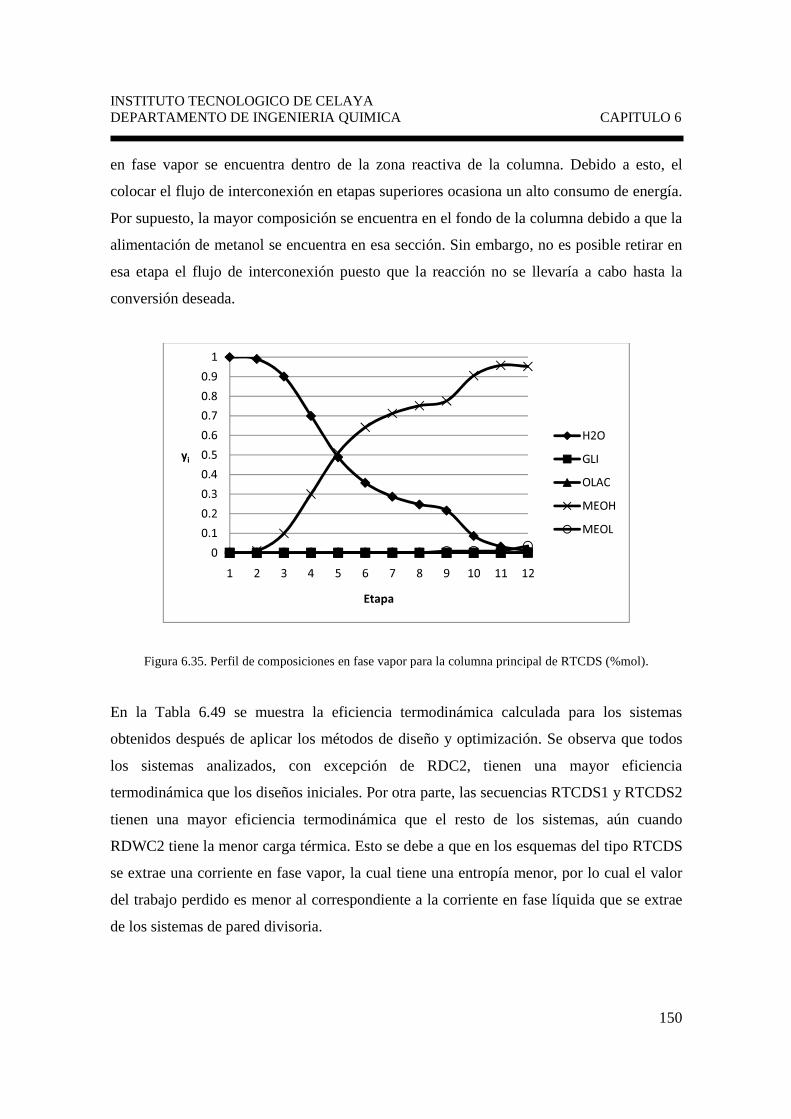
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
150
en fase vapor se encuentra dentro de la zona reactiva de la columna. Debido a esto, el
colocar el flujo de interconexión en etapas superiores ocasiona un alto consumo de energía.
Por supuesto, la mayor composición se encuentra en el fondo de la columna debido a que la
alimentación de metanol se encuentra en esa sección. Sin embargo, no es posible retirar en
esa etapa el flujo de interconexión puesto que la reacción no se llevaría a cabo hasta la
conversión deseada.
Figura 6.35. Perfil de composiciones en fase vapor para la columna principal de RTCDS (%mol).
En la Tabla 6.49 se muestra la eficiencia termodinámica calculada para los sistemas
obtenidos después de aplicar los métodos de diseño y optimización. Se observa que todos
los sistemas analizados, con excepción de RDC2, tienen una mayor eficiencia
termodinámica que los diseños iniciales. Por otra parte, las secuencias RTCDS1 y RTCDS2
tienen una mayor eficiencia termodinámica que el resto de los sistemas, aún cuando
RDWC2 tiene la menor carga térmica. Esto se debe a que en los esquemas del tipo RTCDS
se extrae una corriente en fase vapor, la cual tiene una entropía menor, por lo cual el valor
del trabajo perdido es menor al correspondiente a la corriente en fase líquida que se extrae
de los sistemas de pared divisoria.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 2 3 4 5 6 7 8 9 10 11 12
yi
Etapa
H2O
GLI
OLAC
MEOH
MEOL
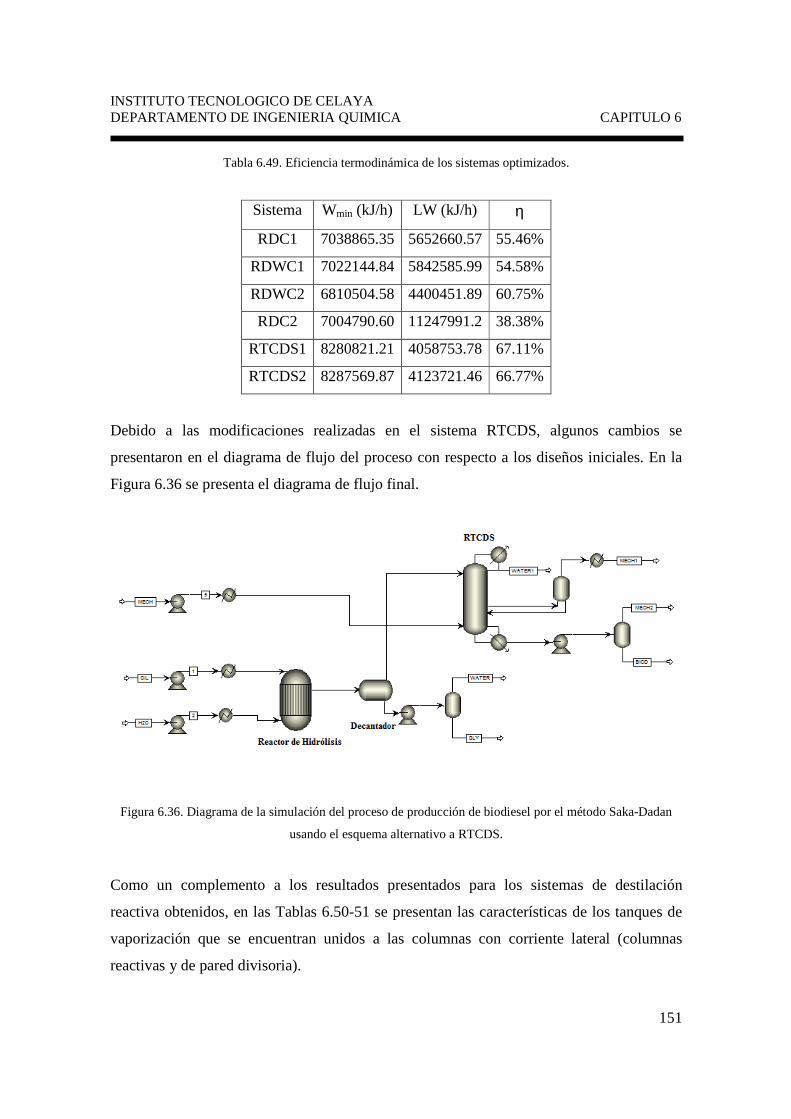
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
151
Tabla 6.49. Eficiencia termodinámica de los sistemas optimizados.
Sistema Wmin (kJ/h) LW (kJ/h) η
RDC1 7038865.35 5652660.57 55.46%
RDWC1 7022144.84 5842585.99 54.58%
RDWC2 6810504.58 4400451.89 60.75%
RDC2 7004790.60 11247991.2 38.38%
RTCDS1 8280821.21 4058753.78 67.11%
RTCDS2 8287569.87 4123721.46 66.77%
Debido a las modificaciones realizadas en el sistema RTCDS, algunos cambios se
presentaron en el diagrama de flujo del proceso con respecto a los diseños iniciales. En la
Figura 6.36 se presenta el diagrama de flujo final.
Figura 6.36. Diagrama de la simulación del proceso de producción de biodiesel por el método Saka-Dadan
usando el esquema alternativo a RTCDS.
Como un complemento a los resultados presentados para los sistemas de destilación
reactiva obtenidos, en las Tablas 6.50-51 se presentan las características de los tanques de
vaporización que se encuentran unidos a las columnas con corriente lateral (columnas
reactivas y de pared divisoria).
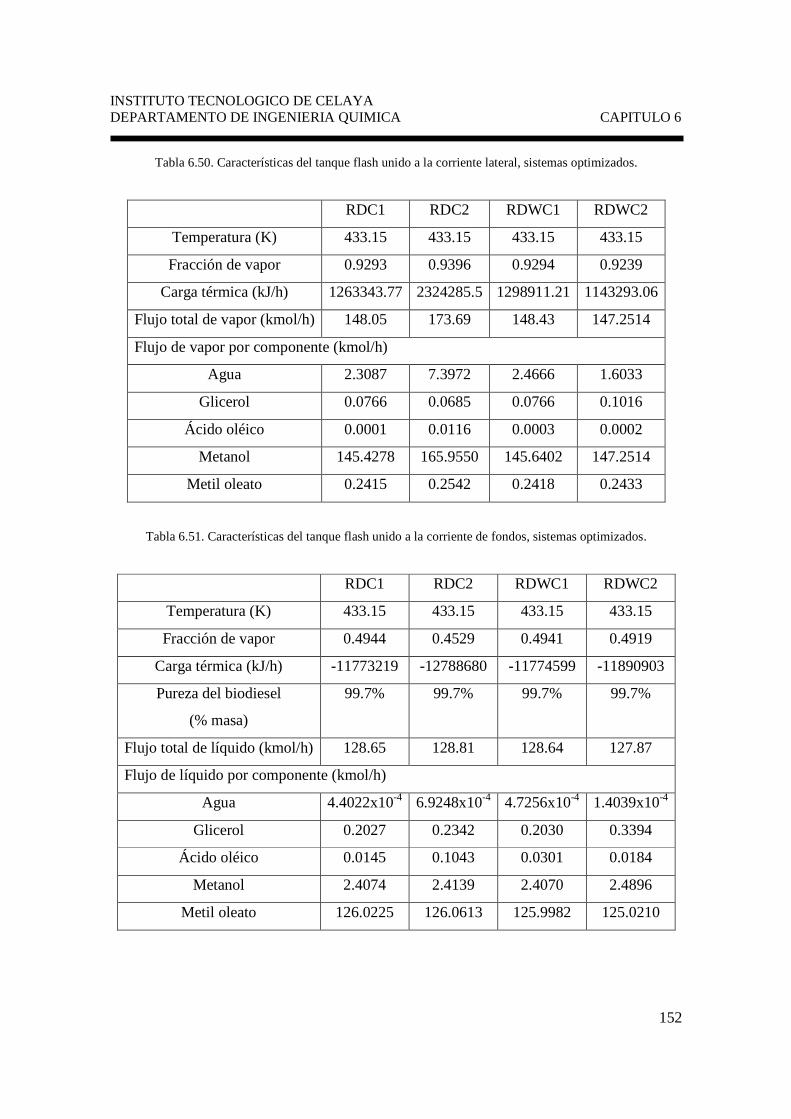
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
152
Tabla 6.50. Características del tanque flash unido a la corriente lateral, sistemas optimizados.
RDC1 RDC2 RDWC1 RDWC2
Temperatura (K) 433.15 433.15 433.15 433.15
Fracción de vapor 0.9293 0.9396 0.9294 0.9239
Carga térmica (kJ/h) 1263343.77 2324285.5 1298911.21 1143293.06
Flujo total de vapor (kmol/h) 148.05 173.69 148.43 147.2514
Flujo de vapor por componente (kmol/h)
Agua 2.3087 7.3972 2.4666 1.6033
Glicerol 0.0766 0.0685 0.0766 0.1016
Ácido oléico 0.0001 0.0116 0.0003 0.0002
Metanol 145.4278 165.9550 145.6402 147.2514
Metil oleato 0.2415 0.2542 0.2418 0.2433
Tabla 6.51. Características del tanque flash unido a la corriente de fondos, sistemas optimizados.
RDC1 RDC2 RDWC1 RDWC2
Temperatura (K) 433.15 433.15 433.15 433.15
Fracción de vapor 0.4944 0.4529 0.4941 0.4919
Carga térmica (kJ/h) -11773219 -12788680 -11774599 -11890903
Pureza del biodiesel
(% masa)
99.7% 99.7% 99.7% 99.7%
Flujo total de líquido (kmol/h) 128.65 128.81 128.64 127.87
Flujo de líquido por componente (kmol/h)
Agua 4.4022x10-4 6.9248x10-4 4.7256x10-4 1.4039x10-4
Glicerol 0.2027 0.2342 0.2030 0.3394
Ácido oléico 0.0145 0.1043 0.0301 0.0184
Metanol 2.4074 2.4139 2.4070 2.4896
Metil oleato 126.0225 126.0613 125.9982 125.0210
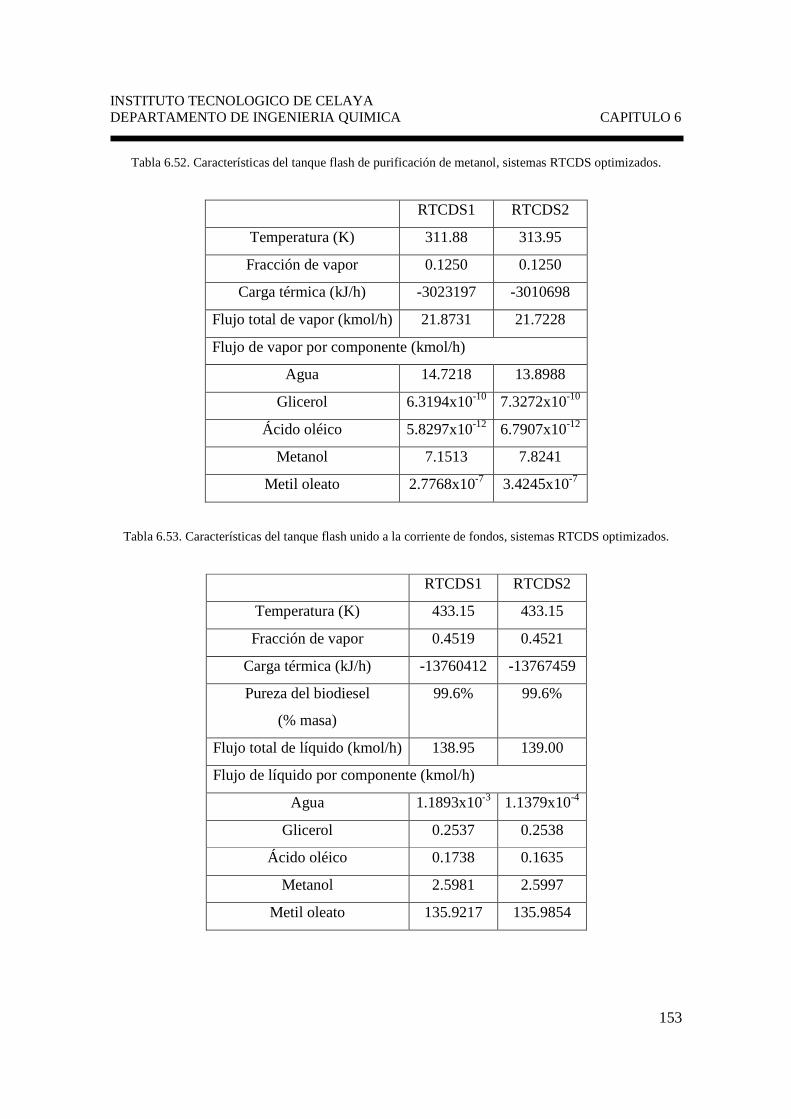
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
153
Tabla 6.52. Características del tanque flash de purificación de metanol, sistemas RTCDS optimizados.
RTCDS1 RTCDS2
Temperatura (K) 311.88 313.95
Fracción de vapor 0.1250 0.1250
Carga térmica (kJ/h) -3023197 -3010698
Flujo total de vapor (kmol/h) 21.8731 21.7228
Flujo de vapor por componente (kmol/h)
Agua 14.7218 13.8988
Glicerol 6.3194x10-10 7.3272x10-10
Ácido oléico 5.8297x10-12 6.7907x10-12
Metanol 7.1513 7.8241
Metil oleato 2.7768x10-7 3.4245x10-7
Tabla 6.53. Características del tanque flash unido a la corriente de fondos, sistemas RTCDS optimizados.
RTCDS1 RTCDS2
Temperatura (K) 433.15 433.15
Fracción de vapor 0.4519 0.4521
Carga térmica (kJ/h) -13760412 -13767459
Pureza del biodiesel
(% masa)
99.6% 99.6%
Flujo total de líquido (kmol/h) 138.95 139.00
Flujo de líquido por componente (kmol/h)
Agua 1.1893x10-3 1.1379x10-4
Glicerol 0.2537 0.2538
Ácido oléico 0.1738 0.1635
Metanol 2.5981 2.5997
Metil oleato 135.9217 135.9854
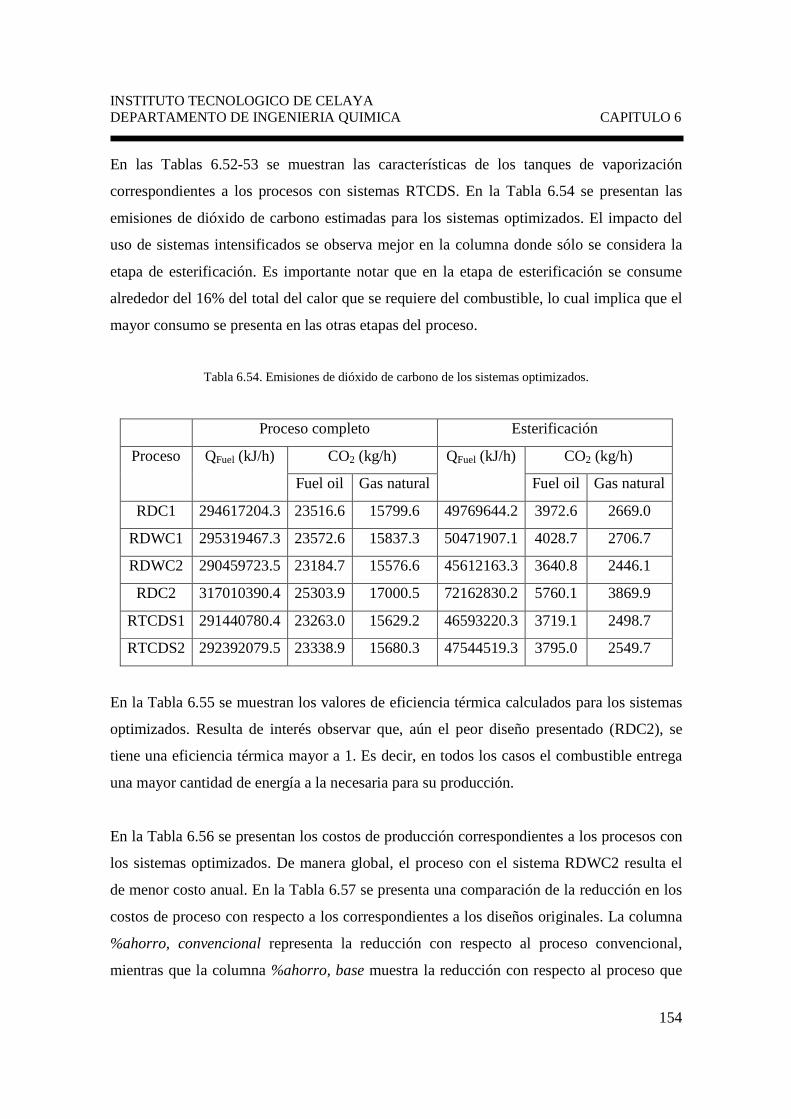
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
154
En las Tablas 6.52-53 se muestran las características de los tanques de vaporización
correspondientes a los procesos con sistemas RTCDS. En la Tabla 6.54 se presentan las
emisiones de dióxido de carbono estimadas para los sistemas optimizados. El impacto del
uso de sistemas intensificados se observa mejor en la columna donde sólo se considera la
etapa de esterificación. Es importante notar que en la etapa de esterificación se consume
alrededor del 16% del total del calor que se requiere del combustible, lo cual implica que el
mayor consumo se presenta en las otras etapas del proceso.
Tabla 6.54. Emisiones de dióxido de carbono de los sistemas optimizados.
Proceso completo Esterificación
Proceso QFuel (kJ/h) CO2 (kg/h) QFuel (kJ/h) CO2 (kg/h)
Fuel oil Gas natural Fuel oil Gas natural
RDC1 294617204.3 23516.6 15799.6 49769644.2 3972.6 2669.0
RDWC1 295319467.3 23572.6 15837.3 50471907.1 4028.7 2706.7
RDWC2 290459723.5 23184.7 15576.6 45612163.3 3640.8 2446.1
RDC2 317010390.4 25303.9 17000.5 72162830.2 5760.1 3869.9
RTCDS1 291440780.4 23263.0 15629.2 46593220.3 3719.1 2498.7
RTCDS2 292392079.5 23338.9 15680.3 47544519.3 3795.0 2549.7
En la Tabla 6.55 se muestran los valores de eficiencia térmica calculados para los sistemas
optimizados. Resulta de interés observar que, aún el peor diseño presentado (RDC2), se
tiene una eficiencia térmica mayor a 1. Es decir, en todos los casos el combustible entrega
una mayor cantidad de energía a la necesaria para su producción.
En la Tabla 6.56 se presentan los costos de producción correspondientes a los procesos con
los sistemas optimizados. De manera global, el proceso con el sistema RDWC2 resulta el
de menor costo anual. En la Tabla 6.57 se presenta una comparación de la reducción en los
costos de proceso con respecto a los correspondientes a los diseños originales. La columna
%ahorro, convencional representa la reducción con respecto al proceso convencional,
mientras que la columna %ahorro, base muestra la reducción con respecto al proceso que
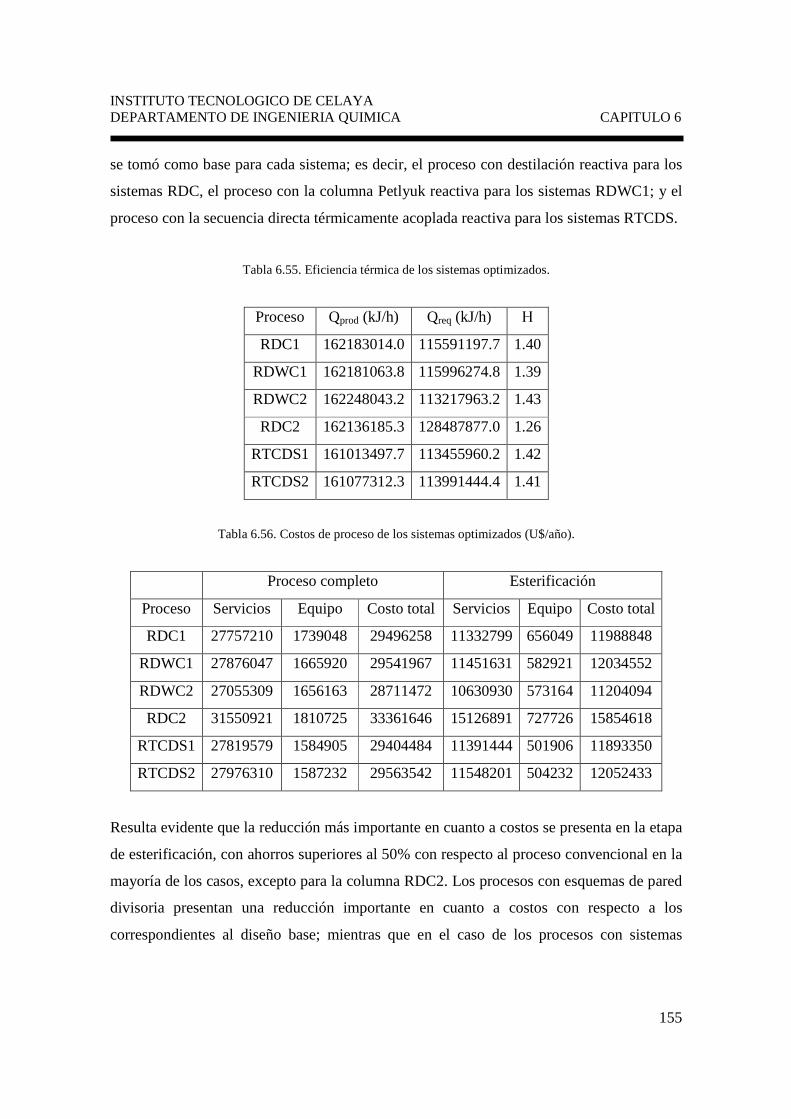
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
155
se tomó como base para cada sistema; es decir, el proceso con destilación reactiva para los
sistemas RDC, el proceso con la columna Petlyuk reactiva para los sistemas RDWC1; y el
proceso con la secuencia directa térmicamente acoplada reactiva para los sistemas RTCDS.
Tabla 6.55. Eficiencia térmica de los sistemas optimizados.
Proceso Qprod (kJ/h) Qreq (kJ/h) Η
RDC1 162183014.0 115591197.7 1.40
RDWC1 162181063.8 115996274.8 1.39
RDWC2 162248043.2 113217963.2 1.43
RDC2 162136185.3 128487877.0 1.26
RTCDS1 161013497.7 113455960.2 1.42
RTCDS2 161077312.3 113991444.4 1.41
Tabla 6.56. Costos de proceso de los sistemas optimizados (U$/año).
Proceso completo Esterificación
Proceso Servicios Equipo Costo total Servicios Equipo Costo total
RDC1 27757210 1739048 29496258 11332799 656049 11988848
RDWC1 27876047 1665920 29541967 11451631 582921 12034552
RDWC2 27055309 1656163 28711472 10630930 573164 11204094
RDC2 31550921 1810725 33361646 15126891 727726 15854618
RTCDS1 27819579 1584905 29404484 11391444 501906 11893350
RTCDS2 27976310 1587232 29563542 11548201 504232 12052433
Resulta evidente que la reducción más importante en cuanto a costos se presenta en la etapa
de esterificación, con ahorros superiores al 50% con respecto al proceso convencional en la
mayoría de los casos, excepto para la columna RDC2. Los procesos con esquemas de pared
divisoria presentan una reducción importante en cuanto a costos con respecto a los
correspondientes al diseño base; mientras que en el caso de los procesos con sistemas
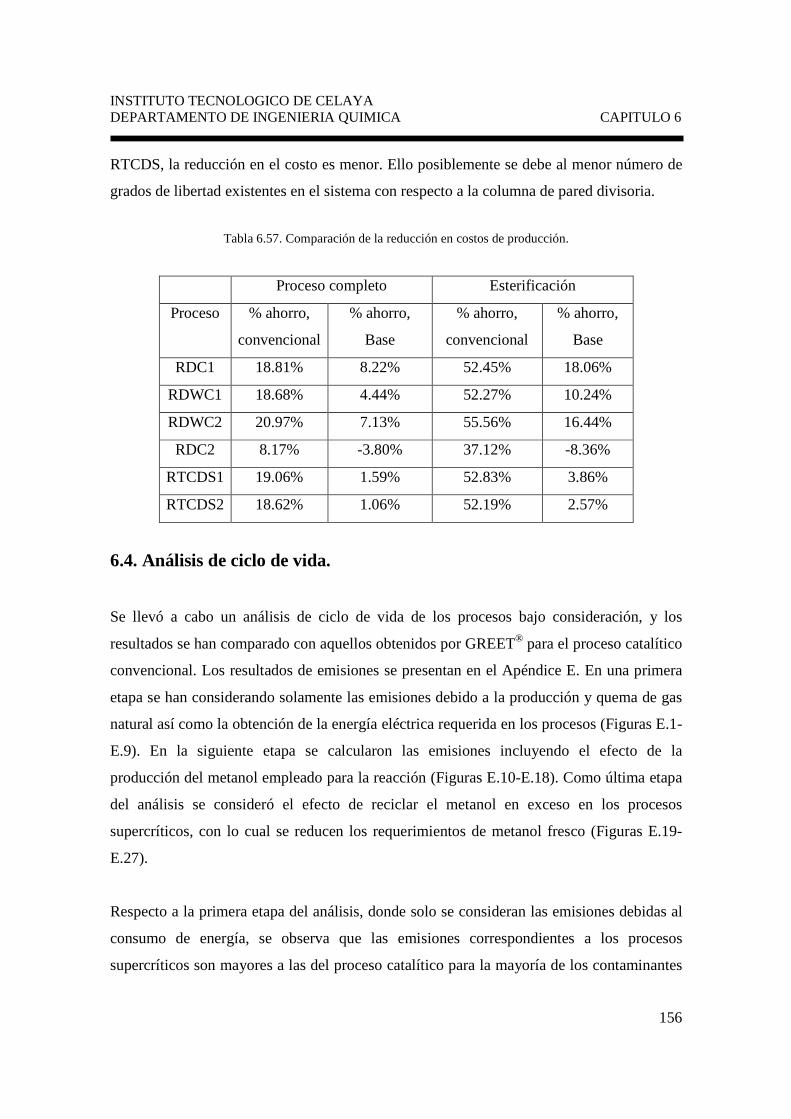
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
156
RTCDS, la reducción en el costo es menor. Ello posiblemente se debe al menor número de
grados de libertad existentes en el sistema con respecto a la columna de pared divisoria.
Tabla 6.57. Comparación de la reducción en costos de producción.
Proceso completo Esterificación
Proceso % ahorro,
convencional
% ahorro,
Base
% ahorro,
convencional
% ahorro,
Base
RDC1 18.81% 8.22% 52.45% 18.06%
RDWC1 18.68% 4.44% 52.27% 10.24%
RDWC2 20.97% 7.13% 55.56% 16.44%
RDC2 8.17% -3.80% 37.12% -8.36%
RTCDS1 19.06% 1.59% 52.83% 3.86%
RTCDS2 18.62% 1.06% 52.19% 2.57%
6.4. Análisis de ciclo de vida.
Se llevó a cabo un análisis de ciclo de vida de los procesos bajo consideración, y los
resultados se han comparado con aquellos obtenidos por GREET® para el proceso catalítico
convencional. Los resultados de emisiones se presentan en el Apéndice E. En una primera
etapa se han considerando solamente las emisiones debido a la producción y quema de gas
natural así como la obtención de la energía eléctrica requerida en los procesos (Figuras E.1-
E.9). En la siguiente etapa se calcularon las emisiones incluyendo el efecto de la
producción del metanol empleado para la reacción (Figuras E.10-E.18). Como última etapa
del análisis se consideró el efecto de reciclar el metanol en exceso en los procesos
supercríticos, con lo cual se reducen los requerimientos de metanol fresco (Figuras E.19-
E.27).
Respecto a la primera etapa del análisis, donde solo se consideran las emisiones debidas al
consumo de energía, se observa que las emisiones correspondientes a los procesos
supercríticos son mayores a las del proceso catalítico para la mayoría de los contaminantes
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
157
analizados, con excepción de las emisiones de partículas y de óxidos de azufre. Esto se
debe a que la mayor proporción de este tipo de emisiones se presenta en la obtención de
electricidad, y en el proceso catalítico se requiere una mayor cantidad de ésta (42 BTU/lb
de biodiesel) que en los procesos supercríticos (entre 7 y 14 BTU/lb de biodiesel); ello
considerando la recuperación de energía por medio de las turbinas hidráulicas. Respecto al
resto de las emisiones, los procesos supercríticos presentan una mayor proporción debido a
que el consumo de energía térmico resulta mayor que el correspondiente al proceso
catalítico. La diferencia resulta más evidente en el caso del dióxido de carbono, donde la
diferencia entre el proceso catalítico y los procesos supercríticos está entre 20 y 30 gramos
de CO2 por cada libra de biodiesel producida. Ahora bien, si se comparan solamente los
procesos supercríticos, se observa que todos presentan niveles de emisiones similares,
excepto en cuanto a las emisiones de partículas y óxidos de azufre del proceso
convencional supercrítico, para el cual se tienen niveles mayores de emisiones. Esto se
debe a que en el proceso convencional supercrítico no se tiene recuperación de potencia.
Así pues, si solo se toma en cuenta el uso de energía térmica y eléctrica, el proceso
catalítico convencional presenta en general un menor impacto ambiental al compararse con
los procesos supercríticos.
Una vez que se consideran las emisiones debidas a la producción de metanol (Figuras E.10-
E.18), se observa un incremento importante en la mayoría de las emisiones, principalmente
en los procesos supercríticos, debido a que se requiere una mayor cantidad de metanol
(alrededor de 1025 BTU/lb de biodiesel) que la correspondiente al proceso catalítico (804
BTU/lb de biodiesel). Este incremento en las emisiones puede verse de mejor manera en el
caso de las emisiones de dióxido de carbono, donde se observa un aumento de alrededor de
20 g/lb de biodiesel para el proceso convencional; mientras que para los procesos
supercríticos este aumento es de alrededor de 30 g/lb de biodiesel. Otro incremento
importante se observa en el caso de las partículas. En el caso de las partículas menores a 10
micras, al considerar la producción de metanol los niveles de emisiones se hacen muy
semejantes a los correspondientes al proceso catalítico, lo cual hace evidente la gran
cantidad de partículas PM10 emitidas en la producción de metanol. Por otra parte, las
emisiones de partículas PM2.5 no solo se acercan a los niveles del proceso catalítico, sino
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 6
158
que incluso los superan. Así pues, resulta claro que una gran proporción de las emisiones de
los procesos supercríticos se deben no al proceso en sí, sino a la etapa previa de producción
del metanol.
En el último escenario analizado, el cual considera el reciclo del metanol en exceso, se
observa que el recuso del metanol en exceso tiene un alto impacto sobre las emisiones de
los procesos supercríticos, logrando en diversos parámetros valores menores que los
correspondientes al proceso catalítico. En el caso de las emisiones de compuestos orgánicos
volátiles, monóxido de carbono, partículas y óxidos de azufre los procesos supercríticos
presentan emisiones considerablemente menores a las correspondientes al proceso catalítico.
En el caso del metano, la mayor parte de los procesos supercríticos presentan menores
emisiones, con excepción del proceso supercrítico convencional y el proceso con la
columna de destilación reactiva inicial, lo cual se debe al mayor consumo energético de
dichos procesos. Solamente en los casos del óxido nitroso y dióxido de carbono los
procesos supercríticos optimizados presentan mayores emisiones que el proceso
convencional; sin embargo, se observa que la diferencia es menor a las existentes en los
escenarios anteriores. Esto se debe a que, al reciclar, los requerimientos de metanol fresco
se ven reducidos considerablemente, hasta valores de aproximadamente 342 BTU/lbmol de
biodiesel. Así pues, un requisito fundamental para que los procesos supercríticos sean
comparables en términos de emisiones con el proceso catalítico es el reciclo del metanol en
exceso, dado que aún con el consumo adicional de energía que representa su purificación,
el impacto ambiental de emplear metanol fresco es aún mayor. Por otra parte, en este
análisis no se han considerado otros residuos que se generan en el proceso catalítico, debido
a la necesidad de neutralizar el biodiesel. Dichos residuos no se presentan en los procesos
supercríticos.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
159
Capítulo 7
Conclusiones y Trabajo
Futuro
7.1. Conclusiones
7.1.1. Intensificación del proceso Saka-Dadan
En este trabajo se ha establecido el proceso Saka-Dadan de producción de biodiesel con
metanol a condiciones supercríticas (o cercanas al punto crítico) como una alternativa
importante al proceso catalítico tradicional. Se ha mostrado que dicho proceso presenta
diversas ventajas entre las cuales se encuentra su capacidad para transformar materia prima
de bajo costo sin mostrar impacto negativo en la conversión, así como la relativa sencillez
del proceso de purificación del biodiesel. Asimismo, se ha establecido la posibilidad de
emplear sistemas de destilación reactiva y destilación reactiva con acoplamiento térmico
para llevar a cabo de forma simultánea la reacción de esterificación y la purificación del
biodiesel, junto con la separación parcial del metanol que no reacciona y el agua obtenida
en la reacción. Se ha determinado que el uso de dichos sistemas intensificados puede
reducir considerablemente el consumo de energía térmica en la etapa de esterificación; ello
como consecuencia de su alta eficiencia termodinámica debida a la integración de los
procesos de reacción y separación. Uno de los parámetros importantes en el diseño de los
sistemas de destilación reactiva es el tiempo de retención. Los resultados muestran, sin
embargo, que la variación en el tiempo de retención no tiene un impacto importante sobre
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
160
el consumo de energía de las columnas. Esto puede deberse a la velocidad con que ocurre la
reacción a condiciones supercríticas, lo cual implica que se logra una conversión
relativamente alta en un corto tiempo, y un tiempo adicional en la etapa reactiva solo
implica pequeños incrementos en la conversión y en el consumo de energía. Por otro lado,
se ha observado que el consumo de energía de la columna Petlyuk reactiva no se ve
modificado de manera importante al variar los flujos de interconexión. Lo anterior se debe
a que las alimentaciones entran directamente a la columna principal, lo cual implica que la
columna lateral no lleva a cabo la función de prefraccionamiento, sino que se emplea como
un redistribuidor de los flujos internos, de acuerdo a lo observado en los perfiles de
composición en fase líquida para el prefraccionador, en el cual se tiene principalmente
reactivos, es decir, metanol y ácido oléico. Así, el agua producida en la reacción es
separada solamente en la columna principal, mientras que parte del metanol y el ácido
oléico se distribuyen hacia el prefraccionador, lo cual deriva en la reducción del
requerimiento energético de la columna. Es debido a esto que el uso del prefraccionador
ayuda a disminuir la carga térmica del sistema con respecto a una columna de destilación
reactiva con salida lateral, aún cuando el valor de los flujos de interconexión no tiene un
alto impacto sobre el consumo de energía. Por otra parte, los costos de equipo y servicios se
ven también reducidos, por lo cual el costo de operación resulta menor que el
correspondiente al proceso Saka-Dadan convencional, con ahorros cercanos al 18% para el
proceso global y de hasta 50% para la etapa de esterificación. El ahorro en el proceso
global se ve reducido debido a que la etapa de purificación del glicerol implica un alto
consumo de energía, lo cual abre posibilidades de mejora.
7.1.2. Metodología de diseño y optimización para sistemas reactivos con
acoplamiento térmico
Se ha establecido una metodología de diseño y optimización para la columna Petlyuk
reactiva y la secuencia directa térmicamente acoplada reactiva, tomando como caso de
estudio la reacción de esterificación con metanol a condiciones supercríticas presente en el
proceso Saka-Dadan. El método de diseño se basa en el seccionamiento de los sistemas
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
161
térmicamente acoplados reactivos y la aplicación de las ecuaciones de Fenske-Underwood-
Gilliland para la determinación de la relación de reflujo mínimo y el número de etapas, así
como la ecuación de Kirkbride para la determinación de la localización de los flujos de
interconexión en la columna Petlyuk reactiva. Se propusieron dos métodos de solución al
problema de optimización. En el primero, las ecuaciones de diseño, junto con los balances
de materia y energía, así como las relaciones de equilibrio líquido-vapor, se han formulado
como un problema de programación no lineal (NLP) y han sido resueltas por medio del
algoritmo de gradiente reducido generalizado CONOPT, teniendo como función objetivo la
minimización de la carga térmica en las columnas. En el segundo método de solución, sólo
los balances de materia y energía, junto con las ecuaciones de equilibrio líquido-vapor, se
formulan como un problema NLP, en el que se minimiza la carga térmica. En una segunda
etapa, las ecuaciones de diseño son aplicadas empleando la distribución de flujos
establecida como óptima por el esquema de solución. El cálculo de coeficientes de
actividad se ha efectuado por medio de la ecuación NRTL. Dado que el modelo NRTL se
aplica a la fase líquida, es posible emplearlo bajo las condiciones de presión del proceso,
suponiendo que la influencia de la presión sobre las propiedades de los líquidos es muy
poca. En el caso de la temperatura, los parámetros de la ecuación NRTL han sido
determinados para las condiciones de la reacción. Se ha encontrado que el uso de la
ecuación de Underwood para el diseño de sistemas de destilación reactiva implica
complicaciones principalmente en la obtención de las raíces de Underwood cuando la
composición de algunos componentes de la mezcla es muy baja. No obstante, se encontró
que las raíces obtenidas en tales casos conducen a valores inconsistentes de flujo mínimo de
vapor, por lo cual pueden ser ignoradas. Por otra parte, el número de etapas no reactivas
determinadas por medio de las ecuaciones de Fenske y Gilliland resulta adecuado para
llevar a cabo la separación. Sin embargo en el caso de las etapas reactivas se han
presentado casos en que el número de etapas determinadas por la ecuación de Gilliland es
menor al necesario para llevar a cabo el proceso de reacción-separación, por lo cual resulta
necesario agregar etapas reactivas. Sin embargo, en los casos donde se ha presentado este
problema se ha logrado obtener la conversión y la separación deseada aumentando
solamente una etapa reactiva al sistema. Los diseños obtenidos directamente de los métodos
de solución propuestos presentan alto consumo de energía, sin embargo este consumo se ve
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
162
reducido de manera importante al manipular la ubicación de la corriente lateral (en el caso
de la columna Petlyuk reactiva) y la localización del flujo de interconexión (en el caso de la
secuencia térmicamente acoplada directa reactiva), retirando dichos flujos de la sección
reactiva y no del plato que delimita la sección no reactiva y la sección reactiva. Esto
implica que la manera en que se han estipulado la etapa de extracción de las corrientes
laterales no es del todo adecuada, pero resulta útil como punto inicial para un análisis
paramétrico de esta variable. En el caso de la columna Petlyuk reactiva, el valor de los
flujos de interconexión no tiene un impacto importante sobre el consumo de energía del
sistema, debido a que los flujos de alimentación entran directamente a la columna principal
y no al prefraccionador, por lo cual este último hace funciones de distribuir los flujos en la
columna. Sin embargo, se ha encontrado que, con un diseño apropiado, el uso de la pared
divisoria puede llevar a valores de consumo de energía menores a los correspondientes a
una columna de destilación reactiva con una corriente lateral. Por otra parte, para mantener
el valor de la pureza en el rectificador lateral y la conversión en la columna principal, el
valor del flujo de interconexión en la secuencia térmicamente acoplada reactiva debe
mantenerse fijo.
Respecto a la diferencia entre los métodos de solución, se ha observado que el diseño de la
columna Petlyuk reactiva obtenido por el segundo método resulta mejor que el
correspondiente al primer método, aún cuando la diferencia entre ambos diseños no es
grande. Esto indica la alta sensibilidad del sistema ante pequeños cambios en la estructura
de la columna reactiva con acoplamiento térmico. Respecto a la secuencia térmicamente
acoplada directa reactiva, este efecto no se presenta debido a que sólo tiene un flujo de
interconexión, cuya localización ha sido supuesta en el plato que delimita la sección no
reactiva y la sección reactiva, y los diseños obtenidos por ambos métodos, así como su
consumo de energía, resultan muy similares, con un ligero sub-diseño con respecto a las
etapas reactivas en el caso de la solución obtenida por el segundo método.
Se ha encontrado que los diseños obtenidos posteriores a la aplicación de la metodología de
diseño y optimización presentan menor consumo de energía y mayor eficiencia
termodinámica que los diseños iniciales, así como un costo total anual menor. Los
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
163
resultados muestran que, a pesar de que el método de Fenske-Underwood-Gilliland no fue
desarrollado originalmente para tratar con sistemas reactivos, su aplicación a columnas
donde ocurre una reacción del tipo A + B = C + D permite obtener diseños apropiados, aún
cuando se trabaja con mezclas no ideales. Esto es un indicativo de que en efecto la
metodología propuesta resulta de utilidad para determinar diseños con un potencial
consumo de energía y menores costos. Se logró reducir hasta en un 30% los requerimientos
energéticos de los sistemas de destilación reactiva con respecto a los diseños iniciales, y
más del 50% en costos de la etapa de esterificación con respecto al proceso convencional y
alrededor del 20% del proceso completo. Lo anterior muestra la efectividad del método de
diseño y optimización para obtener sistemas con bajo consumo de energía.
7.1.3. Análisis de ciclo de vida
Se ha efectuado un análisis simplificado de las emisiones de diversos contaminantes en el
proceso convencional de producción de biodiesel en dos etapas con metanol supercrítico y
en los procesos intensificados. Se han considerado para dicho análisis tanto las emisiones
debidas a la quema de combustible para obtener el vapor que distribuye energía al proceso
como las emisiones debidas a la producción de la energía eléctrica necesaria en el proceso,
y las correspondientes a la producción del metanol empleado como reactivo. Se ha
encontrado que si solo se considera el consumo de energía de proceso, las emisiones
correspondientes al proceso supercrítico son mayores que las del proceso catalítico
convencional. Una excepción es el caso de las partículas y óxidos de azufre, debido a que
estas emisiones se presentan en mayor proporción en la generación de energía eléctrica, y el
proceso catalítico requiere una mayor cantidad de electricidad que el supercrítico. Al
considerar la producción de metanol, las emisiones de casi todos los contaminantes resultan
mayores en el proceso supercrítico; ello debido a la gran cantidad de metanol que se
requiere para mantener una alta conversión en la reacción de esterificación. Sin embargo, al
considerar el reciclo del metanol que no reacciona, se reduce el consumo de metanol fresco;
como consecuencia una gran parte de emisiones se ven reducidas de manera importante,
siendo menores a las correspondientes al proceso catalítico. Solamente las emisiones de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
164
óxido nitroso y dióxido de carbono resultas más altas que aquellas del proceso catalítico.
No obstante, la diferencia se ve considerablemente reducida y ambos procesos son
comparables en cuanto a la emisión a la atmósfera de los contaminantes analizados. Sin
embargo, es necesario considerar que el proceso catalítico genera otros residuos,
principalmente en las etapas de neutralización y purificación del biodiesel. En el caso del
proceso supercrítico, no se tienen estos residuos.
7.2. Trabajo futuro
En este trabajo se ha presentado el análisis del proceso de producción de biodiesel en dos
pasos con metanol a condiciones supercríticas. Dada que una de las mayores razones por
las cuales los procesos supercríticos para la producción de biodiesel no han sido empleados
a nivel industrial es su alto consumo de energía, se ha buscado aplicar la intensificación de
procesos para reducir el consumo de energía en la etapa de esterificación, así como los
costos del proceso. Dado que existen pocos trabajos en el área de diseño de sistemas de
destilación para mezclas involucrando fluidos supercríticos, se ha supuesto un modelo
termodinámico relativamente simple para la determinación del equilibrio líquido-vapor
(NRTL). Sin embargo, se ha observado que la temperatura varía considerablemente a lo
largo de las columnas reactivas empleadas en este proyecto, en un rango entre 50 y 300°C,
lo cual pone en duda la validez de los parámetros calculados para una temperatura de
270°C. Por otra parte, datos experimentales recientes muestran que dicho modelo no
predice de manera adecuada el equilibrio líquido-vapor de los subsistemas binarios que
componen la mezcla, estableciendo el modelo basado en segmentos de carga COSMO-SAC
(COSMO-Segment Activity Coefficient) como adecuado para el análisis de mezclas metil
ésteres-metanol supercrítico (Shimoyama et.al., 2007, 2008) y glicerol-metanol supercrítico
(Shimoyama et.al., 2009). Así pues, se espera desarrollar el análisis del proceso Saka-
Dadan utilizando el modelo termodinámico COSMO-SAC para la determinación del
equilibrio líquido-vapor y analizar si las estrategias de intensificación propuestas en el
presente trabajo son aplicables al considerar un modelo termodinámico más exacto para la
mezcla bajo consideración. Asimismo, resulta de importancia el analizar la dinámica de los
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA CAPITULO 7
165
sistemas intensificados con el fin de determinar esquemas factibles de control en equipos
donde se lleva a cabo la reacción-separación involucrando fluidos a alta presión y
temperatura.
Por otra parte, en recientes trabajos se han establecido diferentes estrategias para la
producción de biodiesel con fluidos a condiciones supercríticas, usando metil acetato (Saka
e Isayama, 2009, Tan et.al., 2010) o dimetil carbonato (Ilham y Saka, 2009, 2010) como
reactivos, sustituyendo al metanol. Así pues, un análisis del potencial de dichos procesos
así como de estrategias para la reducción del consumo de energía, junto con estudios sobre
su impacto ambiental, deben ser desarrollados para determinar sus ventajas y desventajas
sobre otros procesos de producción con fluidos supercríticos y sobre los procesos catalíticos.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
166
Referencias
Bibliográficas Abadie J. y Carpentier J., Generalization of the Wolfe Reduced Gradient Method to the
Case of Nonlinear Constraints, In Optimization, R. Fletcher (ed.), Academic Press, New
York, 37-47, 1969.
Abdul Mutalib M.I. y Smith R., Operation and Control of Dividing Wall Distillation
Columns. Part I: Degrees of Freedom and Dynamic Simulation, Trans Inst. Chem. Eng.,
1998, 76, 308-318.
Achten, W.M.J., Mathis, E., Verchot, L., Singh, V.P., Aerts, R. and Muys, B., 2007,
Jatropha Biodiesel Fueling Sustainability?, Biofuels, Bioprod. Bioref., 1(4), 283-291.
Agrawal R., 1996, Synthesis of Distillation Column Configuration for a Multicomponent
Separation, Ind. Eng. Chem. Res., 35(4), 1059-1071.
Agrawal R. y Fidkowsky Z.T., 1998, Are Thermally Coupled Distillation Columns Always
Thermodynamically More Efficient for Ternary Distillations?, Ind. Eng. Chem. Res., 37(8),
3444-3454.
Agrawal R. y Fidkowski Z., 1998, More Operable Arrangements of Fully Thermally
Coupled Distillation Columns, AIChE Journal, 44(11), 2565-2568.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
167
Annakou O. y Mizsey P., 1996, Rigorous Comparative Study of Energy Integrated
Distillation Schemes, Ind. Eng. Chem. Res., 35(6), 1877-1885.
Balat M., Balat H. y Öz C., 2008, Progress in bioethanol processing, Prog. Energy Comb.
Sci., 34(5), 551-573.
Barbosa D. y Doherty M.F., 1987, A New Set of Composition Variables for the
Representation of Reactive-Phase Diagrams, Proc. R. Soc. Lond. A, 413, 459-464.
Barroso-Muñoz F.O., Hernández S., Segovia-Hernández J.G., Hernández-Escoto H. y
Aguilera-Alvarado A.F., 2007, Thermally Coupled Distillation Systems: Study of an
Energy-efficient Reactive Case, Chem. Biochem. Eng. Q., 21(2), 115-120.
Bessling B., Schembecker G. y Simmrock K.H., 1997, Design of Processes with Reactive
Distillation Line Diagrams, Ind. Eng. Chem. Res., 36(8), 3032-3042.
Buzad G. y Doherty M.F., 1995, New Tools for the Design of Kinetically Controlled
Reactive Distillation Columns for Ternary Mixtures, Comput. Chem. Eng., 19(4), 395-408.
Caballero J.A. y Grossman I.E., 2001, Generalized Disjunctive Programming Model for the
Optimal Synthesis of Thermally Linked Distillation Columns, Ind. Eng. Chem. Res., 40(10),
2260-2274.
Caballero J.A. y Grossmann I.E., 2004, Design of Distillation Sequences: From
Conventional to Fully Thermally Coupled Distillation Systems, Comp. Chem. Eng., 28(11),
2307-2329.
Canakci M., 2007, The Potencial of Restaurant Waste Lipids as Biodiesel Feedstocks,
Biores. Technol., 98(1), 183-190.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
168
Carlson E.C., 1996, Don’t Gamble with Physical Properties for Simulations, Chem. Eng.
Prog., 10, 35-46.
Carter D., Darby D., Hallé J. y Hunt P., How to make biodiesel, Low-Impact Living
Initiative, UK, 2005.
Comisión Federal de Electricidad, www.cfe.gob.mx
Demirbas A., 2005, Biodiesel Production from Vegetable Oils Via Catalytic and Non-
Catalytic Supercritical Methanol Transesterificacion Methods, Prog. Energ. Combust., 31,
466-487.
Demirbas A., Biodiesel: A Realistic Fuel Alternative for Diesel Engines, Springer, UK,
2008.
Diasakou M., Louloudi A. y Papayannakos N., 1998, Kinetics of the Non-Catalytic
Transesterification of Soybean Oil, Fuel, 77(12), 1297-1302.
Diaz M.S., Espinosa S. y Brignole E.A., 2009, Model-Based Cost Minimization in
Noncatalytic Biodiesel Production Plants, Energy Fuels, 23(11), 5587-5595.
D’Ippolito S.A., Yori J.C., Iturria M.E., Pieck C.L. y Vera C.R., 2007, Analysis of a Two-
Step, Noncatalytic, Supercritical Biodiesel Production Process with Heat Recovery, Energ.
Fuel, 21(1), 339-346.
Dünnebier G. y Pantelides C.C., 1999, Optimal Design of Thermally Coupled Distillation
Columns, Ind. Eng. Chem. Res., 38(1), 162-176.
Drud A.S., 1992, CONOPT – A Large-Scale GRG Code, ORSA J. Comput., 6(2), 207-216.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
169
Drud A.S., CONOPT: A GRG Code for Large Sparse Dynamic Nonlinear Optimization
Problems, Math. Program., 31(2), 153-191.
Environmental Protection Agency (EPA), Climate Change – Greenhouse Gas Emissions,
http://epa.gov/climatechange/emissions/index.html
European Biodiesel Board, www.ebb-eu.org
Finn A.J., 1993, Consider Thermally Coupled Distillation. Chem. Eng. Prog., 89(10), 41-45.
Flores O.A., Cárdenas J.C., Hernández S. y Rico-Ramírez V., 2003, Thermodynamic
Analysis of Thermally Coupled Distillation Sequences, Ind. Eng. Chem. Res., 42(23), 5940-
5945.
Gadalla M.A., Olujic Z., Jansens P.J., Jobson M. y Smith R., 2005, Reducing CO2
Emissions and Energy Consumption of Heat-Integrated Distillation Systems, Environ. Sci.
Technol., 39(17), 6860-6870.
Gangadwala J., Haus U.U., Matthias J., Kienle A., Michaels D. y Weismantel R., 2008,
Global Analysis of Combined Reaction Distillation Processes, Comput. Chem. Eng., 32(1),
343-355.
Giessler S., Danilov R.Y., Pisarenko R.Y., Serafimov L.A., Hasebe S. y Hashimoto I., 2001,
Systematic Structure Generation for Reactive Distillation Processes, Comput. Chem. Eng.,
25(1), 49-60.
Glinos K. y Malone F., 1988, Optimality Regions for Complex Column Alternatives in
Distillation Systems, Chem. Eng. Res. Des., 66, 229-240.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
170
Glisic S. y Skala D., 2009, The Problems in Design and Detailed Analyses of Energy
Consumption for Biodiesel Synthesis at Supercritical Conditions, J. Supercrit. Fluid., 49(2),
293-301.
Groemping M., Dragomir R.M. y Jobson M., 2004, Conceptual Design of Reactive
Distillation Columns Using Stage Composition Lines, Chem. Eng. Proc., 43(3), 369-382.
Halvorsen I.J. y Skogestad S., 2003, Minimum Energy Consumption in Multicomponent
Distillation. 2. Three-Product Petlyuk Arrangements, Ind. Eng. Chem. Res., 42(3), 605-615.
Han H., Cao W. y Zhang J., 2005, Preparation of Biodiesel from Soybean Oil Using
Supercritical Methanol and CO2 as Co-Solvent, Process Biochem., 40(9), 3148-3151.
Heaven D.L., Optimum Sequencing of Distillation Columns in Multicomponent
Fractionation, M.S. Thesis, University of California, Berkeley, 1969.
Henley E.J. y Seader J.D., Operaciones de Separación por Etapas de Equilibrio en
Ingeniería Química, Editorial Reverté, México, 2000.
Hernández S. y Jiménez A., 1996, Design of Optimal Thermally-Coupled Distillation
Systems Using a Dynamic Model, Trans Inst. Chem. Eng., 74, 357-362.
Hernández S., y Jiménez A., 1999a, Design of Energy-Efficient Petlyuk Systems, Comput.
Chem. Eng., 23(8), 1005-1010.
Hernández S., y Jiménez A., 1999b, Controllability Analysis of Thermally Coupled
Distillation Systems, Ind. Eng. Chem. Res., 38(10), 3957-3963.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
171
Hernández S., Sandoval-Vergara R., Barroso-Muñoz F.O., Murrieta-Dueñas R.,
Hernández-Escoto H., Segovia-Hernández J.G. y Rico-Ramírez V., 2009, Reactive
Dividing Wall Distillation Columns: Simulation and Implementation in a Pilot Plant, Chem.
Eng. Proc., 48(1), 250-258.
Huerta-Garrido M.E., Rico-Ramirez V. y Hernandez-Castro S., 2004, Simplified Design of
Batch Reactive Distillation Columns, Ind. Eng. Chem. Res., 43(14), 4000-4011.
Huss R.S., Fengrong C., Malone M.F. y Doherty M.F., 2003, Reactive Distillation for
Methyl Acetate Production, Comput. Chem. Eng., 27(12), 1855-1866.
Ilham Z. y Saka S., 2009, Dimethyl Carbonate as Potential Reactant in Non-Catalytic
Biodiesel Production by Supercritical Method, Bioresource Technol., 100(5), 1793-1796.
Ilham Z. y Saka S., 2009, Two-Step Supercritical Dimethyl Carbonate Method for
Biodiesel Production from Jatropha Curcas Oil, Bioresource Technol., 101(8), 2735-2740.
Imahara H., Minami E., Hari S. y Saka S., 2008, Thermal Stability of Biodiesel in
Supercritical Methanol, Fuel, 87(1), 1-6.
Imahara H., Xin J. y Saka S., 2009, Effect of CO2/N2 Addition to Supercritical Methanol on
Reactivities and Fuel Qualities in Biodiesel Production, Fuel, 88(7), 1329-1332.
Industrial Systems and Control, www.isc-ltd.com
Jackson J.R. y Grossmann I.E., 2001, A Disjunctive Programming Approach for the
Optimal Design of Reactive Distillation Columns, Comput. Chem. Eng., 25(11), 1661-1673.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
172
Jiménez A., Diseño de Procesos en Ingeniería Química, Editorial Reverté, España, 2003.
Jiménez A., Hernández S., Montoy F. A., y Zavala-García M., 2001, Analysis of Control
Properties of Conventional and Nonconventional Distillation Sequences, Ind. Eng. Chem.
Res., 40(17), 3757-3761.
Jiménez A., Ramírez N., Castro A. y Hernández S., 2003, Design and Energy Performance
of Alternative Schemes to the Petlyuk Distillation System, Chem. Eng. Res. Des.., 81(5),
518-524.
Kaibel B., Jansen H., y Zich E., Unfixed Dividing Wall Technology for Packed and Tray
Distillation Columns, Distillation and Absorption Conference Proceedings (E. Sørensen),
London, UK, 2006, 252-260.
Kaibel B., Jansen H., Rietfort T., Zich E. y Olujic Z., Unfixed Wall: The Key to a
Breakthrough in Dividing Wall Column Technology, Plenary Lecture in EFCE WP on
Fluid Separations, Delft, NL, 2007.
Kim Y.H., 2001, Rigorous Design of Fully Thermally Coupled Distillation Columns, J.
Chem. Eng. Jpn., 34(2), 236-243.
Kiwjaroun C., Tubtimdee C. y Piumsomboon P., 2009, LCA Studies Comparing Biodiesel
Synthesized by Conventional and Supercritical Methanol Methods, J. Cleaner Prod., 17(2),
143-153.
Kusdiana D. y Saka S., 2004, Effects of Water on Biodiesel Fuel Production by
Supercritical Methanol Treatment, Bioresource Technol., 91(3), 289-295.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
173
Kusdiana D. y Saka S., 2004, Two-Step Preparation for Catalyst Free Biodiesel Fuel
Production: Hydrolisis and Methyl Esterification, Appl. Biochem. Biotechnol., 115(1), 781-
791.
Lee J.W., Brüggemann S. y Marquardt W., 2003, Shortcut Method for Kinetically
Controlled Reactive Distillation Systems, AIChE Journal, 49(6), 1471-1487.
Leung, D.Y.C. y Guo, Y., 2006, Transesterification of Neat and Used Frying Oil:
Optimization for Biodiesel Production, Fuel Process. Technol., 87(10), 883-890.
Lim Y., Lee H.S., Lee Y.W. y Han C., 2009, Design and Economic Analysis of the Process
for Biodiesel Fuel Production from Transesterificated Rapeseed Oil Using Supercritical
Methanol, Ind. Eng. Chem. Res., 48(11), 5370-5378.
Maier R.W., Brennecke J.F. y Stadtherr M.A., 2000, Reliable Computation of Reactive
Azeotropes, Comput. Chem. Eng., 24(8), 1851-1858.
Marchetti, J.M., Miguel V.U. y Errazu A.F., 2007, Possible Methods for Biodiesel
Production, Renew. Sust. Energy Rev., 11(6), 1300-1311.
Melles S., Grievink J. y Schrans S.M., 2000, Optimisation of the Conceptual Design of
Reactive Distillation Columns, Chem. Eng. Sci., 55(11), 2089-2097.
Minami, E. y Saka S., 2006, Kinetics of Hydrolysis and Methyl Esterification for Biodiesel
Production in Two-Step Supercritical Methanol Process, Fuel, 85(17), 2479-2483.
Montz Dividing Wall Columns, en www.montz.de/sites/products/dividing.html
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
174
Morais S., Mata T.M., Martins A.A., Pinto G.A. y Costa C.A.V., 2010, Simulation and Life
Cycle Assessment of Process Design Alternatives for Biodiesel Production from Waste
Vegetable Oils, J. Cleaner Prod., 18(13), 1251-1259.
Morales Gil C.A., Aspectos Relevantes de la Exploración y Producción de Hidrocarburos,
en www.pep.pemex.com/pdf/peprelevantes.pdf.
Mueller I. y Kenig E.Y., 2007, Reactive Distillation in a Dividing Wall Column: Rate-
Based Modeling and Simulation, Ind. Eng. Chem. Res., 46(11), 3709-3719.
Nakamura, S., Métodos Numéricos Aplicados con Software, Pearson Education, México,
1992.
Panjwani P., Schenk M., Georgiadis M.C. y Pistikopoulos E.N., 2005, Optimal Design and
Control of a Reactive Distillation System, Eng. Optimiz., 37(7), 733-753.
Petlyuk F.B., Platonov V.M. y Slavinskii D.M., 1965, Thermodynamically Optimal Method
for Separating Multicomponent Mixtures, Int. Chem. Eng., 5(3), 555-561.
Ranganathan S.V., Narasimhan S.L. and Muthukumar K., 2008, An Overview of
Enzymatic Production of Biodiesel, Bioresource Technol., 99(10), 3975-3981.
Reid J.K., 1982, A Sparsity Exploiting Variant of Bartels-Golub Decomposition for Linear
Programming Bases, Math. Program., 24(1), 55-69.
Saka S., 2007, The New Application of the Supercritical Technology. Biodiesel Fuel Oil
from Oils and Fats by the Supercritical Methanol Method, Chem. Eng. - Tokyo, 52(2), 132-
138.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
175
Saka S. y Kusdiana D., 2001, Biodiesel Fuel from Rapeseed Oil as Prepared in
Supercritical Methanol, Fuel, 80(2), 225-231.
Saka S., Kusdiana D. y Minami E., 2006, Non-Catalytic Biodiesel Fuel Production with
Supercritical Methanol Technologies, J. Sci. Ind. Res., 65(5), 420-425.
Saka S. e Isayama Y., 2009, A New Process for Catalyst-Free Production of Biodiesel
Using Supercritical Methyl Acetate, Fuel, 88(7), 1307-1313.
Sánchez-Daza O., Pérez-Cisneros E.S., Bek-Pedersen E. y Gani R., 2003, Graphical and
Stage-to-Stage Methods for Reactive Distillation Column Design, AIChE Journal, 49(11),
2822-2841.
Seader J.D. y Henley E.J., Separation Process Principles, John Wiley & Sons, U.S.A., 1998.
Seader J.D. y Henley E.J., Separation Process Principles, 2nd ed., Wiley, U.S.A., 2006.
Seferlis P. y Grievink J., 2001, Optimal Design and Sensitivity Analysis of Reactive
Distillation Units Using Collocation Models, Ind. Eng. Chem Res., 40(7), 1673-1685.
Shimoyama Y., Iwai Y., Seok Jin B., Hirayama T. y Arai Y., 2007, Measurement and
Correlation of Vapor-Liquid Equilibria for Methanol + Methyl Laurate and Methanol +
Methyl Myristate Systems Near Critical Temperature of Methanol, Fluid Phase Equilibr.,
257(2), 217-222.
Shimoyama Y., Abeta T. e Iwai Y., 2008, Prediction of Vapor-Liquid Equilibria for
Supercritical Alcohol + Fatty Acid Ester Systems by SRK Equation of State with Wong-
Sandler Mixing Rule Based on COSMO Theory, J. Supercrit. Fluid., 46(1), 4-9.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
176
Shimoyama Y., Abeta T., Zhao L. e Iwai Y., 2009, Measurement and Calculation of Vapor-
Liquid Equilibria for Methanol + Glycerol and Ethanol + Glycerol Systems at 493-573 K,
Fluid Phase Equilibr., 284(1), 64-69.
Smith J.M., Van Ness H.C. y Abbott M.M., Introduction to Chemical Engineering
Thermodynamics, 6th ed., McGraw-Hill, U.S.A., 2001.
Sotudeh N. y Shahraki B.H., 2007, A Method for the Design of Divided Wall Columns,
Chem. Eng. Technol., 30(9), 1284-1291.
Stichlmair J. y Frey Th., 2001, Mixed-Integer Nonlinear Programming Optimization of
Reactive Distillation Processes, Ind. Eng. Chem. Res., 40(25), 5978-5982.
Stupin W.J. y Lockhart F.J., 1972, Thermally Coupled Distillation – A Case History, Chem.
Eng. Progr., 68(10), 71-72.
Suhl U.H. y Suhl L.M., 1990, Computing Sparse LU Factorizations for Large-Scale Linear
Programming Bases, ORSA J. Comput., 2, 325-335.
Sundmacher K. y Kienle A. (Ed.), Reactive Distillation: Status and Future Directions,
Wiley-VCH, Alemania, 2003.
Tan K.T., Lee K.T. y Mohamed A.R., 2010, A Glycerol-Free Process to Produce Biodiesel
by Supercritical Methyl Acetate Technology: An Optimization Study Via Response Surface
Methodology, Bioresource Technol., 101(3), 965-969.
Taylor R y Krishna R., 2000, Modelling Reactive Distillation, Chem. Eng. Sci., 55(22),
5183-5229.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
177
Tedder D.W. y Rudd D.F., 1978, Parametric Studies in Industrial Distillation: Part I.
Design Comparisons, AIChE J., 24(2), 303-315.
Teoria del Pico de Hubbert, en Wikipedia en Español, es.wikipedia.org.
Triantafyllou C. y Smith R., 1992, The Design and Optimization of Fully Thermally
Coupled Distillation Columns, Trans. Inst. Chem. Eng., 70A, 118-132.
Tung S.T. y Yu C.C., 2007, Effects of Relative Volatility Ranking to the Design of
Reactive Distillation, AIChE Journal, 53(5), 1278-1297.
Turton R., Bailey R.C., Whiting W.B. y Shaeiwitz J.A., Analysis, Synthesis, and Design of
Chemical Processes, Prentice Hall, U.S.A., 1998.
Turton R., Bailey R.C., Whiting W.B. y Shaeiwitz J.A., Analysis, Synthesis, and Design of
Chemical Processes, 3rd. ed., Prentice Hall, U.S.A., 2009.
U.S. Environmental Protection Agency, Draft Technical Report: A Comprehensive
Analysis of Biodiesel Impacts on Exhaust Emissions, U.S.A., 2002.
Vaca M., Jiménez-Gutiérrez A. y Monroy-Loperena R., 2007, Design of Petlyuk
Distillation Columns Aided with Collocation Techniques, Ind. Eng. Chem. Res., 46(16),
5365.
Vicente G., Martínez M. y Aracil J, 2004, Integrated Biodiesel Production: A Comparison
of Different Homogeneous Catalysts Systems, Biores. Technol., 92(3), 297-305.
Wang S.J., Wong D.S.H. y Yu S.W., 2008, Design and Control of Transesterification
Reactive Distillation with Thermal Coupling, Comput. Chem. Eng., 32(12), 3030-3037.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA REFERENCIAS BIBLIOGRAFICAS
178
Warabi Y., Kusdiana D. y Saka S., 2004, Reactivity of Triglycerides and Fatty Acids of
Rapeseed Oil in Supercritical Alcohols, Bioresource Technol., 91(3), 283-287.
Xin J., Imahara H. y Saka S., 2008, Oxidation Stability of Biodiesel Fuel as Prepared By
Supercritical Methanol, Fuel, 87(10), 1807-1813.
Yin J.Z., Xiao M. y Song J.B., 2008, Biodiesel from Soybean Oil in Supercritical Methanol
with Co-Solvent, Energ. Conversi. Manage., 49(5), 908-912.
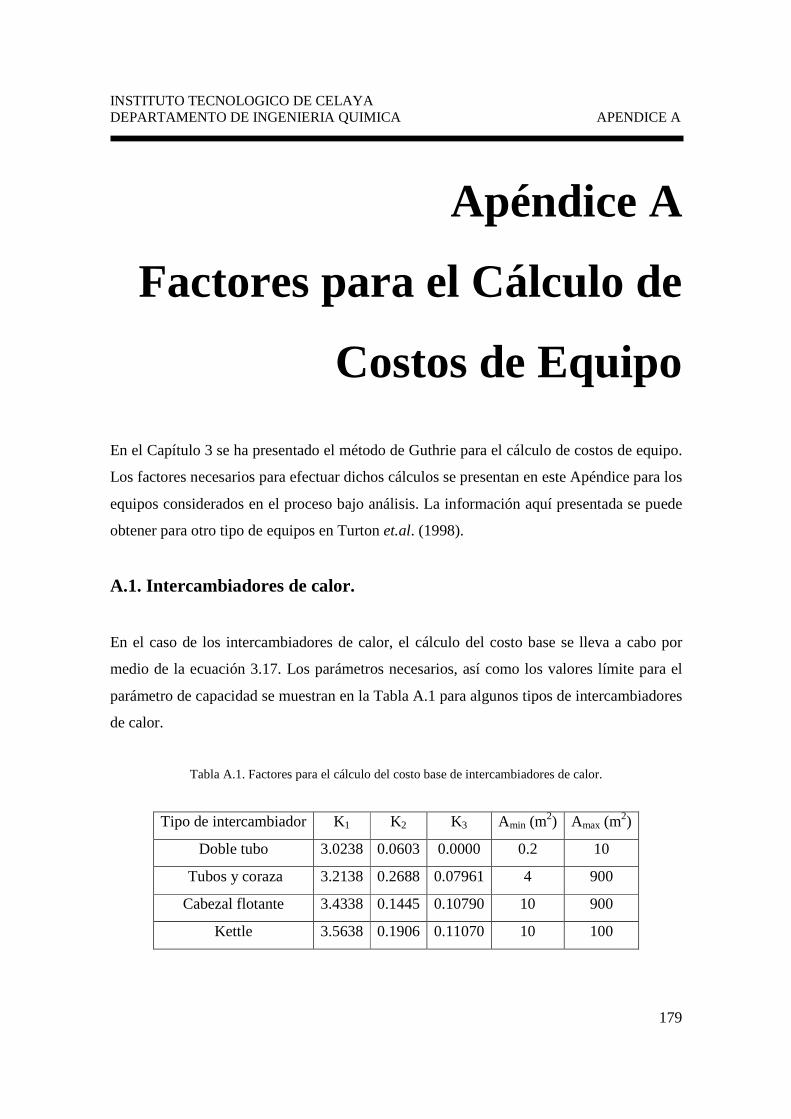
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
179
Apéndice A
Factores para el Cálculo de
Costos de Equipo
En el Capítulo 3 se ha presentado el método de Guthrie para el cálculo de costos de equipo.
Los factores necesarios para efectuar dichos cálculos se presentan en este Apéndice para los
equipos considerados en el proceso bajo análisis. La información aquí presentada se puede
obtener para otro tipo de equipos en Turton et.al. (1998).
A.1. Intercambiadores de calor.
En el caso de los intercambiadores de calor, el cálculo del costo base se lleva a cabo por
medio de la ecuación 3.17. Los parámetros necesarios, así como los valores límite para el
parámetro de capacidad se muestran en la Tabla A.1 para algunos tipos de intercambiadores
de calor.
Tabla A.1. Factores para el cálculo del costo base de intercambiadores de calor.
Tipo de intercambiador K1 K2 K3 Amin (m2) Amax (m
2)
Doble tubo 3.0238 0.0603 0.0000 0.2 10
Tubos y coraza 3.2138 0.2688 0.07961 4 900
Cabezal flotante 3.4338 0.1445 0.10790 10 900
Kettle 3.5638 0.1906 0.11070 10 100
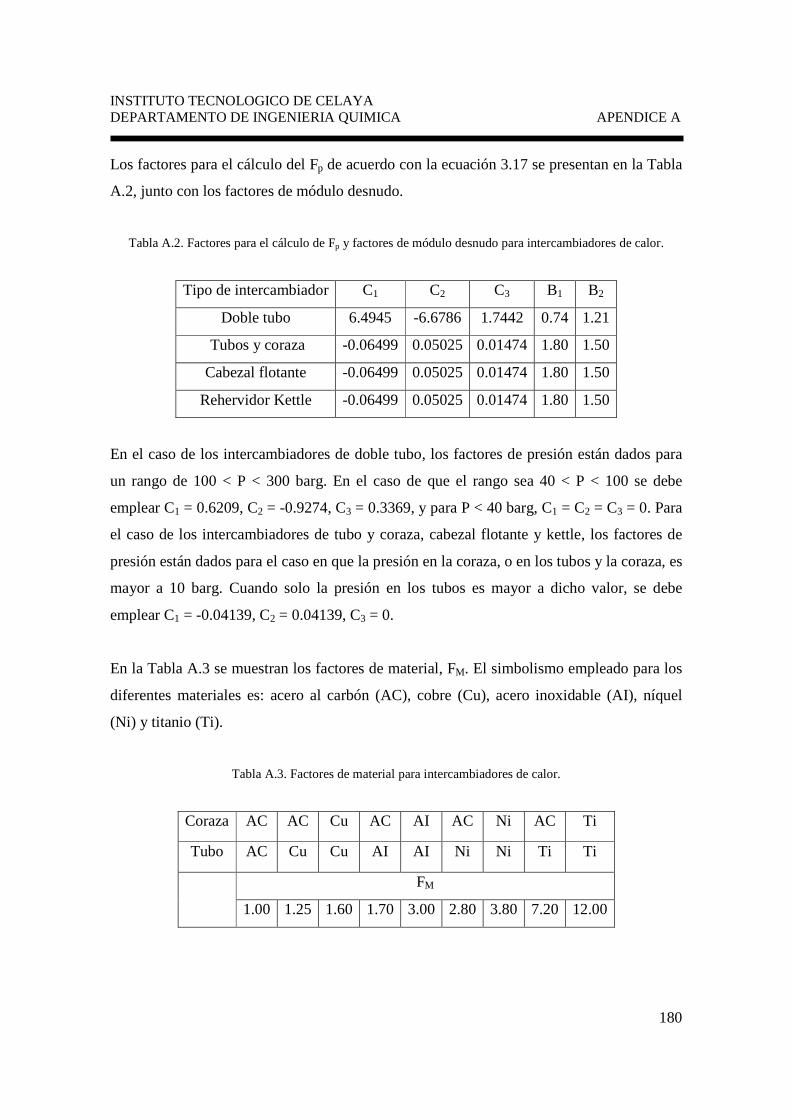
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
180
Los factores para el cálculo del Fp de acuerdo con la ecuación 3.17 se presentan en la Tabla
A.2, junto con los factores de módulo desnudo.
Tabla A.2. Factores para el cálculo de Fp y factores de módulo desnudo para intercambiadores de calor.
Tipo de intercambiador C1 C2 C3 B1 B2
Doble tubo 6.4945 -6.6786 1.7442 0.74 1.21
Tubos y coraza -0.06499 0.05025 0.01474 1.80 1.50
Cabezal flotante -0.06499 0.05025 0.01474 1.80 1.50
Rehervidor Kettle -0.06499 0.05025 0.01474 1.80 1.50
En el caso de los intercambiadores de doble tubo, los factores de presión están dados para
un rango de 100 < P < 300 barg. En el caso de que el rango sea 40 < P < 100 se debe
emplear C1 = 0.6209, C2 = -0.9274, C3 = 0.3369, y para P < 40 barg, C1 = C2 = C3 = 0. Para
el caso de los intercambiadores de tubo y coraza, cabezal flotante y kettle, los factores de
presión están dados para el caso en que la presión en la coraza, o en los tubos y la coraza, es
mayor a 10 barg. Cuando solo la presión en los tubos es mayor a dicho valor, se debe
emplear C1 = -0.04139, C2 = 0.04139, C3 = 0.
En la Tabla A.3 se muestran los factores de material, FM. El simbolismo empleado para los
diferentes materiales es: acero al carbón (AC), cobre (Cu), acero inoxidable (AI), níquel
(Ni) y titanio (Ti).
Tabla A.3. Factores de material para intercambiadores de calor.
Coraza AC AC Cu AC AI AC Ni AC Ti
Tubo AC Cu Cu AI AI Ni Ni Ti Ti
FM
1.00 1.25 1.60 1.70 3.00 2.80 3.80 7.20 12.00
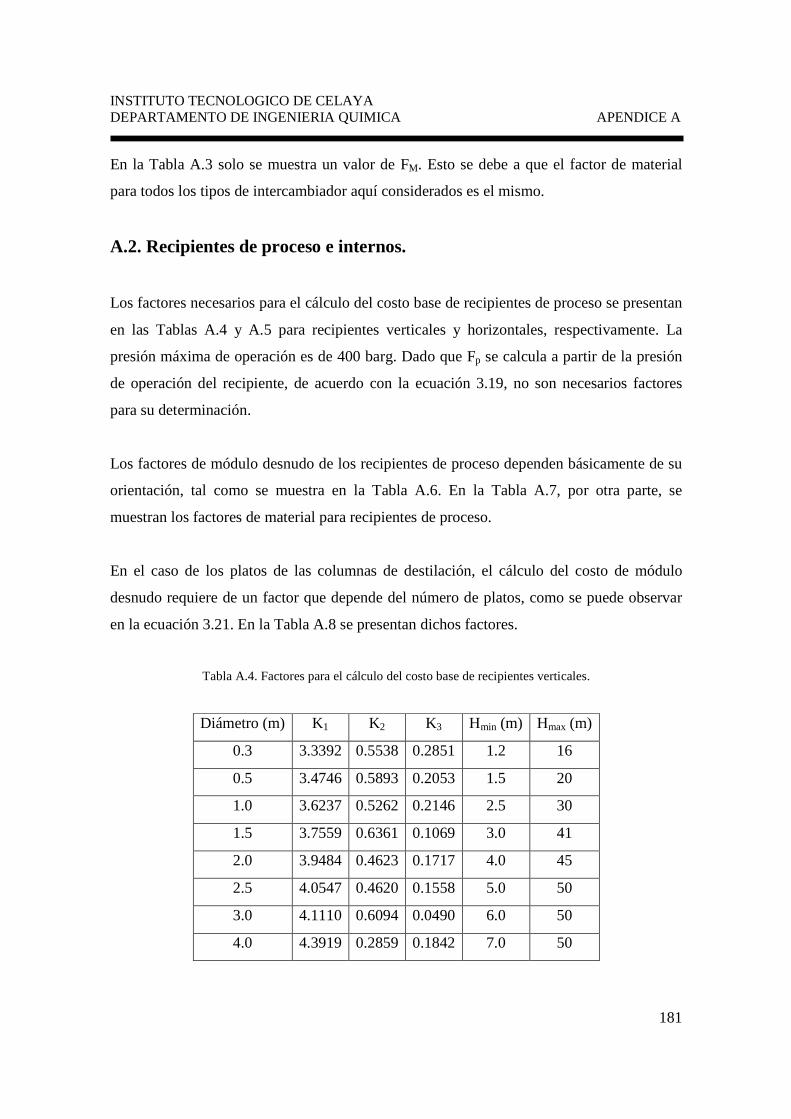
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
181
En la Tabla A.3 solo se muestra un valor de FM. Esto se debe a que el factor de material
para todos los tipos de intercambiador aquí considerados es el mismo.
A.2. Recipientes de proceso e internos.
Los factores necesarios para el cálculo del costo base de recipientes de proceso se presentan
en las Tablas A.4 y A.5 para recipientes verticales y horizontales, respectivamente. La
presión máxima de operación es de 400 barg. Dado que Fp se calcula a partir de la presión
de operación del recipiente, de acuerdo con la ecuación 3.19, no son necesarios factores
para su determinación.
Los factores de módulo desnudo de los recipientes de proceso dependen básicamente de su
orientación, tal como se muestra en la Tabla A.6. En la Tabla A.7, por otra parte, se
muestran los factores de material para recipientes de proceso.
En el caso de los platos de las columnas de destilación, el cálculo del costo de módulo
desnudo requiere de un factor que depende del número de platos, como se puede observar
en la ecuación 3.21. En la Tabla A.8 se presentan dichos factores.
Tabla A.4. Factores para el cálculo del costo base de recipientes verticales.
Diámetro (m) K1 K2 K3 Hmin (m) Hmax (m)
0.3 3.3392 0.5538 0.2851 1.2 16
0.5 3.4746 0.5893 0.2053 1.5 20
1.0 3.6237 0.5262 0.2146 2.5 30
1.5 3.7559 0.6361 0.1069 3.0 41
2.0 3.9484 0.4623 0.1717 4.0 45
2.5 4.0547 0.4620 0.1558 5.0 50
3.0 4.1110 0.6094 0.0490 6.0 50
4.0 4.3919 0.2859 0.1842 7.0 50
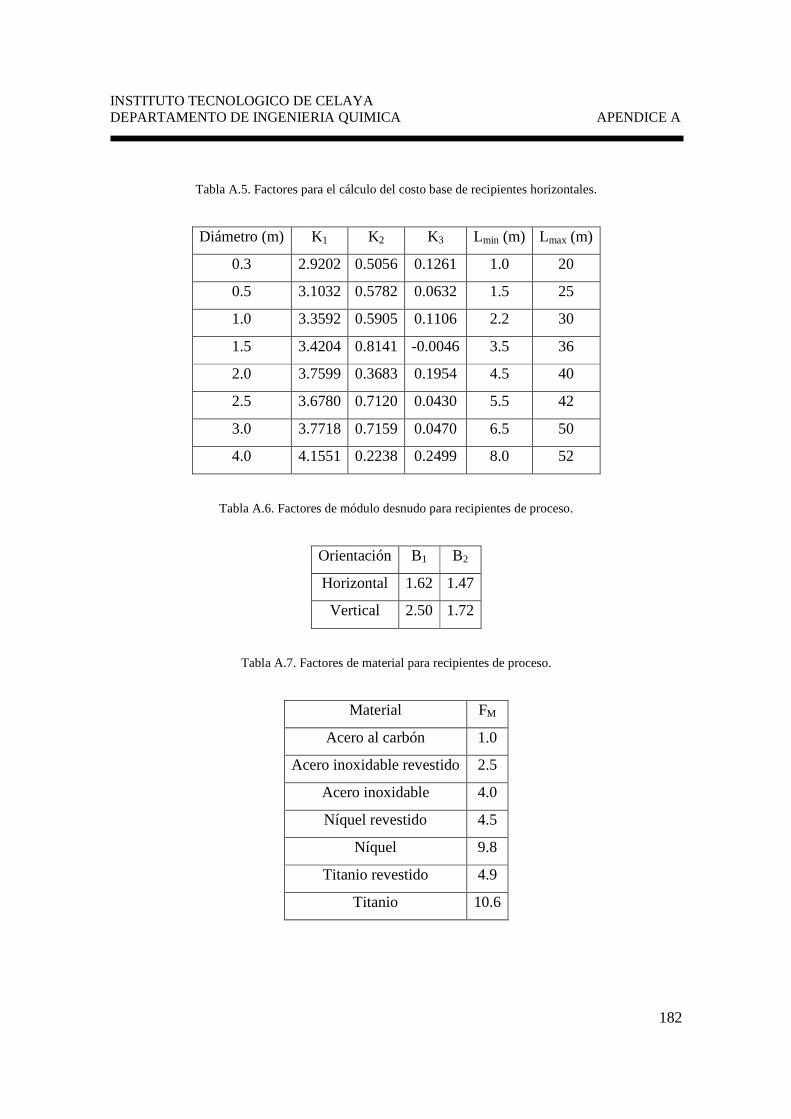
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
182
Tabla A.5. Factores para el cálculo del costo base de recipientes horizontales.
Diámetro (m) K1 K2 K3 Lmin (m) Lmax (m)
0.3 2.9202 0.5056 0.1261 1.0 20
0.5 3.1032 0.5782 0.0632 1.5 25
1.0 3.3592 0.5905 0.1106 2.2 30
1.5 3.4204 0.8141 -0.0046 3.5 36
2.0 3.7599 0.3683 0.1954 4.5 40
2.5 3.6780 0.7120 0.0430 5.5 42
3.0 3.7718 0.7159 0.0470 6.5 50
4.0 4.1551 0.2238 0.2499 8.0 52
Tabla A.6. Factores de módulo desnudo para recipientes de proceso.
Orientación B1 B2
Horizontal 1.62 1.47
Vertical 2.50 1.72
Tabla A.7. Factores de material para recipientes de proceso.
Material FM
Acero al carbón 1.0
Acero inoxidable revestido 2.5
Acero inoxidable 4.0
Níquel revestido 4.5
Níquel 9.8
Titanio revestido 4.9
Titanio 10.6
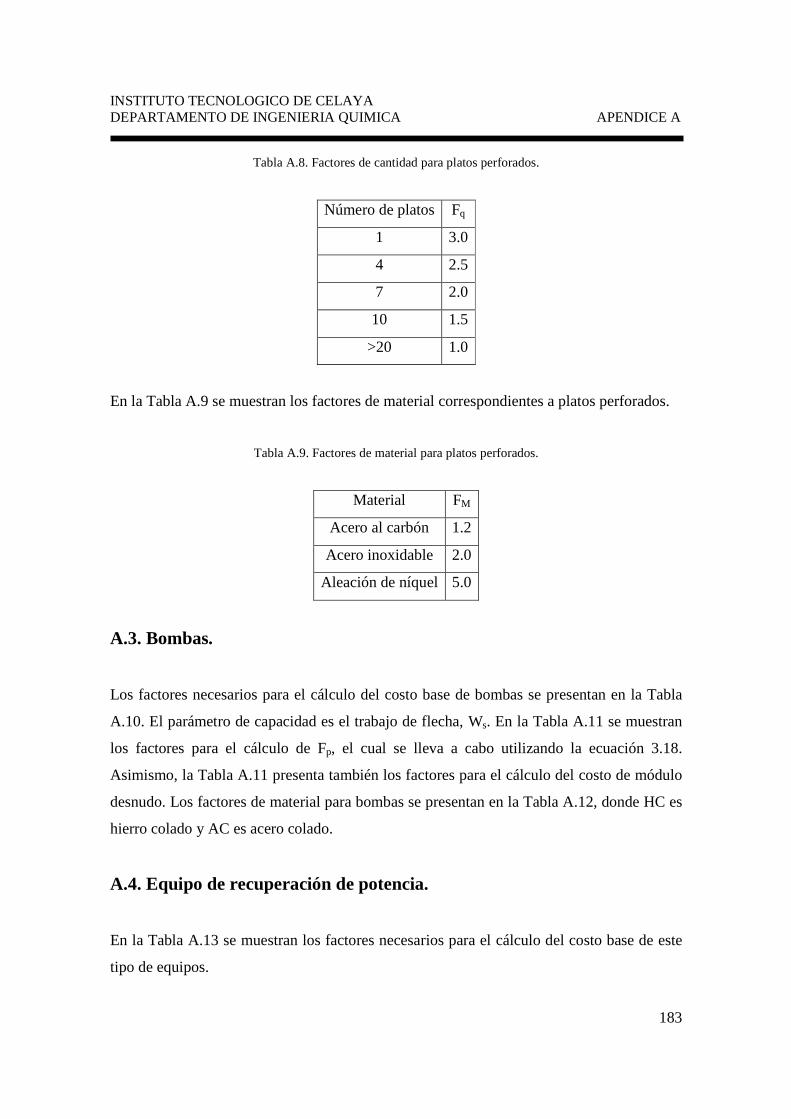
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
183
Tabla A.8. Factores de cantidad para platos perforados.
Número de platos Fq
1 3.0
4 2.5
7 2.0
10 1.5
>20 1.0
En la Tabla A.9 se muestran los factores de material correspondientes a platos perforados.
Tabla A.9. Factores de material para platos perforados.
Material FM
Acero al carbón 1.2
Acero inoxidable 2.0
Aleación de níquel 5.0
A.3. Bombas.
Los factores necesarios para el cálculo del costo base de bombas se presentan en la Tabla
A.10. El parámetro de capacidad es el trabajo de flecha, Ws. En la Tabla A.11 se muestran
los factores para el cálculo de Fp, el cual se lleva a cabo utilizando la ecuación 3.18.
Asimismo, la Tabla A.11 presenta también los factores para el cálculo del costo de módulo
desnudo. Los factores de material para bombas se presentan en la Tabla A.12, donde HC es
hierro colado y AC es acero colado.
A.4. Equipo de recuperación de potencia.
En la Tabla A.13 se muestran los factores necesarios para el cálculo del costo base de este
tipo de equipos.
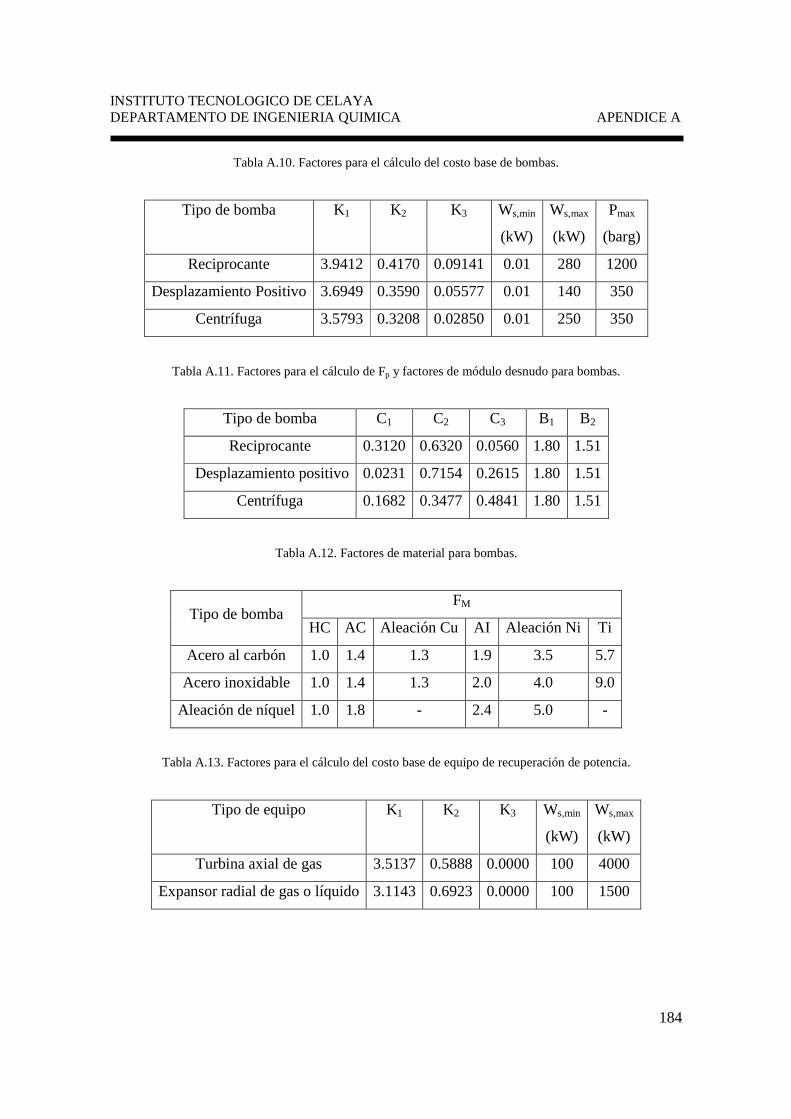
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
184
Tabla A.10. Factores para el cálculo del costo base de bombas.
Tipo de bomba K1 K2 K3 Ws,min
(kW)
Ws,max
(kW)
Pmax
(barg)
Reciprocante 3.9412 0.4170 0.09141 0.01 280 1200
Desplazamiento Positivo 3.6949 0.3590 0.05577 0.01 140 350
Centrífuga 3.5793 0.3208 0.02850 0.01 250 350
Tabla A.11. Factores para el cálculo de Fp y factores de módulo desnudo para bombas.
Tipo de bomba C1 C2 C3 B1 B2
Reciprocante 0.3120 0.6320 0.0560 1.80 1.51
Desplazamiento positivo 0.0231 0.7154 0.2615 1.80 1.51
Centrífuga 0.1682 0.3477 0.4841 1.80 1.51
Tabla A.12. Factores de material para bombas.
Tipo de bomba FM
HC AC Aleación Cu AI Aleación Ni Ti
Acero al carbón 1.0 1.4 1.3 1.9 3.5 5.7
Acero inoxidable 1.0 1.4 1.3 2.0 4.0 9.0
Aleación de níquel 1.0 1.8 - 2.4 5.0 -
Tabla A.13. Factores para el cálculo del costo base de equipo de recuperación de potencia.
Tipo de equipo K1 K2 K3 Ws,min
(kW)
Ws,max
(kW)
Turbina axial de gas 3.5137 0.5888 0.0000 100 4000
Expansor radial de gas o líquido 3.1143 0.6923 0.0000 100 1500
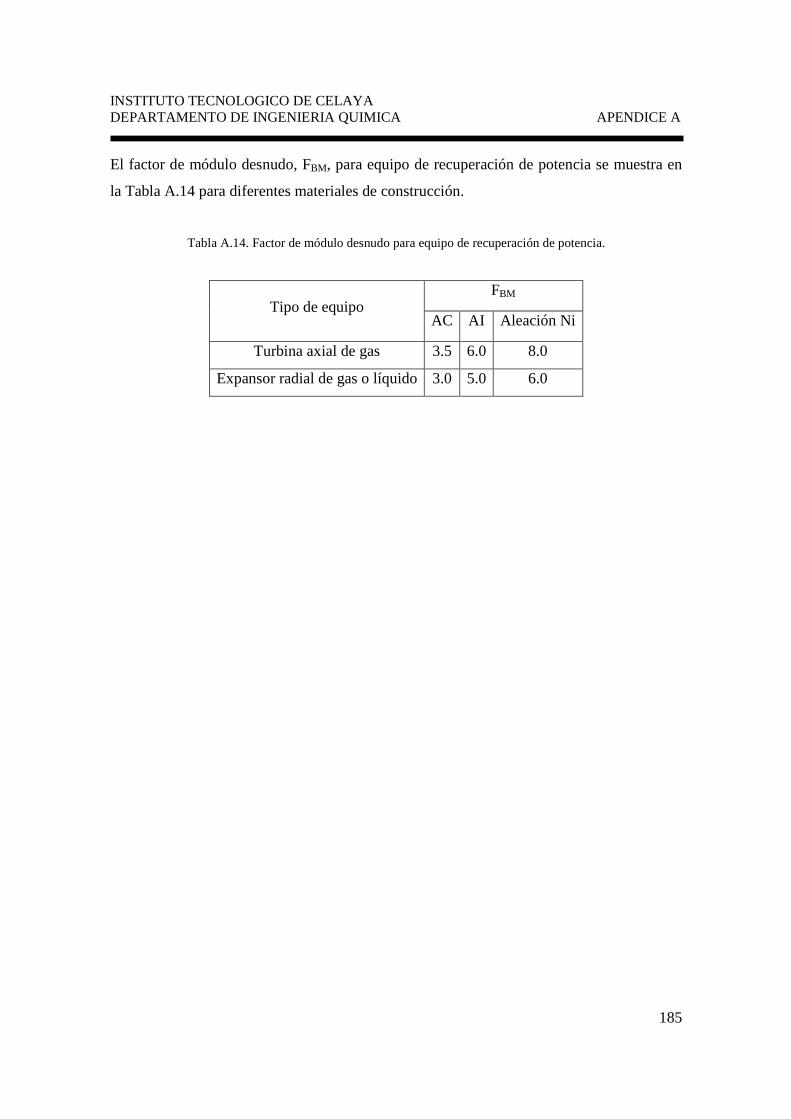
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE A
185
El factor de módulo desnudo, FBM, para equipo de recuperación de potencia se muestra en
la Tabla A.14 para diferentes materiales de construcción.
Tabla A.14. Factor de módulo desnudo para equipo de recuperación de potencia.
Tipo de equipo FBM
AC AI Aleación Ni
Turbina axial de gas 3.5 6.0 8.0
Expansor radial de gas o líquido 3.0 5.0 6.0
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
186
Apéndice B
Ajuste de propiedades
físicas
B.1. Introducción.
Como se ha mencionado en el Capítulo 5, los datos de una gran cantidad de propiedades
físicas para los componentes de la mezcla analizada se han ajustado a diversos tipos de
curvas, con el fin de facilitar la convergencia del sistema de ecuaciones en GAMS®. Dado
que la presión en el proceso se mantiene prácticamente constante, se ha considerado que las
propiedades varían solamente con la temperatura. Los valores para las propiedades físicas
se obtuvieron por medio de la herramienta de análisis de propiedades de Aspen One®,
mientras que los ajustes de dichos datos se hicieron por medio de la herramienta cftool de
MATLAB ® Versión 7.6. Los ajustes se han realizado de manera que sea posible representar
la propiedad con el menor error posible pero manteniendo el número de parámetros
necesarios bajo. Dependiendo de la dificultad del ajuste, se ha buscado que el valor R2 sea
superior a 0.95, con un mínimo de 40 datos calculados de propiedad vs temperatura. Un
número de puntos mayor al orden del polinomio de ajuste ayuda a obtener una mayor
precisión de la curva ajustada (Nakamura, 1992). Así pues, se espera que el número de
constantes usadas sea estadísticamente significativo, es decir, el número de constantes o
parámetros debe ser tal que una reducción en el mismo disminuya drásticamente la
exactitud del ajuste (representada por el valor R2), mientras que un incremento en el
número de parámetros no mejore de manera importante dicha exactitud. En este Apéndice
se presentarán los diferentes tipos de curvas empleados, así como los parámetros obtenidos
en el ajuste.

INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
187
∑=
=n
k
kiki TAPf
0,
( ) ( )∑∑==
+=n
kik
n
kiki kTsenBkTAPf
0,
0, cos ωω
∑=
−−=
n
k ik
ikiki C
BTAPf
1
2
,
,, exp
iAii TAPf ,2
,1=
( ) ( )TAATAAPf iiiii ,4,3,2,1 expexp +=
B.2. Tipos de curvas.
Uno de los tipos más sencillos de ajuste considerados fueron polinomios de orden n, cuya
ecuación tiene la siguiente forma general:
(B.1)
siendo Pfi la propiedad física a calcular, T la temperatura y Ak,i los parámetros por medio de
los cuales se logró el mejor ajuste. Ahora bien, en ciertos casos no fue posible obtener
ajustes a polinomios, por lo cual fue necesario recurrir a ajustes de mayor complejidad. Uno
de estos ajustes corresponde a curvas de tipo Fourier, cuya ecuación general es de la forma:
(B.2)
Donde Ak,i y Bk,i son los valores de los parámetros ajustables y ω es la frecuencia, la cual es
también un parámetro del ajuste. Un tercer tipo de curva empleada es la curva Gaussiana, la
cual tiene una ecuación con la siguiente forma general:
(B.3)
Siendo Ak,i, Bk,i y Ck,i los parámetros ajustables. Otro tipo de ajuste utilizado corresponde a
una curva potencial, cuya ecuación es de la forma:
(B.4)
También se han utilizado ajustes del tipo exponencial, el cual tiene la forma siguiente:
(B.5)
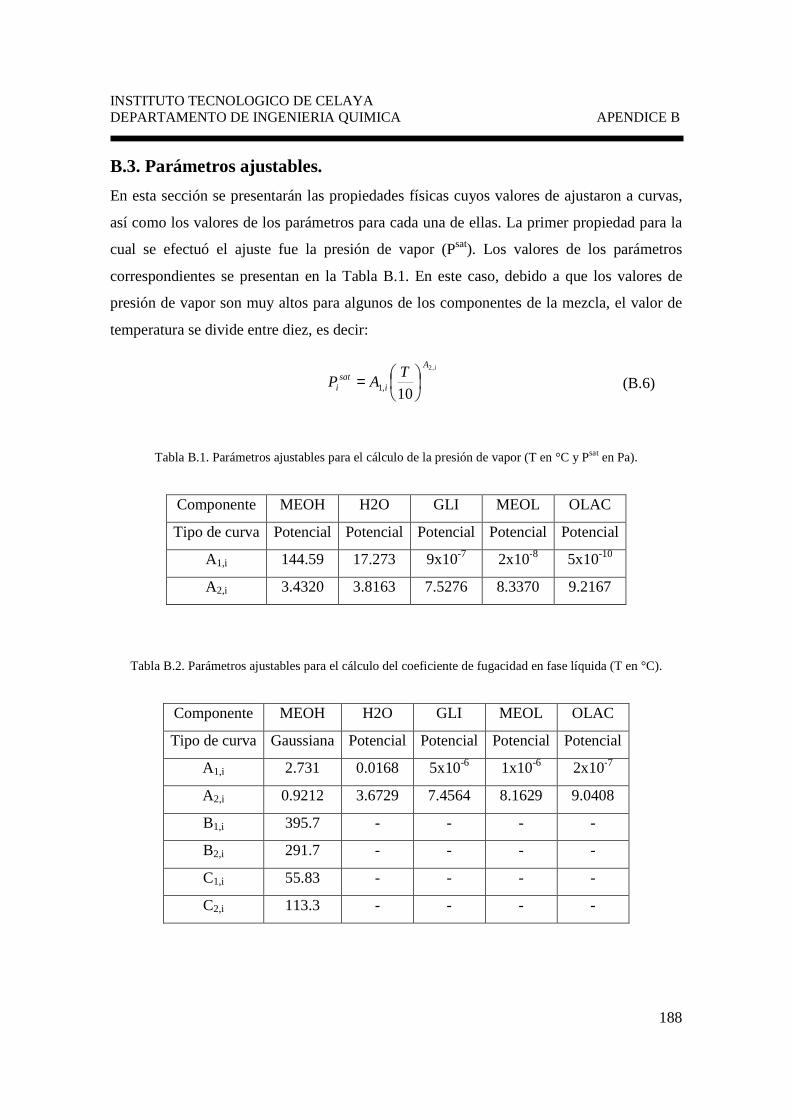
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
188
iA
isat
i
TAP
,2
10,1
=
B.3. Parámetros ajustables.
En esta sección se presentarán las propiedades físicas cuyos valores de ajustaron a curvas,
así como los valores de los parámetros para cada una de ellas. La primer propiedad para la
cual se efectuó el ajuste fue la presión de vapor (Psat). Los valores de los parámetros
correspondientes se presentan en la Tabla B.1. En este caso, debido a que los valores de
presión de vapor son muy altos para algunos de los componentes de la mezcla, el valor de
temperatura se divide entre diez, es decir:
(B.6)
Tabla B.1. Parámetros ajustables para el cálculo de la presión de vapor (T en °C y Psat en Pa).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Potencial Potencial Potencial Potencial Potencial
A1,i 144.59 17.273 9x10-7 2x10-8 5x10-10
A2,i 3.4320 3.8163 7.5276 8.3370 9.2167
Tabla B.2. Parámetros ajustables para el cálculo del coeficiente de fugacidad en fase líquida (T en °C).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Gaussiana Potencial Potencial Potencial Potencial
A1,i 2.731 0.0168 5x10-6 1x10-6 2x10-7
A2,i 0.9212 3.6729 7.4564 8.1629 9.0408
B1,i 395.7 - - - -
B2,i 291.7 - - - -
C1,i 55.83 - - - -
C2,i 113.3 - - - -
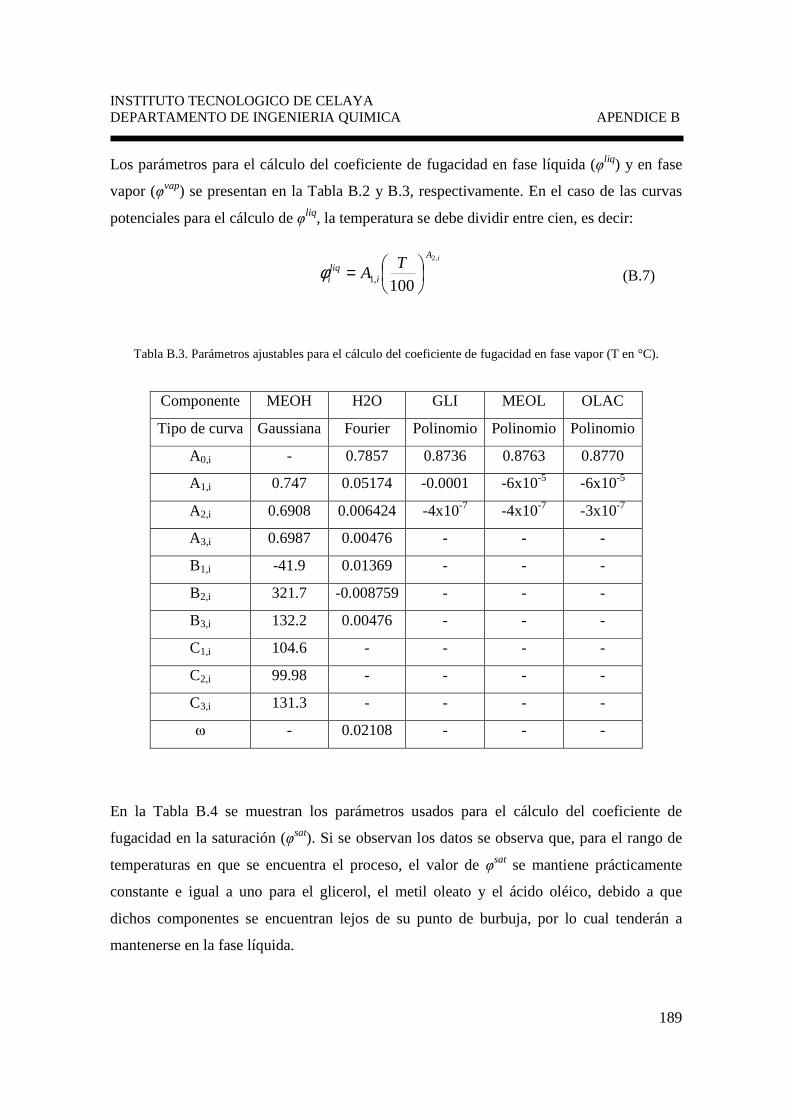
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
189
iA
iliqi
TA
,2
100,1
=φ
Los parámetros para el cálculo del coeficiente de fugacidad en fase líquida (φliq) y en fase
vapor (φvap) se presentan en la Tabla B.2 y B.3, respectivamente. En el caso de las curvas
potenciales para el cálculo de φliq, la temperatura se debe dividir entre cien, es decir:
(B.7)
Tabla B.3. Parámetros ajustables para el cálculo del coeficiente de fugacidad en fase vapor (T en °C).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Gaussiana Fourier Polinomio Polinomio Polinomio
A0,i - 0.7857 0.8736 0.8763 0.8770
A1,i 0.747 0.05174 -0.0001 -6x10-5 -6x10-5
A2,i 0.6908 0.006424 -4x10-7 -4x10-7 -3x10-7
A3,i 0.6987 0.00476 - - -
B1,i -41.9 0.01369 - - -
B2,i 321.7 -0.008759 - - -
B3,i 132.2 0.00476 - - -
C1,i 104.6 - - - -
C2,i 99.98 - - - -
C3,i 131.3 - - - -
ω - 0.02108 - - -
En la Tabla B.4 se muestran los parámetros usados para el cálculo del coeficiente de
fugacidad en la saturación (φsat). Si se observan los datos se observa que, para el rango de
temperaturas en que se encuentra el proceso, el valor de φsat se mantiene prácticamente
constante e igual a uno para el glicerol, el metil oleato y el ácido oléico, debido a que
dichos componentes se encuentran lejos de su punto de burbuja, por lo cual tenderán a
mantenerse en la fase líquida.
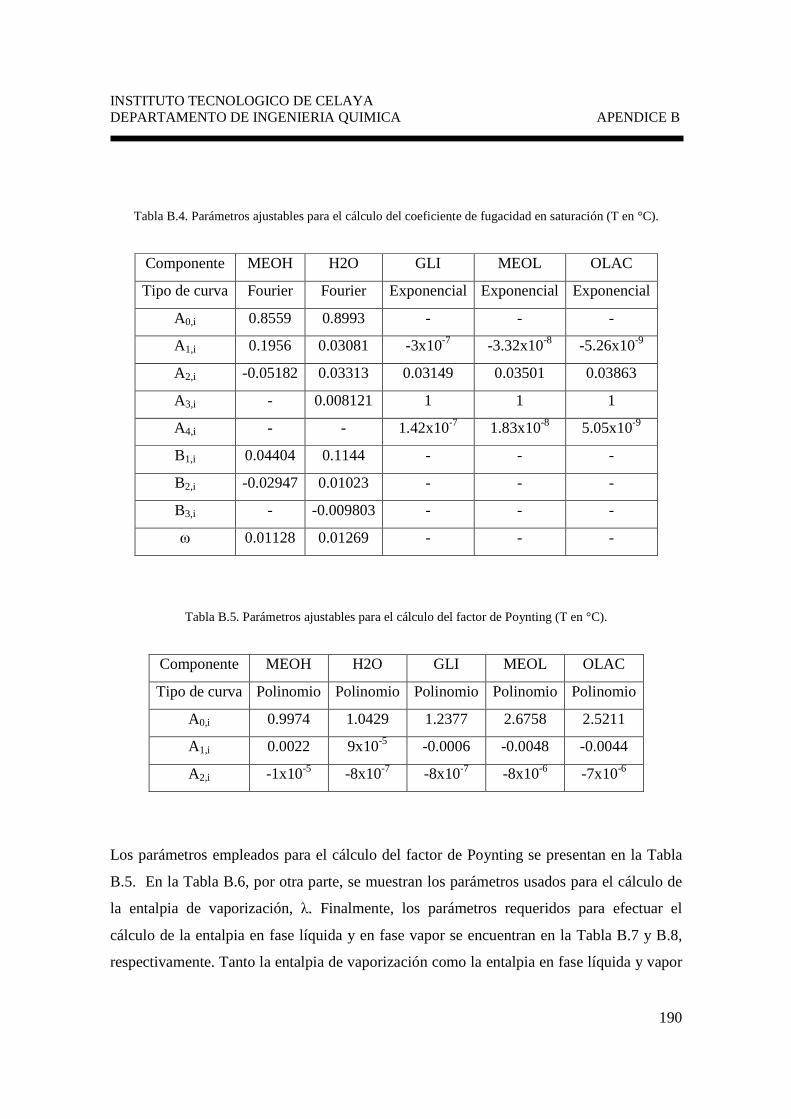
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
190
Tabla B.4. Parámetros ajustables para el cálculo del coeficiente de fugacidad en saturación (T en °C).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Fourier Fourier Exponencial Exponencial Exponencial
A0,i 0.8559 0.8993 - - -
A1,i 0.1956 0.03081 -3x10-7 -3.32x10-8 -5.26x10-9
A2,i -0.05182 0.03313 0.03149 0.03501 0.03863
A3,i - 0.008121 1 1 1
A4,i - - 1.42x10-7 1.83x10-8 5.05x10-9
B1,i 0.04404 0.1144 - - -
B2,i -0.02947 0.01023 - - -
B3,i - -0.009803 - - -
ω 0.01128 0.01269 - - -
Tabla B.5. Parámetros ajustables para el cálculo del factor de Poynting (T en °C).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Polinomio Polinomio Polinomio Polinomio Polinomio
A0,i 0.9974 1.0429 1.2377 2.6758 2.5211
A1,i 0.0022 9x10-5 -0.0006 -0.0048 -0.0044
A2,i -1x10-5 -8x10-7 -8x10-7 -8x10-6 -7x10-6
Los parámetros empleados para el cálculo del factor de Poynting se presentan en la Tabla
B.5. En la Tabla B.6, por otra parte, se muestran los parámetros usados para el cálculo de
la entalpia de vaporización, λ. Finalmente, los parámetros requeridos para efectuar el
cálculo de la entalpia en fase líquida y en fase vapor se encuentran en la Tabla B.7 y B.8,
respectivamente. Tanto la entalpia de vaporización como la entalpia en fase líquida y vapor
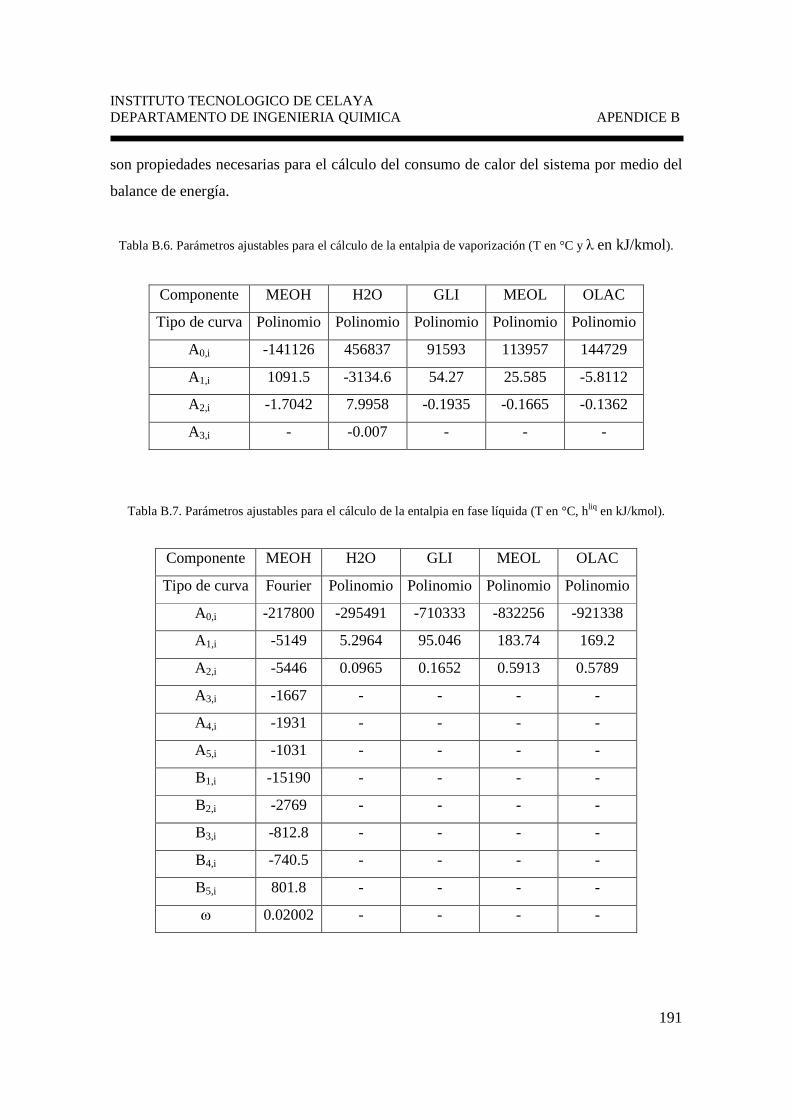
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
191
son propiedades necesarias para el cálculo del consumo de calor del sistema por medio del
balance de energía.
Tabla B.6. Parámetros ajustables para el cálculo de la entalpia de vaporización (T en °C y λ en kJ/kmol).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Polinomio Polinomio Polinomio Polinomio Polinomio
A0,i -141126 456837 91593 113957 144729
A1,i 1091.5 -3134.6 54.27 25.585 -5.8112
A2,i -1.7042 7.9958 -0.1935 -0.1665 -0.1362
A3,i - -0.007 - - -
Tabla B.7. Parámetros ajustables para el cálculo de la entalpia en fase líquida (T en °C, hliq en kJ/kmol).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Fourier Polinomio Polinomio Polinomio Polinomio
A0,i -217800 -295491 -710333 -832256 -921338
A1,i -5149 5.2964 95.046 183.74 169.2
A2,i -5446 0.0965 0.1652 0.5913 0.5789
A3,i -1667 - - - -
A4,i -1931 - - - -
A5,i -1031 - - - -
B1,i -15190 - - - -
B2,i -2769 - - - -
B3,i -812.8 - - - -
B4,i -740.5 - - - -
B5,i 801.8 - - - -
ω 0.02002 - - - -
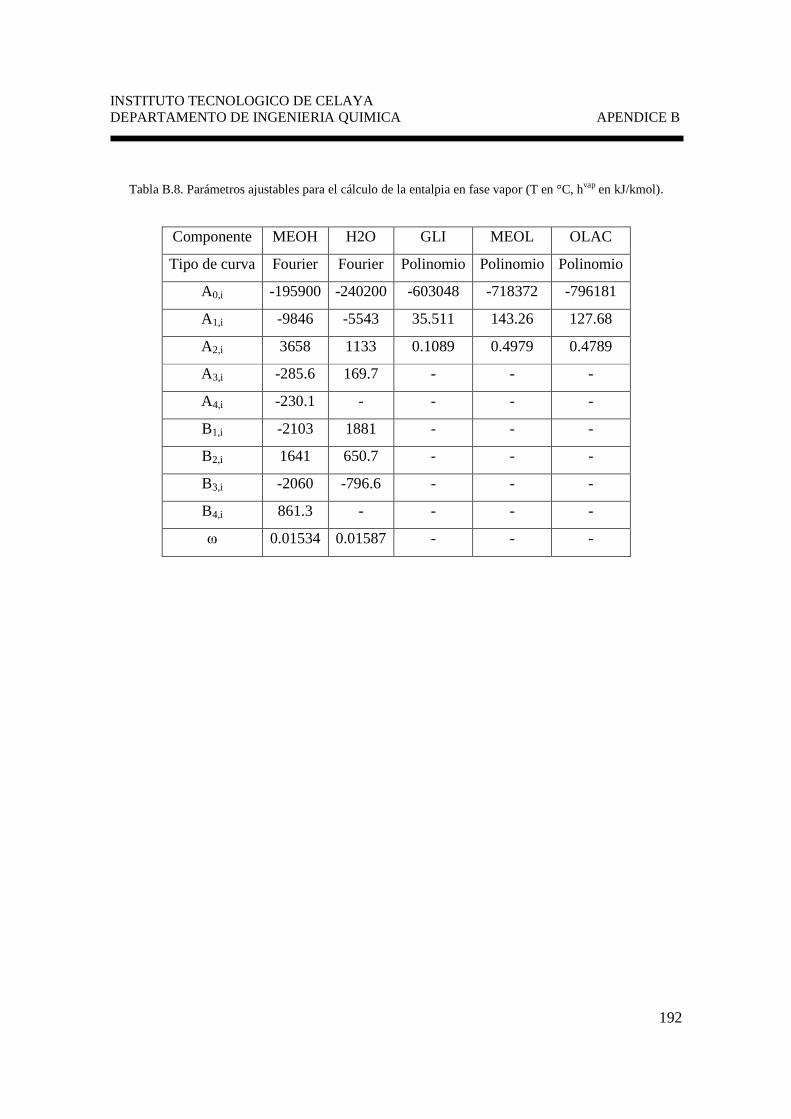
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE B
192
Tabla B.8. Parámetros ajustables para el cálculo de la entalpia en fase vapor (T en °C, hvap en kJ/kmol).
Componente MEOH H2O GLI MEOL OLAC
Tipo de curva Fourier Fourier Polinomio Polinomio Polinomio
A0,i -195900 -240200 -603048 -718372 -796181
A1,i -9846 -5543 35.511 143.26 127.68
A2,i 3658 1133 0.1089 0.4979 0.4789
A3,i -285.6 169.7 - - -
A4,i -230.1 - - - -
B1,i -2103 1881 - - -
B2,i 1641 650.7 - - -
B3,i -2060 -796.6 - - -
B4,i 861.3 - - - -
ω 0.01534 0.01587 - - -
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
193
upxlo
bxgts
xfor
<<=)(..
)(maxmin
Apéndice C
El resolvedor CONOPT
GAMS® ofrece una amplia variedad de alternativas para obtener la solución de un
problema de optimización dado. Algunos de los resolvedores disponibles son CONOPT,
MINOS, SNOPT, MILES, LINGO, entre otros. Cada uno de ellos tiene un algoritmo propio
para dar solución a distintos tipos de problemas. En particular, los tres primeros
resolvedores (CONOPT, MINOS, SNOPT) son algoritmos desarrollados para problemas de
programación no lineal (NLP). En este trabajo se ha empleado CONOPT para resolver el
problema de diseño y optimización de los sistemas reactivos térmicamente acoplados, por
lo cual en este Apéndice se presentará una breve explicación de algunas características de
CONOPT, así como el algoritmo de solución que emplea.
C.1. Características de CONOPT.
CONOPT es un algoritmo basado en el algoritmo GRG (Generalized Reduced Gradient –
Gradiente Reducido Generalizado) propuesto originalmente por Abadie y Carpentier (1969).
Se emplea para resolver problemas de programación lineal expresados como:
(C.1)
Donde f(x) es la función objetivo, g(x) son las funciones no lineales, diferenciables que
junto con f(x) definen el modelo, y lo y up son los vectores con los límites inferiores y
superiores, respectivamente. El modelo puede también contener restricciones en forma de
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
194
desigualdades, puesto que estas son convertidas en igualdades por medio de la adición de
variables artificiales apropiadas.
El resolvedor CONOPT resulta muy apropiado para modelos con restricciones altamente no
lineales. Asimismo, posee un método rápido para encontrar una primera solución factible,
lo cual lo convierte en un resolvedor adecuado para modelos con pocos grados de libertad.
Por otra parte, CONOPT puede emplear segundas derivadas, con lo cual es posible acelerar
la solución en modelos donde el número de variables es mucho mayor que el número de
restricciones.
CONOPT se ayuda de un paso de preprocesamiento para resolver las ecuaciones y
variables recursivas, eliminándolas del modelo. Esto es especialmente útil para modelos en
los cuales las ecuaciones pueden resolverse una a una. Asimismo, las variables intermedias
empleadas para definir la función objetivo se eliminan del modelo y las restricciones se
convierten en parte de la función objetivo.
Es importante establecer que CONOPT ha sido diseñado para resolver modelos con
funciones diferenciables. Sin embargo, también se puede utilizar para encontrar solución en
modelos que contienen funciones no diferenciables (e.g. max, min, abs). Este tipo de
modelos se denominan DNLP. Sin embargo, es poco recomendable utilizar modelos DNLP
puesto que normalmente ocasionan convergencia muy lenta o imposibilidad para lograr
alcanzar un punto óptimo. Así pues, lo recomendable en estos casos es reformular el
modelo DNLP para convertirlo a un modelo NLP equivalente.
C.2. El algoritmo CONOPT.
En esta sección se discutirá el procedimiento seguido por CONOPT para encontrar la
solución del problema establecido en (C.1). Se recuerda que el algoritmo CONOPT está
basado en el algoritmo GRG, para el cual los pasos clave son los siguientes:
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
195
1. Inicializar y encontrar una solución factible.
2. Calcular el Jacobiano de las restricciones, J.
3. Seleccionar un conjunto de n variables básicas, xb, de manera que B, la sub-matriz
de la columna de variables básicas en J, sea no singular. Factorizar B. Las variables
restantes, xn, se denominan no básicas.
4. Resolver ��� = �� ���⁄ para los multiplicadores u.
5. Calcular el gradiente reducido, � = �� ��⁄ − ���. r será, por definición, igual a
cero para las variables básicas.
6. Si el valor de r proyectado en los límites es pequeño, entonces parar. El punto actual
se encuentra cerca al óptimo.
7. Seleccionar el conjunto de variables superbásicas, xs, como un subconjunto de las
variables no básicas que pueden modificarse, y establecer una dirección de
búsqueda, ds, para las variables superbásicas. Dicha selección se hace en base a rs y
posiblemente también en base a información de segundo orden.
8. Efectuar una búsqueda a lo largo de la dirección d. Para cada paso, xs se cambia en
la dirección ds, mientras que xb se ajusta subsecuentemente para satisfacer
�� , ��� = � en un proceso de tipo pseudo-Newton, usando la sub-matriz
factorizada B del paso 3.
9. Regresar al paso 2.
En las siguientes sub-secciones se describirán brevemente los pasos anteriores.
C.2.1. Inicialización.
Al iniciar el algoritmo, CONOPT toma los valores iniciales establecidos por el usuario
dentro del listado del programa. Esto se conoce como iteración 0. Posteriormente se lleva a
cabo el paso de preprocesamiento (iteración 1), en el cual las variables y restricciones pre-
triangulares (es decir, aquellas que pueden resolverse a priori) son resueltas; mientras que
las variables y restricciones post-triangulares (es decir, aquellas que pueden ser factibles
debido a que contienen una variable libre con un coeficiente constante) son excluidas de la
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
196
búsqueda de una solución factible. Una vez que se conocen las variables y restricciones
pre-triangulares, CONOPT busca resolver las ecuaciones que tienen una, y solo una,
variable libre. Al resolver esa ecuación, la variable queda fija, por lo cual se saca del
modelo y, por lo tanto, se tiene una ecuación y una variable menos a considerar durante la
optimización. Este procedimiento se repite hasta que no quedan más ecuaciones con una
sola variable libre. En el caso de las variables y restricciones post-triangulares, el pre-
procesamiento consiste en el desplazamiento del mayor número posible de no-linealidades
de las restricciones hacia la función objetivo, buscando las ecuaciones en las cuales aparece
una variable libre en forma lineal, resolviendo para dicha variable y eliminando esa
ecuación del modelo.
El siguiente paso es el escalamiento (iteración 2). En esta parte del proceso se busca que las
variables y restricciones del modelo se encuentren en un mismo rango numérico,
facilitando así la solución.
C.2.2. Búsqueda de una solución factible.
Es recomendable conocer una solución inicial factible, es decir, que satisfaga todas las
restricciones, para ayudar al algoritmo a encontrar un punto óptimo, sin embargo esto no es
siempre posible. Cuando este es el caso, CONOPT debe encontrar un punto inicial factible.
Lo anterior se lleva a cabo siguiente dos métodos: primero se prueba con el método
conocido como Fase 0, si esta falla se prueba con Fase 1 y 2.
En la fase 0, CONOPT selecciona un subconjunto de m variables básicas las cuales han de
manipularse. El resto de las variables permanecen fijas. Posteriormente el sistema es
resuelto empleando el método de Newton. Es posible que no se logre encontrar una
solución factible, y sea necesario buscar otro conjunto de variables básicas o incluso
eliminar temporalmente del modelo algunas ecuaciones con altas posibilidades de ser
infactibles o con no linealidades muy grandes (ecuaciones “difíciles”). La fase 0 termina
cuando todas las ecuaciones, excepto algunas difíciles, son factibles dentro de cierta
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
197
tolerancia. Si no hay ecuaciones difíciles, entonces se ha encontrado una solución factible y
CONOPT pasará a las fases 3 y 4. De otra manera, se procede a las fases 1 y 2 con el fin de
encontrar soluciones factibles para las ecuaciones difíciles. Una manera de incrementar la
posibilidad de encontrar soluciones factibles en la fase 0 es por medio de la alimentación de
valores iniciales razonables para tantas variables como sea posible.
En las fases 1 y 2 se eliminan las infactibilidades restantes del modelo, usando el siguiente
procedimiento: se agregan variables artificiales a las ecuaciones infactibles, minimizando la
suma de dichas variables artificiales; buscando siempre que las restricciones que ya son
factibles continúen siéndolo. Esto se lleva a cabo con un algoritmo GRG convencional.
Cuando el valor de una de las variables artificiales se hace cero, la ecuación con la cual se
encuentra asociada se hace factible, y la variable artificial se elimina de la función objetivo
auxiliar.
C.2.3. Optimización.
El procedimiento de optimización como tal comienza en el paso 2 del algoritmo presentado
con anterioridad. Un aspecto importante en la selección de variables básica es que la matriz
básica debe estar bien condicionada, es decir que debe estar dada de tal forma que pequeños
cambios en los valores numéricos no cambien la solución demasiado. La etapa de
factorización (paso 3) se lleva a cabo usando un método de factorización dispersa LU
similar al descrito por Suhl y Suhl (1990), factorizando la base por medio de una selección
de pivote del tipo Markowitz. Las operaciones matriciales en los pasos 4 y 5 también se
llevan a cabo de manera dispersa.
El paso 7 (selección de la dirección de búsqueda) tiene algunas variantes, dependiendo del
grado de no linealidad local del modelo. Si el modelo aparenta ser cuasi lineal en la región
en la cual se está llevando a cabo la optimización, entonces las derivadas (el Jacobiano) no
es calculado en cada iteración, la factorización base se va actualizando empleando técnicas
de programación lineal descritas por Reid (1982). La dirección de búsqueda se determina
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE C
198
sin emplear información de segundo orden, y el tamaño de paso inicial se estima como el
tamaño de paso para el cual la primer variable alcanza un valor frontera. A estas iteraciones
cuasi lineales se les conoce como Modo Lineal. El Modo Lineal es identificado por
CONOPT como fase 1 si el modelo es infactible (la función objetivo es la suma de las
infactibilidades) y como fase 3 si el modelo es factible (la función a optimizar es la función
objetivo real).
Existen problemas en los cuales las restricciones y/o la función objetivo aparentan una
mayor no linealidad. En estos casos CONOPT seguirá los pasos 2 al 9 del algoritmo GRG
con algunas variaciones. En el paso 2, el Jacobiano debe recalcularse en cada iteración
puesto que las no linealidades implican que las derivadas estarán cambiando. El conjunto
de variables básicas normalmente es el mismo. En el paso 7 CONOPT emplea el algoritmo
BFGS para estimar la información de segundo orden y determinar las direcciones de
búsqueda. En el paso 8 es común que se requiera más de un paso en la búsqueda. Este
Modo No-Lineal es identificado por CONOPT como fase 2 si el modelo es infactible y
como fase 4 si el modelo es factible.
Se ha presentado una descripción breve del algoritmo empleado por CONOPT para resolver
problemas no-lineales. Si el algoritmo concluye exitosamente, CONOPT presentará una
solución óptima al problema establecido por el usuario. Existen diversas opciones para
mejorar la convergencia y ayudar al resolvedor a encontrar una solución óptima. Algunas
de estas opciones son generales de GAMS®, mientras que otras son particulares del
resolvedor. No se explicarán aquí, pero pueden ser encontradas en los manuales de GAMS®.
Así mismo, más información acerca de CONOPT puede encontrarse en el trabajo de Drud
(1985, 1992).
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
199
Apéndice D
Nomenclatura Usada en los
Programas
En este Apéndice se presentarán la nomenclatura empleada dentro de los programas
escritos para la solución del problema de diseño y optimización de la columna Petlyuk
reactiva (o columna de pared divisoria reactiva); así como para la secuencia térmicamente
acoplada directa reactiva. Dichos programas se incluyen en el CD-ROM y han sido escritos
en GAMS® V.2.0, usando el resolvedor CONOPT para encontrar una solución al problema
de programación no lineal (NLP) que representa a los sistemas reactivos térmicamente
acoplados.
D.1. Columna Petlyuk Reactiva.
Fdiminr(i) = Flujo molar del componente i en el domo de la sección no reactiva [kmol/h]
Fbiminr(i) = Flujo molar del componente i en el fondo de la sección no reactiva [kmol/h]
Fdimins(i) = Flujo molar del componente i en el domo de la sección reactiva [kmol/h]
Fbimins(i) = Flujo molar del componente i en el fondo de la sección reactiva [kmol/h]
D = Flujo molar total en el domo de la columna principal [kmol/h]
B = Flujo molar total en el fondo de la columna principal [kmol/h]
S = Flujo molar total en la corriente lateral de la columna principal [kmol/h]
xd(i) = Composición en fase líquida del componente i en el domo de la columna principal
xb(i) = Composición en fase líquida del componente i en el fondo de la columna principal
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
200
xs(i) = Composición en fase líquida del componente i en la corriente lateral de la columna
principal
FL1(i) = Flujo molar del componente i en la corriente de interconexión FL1 [kmol/h]
FV2(i) = Flujo molar del componente i en la corriente de interconexión FV2 [kmol/h]
FL1T = Flujo molar total de la corriente de interconexión FL1 [kmol/h]
FV2T = Flujo molar total de la corriente de interconexión FV2 [kmol/h]
xFL1(i) = Composición en fase líquida del componente i en la corriente de interconexión
FL1
xFL2(i) = Composición en fase líquida del componente i en la corriente de interconexión
FL2
yFV1(i) = Composición en fase vapor del componente i en la corriente de interconexión
FV1
yFV2(i) = Composición en fase vapor del componente i en la corriente de interconexión
FV2
pfp(i) = Flujo molar del componente i en la pseudo-corriente de alimentación al
prefraccionador [kmol/h]
pzp(i) = Composición del componente i en la pseudo-corriente de alimentación al
prefraccionador
pfpT = Flujo molar total en la pseudo-corriente de alimentación al prefraccionador [kmol/h]
fpart = Factor de partición de flujos en el prefraccionador
FV1T = Flujo molar total de la corriente de interconexión FV1 [kmol/h]
FL2T = Flujo molar total de la corriente de interconexión FL2 [kmol/h]
Psatd(i) = Presión de vapor del componente i en el domo del prefraccionador [Pa]
Psatb(i) = Presión de vapor del componente i en el fondo del prefraccionador [Pa]
Td = Temperatura en el domo del prefraccionador [°C]
Tb = Temperatura en el fondo del prefraccionador [°C]
taud(i,j) = Parámetro τ para el par i-j en el domo del prefraccionador
taub(i,j) = Parámetro τ para el par i-j en el fondo del prefraccionador
Gd(i,j) = Parámetro G para el par i-j en el domo del prefraccionador
Gb(i,j) = Parámetro G para el par i-j en el fondo del prefraccionador
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
201
Suma1d(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
domo del prefraccionador
Suma2d(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
domo del prefraccionador
Suma1b(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
fondo del prefraccionador
Suma2b(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
fondo del prefraccionador
gammad(i) = Coeficiente de actividad del componente i en el domo del prefraccionador
gammab(i) = Coeficiente de actividad del componente i en el fondo del prefraccionador
phid(i) = Coeficiente de fugacidad en fase líquida del componente i en el domo del
prefraccionador
phib(i) = Coeficiente de fugacidad en fase líquida del componente i en el fondo del
prefraccionador
ax1d(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el domo del prefraccionador
ax2d(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el domo del prefraccionador
ax1b(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el fondo del prefraccionador
ax2b(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el fondo del prefraccionador
phivd(i) = Coeficiente de fugacidad en fase vapor del componente i en el domo del
prefraccionador
phivb(i) = Coeficiente de fugacidad en fase vapor del componente i en el fondo del
prefraccionador
ax1vd(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el domo del prefraccionador
ax2vd(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el domo del prefraccionador
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
202
ax3vd(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el domo del prefraccionador
ax1vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del prefraccionador
ax2vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del prefraccionador
ax3vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del prefraccionador
phimixd(i) = Coeficiente de fugacidad en solución del componente i en el domo del
prefraccionador
phimixb(i) = Coeficiente de fugacidad en solución del componente i en el fondo del
prefraccionador
phisatd(i) = Coeficiente de fugacidad en saturación del componente i en el domo del
prefraccionador
phisatb(i) = Coeficiente de fugacidad en saturación del componente i en el fondo del
prefraccionador
FPoyntd(i) = Factor de Poynting del componente i en el domo del prefraccionador
FPoyntb(i) = Factor de Poynting del componente i en el fondo del prefraccionador
phimd(i) = Coeficiente de fugacidad corregido del componente i en el domo del
prefraccionador
phimb(i) = Coeficiente de fugacidad corregido del componente i en el fondo del
prefraccionador
Keqd(i) = Constante de equilibrio del componente i en el domo del prefraccionador
Keqb(i) = Constante de equilibrio del componente i en el fondo del prefraccionador
alphadcr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo de la sección no reactiva
alphabcr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo de la sección no reactiva
alphamr(i) = Media geométrica de las volatilidades relativas en el domo y fondo de la
sección no reactiva para el componente i
qpf1 = Fracción líquida de la pseudo-corriente de alimentación a la sección no reactiva
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
203
pfr(i) = Flujo molar del componente i en la pseudo-corriente de alimentación a la sección
no reactiva [kmol/h]
zpfr(i) = Composición del componente i en la pseudo-corriente de alimentación a la sección
no reactiva
tetar(rootsr) = Raíz de Underwood rootsr para la sección no reactiva
Vmr(rootsr) = Flujo mínimo de vapor en la sección no reactiva calculado a partir de la raíz
de Underwood rootsr [kmol/h]
alphadcs(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo de la sección reactiva
alphabcs(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo de la sección reactiva
alphams(i) = Media geométrica de las volatilidades relativas en el domo y fondo de la
sección reactiva para el componente i
qpf2 = Fracción líquida de la pseudo-corriente de alimentación a la sección reactiva
pfs(i) = Flujo molar del componente i en la pseudo-corriente de alimentación a la sección
reactiva [kmol/h]
zpfs(i) = Composición del componente i en la pseudo-corriente de alimentación a la sección
reactiva
tetas(rootss) = Raíz de Underwood rootss para la sección reactiva
Vms(rootss) = Flujo mínimo de vapor en la sección reactiva calculado a partir de la raíz de
Underwood rootss [kmol/h]
alphadp(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo del prefraccionador
alphabp(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo del prefraccionador
alphamp(i) = Media geométrica de las volatilidades relativas en el domo y fondo del
prefraccionador para el componente i
qpf3 = Fracción líquida de la pseudo-corriente de alimentación al prefraccionador
tetap(rootsp) = Raíz de Underwood rootsp para el prefraccionador
Vmp(rootsp) = Flujo mínimo de vapor en el prefraccionador calculado a partir de la raíz de
Underwood rootsp [kmol/h]
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
204
Vmincol = Flujo mínimo de vapor para la columna Petyluk reactiva [kmol/h]
Rmin = Relación mínima de reflujo para la columna Petlyuk reactiva
facrd = Factor de cálculo de la relación real de reflujo
Rcol = Relación real de reflujo para la columna Petlyuk reactiva
alphar = Volatilidad relativa media entre el componente ligero clave y el pesado clave en la
sección no reactiva
Nminr = Número mínimo de etapas en la sección no reactiva
alphas = Volatilidad relativa media entre el componente ligero clave y el pesado clave en la
sección reactiva
Nmins = Número mínimo de etapas en la sección reactiva
XGilr = Cociente de relación de reflujo X en la ecuación de Gilliland
AuxGil1 = Auxiliar en la solución de la ecuación de Gilliland
AuxGil2 = Auxiliar en la solución de la ecuación de Gilliland
fXGilr = Función del cociente de relación de reflujo X en la ecuación de Gilliland
Nr = Número real de etapas en la sección no reactiva
YGilr = Cociente del número real de etapas en la sección no reactiva
Ns = Número real de etapas en la sección reactiva
YGils = Cociente del número real de etapas en la sección reactiva
Kirk1r = Auxiliar en la solución de la ecuación de Kirkbride en la sección no reactiva
N3N4 = Cociente entre el número de etapas de las sub-secciones 3 y 4
N3 = Número de etapas en la sub-sección 3
N4 = Número de etapas en la sub-sección 4
Kirk1s = Auxiliar en la solución de la ecuación de Kirkbride en la sección reactiva
N5N6 = Cociente entre el número de etapas de las sub-secciones 5 y 6
N5 = Número de etapas en la sub-sección 5
N6 = Número de etapas en la sub-sección 6
N1 = Número de etapas en la sub-sección 1
sumyvd = Sumatoria de las composiciones en fase vapor del flujo que entra al condensador
de la columna principal
yvd(i) = Composición en fase vapor del flujo que entra al condensador de la columna
principal
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
205
V = Flujo de vapor que entra al condensador de la columna principal [kmol/h]
lambda(i) = Entalpia de vaporización del componente i bajo las condiciones del domo de la
columna principal [kJ/kmol]
lambmix = Entalpía de vaporización del flujo que entra al condensador de la columna
principal [kJ/kmol]
QCOND = Calor liberado en el condensador de la columna principal [kJ/h]
EntF1(i) = Entalpia molar del componente i bajo las condiciones del flujo de alimentación
F1 [kJ/kmol]
EntF1g = Entalpia molar del flujo de alimentación F1 [kJ/kmol]
EntF2(i) = Entalpia molar del componente i bajo las condiciones del flujo de alimentación
F2 [kJ/kmol]
EntF2g = Entalpia molar del flujo de alimentación F2 [kJ/kmol]
EntD(i) = Entalpia molar del componente i bajo las condiciones del flujo de domo de la
columna principal [kJ/kmol]
EntDg = Entalpia molar del flujo de domo de la columna principal [kJ/kmol]
EntS(i) = Entalpia molar del componente i bajo las condiciones de la corriente lateral de la
columna principal [kJ/kmol]
EntSg = Entalpia molar de la corriente lateral de la columna principal [kJ/kmol]
EntB(i) = Entalpia molar del componente i bajo las condiciones del flujo de fondo de la
columna principal [kJ/kmol]
EntBg = Entalpia molar del flujo de fondo de la columna principal [kJ/kmol]
EntFL1(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FL1 [kJ/kmol]
EntFL1g = Entalpia molar de la corriente de interconexión FL1 [kJ/kmol]
EntFV1(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FV1 [kJ/kmol]
EntFV1g = Entalpia molar de la corriente de interconexión FV1 [kJ/kmol]
EntFL2(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FL2 [kJ/kmol]
EntFL2g = Entalpia molar de la corriente de interconexión FL2 [kJ/kmol]
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
206
EntFV2(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FV2 [kJ/kmol]
EntFV2g = Entalpia molar de la corriente de interconexión FL2 [kJ/kmol]
Qrxn = Calor de reacción [kJ/h]
Qent = Calor total entrando al sistema [kJ/h]
Qsal = Calor total saliendo del sistema [kJ/h]
QREB = Carga térmica del reboiler [kJ/h]
D.2. Secuencia térmicamente acoplada directa reactiva.
Fdiminr(i) = Flujo molar del componente i en el domo de la sección no reactiva [kmol/h]
Fbiminr(i) = Flujo molar del componente i en el fondo de la sección no reactiva [kmol/h]
Fdimins(i) = Flujo molar del componente i en el domo de la sección reactiva [kmol/h]
Fbimins(i) = Flujo molar del componente i en el fondo de la sección reactiva [kmol/h]
D = Flujo molar total en el domo de la columna principal [kmol/h]
B = Flujo molar total en el fondo de la columna principal [kmol/h]
Dr = Flujo molar total en el domo del rectificado lateral [kmol/h]
xd(i) = Composición en fase líquida del componente i en el domo de la columna principal
xb(i) = Composición en fase líquida del componente i en el fondo de la columna principal
xdsr(i) = Composición en fase líquida del componente i en el domo del rectificador lateral
FV(i) = Flujo molar del componente i en la corriente de interconexión FV [kmol/h]
FVT = Flujo molar total de la corriente de interconexión FV [kmol/h]
FLT = Flujo molar total de la corriente de interconexión FL [kmol/h]
yFV(i) = Composición en fase vapor del componente i en la corriente de interconexión FV
Psatb(i) = Presión de vapor del componente i en el fondo del rectificador lateral [Pa]
Tb = Temperatura en el fondo del rectificador lateral [°C]
taub(i,j) = Parámetro τ para el par i-j en el fondo del rectificador lateral
Gb(i,j) = Parámetro G para el par i-j en el fondo del rectificador latera
Suma1b(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
fondo del rectificador lateral
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
207
Suma2b(i) = Auxiliar para el cálculo del coeficiente de actividad del componente i en el
fondo del rectificador lateral
gammab(i) = Coeficiente de actividad del componente i en el fondo del rectificador lateral
phib(i) = Coeficiente de fugacidad en fase líquida del componente i en el fondo del
rectificador lateral
ax1b(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el fondo del rectificador lateral
ax2b(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase líquida del metanol
en el fondo del rectificador lateral
phivb(i) = Coeficiente de fugacidad en fase vapor del componente i en el fondo del
rectificador lateral
ax1vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del rectificador lateral
ax2vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del rectificador lateral
ax3vb(sc) = Auxiliar para el cálculo del coeficiente de fugacidad en fase vapor del metanol
en el fondo del rectificador lateral
phimixb(i) = Coeficiente de fugacidad en solución del componente i en el fondo del
rectificador lateral
phisatb(i) = Coeficiente de fugacidad en saturación del componente i en el fondo del
rectificador lateral
FPoyntb(i) = Factor de Poynting del componente i en el fondo del rectificador lateral
phimb(i) = Coeficiente de fugacidad corregido del componente i en el fondo del
rectificador lateral
Keqb(i) = Constante de equilibrio del componente i en el fondo del rectificador lateral
alphadcr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo de la sección no reactiva
alphabcr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo de la sección no reactiva
alphamr(i) = Media geométrica de las volatilidades relativas en el domo y fondo de la
sección no reactiva para el componente i
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
208
tetar(rootsr) = Raíz de Underwood rootsr para la sección no reactiva
Vmr(rootsr) = Flujo mínimo de vapor en la sección no reactiva calculado a partir de la raíz
de Underwood rootsr [kmol/h]
alphadcs(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo de la sección reactiva
alphabcs(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo de la sección reactiva
alphams(i) = Media geométrica de las volatilidades relativas en el domo y fondo de la
sección reactiva para el componente i
qpf2 = Fracción líquida de la pseudo-corriente de alimentación a la sección reactiva
pfs(i) = Flujo molar del componente i en la pseudo-corriente de alimentación a la sección
reactiva [kmol/h]
zpfs(i) = Composición del componente i en la pseudo-corriente de alimentación a la sección
reactiva
tetas(rootss) = Raíz de Underwood rootss para la sección reactiva
Vms(rootss) = Flujo mínimo de vapor en la sección reactiva calculado a partir de la raíz de
Underwood rootss [kmol/h]
alphadsr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el domo del rectificador lateral
alphabsr(i) = Volatilidad relativa entre el componente i y el componente de referencia r en
el fondo del rectificador lateral
alphamsr(i) = Media geométrica de las volatilidades relativas en el domo y fondo del
rectificador lateral para el componente i
tetasr(rootssr) = Raíz de Underwood rootssr para el rectificador lateral
Vmsr(rootssr) = Flujo mínimo de vapor en el rectificador lateral calculado a partir de la raíz
de Underwood rootssr [kmol/h]
Vmincol = Flujo mínimo de vapor para la columna principal [kmol/h]
Rminc = Relación mínima de reflujo para la columna principal
facrdc = Factor de cálculo de la relación real de reflujo para la columna principal
Rcol = Relación real de reflujo para la columna principal
Vminsr = Flujo mínimo de vapor para el rectificador lateral [kmol/h]
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
209
Rminsr = Relación mínima de reflujo para el rectificador lateral
facrdsr = Factor de cálculo de la relación real de reflujo para el rectificador lateral
Rsr = Relación real de reflujo para el rectificador lateral
alphar = Volatilidad relativa media entre el componente ligero clave y el pesado clave en la
sección no reactiva
Nminr = Número mínimo de etapas en la sección no reactiva
alphas = Volatilidad relativa media entre el componente ligero clave y el pesado clave en la
sección reactiva
Nmins = Número mínimo de etapas en la sección reactiva
alphasr = Volatilidad relativa media entre el componente ligero clave y el pesado clave en
el rectificador lateral
Nminsr = Número mínimo de etapas en el rectificador lateral
XGilr = Cociente de relación de reflujo X en la ecuación de Gilliland para la sección no
reactiva
AuxGil1 = Auxiliar en la solución de la ecuación de Gilliland para la sección no reactiva
AuxGil2 = Auxiliar en la solución de la ecuación de Gilliland para la sección no reactiva
fXGilr = Función del cociente de relación de reflujo X en la ecuación de Gilliland para la
sección no reactiva
Nr = Número real de etapas en la sección no reactiva
YGilr = Cociente del número real de etapas en la sección no reactiva
XGils = Cociente de relación de reflujo X en la ecuación de Gilliland para la sección
reactiva
AuxGils1 = Auxiliar en la solución de la ecuación de Gilliland para la sección reactiva
AuxGils2 = Auxiliar en la solución de la ecuación de Gilliland para la sección reactiva
fXGils = Función del cociente de relación de reflujo X en la ecuación de Gilliland para la
sección reactiva
Ns = Número real de etapas en la sección reactiva
YGils = Cociente del número real de etapas en la sección reactiva
sumyvd = Sumatoria de las composiciones en fase vapor del flujo que entra al condensador
de la columna principal
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
210
yvd(i) = Composición en fase vapor del flujo que entra al condensador de la columna
principal
V = Flujo de vapor que entra al condensador de la columna principal [kmol/h]
sumyvdsr = Sumatoria de las composiciones en fase vapor del flujo que entra al
condensador del rectificador lateral
yvdsr(i) = Composición en fase vapor del flujo que entra al condensador del rectificador
lateral
Vsr = Flujo de vapor que entra al condensador del rectificador lateral [kmol/h]
lambdac(i) = Entalpia de vaporización del componente i bajo las condiciones del domo de
la columna principal [kJ/kmol]
lambmixc = Entalpía de vaporización del flujo que entra al condensador de la columna
principal [kJ/kmol]
QCOND = Calor liberado en el condensador de la columna principal [kJ/h]
EntF1(i) = Entalpia molar del componente i bajo las condiciones del flujo de alimentación
F1 [kJ/kmol]
EntF1g = Entalpia molar del flujo de alimentación F1 [kJ/kmol]
EntF2(i) = Entalpia molar del componente i bajo las condiciones del flujo de alimentación
F2 [kJ/kmol]
EntF2g = Entalpia molar del flujo de alimentación F2 [kJ/kmol]
EntD(i) = Entalpia molar del componente i bajo las condiciones del flujo de domo de la
columna principal [kJ/kmol]
EntDg = Entalpia molar del flujo de domo de la columna principal [kJ/kmol]
EntDsr(i) = Entalpia molar del componente i bajo las condiciones del flujo de domo del
rectificador lateral [kJ/kmol]
EntDsrg = Entalpia molar del flujo de domo del rectificado lateral [kJ/kmol]
EntB(i) = Entalpia molar del componente i bajo las condiciones del flujo de fondo de la
columna principal [kJ/kmol]
EntBg = Entalpia molar del flujo de fondo de la columna principal [kJ/kmol]
EntFV(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FV [kJ/kmol]
EntFVg = Entalpia molar de la corriente de interconexión FV [kJ/kmol]
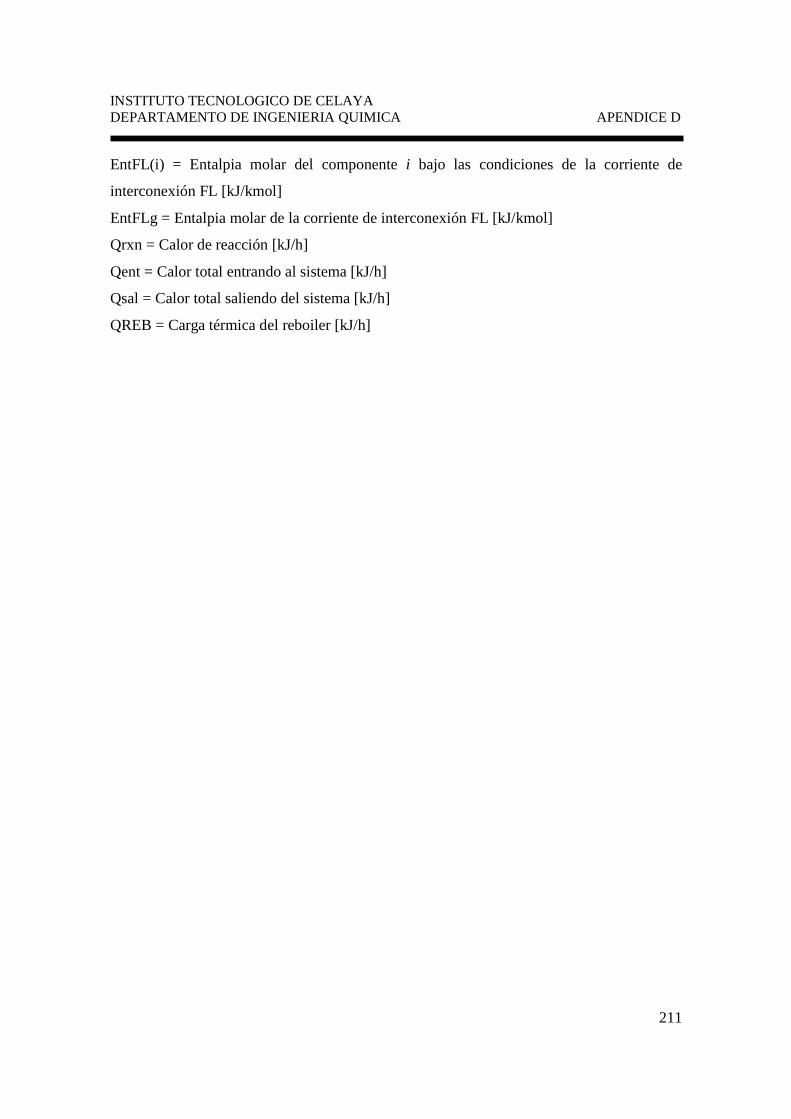
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE D
211
EntFL(i) = Entalpia molar del componente i bajo las condiciones de la corriente de
interconexión FL [kJ/kmol]
EntFLg = Entalpia molar de la corriente de interconexión FL [kJ/kmol]
Qrxn = Calor de reacción [kJ/h]
Qent = Calor total entrando al sistema [kJ/h]
Qsal = Calor total saliendo del sistema [kJ/h]
QREB = Carga térmica del reboiler [kJ/h]
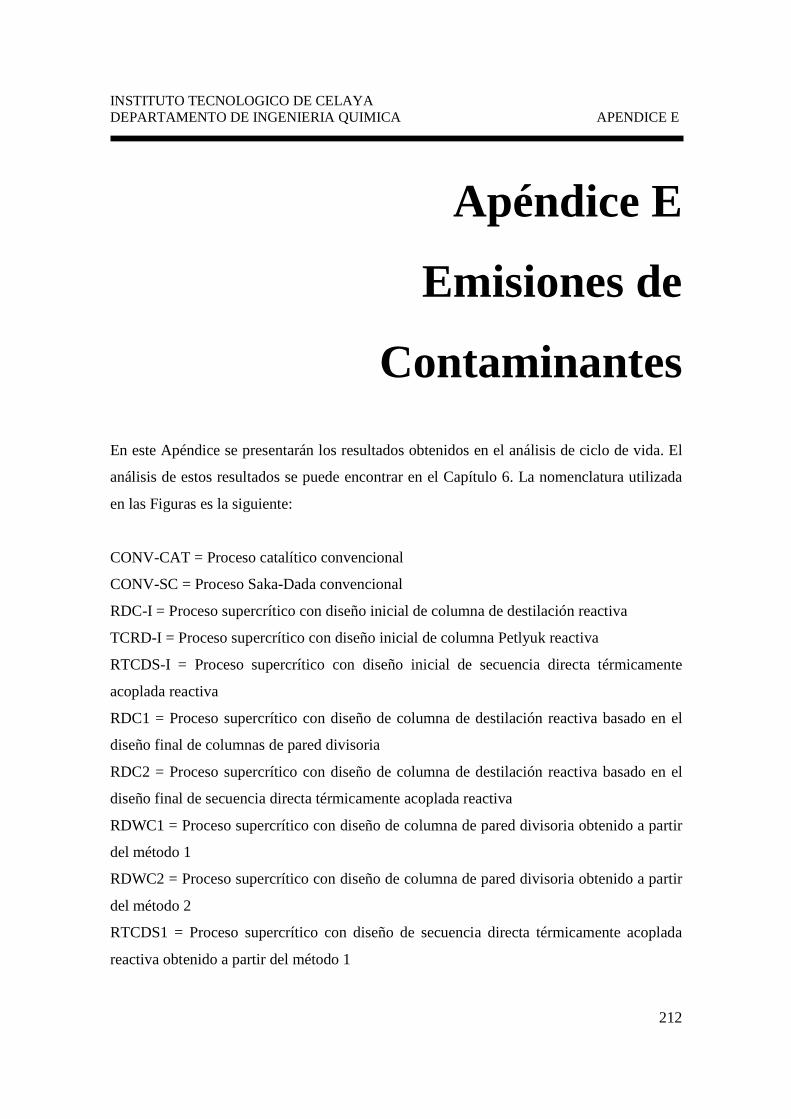
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
212
Apéndice E
Emisiones de
Contaminantes
En este Apéndice se presentarán los resultados obtenidos en el análisis de ciclo de vida. El
análisis de estos resultados se puede encontrar en el Capítulo 6. La nomenclatura utilizada
en las Figuras es la siguiente:
CONV-CAT = Proceso catalítico convencional
CONV-SC = Proceso Saka-Dada convencional
RDC-I = Proceso supercrítico con diseño inicial de columna de destilación reactiva
TCRD-I = Proceso supercrítico con diseño inicial de columna Petlyuk reactiva
RTCDS-I = Proceso supercrítico con diseño inicial de secuencia directa térmicamente
acoplada reactiva
RDC1 = Proceso supercrítico con diseño de columna de destilación reactiva basado en el
diseño final de columnas de pared divisoria
RDC2 = Proceso supercrítico con diseño de columna de destilación reactiva basado en el
diseño final de secuencia directa térmicamente acoplada reactiva
RDWC1 = Proceso supercrítico con diseño de columna de pared divisoria obtenido a partir
del método 1
RDWC2 = Proceso supercrítico con diseño de columna de pared divisoria obtenido a partir
del método 2
RTCDS1 = Proceso supercrítico con diseño de secuencia directa térmicamente acoplada
reactiva obtenido a partir del método 1
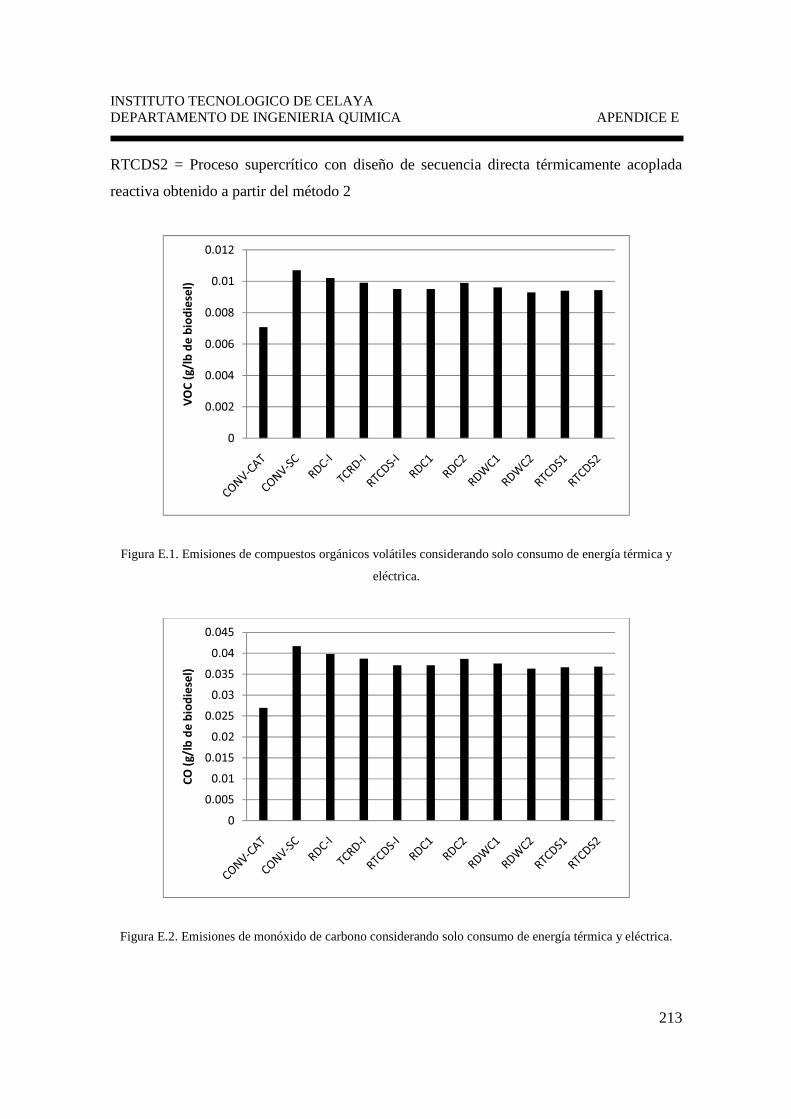
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
213
RTCDS2 = Proceso supercrítico con diseño de secuencia directa térmicamente acoplada
reactiva obtenido a partir del método 2
Figura E.1. Emisiones de compuestos orgánicos volátiles considerando solo consumo de energía térmica y
eléctrica.
Figura E.2. Emisiones de monóxido de carbono considerando solo consumo de energía térmica y eléctrica.
0
0.002
0.004
0.006
0.008
0.01
0.012
VO
C (
g/l
b d
e b
iod
iese
l)
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
0.045
CO
(g/
lb d
e b
iod
iese
l)
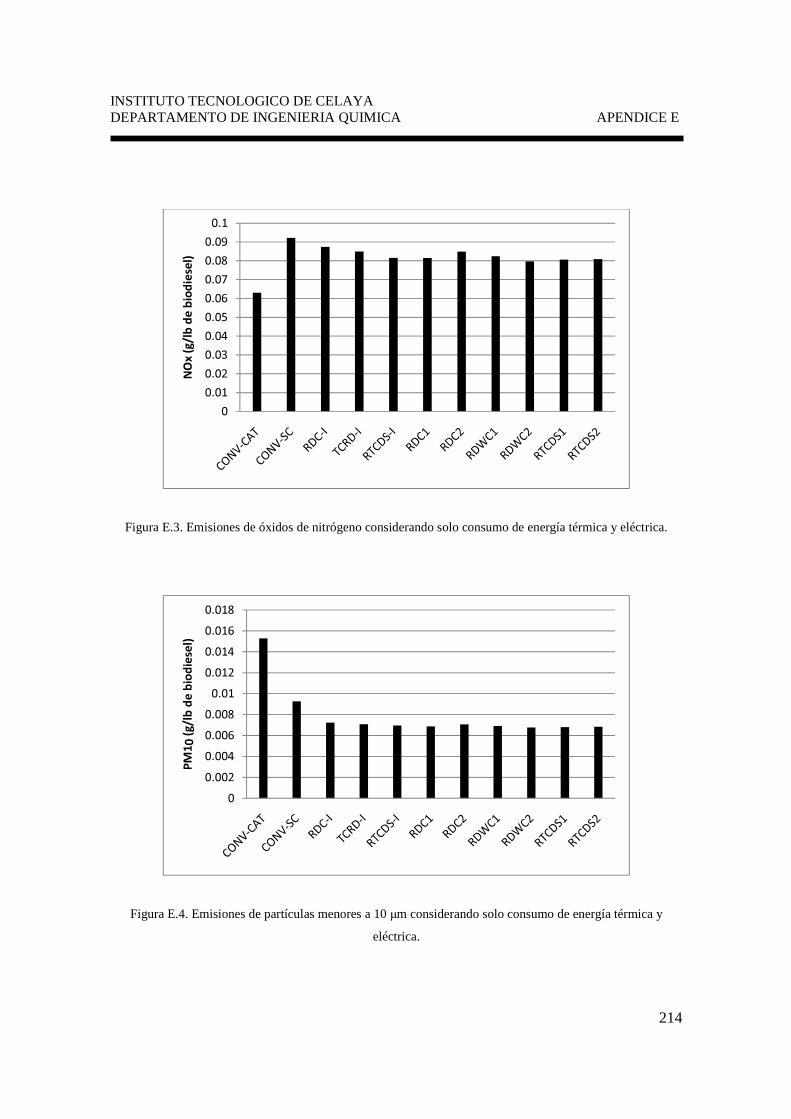
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
214
Figura E.3. Emisiones de óxidos de nitrógeno considerando solo consumo de energía térmica y eléctrica.
Figura E.4. Emisiones de partículas menores a 10 µm considerando solo consumo de energía térmica y
eléctrica.
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
NO
x (
g/l
b d
e b
iod
iese
l)
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
0.018
PM
10
(g
/lb
de
bio
die
sel)
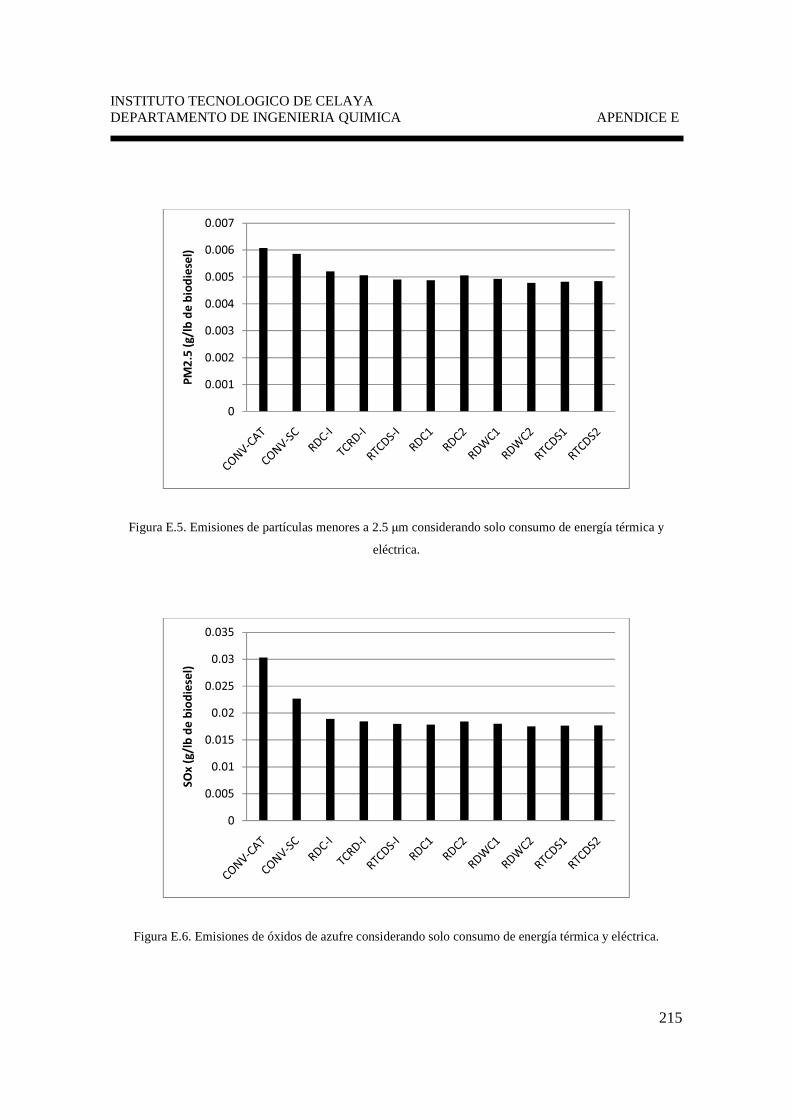
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
215
Figura E.5. Emisiones de partículas menores a 2.5 µm considerando solo consumo de energía térmica y
eléctrica.
Figura E.6. Emisiones de óxidos de azufre considerando solo consumo de energía térmica y eléctrica.
0
0.001
0.002
0.003
0.004
0.005
0.006
0.007
PM
2.5
(g
/lb
de
bio
die
sel)
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
SO
x (
g/l
b d
e b
iod
iese
l)
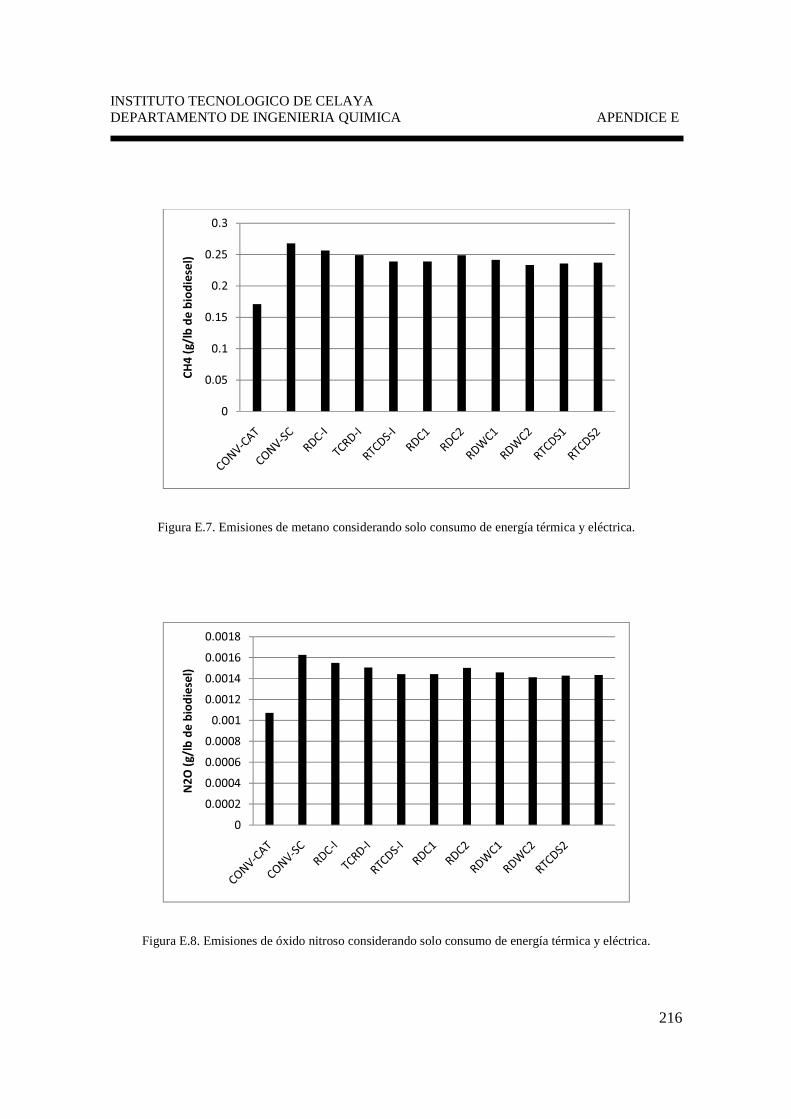
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
216
Figura E.7. Emisiones de metano considerando solo consumo de energía térmica y eléctrica.
Figura E.8. Emisiones de óxido nitroso considerando solo consumo de energía térmica y eléctrica.
0
0.05
0.1
0.15
0.2
0.25
0.3
CH
4 (
g/lb
de
bio
die
sel)
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
0.0014
0.0016
0.0018
N2
O (
g/l
b d
e b
iod
iese
l)
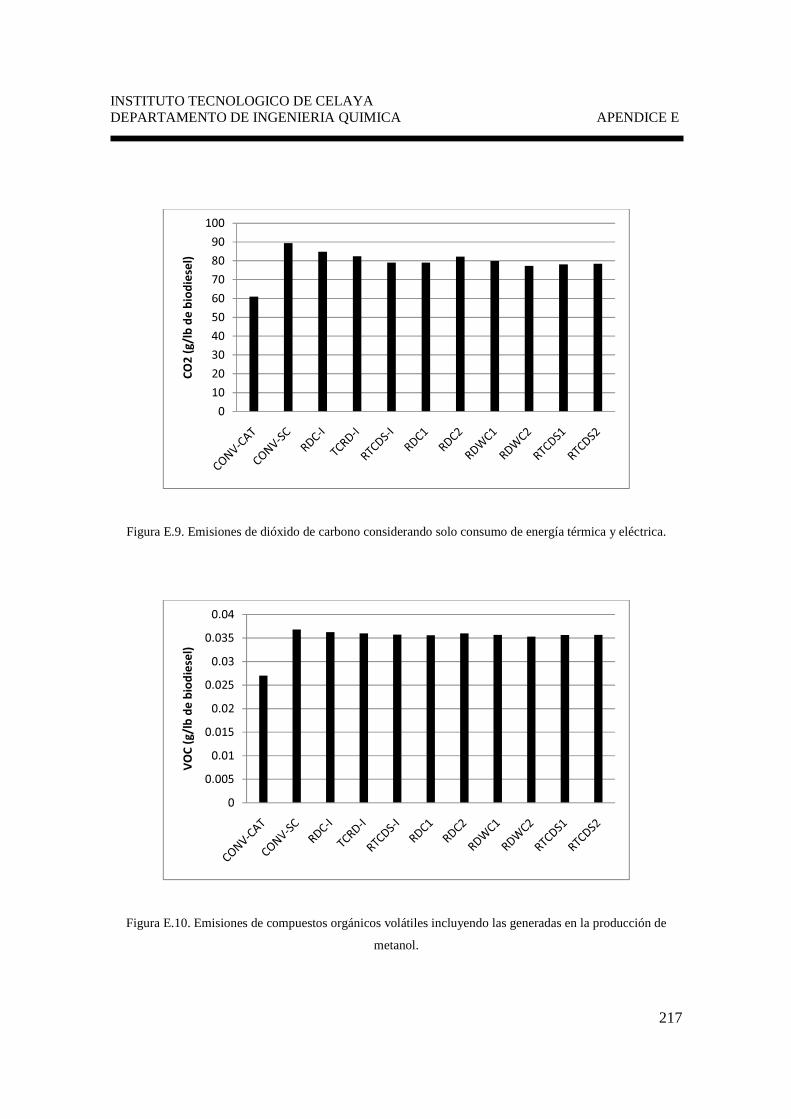
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
217
Figura E.9. Emisiones de dióxido de carbono considerando solo consumo de energía térmica y eléctrica.
Figura E.10. Emisiones de compuestos orgánicos volátiles incluyendo las generadas en la producción de
metanol.
0
10
20
30
40
50
60
70
80
90
100
CO
2 (
g/l
b d
e b
iod
iese
l)
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
VO
C (
g/l
b d
e b
iod
iese
l)
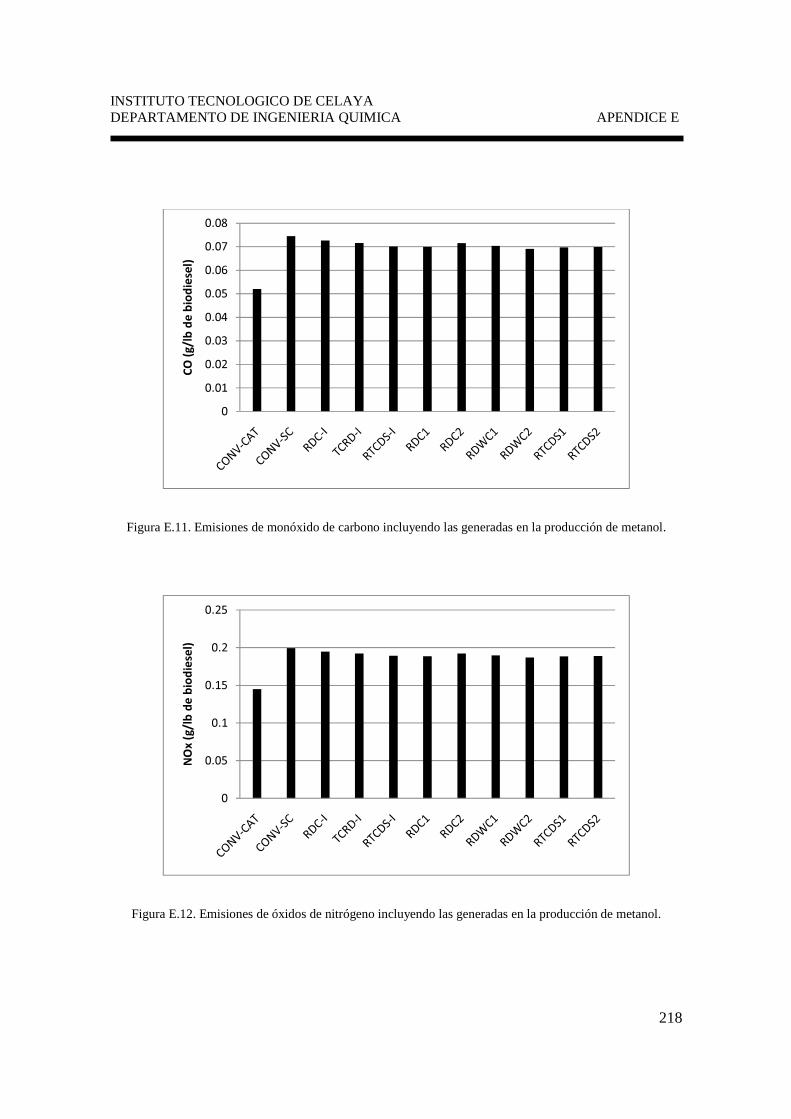
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
218
Figura E.11. Emisiones de monóxido de carbono incluyendo las generadas en la producción de metanol.
Figura E.12. Emisiones de óxidos de nitrógeno incluyendo las generadas en la producción de metanol.
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
CO
(g
/lb
de
bio
die
sel)
0
0.05
0.1
0.15
0.2
0.25
NO
x (
g/l
b d
e b
iod
iese
l)
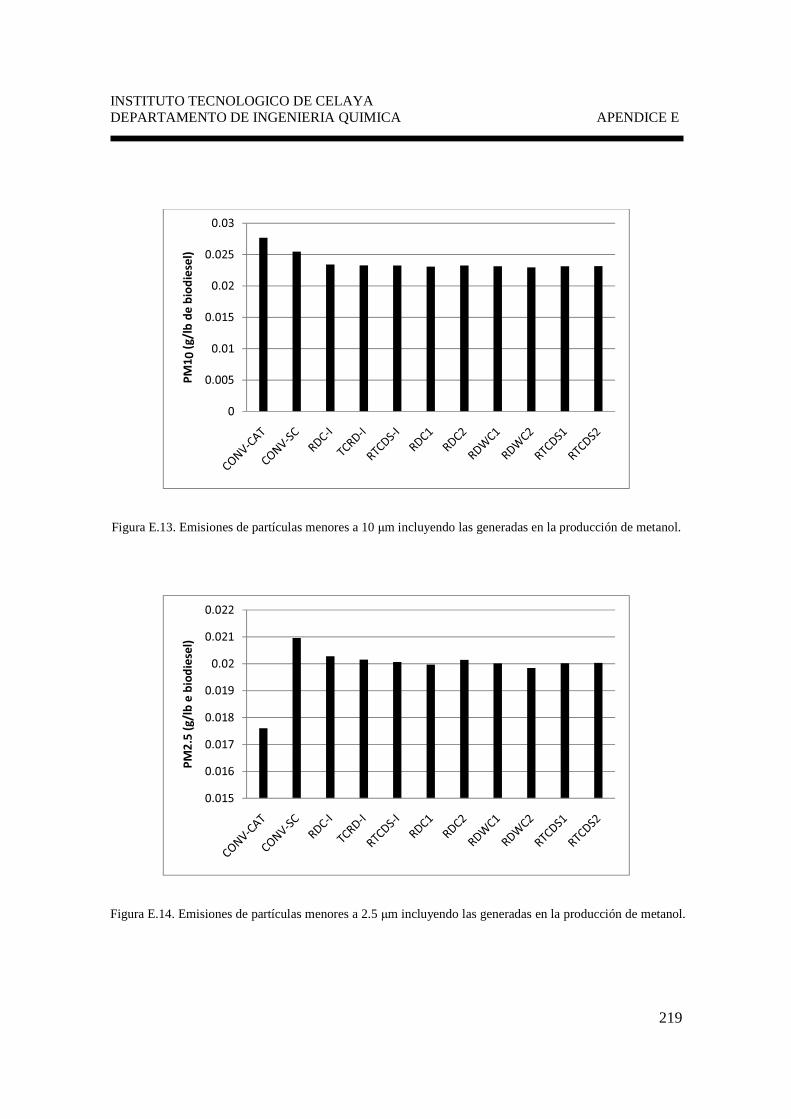
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
219
Figura E.13. Emisiones de partículas menores a 10 µm incluyendo las generadas en la producción de metanol.
Figura E.14. Emisiones de partículas menores a 2.5 µm incluyendo las generadas en la producción de metanol.
0
0.005
0.01
0.015
0.02
0.025
0.03
PM
10
(g
/lb
de
bio
die
sel)
0.015
0.016
0.017
0.018
0.019
0.02
0.021
0.022
PM
2.5
(g
/lb
e b
iod
iese
l)
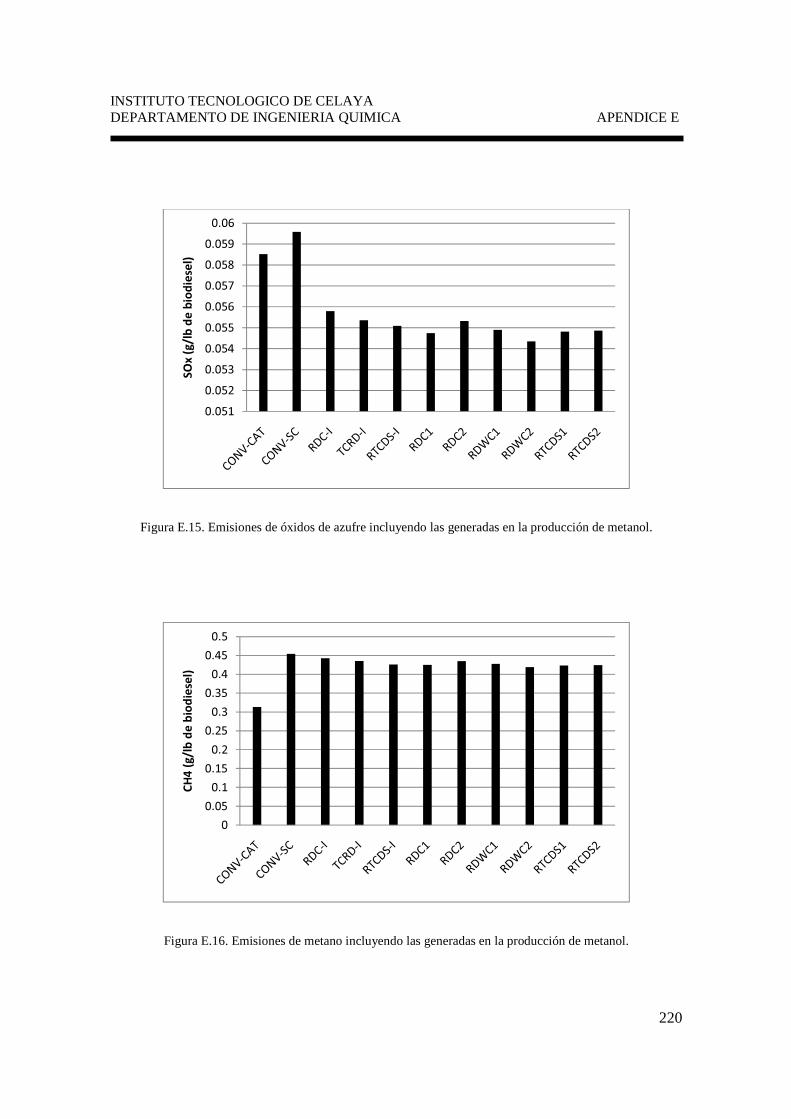
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
220
Figura E.15. Emisiones de óxidos de azufre incluyendo las generadas en la producción de metanol.
Figura E.16. Emisiones de metano incluyendo las generadas en la producción de metanol.
0.051
0.052
0.053
0.054
0.055
0.056
0.057
0.058
0.059
0.06
SO
x (
g/l
b d
e b
iod
iese
l)
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
CH
4 (
g/l
b d
e b
iod
iese
l)
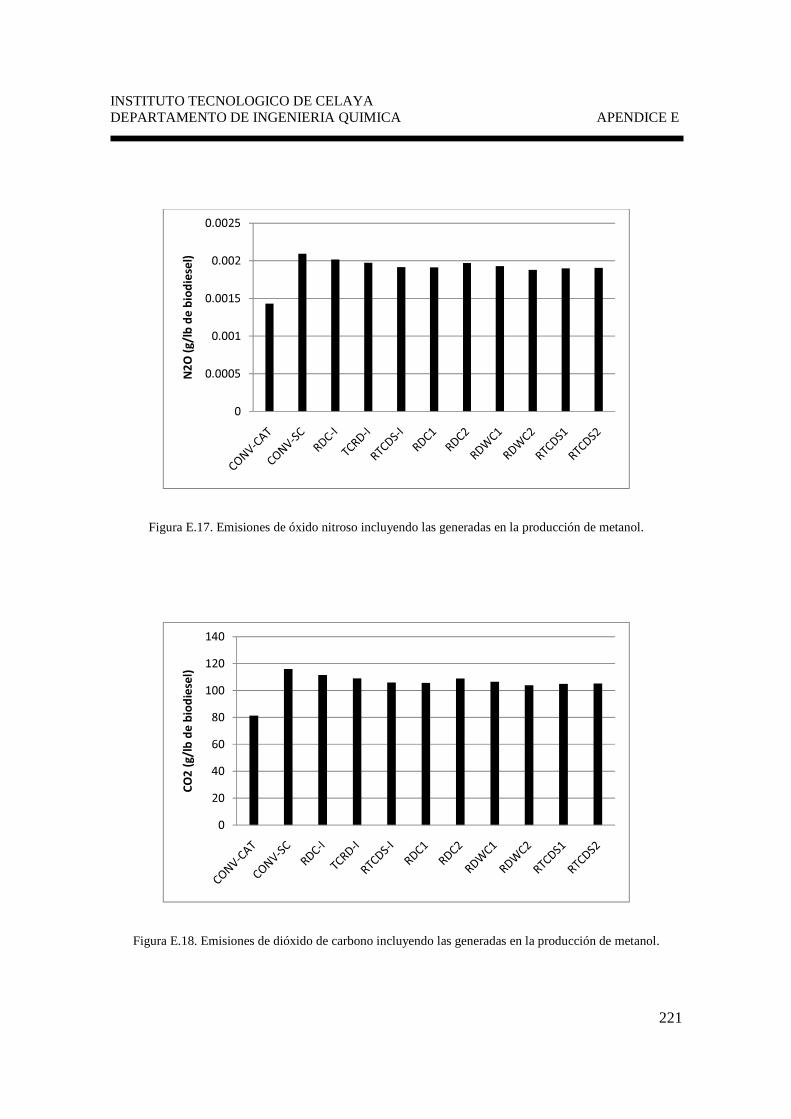
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
221
Figura E.17. Emisiones de óxido nitroso incluyendo las generadas en la producción de metanol.
Figura E.18. Emisiones de dióxido de carbono incluyendo las generadas en la producción de metanol.
0
0.0005
0.001
0.0015
0.002
0.0025
N2
O (
g/l
b d
e b
iod
iese
l)
0
20
40
60
80
100
120
140
CO
2 (
g/l
b d
e b
iod
iese
l)
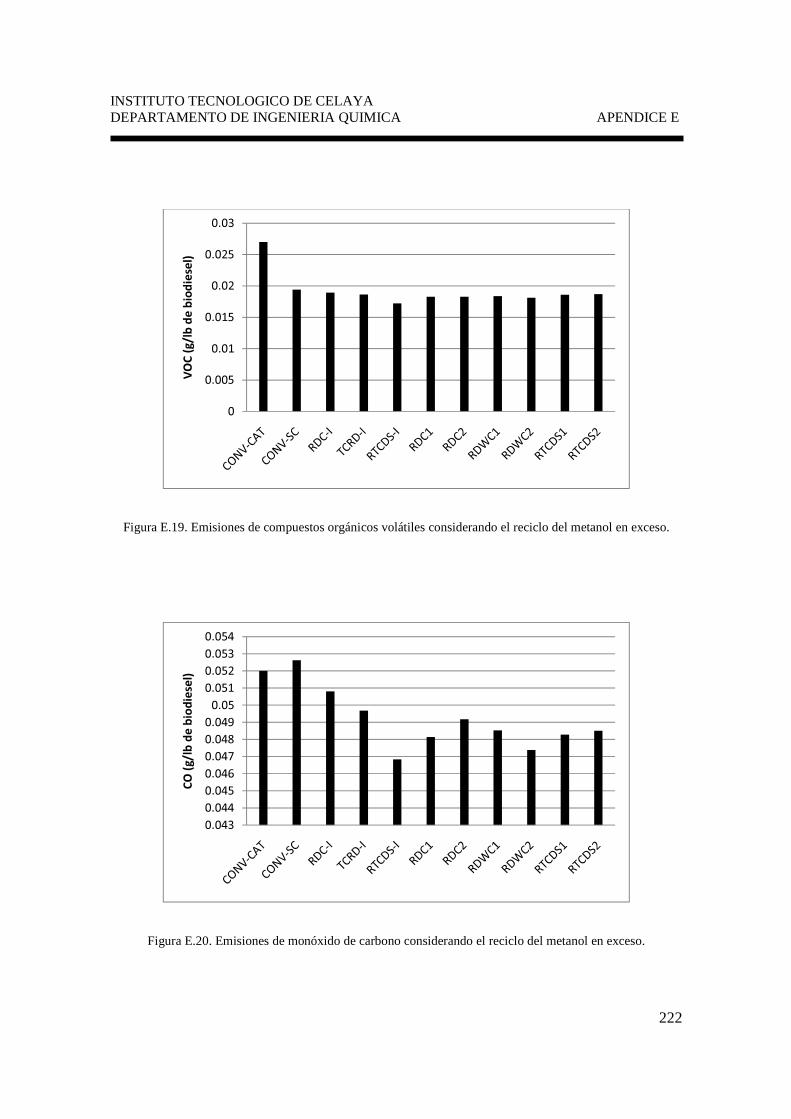
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
222
Figura E.19. Emisiones de compuestos orgánicos volátiles considerando el reciclo del metanol en exceso.
Figura E.20. Emisiones de monóxido de carbono considerando el reciclo del metanol en exceso.
0
0.005
0.01
0.015
0.02
0.025
0.03
VO
C (
g/l
b d
e b
iod
iese
l)
0.043
0.044
0.045
0.046
0.047
0.048
0.049
0.05
0.051
0.052
0.053
0.054
CO
(g/
lb d
e b
iod
iese
l)
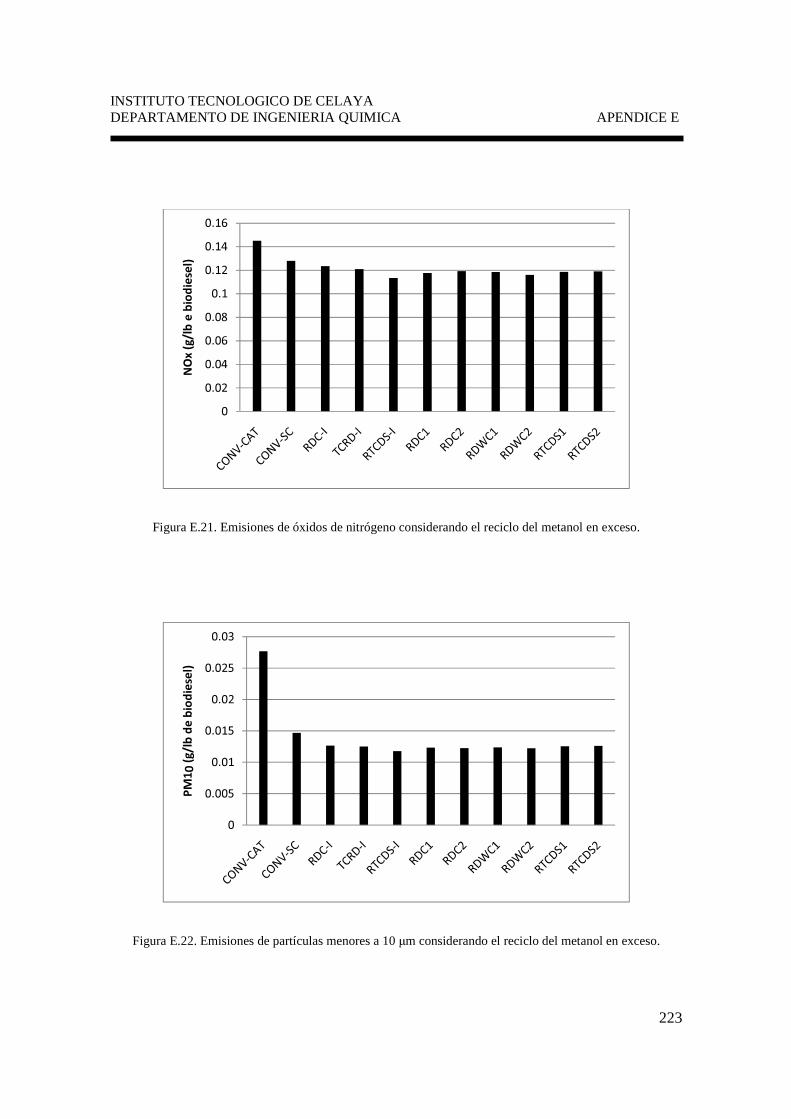
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
223
Figura E.21. Emisiones de óxidos de nitrógeno considerando el reciclo del metanol en exceso.
Figura E.22. Emisiones de partículas menores a 10 µm considerando el reciclo del metanol en exceso.
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
NO
x (
g/l
b e
bio
die
sel)
0
0.005
0.01
0.015
0.02
0.025
0.03
PM
10
(g
/lb
de
bio
die
sel)
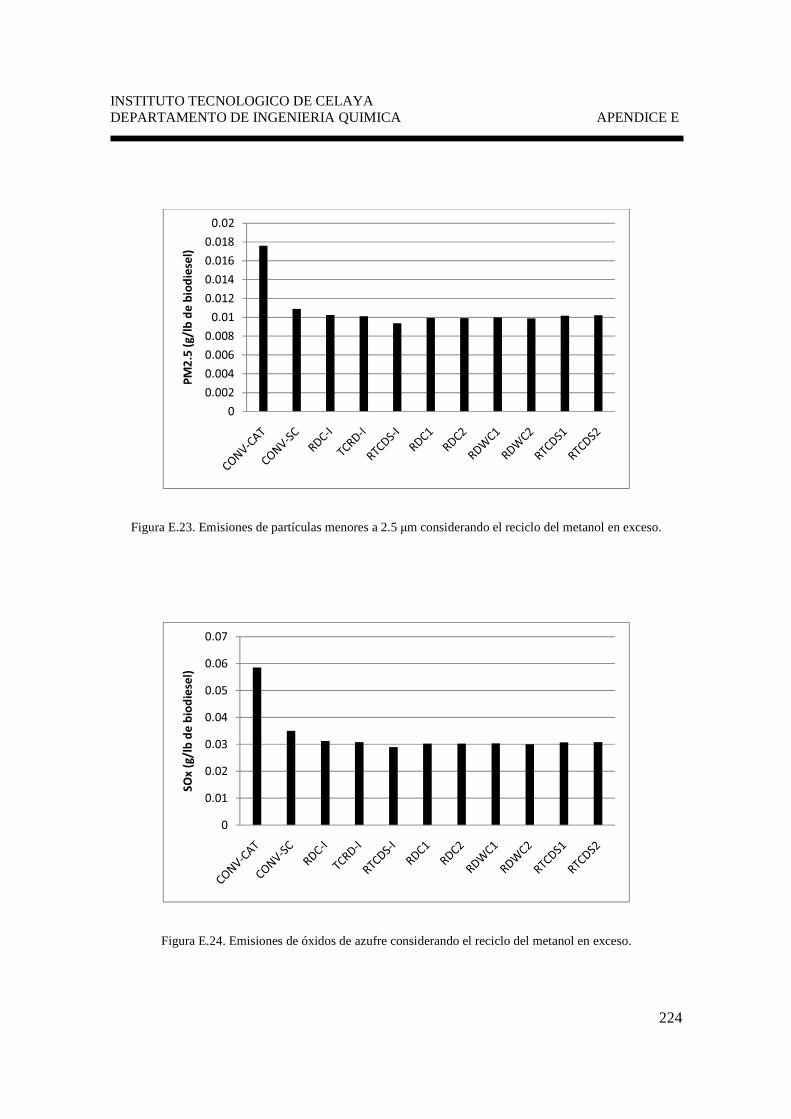
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
224
Figura E.23. Emisiones de partículas menores a 2.5 µm considerando el reciclo del metanol en exceso.
Figura E.24. Emisiones de óxidos de azufre considerando el reciclo del metanol en exceso.
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
0.018
0.02
PM
2.5
(g
/lb
de
bio
die
sel)
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
SO
x (
g/l
b d
e b
iod
iese
l)
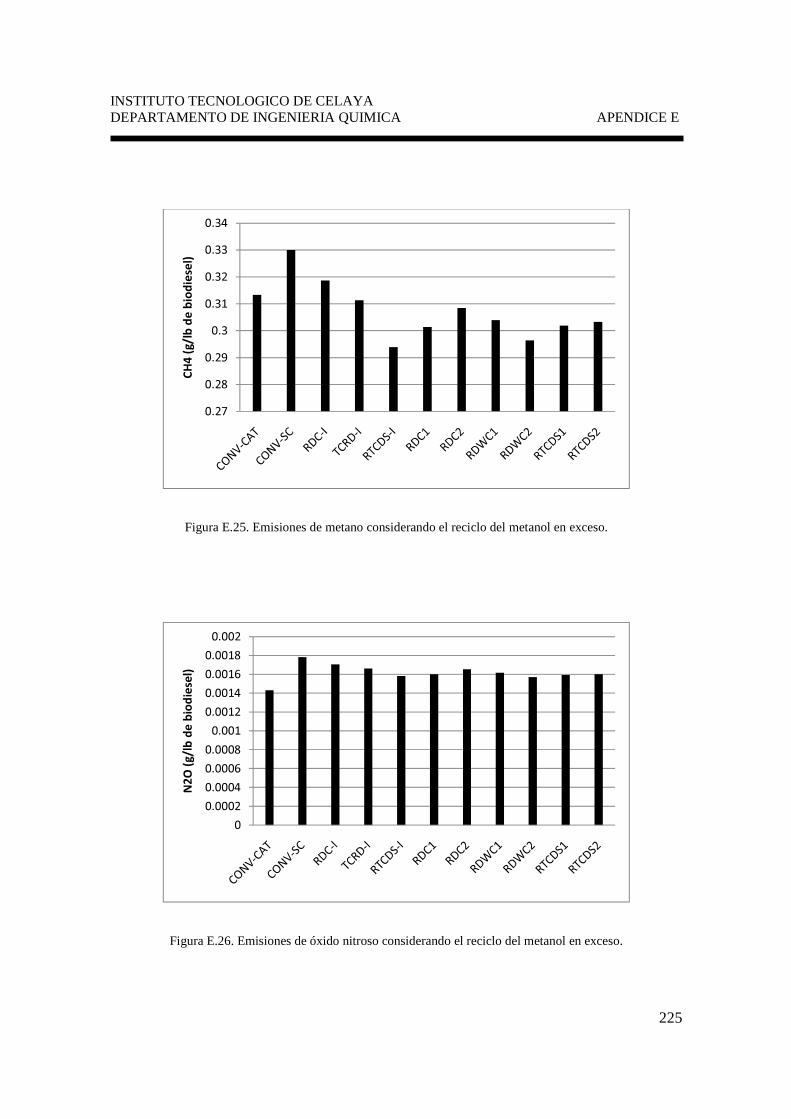
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
225
Figura E.25. Emisiones de metano considerando el reciclo del metanol en exceso.
Figura E.26. Emisiones de óxido nitroso considerando el reciclo del metanol en exceso.
0.27
0.28
0.29
0.3
0.31
0.32
0.33
0.34
CH
4 (
g/lb
de
bio
die
sel)
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
0.0014
0.0016
0.0018
0.002
N2
O (
g/l
b d
e b
iod
iese
l)
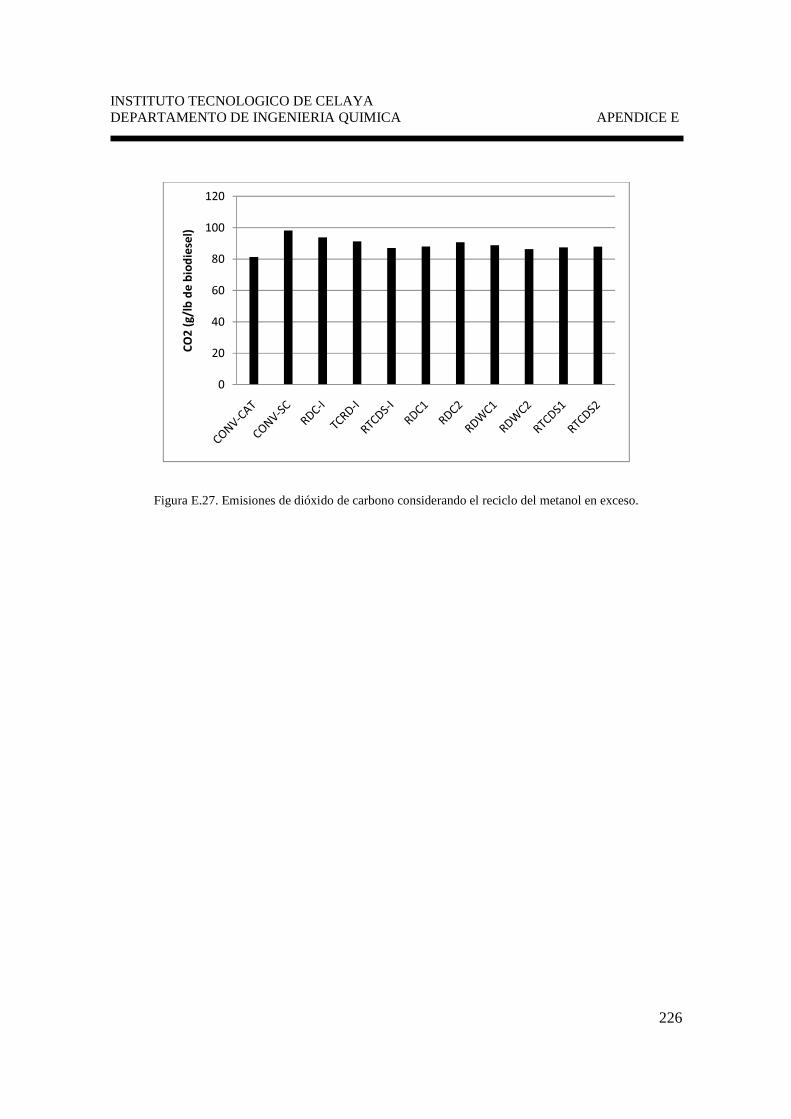
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE E
226
Figura E.27. Emisiones de dióxido de carbono considerando el reciclo del metanol en exceso.
0
20
40
60
80
100
120C
O2
(g
/lb
de
bio
die
sel)
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE F
227
Apéndice F
Productos de la Tesis
A continuación se presentarán los productos de la investigación desarrollada para la
escritura de esta tesis, obtenidos a la fecha.
E.1. Artículos Publicados.
Gómez-Castro, F.I., Rico-Ramírez, V., Segovia-Hernández, J.G., Hernández, S., 2010,
Feasibility Study of a Thermally Coupled Reactive Distillation Process for Biodiesel
Production, Chem. Eng. Process., 49, 262-269.
Gómez-Castro, F.I., Rico-Ramírez, V., Segovia-Hernández, J.G., Hernández-Castro, S.,
2010, Reducing Costs and CO2 Emissions on the Production of Biodiesel by the
Supercritical Methanol Method, In Chemical Engineering Transactions, 19, Edited by
Simberto Senni Buratti (ISBN: 978-88-95608-11-2), Italia, 143-148.
Gómez-Castro, F.I., Rico-Ramírez, V., Segovia-Hernández, J.G., Hernández-Castro, S.,
2010, Esterification of Fatty Acids in a Thermally Coupled Reactive Distillation Column
by the Two-Step Supercritical Methanol Method, Chem. Eng. Res. Des., In Press.
E.2. Trabajos en Congresos Internacionales.
The 4th International Conference on Safety and Environment in Process Industry (CISAP4).
Trabajo presentado: “Reducing Costs and CO2 Emissions on the Production of Biodiesel by
the Supercritical Methanol Method”. Florencia, Italia, Marzo de 2010.
INSTITUTO TECNOLOGICO DE CELAYA DEPARTAMENTO DE INGENIERIA QUIMICA APENDICE F
228
E.3. Trabajos en Congresos Nacionales.
XXVI Seminario Anual de Ingeniería Química. Trabajo presentado: “Estudios de la
producción de biodiesel en sistemas de destilación reactiva”. Celaya, Gto., México, Enero
de 2009.
XXX Encuentro Nacional de la Academia Mexicana de Investigación y Docencia en
Ingeniería Química (AMIDIQ). Trabajo presentado: “Producción de biodiesel por el
método supercrítico empleando destilación reactiva con Acoplamiento Térmico”. Mazatlán,
Sin., Mayo de 2009.
XXXI Encuentro Nacional de la Academia Mexicana de Investigación y Docencia en
Ingeniería Química (AMIDIQ). Trabajo presentado: “Alternativas de intensificación para la
producción de biodiesel por el método Saka-Dadan”. Huatulco, Oax., Mayo de 2010.





























