Embed Size (px)
Citation preview
4.- Tolerancias Dimensionales XII
• 4.1.2 Representación (iii)• Con la notación normalizada ISO
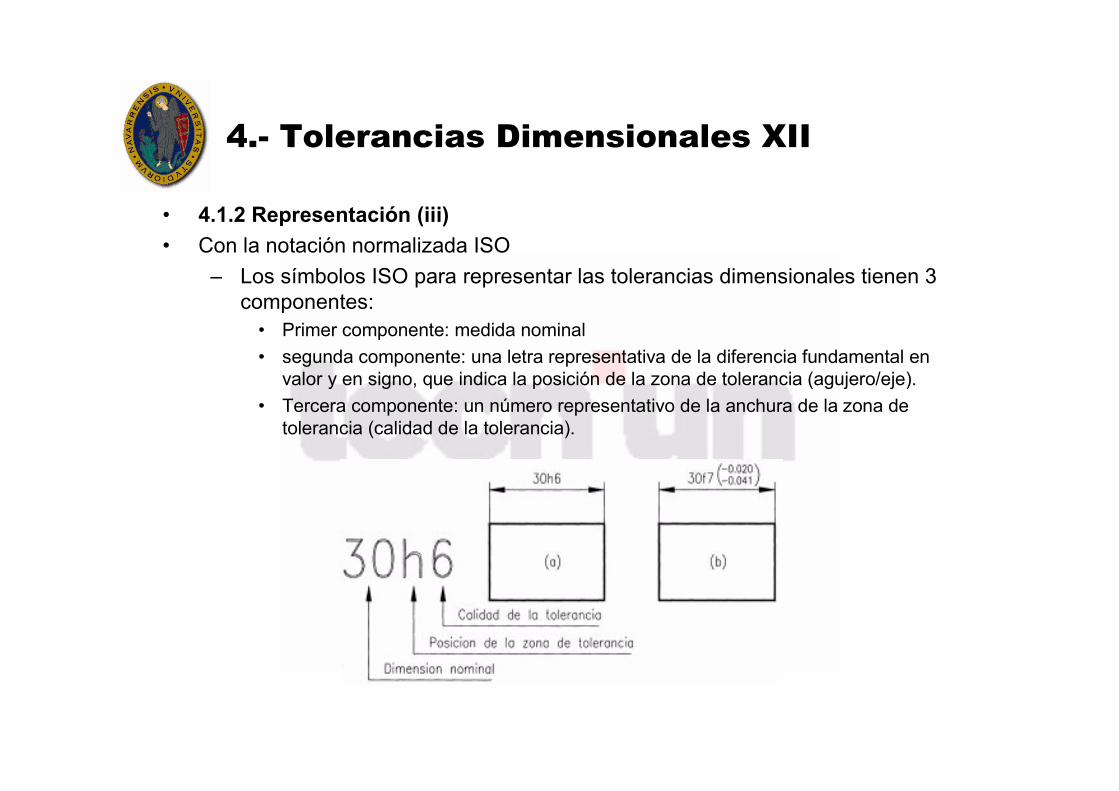
– Los símbolos ISO para representar las tolerancias dimensionales tienen 3 componentes:
• Primer componente: medida nominal• segunda componente: una letra representativa de la diferencia fundamental en
valor y en signo, que indica la posición de la zona de tolerancia (agujero/eje).• Tercera componente: un número representativo de la anchura de la zona de
tolerancia (calidad de la tolerancia).
4.- Tolerancias Dimensionales XIII
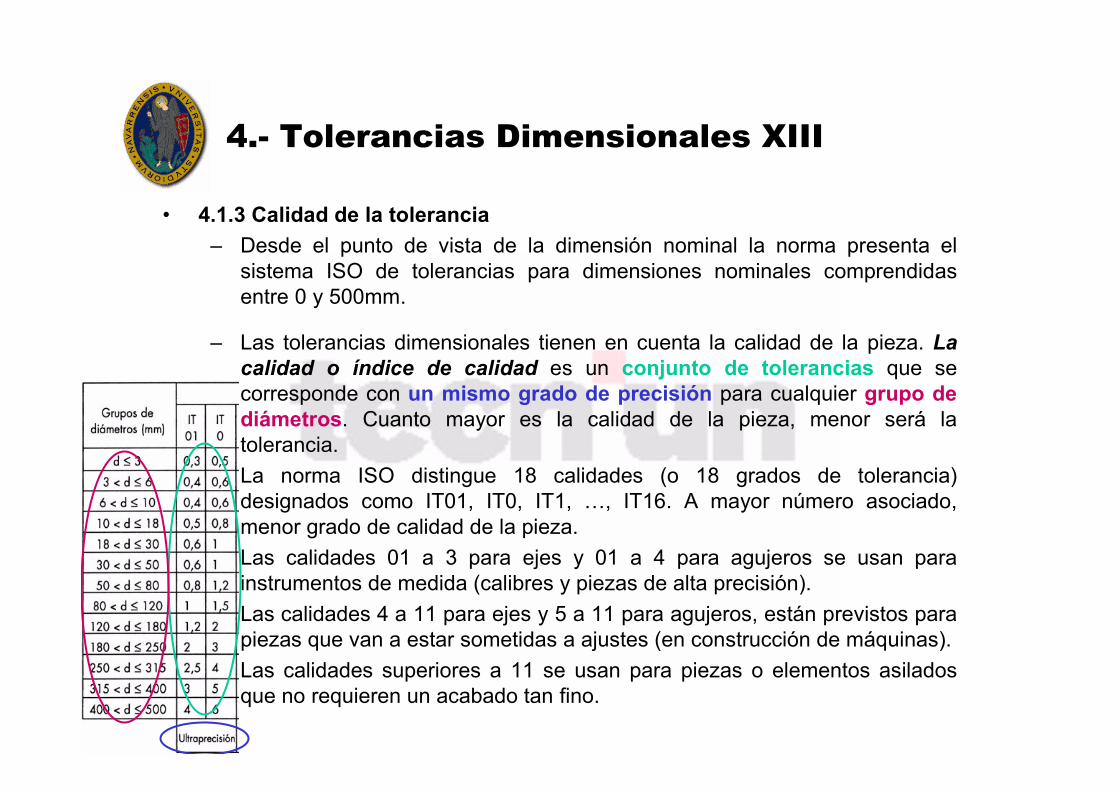
– Las tolerancias dimensionales tienen en cuenta la calidad de la pieza. La calidad o índice de calidad es un conjunto de tolerancias que se corresponde con un mismo grado de precisión para cualquier grupo de diámetros. Cuanto mayor es la calidad de la pieza, menor será la tolerancia.
– La norma ISO distingue 18 calidades (o 18 grados de tolerancia) designados como IT01, IT0, IT1, …, IT16. A mayor número asociado, menor grado de calidad de la pieza.
– Las calidades 01 a 3 para ejes y 01 a 4 para agujeros se usan para instrumentos de medida (calibres y piezas de alta precisión).
– Las calidades 4 a 11 para ejes y 5 a 11 para agujeros, están previstos para piezas que van a estar sometidas a ajustes (en construcción de máquinas).
– Las calidades superiores a 11 se usan para piezas o elementos asilados que no requieren un acabado tan fino.
• 4.1.3 Calidad de la tolerancia– Desde el punto de vista de la dimensión nominal la norma presenta el
sistema ISO de tolerancias para dimensiones nominales comprendidas entre 0 y 500mm.
4.- Tolerancias Dimensionales XIV
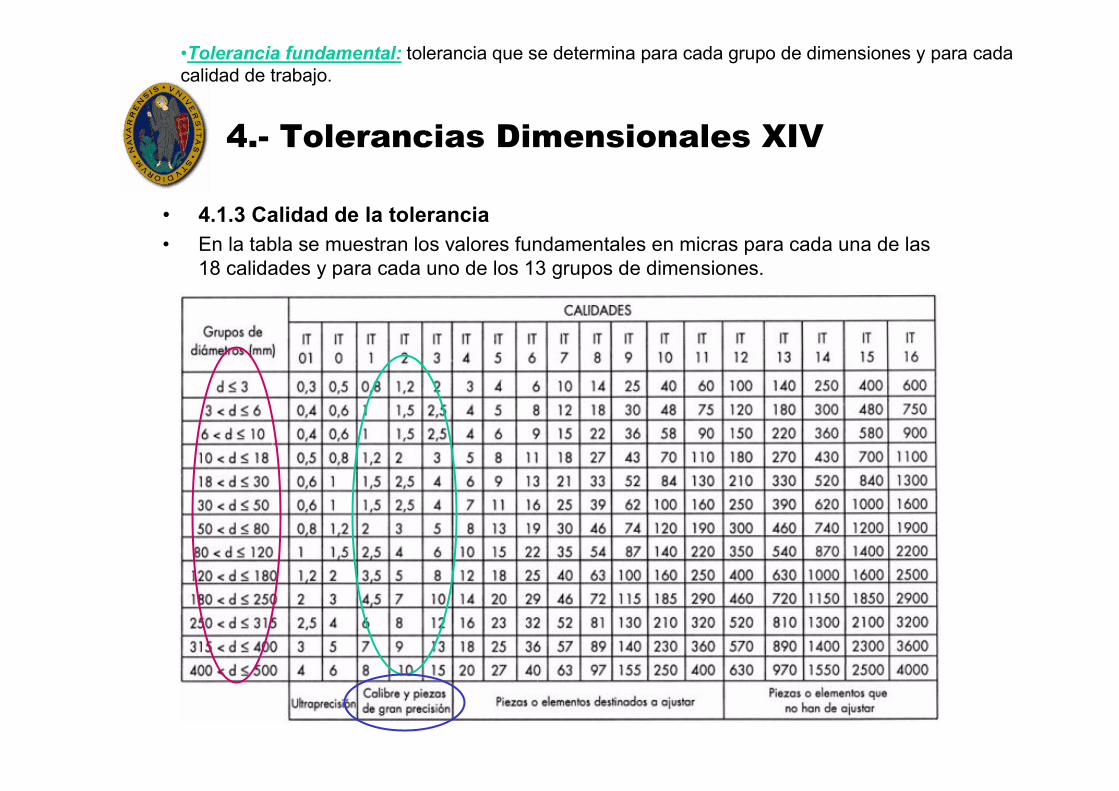
• 4.1.3 Calidad de la tolerancia• En la tabla se muestran los valores fundamentales en micras para cada una de las
18 calidades y para cada uno de los 13 grupos de dimensiones.
•Tolerancia fundamental: tolerancia que se determina para cada grupo de dimensiones y para cada calidad de trabajo.
4.- Tolerancias Dimensionales XV
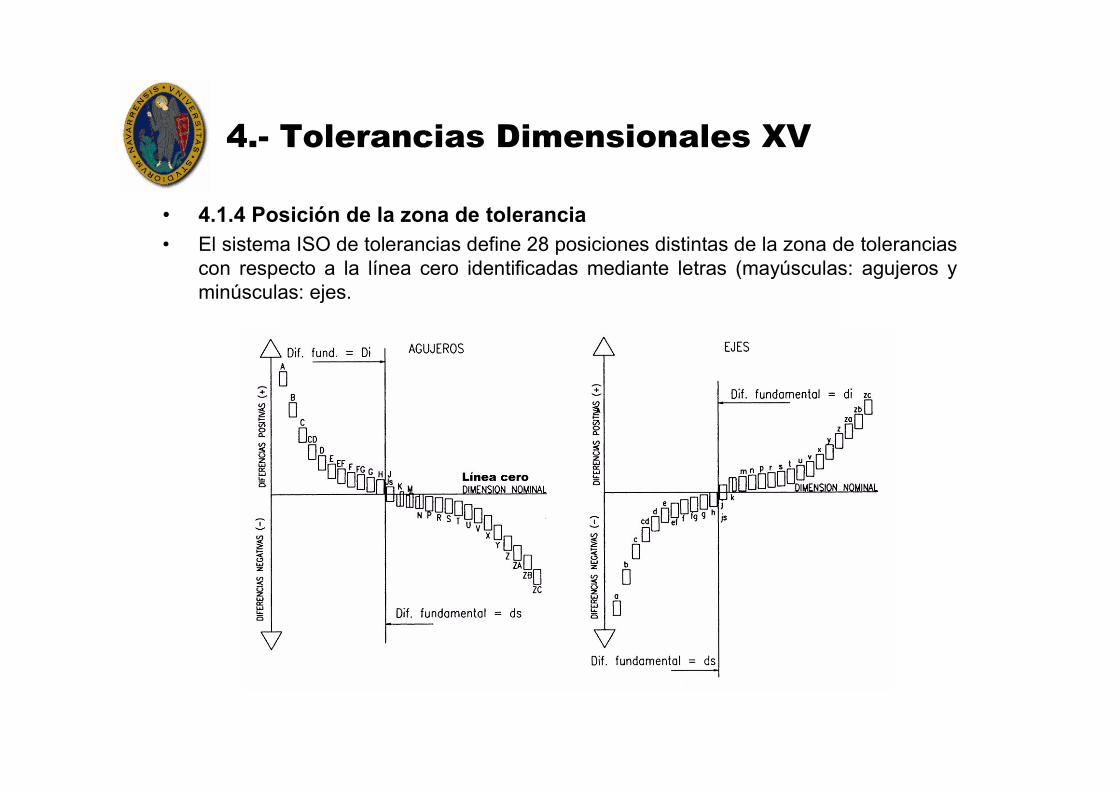
• 4.1.4 Posición de la zona de tolerancia• El sistema ISO de tolerancias define 28 posiciones distintas de la zona de tolerancias
con respecto a la línea cero identificadas mediante letras (mayúsculas: agujeros y minúsculas: ejes.
4.- Tolerancias Dimensionales XVI
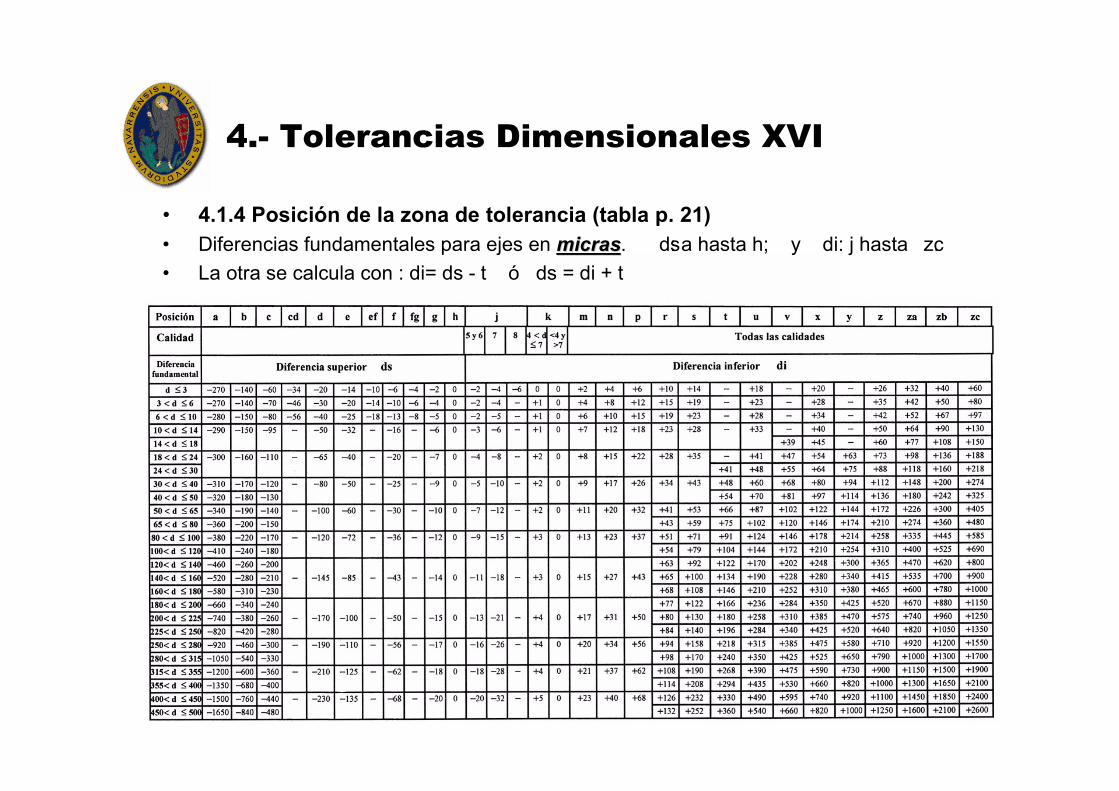
• 4.1.4 Posición de la zona de tolerancia (tabla p. 21)• Diferencias fundamentales para ejes en micrasmicras. ds: a hasta h; y di: j hasta zc.• La otra se calcula con : di= ds - t ó ds = di + t
4.- Tolerancias Dimensionales XVII
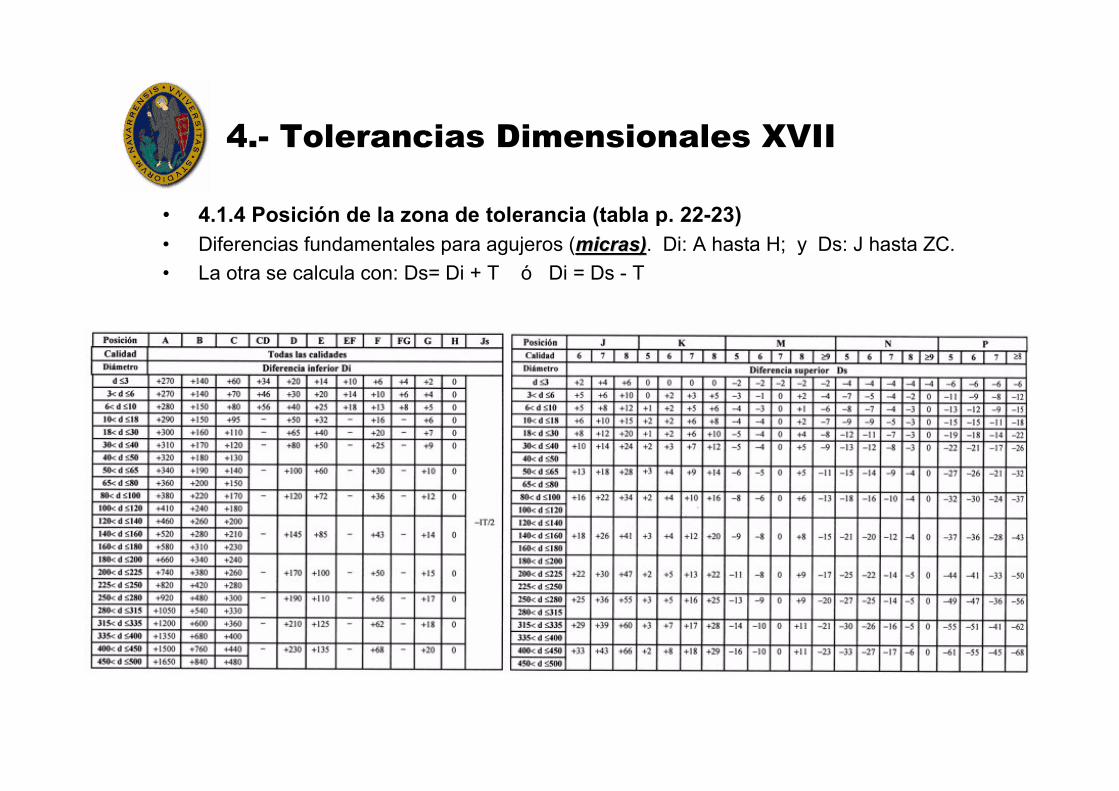
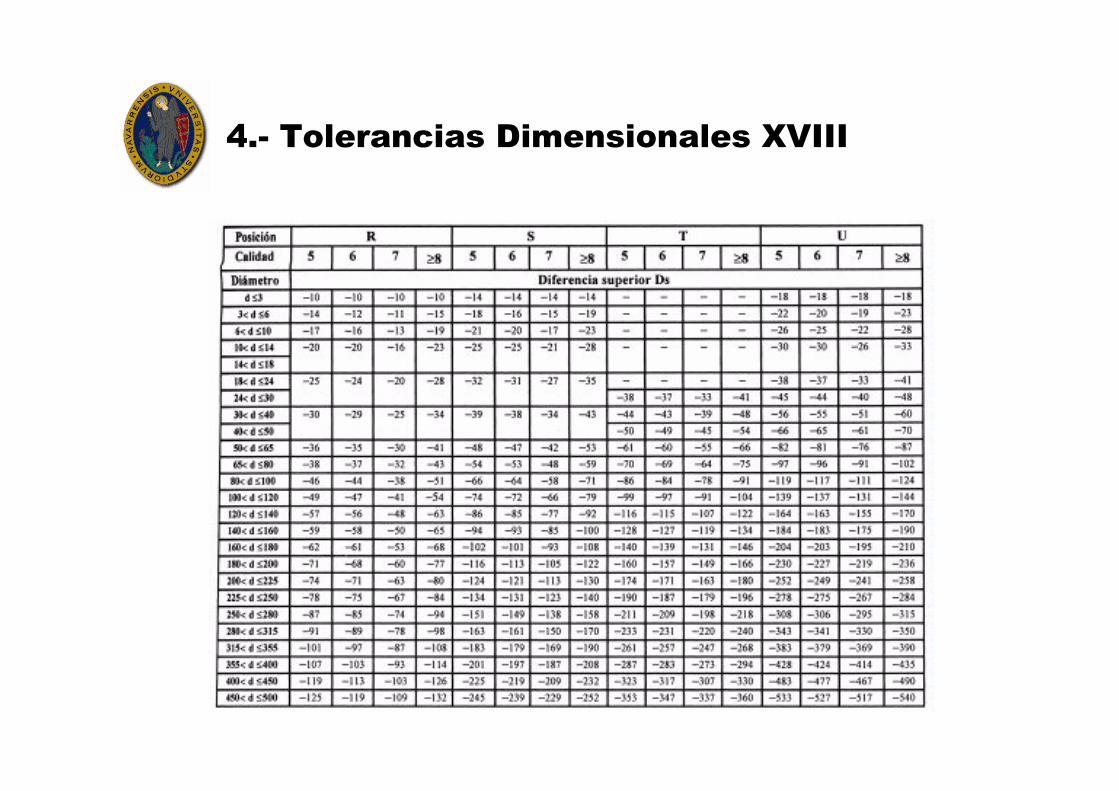
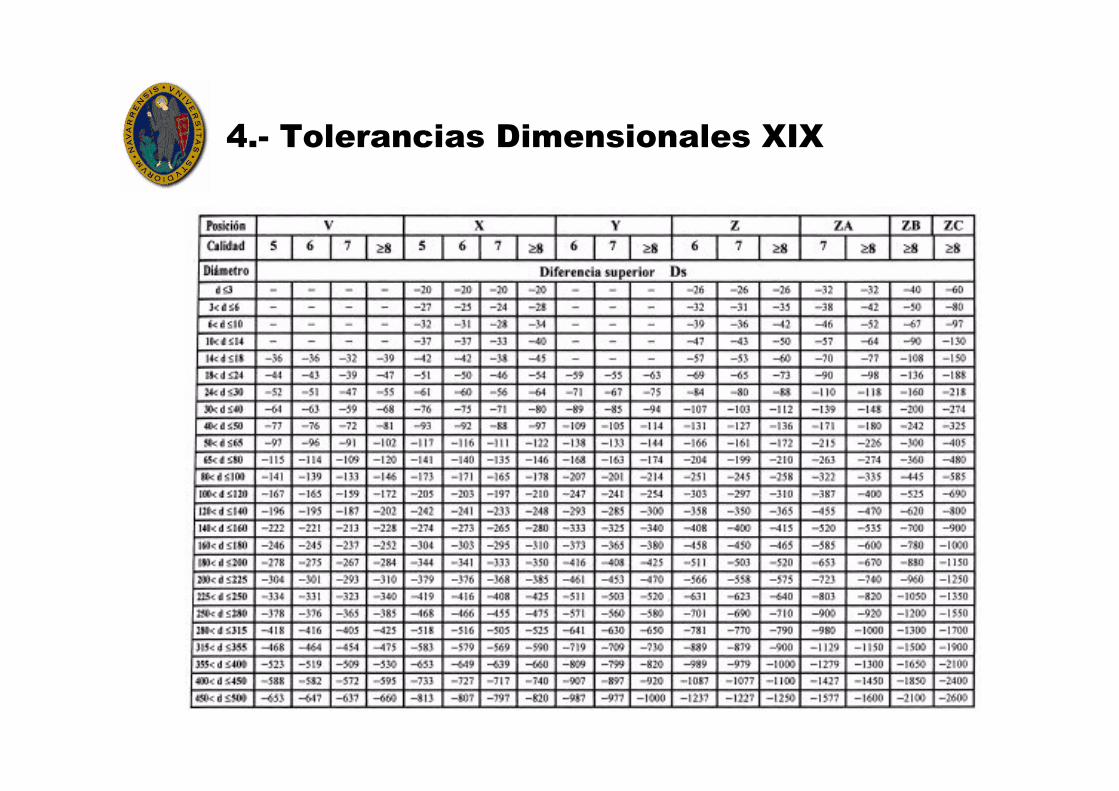
• 4.1.4 Posición de la zona de tolerancia (tabla p. 22-23)• Diferencias fundamentales para agujeros (micras)micras). Di: A hasta H; y Ds: J hasta ZC.• La otra se calcula con: Ds= Di + T ó Di = Ds - T
4.- Tolerancias Dimensionales XVIII
4.- Tolerancias Dimensionales XIX
4.- Tolerancias Dimensionales XX
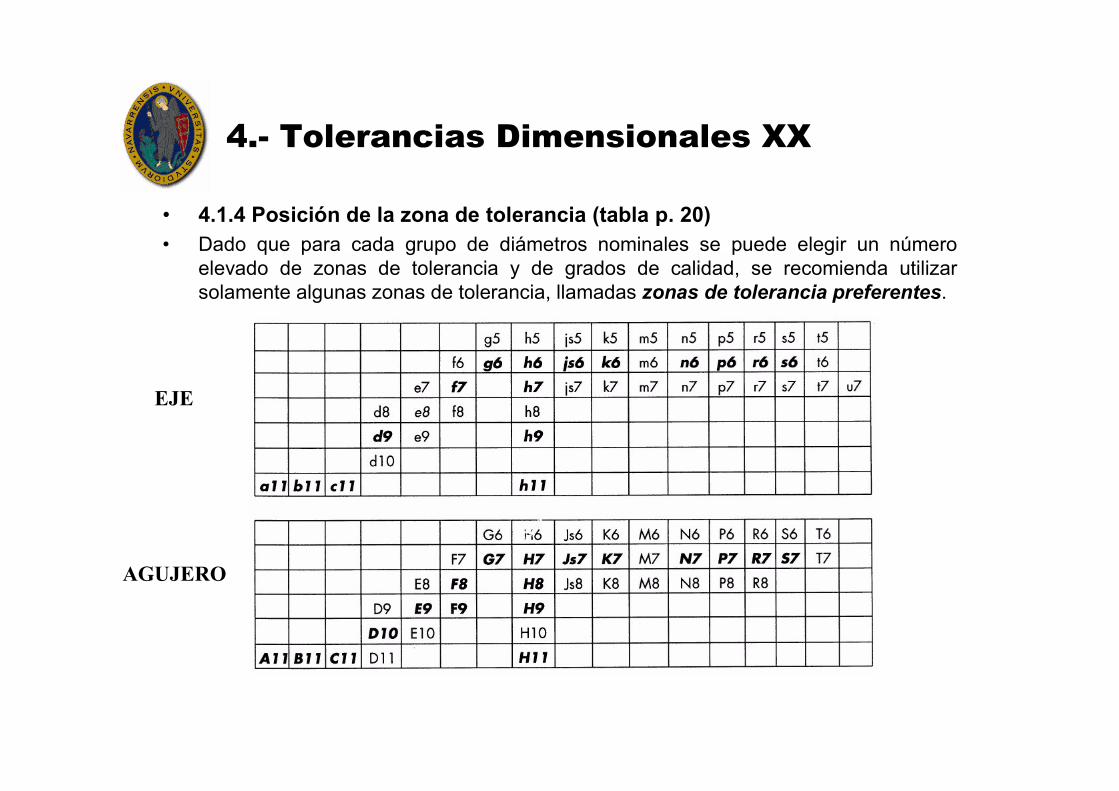
• 4.1.4 Posición de la zona de tolerancia (tabla p. 20)• Dado que para cada grupo de diámetros nominales se puede elegir un número
elevado de zonas de tolerancia y de grados de calidad, se recomienda utilizar solamente algunas zonas de tolerancia, llamadas zonas de tolerancia preferentes.
EJE
AGUJERO
4.- Tolerancias Dimensionales XXI
• 4.2 Ajustes• 4.2.1 Introducción y definiciones
• Ajuste: es la diferencia entre las medidas antes del montaje de dos piezas que han de acoplar.
• Según la zona de tolerancia de la medida interior y exterior, el ajuste puede ser: ajuste móvil o con juego, ajuste indeterminado y ajuste fino o con apriete.
• juego (J): es la diferencia entre las medidas efectivas del agujero y del eje antes del montaje (cuando ésta es positiva, es decir, cuando la dimensión real del eje es menor que la del agujero).
• Aprieto (A): es la diferencia entre las medidas efectivas del eje y del agujero antes del montaje (cuando ésta es positiva, es decir, cuando la dimensión real del eje es mayor que la del agujero).
4.- Tolerancias Dimensionales XXII
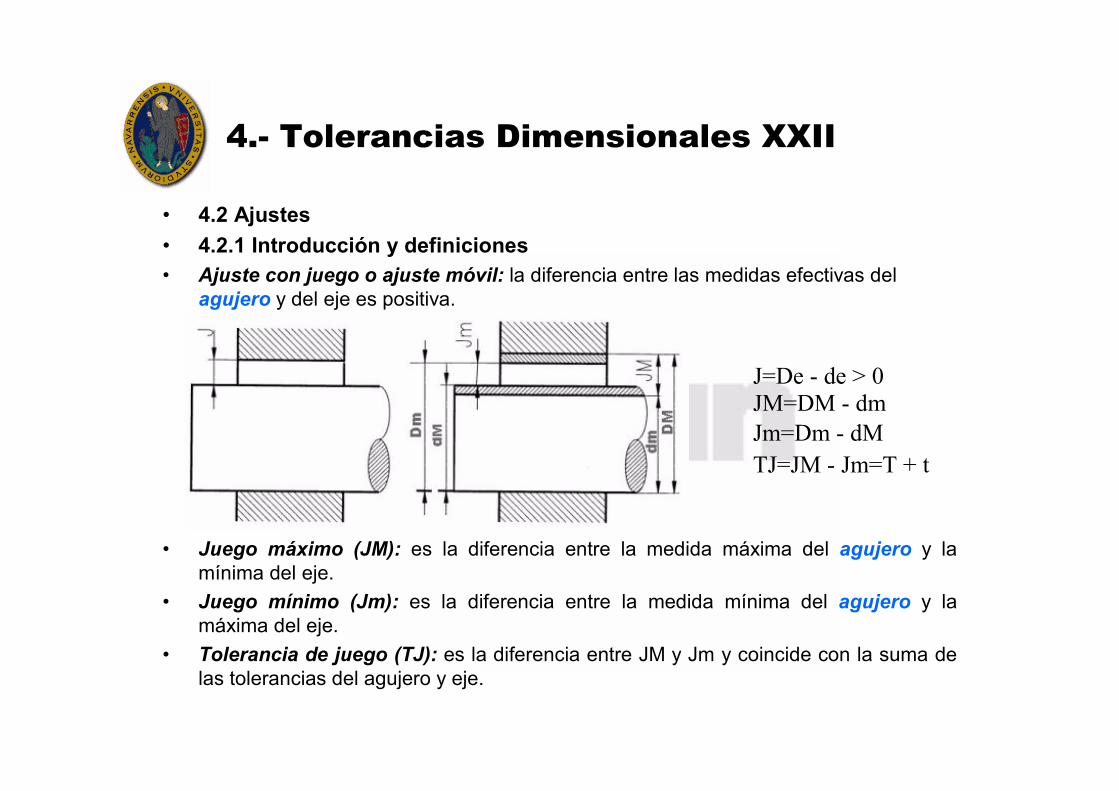
• 4.2 Ajustes• 4.2.1 Introducción y definiciones• Ajuste con juego o ajuste móvil: la diferencia entre las medidas efectivas del
agujero y del eje es positiva.
• Juego máximo (JM): es la diferencia entre la medida máxima del agujero y la mínima del eje.
• Juego mínimo (Jm): es la diferencia entre la medida mínima del agujero y la máxima del eje.
• Tolerancia de juego (TJ): es la diferencia entre JM y Jm y coincide con la suma de las tolerancias del agujero y eje.
J=De - de > 0JM=DM - dmJm=Dm - dMTJ=JM - Jm=T + t
4.- Tolerancias Dimensionales XXIII
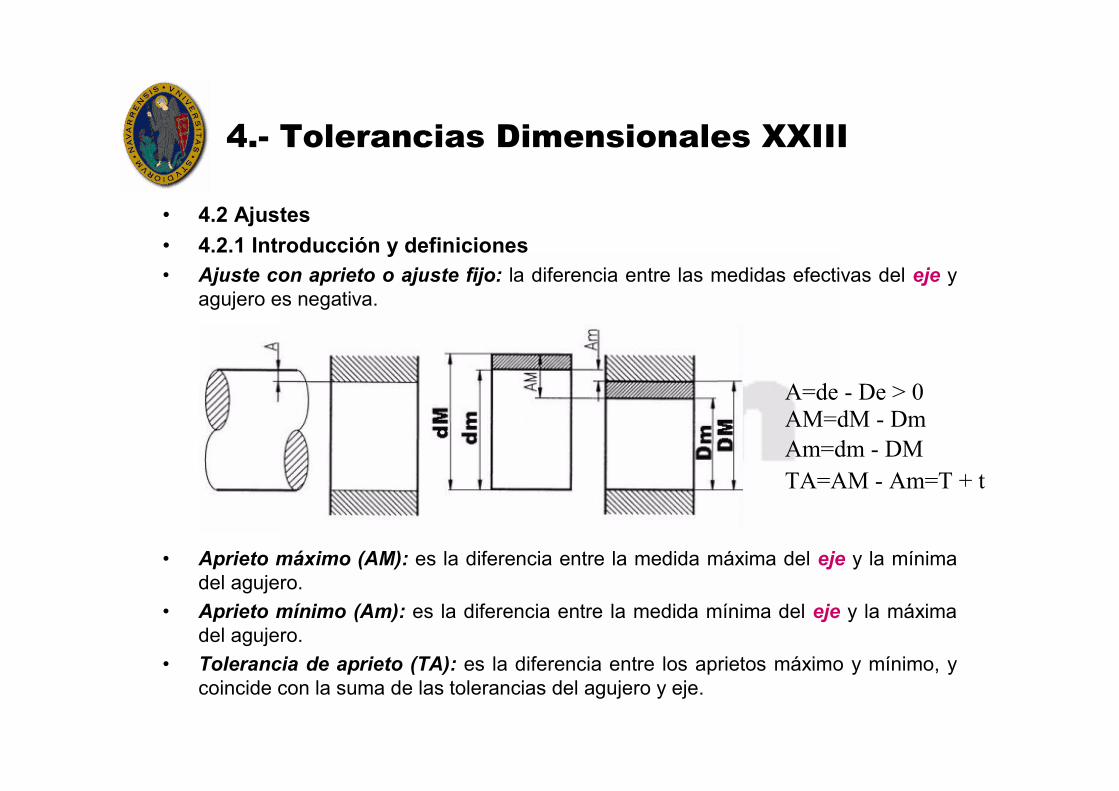
• 4.2 Ajustes• 4.2.1 Introducción y definiciones• Ajuste con aprieto o ajuste fijo: la diferencia entre las medidas efectivas del eje y
agujero es negativa.
• Aprieto máximo (AM): es la diferencia entre la medida máxima del eje y la mínima del agujero.
• Aprieto mínimo (Am): es la diferencia entre la medida mínima del eje y la máxima del agujero.
• Tolerancia de aprieto (TA): es la diferencia entre los aprietos máximo y mínimo, y coincide con la suma de las tolerancias del agujero y eje.
A=de - De > 0AM=dM - DmAm=dm - DMTA=AM - Am=T + t
4.- Tolerancias Dimensionales XXIV
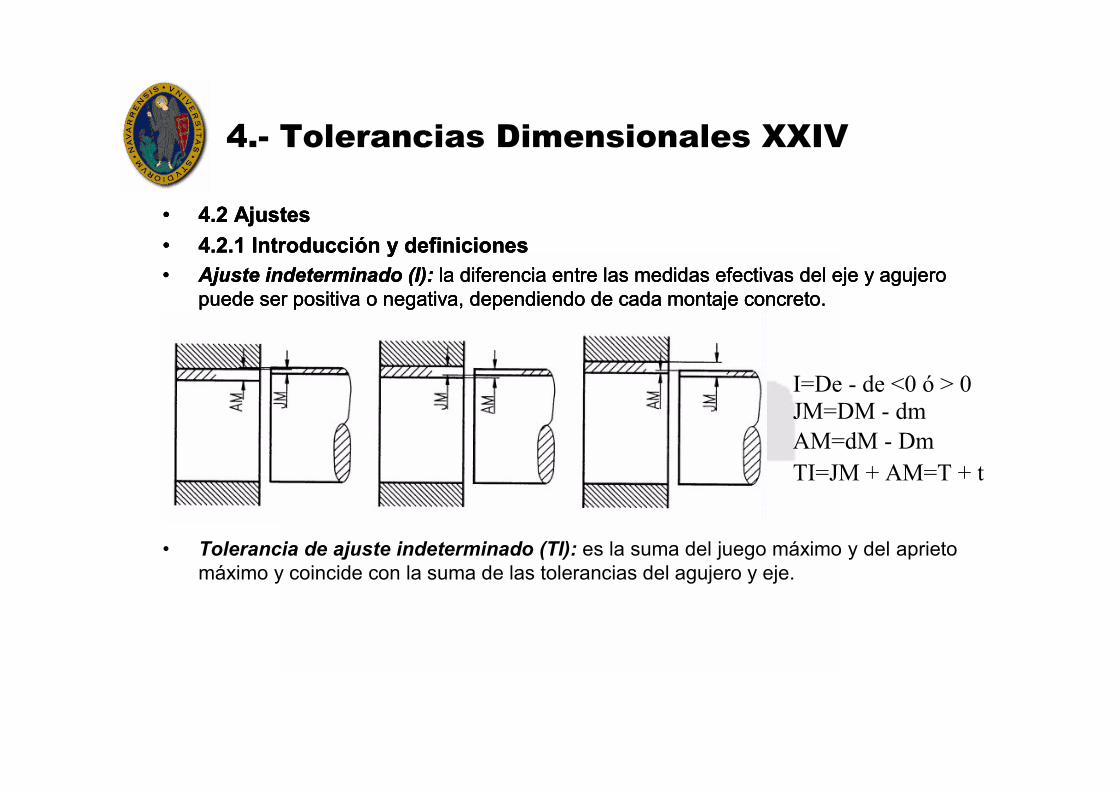
• 4.2 Ajustes• 4.2.1 Introducción y definiciones• Ajuste indeterminado (I): la diferencia entre las medidas efectivas del eje y agujero
puede ser positiva o negativa, dependiendo de cada montaje concreto.
• Tolerancia de ajuste indeterminado (TI): es la suma del juego máximo y del aprieto máximo y coincide con la suma de las tolerancias del agujero y eje.
I=De - de <0 ó > 0JM=DM - dmAM=dM - DmTI=JM + AM=T + t
• 4.2 Ajustes• 4.2.1 Introducción y definiciones• Ajuste indeterminado (I): la diferencia entre las medidas efectivas del eje y agujero
puede ser positiva o negativa, dependiendo de cada montaje concreto.
• 4.2 Ajustes• 4.2.1 Introducción y definiciones• Ajuste indeterminado (I): la diferencia entre las medidas efectivas del eje y agujero
puede ser positiva o negativa, dependiendo de cada montaje concreto.
4.- Tolerancias Dimensionales XXV
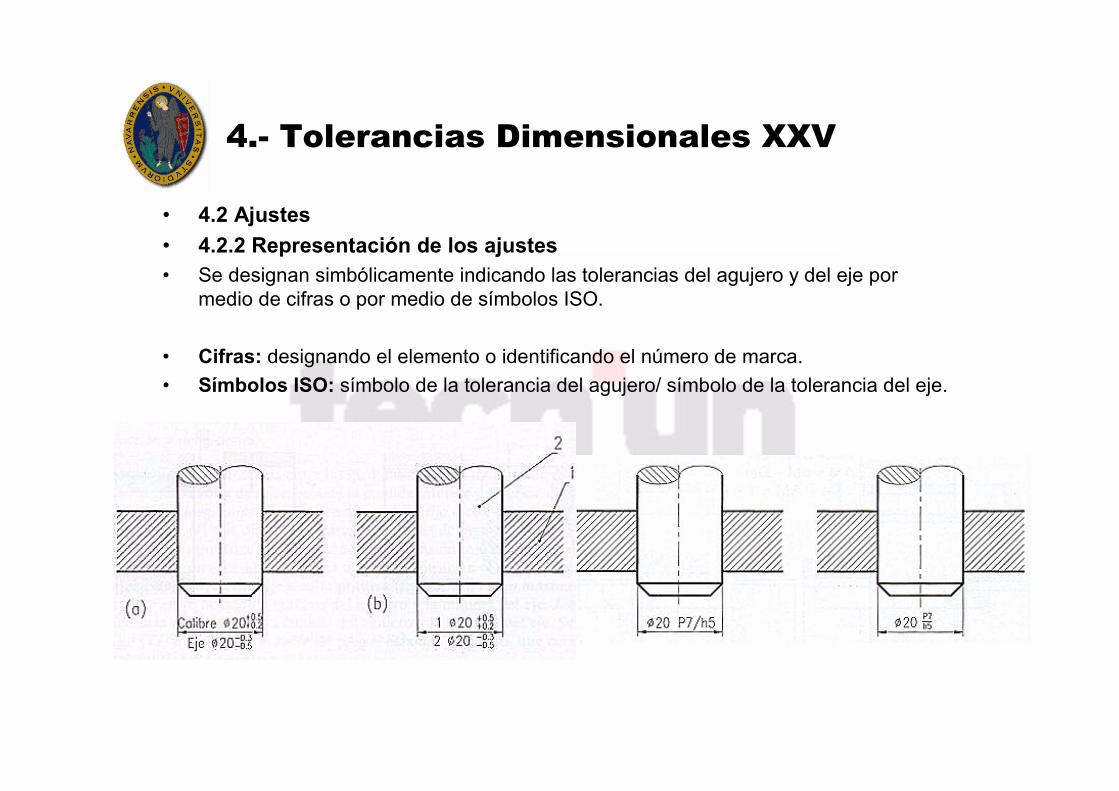
• 4.2 Ajustes• 4.2.2 Representación de los ajustes• Se designan simbólicamente indicando las tolerancias del agujero y del eje por
medio de cifras o por medio de símbolos ISO.
• Cifras: designando el elemento o identificando el número de marca.• Símbolos ISO: símbolo de la tolerancia del agujero/ símbolo de la tolerancia del eje.
4.- Tolerancias Dimensionales XXVI
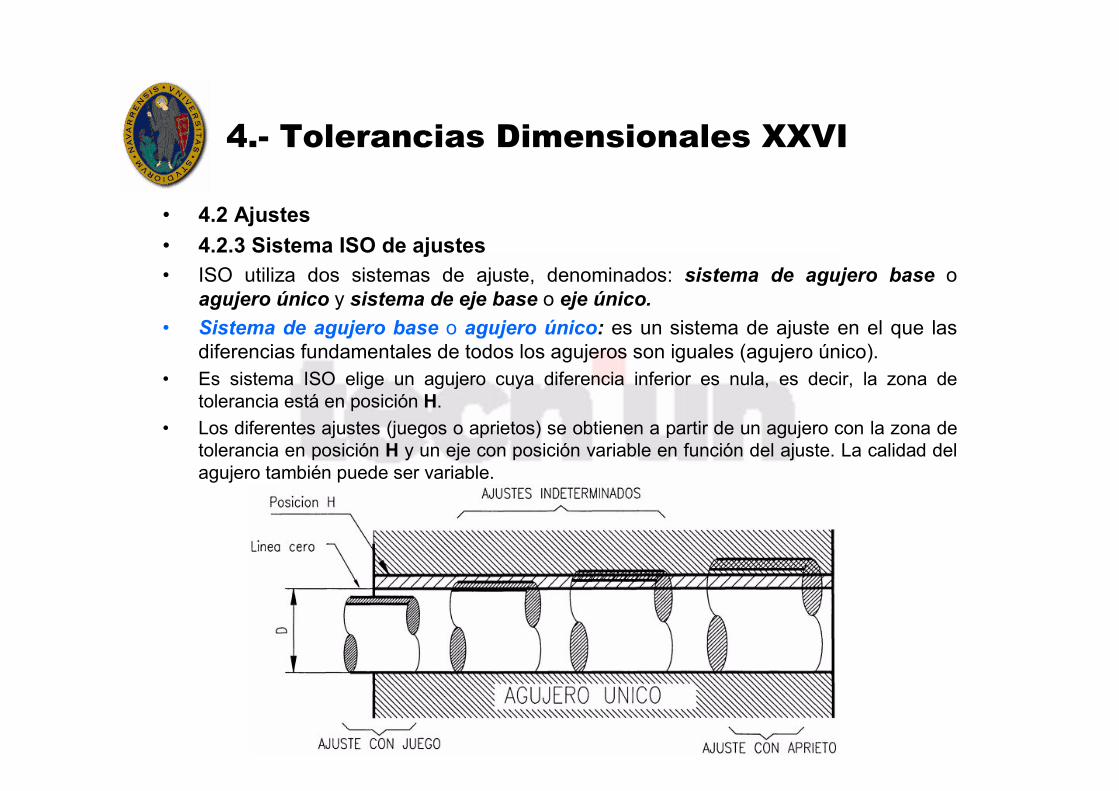
• 4.2 Ajustes• 4.2.3 Sistema ISO de ajustes• ISO utiliza dos sistemas de ajuste, denominados: sistema de agujero base o
agujero único y sistema de eje base o eje único.• Sistema de agujero base o agujero único: es un sistema de ajuste en el que las
diferencias fundamentales de todos los agujeros son iguales (agujero único).• Es sistema ISO elige un agujero cuya diferencia inferior es nula, es decir, la zona de
tolerancia está en posición H.• Los diferentes ajustes (juegos o aprietos) se obtienen a partir de un agujero con la zona de
tolerancia en posición H y un eje con posición variable en función del ajuste. La calidad del agujero también puede ser variable.
4.- Tolerancias Dimensionales XXVII
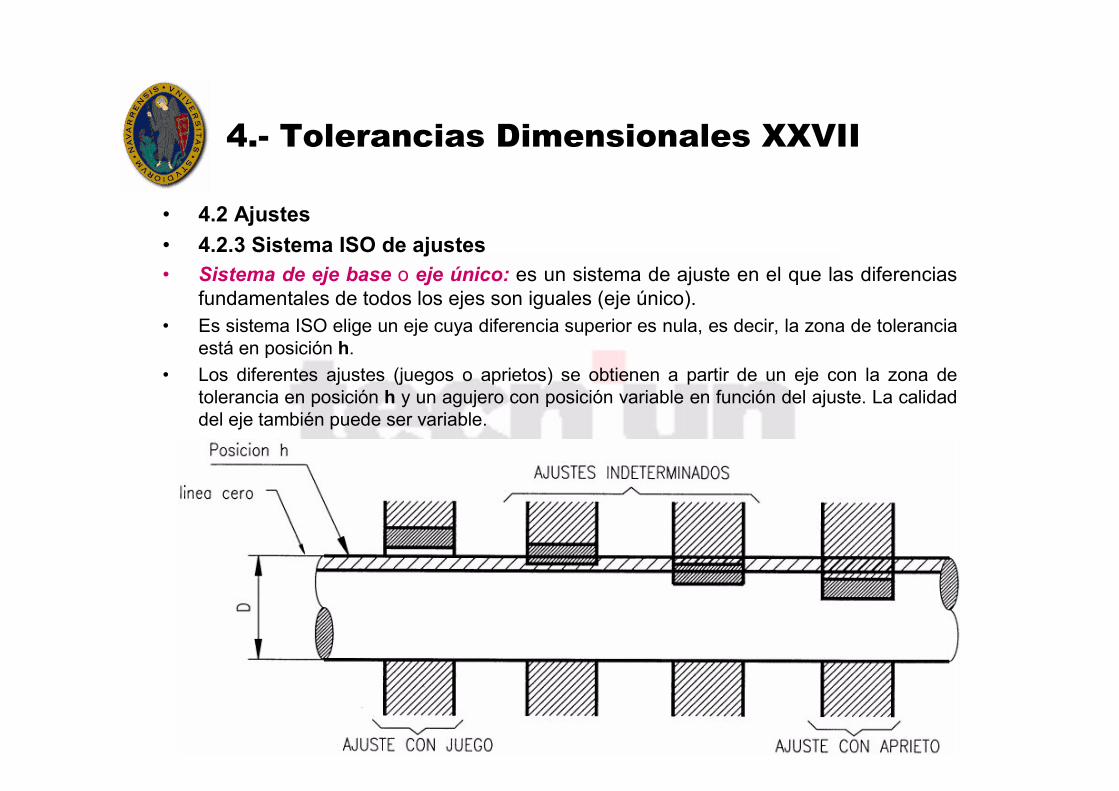
• 4.2 Ajustes• 4.2.3 Sistema ISO de ajustes• Sistema de eje base o eje único: es un sistema de ajuste en el que las diferencias
fundamentales de todos los ejes son iguales (eje único).• Es sistema ISO elige un eje cuya diferencia superior es nula, es decir, la zona de tolerancia
está en posición h.• Los diferentes ajustes (juegos o aprietos) se obtienen a partir de un eje con la zona de
tolerancia en posición h y un agujero con posición variable en función del ajuste. La calidad del eje también puede ser variable.
4.- Tolerancias Dimensionales XXVIII
• 4.2 Ajustes• 4.2.3 Sistema ISO de ajustes• Sistema mixto: es un sistema de ajuste en el que las las posiciones del agujero y
del eje no son H ni h. utilizado sólo cuando no se pueda utilizar ninguno de los dos primeros sistemas.
4.- Tolerancias Dimensionales XXIX
• 4.2 Ajustes• 4.2.3 Elección de los ajustes
• Al fijar los juegos límites de un acoplamiento se deben tener en cuenta los siguientes factores:
– Estado superficial (sería absurdo que las irregularidades fueran mayores que la tolerancia)
– Naturaleza del material
– Velocidad de funcionamiento del conjunto
– Esfuerzos
– Engrase
– Temperatura de funcionamiento (se pueden producir dilataciones)
– Desgaste
– Geometría del conjunto
4.- Tolerancias Dimensionales XXX
• 4.2 Ajustes• 4.2.3 Elección de los ajustes
• Además se tendrá en cuenta que:
– Evitar toda precisión inútil (para evitar costes innecesarios). Elegir zona de tolerancia preferente.
– Siempre que sea posible la zona de tolerancia del agujero ha de ser mayor que la del eje.
– Que las calidades del eje y agujero no varíen en más de dos índices.
– Entre varias opciones elegir la combinación que dé más tolerancia al ajuste.
– Tener en cuenta la experiencia.
4.- Tolerancias Dimensionales XXXI
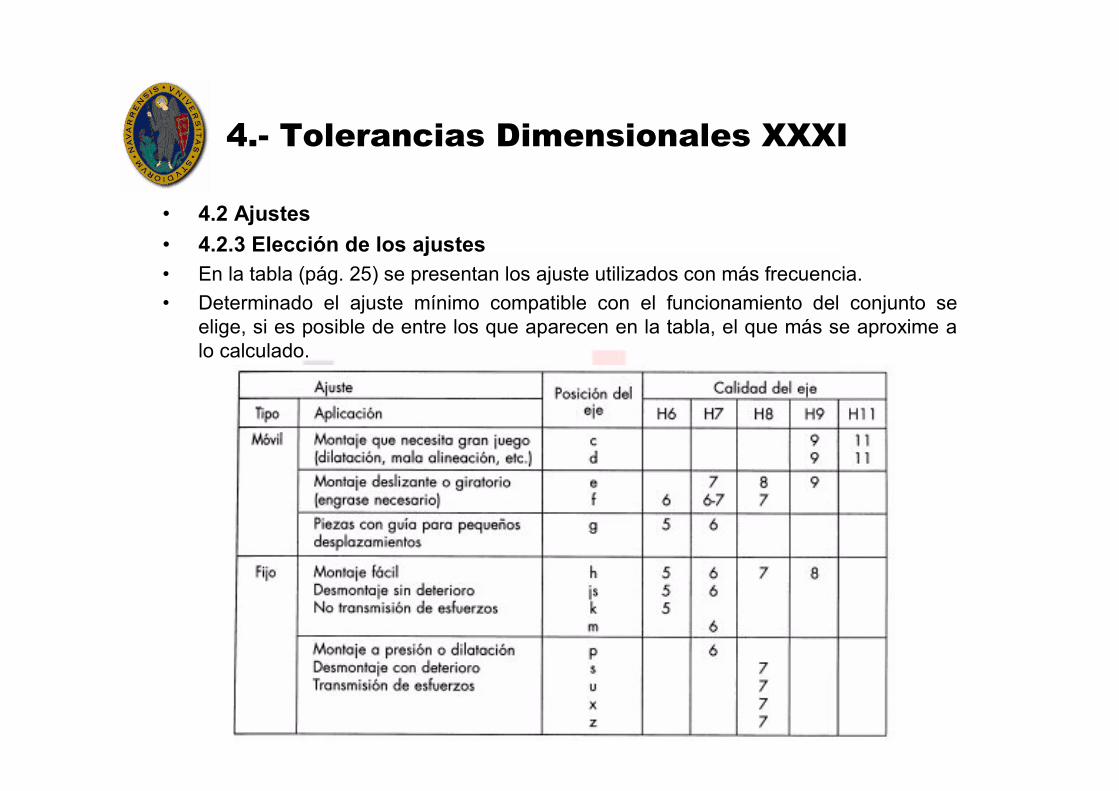
• 4.2 Ajustes• 4.2.3 Elección de los ajustes• En la tabla (pág. 25) se presentan los ajuste utilizados con más frecuencia.• Determinado el ajuste mínimo compatible con el funcionamiento del conjunto se
elige, si es posible de entre los que aparecen en la tabla, el que más se aproxime a lo calculado.
4.- Tolerancias Dimensionales XXXII
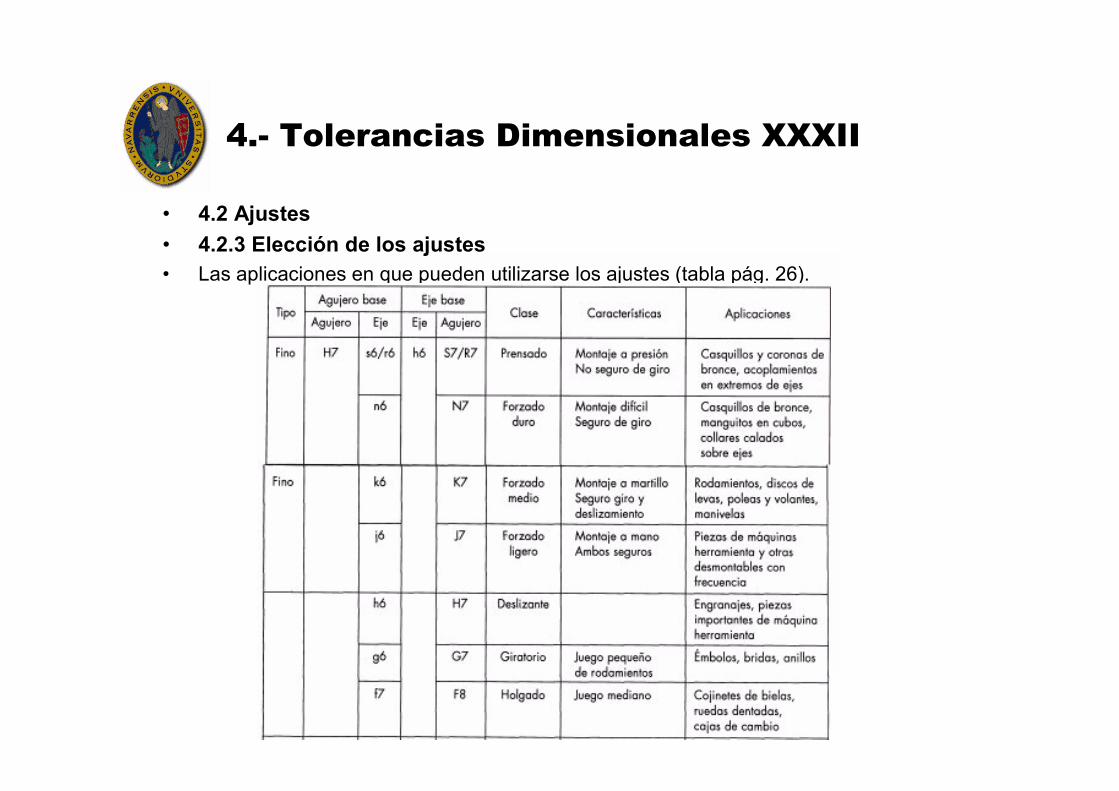
• 4.2 Ajustes• 4.2.3 Elección de los ajustes• Las aplicaciones en que pueden utilizarse los ajustes (tabla pág. 26).
4.- Tolerancias Dimensionales XXXIII
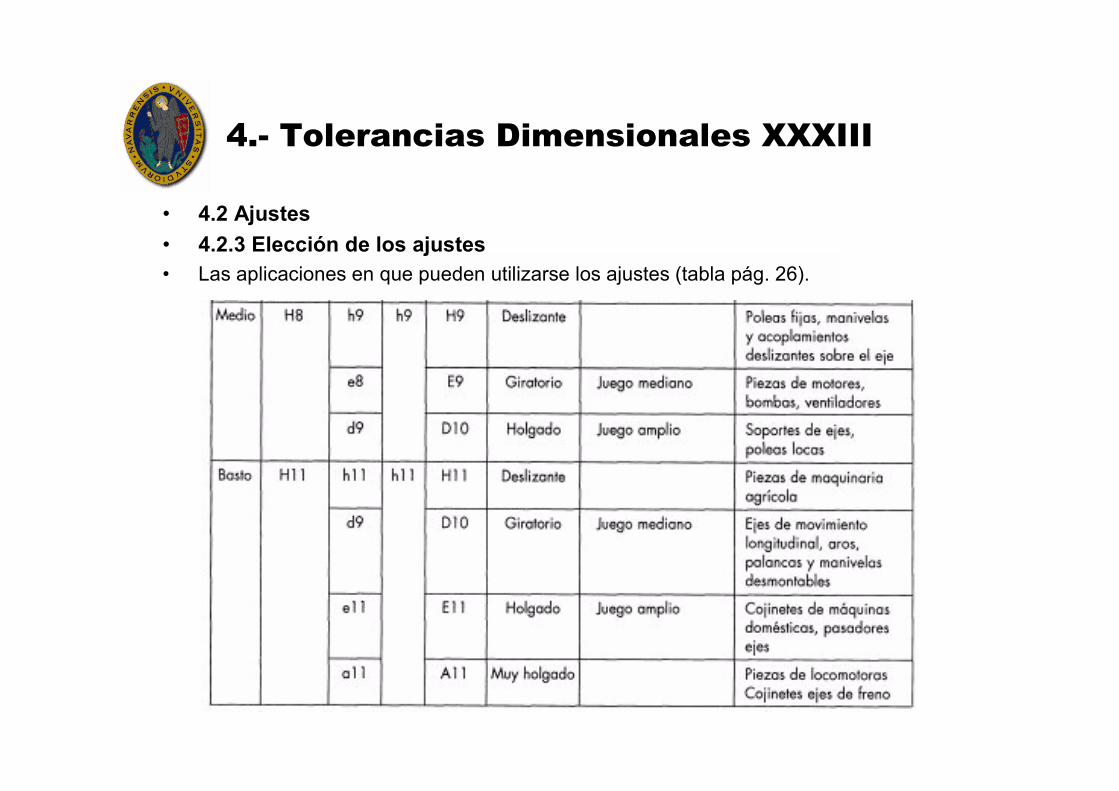
• 4.2 Ajustes• 4.2.3 Elección de los ajustes• Las aplicaciones en que pueden utilizarse los ajustes (tabla pág. 26).
4.- Tolerancias Dimensionales XXXIV
• 4.2 Ajustes
• 4.2.4 Determinación del ajuste normalizado
4.- Tolerancias Dimensionales XXXV
• 4.2 Ajustes• 4.2.5 Verificación de las tolerancias• Una vez fabricada la pieza, se deberá comprobar que sus dimensiones están
dentro de las tolerancias especificadas.• El departamento de calidad deberá determinar el procedimiento de control y
seleccionar los instrumentos que permitan verificar las dimensiones (pie de rey, micrómetro, calibres pasa no pasa).
4.- Tolerancias Dimensionales XXXVI
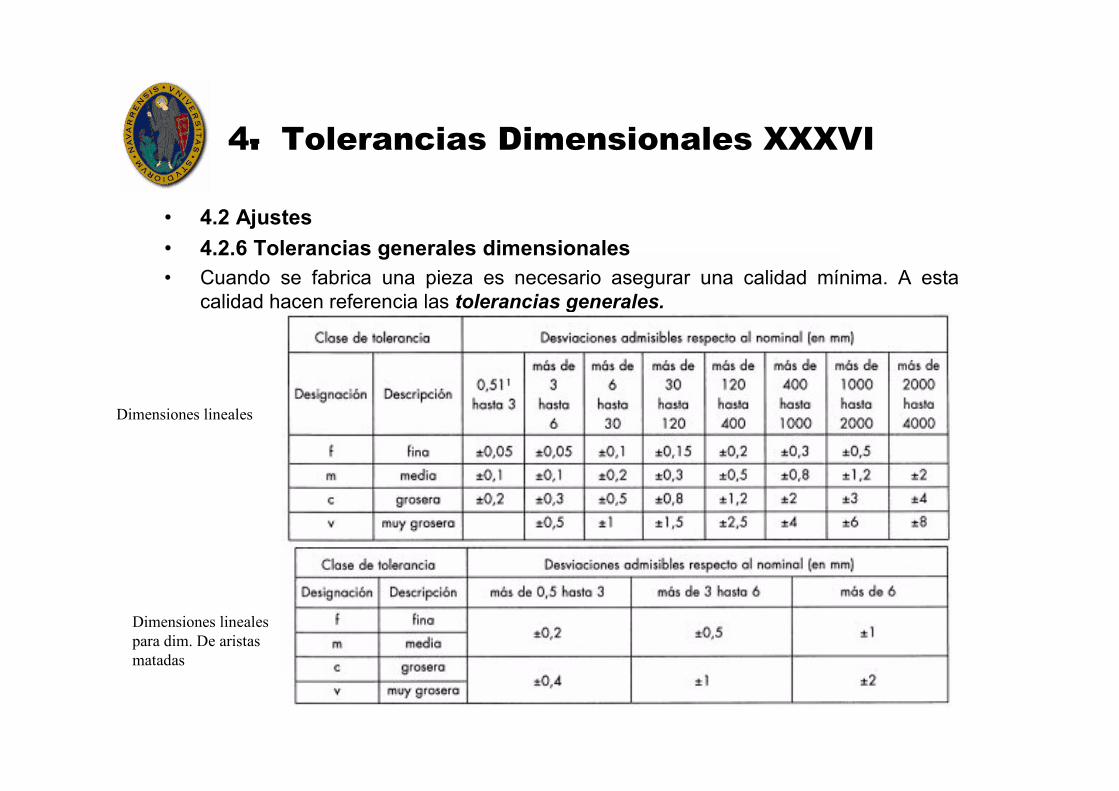
• 4.2 Ajustes• 4.2.6 Tolerancias generales dimensionales• Cuando se fabrica una pieza es necesario asegurar una calidad mínima. A esta
calidad hacen referencia las tolerancias generales.
Dimensiones lineales
Dimensiones lineales para dim. De aristas matadas
4.- Tolerancias Dimensionales XXXVII
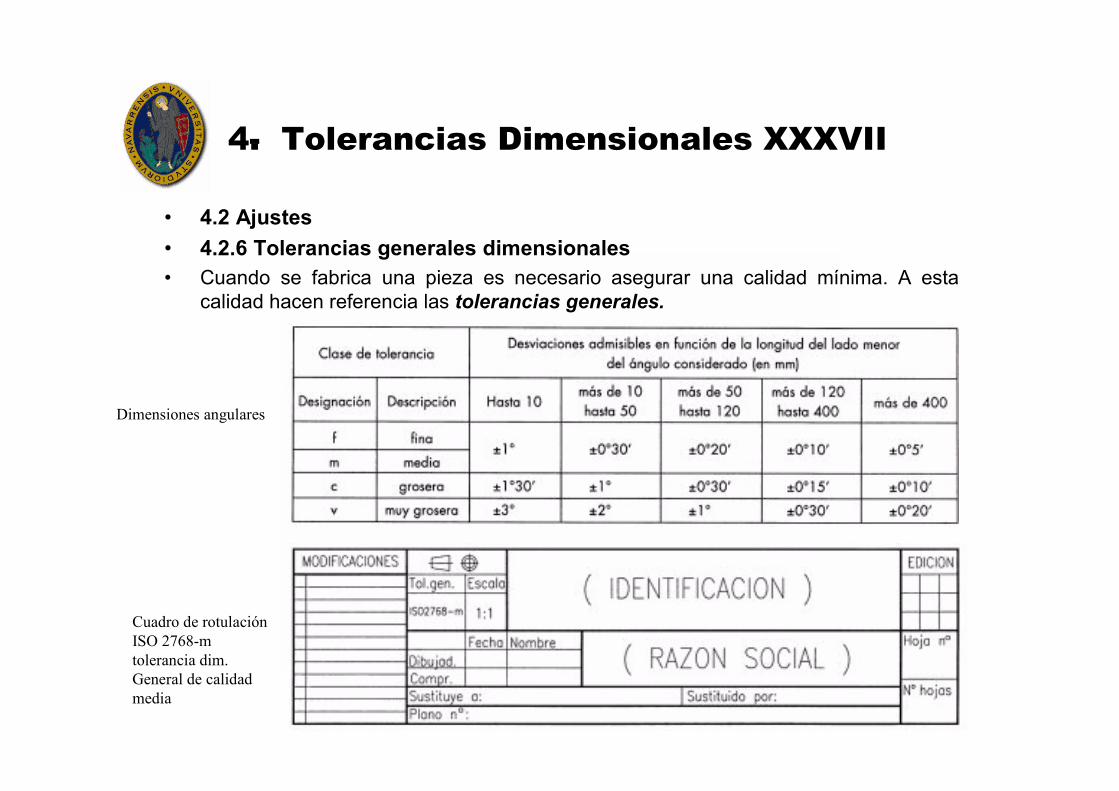
• 4.2 Ajustes• 4.2.6 Tolerancias generales dimensionales• Cuando se fabrica una pieza es necesario asegurar una calidad mínima. A esta
calidad hacen referencia las tolerancias generales.
Dimensiones angulares
Cuadro de rotulaciónISO 2768-mtolerancia dim. General de calidad media





























