Embed Size (px)
Citation preview

UNIVERSIDAD DE ORIENTENÚCLEO DE ANZOÁTEGUI
ESCUELA DE INGENIERÍA Y CIENCIAS APLICADASDEPARTAMENTO DE INGENIERÍA QUÍMICA
PROYECTO DE TRABAJO DE GRADO
“EVALUACIÓN TÉCNICA, ECONÓMICA Y AMBIENTAL DE UN SISTEMA PARA EL REUSO DE ACEITES LUBRICANTES COMO COMBUSTIBLE ALTERNO EN
LOS SECADORES DE MINERAL DE HIERRO DE ORINOCO IRON S.C.S”
Realizado por:
Br. Carlos A. Delgado M. ______________________________Nombre Estudiante Firma
Revisado y Aprobado por:
Ing. Quím. Shirley Marfisi _____________________________Asesor Académico Firma
Ing. Quím. José Navas _____________________________
Asesor Industrial Firma
Barcelona, enero de 2009
PLANTEAMIENTO DEL PROBLEMA

Orinoco Iron S.C.S y Venprecar son empresas dedicas a la producción y comercialización de unidades de hierro metálico briqueteado en caliente, de alta calidad; ambas filiales pertenecientes a Internacional Briquette Holding (IBH). Orinoco Iron, con una capacidad de producción instalada de 2,2 millones de toneladas métricas al año, es actualmente el mayor productor en América de hierro briqueteado en caliente a través del proceso FINMET®, que consiste básicamente en someter los finos del mineral de hierro a un lecho fluidizado que utiliza un gas (rico en hidrógeno y monóxido de carbono) como agente reductor y fluidizador. Venprecar utiliza la tecnología MIDREX®, que permite producir 815.000 toneladas métricas al año de briquetas de hierro compactadas en caliente.
En Orinoco Iron S.C.S y Venprecar, así como en muchas otras empresas, se hace imposible evitar la generación de diversos materiales y desechos que puedan causar daños al medio ambiente y efectos nocivos sobre la salud de los seres humanos si éstos no son manejados adecuadamente, es por ello que las mencionadas filiales de IBH, a través del mejoramiento continuo de sus procesos, asumen un compromiso para evitar y minimizar al máximo los impactos ambientales negativos que ellas generan.
Entre los diferentes desechos y residuos generados por Orinoco Iron y Venprecar están los aceites lubricantes usados (denominados por las siglas ALU) provenientes de los lubricantes de los vehículos y de los diferentes sistemas y equipos industriales de las áreas operativas que conforman el proceso productivo de las mencionadas empresas, que luego de haber perdido las cualidades lubricantes que los caracterizaban se sustituyen, acumulan en trampas de aceite, se almacenan en tanques y después son retirados por una empresa de servicios que se encarga de su disposición final.
Debido a la gran cantidad de aceites usados que se generan en Orinoco Iron y Venprecar y el costo que implica su disposición final, transporte hasta el lugar de gestión autorizado y el interés de aprovecharlos energéticamente como combustible, estas empresas tienen la necesidad de buscar la opción más favorable para el aprovechamiento de este residuo, el cual es considerado como material peligroso recuperable de acuerdo al decreto 2.635 que dicta las normas para el control de la recuperación de materiales peligrosos y el manejo de los desechos peligrosos. Entre las alternativas de gestión integral para los aceites usados, la valorización energética resulta ser la más conveniente, ya que estos aceites por su elevado poder calorífico constituyen uno de los residuos con mayor potencial para ser empleado como carburante; motivo que impulsa a las mencionadas empresas a utilizarlos como combustible alterno en los quemadores que generan los gases calientes que se emplean para secar el mineral de hierro, es decir, en los secadores de lecho fluidizado de Orinoco Iron que actualmente operan con gas natural proveniente de una subestación de PDVSA GAS.
Por otro lado, los aceites lubricantes generados por el sector industrial que son colectados en tambores y luego trasladados a las trampas de aceite, permanecen prácticamente expuestos a la intemperie durante días, antes de ser llevados al sito de almacenamiento temporal (tanques ubicados en el patio de hidrocarburos de Orinoco Iron).
Es importante señalar que el proceso de secado del mineral de hierro depende de los gases calientes obtenidos a partir de la quema del gas natural en las cámaras de combustión, motivo por el cual el simple hecho de contar con un suministro alterno y gratuito de combustible reducirá el consumo de gas natural y generará un ahorro tanto energético como económico, resultando esto muy conveniente ya que el precio del gas natural para Orinoco Iron representa el 25% de los costos de producción.

En vista de que los aceites lubricantes usados se clasifican como uno de los residuos con mayor potencial para ser empleados como combustible, se realizará un estudio de factibilidad técnico, económico y ambiental del reuso de estos aceites, con la finalidad de determinar el tratamiento más idóneo que estos requieran para adecuarlos a las condiciones propias del quemado de un combustible líquido en las cámaras de combustión de la planta de secado de mineral de hierro.
Considerando que estos aceites son clasificados como material peligroso y requieren la aprobación por parte del Ministerio del Poder Popular para el Ambiente (Minamb), según el decreto 2635, se recopilará toda la información técnica que sea necesaria para organizar parte del protocolo exigido y poder, a mediano plazo, iniciar el proceso de quemado de los aceites lubricantes usados en la planta de secado de mineral de hierro como alternativa de disposición final para Orinoco Iron, aprovechando así el valor energético de este residuo. Tal opción implicará el diseño y adquisición de quemadores duales o mixtos y de los equipos adicionales necesarios que conformarían parte del sistema de alimentación de combustible líquido al quemador o directamente a las cámaras de combustión, por lo que se evaluará también la factibilidad de transformar o cambiar el quemador a gas de los secadores a uno dual, sin olvidarse de evaluar los efectos que podría ocasionar el empleo de estos aceites al proceso, a la calidad del producto y al ambiente.
A través de la evaluación planteada, tanto Orinoco Iron como Vemprecar podrán solucionar los problemas inherentes a la gestión de los aceites que desechan, en cumplimiento de las leyes ambientales vigentes, de sus políticas ambientales y al mejoramiento continuo de sus procesos; al evaluar el aprovechamiento energético de este residuo considerado como un material peligroso, lo que devengará a la empresa Orinoco Iron, además de los invaluables beneficios ambientales, un ahorro energético traducido en una reducción de los costos por reducir el consumo del gas natural.

OBJETIVOS
Objetivo General
Evaluar técnica, económica y ambientalmente un sistema para el reuso de aceites lubricantes como combustible alterno en los secadores de mineral de hierro de Orinoco Iron S.C.S.
Objetivos Específicos
1. Recopilar información correspondiente a regulaciones, manejo, tipo y cantidades de aceites lubricantes usados en las empresas Orinoco Iron y Venprecar.
2. Caracterizar las propiedades fisicoquímicas de los aceites lubricantes usados, localizados en el patio de hidrocarburos de la empresa Orinoco Iron.
3. Seleccionar los equipos y su ubicación en el nuevo sistema de alimentación de combustible líquido en los secadores de mineral de hierro de Orinoco Iron S.C.S.
4. Realizar un estimado de costos del sistema propuesto para el reuso de aceites lubricantes como combustible alterno en los secadores.
5. Determinar los efectos positivos y negativos que generaría el reuso de los aceites lubricantes como combustible alterno en los secadores del mineral de hierro, desde el punto de vista técnico, económico y ambiental.

RESUMEN DE CONOCIMIENTOS PREVIOS
1. ANTECEDENTES
Gracias al empleo de lubricantes, la tecnología moderna ha podido mejorar y mantener la eficiencia de sus equipos industriales al reducir la fricción y el desgaste entre sus superficies, pero con el tiempo estas sustancias pierden sus propiedades lubricantes y se transforman en un desecho industrial conocido como lubricante usado, el cual es un material peligroso y si no se maneja correctamente puede impactar negativamente tanto a los seres humanos como al ecosistema. La necesidad por mantener lubricados, tanto a los equipos industriales como a los vehículos automotores, se traduce en un incremento paulatino en los volúmenes de lubricantes usados generados. Tomando en consideración esta problemática, Orinoco Iron y Venprecar, en compromiso por cumplir con la normativa ambiental se plantea evaluar técnica, económica y ambientalmente la factibilidad de implantación de un sistema para el aprovechamiento de aceites lubricantes usados como combustible alterno al gas natural; y para esto servirán de guía algunos trabajos y proyectos similares realizados con anterioridad.
En el año 2009, Alam[1] realizó una evaluación técnica, ambiental y económica de la factibilidad de implantación de un sistema de manejo y tratamiento de materiales y desechos peligrosos en el área del Complejo Industrial Gran Mariscal de Ayacucho (CIGMA), en el cual propuso procedimientos para la incineración de desechos y materiales peligrosos, así como también para el tratamiento de aceites y grasas lubricantes usadas; y de aguas provenientes del tratamiento de aceites y grasas. También determinó los equipos principales necesarios para realizar tales actividades, así como sus costos.
En el 2006, Nuñez[2] realizó una evaluación para determinar cuál, de entre las alternativas de disposición de aceites usados existentes en el mundo, era la más factible para aplicar en la ciudad de Cali (Colombia), y obtuvo que la valorización energética en los hornos de clinker era las más conveniente, ya que la reducción en el consumo de combustibles y en la generación de emisiones de gases CO2, NOX y SO2 convierten a los hornos cementeros en instalaciones ideales donde los aceites usados pueden ser utiliados como combustible alterno sin riesgos.
En el año 2006, Zabala y colaboradores[3] diagnosticaron el estado actual del manejo de los aceites lubricantes usados en Guayaquil, y en base a esto elaboraron un plan técnico para su manejo, así como también analizaron la factibilidad económica de utilizarlos como combustible alterno al bunker en los procesos de diversas industrias del país, resultando que es más factible aprovecharlos energéticamente en las cementeras.
En el 2002, Hernández y Hernández[4] trabajaron con la recuperación de la base lubricante de un aceite lubricante usado por motores de combustión interna a través de una extracción con dióxido de carbono a condiciones supecríticas. Obtuvieron que al caracterizar muestras de aceite nuevo (supra SJ SAE 10-W-30), otra del mismo aceite pero usado y otra de aceite usado pero desconocido; que entre las muestras de aceite ubricante usado los valores de las propiedades fisicoquímicas fueron muy semejantes; mientras que la densidad, viscosidad, contenido de azufre, carbón conradson y el contenido de metales aumentan, el índice de viscosidad, el punto de inflamación y el punto de combustión disminuyen luego de que un aceite lubricante cumple su tiempo de vida útil.
En el año 2001, Gobbi[5] en aras de reducir rápida y eficazmente los miles de metros cúbicos de aceites lubricantes usados en SIDOR, implementó un sistema relativamente sencillo para la

quema éstos en los hornos rotatorios de la planta de cal, aprovechando así su elevado poder calorífico (similar al del fueloil). Dicho sistema consta básicamente de una lanza con una boquilla aspersora en uno de sus extremos, la cual fue insertada en el horno de tal forma que alimentara una neblina de aceite paralela a la llama generada por el quemador, mientras que el otro extremo se conectó una bomba, una válvula de sobrepresión, a dos filtros dúplex y a un tanque; todos interconectados entre ellos a través de tuberías de tal manera que se asegurara la correcta y completa combustión del lubricante desgastado inyectado al horno.
En el 2002, Gobbi[6] presentó los resultados obtenidos de la caracterización tanto de los aceites hidráulicos y lubricantes recuperados en SIDOR como de las emisiones de chimenea, obtenidas durante las pruebas de aprovechamiento de dichos aceites como combustible en los hornos rotatorios de planta de cal; con lo que determinó que los aceites además de no afectar la calidad del producto final, no presentaron en su composición elementos químicos en concentraciones suficientes que puedan dar origen o servir de precursores en la formación de contaminantes secundarios a nivel de las emisiones. Tales resultados demostraron que los aceites recuperados cumplen con las normas para el control de la recuperación de materiales peligrosos y el manejo de los desechos peligrosos, en cuanto al aprovechamiento como combustible (artículo 13, numeral 1 y 3 del Decreto N° 2635), así como también cumplen con las normas sobre calidad del aire y control de la contaminación atmosférica establecidas en el Decreto 638.
2. DEFINICIÓN DE TÉRMINOS
Aceite lubricante: sustancias que son usadas para alterar la naturaleza de la interacción, reducir la fricción y el desgaste entre dos superficies en movimiento relativo. Los lubricantes líquidos, son el segmento de sustancias de mayor uso en la actualidad y se clasifican dependiendo de la fuente de procedencia de los aceites básicos empleados en su formulación en: lubricantes naturales, minerales, sintéticos y re-refinados.[7]
Aceite lubricante usado (ALU): es el residuo que genera la utilización de aceites lubricantes para automoción y para usos industriales. Los aceites usados son una mezcla de hidrocarburos procedentes del petróleo con restos de los aditivos que se les añadieron para realizar la función de lubricación, así como agua, disolventes y otros contaminantes adquiridos durante su utilización.[8]
Aceite lubricante usado grado automotriz (ALUa): son todos aquellos aceites y lubricantes que como resultado de su uso en motores de combustión dinámicos, diferenciales y transmisiones automáticas o manuales, han perdido sus propiedades originales.Aceite lubricante usado grado Industrial (ALUi): son todos aquellos aceites y lubricantes usados que, como resultado de su uso en maquinarias, prensas, transformadores, compresores, sistemas hidráulicos, sistemas de intercambio de calor, engranajes, motores de combustión estacionarios entre otros, han perdido sus propiedades originales.Valorización energética: proceso que incluye la eliminación del agua y partículas sólidas para que el aceite usado pueda ser utilizado como combustible alternativo en procesos industriales, sustituyendo a los combustibles fósiles. En estos casos sólo se aprovecha el poder calorífico del aceite usado, despreciándose su capacidad para ser regenerado. Este puede ser mezclado con fueloil (en calderas industriales y hornos de cemento) ya sea por combustión directa o con pre-tratamiento del aceite (separación de agua y sedimentos).[9,10]
Material peligroso: sustancia o mezcla de sustancias que por sus características físicas, químicas o biológicas sea capaz de producir daños a la salud, a la propiedad o al ambiente.

Incluye los materiales peligrosos recuperables (artículo N° 9 de la Ley sobre sustancias, materiales y desechos peligrosos).[11]
Material peligroso recuperable: es un material que reviste características peligrosas, que después de servir a un propósito específico todavía conserva propiedades físicas y químicas útiles y, por lo tanto, puede ser reusado, reciclado, regenerado o aprovechado con el mismo propósito u otro diferente (artículo N° 3 del Decreto 2.635).[12]
Estudio técnico: análisis técnico-operativo para la evaluación de proyectos. Además de verificar la posibilidad técnica de la implantación del mismo, tiene por objeto analizar y determinar el tamaño y localización óptima, los equipos, las instalaciones y la organización de requerimientos para la realización del proyecto que se pretende. En resumen, pretende resolver las preguntas referentes a: dónde, cuánto, cuándo, cómo, y con qué producir los que se desea, por lo que el aspecto técnico operativo de un proyecto comprende todo aquello que tenga relación con el funcionamiento y la operatividad del propio proyecto. [13]
Estudio económico: este análisis económico pretende determinar el monto de los recursos necesarios para la realización del proyecto, cual será el costo total de la operación de los equipos involucrados; y su objetivo es ordenar y sistematizar la información de carácter monetario proporcionadas por el estudio técnico y elaborar cuadros analíticos que sirven de base para la evaluación económica.[13]
Evaluación económica: el estudio de la evaluación económica es la parte final de toda secuencia de análisis de la factibilidad de un proyecto y esta parte propone describir los métodos actuales de evaluación que toman en cuenta el valor del dinero a través del tiempo, como son la tasa interna de retorno o rendimiento y el valor presente neto; anotando sus limitaciones de aplicación. Esta parte es muy importante, pues es la que al final permite decidir la implantación del proyecto.[13]
3. DESCRIPCIÓN DEL PROCESO DE LA PLANTA DE SECADO DEL MINERAL DE HIERRO DE ORINOCO IRON S.C.S.
El secado del mineral de hierro tiene por objeto remover la humedad relativa del mismo antes de incorporarlos al sistema de reactores de forma continua y oportuna. Durante el transporte del mineral húmedo al proceso, figura 1, las partículas de mineral mayor o igual a 3/4” son separadas en un sistema de cribado húmedo, previamente se le alimenta remet (indicar que es) al mineral de hierro húmedo. Posteriormente, la mezcla de mineral cribado es descargado desde la correa de transferencia de mineral hacia las tolvas de óxido que alimentan a los secadores de lecho fluidizado, en donde es removido el agua libre en un rango de temperatura de 120-130 °C.[14] Los gases de combustión, provenientes del horno secador, arrastran los ultrafinos hacia un sistema de purificación de gases (figura 1), que tiene por objeto remover el exceso de mineral de hierro arrastrado por los gases. Durante el secado del mineral, los gases de combustión junto con el aire de fluidización son succionados mediante un tiro negativo, realizado por un ventilador del lavador de gases; junto con los gases las partículas mas finas del lecho son arrastradas y separadas del gas a través de tres etapas de purificación, para luego reintegrarlos al proceso.

Figura 1. Diagrama de la Planta de Secado de la empresa Orinoco Iron S.C.S. [14]

En la primera etapa de separación o purificación de gases y finos, se separa la mayor cantidad de partículas gruesas por acción de unos baffles, en la segunda etapa una cámara multiciclónica retira en mayor proporción las partículas finas que luego se almacenan en los silos de ultrafino seco para su posterior despacho y en la tercera etapa de limpieza, un lavador de gases (depurador venturi) reduce el polvo a niveles aceptables mediante el lavado y enfriamiento de los gases con agua de baja presión, para luego descargarlos a la atmósfera.[14]
El mineral a la salida de los secadores, con un contenido de humedad menor que 0,2% es acarreado al sistema de cribado y molienda, donde las partículas de mineral mayor que ¼” (7,1 mm) son separadas por un sistema de cribado y luego son enviadas al sistema de molienda para una posterior realimentación al sistema de cribado. Junto con el material de tamaño menor que 7,1 mm, una corriente de remet es mezclado antes de ser enviado al sistema de reactores. Posteriormente, dicha mezcla es enviada a través de un sistema de cintas transportadoras hasta almacenarlos en los silos de óxido seco (storages bin).[14]
4. COMBUSTIBLES LIQUIDOS COMO SUMINISTRO ALTERNO AL GAS NATURAL
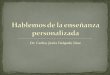
El manejo de combustibles líquidos, como suministro alterno al gas metano, implica la adquisición de quemadores duales o mixtos (figura 2) y/o la instalación de equipos adicionales en el sistema de alimentación de combustible, como se muestra en la figura 3.[15]
Figura 2. Esquemático de un quemador dual.[15]
Los quemadores duales tienen la capacidad de consumir alternativamente gas metano y gasoil o gas metano y fueloil. La combustión de estos líquidos requiere de una técnica distinta a la empleada para la quema de gases. Para lograr una buena mezcla entre las moléculas de aire y el combustible líquido se necesita atomizadores que dispersen el carburante en gotitas muy finas para incrementar la superficie de contacto entre el combustible y el aire. La atomización del líquido se realiza, generalmente, por intermedio de boquillas de atomización, las cuales utilizan presión, o fricción con otro fluido. Cuando la dispersión del combustible se lleva a cabo por fricción con otro fluido se utiliza aire o vapor de agua como atomizante. También existen boquillas de atomización (figura 4) por efecto centrífugo y por vibración con empleo de ultrasonido.[15]

Figura 3. Representación esquemática de la alimentación alterna de un combustible líquido, en este caso gasoil, a un quemador dual.[15]
Figura 4. Esquemática de boquillas y acción atomizadora por presión y por fricción.[15]
Por otro lado, al manejar un combustible líquido muy espeso, como el fueloil se requiere mantener el nivel de viscosidad del fluido a condiciones apropiadas para su transporte dentro de la tubería de alimentación, así como para facilitar la formación de gotitas en las boquillas de alimentación. Para esto, se debe precalentar el combustible en el tanque de almacenamiento y se

colocan bombas de recirculación que mantienen el líquido precalentado en un lazo previo a la línea de alimentación del quemador.[15]
4.1 Consideraciones para el manejo de combustibles líquidos como combustible alternoAl elegir un combustible líquido como combustible alterno, la primera consideración es evaluar la factibilidad técnica-económica de transformar un quemador a gas en un quemador dual. Existen marcas de quemadores que suministran paquetes de conversión para sus modelos. Por otro lado, no todos los quemadores son factibles de transformar. Si se decide por la adquisición de un quemador dual, parte del proceso de transformación se facilita, ya que el conjunto compuesto por refractarios, boquillas, bujías de encendido, bombas, etc., es suministrado por el proveedor y está diseñado para los requerimientos de la aplicación. No obstante, deben considerarse los siguientes aspectos:[15]
Impacto ambiental: los combustibles líquidos requieren un tratamiento especial para lograr una combustión completa. Es frecuente la emisión de humo e inquemados a través de las chimeneas, originados por problemas en la atomización o fluidez del combustible. Adicionalmente, poseen mayores proporciones de azufre y minerales disueltos, por lo cual debe revisarse la afectación de las regulaciones ambientales para cumplir los parámetros exigidos por las leyes.
Periodos de almacenamiento: los combustibles líquidos tienden a deteriorarse con el almacenamiento prolongado. Se produce la sedimentación, se forman hongos o se contaminan con agua. Por tanto, debe establecerse un programa de mantenimiento, cambio y logística de suministro con el fin de contar con la calidad y cantidad necesaria para el momento en que se necesite.
Pruebas periódicas: en la tubería y orificios por donde se transporta el combustible líquido se depositan partículas y se sedimentan porciones del carburante. Este efecto restringe el paso de los fluidos bloqueando válvulas y orificios. Para evitar problemas al momento de la utilización, es importante hacer pruebas periódicas con el sistema alterno, o limpiar las tuberías con un barrido de aire una vez finalizada la alimentación del combustible líquido.
Cambios de eficiencia térmica: el empleo de combustibles líquidos incrementa la eficiencia térmica de la combustión, con mayor emisión de calor por radiación y menos presencia de vapor de agua en los gases de combustión. Por lo general, este efecto es positivo en todos los procesos, sólo pueden presentarse inconvenientes en los refractarios, especialmente en tubos radiantes.
Calentamiento por radiación: la transferencia de calor por radiación varía de un combustible a otro. Por tanto, debe evaluarse el efecto del cambio de combustible en los requerimientos de calor por radiación.
Capacidad de manejo de calor del refractario: el sitio destinado para la combustión está diseñado para manejar cierto nivel de temperatura. El cambio de combustible puede afectar la temperatura del recinto de combustión, pudiendo dañar el refractario.
Consumo de energía y tubería adicional: el manejo de combustibles líquidos requiere de quipos adicionales como bombas, compresores y calentadores para el transporte del carburante y/o aire de atomización, los cuales requieren suministro eléctrico. Adicionalmente, se necesita tubería extra para el transporte de líquidos y del aire o vapor de atomización.

DESARROLLO DEL PROYECTO
Para cumplir con los objetivos de este proyecto de investigación, es necesario ejecutar en secuencia cada una de las etapas dispuestas a continuación:
ETAPA 1: Revisión bibliográficaEsta etapa inicial comprende la revisión de distintas bibliografías (textos, manuales, revistas especializadas, trabajos de investigaciones, páginas Web, entre otras fuentes), relacionadas con la valorización energética de los aceites usados y de materiales peligrosos recuperables, así como también todo lo referente al decreto 2.635 para “El control de la recuperación de materiales peligrosos y el manejo de los desechos peligrosos”, el decreto 638 para las “Normas sobre calidad del aire y control de la contaminación atmosférica”; asi como también se estudiará detalladamente el proceso, funcionamiento y condiciones de las plantas involucradas.
Tiempo estimado: Veintiséis semanas
ETAPA 2: Recopilar información correspondiente a regulaciones, manejo, tipo y cantidades de aceites lubricantes usados en las empresas Orinoco Iron y VenprecarEn esta parte del proyecto se recolectará toda información sobre la gestión que se le da a los aceites que se usan en las instalaciones de la empresa una vez expirado el tiempo de vida útil de éstos, es decir, desde el punto de generación hasta el lugar de almacenamiento temporal; esto con intenciones de realizar el seguimiento a los aceites usados y así poder detectar posibles fallas que podrían afectar sus propiedades y contaminarlos. También se determinará la tasa de generación de los aceites en los últimos años en la empresa Orinoco Iron, revisando documentos referentes a las cantidades que han sido entregadas a la empresa que se encarga de su disposición final.
Tiempo estimado: Ocho semanas
ETAPA 3: Caracterizar las propiedades fisicoquímicas de los aceites lubricantes usados, localizados en el patio de hidrocarburos de la empresa Orinoco IronPara lograr esto, en primera instancia se requerirá programar la toma de diversas muestras representativas de los aceites usados que están almacenados en algunos de los tanques ubicados en el patio de hidrocarburos de Orinoco Iron S.C.S. Esto con la intención de determinar a través de ensayos de laboratorio las propiedades físicas y químicas más resaltantes de un combustible; y una vez obtenido los resultados se procederá a compararlos con los valores típicos de los combustibles y se comprobará si estos aceites cumplen o no con las condiciones exigidas por el decreto 2.635. Entre las propiedades a determinar están: el punto de inflamación y de combustión, la densidad, el punto de fluidez, la viscosidad, tendencia a la formación de carbón, la gravedad ºAPI y el poder calorífico.
Tiempo estimado: Ocho semanas
ETAPA 4: Seleccionar los equipos y su ubicación en el nuevo sistema de alimentación de combustible líquido en los secadores de mineral de hierro de Orinoco Iron S.C.S.En esta parte del proyecto se realizará un estudio técnico que comprende el análisis y determinación del tamaño y de la localización óptima de un sistema para la quema de aceites usados en las cámaras de combustión de los secadores de mineral de hierro en Orinoco Iron, en

vista que el combustible actual usado es gaseoso. Previamente, se determinará si el proceso será manual o automatizado, para posteriormente realizar el análisis y la selección de los equipos necesarios, en concordancia con la tecnología seleccionada; para después proponer la distribución física de tales equipos en la planta de secado de mineral. Todo lo anterior se realizará sin olvidar a lo largo del estudio las legislaciones ambientales que rigen la reutilización de los aceites lubricantes usados como combustible. La determinación de la organización humana, el análisis de disponibilidad de aceites usados y de los costos de adecuación del mismo, así como la identificación y descripción del proceso a través de la realización de la filosofía de funcionamiento y operatividad, diagramas de bloque y de flujo; también forman parte de las actividades a realizar en esta etapa del proyecto.
Tiempo estimado: Siete semanas
ETAPA 5: Realizar un estimado de costos del sistema propuesto para el reuso de aceites lubricantes como combustible alterno en los secadoresPara la realización de esta etapa se realizará un estudio económico a fin de determinar el valor de los recursos necesarios para la implantación del sistema de inyección de aceites lubricantes usados como combustible alterno, así como el costo total de operación del mismo; ordenando y sistematizando toda la información de carácter monetario obtenida en ésta y en las anteriores etapas. Se demostrará si la inversión a realizar será económicamente rentable o no, para lo cual se recurrirá a las matemáticas financieras para el análisis de la información colectada en el estudio económico.
Tiempo estimado: Cinco semanas
ETAPA 6: Determinar los efectos positivos y negativos que generaría el reuso de los aceites lubricantes como combustible alterno en los secadores del mineral de hierro, desde el punto de vista técnico, económico y ambientalCon los resultados y conocimientos adquiridos en las etapas anteriores se procederá a derivar cuada uno de los efectos técnicos, económicos y ambientales que podrían generarse al adaptar el sistema de quema de aceites usados a los hornos secadores de la planta de secado de mineral de Orinoco Iron S.C.S., dichos efectos servirán de complemento para la toma de decisiones sobre la implantación del proyecto.
Tiempo estimado: Cuatro semanas
ETAPA 7: Redacción de trabajo de gradoLuego de haber recopilado toda la información en las distintas etapas antes mencionadas, se procederá a realizar la organización, redacción y análisis de los resultados y a partir de çestos generar las respectivas conclusiones y recomendaciones que permitan la culminación del proyecto.
Tiempo estimado: Ocho semanas

CRONOGRAMA DE ACTIVIDADES
“EVALUACIÓN TÉCNICA, ECONÓMICA Y AMBIENTAL DE UN SISTEMA PARA EL REUSO DE ACEITES LUBRICANTES COMO COMBUSTIBLE ALTERNO EN LOS SECADORES DE MINERAL DE HIERRO DE ORINOCO
IRON S.C.S”
Nº ACTIVIDADES septiempbre octubre noviembre diciembre enero febrero marzo
1 2 3 4 5 6 7 8 910
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25 26
1 Revisión bibliográfica
2
Recopilar información correspondiente a regulaciones, manejo, tipo y cantidades de aceites lubricantes usados en las empresas Orinoco Iron y Venprecar.
3
Caracterizar las propiedades fisicoquímicas de los aceites lubricantes usados, localizados en el patio de hidrocarburos de la empresa Orinoco Iron.
4
Seleccionar los equipos y su ubicación en el nuevo sistema de alimentación de combustible líquido en los secadores de mineral de hierro de Orinoco Iron S.C.S.
5
Realizar un estimado de costos del sistema propuesto para el reuso de aceites lubricantes como combustible alterno en los secadores
6
Determinar los efectos positivos y negativos que generaría el reuso de los aceites lubricantes como combustible alterno en los secadores del mineral de hierro, desde el punto de vista técnico, económico y ambiental
7 Redacción del Trabajo de Grado
Realizados por: Carlos DelgadoFecha de inicio: 14/09/2009 Fecha de culminación: 15/03/2009

TÉCNICAS A UTILIZAR
El desarrollo de este proyecto requiere el empleo de diversas técnicas, con el fin de facilitar la adquisición de datos y conocimientos de interés relacionados con el tema de estudio. A continuación se describen las mismas.
Decantación gravitacional: se deja reposar las muestras de aceite contaminado por un lapso de 24 horas aproximadamente, para observar la separación del agua y sedimentos de los aceites, y de ser necesario proceder a retirar el sobrenadante.
Gravedad API (ASTM D 1298): a través de este ensayo se determinará con el empleo del hidrómetro adecuado la gravedad API de las muestras de aceite tomadas.
Centrifugación (ASTM D 96): con esta prueba se determinará el porcentaje de agua y sedimentos en las muestras de aceite contaminado.
Medición de la densidad (método del picnómetro ASTM D-100): por diferencia de pesada y conocido el volumen del picnómetro se determiná la densidad del combustible.
Viscosidad Saybolt Universal y/o Fural (método ASTM D 88): se refiere a los procedimientos empíricos para determinar la viscosidad en aceites lubricantes. Para aceites muy viscosos se utiliza un orificio furol y para aceites con valores bajos y medios de viscosidad se utiliza un orificio universal.
Destilación de productos de petróleo (método ASTM D 86-67/IP 123): a partir de un destilador atmosférico se evaluarán los cortes de los aceites usados, generados en planta, según sus puntos o intervalos de ebullición para luego introducirlos en el simulador HYSYS 3.2 y así obtener una caracterización.
Copa abierta Cleveland (ASTM 92): para crudos y derivados con temperaturas de inflamación superiores de 175 °F, la primera llama indica el punto de inflamación y la segunda el punto de combustión.
Punto de fluidez (MÉTODO ASTM D 97): se acondiciona un baño con hielo seco y se sumergen las muestras. El punto de fluidez se consigue cuando, al inclinar el fluido, si éste no moja las paredes del tubo el flujo del fluido se detiene y se reporta la tempertaura de fluidez.
Calor de combustión (ASTM D 240): el calor de combustión es medido quemando una pequeña cantidad de combustible en un recipiente aislado llamado calorímetro.
Método Conradson (ASTM D 189): se emplea para determinar la tendencia de un aceite combustible a formar residuos de carbón.
Espectrometría de emisión de plasma (ICP-OES): esta técnica determina y cuantifica los metales presentes en las muestras de aceites lubricantes.
Visitas de campo: para la familiarización con el proceso se realizarán inspecciones en campo, lo que conlleva a realizar el seguimiento que tienen los aceites una vez acabada las propiedades que los hacían operativos, así como también el funcionamiento de los secadores de lecho fluidizado y demás equipos y áreas involucradas al secado del mineral de hierro. También se estudiarán diagramas de proceso de cada etapa, líneas de flujo y todo lo concerniente a los distintos sistemas; en este orden de ideas, se realizará una visita a la planta de cal de SIDOR, la cual consta de un sistema de alimentación de aceites usados en los hornos rotatorios de la mencionada planta.

EQUIPOS, MATERIALES, SUSTANCIAS Y HERRAMIENTAS
EQUIPOS-Balanza electrónica, marca Symmetry, modelo PA 120, apreciación ± 0,0001g.-Decantador mecánico de 6 m3.-Centrífuga, marca WESTFALIA, modelo OTC2.-Horno, marca Memmert, temperatura máxima 200°C.-Aparato Tag con copa cerrada.-Calorímetro con chaqueta de vacío.-Dynamic Centrífuge, marca Clay Adams, velocidad máxima: 1500 rpm.-Baño Termico, marca Polytherm, tipo Py4, temperatura máxima alcanzada: 212°F.-Viscosímetro Saybolt con y/o Furol.-Equipo de destilación.-Baño de enfriamiento.-Baño de arena.-Chimenea.-Espectrómetro de emisión de plasma (ICP-OES).
MATERIALES-Termoregulador.-Agitador.-Calentadores.-Protector de tres caras rectagulares, 46 cm x 61 cm de largo.-Bomba de metal.-Hidrómetros de varias escalas.-Cilindros graduados de 5, 10, 50, 100 y 500 ml.- Balón aforado de 100 ml.-Matraz erlenmeyer de 400 ml.-Tapones de goma.-Crisol de porcelana.-Crisol metálico.-Propipetas.-Pipetas volumétricas de 10, 25 ml.-Alambre fusible.-Cápsula.-Tubos centrífugos con capacidad de 10 ml.-Termómetros escala de [-5,215+]°F y de apreciación ± 0,1°F.-Picnómetro de vidrio de 50 ml.-Cronómetro graduado, apreciación ± 0,01 s.-Frasco recolector de 60 ml.-Soporte universal.-Mechero o manta de calentamiento.
SUSTANCIAS- Aceites lubricantes usados.

-Agua destilada.-5 kg de hielo seco.-Xileno.-Heptano, hexano u otro líquido transparente.-Solución de carbonato de sodio.-Oxígeno puro presurizado.-Pelets de ácido benzóico
Los equipos, materiales y sustancias a utilizar se encuentran en su mayoría disponibles en el laboratorio de Hidrocarburos del Departamento de Ingeniería Química, a excepción del espectrómetro de emisión de plasma, el cual se encuentra en los laboratorios de la empresa Orinoco Iron, y de las muestras a evaluar las cuales serán recogidas directamente de tres de los tanques ubicados en el patio de hidrocarburos usados de la mencionada empresa. También se utilizará el Simulador Hysys 3.2.

BIBLIOGRAFÍA CITADA
1. Milena, A., “Evaluacion técnica, ambiental, y económica de la factibilidad de implantación de un sistema de manejo y traamaiento de materiales y desechos peligrosos en el area del complejo ndustrial Gran Mariscal de Ayacucho (CIGMA)” Tesis de grado, departamento de Ingienería Química, UDO, Barcelona (2009).
2. Nuñez, M., “Aceite usado generado por motores en la ciudad de Cali. Alternativas de uso”. Articulo técnico. Enero (2006). Disponible en: http://www.ingenieroambiental.com/4014/motores.pdf
3. Paz, R., Zabala, G., Serrano, C., Carlozama, J., Vera, J., Auhing, L. Manzano, I. , Ojeda, K., Manzano, I., Bravo, J. y Namara, S., “Factibilidad del manejo ambientalmente correcto (MAC) de los residuos aceitosos en Guayaquil”. Escuela Superior Politecnica del Litora, Guayaquil, Ecuador. Julio (2006). Disponible en: http://www.basel.int/centers/proj_activ/tctf_projects/019.pdf
4. Hernández, E. y Hernández, J., “Recuperación de aceite lubricante usado de motores de combustión interna mediante dióxido de carbono supercritico”. Tesis de grado, departamento de Ingienería Química, UDO, Barcelona (2002).
5. Gobbi, R., “Acondicionamiento del sistema para la alimentación de aceites usados en planta de cal”. Manual SIDOR, Gerencia General de Ingeniería y Medio Ambiente, sector Matanzas, Puerto Ordaz, Edo. Bolívar, Venezuela. (2001).
6. Gobbi, R., “Caracterización de los aceites usados como combustible y de las emisiones de chimenea en los hornos rotatorios de planta de cal”. Manual SIDOR, Gerencia general de ingeniería y medio ambiente, sector Matanzas, Puerto Ordaz, Edo. Bolívar, Venezuela. (2002).
7. Cabrera, D., “Los lubricantes: definiciones, usos y aplicaciones”. Primera Edición. Editorial Ediciones Z, C.A., Venezuela (2006).
8. Arner, A., Barberán, R. y Mur, J., “La política de gestión de residuos: Los aceites usados”. Revista de economía aplicada, ISSN 1133-455X, Vol. 14, Nº 42, 2006 , pags. 81-100 Disponible en:http://dialnet.unirioja.es/servlet/articulo?codigo=2255107&orden=118503&info=link
9. Martínez, J., “Guía para la gestión integral de Residuos peligrosos”. Editorial Red de Centros, Tomo II, Uruguay (2005). Disponible en: http://www.basel.int/centers/proj_activ/stp_projects/08-03.pdf
10. Rie “Los aceites industriales usados se pueden re-aprovechar en diferentes procesos”. Chile (2007). Disponible en: http://rie.cl/?a=121936

11. Gaceta oficial extraordinaria de la República de Venezuela N° 5.554, “Ley sobre sustancias, materiales y desechos peligrosos”, Caracas (2001).
12. Gaceta oficial extraordinaria de la República de Venezuela N° 5.245, “Decreto 2.635: Normas para el control de la recuperación de materiales peligrosos y el manejo de desechos peligrosos”, Caracas (1998).
13. Baca, G., “Evaluación de proyectos”. Quinta edición. Editorial Mc Graw Hill, México (2008).
14. Orinoco Iron “Gestión de fabricación”. Manual, Departamento de operaciones, Orinoco Iron, Matanzas, Edo. Bolívar, Venezuela.
15. PDVSA-GAS. “Suministro Alterno”. Boletín técnico Nº4.

BIBLIOGRAFÍA ADICIONAL
• Xavier, E., “Valorización energética de residuos” (2009). Disponible en: http://www.cnpml.org/html/archivos/Ponencias/Ponencias-ID68.pdf
• Marfissi, S. y Meneses, N., “Manual de Laboratorio Propiedades de los Hidrocarburos”. Departamento. Ingeniería Química y de Petróleo, Universidad de Oriente, Barcelona (2009).
• Martínez, J., “Guía para la gestión integral de Residuos peligrosos”. Editorial Red de Centros, Tomo I, Uruguay (2005). Disponible en: http://www.basel.int/centers/proj_activ/stp_projects/08-02.pdf
• Sapag, N. y Sapag R., “Preparación y evaluación de proyectos”. Cuarta edición. Editorial Mc Graw Hill, México (2006).
• Montoro, L., “Contribución al desarrollo y mejora de técnicas para la detección y análisis de partículas metálicas y contaminantes en aceites lubricantes usados”. Tesis Doctoral. Universidad Politecnica de Valencia. Valencia (2005). Disponible en: http://dspace.upv.es/xmlui/bitstream/handle/10251/1875/tesisUPV2208.pdf?sequence=1
• Marañon, M., “Eliminación de un aceite residual industrial” Revista técnica. Ingeniería química, ISSN 0210-2064, Nº 361, 1999 , pags. 408-424. Disponile en: http://www.autoprofesional.com/html/files/pdf/amb/iq/361/35articulo.pdf
• Kiely, G., “Ingeniería ambiental: fundamentos, entornos y sistemas de gestión”. Volumen III. Editorial Mac Graw Hill, Madrid (1999).
• Gaceta Oficial Extraordinario de la República Venezuela Nº 4.899 “Decreto 638: Normas de la calidad del aire y control de la contaminación atmosférica”, Caracas (1995).
• Gaceta oficial de la República de Venezuela N° 4.358, “Ley penal del ambiente”, Caracas (1992).
• Duek, J., “Metodologia para la evaluación de impactos ambientales”. Primera edición, Contemporánea de Ediciones, Caracas. (1982).
• Gaceta oficial de la República de Venezuela N° 31.004, “Ley orgánica del ambiente”, Caracas (1976).
• Marfissi, S., “Pruebas utilizadas para el control de calidad de los combustibles”. Departamento de petróleo, Universidad de Oriente, Barcelona.