Embed Size (px)
DESCRIPTION
plastics processing
Citation preview

1CORPORATE TRAINING AND
PLANNING

Rotational moulding is a process of making hollow articles.
The part is formed inside a closed female mould.
In this process the mould rotates biaxially during heating and cooling cycle.
Rotational moulded pieces are stress free because the pieces are produced without any external pressure.
The Process requires relatively in expensive equipment and exerts on only small pressure on the material being formed.
2CORPORATE TRAINING AND
PLANNING

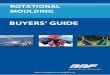
The principle of the process is that finely divided plastic material becomes molten when comes in contact with hot metal surface of the mould and takes up the shape of that surface.
As only female mould is used, the only pressure exerted are those induced by gravity and centrifugal force.
3
PRINCIPLE
CORPORATE TRAINING AND PLANNING

4
• The polymer is then cooled while still in contact with the metal mould to get the solid copy of the surface.
• Rotational moulding permits to make a wide variety of fully and partially closed items.
CORPORATE TRAINING AND PLANNING

5CORPORATE TRAINING AND
PLANNING

6CORPORATE TRAINING AND
PLANNING

Advantages
The major advantage of rotational moulding as compared to other plastic moulding processes is that it can make very large parts.
It requires comparatively low cost input.
The products are stress free with strong out side corners. There are no sprue or gate marks.
7CORPORATE TRAINING AND
PLANNING

The external dimensional details can be easily moulded with better surface glossiness.
The colour changes in the product can be made easily. Similarly mould changes can also be done rapidly.
Multilayer moulding is also possible for providing chemical resistance and strength to the part.
8CORPORATE TRAINING AND
PLANNING

Good control over wall thickness variation is also achievable as compared to blow moulding or thermoforming.
Moulding can be done with metal inserts and minor undercuts.
No scrap or very little scrap is produced.
Low tooling cost.
9CORPORATE TRAINING AND
PLANNING

The moulding cycles are longer compared to blow moulding and thermoforming.
In case of big parts loading and unloading is very labour intensive.
The process is not suitable for parts with wall thickness less than 0.03”.
The conversion of plastic granules to powder form increases the equipment and process cost.
10
DISADVANTAGES
CORPORATE TRAINING AND PLANNING

11
1. It is an open moulding process and so there are no cores inside the hollow parts
2. Surface details and dimensions can only be provided and controlled on the side of the part.
3. The process requires heating and cooling of not only plastic material but also the mould as well.
4. The long heating cycle increase the possibility of thermal degradation.
LIMITATIONS
CORPORATE TRAINING AND PLANNING

12
5. It is not suitable for materials with less heat resistant to withstand the long heating cycle.
6. The material must be capable of being pulverised into fine powder that flows like liquid.
7. Removal of plastic sticking onto the surface of cavity requires careful application of mould release agent.
CORPORATE TRAINING AND PLANNING

13
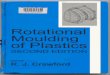
• Loading
• Heating & Moulding
• Cooling
• Unloading
CORPORATE TRAINING AND PLANNING

14CORPORATE TRAINING AND
PLANNING

LOADING
This step includes weighing of the charge for a particular product then transferring it to the open cold mould.
The mould surface usually coated with a mould releasing agent.
The raw material can be in the form of powder or liquid state.
15CORPORATE TRAINING AND
PLANNING

16
• The wall thickness can be controlled by varying the amount of raw material charged.
• After the material is charged the mould is closed and clamped to the arm of the machine.
• Then the mould is moved to an oven for heating
CORPORATE TRAINING AND PLANNING

HEATING & MOULDING
The mould fixed to the arm now moved to a closed chamber where it undergoes intense heating.
During heating the mould rotates in two planes perpendicular to each other.
The rotational speed varies in the range of 0-40 rpm on minor & 0-12 rpm on the major axis.
4:1 ratio is the most commonly used for symmetric article.
17CORPORATE TRAINING AND
PLANNING

For moulding unsymmetrical products a wide variability of ratios is necessary.
The revolving motion distributes the plastic material uniformly over the inside surface of the mould.
The plastic material fuses into layers to form a hollow article.
In case of hot air oven the temperature should be between 200ºc to 500ºc.
18CORPORATE TRAINING AND
PLANNING

The moulding cycle time varies from 2 to 20 minutes depending upon the wall thickness of the article.
The wall thickness can vary from 2 to 12mm or more.
The heating chamber should be large enough to house the mould and rotate it freely.
19CORPORATE TRAINING AND
PLANNING

For cooling the mould is transferred to the cooling station while still rotating.
The cooling should be made as quickly as possible to avoid the plastic part to shrink away form the mould.
Otherwise the part will get distorted.
Cooling can be done by air or water. To provide faster cooling cold water is sprayed over the mould.
20
COOLING
CORPORATE TRAINING AND PLANNING

After cooling the mould is transferred to the unloading station.
In this step the mould is opened and the cooled part is taken out.
It can be done manually or with mechanical assistance.
The ejection can also be done by forced air.
The mould is cleaned and the charge is loaded for the next cycle.
21
UNLOADING
CORPORATE TRAINING AND PLANNING

THE HEATING TIME DEPENDS UPONTHE FOLLOWING FACTORS.
35
• Part Size
• Wall thickness
• Resin
CORPORATE TRAINING AND PLANNING

THE SPEED DEPENDS UPON THE FOLLOWING FACTORS
Part size Geometry Resin Heating rate Thermal conductivity of mould metal
36CORPORATE TRAINING AND
PLANNING

Three basic types of machines are :i. Batch typeii. Continuous or rotary type
38
ROTATIONAL MOULDING MACHINES
CORPORATE TRAINING AND PLANNING

Batch type is used in prototype or low volume production. This method requires less capital but most involvement of manual labour.
Continuous or rotary type method include three basic stations arranged 120º apart from arms attached to a central hub containing the drive mechanism.
Advantage of this system is minimal labour and high production rate.
39CORPORATE TRAINING AND
PLANNING

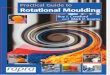
The carousel type machine is a three-station rotary indexing type with a central turret and three cantilevered mould arms.
Individual arms are involved in different operations simultaneously so that no arms are idle at any time.
All operations are automated and at the end of each cycle the turret is indexed 120º, thereby moving each mould arms to its next station.
40
ROTATIONAL MOULDING BY CAROUSEL-TYPE MACHINES
CORPORATE TRAINING AND PLANNING

Newer carousel machines being offered today have four arms.
The additional arm can be used in a second oven, cooler or load station, depending on, which is the most time-consuming part of the over all cycle.
The four-arm carousel machines increase the production by allowing the indexing from station to station to occur more frequently than could be managed on a three-arm machines.
41CORPORATE TRAINING AND
PLANNING

42CORPORATE TRAINING AND
PLANNING

43
MULTILAYER ROTATIONAL MOULDING
• It is used to combine two different colours of the same material or two dissimilar material into one part.
• It offers potential advantages of increased stiffness.
• When solid and foam are combined, improved barrier properties and permeation resistance by using thin inner or outer layer of low permeable material.
CORPORATE TRAINING AND PLANNING

44
• It is a two staged process in which the skin of one material is combined with an inner layer of another material.
• The first shot of material moulds in the normal fashion and the material adheres to the mould.
CORPORATE TRAINING AND PLANNING

45
• When adhering and curing of the layer is completed the mould is removed from oven and second shot material is added.
• While producing very thick parts care should be taken not to thermally degrade the outer layers at the expense of optimizing properties of inner layers.
CORPORATE TRAINING AND PLANNING

46
• Two materials must be chemically compatible.
• They should have similar processing temperature and similar co-efficient of thermal expansion.
CORPORATE TRAINING AND PLANNING

All thermoplastic materials can be rotationally moulded.
HDPE, LLDPE, LDPE,PVC,PC,ABS,PS,Acrylics, Nylon , TPU, SAN Polyesters are the materials which are commonly used.
The various properties considered in selecting the proper material are grindability,particle size, pourability, bulk density and fusability.
47
MATERIAL CONSIDERATIONS FOR ROTATIONAL MOULDING
CORPORATE TRAINING AND PLANNING

48
• A process used to reduce the pallets or granules to a smaller size is called grinding or milling.
• In this process the granules fed into the centre of two plates, each with a series of radially arranged cutting edges.
• One plate is held stationary while other is rotated at high speed.
• The gap between the cutting edges of the two plates is narrower.
MATERIAL PREPARATION
CORPORATE TRAINING AND PLANNING

Moulds are not so expensive, but entirely depends upon the quality level of the moulded parts and the method of heating to be used in the process.
Three types of mould materials in common use are
Cast aluminumSteel sheet metal copper-nickel
50CORPORATE TRAINING AND
PLANNING

Cast aluminium moulds are widely used for small to medium sized parts requiring number of cavities.
Steel sheet is preferred where surface finish is not critical and for the larger moulds of simple design.
copper-nickel moulds are most expensive but offer a very smooth finish.
51CORPORATE TRAINING AND
PLANNING

52CORPORATE TRAINING AND
PLANNING

53CORPORATE TRAINING AND
PLANNING

56
PROBLEMS POSSIBLE SOLUTIONS
Production rate is too low
(or the heating cycle too long)
Raise the oven temperature.
Use a higher-melt index powder.
CORPORATE TRAINING AND PLANNING

57
Moulded piece contains bubbles
Or
Piece has a rough inside surface
Raise the oven temperature.
Increase the heating cycle.
Use a higher-melt index powder.
Decrease the wall thickness, if possible by
decreasing the amount of powder in every charge.
Make sure the interior surface of the mould is dry.
CORPORATE TRAINING AND PLANNING

58
Piece is yellow, brown or other discolouration action.
Decrease the heating cycle.
Lower the oven temperature.
Check the mould wall for contamination such as rust.
CORPORATE TRAINING AND PLANNING

59
Piece sticks
in the mould
Clean the mould surface and apply a suitable mould release agent.
Increase the cooling cycle.
Modify the mould so that the part tapers to a slightly larger dimension toward the end of the mould through which it is removed
CORPORATE TRAINING AND PLANNING