Embed Size (px)
DESCRIPTION
612 Portuguese df
Citation preview
John Deere Harvester John Deere Horizontina
John Deere Zweibrücken Norma JDHZ 612
Especificação de fábrica Norma de aparência para peças pintadas e peças plásticas
ÍNDICE
1 Escopo .................................................................................................................................................. 3
2 Introdução ............................................................................................................................................. 3
3 Nota de Pintura no Desenho das Peças .............................................................................................. 4
4 Conformidade ....................................................................................................................................... 5
5 Condições de Visualização .................................................................................................................. 6
6 Definição de Classes em Geral General Part and Surface Class Definitions ...................................... 6
7 Aparência da Pintura de Acabamento ................................................................................................. 7
8 Aparência do Metal do Substrato ....................................................................................................... 13
9 Aparência de Substratos de Plástico e Compostos que serão Pintados ........................................... 15
10 Aparência de Peças de Plástico Moldadas em Cores ....................................................................... 18
11 Definições de Aparência de Vedações e Adesivos ............................................................................ 21
12 Anexos ................................................................................................................................................ 23
13 Referências ........................................................................................................................................ 23
Emitido: 14Mar2011 Revisado: 15Abr2013 Design Control: XE Page 1 de 13
Substitui: JDH612 – 22Jun2000
Normas John Deere são destinadas para uso pela Deere & Company, suas divisões e filiais. Fornecedores que dependem delas no fornecimento de produtos, para o bem da companhia, deve-se assegurar que eles estão em posse da última versão. Distribuição de normas para partes exceto Fornecedores John Deere, seja com ou sem encargos, que são de informação unicamente da Deere & Company, descartando toda responsabilidade de resultados atribuídos a aplicação ou cumprimento dessas normas. A companhia não faz nenhuma representação, expressa ou acusatória, que garanta a conformidade com a aplicação da lei ou outras regras ou regulamento. Além disso aqueles que estão na receptação e eleição do uso das normas, concordam em assumir a responsabilidade da conformidade com patentes, assim como violação de patentes potenciais. John Deere Harvester Engineering Standards, 1800 158
th Sreet, East Moline, IL 61244-9532 USA
Não publicado — Todos direitos reservados sob as leis de direitos autorais.
APROVADO PARA DISTRIBUIÇÃO AOS FORNECEDORES
Este documento foi traduzido do Inglês para o Português. Para questionamentos a respeito do conteúdo técnico deste documento traduzido, por favor, verifique com o contato da Engenharia de Standard da John Deere Brasil.
JDHZ 612
2
APROVADO PARA DISTRIBUIÇÃO
Lista de Figuras
Figura 1 Nota de Pintura (em forma de símbolo) ...................................................................................... 4
Figura 2 Nota de Pintura (em forma de símbolo) ...................................................................................... 4
Figura 3 Nota de Pintura (em forma de texto) .......................................................................................... 5
Figura 4 Nota de Pintura (em forma de texto) .......................................................................................... 5
Lista de Tabelas
Tabela 1 Critérios de Imperfeições do Acabamento para Peças Pintadas ............................................. 12
Tabela 2 Critérios de Imperfeições do Substrato Fundido ...................................................................... 13
Tabela 3 Critérios de Imperfeições do Substrato Metálico ...................................................................... 14
Tabela 4 Critérios de Imperfeições do Substrato Plástico e Compostos ................................................ 17
Tabela 5 Critérios de Imperfeições de Peças de Plástico Moldados em Cores ...................................... 20
Tabela 6 Critérios de Imperfeições para Decalcos e Adesivos ............................................................... 22
JDHZ 612
3
APROVADO PARA DISTRIBUIÇÃO
1 Escopo
Esta norma é para ser usada como um Guia ao visualizar peças pintadas e peças plásticas de colheitadeiras para Harvester East Moline, Zweibrucken Alemanha e Horizontina Brasil, plataformas de corte, flex draper, plataforma de milho e produtos SPFH, e outras peças comuns compradas pintadas para as quais Harvester, Zweibrucken ou Horizontina tem responsabilidade. Veja as sessões de referência deste documento para normas adicionais de aparência que se aplicam para outros tipos de peças.
As peças podem ter um ou mais defeitos admissíveis em cada categoria e ainda atender a especificação. Ao visualizar peças com defeitos de aparência, um julgamento lógico deve ser usado para aceitar e rejeitar as peças. Se houver desacordo sobre este julgamento, esta norma deve ser usada para determinar se a peça será sucateada, recuperada ou se será utilizada no estado em que a peça se encontrar.
2 Introdução
2.1 O uso desta norma deve ser como um guia. Porque julgamentos de aparência são muitas vezes subjetivos, e esta norma utiliza muitos parâmetros objetivos como tamanho, quantidade, comprimento, etc. O utilizador da norma é encorajado a usar senso comum para utilização da norma como um guia de avaliação das peças, especialmente quando o item sendo avaliado se encontra nos limites da norma. O senso comum sugere que a decisão sobre aceitabilidade dos defeitos de pintura nas peças é uma decisão de valor. Por exemplo, o defeito é visível nas condições de visualização do produto? O custo da rejeição e retrabalho melhora a qualidade da peça mensuravelmente? O cliente “normal” aprovaria a sua decisão? O senso comum reconhece que a primeira vez que a peça é limpa, fosfatizada e pintada representa as melhores condições de durabilidade e performance da pintura.
2.2 O objetivo deste documento é fornecer um nível de qualidade de aparência de pintura que atende ou excede as expectativas dos clientes e definir os requisitos de superfície dos substratos a serem pintados. Salienta-se que proteção contra a corrosão, longetividade da película de pintura, retenção de brilho e defeitos visuais, nessa ordem, são de primordial importância na avaliação da qualidade da pintura final nas unidades.
2.3 Consulte JDM F17 para especificações de performance de pintura em proteção corrosiva, longevidade do filme de tinta, retenção de brilho e designações de cor.
2.4 O uso da norma JDM F17 ou outras especificações devem constar nos desenhos dos produtos/peças.
2.5 Consulte a JDM F17X3 para correlação do desenpenho da pintura e JDH612 para Model Year 11 e produtos anteriores. Para Model Year 12 e posterior, Harvester, Zweibrücken e Horizontina seguem a JDM F17 com as seguintes exceções:
Um desempenho mínimo de nível 2 é usado para todas as peças de Colheitadeiras.
Um desempenho mínimo de nível 2 é usado para todas as peças de SPFH.
Um desempenho mínimo de nível 1 é usado para todas as peças de Plataforma de Corte, Flex Draper e Plataforma de Milho.
Peças fornecidas para Zweibrücken terão desempenho mínimo de nível 2.
Qualquer exceção nestes níveis de desempenho devem ser registrada no desenho.
Deformação máxima de riscos/marcas é < 5. 0 mm para JDM F17X1 e JDM F17X2.
Para peças fornecidas para Zweibrücken a pintura livre de chumbo será definida como 0 PPM.
JDHZ 612
4
APROVADO PARA DISTRIBUIÇÃO
3 Nota de Pintura no Desenho das Peças
3.1 Desenhos devem referenciar a norma de desempenho de pintura (como JDM F17 e JDM F20) e essa norma de aparência (JDHZ 612). A informação de desempenho de pintura deve ser exibida conforme especificado na JDM F17, JDM F20 e outras normas de performance aplicáveis.
3.2 Informações adicionais, tais como requisitos da JDH 409 ou mascaramento de pintura, também devem ser incluídas na nota de pintura quando aplicável. As notas de pintura devem estar disponíveis no desenho para cada nível da peça ou conjunto que eles possam ser pintados.Cada unidade irá determinar individualmente o nível para pintura e o processo utilizado. Notas de pintura em desenhos antigos devem ser atualizadas quando outras alterações estiverem sendo feitas para os desenhos. Ver a primeira página da norma JDH 612 para equivalências sugeridas.
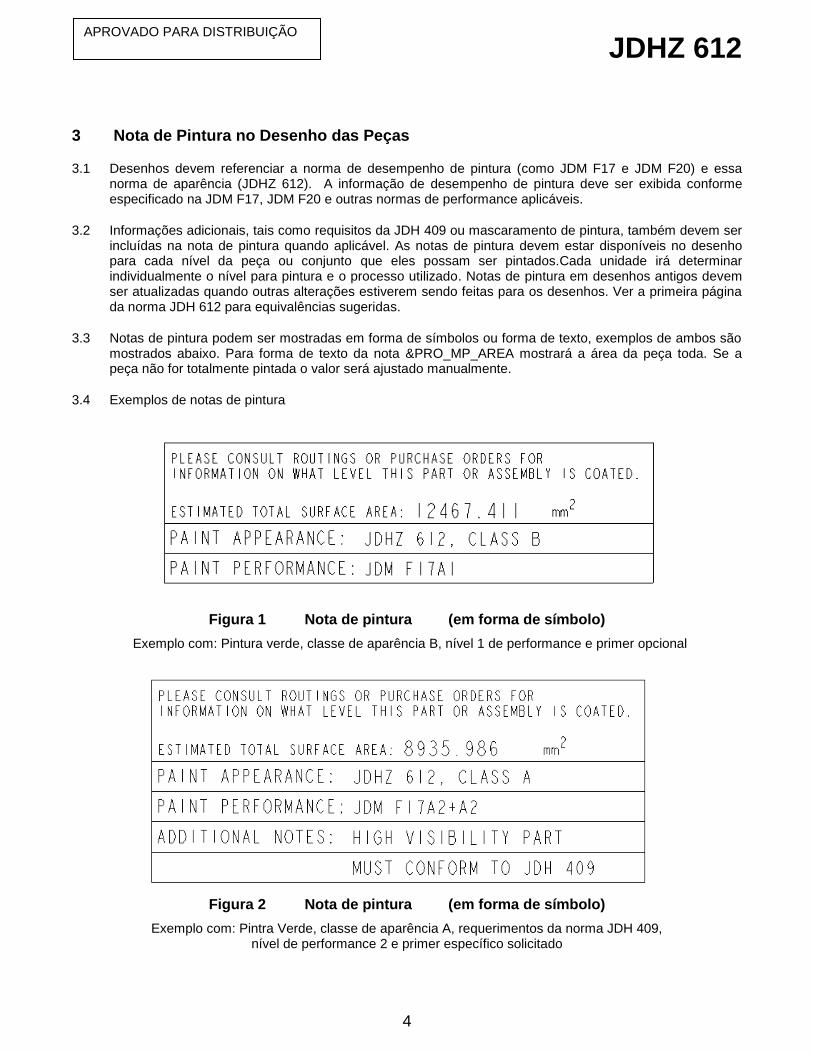
3.3 Notas de pintura podem ser mostradas em forma de símbolos ou forma de texto, exemplos de ambos são mostrados abaixo. Para forma de texto da nota &PRO_MP_AREA mostrará a área da peça toda. Se a peça não for totalmente pintada o valor será ajustado manualmente.
3.4 Exemplos de notas de pintura
Figura 1 Nota de pintura (em forma de símbolo)
Exemplo com: Pintura verde, classe de aparência B, nível 1 de performance e primer opcional
Figura 2 Nota de pintura (em forma de símbolo)
Exemplo com: Pintra Verde, classe de aparência A, requerimentos da norma JDH 409, nível de performance 2 e primer específico solicitado
JDHZ 612
5
APROVADO PARA DISTRIBUIÇÃO
PLEASE CONSULT ROUTINGS OR PURHCHASE ORDERS FOR INFORMATION ON WHAT LEVEL THIS PART OR ASSEMBLY IS COATED ESTIMATED TOTAL SURFACE AREA: &PRO_MP_AREA PAINT APPEARANCE: JDHZ 612, CLASS A PAINT PERFORMANCE: JDM F17A2 HIGH VISIBILTY PART MUST CONFORM TO JDH 409
Figura 3 Nota de pintura (em forma de texto)
Exemplo com: Pintura Verde, classe de aparência A, requerimentos da norma JDH 409 e nível de performance 2
PLEASE CONSULT ROUTINGS OR PURHCHASE ORDERS FOR INFORMATION ON WHAT LEVEL THIS PART OR ASSEMBLY IS COATED ESTIMATED TOTAL SURFACE AREA: &PRO_MP_AREA PAINT APPEARANCE: JDHZ 612, CLASS A - SURFACES MARKED CLASS A JDHZ 612, CLASS B - SURFACES NOT MARKED WITH CLASS PAINT PERFORMANCE: JDM F17A2 HIGH VISIBILTY PART MUST CONFORM TO JDH 409
Exemplo com: Pintura verde, classe de aparência A com nota mostrando parte da peça com classe de aparência
B, requerimentos da norma JDH 409 e nível de performance 2
Figura 4 Nota de pintura (em forma de texto)
4 Conformidade
4.1 Retocar adicionando tinta em pequenos defeitos ou retrabalhar com uma técnica sutíl como Finesse-It® será permitida em superfícies de pintura de classe A, B e C se feito de forma profissional e se a peça passar por esta norma após finalizada. Retoque de detalhes menores ou qualquer defeito expondo a base será permitido se a peça passar por essa norma após a conclusão do retoque.
4.2 Peças que não atendem a essa norma, mas são aceitáveis (aprovado pelo Marketing e Engenharia de Produto) devem ter o desenho da peça alterado para identificar a exceção. Nos casos onde uma peça é aceitável, mas não atende a especificação - possivelmente devido a um problema de produção - um desvio temporário pode ser concedido até que o problema possa ser resolvido.
JDHZ 612
6
APROVADO PARA DISTRIBUIÇÃO
5 Condições de visualização:
Um ou ambos os seguintes critérios serão usados para definir as condições sob as quais uma peça será examinada para defeitos de aparência.
5.1 Condição 1:
Todas as avaliações serão feitas em uma área com uma iluminação mínima de 100 foot candles (1100 Lux). Luzes devem estar acima, à frente e abaixo para permitir o reflexo visto de todos os ângulos. A distância de visualização mínima é de 1 metro. O tempo máximo de visualização é de 15 segundos por 0,2m². A peça será avaliada em uma orientação necessária para corretamente visualizar o acabamento da pintura que inclui, mas não está limitado, a mesma orientação da qual um cliente iria vê-la em um veículo montado.
5.2 Condição 2:
Todas as avaliações serão feitas em uma área com uma iluminação mínima de 100 foot candles (1100 Lux). Luzes devem estar acima, à frente e abaixo para permitir o reflexo visto de todos os ângulos. Distância de visualização é de 4 - 8 metros em um ângulo de 10 - 30 graus para a superfície da peça. A peça será avaliada na mesma orientação que ela tem no veículo montado e a uma distância e localização do qual um cliente iria vê-la. Esta condição é para a visualização de defeitos de reparação de pintura (riscos, marcas de polimento , escavados de lixa, arranhões/marcas de lixa), defeitos composto de modelagem (vazios, marcas de rebaixo, linhas de fluxo/malha, ondulância de longo prazo), e escorrimentos da tinta.
5.3 A seguinte especificação define os parâmetros de qualidade das unidades de manufatura da John Deere Harvester Works East Moline, John Deere Zweibrücken Werkes e John Deere Horizontina para revestimento, qualidade do substrato metálico e plástico, aparência de decalcos e adesivos, peças plásticas, e peças plásticas modeladas em cor.
6 Definições de superfície em geral e classes de superfície:
Peças Classe “A”, como definição, são peças com alta visibilidade. Porém, diferentes superfícies e áreas na peça podem ter diferentes graus de visibilidade para o usuário final. Para cobrir isto, as seguintes designações podem ser usadas para definir superfícies em peças Classe “A”; Superfície Classe “A”, Superfície Classe “B” e Superfície Classe “C”. As seguintes designações podem ser usadas para definir uma porção de uma superfície: Área Classe “A”, Área Classe “B” e Área Classe “C”. Como áreas são porções de uma superfície, estas devem ser claramente identificadas no desenho com a designação. Níveis de qualidade destas superfícies e áreas são definidas nas tabelas abaixo. Todas as superfícies e áreas em uma peça Classe A são consideradas Classe A ao menos que seja especificado diferente no desenho. Peças Classe B e peças Classe C tem somente uma única classificação de superfície. Toda a peça deve estar em conformidade com o nível de qualidade listado nas tabelas abaixo.
6.1 Superfície Classe “A” ou Área Classe "A" - áreas de alta visibilidade vistas olhando diretamente para a máquina estando no chão ou no compartimento do operador. Superfícies de classe "A" irão também atender a norma JDH 409.
6.2 Superfície Classe “B” ou Área Classe "B" - superfícies em áreas que são menos visíveis (devido ao ângulo de visualização, localização, nível abaixo dos olhos, distância, etc.), mas são visíveis sem qualquer desmontagem.
6.3 Superfície Classe “C” ou Área Classe "C" - áreas que não são visíveis durante a operação normal, a menos que a máquina esteja parada ou desmontada.
JDHZ 612
7
APROVADO PARA DISTRIBUIÇÃO
7 Aparência da Pintura de Acabamento
7.1 Definições de superfície acabada para superfícies pintadas:
FERVURA: Fervura é o excesso de material do e-coat preso na peça que durante o processo de cura é expelido na superfície da peça pintada. A fervura é causada pela presença de alto ou baixo pH na superfície do substrato que deixa o e-coat insolúvel e deposita filme espesso / rugoso. BOLHAS: A ocorrência de ar ou de vapores de solvente como pequenas bolhas ou rupturas da película da pintura. Normalmente não expõe o substrato.
AGRUPAMENTO: Um número de defeitos agrupado ou juntos. Agrupamento para esta norma é definido como mais de 5 em uma área de 50mm x 50mm, próximo grupo > 500mm longe.
DANIFICADO: Uma ou mais camadas de tinta são removidas devido a um objeto bater contra a peça pintada. COR: A propriedade ou aspecto de algo que envolve matiz, luminosidade e saturação. CRATERAS: Depressões na película da pintura não expondo o substrato, geralmente circular de 2 a 6 mm de diâmetro.
SUJEIRA: Partículas isoladas de material estranho na película da pintura.
PINGOS: Pintura na qual caíram gotas de itens sobrepostos, como peças penduradas em diferentes níveis, etc. SPRAY SECO: Pintura spray que se perde da peça pretendida ou área sendo pintada. A névoa fina cai em outra peça ou área, causando uma redução do espelhamento e lisura superficial. O excesso de spray apresenta uma cor diferente de pintura, enquanto que o spray seco é a mesma cor. POEIRA: Material estranho na película da pintura. Pequenos na natureza, exibindo uma aparência de névoa fina na película da pintura a uma distância de visualização de 1 metro.
“OLHO DE PEIXE”: A película da pintura que expõe o substrato, geralmente circular de 1 a 3 mm de diâmetro.
CAMADA BAIXA: Falta de cobertura adequada da pintura. Não possue a coloração do resto da peça pintada. FIO: Pouco claro ou fino risco de fábrica que parece como um pequeno cabelo ou linha abaixo da película de pintura. BRILHO: Grau de brilho.
CASCA DE LARANJA: Uma aparência irregular, granulada ou película da pintura texturada. Assemelha-se a "pele de uma laranja". Pode aparecer como uma pesada superfície de crateras.
SAÍDA DE GÁS: Uma bolha de ar em uma peça moldada que é expelida após a peça ser pintada. Condição onde a peça final continua a expelir gas depois de ser moldada. Mais notado quando se Decalcos são aplicados antes da peça estar totalmente curada. EXCESSO DE SPRAY: Pintura spray que se perde da peça pretendida ou área sendo pintada. A névoa fina cai em outra peça ou área, causando uma redução do espelhamento e lisura superficial. O excesso de spray apresenta uma cor diferente de pintura, enquanto que o spray seco é a mesma cor. MARCAS DE POLIMENTO: Marcas circulares causadas pela politriz. Causadas por velocidade de polimento incorreto ou boina incorreta.
JDHZ 612
8
APROVADO PARA DISTRIBUIÇÃO
COBERTURA FRACA: Fica visível a cor do substrato. FURINHOS: Pequenos furos em película da pintura que penetram para expor o substrato. Pode ser causado pela perda rápida de solvente ou por pintura insuficientemente aplicada para permitir que a pintura flua. FLUXO DE TINTA: Tinta que escorre / flui devido ao excesso de pintura (geralmente como um córrego estreito). ESCORRIMENTO: Similar ao fluxo de tinta porém menos visível. APROFUNDAMENTO DO LIXAMENTO: Depressões na peça devido a borda da lixadeira afundar na superfície da peça. Isso ocorre após a reparação do substrato antes da pintura final. MARCAS DE LIXAMENTO: Linhas / riscos do lixamento de um painel não pintado que aparecem após o mesmo ser pintado. ARRANHÕES: Linhas / riscos na pintura causadas pela fricção da pintura com substâncias mais duras do que o filme de tinta. MANCHAS: Marcas no painel devido ao manuseio. Podem ser ou não facilmente removidas. PIPOCAMENTO POR SOLVENTE: Extremamente pequeno, inferior a 0,2mm em diâmetro, furos na película que não penetram no substrato. Causado pela perda rápida de solvente depois que o filme de tinta tenha "cicatrizado", deixa bolhas minúsculas ou interrupções na película da pintura.
LISTRAS: Faixas muito claras, sutil diferença no brilho ou cor em toda a superfície da peça. Pode ser causado por tratamento prévio, decapagem, falta de lixa, lavagem subseqüente ou uma distribuição desigual de partículas do pigmento. SUBSTRATO: O material que será pintado. Referência nas Secções 8 e 9 desta norma para definições e critérios específicos do substrato. RETOQUE DE PINTURA: Para fazer pequenas melhorias. Veja secção 4 desta norma para informações de retoque de pintura.
SUPERFÍCIE VISUAL: Qualquer quantidade de uma área de superfície que pode ser visualizada de uma posição com a peça em sua orientação normal. VAZIOS: Falta de material em áreas específicas criando não-conformidades visuais. MARCA DE ÁGUA: Manchas circulares no filme de tinta usualmente causadas pela secagem de água inadequada ou por enxágua de água ionizada ineficiente.
SILICATO DE SOLDA: Manchas com aparência de ouro nas áreas de solda, que ocorrem desde o processo de solda e são realmente de vidro/silicato. As áreas normalmente não cobrem com aplicações de pintura. IMPUREZA: Material ou acabamento que imita o grão natural de madeira.
JDHZ 612
9
APROVADO PARA DISTRIBUIÇÃO
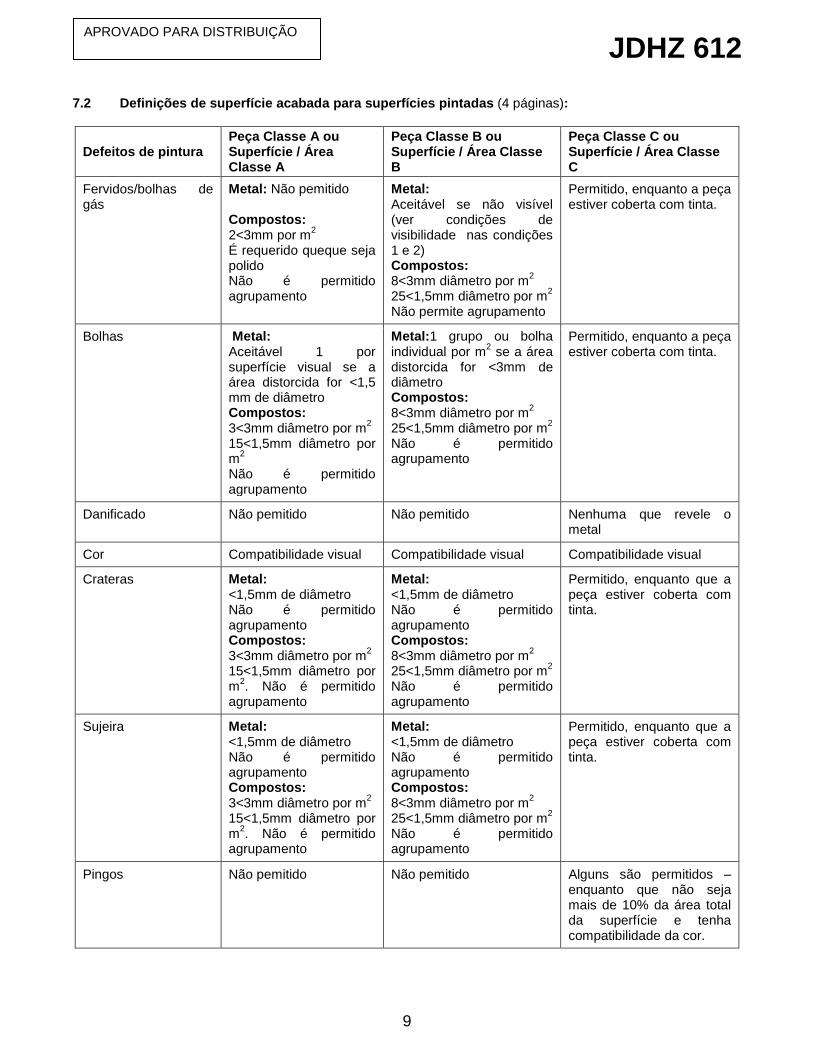
7.2 Definições de superfície acabada para superfícies pintadas (4 páginas):
Defeitos de pintura Peça Classe A ou Superfície / Área Classe A
Peça Classe B ou Superfície / Área Classe B
Peça Classe C ou Superfície / Área Classe C
Fervidos/bolhas de gás
Metal: Não pemitido Compostos: 2<3mm por m
2
É requerido queque seja polido Não é permitido agrupamento
Metal: Aceitável se não visível (ver condições de visibilidade nas condições 1 e 2) Compostos: 8<3mm diâmetro por m
2
25<1,5mm diâmetro por m2
Não permite agrupamento
Permitido, enquanto a peça estiver coberta com tinta.
Bolhas Metal: Aceitável 1 por superfície visual se a área distorcida for <1,5 mm de diâmetro Compostos: 3<3mm diâmetro por m
2
15<1,5mm diâmetro por m
2
Não é permitido agrupamento
Metal:1 grupo ou bolha individual por m
2 se a área
distorcida for <3mm de diâmetro Compostos: 8<3mm diâmetro por m
2
25<1,5mm diâmetro por m2
Não é permitido agrupamento
Permitido, enquanto a peça estiver coberta com tinta.
Danificado Não pemitido Não pemitido Nenhuma que revele o metal
Cor Compatibilidade visual Compatibilidade visual Compatibilidade visual
Crateras Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 3<3mm diâmetro por m
2
15<1,5mm diâmetro por m
2. Não é permitido
agrupamento
Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 8<3mm diâmetro por m
2
25<1,5mm diâmetro por m2
Não é permitido agrupamento
Permitido, enquanto que a peça estiver coberta com tinta.
Sujeira Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 3<3mm diâmetro por m
2
15<1,5mm diâmetro por m
2. Não é permitido
agrupamento
Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 8<3mm diâmetro por m
2
25<1,5mm diâmetro por m2
Não é permitido agrupamento
Permitido, enquanto que a peça estiver coberta com tinta.
Pingos Não pemitido Não pemitido Alguns são permitidos – enquanto que não seja mais de 10% da área total da superfície e tenha compatibilidade da cor.
JDHZ 612
10
APROVADO PARA DISTRIBUIÇÃO
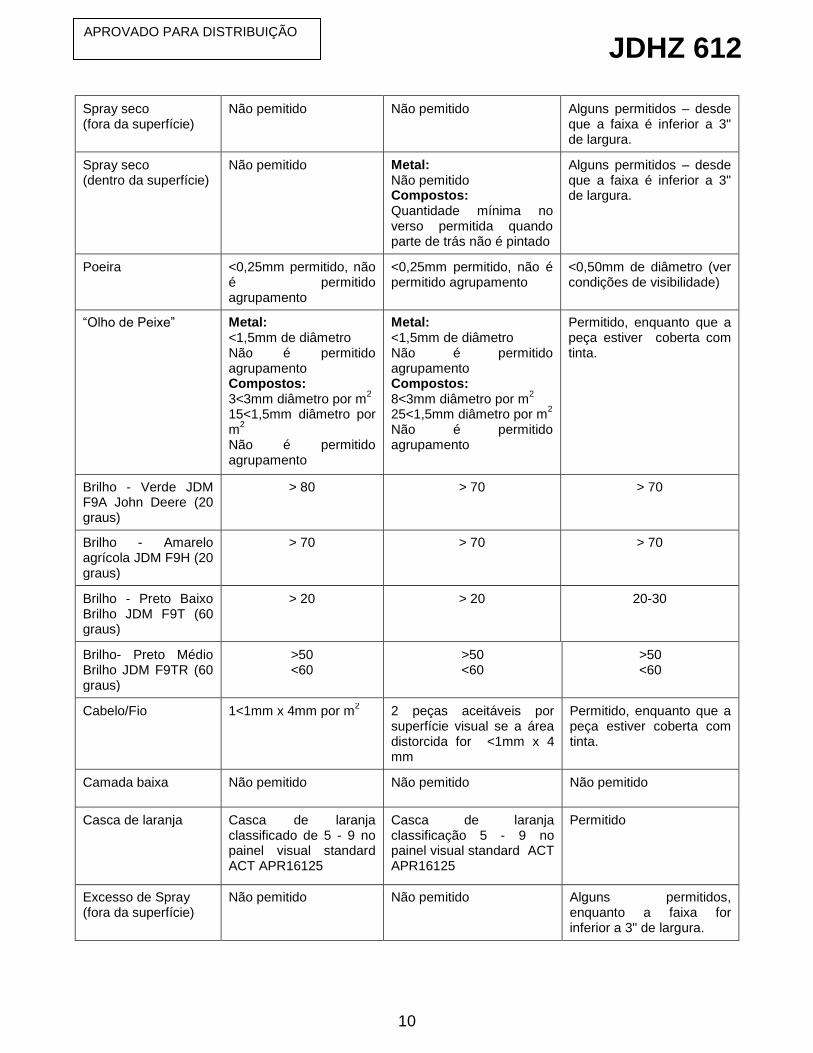
Spray seco (fora da superfície)
Não pemitido Não pemitido Alguns permitidos – desde que a faixa é inferior a 3" de largura.
Spray seco (dentro da superfície)
Não pemitido Metal: Não pemitido Compostos: Quantidade mínima no verso permitida quando parte de trás não é pintado
Alguns permitidos – desde que a faixa é inferior a 3" de largura.
Poeira <0,25mm permitido, não é permitido agrupamento
<0,25mm permitido, não é permitido agrupamento
<0,50mm de diâmetro (ver condições de visibilidade)
“Olho de Peixe” Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 3<3mm diâmetro por m
2
15<1,5mm diâmetro por m
2
Não é permitido agrupamento
Metal: <1,5mm de diâmetro Não é permitido agrupamento Compostos: 8<3mm diâmetro por m
2
25<1,5mm diâmetro por m2
Não é permitido agrupamento
Permitido, enquanto que a peça estiver coberta com tinta.
Brilho - Verde JDM F9A John Deere (20 graus)
> 80 > 70 > 70
Brilho - Amarelo agrícola JDM F9H (20 graus)
> 70 > 70 > 70
Brilho - Preto Baixo Brilho JDM F9T (60 graus)
> 20 > 20 20-30
Brilho- Preto Médio Brilho JDM F9TR (60 graus)
>50 <60
>50 <60
>50 <60
Cabelo/Fio 1<1mm x 4mm por m2 2 peças aceitáveis por
superfície visual se a área distorcida for <1mm x 4 mm
Permitido, enquanto que a peça estiver coberta com tinta.
Camada baixa Não pemitido Não pemitido Não pemitido
Casca de laranja Casca de laranja classificado de 5 - 9 no painel visual standard ACT APR16125
Casca de laranja classificação 5 - 9 no painel visual standard ACT APR16125
Permitido
Excesso de Spray (fora da superfície)
Não pemitido Não pemitido Alguns permitidos, enquanto a faixa for inferior a 3" de largura.
JDHZ 612
11
APROVADO PARA DISTRIBUIÇÃO
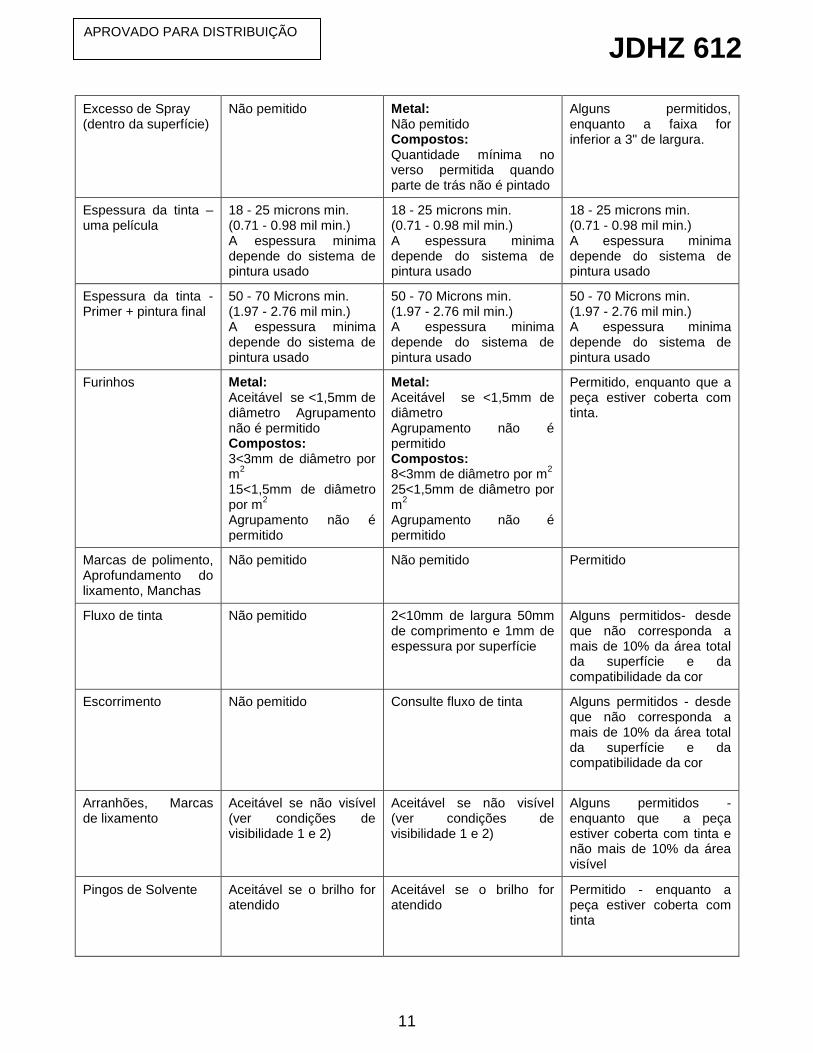
Excesso de Spray (dentro da superfície)
Não pemitido Metal: Não pemitido Compostos: Quantidade mínima no verso permitida quando parte de trás não é pintado
Alguns permitidos, enquanto a faixa for inferior a 3" de largura.
Espessura da tinta – uma película
18 - 25 microns min. (0.71 - 0.98 mil min.) A espessura minima depende do sistema de pintura usado
18 - 25 microns min. (0.71 - 0.98 mil min.) A espessura minima depende do sistema de pintura usado
18 - 25 microns min. (0.71 - 0.98 mil min.) A espessura minima depende do sistema de pintura usado
Espessura da tinta - Primer + pintura final
50 - 70 Microns min. (1.97 - 2.76 mil min.) A espessura minima depende do sistema de pintura usado
50 - 70 Microns min. (1.97 - 2.76 mil min.) A espessura minima depende do sistema de pintura usado
50 - 70 Microns min. (1.97 - 2.76 mil min.) A espessura minima depende do sistema de pintura usado
Furinhos Metal: Aceitável se <1,5mm de diâmetro Agrupamento não é permitido Compostos: 3<3mm de diâmetro por m
2
15<1,5mm de diâmetro por m
2
Agrupamento não é permitido
Metal: Aceitável se <1,5mm de diâmetro Agrupamento não é permitido Compostos: 8<3mm de diâmetro por m
2
25<1,5mm de diâmetro por m
2
Agrupamento não é permitido
Permitido, enquanto que a peça estiver coberta com tinta.
Marcas de polimento, Aprofundamento do lixamento, Manchas
Não pemitido Não pemitido Permitido
Fluxo de tinta Não pemitido 2<10mm de largura 50mm de comprimento e 1mm de espessura por superfície
Alguns permitidos- desde que não corresponda a mais de 10% da área total da superfície e da compatibilidade da cor
Escorrimento Não pemitido Consulte fluxo de tinta Alguns permitidos - desde que não corresponda a mais de 10% da área total da superfície e da compatibilidade da cor
Arranhões, Marcas de lixamento
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Alguns permitidos - enquanto que a peça estiver coberta com tinta e não mais de 10% da área visível
Pingos de Solvente Aceitável se o brilho for atendido
Aceitável se o brilho for atendido
Permitido - enquanto a peça estiver coberta com tinta
JDHZ 612
12
APROVADO PARA DISTRIBUIÇÃO
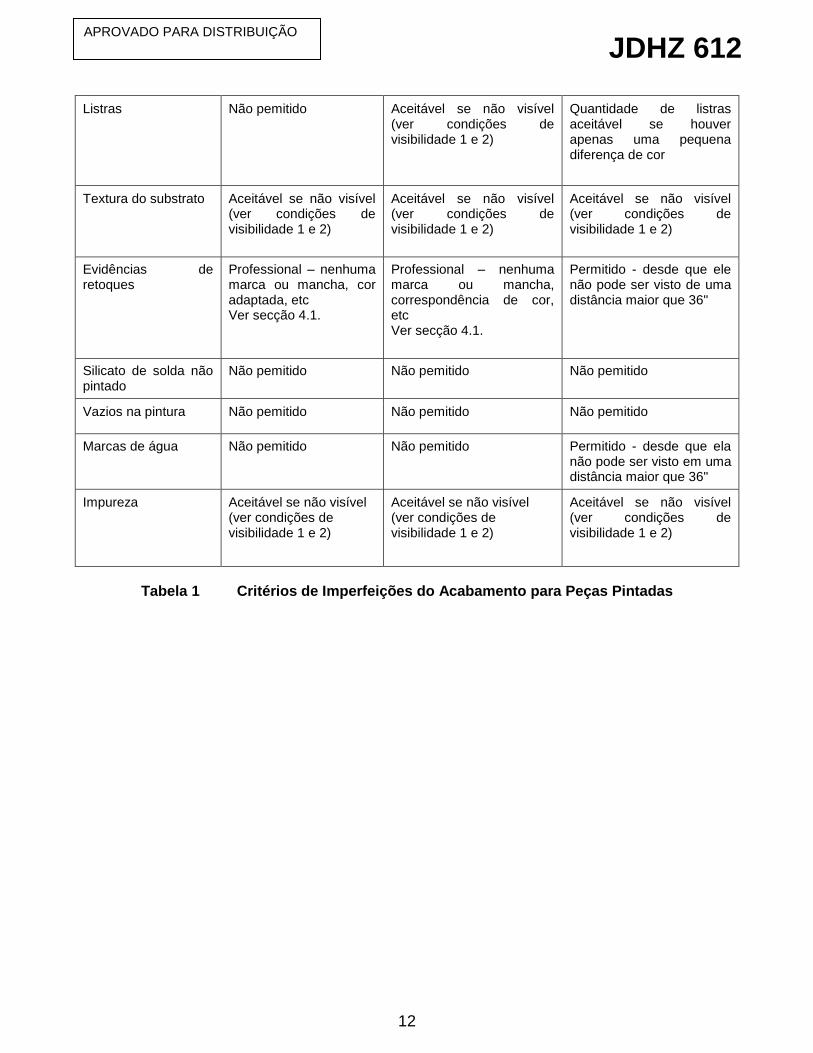
Listras Não pemitido Aceitável se não visível (ver condições de visibilidade 1 e 2)
Quantidade de listras aceitável se houver apenas uma pequena diferença de cor
Textura do substrato Aceitável se não visível (ver condições de visibilidade 1 e 2)
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Evidências de retoques
Professional – nenhuma marca ou mancha, cor adaptada, etc Ver secção 4.1.
Professional – nenhuma marca ou mancha, correspondência de cor, etc Ver secção 4.1.
Permitido - desde que ele não pode ser visto de uma distância maior que 36"
Silicato de solda não pintado
Não pemitido Não pemitido Não pemitido
Vazios na pintura Não pemitido Não pemitido Não pemitido
Marcas de água Não pemitido Não pemitido Permitido - desde que ela não pode ser visto em uma distância maior que 36"
Impureza Aceitável se não visível (ver condições de visibilidade 1 e 2)
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Aceitável se não visível (ver condições de visibilidade 1 e 2)
Tabela 1 Critérios de Imperfeições do Acabamento para Peças Pintadas
JDHZ 612
13
APROVADO PARA DISTRIBUIÇÃO
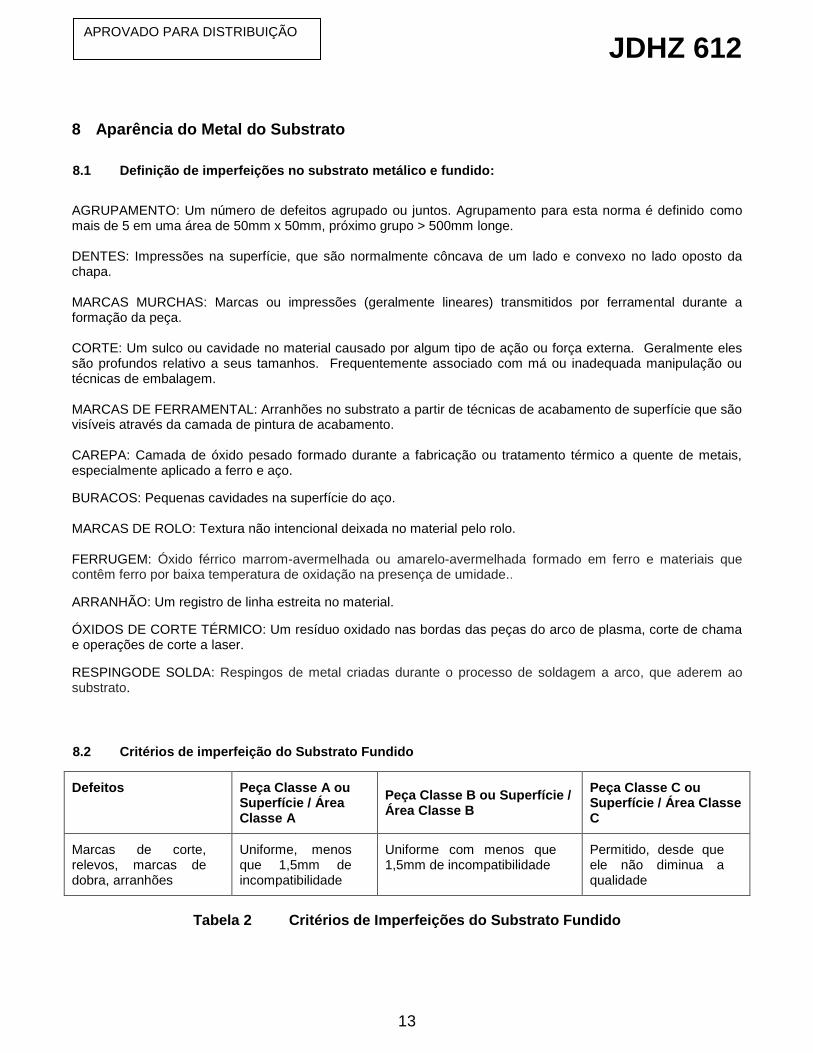
8 Aparência do Metal do Substrato
8.1 Definição de imperfeições no substrato metálico e fundido:
AGRUPAMENTO: Um número de defeitos agrupado ou juntos. Agrupamento para esta norma é definido como mais de 5 em uma área de 50mm x 50mm, próximo grupo > 500mm longe. DENTES: Impressões na superfície, que são normalmente côncava de um lado e convexo no lado oposto da chapa. MARCAS MURCHAS: Marcas ou impressões (geralmente lineares) transmitidos por ferramental durante a formação da peça. CORTE: Um sulco ou cavidade no material causado por algum tipo de ação ou força externa. Geralmente eles são profundos relativo a seus tamanhos. Frequentemente associado com má ou inadequada manipulação ou técnicas de embalagem. MARCAS DE FERRAMENTAL: Arranhões no substrato a partir de técnicas de acabamento de superfície que são visíveis através da camada de pintura de acabamento. CAREPA: Camada de óxido pesado formado durante a fabricação ou tratamento térmico a quente de metais, especialmente aplicado a ferro e aço.
BURACOS: Pequenas cavidades na superfície do aço. MARCAS DE ROLO: Textura não intencional deixada no material pelo rolo. FERRUGEM: Óxido férrico marrom-avermelhada ou amarelo-avermelhada formado em ferro e materiais que contêm ferro por baixa temperatura de oxidação na presença de umidade..
ARRANHÃO: Um registro de linha estreita no material.
ÓXIDOS DE CORTE TÉRMICO: Um resíduo oxidado nas bordas das peças do arco de plasma, corte de chama e operações de corte a laser.
RESPINGODE SOLDA: Respingos de metal criadas durante o processo de soldagem a arco, que aderem ao substrato.
8.2 Critérios de imperfeição do Substrato Fundido
Defeitos Peça Classe A ou Superfície / Área Classe A
Peça Classe B ou Superfície / Área Classe B
Peça Classe C ou Superfície / Área Classe C
Marcas de corte, relevos, marcas de dobra, arranhões
Uniforme, menos que 1,5mm de incompatibilidade
Uniforme com menos que 1,5mm de incompatibilidade
Permitido, desde que ele não diminua a qualidade
Tabela 2 Critérios de Imperfeições do Substrato Fundido
JDHZ 612
14
APROVADO PARA DISTRIBUIÇÃO
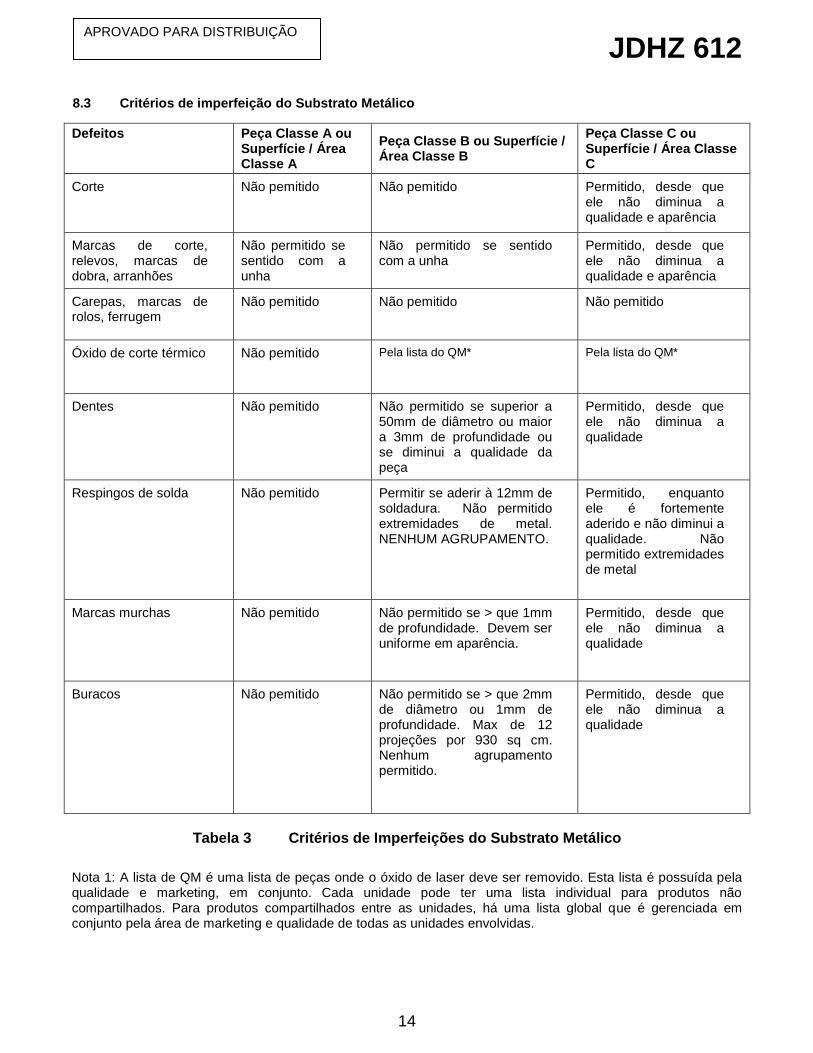
8.3 Critérios de imperfeição do Substrato Metálico
Defeitos Peça Classe A ou Superfície / Área Classe A
Peça Classe B ou Superfície / Área Classe B
Peça Classe C ou Superfície / Área Classe C
Corte Não pemitido Não pemitido Permitido, desde que ele não diminua a qualidade e aparência
Marcas de corte, relevos, marcas de dobra, arranhões
Não permitido se sentido com a unha
Não permitido se sentido com a unha
Permitido, desde que ele não diminua a qualidade e aparência
Carepas, marcas de rolos, ferrugem
Não pemitido Não pemitido Não pemitido
Óxido de corte térmico Não pemitido Pela lista do QM* Pela lista do QM*
Dentes Não pemitido Não permitido se superior a 50mm de diâmetro ou maior a 3mm de profundidade ou se diminui a qualidade da peça
Permitido, desde que ele não diminua a qualidade
Respingos de solda Não pemitido Permitir se aderir à 12mm de soldadura. Não permitido extremidades de metal. NENHUM AGRUPAMENTO.
Permitido, enquanto ele é fortemente aderido e não diminui a qualidade. Não permitido extremidades de metal
Marcas murchas Não pemitido Não permitido se > que 1mm de profundidade. Devem ser uniforme em aparência.
Permitido, desde que ele não diminua a qualidade
Buracos Não pemitido Não permitido se > que 2mm de diâmetro ou 1mm de profundidade. Max de 12 projeções por 930 sq cm. Nenhum agrupamento permitido.
Permitido, desde que ele não diminua a qualidade
Tabela 3 Critérios de Imperfeições do Substrato Metálico
Nota 1: A lista de QM é uma lista de peças onde o óxido de laser deve ser removido. Esta lista é possuída pela qualidade e marketing, em conjunto. Cada unidade pode ter uma lista individual para produtos não compartilhados. Para produtos compartilhados entre as unidades, há uma lista global que é gerenciada em conjunto pela área de marketing e qualidade de todas as unidades envolvidas.
JDHZ 612
15
APROVADO PARA DISTRIBUIÇÃO
9 Aparência de substratos de plástico e compostos que serão pintados
9.1 Definição de imperfeições de substratos de plástico
BOLHAS: Relacionadas ao processo RIM, espaços vazios na parte interior da peça. Bolhas só podem ser visíveis antes da pintura se o plástico não tem nenhuma pigmentação, caso contrário a bolha pode aparecer após a pintura como um resultado de gases no interior do vácuo expandindo e causando um protuberante relevo. Se visto antes de pintar, a bolha pode ser abertamente cortada no lado não aparente da peça evitando os danos.
LIGAÇÕES DE SUCÇÃO: Superfície distorcida de uma ligação adesiva na parte inferior de uma superfície de aparência.
AGRUPAMENTO: Um número de defeitos agrupado ou juntos. Agrupamento para esta norma é definido como mais de 5 em uma área de 50mm x 50mm, próximo grupo > 500mm longe. BATIDA: Uma ou mais camadas de tinta removidas devido um objeto que bateu a superfície pintada. RESÍDUO FRIO: Parte de plástico do último esguicho dado pelo bico que solidifica entre os disparos e é forçado para dentro da peça junto com o plástico derretido. Pode se alocar em qualquer lugar dentro da peça e criar imperfeições superficiais. PROJÉTIL A FRIO: O primeiro material para introduzir um molde de injeção. Assim chamado porque ao passar através do orifício da injetora, é resfriado abaixo da temperatura de molde eficaz. Muitas vezes cria imperfeições superficiais em torno das saídas e das injetoras.
RACHADURAS: Linha de material quebrado na peça que pode ser causada durante a moldagem da peça ou durante a manipulação de parte. MARCA DE PINO EJETOR DO LEITOR: Superfície imperfeita causada pelo pino ejetor na parte inferior que causa distorção superficial do lado de aparência. Pode ser causada por uma alteração na espessura da parede ou variações de temperatura devido ao pino ejetor. Pode ser identificada pela linha de referência na parte inferior da peça.
FIBRAS DE VIDRO: Fibra que é visível na superfície de uma peça. MARCAS DE FERRAMENTAL: Arranhões no substrato a partir de técnicas de acabamento de superfície que são visíveis através da camada de pintura de acabamento. LINHAS DE UNIÃO, LINHAS DE SOLDA e LINHAS DE FLUXO: plástico que flui em torno de uma obstrução (como uma inserção de um furo) onde dois caminhos de fluxo se encontram deixando uma linha de solda (ou uma costura). Pode aparecer como uma pequena fenda.
LINHAS DE SEPARAÇÃO, INSERIR LINHAS, LINHAS GUIAS, LINHAS FLASH e COSTURA DE MOLDE: uma linha de relevo formada pela junção de detalhes do molde.
PONTOS: Uma imperfeição, uma elevação pequena, acentuada ou cônica na superfície de uma peça de plástico.
CAVIDADE, FURO DOS PINOS: Pequena superfície com vazios que ocorrem principalmente em peças moldadas em materiais tais como RIM uretano.
JDHZ 612
16
APROVADO PARA DISTRIBUIÇÃO
POROSIDADE: A presença de numerosos poços visíveis (furos).
ONDULAÇÕES: Parece impressões de dedos. Consultar mal embalado.
ALCANCE CURTO: Não há plástico suficiente para preencher a peça. Criação de espaços vazios no final do fluxo do material.
MARCA AFUNDADA: Superfície distorcida devido à geometria da peça (costelas, convavos, etc.) na parte inferior de uma superfície de aparência.
RELEVO, LISTRA PRATEADA: Descoloração do material às vezes acompanhada com imperfeições superficiais que irradiam na saida TBE ou da injetora causada por secagem inadequada do material plástico antes da moldagem.
IRREGULARIDADES NA SUPERFÍCIE: Pode ser encontrada em ondas SMC e processos de termoformagem aleatoriamente, ocorrendo imperfeições da superfície.
MAL EMBALADO (moldagem por injeção): uma condição que faz com que uma superfície irregular ocorra devido a pressão de embalagem insuficiente permitindo que a superfície se contraia longe da superfície do molde.
ONDAS (SMC): Irregularidades de superfície geralmente ocorrendo nas bordas inferiores de paredes verticais, causados pela falta de pressão, permitindo que o plástico encolha longe da superfície do molde. Pode ocorrer em peças injetadas. Consulte mal embalado. LINHA TORCIDA: A capacidade de tinta flua em espaços estreitos com uma acção capilar. VAZIOS: Falta de material em áreas específicas criando não-conformidades visuais.
JDHZ 612
17
APROVADO PARA DISTRIBUIÇÃO
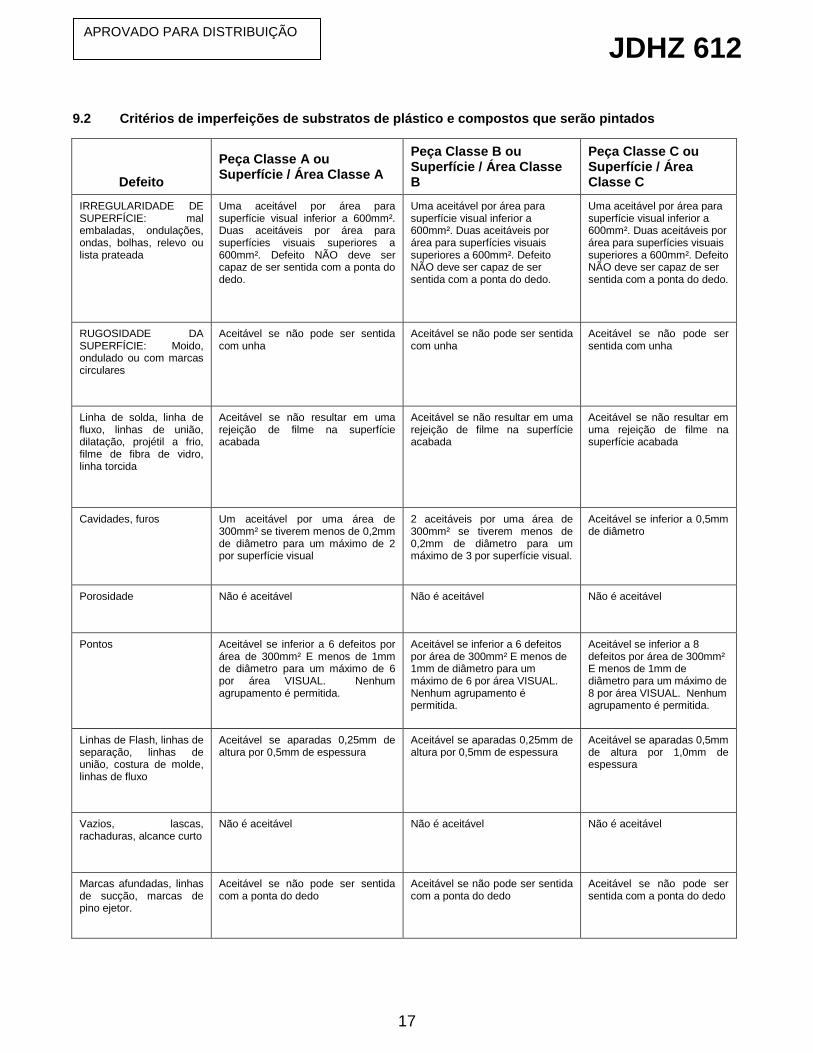
9.2 Critérios de imperfeições de substratos de plástico e compostos que serão pintados
Defeito
Peça Classe A ou Superfície / Área Classe A
Peça Classe B ou Superfície / Área Classe B
Peça Classe C ou Superfície / Área Classe C
IRREGULARIDADE DE SUPERFÍCIE: mal embaladas, ondulações, ondas, bolhas, relevo ou lista prateada
Uma aceitável por área para superfície visual inferior a 600mm². Duas aceitáveis por área para superfícies visuais superiores a 600mm². Defeito NÃO deve ser capaz de ser sentida com a ponta do dedo.
Uma aceitável por área para superfície visual inferior a 600mm². Duas aceitáveis por área para superfícies visuais superiores a 600mm². Defeito NÃO deve ser capaz de ser sentida com a ponta do dedo.
Uma aceitável por área para superfície visual inferior a 600mm². Duas aceitáveis por área para superfícies visuais superiores a 600mm². Defeito NÃO deve ser capaz de ser sentida com a ponta do dedo.
RUGOSIDADE DA SUPERFÍCIE: Moido, ondulado ou com marcas circulares
Aceitável se não pode ser sentida com unha
Aceitável se não pode ser sentida com unha
Aceitável se não pode ser sentida com unha
Linha de solda, linha de fluxo, linhas de união, dilatação, projétil a frio, filme de fibra de vidro, linha torcida
Aceitável se não resultar em uma rejeição de filme na superfície acabada
Aceitável se não resultar em uma rejeição de filme na superfície acabada
Aceitável se não resultar em uma rejeição de filme na superfície acabada
Cavidades, furos Um aceitável por uma área de 300mm² se tiverem menos de 0,2mm de diâmetro para um máximo de 2 por superfície visual
2 aceitáveis por uma área de 300mm² se tiverem menos de 0,2mm de diâmetro para um máximo de 3 por superfície visual.
Aceitável se inferior a 0,5mm de diâmetro
Porosidade Não é aceitável Não é aceitável Não é aceitável
Pontos Aceitável se inferior a 6 defeitos por área de 300mm² E menos de 1mm de diâmetro para um máximo de 6 por área VISUAL. Nenhum agrupamento é permitida.
Aceitável se inferior a 6 defeitos por área de 300mm² E menos de 1mm de diâmetro para um máximo de 6 por área VISUAL. Nenhum agrupamento é permitida.
Aceitável se inferior a 8 defeitos por área de 300mm² E menos de 1mm de diâmetro para um máximo de 8 por área VISUAL. Nenhum agrupamento é permitida.
Linhas de Flash, linhas de separação, linhas de união, costura de molde, linhas de fluxo
Aceitável se aparadas 0,25mm de altura por 0,5mm de espessura
Aceitável se aparadas 0,25mm de altura por 0,5mm de espessura
Aceitável se aparadas 0,5mm de altura por 1,0mm de espessura
Vazios, lascas, rachaduras, alcance curto
Não é aceitável Não é aceitável Não é aceitável
Marcas afundadas, linhas de sucção, marcas de pino ejetor.
Aceitável se não pode ser sentida com a ponta do dedo
Aceitável se não pode ser sentida com a ponta do dedo
Aceitável se não pode ser sentida com a ponta do dedo
JDHZ 612
18
APROVADO PARA DISTRIBUIÇÃO
Tabela 4 Critérios de Imperfeições do Substrato Plástico e Compostos
10 Aparência de peças de plástico moldadas em cores
10.1 Definição de imperfeições para peças de plástico moldadas em cores
BOLHAS: Elevação arredondada indesejável da superfície de uma parte geralmente causada por gases presos na peça durante a moldagem.
CONTAMINAÇÃO: Descoloração visual / manchas na superfície ou abaixo da superfície das peças causadas por substâncias estranhas.
FENDA: Linha de material quebrado na peça, pode ser causada durante a moldagem da peça durante a manipulação.
DELAMINAÇÃO: A divisão de plástico ao longo do plano das suas camadas. Separação física ou perda do vínculo entre as lonas laminadas.
MARCA DE PINO EJETOR DO LEITOR: Imperfeição da superficie causada pelo pino ejetor na parte inferior da peça que causa distorção superficial do lado de aparência. Pode ser causada por uma alteração na espessura da parede ou variações de temperatura devido ao pino ejetor. Pode ser identificada pela linha principal na parte inferior da peça.
FLASH: Plástico extra nas peças. Geralmente ocorre na linha de apartação e linha de inserção.
PORTA TRIM: O local onde entra a parte de plástico e uma marca visual é criada quando este portão é removido da peça acabada. BRILHO: Um grau de brilho. LINHAS DE UNIÃO, LINHAS DE SOLDA e LINHAS DE FLUXO: plástico que flui em torno de uma obstrução (como uma inserção de um furo) onde dois caminhos de fluxo se encontram deixando uma linha de solda (ou uma costura). Pode aparecer como uma pequena fenda.
LINHAS DE SEPARAÇÃO, INSERIR LINHAS, LINHAS GUIAS, LINHAS FLASH e COSTURA DE MOLDE: uma linha de relevo formada pela junção de detalhes do molde.
CAVIDADE, FURO DOS PINOS: Imperfeições superficiais que aparecem como pequenos recuos nas peças, normalmente encontrados como um grupo de recuos.
ARRANHÕES: Imperfeições superficiais, que podem ser sentidas com a unha, geralmente causada por manejo inadequado.
ALCANCE CURTO: Não há plástico suficiente para preencher a peça. Criação de espaços vazios no final do fluxo do material.
MARCA AFUNDADA: Superfície distorcida devido à geometria da peça (costelas, convavos, etc.) na parte inferior de uma superfície de aparência.
RELEVO: Aparência suave, linhas finas na superfície da peça moldada. Muitas vezes é em uma área localizada da peça.
LINHAS: Longas linhas escuras causadas pela degradação do pigmento ou separação da cor ao longo do fluxo do material durante o processo de moldagem.
IRREGULARIDADES NA SUPERFÍCIE: Pode ser encontrada em ondas SMC e processos de termoformagem aleatoriamente, ocorrendo imperfeições da superfície.
JDHZ 612
19
APROVADO PARA DISTRIBUIÇÃO
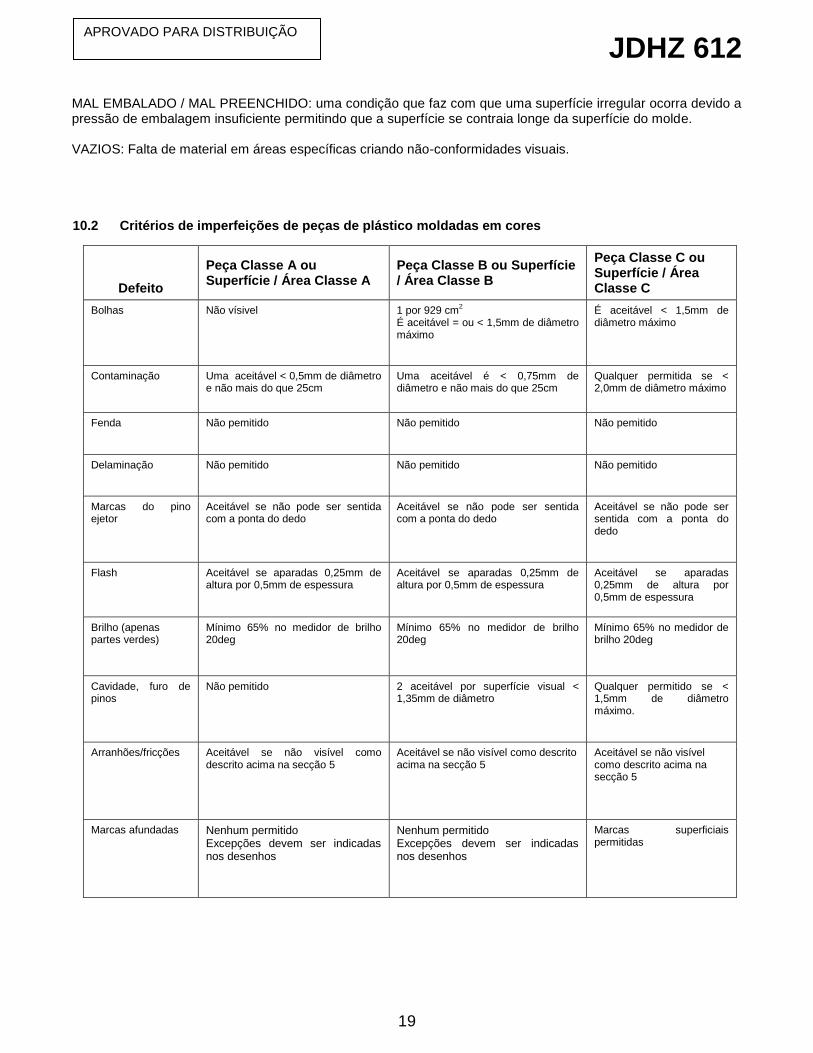
MAL EMBALADO / MAL PREENCHIDO: uma condição que faz com que uma superfície irregular ocorra devido a pressão de embalagem insuficiente permitindo que a superfície se contraia longe da superfície do molde. VAZIOS: Falta de material em áreas específicas criando não-conformidades visuais. 10.2 Critérios de imperfeições de peças de plástico moldadas em cores
Defeito
Peça Classe A ou Superfície / Área Classe A
Peça Classe B ou Superfície / Área Classe B
Peça Classe C ou Superfície / Área Classe C
Bolhas Não vísivel 1 por 929 cm2
É aceitável = ou < 1,5mm de diâmetro máximo
É aceitável < 1,5mm de diâmetro máximo
Contaminação Uma aceitável < 0,5mm de diâmetro e não mais do que 25cm
Uma aceitável é < 0,75mm de diâmetro e não mais do que 25cm
Qualquer permitida se < 2,0mm de diâmetro máximo
Fenda Não pemitido Não pemitido Não pemitido
Delaminação Não pemitido Não pemitido Não pemitido
Marcas do pino ejetor
Aceitável se não pode ser sentida com a ponta do dedo
Aceitável se não pode ser sentida com a ponta do dedo
Aceitável se não pode ser sentida com a ponta do dedo
Flash Aceitável se aparadas 0,25mm de altura por 0,5mm de espessura
Aceitável se aparadas 0,25mm de altura por 0,5mm de espessura
Aceitável se aparadas 0,25mm de altura por 0,5mm de espessura
Brilho (apenas partes verdes)
Mínimo 65% no medidor de brilho 20deg
Mínimo 65% no medidor de brilho 20deg
Mínimo 65% no medidor de brilho 20deg
Cavidade, furo de pinos
Não pemitido 2 aceitável por superfície visual < 1,35mm de diâmetro
Qualquer permitido se < 1,5mm de diâmetro máximo.
Arranhões/fricções Aceitável se não visível como descrito acima na secção 5
Aceitável se não visível como descrito acima na secção 5
Aceitável se não visível como descrito acima na secção 5
Marcas afundadas Nenhum permitido Excepções devem ser indicadas nos desenhos
Nenhum permitido Excepções devem ser indicadas nos desenhos
Marcas superficiais permitidas
JDHZ 612
20
APROVADO PARA DISTRIBUIÇÃO
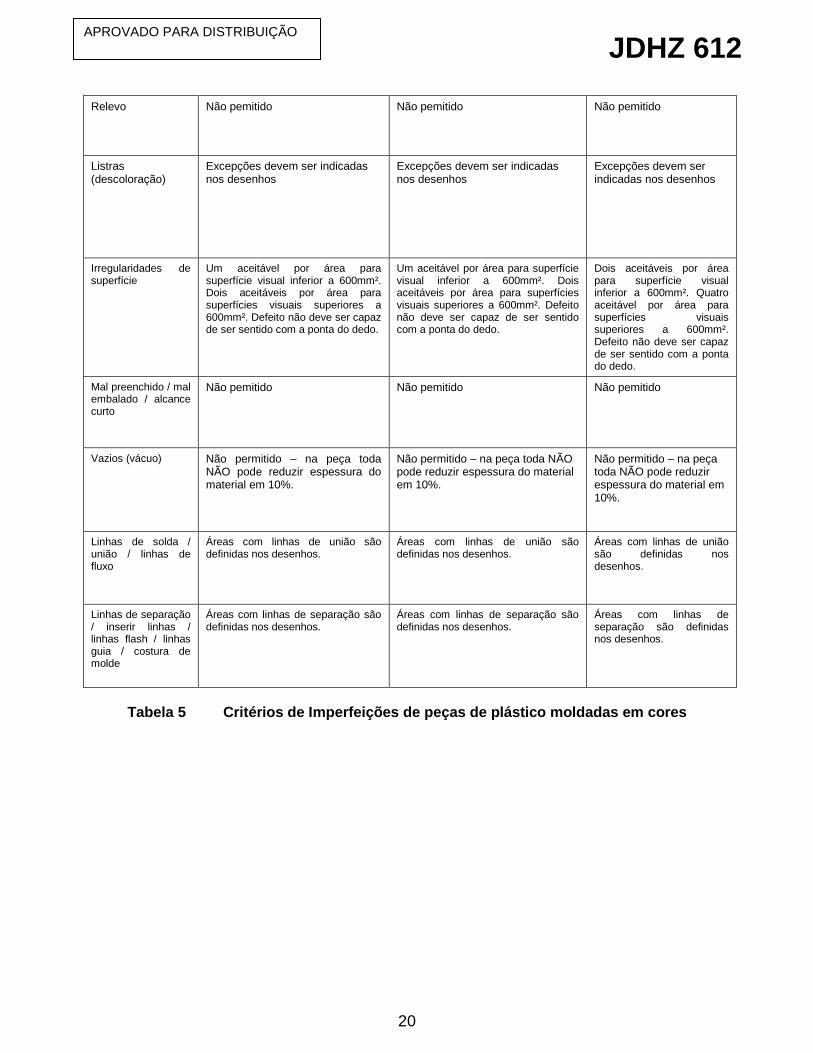
Relevo Não pemitido Não pemitido Não pemitido
Listras (descoloração)
Excepções devem ser indicadas nos desenhos
Excepções devem ser indicadas nos desenhos
Excepções devem ser indicadas nos desenhos
Irregularidades de superfície
Um aceitável por área para superfície visual inferior a 600mm². Dois aceitáveis por área para superfícies visuais superiores a 600mm². Defeito não deve ser capaz de ser sentido com a ponta do dedo.
Um aceitável por área para superfície visual inferior a 600mm². Dois aceitáveis por área para superfícies visuais superiores a 600mm². Defeito não deve ser capaz de ser sentido com a ponta do dedo.
Dois aceitáveis por área para superfície visual inferior a 600mm². Quatro aceitável por área para superfícies visuais superiores a 600mm². Defeito não deve ser capaz de ser sentido com a ponta do dedo.
Mal preenchido / mal embalado / alcance curto
Não pemitido Não pemitido Não pemitido
Vazios (vácuo) Não permitido – na peça toda NÃO pode reduzir espessura do material em 10%.
Não permitido – na peça toda NÃO pode reduzir espessura do material em 10%.
Não permitido – na peça toda NÃO pode reduzir espessura do material em 10%.
Linhas de solda / união / linhas de fluxo
Áreas com linhas de união são definidas nos desenhos.
Áreas com linhas de união são definidas nos desenhos.
Áreas com linhas de união são definidas nos desenhos.
Linhas de separação / inserir linhas / linhas flash / linhas guia / costura de molde
Áreas com linhas de separação são definidas nos desenhos.
Áreas com linhas de separação são definidas nos desenhos.
Áreas com linhas de separação são definidas nos desenhos.
Tabela 5 Critérios de Imperfeições de peças de plástico moldadas em cores
JDHZ 612
21
APROVADO PARA DISTRIBUIÇÃO
11 Definições de aparência de vedações e adesivos
11.1 Definição para aparência de vedações e adesivos:
VAZAR PARA DENTRO (aplica-se apenas a adesivo): excesso de material fora dos limites do aplicativo para
dentro da cabine. Pode ser um sintoma visível de variações no tamanho do adesivos (ver 'borbulhamento'
abaixo).
VAZAR PARA FORA (aplica-se apenas a adesivo): material em excesso fora dos limites do aplicativo para fora
da cabine. Pode ser um sintoma visível de variações no tamanho da bolha (ver 'enchimento' abaixo).
AGRUPAMENTO: a presença de vários defeitos em determinada bolha de comprimento linear.
CRATERAS (aplica-se para calafetar apenas): recesso em bolha formada.
SUJEIRA: material estranho na superfície da bolha formada.
PELÍCULA/MANCHA: resíduo/abrangente de material de vedar ou adesivo fora dos limites de aplicação. Pode
apresentar-se com um aspecto nebuloso ou descolorido.
ENCHIMENTO: Bolha excessivamente grande no inicio do aplicativo.
PONTAS (aplica-se para calafetar apenas): pequenas tiras de material calafetado fora dos limites do aplicativo,
normalmente em execução paralela à linha de calafetar. Comumente criado como um subproduto do processo
de limpeza (ver 'Contorno limpo' abaixo).
LONGARINAS: cauda fina de material, estendendo-se da bolha, normalmente fora da superfície de aplicação.
TEXTURA (aplica-se para vedação apenas): acabamento de face da superfície.
VAZIOS: falta de material na área especificada, geralmente permitindo a entrada de água ou criando um visual
de não-conformidade.
CONTORNO LIMPO (aplica-se para calafetar apenas): tendo uma aparência semelhante a uma bolha que tenha
sido apagada com um dedo.
JDHZ 612
22
APROVADO PARA DISTRIBUIÇÃO
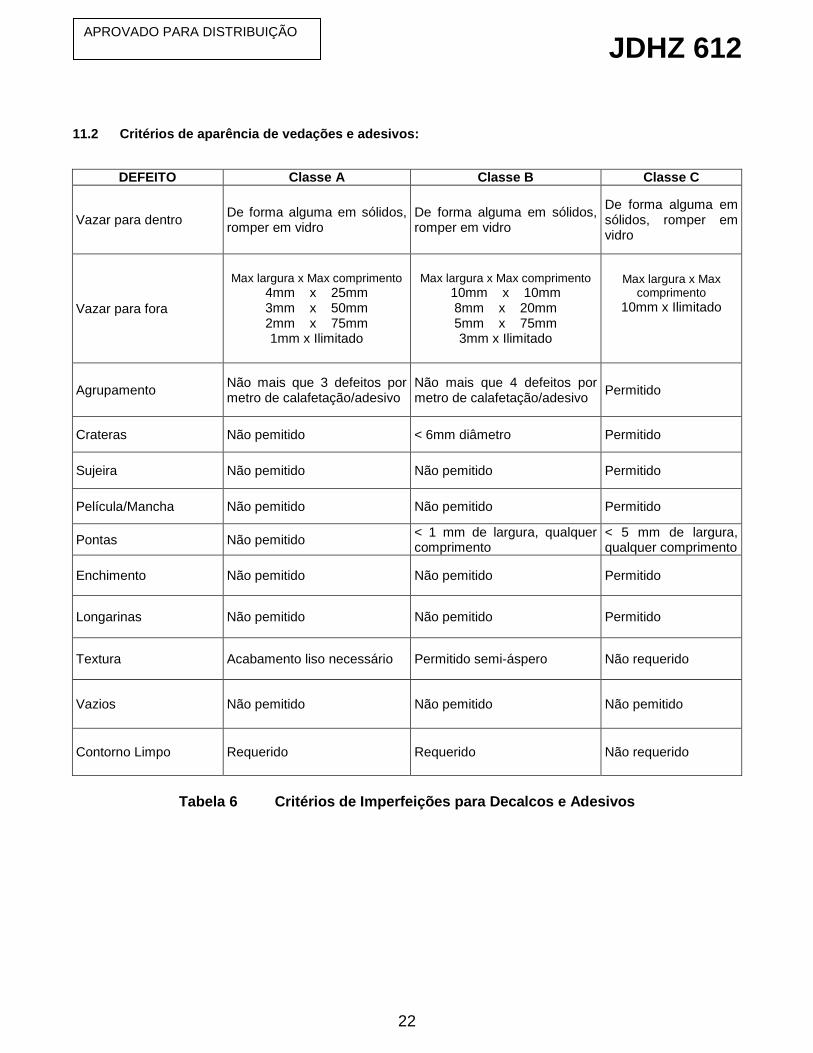
11.2 Critérios de aparência de vedações e adesivos:
DEFEITO Classe A Classe B Classe C
Vazar para dentro De forma alguma em sólidos, romper em vidro
De forma alguma em sólidos, romper em vidro
De forma alguma em sólidos, romper em vidro
Vazar para fora
Max largura x Max comprimento
4mm x 25mm 3mm x 50mm 2mm x 75mm 1mm x Ilimitado
Max largura x Max comprimento
10mm x 10mm 8mm x 20mm 5mm x 75mm 3mm x Ilimitado
Max largura x Max comprimento
10mm x Ilimitado
Agrupamento Não mais que 3 defeitos por metro de calafetação/adesivo
Não mais que 4 defeitos por metro de calafetação/adesivo
Permitido
Crateras Não pemitido < 6mm diâmetro Permitido
Sujeira Não pemitido Não pemitido Permitido
Película/Mancha Não pemitido Não pemitido Permitido
Pontas Não pemitido < 1 mm de largura, qualquer comprimento
< 5 mm de largura, qualquer comprimento
Enchimento Não pemitido Não pemitido Permitido
Longarinas Não pemitido Não pemitido Permitido
Textura Acabamento liso necessário Permitido semi-áspero Não requerido
Vazios Não pemitido Não pemitido Não pemitido
Contorno Limpo Requerido Requerido Não requerido
Tabela 6 Critérios de Imperfeições para Decalcos e Adesivos
JDHZ 612
23
APROVADO PARA DISTRIBUIÇÃO
12 Anexos
Estes anexos refletem as denominações atuais de classe com base em informações de desenho. Para fazer alterações nos anexos, primeiramente os desenhos de cada peça devem ser atualizados para mostrar a nova designação de classe. Isso é necessário porque os requisitos do substrato mudam com base na designação de classe. Alterações do substrato não ocorrerão sem que o desenho esteja sendo atualizado. Quando os desenhos estiverem sendo alterados para refletir a nova designação de classe, entre em contato com a área de Engineering Standards para ter esta informação refletindo no anexo. Classe B é considerada o padrão em desenhos que não apresentem qualquer designação de classe ou uma referência a JDH 409. Quando JDH 409 ou um requisito de superfície equivalente é especificado no desenho, a peça ou superfície é considerada classe A.
Utilize os seguintes anexos como um guia atualizado das classes de superfícies por produtos:
JDHZ 612X1H – Anexo 1H: Guia para as Classes de Superficie das colheitadeiras STS séries 70
JDHZ 612X2H – Anexo 2H: Guia para as Classes de Superficie das plataformas séries 70
JDHZ 612X1Z – Anexo 1Z: Guia para as Classe de Superficie das colheitadeiras TTS séries 70
Os seguintes anexos ainda estão em desenvolvimento e ainda não foram publicados:
JDHZ 612X1 – Anexo 1: Guia para as Classe de Superficies de colheitadeiras universais
JDHZ 612X2 – Anexo 2: Guia para as Classe de Superficies de plataformas univeisais
JDHZ 612X3 – Anexo 3: Guia para as Classe de Superficies de forageiras autopropulsoras
13 Referências
Para referências não datadas, a última edição do documento referenciado (incluindo emendas) é aplicado. 13.1 Acesso às normas to John Deere
13.1.1 As normas John Deere podem ser acessadas por funcionários John Deere pelo website Engineering Standards.
13.1.2. Funcionários de fornecedores com códigos de fornecedor aprovado John Deere podem obter acesso às normas John Deere pelo website JD Supply Network (JDSN). Acesso ao JDSN é individual via login e senha. Fornecedores devem contatar a Área de Suprimentos (Supply Management) com questionamentos sobre JDSN.
Note 2: Somente normas John Deere Standards que estão aprovadas para distribuição a fornecedores estão disponíveis via JDSN.
JDHZ 612
24
APROVADO PARA DISTRIBUIÇÃO
13.2 Acesso às normas de Organizações Externas
13.2.1 A maioria da normas de organizações externas à John Deere estão disponíveis para funcionários John Deere via Website interno Engineering Standards. 13.2.2. Fornecedores são responsáveis por obter normas externas relevantes. De acordo com as leis de direitos autorais e políticas da empresa, funcionários John Deere não devem prover cópias destas normas a fornecedores.
13.3 Normas John Deere JDH 409 Projeto, Manufatura e Critérios de Inspeção para Peças de Alta Visibilidade
JDM F17 Especificação da Empresa para Performance da Pintura
JDM F20 Especificação da Empresa para Performance da Pintura com Aplicação Limitada
13.4 Outras Normas de Aparência JDHZ 448 Legenda para Especificação de Fábrica de Normas de Aparência
JDH 440 Requerimentos de Aparência para Peças Moldadas em Cores por Processo Rotomoldado
JDHZ 612
25
APROVADO PARA DISTRIBUIÇÃO
Sumário das Alterações das Edições Anteriores
(Para Informação Somente — Não faz parte da norma)
Adicionado índice, lista das figuras, lista das tabelas no começo do documento
Revisado escopo
Atualizado palavras devem e obrigatório
Adicionado item 2.1 na introdução
Listado os critérios de performance no item 2.3
Adicionado o item 3.3 e figuras 3 e 4 para exemplificar informações sobre format de nomenclatura
Alterado tempo de visualização do item 5.1 de 60 segundos para 15 segundos
Adicionado item 6 para melhorar a definição de classes de superfície e área
Adicionado definições nos itens 7, 8, 9 e 10
Adicionado Superfície e Área nos cabeçalhos dos itens 7.2, 8.2, e 9.2
Revisado valores dos critérios dos itens 7.2 para saída de gás, bolhas, crateras, sujeira, spray seco, “olho de peixe”, excesso de spray, furinhos, marcas de polimento, aprofundamento de lixamento, manchas, arranhões, marcas de lixamento, listras, textura do substrato, retoque de pintura e impureza.
Adicionado nota sobre espessura da pintura no item 7.2
Revisado valores dos critérios no item 9.2 para cavidades / furos
Revisado valores dos critérios no item 10.2 para bolhas, cavidades / furos, arranhões, manchas, listras
Adicionado espaçamento no documento para permitir que tablelas estejam separadas das definições
Adicionado referência no item 13





























