Embed Size (px)
Citation preview
CBS COLECCIÓN BÁSICA “SENA”
AJUSTE DE TROQUELES TROQUEL DE CORTE
PARTE I

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial
Compartirlgual 4.0 Internacional.
Q
p .u
111S EN A'' CENTRO MET:,LMECANICO
REGIONAL BOGOTÁ BIBLIOTECA
1 PARTE
. "
...
Servicio Nacional de Aprendizaje SENA Subdirección General de Operaciones División de Programación Didáctica Bogotá - Colombia. Noviembre de 1.977.
•1ENA"
CEllfTRO MFr • -,� R AL I DA O ES SO 8 R E TROQUEL E R I A (' . 1 EC' � ',
,-< JL ,· TROQUEL DE CORTE (GENERALIDADES).
Elaborado por: JAIME GARZON PALACINO.
C.B.S. Colección Básica SENA.
•• .E lt1 A. ••CENTRO¡ ---,,,
R -, • , ,,._ .. J[CAHfCe EC/ON:;. f:OGCT,(
1'1BLI01 ECA
"Prohibida la publicación total o parcial de este documento sin la autorización expresa del SENA" �
...---i;-.----------:--,--J-N'_F_O,_R_:1\K-�A-C-1�
N TECNOL�--!�-: ---------..,.,-
R-E-.F-.----J-..-�--�-/-�...,
1 C B S ! !-------- __ _3 .'---------·J DESCRIPCION DE u,s OPf:RJ\CIONES ¡ ¡ Dívisión de �.'.:1ªci�·---l Vo e a bu 1 arJcL Te e n:Lc .. __ o_.)_,.'----· 1
.• f
Cortado Cizallado Recortado Punzo nado Troquelado Repasado
I N D I C E TROQUELES DE CORTE ---------
Perforado imcompleto Canteado o desbarbad3 Dentedo O pe r a e i o n e s e o n ma t r i e e s d •:: a e e i 6 n 1 a t e r a 1
TROQUELES DE FORMADO
Curvado Bordoneado o bordonado Rebordeado Cercado Enrrollado Trefilado Engrapado o Engatillado Conformado Doblado Estampado
TROQUELES DE EMBUTICION
EMBUTIDO PERFECTO EMBUTIDO CON ESTIRAMIENTO
TROQUELES CON ESTIRAMIENTO
Para Estirado o Trefilado
TROQUELES PARA ACUNADO Y EXTRUSION la Extrusión
Pag
1 /13
1 /13
2/1 � 2/13
2/13
3/13
3/13
3/13
3/13
4/13
4/13
5/13
5/13
5/13
6/13
6/13
6/13 7 /13
7/13
7 /13
8/13
9/13
9/13
9/13
i O /13
, ·I,.
')
f rrD;.:;--i �NFORMAC;O�-TECl'JOLO:.,.Y.CA: REF. ' 2/ 3
· �DESCR!PCION DE L�S OPERACIONES
División de Program;,ción ( V o e a b '..I ., ?. i i 5':_....;T:..;.f:i�c;,.;.::i:..:.i..::c..=.o ..... ) ..:... -----L-----· -----;
TROQUELES PA�A MATRIZADO TROQUELES DE OPERACIONES PROGRESIVAS
TROQUELES COMPUESTOS�
\.
1 1
1
1 *
1
�-�,;·,, ------------------
lNFORMACION TECNOLOGICA:
@-�] GENERALIDADES SOBRE TROQUELESDivisíondiP;ogramacíón
Lláma.se Troquelería al área de la mecánicé; que est .. 101.a, }/cz:.,y,c·c
ta y ejecuta los punzones y matrices utilizados en la fabrica
ción de piezas en serie que toman su forma en una o varias ope
raciones.
Esta especialidad ha progresado extraordinariamente en los f.11ti
mos a�os y ss parte importante en el trabajo del ajustador. En
Troqu.:�lerfa deben emplearse todas las máqu.inas �....;. herramientas
yt, ,.:estudiadas y difundidas en forma amplia en las C.B.S. corres
pondientes a la Mecánica General.
Las operaciones principales que exigen los oficios del Troque-
li.sta son:
l. Corte de Chapas
2. Formado de Chapas
3. E'mbutido de Chapas
4. Estirado o Trefilado
S e Acuñado y Extrusi6n
6. Matrizado
7. Operaciones Progresivas
B. Operaciones en Matrices Compuestas
En los dos dltimos c�sos las operaciones se re•lizan �imultanea
En este apéndice estudiaremos solamente lo que s�3 ref :i.ere a las
labores realizadas con chapas (*)
NO'J:l\: Se llama ,chapa al metal laminado en caliente o en frío f
{ *) hasta un espesor de 4 a 5 mrn. o sea:
Acero, cobre, aluminio, níquel o aleaciones de los
mismos. También se incluye el zinc y los metales pre
ciosos.
1
1 l
1 f 1 1
l
l
1 1 ' j
.• ,,.,, .... , .. .,, " '"'" "">%., ....,,. ...-..... ·----- ..., .. _-� ,.,. .. _,.. ' ···- . ··-·-· ...... . . ' �... .._,..,_, _____ �
6
�-F· ___ J1 /_1--il de Ajustador ,-
Indice General de Operaciones para 11MECANICA GENERAL 11
ColecciorH�t, consideradas: MECANICO AJUSTADOR- TORNE.RO-FRESA
DOR- RECTIFICADO MECANICO- TRATAMIENTO TERMICO.
MEC.ANICO AJUSTADOR
Nom.bre d e la Op e r a c ión
Limar superficie plana
Trazar lineas rectas en un plano
Trazar circunferencias
Trazar con gram.il
Limar superficie plana paralela
Lirnar su.perfic ie plana en Angulo -
Aserrar a mano
Limar superficies cóncavas y convexas
Taladrar (Agujerear en el Taladro)
Avellanar cónico
Avellanar cilíndrico
(�·o.e elé'. r
Afilaj� herranüentas de uso ro.anual
.-'\·.üar brocas helicoidales
Limar superficies planas-interior
_{osear con rnacho (a mano)
Roscar con terraja ( a mano)
Escariar cilíndrico con escariador fijo (a mano)
Escarias cónico a mano
Escariar cilfodrico con escariador regulable (a mano) Hacer resortes helicoidales
Limar lámina delgada
Remachar
Aserrar en sierras alternativas
Cepillar horizontalmente superficies planas y superficies paralelas
Cepillar verticalmente superficie plana ·
Cepillar superficie plana en ángulo (cola de milano)
Cepillar ranuras rectas·
Cepillar 1·anuras en 11T 11
Afilar buriles para limadora
REF.
01/A
02/A
03/A
04/A
,05/A
06/A
07/A
08/A
09/A
10/A
11/A
12/A
13/� 14/Á
15/A
-16/A
17/A
18/A
19/A
20/A21/A
22/A
23/A
24/A
25/-A
26/A
27/A
28/A
29/A
30/A
. -·- _, __ �-----·--------· --,-·---·-·--·�-·-----,--___ ......,.
,--�,------�
______ INFORMACION TF.CNOt()GKA:! � BS J Elaboració:1 de) :;?xog.La,n,.,1 1·,., .. \.j, . .a.L,1-,i L ,,.: 1: --..... ---"'
r���¿::,�naci5n ----· f';c T ,·ett•ueles
1 TC<INERO MECANICO
1 REf. ____
J
2/�¡ -¡
1 Nom:>re de la�ración
Ref1:enta.r
Hacer Centros
Tornear superficies cilíndricas externas entre copa y punto
Afilzr buril de desbaste y acabado
Tornear superficies cil{ndricas entre puntas
C iLc1c!rar con lunte rnovil
Tornear en luneta fija
Ranurar y tronzar piezas en el torno
Tornear superficies cónica extern2, con el carro ,;;uperior
r\gujerear usando el ca:.:ezal .;novil
Roscar con rr1acho en. el torne
Roscar con terraja en �l torno Tornear superficie cilíndrica interna ( .. Alesar)
Refrentar piezas interiormente
Tornear superficies cóncavas y convexas
Esc,,riar en el torno
Torne;.;.r rosca triangula:::- exterior por penetración perpendicular
Torne2-:r rosca triangular exterior por penetración oblicua
Tornear rosca triangular interior
Afilar buriles p�ra rosc.1.a
Centrar piezas en copa de c,1.atro n�ordazas
Tornear superficie cónica desalineando la contrapunta
Perfilar con her rarnientt, de fo:rma
Molete ar en el torno
Tornear cónico con la regla guía
Taladrar .con broca mo:·üada en el husillo
Tornear piezas en mand:ti:
Hacer resortes helicoidales en el torno
Rect-ificar superficies cónicé.cs y cilínd:::-íca:s: e;s:t:c�n:-.s
Tornear excéntrico
Tornear superiic ies esféricas
Afilar herramientaá de ca:d,'n-o m.etálico
Tornear en el plato liso
Tornear píe::,;.�s montadas en perfiles en escuadra
Torne3 .. r con centros postizos
'Tornear rosca cu;.1.drada r:�xte:-r1.r-.
. 1 t
REF. -----
01/T: -·?/,..,... t",_ _l
03/T. r· 04/T 05/T 06/r
07/T O�/T
09/T 10/T
11/T
12/T 13/T.
14/T 15/T ·. 16/T
17/T 18/T
19/T. 20/T 21/T
22/T 23/T
24/T 25/T 26/T
27/T
28/T
29/T
30/T
31/T
32/r
·33/T
34/T
35/T
36/T
1
T:·.,�r;0·t:'' rosca cur11.drada i'J.tArna 37/T J
- -·----------�--�- --·�· -·· ·--·-.,-=-- -------··-"· �- ·--·-·- --- --· · ... ,_ .. ........ = .. ·-·--·-� -��---
'\
�� INFORMACION TECNOLOGICA:
L�� Elaboración del Pr�grama de Ajustador
División de Programación De Troque les
Tornear rosca trapecial externa e interna
FRESADOR MECANICO
, Nom.bre de l a Ope r ació n
Tornear rosca múltiple con indicador (Ext. e lnt.)
Mandrinar en el torno
REF.
13/ll
38/T
REF.
01/Fr.
02/Fr.
Cambiar tren de ruedas del torno (para roscas de pasos especiales) 03/Fr.
Ivlontar prensa en la fresadora 04/Fr.
1vlontar material en la prensa
M.ontar porta fresa y fresa
Fresar superficie plana horizontal (fresado tangencial)
]'v1ontar cabezal universal en la fresadora
Fresar superficie plana horizontal (Fresado frontal)
Alinear prensa y material
Fresar superfíc íe plana vertical
Fresar superficie plana paralela o perpendicular a otra
Fresar superficie plana inclinada
:Fresar escalones
Taladrar en la fresadora
05/Fr. !
06/Fr.
07/Fr.
08/Fr.
09/Fr.
10/Fr.
ll/Fr.
12/Fi-.
13/Fr.
14 1F - I r_
15/Fr.
Fresa: ranuras rectas (Reproducción de perfil de la fresa) 16/Fr.
Montar y preparar el divisor Universal (División directa o indirecta)l7/Fr.
Fresar superficies planas en áng�lo (usando apara to divisor o mesa
circular).
Monta·r material sobre la mesa
-Fresar ranura recta (sección en T)
Fresar ranura recta (sección trapezoidal)
Alesar en la Fresadora
Construir ranuras rectas con rnontajador
Fresar contornos (Superfíc ies ext. e int)
Fresar superficies cóncavas y conve?Cas,
.Fresar ranura de trayectoria circunstancial
Fresar dientes rectos para engranajes cilíndricos exteriores
1víontar soportes y engranajes {División diferencial)
Hacer división dife rencial con el divisor universal
Grabar divisiones lineales en la fresadora
Fresar dientes de cremallera
Fresar ranura y dientes helicoidales
Fresar Tornillo sin finFresar corona de dientes cón{:�vos para tornillo sin frn
18/Fr.
19/Fr.
20/Fr.
21/Fr.
22/Fr.
23/Fr.
24/Fr.
25/Fr.
26/Fr .
27/Fr.
28/Fr.
29/Fr.
30/Fr.
31/Fr.
32/Fr.
33/Fr.34/Fr.
l _______ _
'b
rcri';:-¡ OPifillACION: . · · 1 rut;.;,:�.-�-J .· ' .. Elabcración del Programa de Ajusta
.dor j_:
D,Vl,1�!_�'.!_r,'lgr��ló,t, ___ De T ro�u�l� ______ ._J__RECTIFICADO MECANICO
l\Jombre de la Operac ión
Ba.la.ncear muela
Rectificar mnel:.
Rectificar superficiespfanas pé.r3.lelas Rectifíca.r superficie plana. (Pi.eza sujeta en prensa)
Rectificar ranura
Rec'ti.ficar superficie pla.na oblicua
Rectificar superficie plana oblicua con muela perfilada
Rec'·ifír.ar sup'erficie plana fron'tal
Rectificar superficies ese alonadas
Rec�iiica:r· superficie cílfodrica entre puntas
1?,:ó'chftc :l:· superLci e cilíndrica con · reb�'i;:, r:i.n saEd;i
i.i.ectificar supe:rfi.c i.e cónica
Re,::tificar superficie cónica interna
Rectificar súperficie cónica externa
Rectificar sup,arfic ie e •.lfotlrica fr!Le::·r.a
P,efrentar en rectificadora cilíndrica universal
Refrenta. r interno
Rectificar superficie cilíndrica i·l·:Prna escalonada
Montar lunetas para rectificar
Rectificar superficie Cilíndrica. inte:rna con rebaje
TRATAMIENTO TERMICO
Operar horno eléctrico de cámara
Operar horno eléctrico para baflos
Operar horno de electrodos para ba.ños
0p'.3rar hornos de combustión
Operar hornos de baffo de sales
Recocer
Re-·,en·,r
Tem.p\ar
Templar superficialmente por llam;,;.
Temphu superficialmente por tehsión inductiva'
1�EF -----O'
1R,1¡
01A/R
02A/R 02B/R
O.., �/R)/_,, L, \
)'1 i.,-, \ �. / ·"
03�A.ÍR
03B/R
04/R
04.A/R
05/R
05A/R
o r.ill/R n F /T) ,,b¡ !:,
06.A/R
06B/R
r '7 'R J,í�
08/R
OBA/R
08B/R
osc/R
09/R
09.A/R
REF. -.. � ... ... --01/TT
OlA/Tr
OIB/T.r
02/TT
02A/IT
03/Tr
03A/TT
03b/TT
n,:,./TT V >e/ - •
1
1
1 1 !
04A/TT
05/TT 1 05A/TT!
q
11. r-
C--;..-,:� INFORMACION TECNOLOGICA:
l . ,. tí �, J Elaboración del Prcig1'.'a:rna df.! }:i j11.stador Dív;�ici;-d�-,,;;,amacíón De Troqueles
,----·--·- Tratar termoquimicarnente (con sustancias sólidas)
Tratar termoquinicamente (con sustancias líquidas)
Jpe�ar horno para tratar termoquimicarµente (Con gas)
T . . f .,:Jta:' t¡_ .,.�·nogu1·n1caTnentct:::on 1\ledir dureza (Roe kwell)
:/fedir dureza (Briwell)
Medir dureza (Vickers)
sustancias ga 3cc1s¿,f.,
06/TT
07/TT 1
08/TT · 1 08�,/TT
09/TT
1J9A/TT
n9B/TT
Indice General de Temas Tecnológicos para'MECANICA GE!\JERA L".
Colecciones consideradas: MECANICO .AJUSTADOR- TORNFRO -
FRESADOR- RECTIFICADO MECANICO- TRATAMIENri:-0 TF.RMICO.
MECA�,,1co AJUSTADOR
I í tu l._Q_d e 1 . Tem a T e en o 1 o g í e o
Limas Prensa de Banco
Regla de control
Mármol de trazadoy control
Sustancias para cubrir superficies por trazar
Regla gr2.duada
Instrumentos de trazar (regla- rayado-r - e.se.)
Grane te
Con1pas d� punta y de centrar
Instrumentos de trazado (gramil, prisma, gatos).
Calibrador pie de rey (tipos, carac, usos)
Calibrador pie de rey (nomencl. y lect. · en O ,1 mm.) Mic rórnetro (nomecl- tipos y aplic.)
Escuadra de precisión
Goniómetro
Sierra manual
Plantillas
lns trumentos de control (calibr y verif.)
A;�cesorios para fijar piezas (bridas y prensas en e)
ívláquina de taladrar (tipos, c:aract, y accesor.)
Portabrocas y conos de reducción
Brocas (nomecl cara e ter y tipos)
Velocidad de corte en la taladradora (tabla}
Fluído de corte
REF;
001/A 002/ A
ooo/A
004/A
oo:t'A
006/A
007/A
008/A
O()o/A
010/A
011/A 012/A 013/A
014/A
015/A •
r
016/A
017/A
018/A
m9/1 r
020/A
021/A
022/A
023/A 024/A
·l..
"¡
------� ... ..mr·-... ..,-.,�--�-----· ---
---------. INF.ORMACION ·rncNOLOGICA. :
B '"' �
Elaboración del Programa de Ajustador Dí!ti;;/.i:in e''.! Pro,ytHTJ&eión Df. Troqueles
...__.._.,,,___...,, .... ,..._., __ , __________ , _____ .....;;._ __
Fresas de avellanar y hacer asientos planos
Taladradora portái;í.l y de colun1na
REF.
Elementos de fijación (prensa de mano y alicates de
Cincel y Buril
Esmeriladoras
Verificadores de ángulos
Broca helicoidal (ángulos)
Ivtachos de roscar
Roscas (nocion,.;;s, tipos, norDenc1.)
Volvedores
Brocas para machos (tablas)
Calibrador pie de rey (lec L en frac e. de pulg.)
Tornillos, tuercas, arandelas
Destornillador
Terrajas
Escariadores (tipos, usos) J'v1icrómetro (Funcionamiento y lectura)
l'.v: ic rórnetro (graduación en pulgadas)
Instrumentos de control ( Cali br. pasa y no pasa) Micrómetro(para rnedicrnes internas)
Tolerancias sistema ISO
Resortes helicoidales
Alicates
:tv1artillo y mazo
Tijera de mano y cizalla
Herramienta de remachar
Remaches Üipos, caract. , usos)
Sierras alterm>.tiva:::;
Hojas de sierra para máquina
Llaves de apriete
Ce pilladora-· limadora (nomencl. caract) Cabezal y avance automático
6/11
.�,,
02:f.A '-
02f,l /). 1 presifo_) 027/A f
02i}'A;
02.'J'A ! . ¡!J30/ A 1
03V A 1
032/A
033/A
034/A
035/A
036/A
031A
038/A
039/A
040/A
041/A
042/A
043/A 044/A
045/A
046/A
047/A
048/A
049/
050/
051 /-A} 052 /Al 053 lAi 054/A
055/A 056/A
Herramienta de corte (tipos- nociones de corte y cufia) 057/
058/Af
os9/ Aj
..,. ___ _
Avance en las máquinas herramientas
Velocidad de corte y velocidad de traba_jo(Concep. UniApl.)
J-Ienam ientar de corte (ángulos y tabl2.s)
Indicador de cuadrante (carátula)
.tv�icrómetro (Gr;-1_duac. en n1m. con nonio) Calibrador pie de rey (aprec. en 005 mm. y 002 mm.)
060/AI
o6J/A
062 / 063/A
--- INFORM ACION TECNOLOGICA:
[C f3 S�_J Elaboración del Programa de Ajustador ---. -·· .
REF. ¡1111
Div,;;ion do Programación De Troqueles .,. . -- -----Z-------------.....L------------;
Calibrador pie de rey ( apreciación)
Tambores graduados ( en las máquinas herramientas)
Velocidad de corte en la limadora (tablas)
Cepilladora - limadora (Cabezal y avances automáticos)
A· cae iones de acero
Herramientas de corte para limadora {tipos)
TORNERO MECANrco
_'l ít u lo de 1 Terna Te en o l ó g i e o
Torno Mecánico horizontal (Nomencl. Caract. Accesorios) Torno lvlecánico Horizontal fÍ1nc. mat. cond. uso )
Copa Universal de tres n,.ordazas
Herramientas de corte (nociones generales de fíjacion en el torno)
Herramientas de corte para torno (perf y apli c}
Velo.::tdad de corte en el torno {tablas)
Broca de centrar
T,,rno !netálico horizontal (cabezal n1ovil)
Plato y brida de arrastre
Tor?·.o n1ecánico horizontal (punta y conlrapunta)
Lunetas Torno mecánico horizontal ( carro principal)
Inclinación del carro superior torneado cónico ( cálculo)
Torno mecánico horizontal (cabezal fijo)
Roscas triangulares (caract. y tablas)
'Ir rno rr1ecánico horizontal (1necanisrno de inversión del tornillo
064/A
065/A
066/A
067/A
068/A
06o/A
REF.
08o/T
090/T
091/T
092/T
09:VT
094/T
09:/T
096/T
097/T
098/T
09o/T 100/T
101/T
102/T
103/T
patrón y la lira). 104/T
Torno rnecánico horizontal (caja de roscas) 105/T Tren de engranaje para roscar tn el lorno (cálculo) IOó/T
Herrarnientas para roscar (ángulos) 107/T
fvTuelas o piedras de esmeril 108/T
Copa de mordazas independienles 1.09 /T
Desalineado de la contrapunta l lOíT
Micrómetro (graduación en mn1. c-00 non10) l 11/T
Molet:eador 112/T
indi.nación de la regla gufa y accei:rnr-io para Lornear cónico(calculo) 113/T .
.
r:nno:,; norrnalizados, rno-rse , arne ricano (tablas) 114/T
Torno rnecánico horizonlal (rnecanisrnos de reducción del husillo) 115 /T
Heclifiradora portátil 116/T
, __ ::lnndad y avan.---e para rectificar ll7/T
_______________ , ____ , ___
FRESADO MECAl TICO
Título del Temr, T0cnr::,!(('<;_co ----·-·-�----··-· . .o �·
Roscqs múltbles
Rosca sin fin (Sis tem,'l mó-11_1)_.:;,)
Indicador para roscas(en pulp:adas)
Fresadora (gene::r-alidades)
F .resadora Universal
Elementos de fijación (calzos, p:ddas, gatos)
Ejes p;ira fresas
Pinzas y portapinzas Fresas tipooy característi�as)
Velocidad de corte en la fresadora
Avance- profundidad de corte y forma de trabajar las fre
sas).
Cabezal universal y cabezal vertical
Chavetas
Aparato divisor (Generalidades)
Rmuras normalizadas (Chaveteros y ranuras en. T)
Aparato divisor simple (División direct�) Aparato divisor simple (división ri.nivers:al)
Aparato divisor (tipos de montaje y de,piezas}
Aparato divisor (div. directa y div. indirecta)
Mesa circular
Montaje de piezas sobre la mesa Fresado en oposición y fresado en cor,:.1,rdancia
Medición con rodillos (cálculo)
Mandril descentrable y mandr.il fijo Aparato mortajador (Herramientas y porta-Htas)
Engranajes (Generalidades)
Engranaje cilíndr!co recto
Medición de dientes de engranaje
Ruedas de cadena
Tren de engranajes (Generalid�des)
Aparato di.visor (División diforencial)
Divisor Lineal Cabezal par?. fr�sar ere.manera
Helices
Engranaj� cilindrico helicoidal Tornillo sin fin (Siet�ma módnlo)
, , .
REF.
124/Fr 125/Fr
126/Fr
127/Fr 128/Fr.
129/Fr
130/Fr.
131/Fr. 132/Fr. 133/Fr.
134/Fr.
135/Fr.
136/Fr .·
137/Fr.
13&,"Fr:.
13</Fr.
140/Fr
141/Fr 142/Fr
_ 143/Fr
144/Fr
145/Fr
146/Fr
147/Fr
148/Fr
149/Fr
150/Fr
151/Fr.
152/Fr
153/Fr
154/Fr •
15:/Fr.
156/Fr
157/Fr ..
158 /Fr1·
1s9/Fr,
----------------.... -.,.--. .::..usa.A ilu.11'�------�---·�---------'
....-------------·----------------r--,-----·-:---• .l--=-v� e§]] ffffü����:�:c�;::��:;�;�ma ¿.�, Ajnet.ldor ¡· REF.
. ·.··-
9
n, División de Programación De Tro�::;.l.;::.e.;::s ___________ .__ _____ --,---�-i
Corona ¡:;�:·a tornillo sin fin
RECITIFICADO· MECANICO
Titul o <lel Te ma Te cno l ogic o
Re c\ific a do r.1
Rectificadora plana
Muelas
Platos magnéticos
Diamante pari'l rectificar muelas Equipo de protección (Máscaras).
Muelas (elementos componentes)
Avance de corte
Muelas (Características)
Bloques magnéticos
Cilindro y colurnna
Soporte para balancear muelas
Brida y mandril porta-muela
Muelas (Tipos)
Dispositivo para rectificar muelas en ángulo
Muelas (especificaciones)
Velocidad de corte de las muelas
Mesa inclinable
Mes.a de senos
Bloques calibradores
Regla de senos
Rectificadora cil(ndrica universal
Velocidad de cGrte en recitífaciÓn cilíndrica
Avance de corte en rectificación cilíndrica
Calibradores .cónicos Rectificación (defectos y ca1.1sas)
Luneta de resortes
160
RE.F'.
146/R
147/R
148/R
149/R
150/R 151/R
152/R
. 1
153/R
154/R
155/R
156/R
157/R
158/R
159/R
160/R
162/R 162./R
163/R
164/R
l'=!.5/R
166/R
167/R
168/R
169/R
170/R 171/R
172./R
t·;
, . .
i •
,.
'i!
-----�----· ---------------------------,---------rl--,
[� INFOE�::��::�z�E�:1°�::�:�a de Ajustador
,' REF.
lO/U
División de Programación De Troqueles
TRAMIENT05 TERMICOS
Título del Tema Tecnoló_g ico
Acero al carbono (Nociones preliminares
Metale� no ferrosos (metales puros)
Diagrama Fe- C
Hierro Fundido (Caract erísticas)
Alea e íones de acero
Metales no ferrosos (Aleaciones)
Hornos para tratarrlientos térmicos (General)
Hornos Eléttricos (Tipos, características) Pirón-1etros Ter.no-Eléctricos (Tipos, usos)
Elem.entos de trabajo{para tratamientos térmicos)
Hornos especiales de electrodos para baños
Pi:rómet,�os de radiación (Tipos, usos)
Hornos de combustión (Tipos, características)
Ensayo de dureza {M.aquinas , tipos características)
Ensayo de dureza (Rockwell (Generalidades)
Ensayo de dureza (Briwuell (Generalidades)
Ensayo de dureza Vickers (Genera�idades)
Tablas de dureza (Briwuell, vickers y Rockwuell)
Tratamientos térmicos (Generalidades)
Aceros S AE (C1asificación y composición) Aceros SAE (Tratamientos térmicos usuales)
Normalizado
Recocido
Temple
Medios de enfriamiento (Características)
Revenido
Hornos de c il culac iÓn forzada
Temple isotérmico
Temple superficial ( Por llama )
Temple superficial (Por alta frecuencia)
Tratamientos Lermoquímicos (General)
Cern.entac ión (Con sustancia sólida)
Cementa,ión(con sustancia líquida)
Cianurac ión
Hornos especiales (Para tratar con gas)
Cementación(con sustancias gaseosas)
N ítrurac ión
REF.
002/TT
003/TT
004/TT
005/TT
006/TT
007/TT
OOSÍTT '
008A/TI 009/TT
010/TT
011/TT
012/TT
013/TT
014/TT
015/TT
016/TT
017/T,T 1
018/T.T
019/TT
020/TT 021/:rr,
022/TT
023/TT 024/TT
025/TT
026/TT
027/TT
028/TT
029/TT
030/TT
031/TT
032/TT
033/TT
034/TT
035/TT
036/TT
037/TT
,15
¡\. -
� tNFORMACION TECNOLOGICA:
� · ElaboracÚín del Programa
División de Programaclón De T roque les
Carbonitruración
de Ajustador
Equipo de proteccion (Vestido de cuero)
Equipo de protección (Lentes de seguridad)
Equipo para soldar con acetileno
REF.
Equipo para soldar con acetileno (boquilla , soplete para soldar)
Jn/11
038/TT
039/TT
040/TT
041/TT
042/TT
Llama oxiacetilénica 043/TT
Equipo para soldar con acetileno (e ilindros , valvulas, reguladores) 044/T T
Equipo para soldar con acetileno (manguera, economizador de gas) 045/TT AJUSTADOR DE TROQUELES
Título del Tema Tecno1ógico
Descripción de las Operaciones (Generalidades
T r oque l e s d e C o r te
Definición y nomenclatura
Placa matriz
Punzón recortador
Punzón perforador Ele ce iÓn del Punzón
Detalles de construcción (cálculo)
Momentos de inercia
Esfuerzo cortante
Proceso de corte {Cálculo y disposicion de la pieza en la tira)
Angulo de rotura del material
Juego de entrepunzón y matriz
Fuerza de corte
Disrosición de la pieza en la tira
Placa portapunzones
'I'opes fijos y de comienzo de tira Pilotos Centradores
Guías 1.aLerales
Cuchillas de avance
Tope automático
Pilotos C entradores
Placa ·· guía de punzones
Armazón o bastidor
Espigo
1-�aca porta-espigo
Columna y casquillos guías
Tornillos allen
Pasadores
OlÍTr.
02/Tr.
03/Tr.
04/Tr.
05/Tr. 06/Tr.
07/Tr.
08/Tr.
09/Tr.
10/Tr.
11/Tr.
12/Tr.
13/Tr.
14/Tr.
· 15/Tr.
16/Tr. 117/Tr.
18/Tr.
19/Tr.
20/Tr.
21/Tr.
22/Tr.
23/Tr.
24/Tr _ 1
25/Tr.
26/Tr.27/Tr.
._::J
I!""""'---------�·----- ---·-::...---=---�-------
r;;-,;�. tNfORMAClON 11:C�i8lG'!i!Ch:
� Elaboración del Prog1·.:-.rna d.:; Aju'.3tndor
nA/i
Dívis!én de Pmgram?.c;r;n De Troqu:;les
____ , ____ ..;__..!,. __________ .-:¡
Bases con columnas y gafas
Ensc.mblaje del Troquel
Tipos de troqueles de corte
Organos p;:,.ra la fijqci.Ón de las matrices
Localización del Espigo(Proceso g'r.Sfico y �nalítico)
Dureza de las piez:.1s Aceros cspec iales p?.ra matricerfa (Caracteristicas y .picac iones)
Empleo de Cerromatr'ix
Chapac laminadas en frio Norma DIN-1624
Prensas Sistemas de f'leguridad (Prensas y Matrices)
29/Tr.
30/Tr.
31/ Tr.
3z/Tr. 33/Tr
34/rr.
35/Tr.
36/Tr..
37/Tr. 38/Tr
39/Tr.
L----------------·------·----·-----------··---c.1
1�
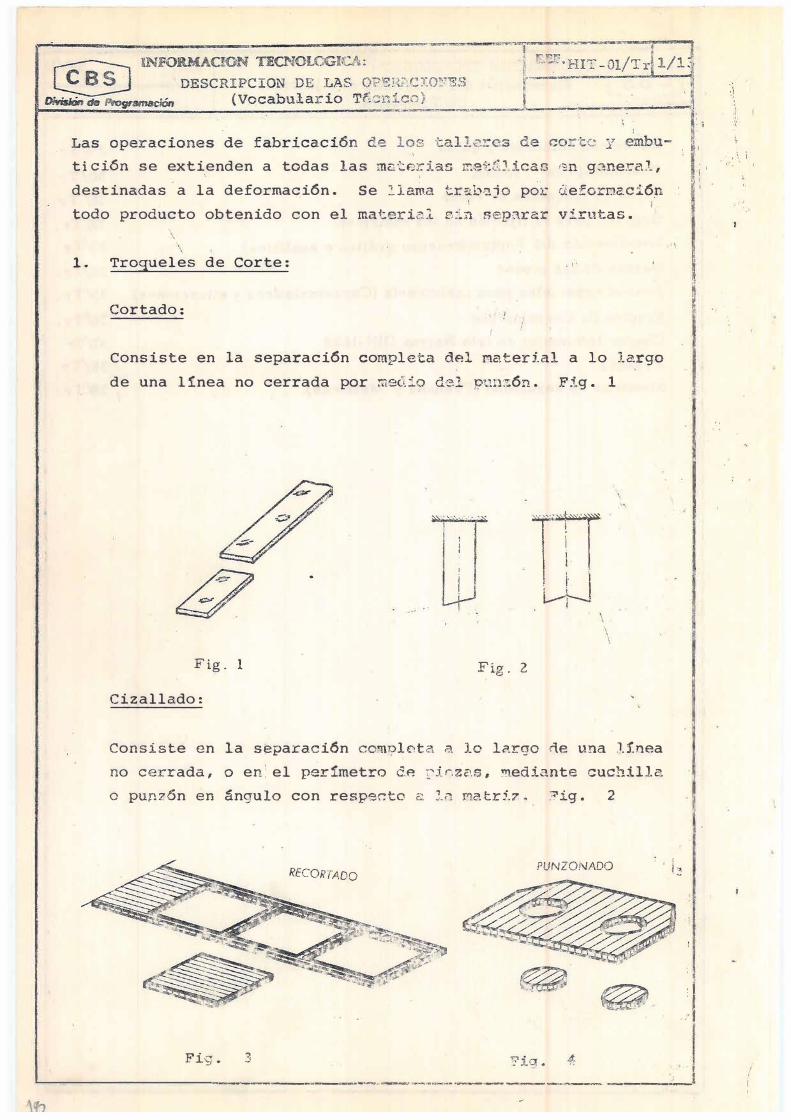
ti ci6n se extienden a todas las ma·::erias rr.etG.J.ican 1:m g�meral,
destinadas a la deformaci6n. Se �-lama trab.').jo por defornací6n
todo producto obtenido con el material sin sepArar virutas.
l. Troqueles de Corte: '1
Cortado:
Consiste en la separaci6n completa del material a lo largo
de una línea no cerrada por meciio d$l pun�6n. Fig. 1
Fig. 1
Cizallado:
Fig. 2
ur
Consiste en la s�paraci6n complota � lo largo �e una línea
no cerrada, o en: el pex1metro d� I"'ir;,rns, mediante cuchilla
o punzón en ángulo con respecto a la Matriz. �ig. 2
RECORTADO PUNZONADO
Fig. 3
i' ' 1
. '
: i
.• 1..
' 1 ----------·-----·---------------·-·
r�.nw.�,i;,o--., __ .. ""_'_-,'"""-< ____ �---- , . . ·"'"- . CJL-Z . ---
1> ,....----:---:.:�- �NFORM1\C!ON T:r2CNOL0GICA: 1 REF+nT-O�/Tr�/131 ::,¡_ t..... ' f)F.(�t1f" ·rn· ... t ¡\t r . .- ·,r,- ,·r�-. e 1 e B ,_i. 1
__ ..,,._, ___ c., L�i,,.:I01, ,JE LAs oPE.,A.cJ.uNE,.,
¡---------�. '----------- 'V,,..,cab· u• -r···:o •re"'cn1.·,..o) i D1'v1·c1·o·� -'� o · · \ ' '"' ... 0· _ _. -· .. '--
t � .,. u., , ro':f amacmn ·--- ____ 1
[ Rec�::-
-
·- ______ _e
1
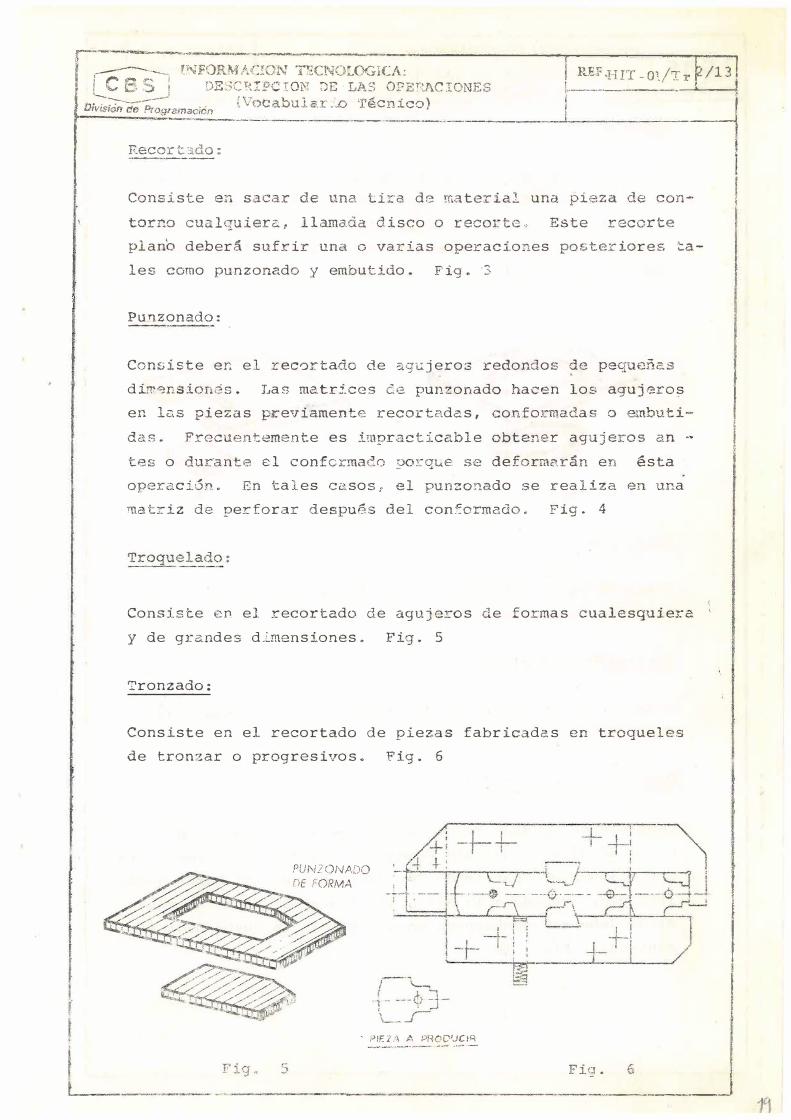
1 Consiste en sacar de una tira de material una pieza de con-
torno cualquiera, llamada disco o recorte. Este recorte plano deberá sufrir una o varias operaciones posteriores ta
les corno punzonado y embutido. F.ig. 3
Punzonado:
Consiste en el recortado de agujeros redondos de peque�as
diw�nsion�s. Las matrices de punzonado hacen los agujeros en las piezas previamente recortadas, conformadas o embuti
das. Frecuentemente es impracticable obtener agujeros an -
tes o durante el conformado porque, se deformél.rán en ésta operación. En tales casos, el punzonado se realiza en una
matriz de perforar después del conformado. Fig. 4
Consiste en el recortado de agujeros de formas cualesquiera
y de grandes dimensiones. Fig. 5
Tronzado:
Consiste en el recortado de piezas fabricadas en troqueles de tronzar o progresivos. Fig. 6
PUNZONA�)O
OE 1:0RMA
' ?11:Z.<I A PROD'JCIA ____ ..,_.,._,_,.,_ ____ .. ___ ····� ' -Fig. 6
1 1 1 1
1
1
__ ___J
� iNr-oi;:, __ f.¡,C!On TEO:�tOGICA:
� DESCRIPCION DE LAS OPERACIONES
Dímláncm F-ti,gmme:cíir, (Vocabulario Técnico)
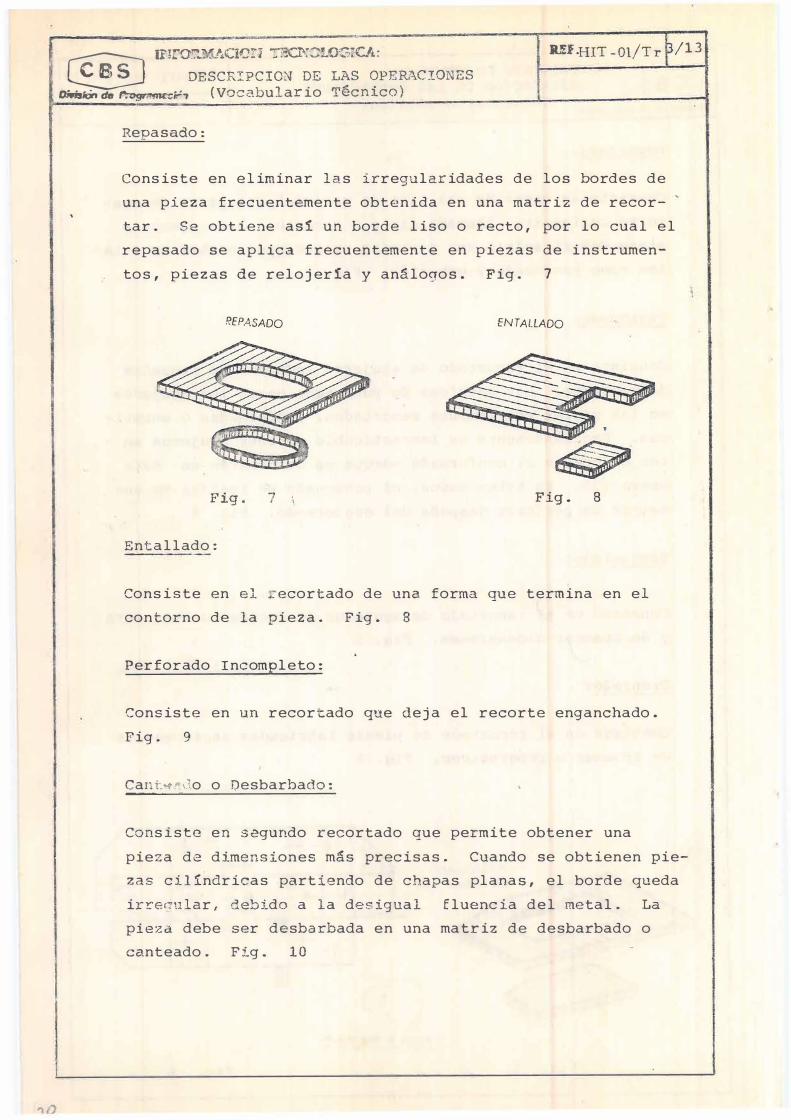
Repasado:
ll.f.HIT-01/Tr /13
Consiste en eliminar las irregularidades de los bordes de
una pieza frecuentemente obtenida en una matriz de recor
tar. Se obtiene as1 un borde liso o recto, por lo cual el
repasado se aplica frecuentemente en piezas de instrumen
tos, piezas de relojerfa y an�logos. Fig. 7
REPASADO ENTALLADO
Fig. 7 Fig. 8
Entallado:
Consiste en el J.ecortado de una forma que termina en el
contorno de la pieza. Fig. 8
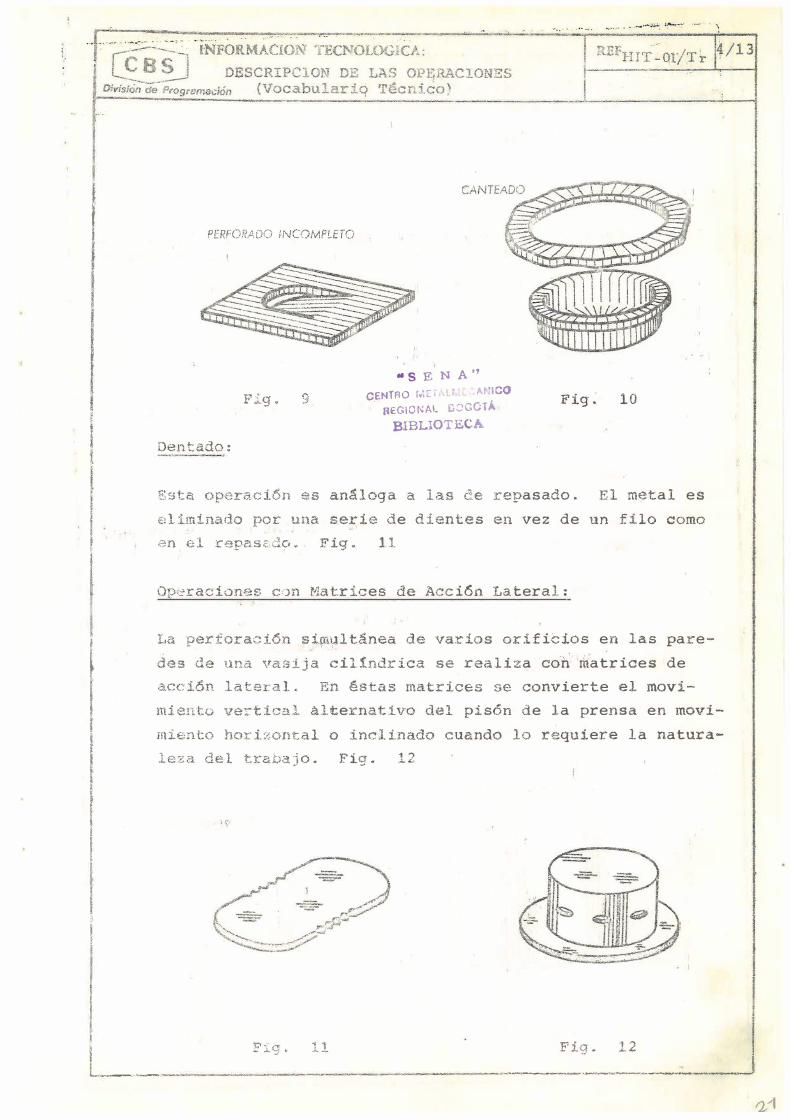
Perforado Incompleto:
Consiste en un recortado que deja el recorte enganchado.
Fig. 9
Cant��Jo o Desbarbado: --·· ....
Consiste en s�gundo recortado que permite obtener una
pieza de dimensiones más precisas. Cuando se obtienen piezas cilíndricas partiendo de chapas planas, el borde queda
irre�ular, debido a la desigual fluencia del metal. La
pieza debe ser desbarbada en una matriz de desbarbado o canteado. Fig. 10
¡
1r
1 1 í ' ¡
1 t t 11l 1
1 l 1
l !
1 1
PERFORADO INCOMPLETO
Fig. 9
Dentado:
•SE, N A''
CENTRO r,;:. ,U ... ,A.�'ICO
. REGIONAL DOGCTÁ
BIBLIOTECA
Fig. 10
Esta operaci6n es análoga a las de repasado. El metal es
eliminado por una serie de dientes en vez de un filo como
en el repas�d9. Fig. 11
Op�raciones con Matrices de Acci6n Lateral:
La perforación s_i�_y!.ltanea de varios orificios en las pare
des de una vardja cil1ndrica se realiza con ttiatrices de
a.cci6n lateral. En éstas matrices se convierte el movi
miento vertical �lternativo del pis6n de la prensa en movi
miento horizontal o inclinado cuando lo requiere la natura
leza del trabajo. Fig. 12
l_ Pig. 11 Fig. 12
------------· -------�
a:1
2. Troquel�n e� Pormado�
A. Curvado:
Consiste en dñrle a las chapas forma de sur8�ficie desa rrollable a fin de que se adapten a un pl�no deter�ina
do. Comprende la:3 operacicnes que a cor.tinuación se
describen·:
Bordoneado o Bo�don�00:
Consiste en hacer longitudinalmente en una chapa cual
quier moldura.
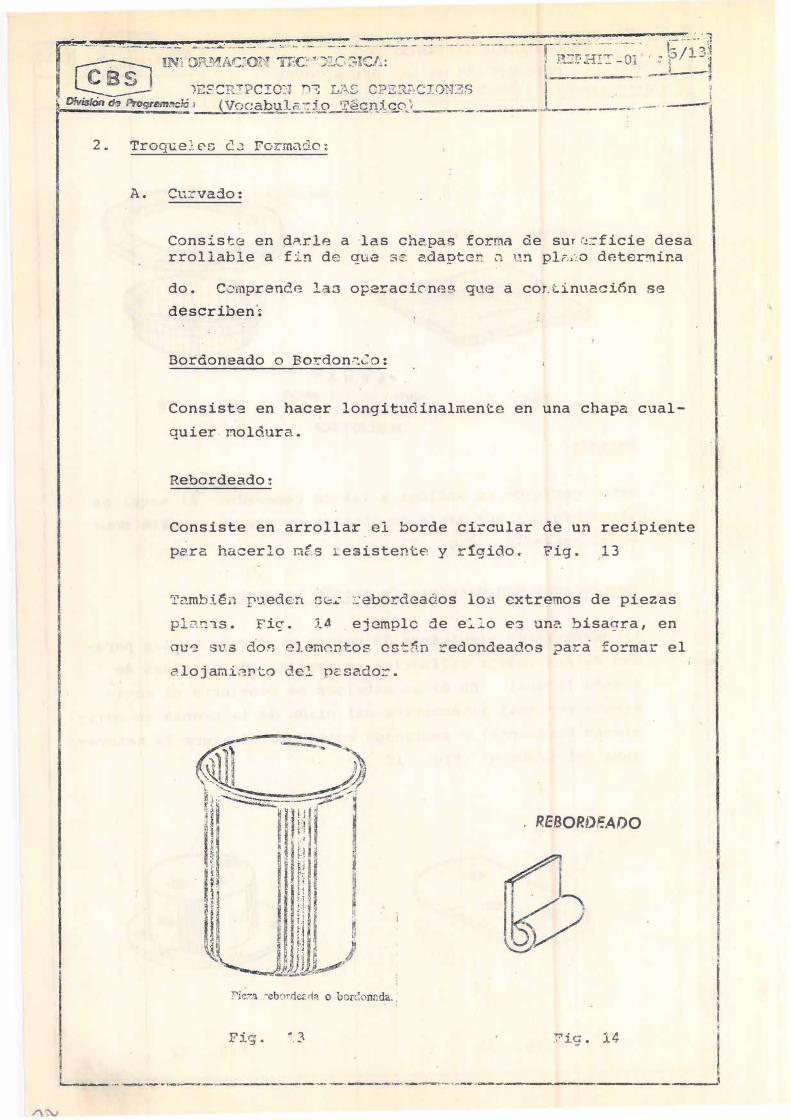
Rebordeado:
Consiste en arrolla� el borde ci�cular de un recipiente
para hacerlo rafs resistent� y rígido. Pig. 13
•rambién pueden r.;c�.: :c:ebordeados los extremos de piezas
plan�s. Fiq. 14 ejemple de e:lo es una bisagra, en
qu� su.s do� elementos cstt.n redondeados para formar el
alojamiGnto del pesador.
. REBORD!:AOO
Fig. �.J ?ig. 14
1 1
-----·� ·--··-- -·-·-·---· --··---------·---- ___ !
,---_--___ , ___ !_N_Tf-�-;����
'l _T_�_C_N_O_l_,OG_:.ICA: ----r�;:ni; �-II'� )1 /Tj 6/1 �,
� DESCRIPCION DE LAS OPERJ\C i'.{Jl•a:s,"". , .. _ ...... - t� .. .-
División de Programación (Vocabulario 'I'écnü::oJ • J-·-------··-------1
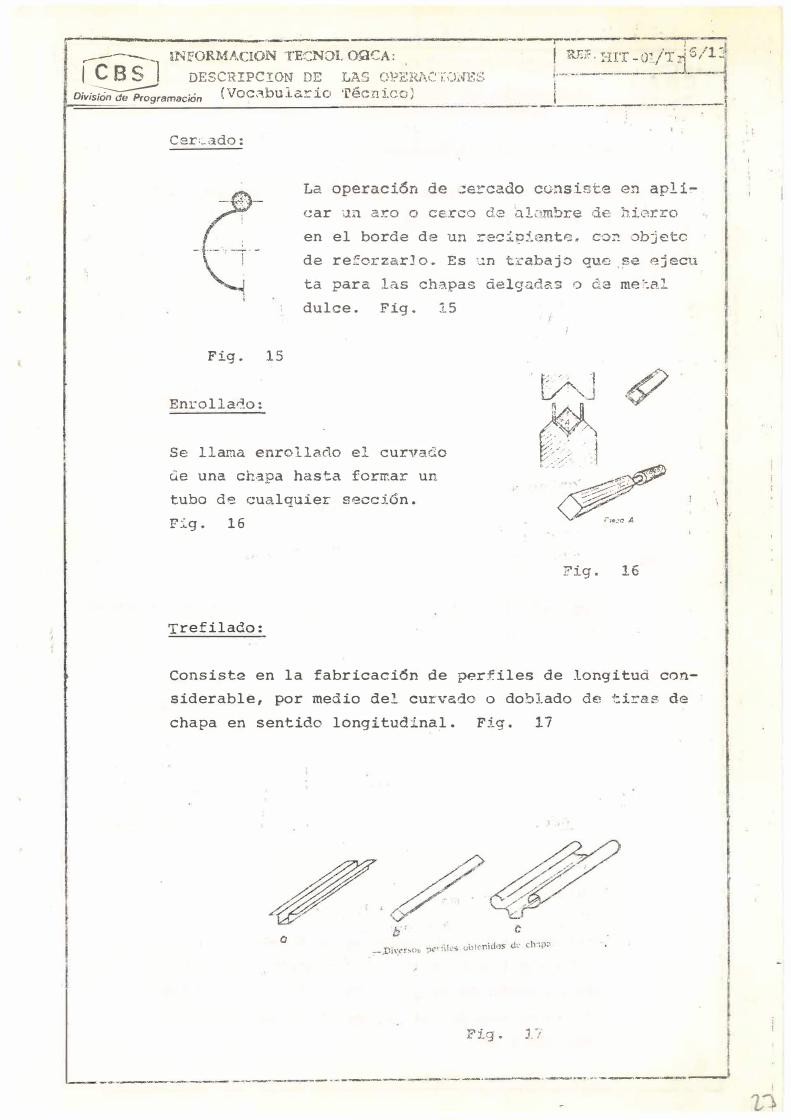
Cerr:..ado:
Fig. 15
Enrolla<io:
La operaci6n de jercado consiste en apli�
car un aro o cerco de �l�mbre de hierro
en el borde de un reci.pi.ent�� cor! objete
de reforzarlo. Es un trabajo que �e ejecu
ta para las chapas delgadas o da metal
dulce. Fig. 15
k·.,' ·1�
11('-,J
Se llama enrollado el curvado
de una chapa hasta formar un
tubo de cualquier secci6n.
F:�g. 16
,-·�&. ' j V/'., 1 V ./ ¡
i,/,�- -:#!!)
.
,
-
. ,,,,_o A
Fig. 16
Trefilado:
Consist2 en la fabricaci6n de perfiles de longitud con
siderable, por medio del curvado o doblado de tiras de
chapa en sentido longitudinal. Fig. 17..
o
Pig. 1 ";'. . '
1
I· 1
·------- ---- --·------ . --·---·· -··---'···----'
__________ .,____________ .,
� U.Nfü!tt1ACI0N TICI�O:.CG�CA: l �J!::. HIT -01/T 7/13
� DESCRIPCION DE LAS o:?ER!-'CIC'rES 11 DMski"I f!e Pmgrar:r¡;;c{f.-, ( V.D.cabu:'.2' r _j 0-'te...c.�..c.::i.,L _____ , __ 1...-_________ -;
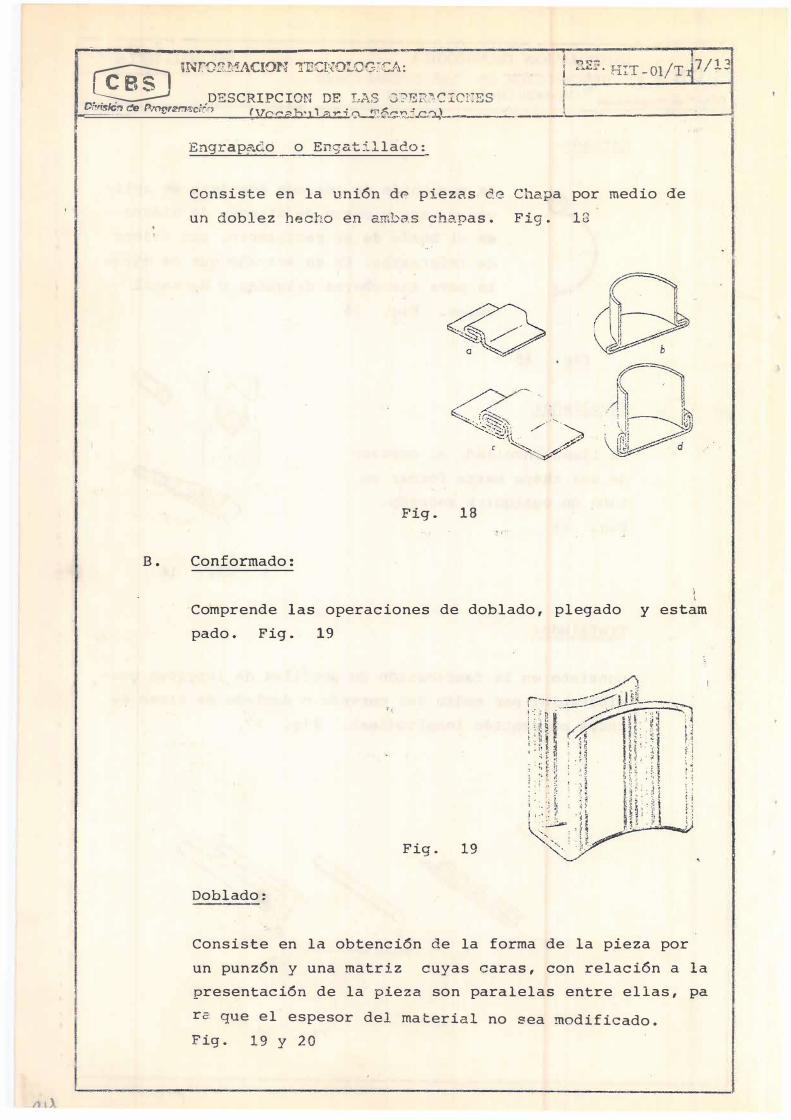
Engrap��o o Engatillado:
Consiste en la uni6n de piezas de Chapa por medio de un doblez hecho en amba.s chapas. Fig. 18
B. Conformado:
r-.
'
.. •',.
<-'-'1i\\ .· / � e�/
Fig. 18
Comprende las operaciones de doblado, plegado y estampado. Fig. 19
Fig. 19
Doblado:
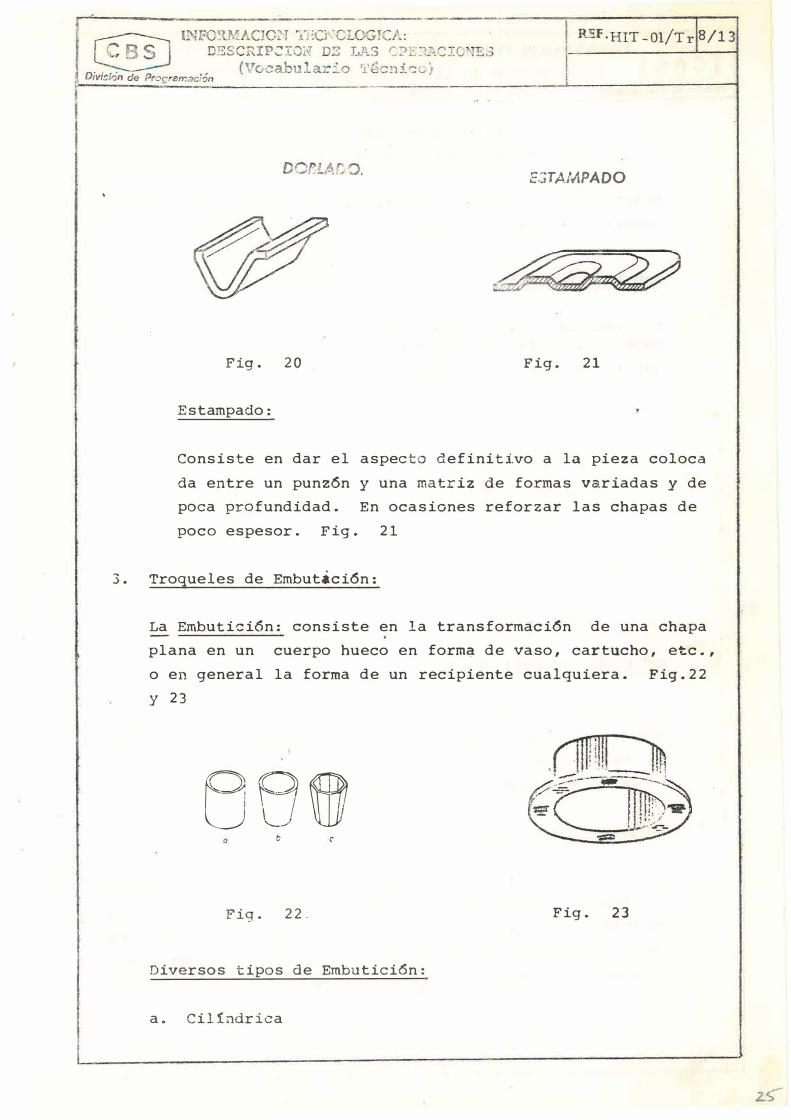
Consiste en la obtención de la forma de la pieza por un punz6n y una matriz cuyas caras, con relaci6n a la presentación de la pieza son paralelas entre ellas, pa raque el espesor del material no sea modificado. Fig. 19 y 20
RH,HIT -01/Tr 8/13
f:.iTAA4PAD0
Fig. 20 Fig. 21
Estampado:
Consiste en dar el aspecto definitivo a la pieza coloca
da entre un punz6n y una matriz de formas variadas y de
poca profundidad. En ocasiones reforzar las chapas de
poco espesor. Fig. 21
3. Troqueles de Embutici6n:
La Embutici6n: consiste en la transformaci6n de una chapa
plana en un cuerpo hueco en forma de vaso, cartucho, etc.,
o en general la forma de un recipiente cualquiera. Fig.22
y 23
B0ffl t
Fig. 22. Fig. 23
Diversos tipos de Embutici6n:
a. Cilíndrica
.H�
� INFOllMACION TECNOLOGICA:
� DESCR!PCION DE LAS OPERACIONES
REf. HIT -OlÍTf /lJ I
�-�Ión (Vocabulflrio T�cnico)
b. De superficies de'revoluci6n no cilíndricasc. De superficies que no son de revoluci6n
¡
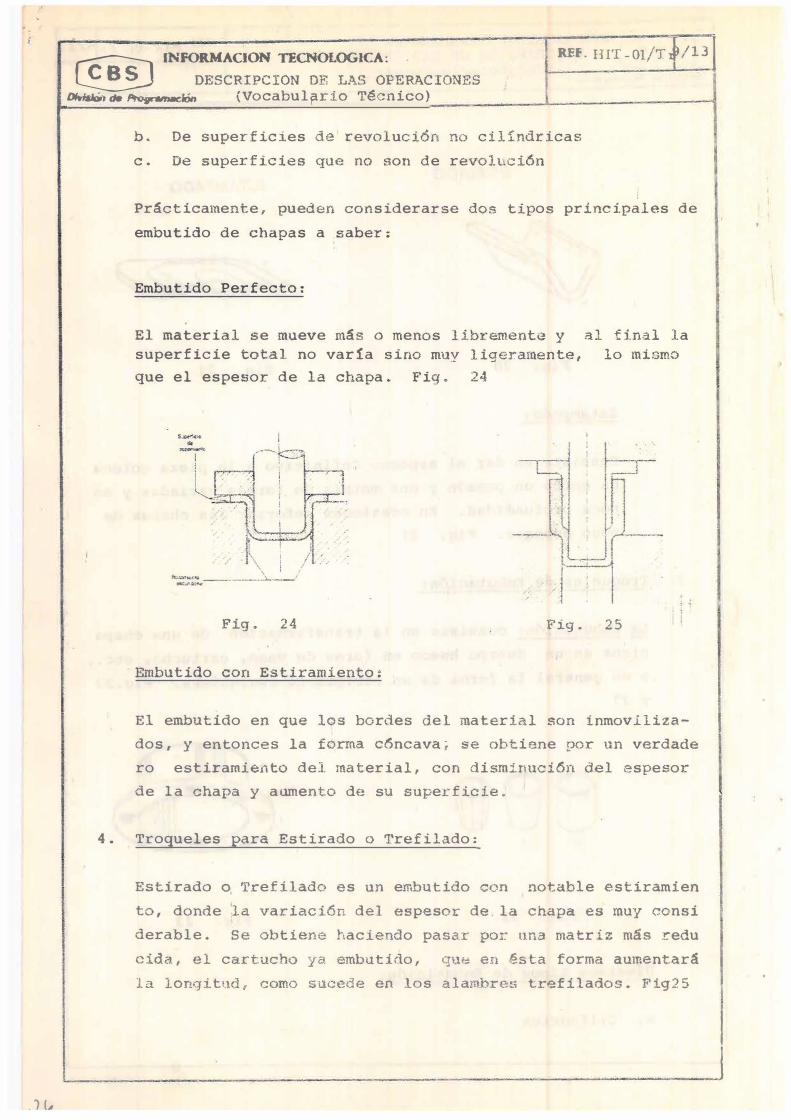
Prácticamente, pueden considerarse dos tipos principales de embutido de chapas a saber:
Embutido Perfecto:
El material se mueve más o menos libremente y al final la superficie total no varía sino muy ligeramente, lo mismo que el espesor de la chapa. Fig. 24
Fig. 24 Fig. 25
Embutido con Estiramiento:
El embutido en que l<¡>s bordes del material son inmovilizados, y entonces la forma c6ncava; se obtiene por un verdade ro estiramiento del material, con disminuci6n del espesor de la chapa y a umento de su superficie.
4. Troqueles para Estirado o Trefilado:
Estirado� Trefilado es un embutido con notable estiramiento, donde 'la variación del espesor de. la chapa es muy considerable. Se obtiene haciendo pasar por una matriz más reducida, el cartucho ya embutido, que en l§sta forma aumentarála longitud, como sucede en los alambres trefilados. Fig25
.. 1
� Dívisl::ni!,_�_Pvosrnmeci�.'? (Vocab�ÜC• · .l '.i'<�C!1ico) ___ L _______ : __-------------
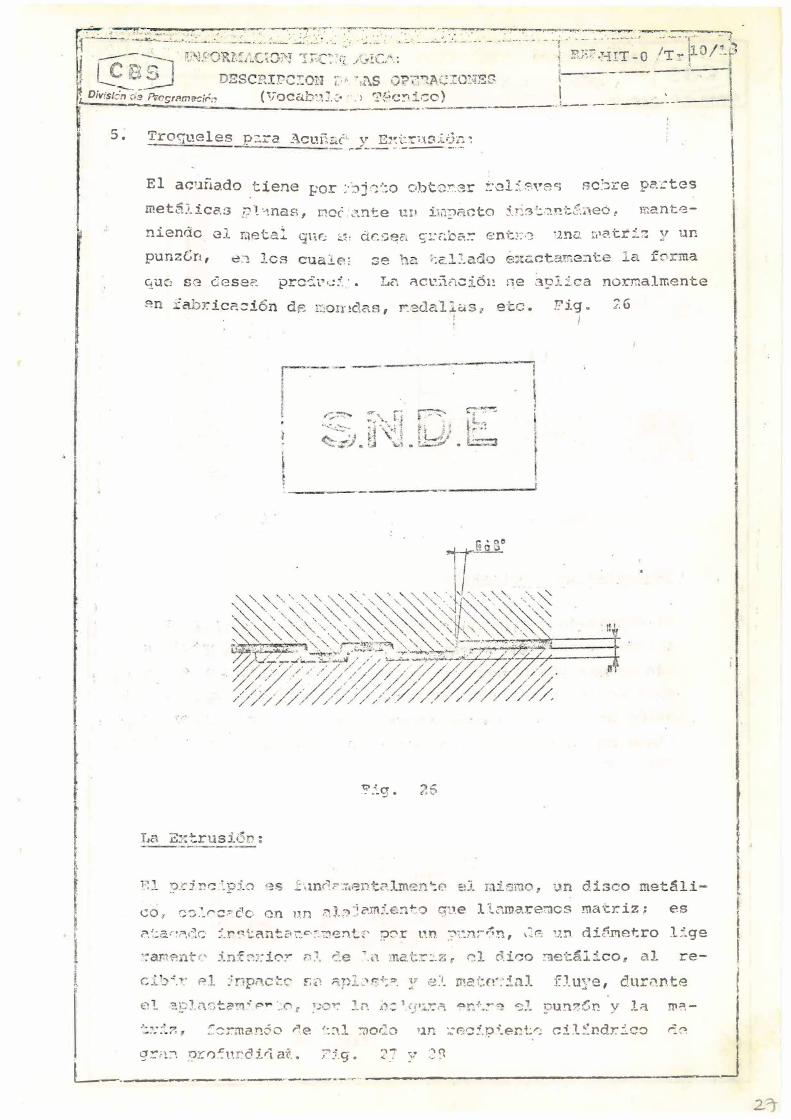
5 • '.l'ro<;ueles p:,ra _>.cuñaé'',J'.._ Er,íC�'l;:,
1 El acufiado tiene por�bj�to obtc�er �alisve� so�re partes l met �1 i·c� .... "'1· · n'"' · · t ·-- · t ; .,., -��·""'.':·,eo· '"'="ntr..-• · c1.. o.ü ,_ • • '"' OiS, r.1cc 0-n e un .l..(,¡pa,c o .,.n,:> ·-··•·'! ,_, .. ., , ,t,:::... -
niendo el metal qne "-"; dc•::eé\ s·rc1.ba:r. ent,>-:; 'lna r,1atri2 y un
punzCn,
que se desea prc��cf·. Ln ñ.Ct'.ñt1c ·or.. ,�e él.plica normalmente
'!;'.,; ·� .. :.g.
Fi.gQ 1
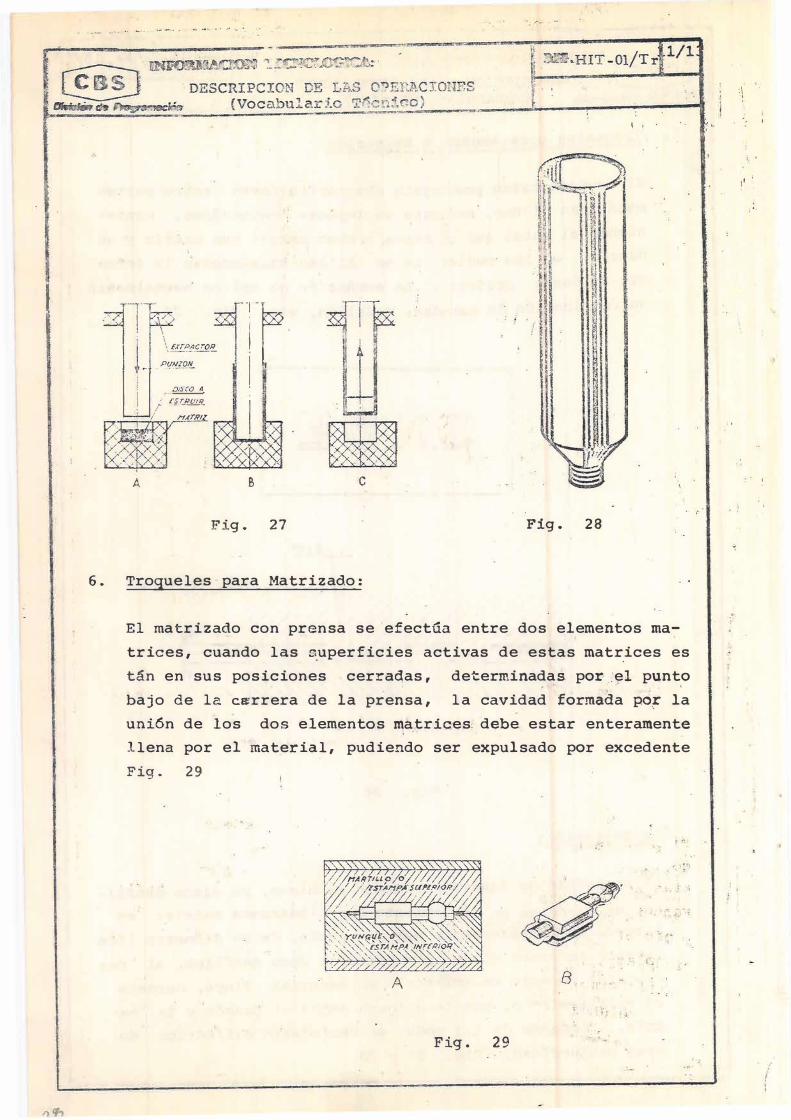
26
co, c".:l:'.cc;:,é1o en nn f.),.;-,jam.:i.emto qv.e U.2.maremos matriz; es
��:ar :r\dc .::.r.stant2,rrc ::".':lent�' por nn ?l;.n:-0n, ,1P. m1 div.metro 15.ge
1 1
l 1
fluye, durante ( pun�6n y 1� w�- 1
rcrmanóo 0.e f:.c1.l :norlo un ::ec:.p.:ent0 ci.lfndr..ico r.:_:_� __ _J
1
¡·
L ... _ ... q_r_, __ L'"'
_· ._n�r_. "-)�-l-U-'ª __ i_(_1ª_'_1._.
���:. -�-� �-�------�---·�---- ·-
1
·., .. ... "·· ·- -· � ... .. ,. ,.
A
. __ DiS[O .el
' ESTPUtfl
/ -··---
rr1
B
Fig. 27
e
6. Troqueles para Matrizado:
Fig. 28
El matrizado con prensa se efectúa entre dos.elementos ma
trices, cuando las s_uperficies activas de estas matr.ices es
tán en sus posiciones cerraqas, determinadas por .. :el punto � .. ,. .. ... .,. �
bajo de la ca:rrera de la prensa, la cavidad formada por la
uni6n de los dos elementos matrices; d�be. estar enteramente
llena por et material, pudiendo ser expulsado por excedente
Fig. 29
A B.
Fig. 29
·. '.
·'
.\ ·\
' ;1
�r, ------------------------------------------.--1 1 �- INfORMACION TECNOLOGIC'A: REFHIT-01/Tr 12/ 3
_ �-B �-1 DESCRIPCION DE LAS OPERACIONES
'
o;.;,;,;,, d;'i.og-amadóo ( V oca bulario Té en ico)
t. 1 1
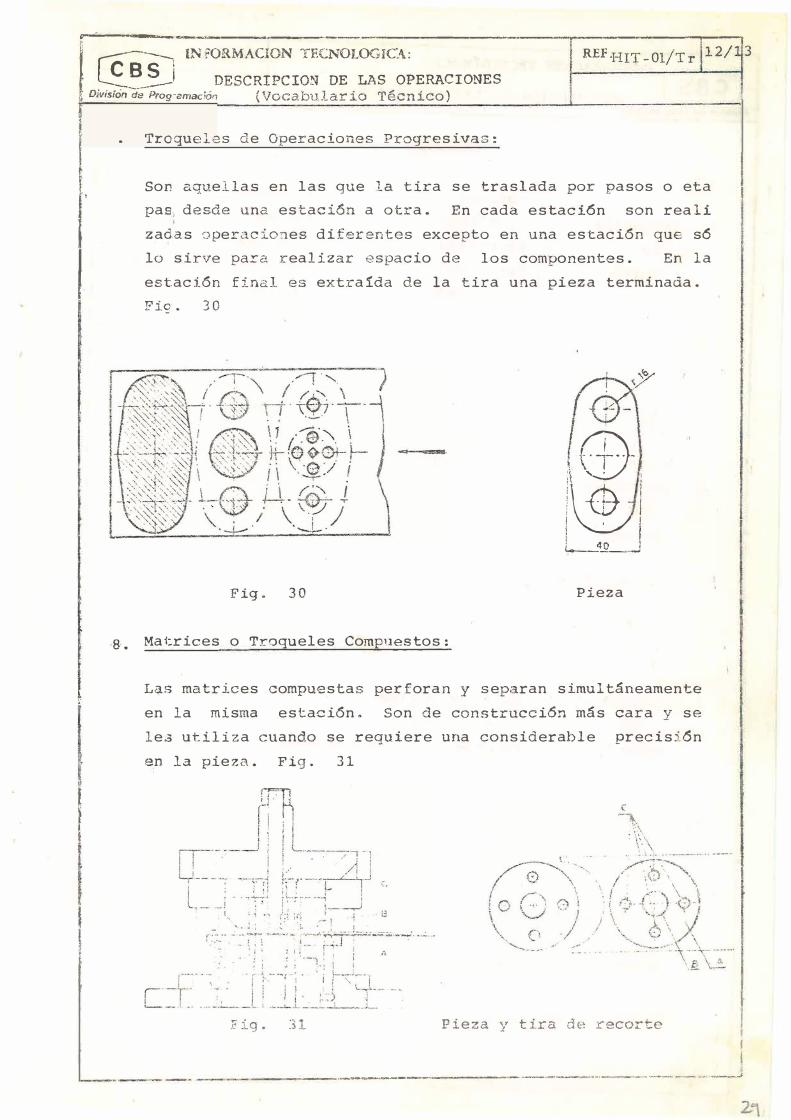
. Troqueles de Operaciones Progresivas:
Son aquellas en las que la tira se traslada por pasos o eia pas desde una estación a otra. En cada estación son reali
zadas operaciones diferentes excepto en una estaci6n que s6 lo sirve para realizar espacio de los componentes. En la
estaci6n final es extraída de la tira una pieza terminada. Fig. 30
Fig. 30
-H. Matrices o Troqueles Comp1��.:'.:!=os:
©.-L .. ' ' 1 '\ ' ' i r�T'\ ii ·17 l1 , 1 L�J
Pieza
f Las matrices compuestas perforan y separan simultáneamente
en la misma estaci6n. Son de construcci6n más cara y se
le3 utiliza cuando se requiere una considerable precisi6n
l !
1 f
en la pieza. Fig. 31
F ig. :n Pieza y tira de recorte 1 1
�----,-------·----,_..... ._,,,.. . .,..,._ __ ,,,_,. _ __,
� INFORMACION TECNOLOGICA:
� DESCRIPCION DE LAS OPERACIONES
REF.HIT-Ol/Tr,13/13
DñrWón de /lrog,amac:ión
'
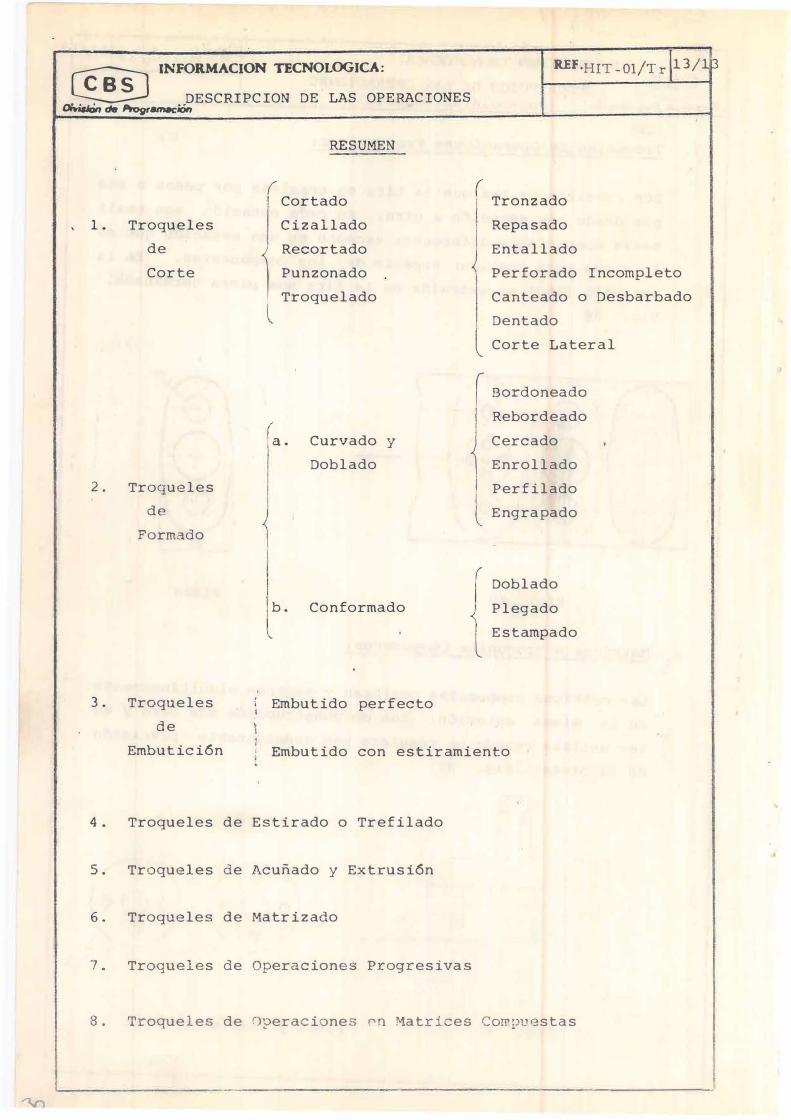
RESUMEN
( ( Tronzado 1 Cortado 1
1. Troqueles Cizallado 1 Repasado de Recortado 1 Entallado
� Corte Punzo nado Perforado Incompleto 1 Troquelado Canteado o Desbarbado
Dentado
l Corte Lateral
r Bordoneado
Rebordeado
(a. 1
Curvado y
�
Cercado Doblado Enrollado
2 • Troqueles
l Perfilado
de Engrapado Formado
( lb·
Doblado Conformado J Plegado
í Estampado L
3. Troqueles í Embutido perfecto 1
de
Embutici6n Embutido con estiramiento
4. Troqueles de Estirado o Trefilado
5. Troqueles de Acuñado y Extrusi6n
6. Troqueles de Matrizado
7. Troqueles de Operaciones Progresivas
8. Troqueles de 0peraciones rn Matrices Compuestas
.
r -¡::-
�� INFORMACION TECNOLOGICA: REF. 1 313
,��'.•�e� De fü � � ���.l�LE...!�'...._...!;��!�m!.S�:J.�U:�e...!�...5!!wtt:J.uur..s,aLt,1...-__ :.../ ---L--,---------_..:..--t
1 1 No r C 1 E
Definición Partes ptincipales Placa Matri'z Pun�ón Recortador PunI,n perforador Placa phrtapunzones Pilotos centrados Gufas del· material Tope automático Pla�a expulsadora Armazón Espiga
Columnas y casquillos gufas P1ai:c. porta.espiga
Elemen:os de unión P1 aca �reno Place. portamatrfz PL::. w de conjunto
Pag
1 /12 3/12 4Y.l2 4/12 5/12 5/12 6/12 7/12 8/12 8/12 9/l 2 9/12
10/12 10/12 10/12 11/12 11 /12 1 2/1 2.
·--·-.. ---·-· · . "'" ·--------·-'" -··-·-·--···· .---,--------·--·-·---·- ____ J
I C§IJ INFORMACION TECNOLOGICA:
e s s TROQUEL DE coRTE (Definici6n y nomenclatura)
Divisi:ín de Programacíón
REF. HIT-02/Tr 1/12 , _____ --- ,_..,-__
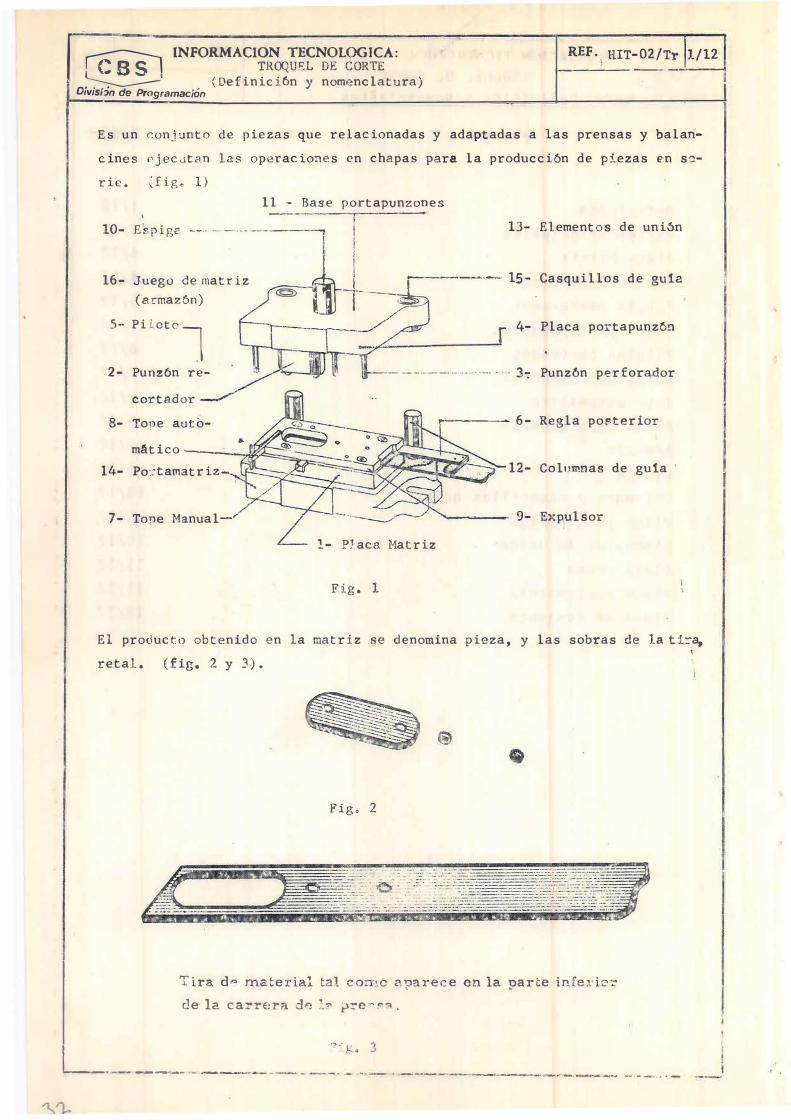
Es un conjunto de piezas que relacionadas y adaptadas a las prensas y balan
cines PjecJtan las operaciones en chapas para la producci6n de piezas en se
rie. ..'.fig. 1) 11 - Base portapunzones
10- Espige. --·· •... -·----·-----.... 13- Elementos de uni6n
16- Juego de matriz(armaz6n)
1 -ffi\_J_
------- 15- Casquillos de gu1a
<§> tiJ 1 -�-5- Piloto
l r-------/
2- Punz6n re-
8- Tope auto
mAtico---�,g;;.��
14- Po::tamatriz- __ -y.3==,:::::::.""
7- Tope Manual-"
1- Placa Matriz
Fig. 1
4- Placa portapunz6n
·---- -·· · 3-:: Punzón perforador
----- 6- Regla popterior
12- Colitmnas de gu1a '
9- Expulsor
El producto obtenido en la matriz se denomina pieza, y las sobras de la t i�a,
retal. (fig. 2 y 3).
Fig. 2
Tira d,o, material tal como aparece en la parte infe,:io.:
de la carrera de > ¡:>:::-e� l'l� .
L :? 'g. 3
·-----�----,,..__ .... _,_ -· · . .,. ·--· ·---·--·-·---· ···--·-· . -
, __
,.,, r , REf. HIT-02/Tr 2/12
i ,,.'.''""'""''',, •• ,,.�A•••,_':).-�---·-�
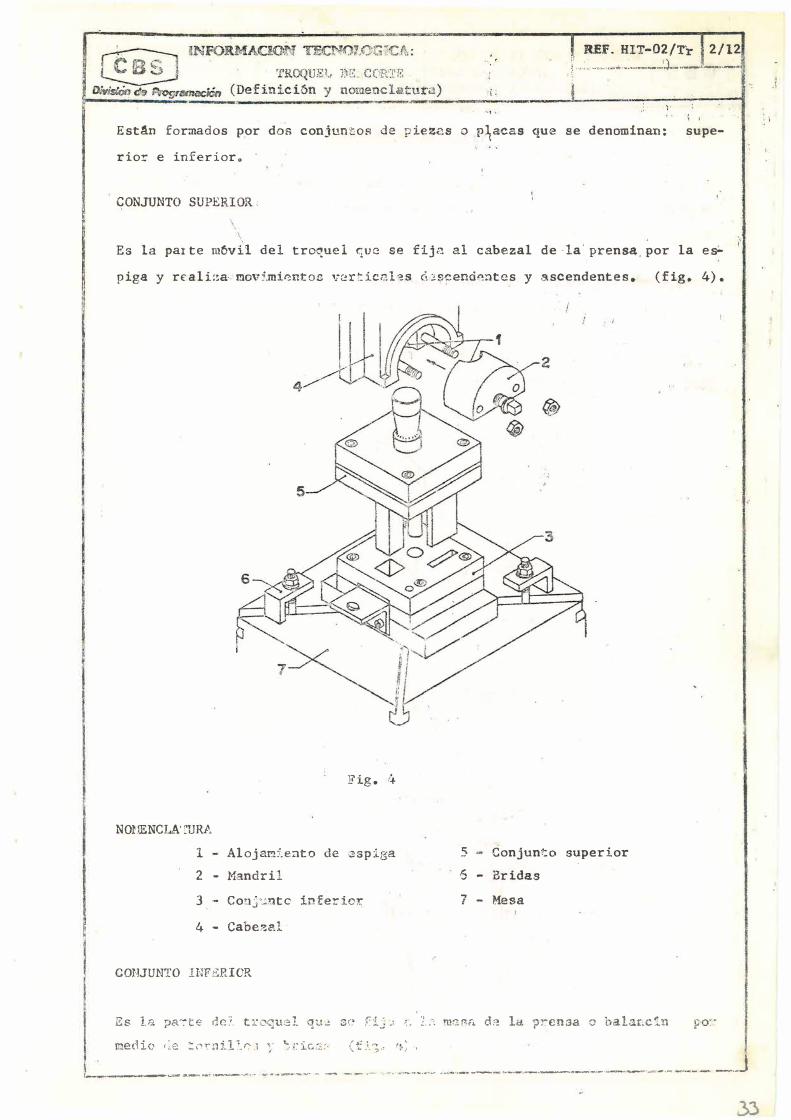
EstAn formados por dos conjuntos de piezas o .,'t>\acas que se denominau: supe-
rior e inferior.
CONJUNTO SUPERIOR:
Es la pat te m6vi1 del troquel que se fijn al cabezal de ·la' prensa, por la e&
piga y realí�a movimir:mtos vertic;:11 �s C!·l�fend�ntes y ascendentes ,. (fíg. 4).
Fig. -�
NOMENCLA' LURA
1 Alojarnf_ento de •espl3a
2 - Mandril
3 - Conj�ntc inferior
4 - Cabe�al
CONJUNTO lNFt:RIOR
5 Conjunto superior
6 - Bridas
7 - Mesa
Es 1.a pa-:-te de:1 troquel qtu se fi:J.: ¿_ L·, m::s�n de la pr.ensa o bala.r,ci:n p-o:·
medio ,�e !:tn�ntl!�r·.1 �.· 'h-rir...;.ii�- l'+= !�.... ,. ..
----.,, �' ·_'· � J "' ,' �-····" • ---·--·.---·-----·--·-·-" --- ---- _,J
·- ____ ....... .. --�-. - ,P .... --....... .... -_,_,..
1� División de Programación
(NFORMACION TECNOLÓGICA: TROQUEL DE CORTE
(Definici6n y nomenclatura)
P�F. HIT-02/Tr J/12
PARTES PRINCIPALES
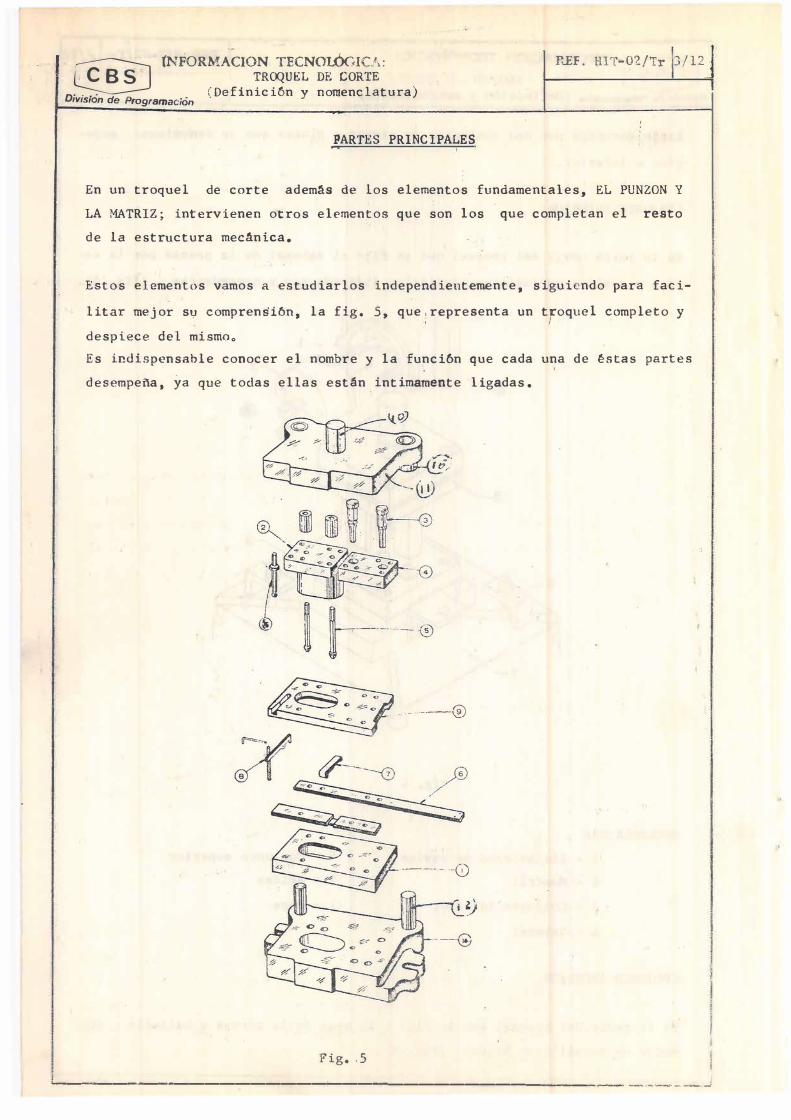
En un troquel de corte adem�s de los elementos fundamentales, EL PUNZON Y
LA MATRIZ; intervienen otros elementos que son los que completan el resto
de la estructura mecAnica.
Estos elementos vamos a estudiarlos independientemente, siguiendo para faci
litar mejor su comprensión, la fig. 5, que ! representa un troquel completo y !
despiece del mismoº
Es indispensable conocer el nombre y la funci6n que cada una de éstas partes
desempeña, ya que todas ellas están íntimamente ligadas •
. -------@
·----·--- ·0
Fig •. 5
'-------------------------------------·-- -------�
� INFORMACION TECNOLOGICA: REF. HIT-02/T:t l 4íl
� TROQUEL DE CORTE División de P,;.,ogramació
n (Definici6n y nomenclatura)
, _____________________ _._ ______ _
-..;.L..._! i�
1 - a1.a�- u
/:'-"'
� ---· - -- . u., - - ___ _;.
�JJ.atl� f
Fig. 6
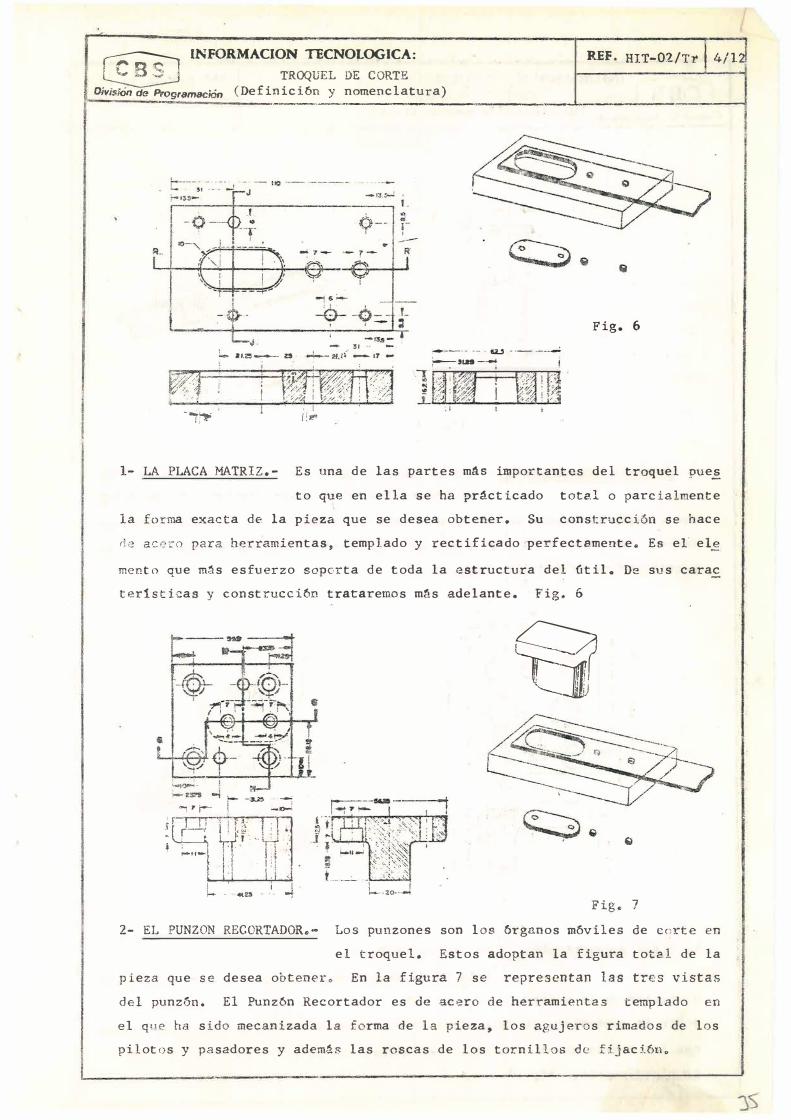
1- LA PLACA MATRIZ.- Es una de las partes más importantes del troquel pue�
to que en ella se ha prActicado total o parcialmente
la forma exacta de la pieza que se desea obtener� Su construcción se hace
d(� acero para herramientas, templado y rectificado perfectamente. Es el ele
mento que mfts esfuerzo soporta de toda la estructura del fitil. De sus carac
ter1sticas y construcci6n trataremos m�s adelante. Fig. 6
� -·� ... ....-,;
"'17 r-- i --1
'1 ! p s
t tP •,i, J LJr�-r l i ,, ;,_; j , r •.
� ,=:-j w, ', ,_! 'l ',:
• � .. -¡ !J n -_L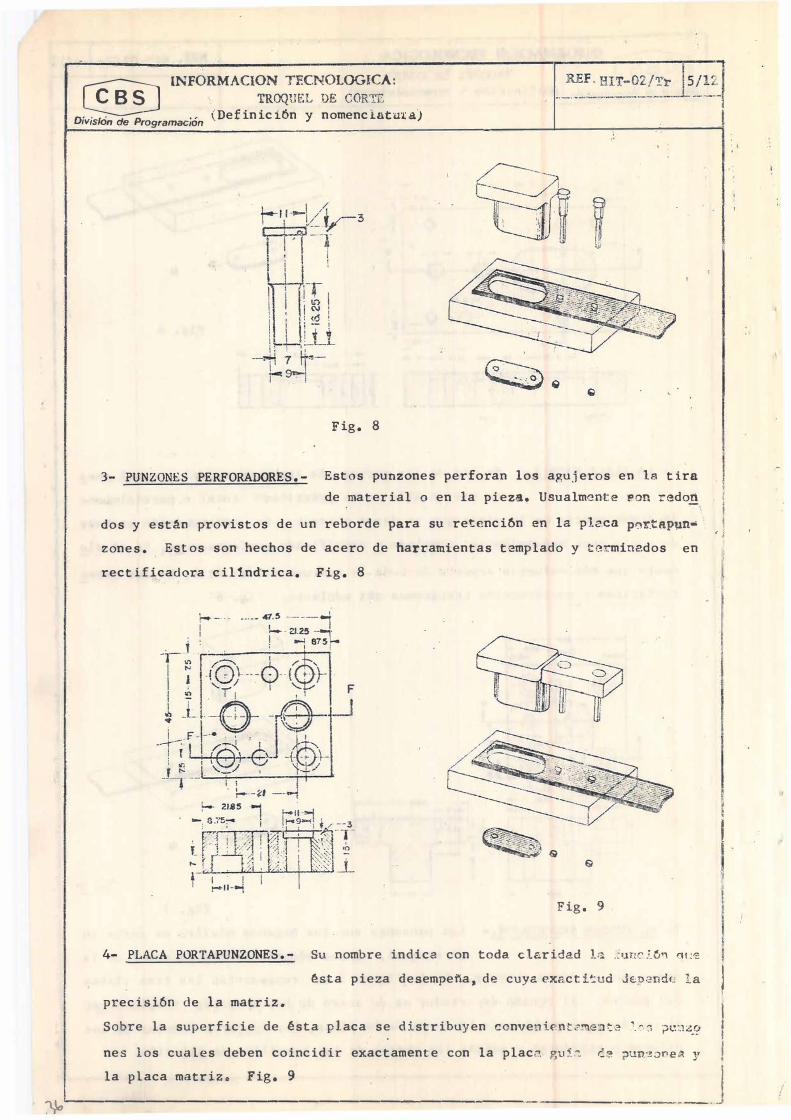
� INFORMACION TECNOLC'JG!CA:
� TR�UEL DE CORTE
D •. ,- P ., (Definici6n y nomenclatu¡a) 1v1s,on de rogramac,on
Fig. 8
3- PUNZONES PERFORADORES.- Estos punzones perforan los agujeros en la tira . lde material o en la pieza. Usualmente eon redort
dos y estAn provistos de un reborde para su retenci6n en la placa pl)rtapun• · j.- ¡zones. Estos son hechos de acero de harramientas templado y terminados en
rect ifi,cadora cil1ndrica. Fig. 8
Fig. 9
4- PLACA PORTAPUNZONES.- Su nombre indica con toda claridad la ::1.mci611 m,<2
!
1
ésta pieza qesempeña, de cuya exactitud Jep2ndí., la l precisi6n de la matriz.
1 Sobre la superficie de ésta placa se distribuyen convenient.::-rnern,
_ .•. :_
··.e
....,u,_n'.1 .. �o:
le'.:._:,z-
�(·¿'·
11
nes los cuales deben coincidir exactamente con la place P,uí:c. - ,.. _ � , .. · , la placa matrizo Fig 9
J �'-------------·---------------------·--··-
'¡,
1 �
1NFOR.."1ACI0N TECNOLOGICA: • D S' TROQUEL DE CORTE � (Definición y nomenclaruta)
�-··
..._6_.f_l-i
Divisfón de Pm9ramación
Fig. 10
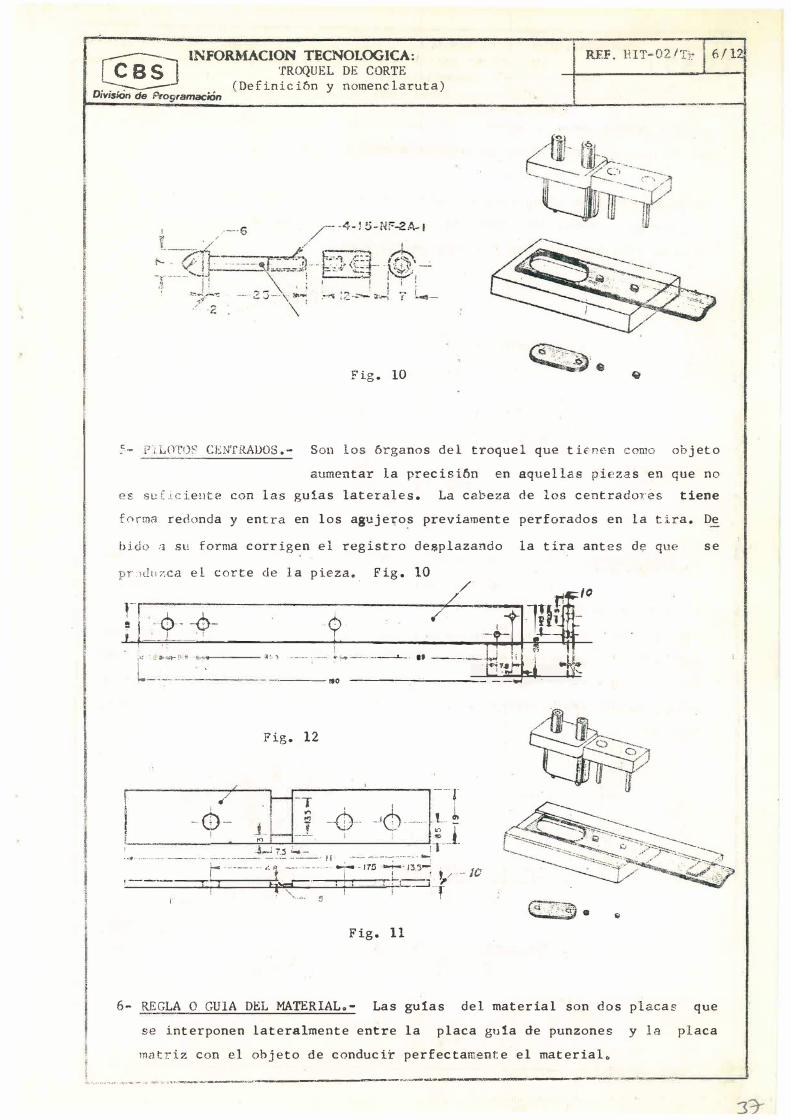
"- FiLOTO.S CENTRADOS.- Son los 6rganos del troquel que tünen como objeto
aumentar la precisí6n en aquellas piezas en que no
es su C ic ieiite con las guias laterales. La cabeza de los centradores tiene
forma redonda y entra en los agujeros previamente perforados en la tira. De
bido a su forma corrigen el registro desplazando la tira antes de que se
pr.1duzca el corte de la pieza •. Fig. 10
II <?- + t ,/
¿
-�il1fi'.:�·''I>'•....-')� .. -.. �-----.. _-___ -__ ·-�,.-, -__ -___ -____ --!_.,':""-_-__ __._--_,-,_ .• ---_-__ --'1""'�1-��, J
1[ L -- . , ---110 -----'-----·· -�·
. '1f-
Fig. 12
/ --,-" -T t
1 --(b-- W --ó-- .. J6------ Lb t__ ! "' _ _,_ i
1 ; .. .l �""' ---·------� --·l�----·-----1 i:s :..,._ . 11 '---- -----;---- . -;
r ·--- -· l-1 - --- ---T-17!i T 135-; t r-· JO,·-------.-· ··='==·� ' ' �.--• � ·. � j I::¡-'=--- i ; ._ _ _¡ __ f ! "'---<-. 5
Fig. 11
"
6- REGLA O GUIA DEL MATERIAL.- Las guias del material son dos placag que
se ínterponen lateralmente entre la placa guia de punzones y la placa
matriz con el objeto de conducir perfectamente el material o
¡ -·--' --' ........... p •µ·-··· ·· - C'------·�-- ·---------- -----------
l ----- -··-
. . INFORMACION TECNOLOGICA:
e as J TROQUEL oE coRn: ,.. �-
1--- - ., · (Definici.6n y 11omcnclatura)v1v1� v• f.> '1o�ramac1on
REF, HIT-02/T'r 7 /12
_,,_ - ______________ , ________________ ..__ ____________ ...¡
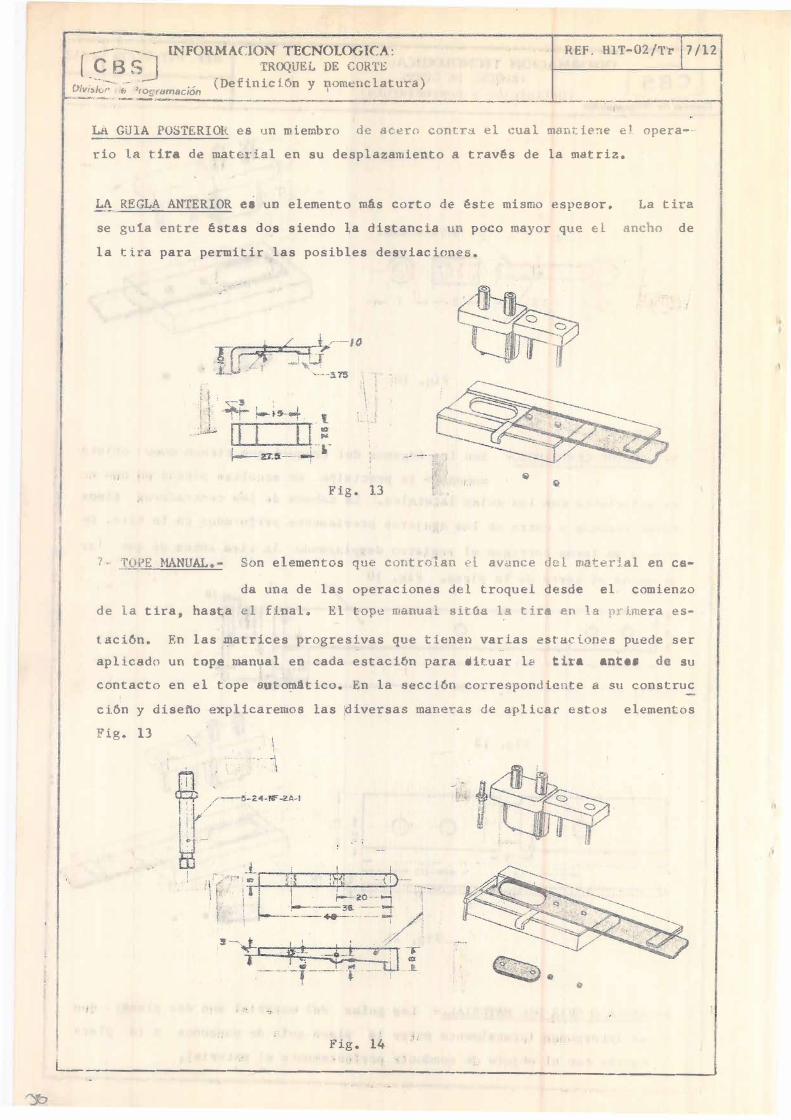
LA GUIA POSTERIOk es un miembro de acero contra el cual man .. ie�e e 1. opera-·
rio la tira de material en su desplazamiento a través de la matriz.
g_ REGL� ANTERIOR es un elemento mé.s corto de éste mismo espesor. La tira
se guia entre éstas dos siendo ¡a distancia un poco mayor que el ancho de
la tira para permitir las posibles desviaciones.
,,
'!· F'ig. 13
7 • -POPE MANUAL.- Son elementos que controlan el avance del material en ca-
da una de las operaciones del troquel desde el comienzo de la tira, hast.a el final. El top� manual sit(ia la tira e.n la pr linera es-
tación . En las matrices progresivas que tienen varias estaciones puede ser aplicado un tope. manual en cada estac16n para situar la tira antes de su
contacto en el tope auto�tico. En la secci6n correspondiente a su construc
ci6n y disef'lo explicaremos las [diversas maneras de aplicar estos elementos
Fig. 13
o
Fig. 14
L. _______ .,........ ___________________ __,
i
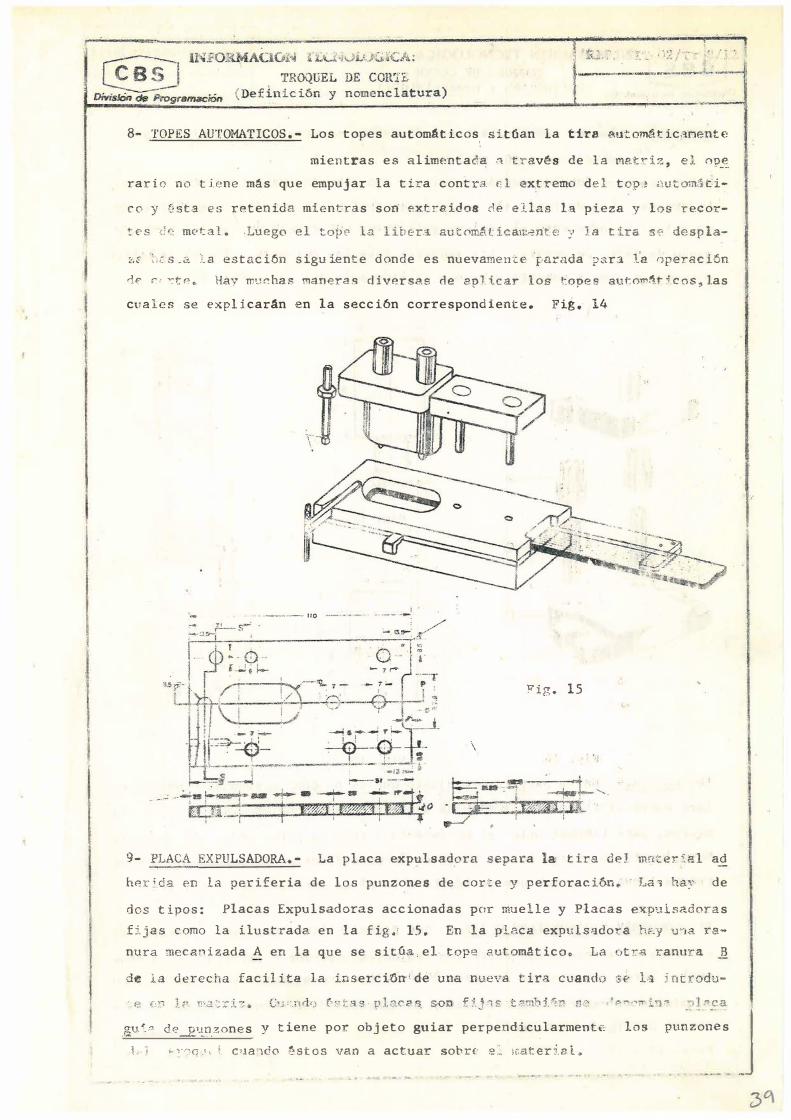
8- TOPES AUTOMATICOS.- Los topes automáticos, sitCian la tira automática.mente
mientras es alimEmtacl� a ·través de la mat:riz, el º?�.rario no tiene más que empujar la tira contra. t'l ex,tremo··élel top! autom�t'Í•
coy ésta es retenida mientras soti extraidos de ell�s la pieza y los recor
tes <.!e; metal. ,Luego el tope la liber.:t automt.tica1"�xÚ'e y Ja tira s.¡, despla-
�fé- ·:·;i.s _a 1a e-stacl.6n sigu íente donde es nuevamente ·patuda psra l'a r;peraci6n
'JE' r, rtr> .. Hay muchas maneras diversas de aplicar los t'opes aut:omt\r:i.cos,las
cuales se explicarln en la secci6n correspondiente. Fit� 14
,_ · · --- -------- 110
F'ig. 15
\
9- PLACA EXPULSADORA.- La placa expulsadora separa la tira del mnte:r.',a:1 ad
herida en la periferia de los punzones de corte y perforación�·· La, háy de
dos tipos: Placas Expulsadoras accionadas por muelle y Placas expulB,tdoras
fijas como la ilustrada en la fíg.· 15. En la plata expuls,ttdoia h;_;_y u1a ra
nura mecanizada A en la que se sit,q.a., el tope automáticoº La otra ranura B
de la derecha facíl ita la inserci6n- < de una nueva tira cuando :,e l:i introdu-
.&u.'é."' de_E>.rnzones y tiene por objeto guiar perpendicularmentf, los punzones
1 ,; ; -.,.-r:,q.•, t c,ia.'ldo �stos van a actuar sol>n· e_ 1r.aterJ.a.L J
INFORMACION TECNOLOGICA:
e B __ s TROQUEL oE coRTE (Definici6n y nomenclatura) División r:e Programación
,_ ____ ,_.;;._ ___________________________ L_ _________ _
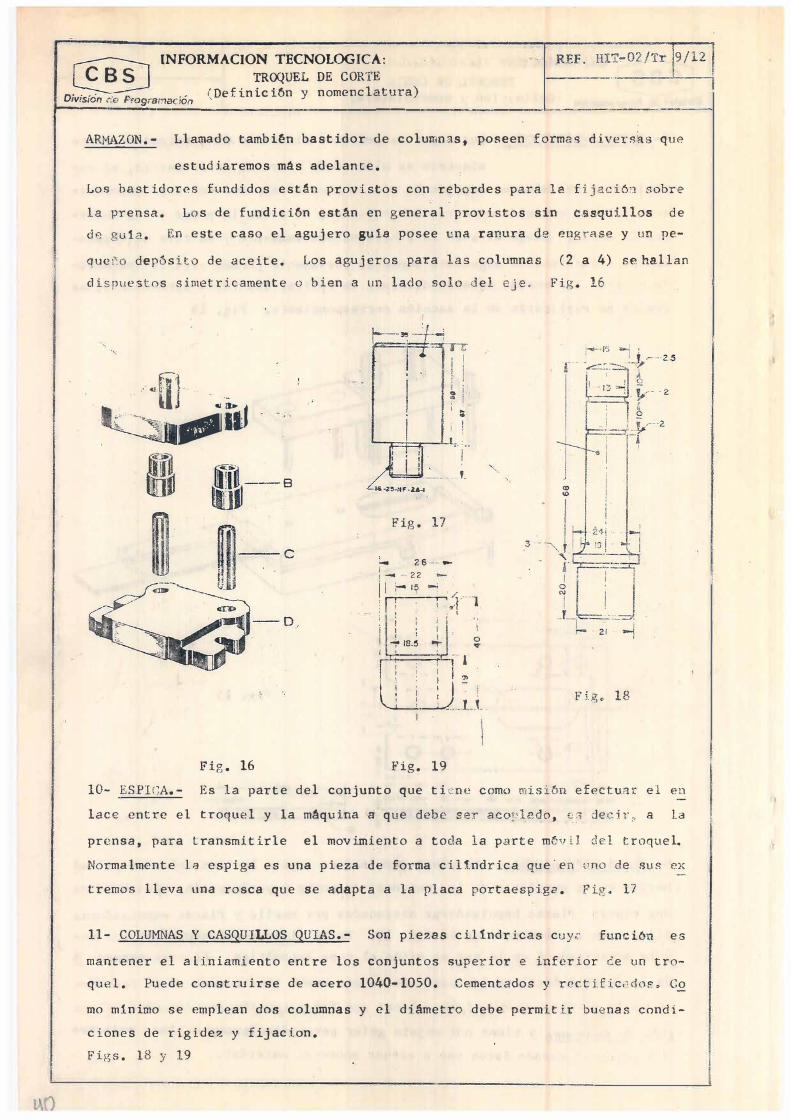
AR�_?;ON.- Llamado también bastidor de columnas, poseen formas diversks que
estudiaremos más adelante.
Los bastidores fundidos están provistos con rebordes para la fijación sobre
la prensa. Los de fundic i6n est;!ín en general provistos sin e,ssqu:!.llos de
de guia. En este caso el agujero gula posee una ranura da engrase y un pe-
que,'\o depósito de aceite. Los agujeros para las columnas (2 a 4) se hallan
dispuestos simetricamente o bien a un lado solo del eje. Fig. 16
_, C!, ff· 1'11· t ' J . , . ·-·...• ..,;r,1
H
Fig. 16
Fig. 17
- 26 -- ---
i -e -22
¡; 1 ¡- 19 ,-; ; '/ : ,_,,.-: ---,-,:_,.,t' , ''l : i , 1 i 1 ' 1 '
1 i' 18,!51
¡ •
[. "'r"
o 'T
�==�i=. -¡ : ¡ 1 l
¡ ! :_JJ: :: i"-LJ. ____ Ll_
Fig. 19
F i.g. 18
10- ESPICA.- Es la parte del conjunto que tiene como misibn efectu;eir el en
lace entre el troquel y la máquina ·a· que debe ser acorledo, es decir, a la
prensa, para transmitirle el movimiento a toda la parte m6v il del troquel.
Normalmente la espiga es una pieza de forma cilíndrica. que·en uno de sus ex
tremos lleva una rosca que se adapta a la placa portaespiga. Fig. 17
11- COLUMNAS Y CASQUILLOS QUIAS.- Son piezas cilíndricas cuy<' función es
mantener el aliniamiento entre los conjuntos superior e inferior de un tro
quel. Puede construirse de acero 1040-1050. Cementados y rectifici•dos. CE
mo minimo se emplean dos columnas y el diámetro debe permitir buenas condi
ciones de rigidez y fijacion.
Figs. 18 y 19
� lNFORMACION TECNOLOGlCA:
� TROQUEL DE CORTE
División de Programación (Definición y nomenclatura) ,
llF.H!íf.-02/Tr
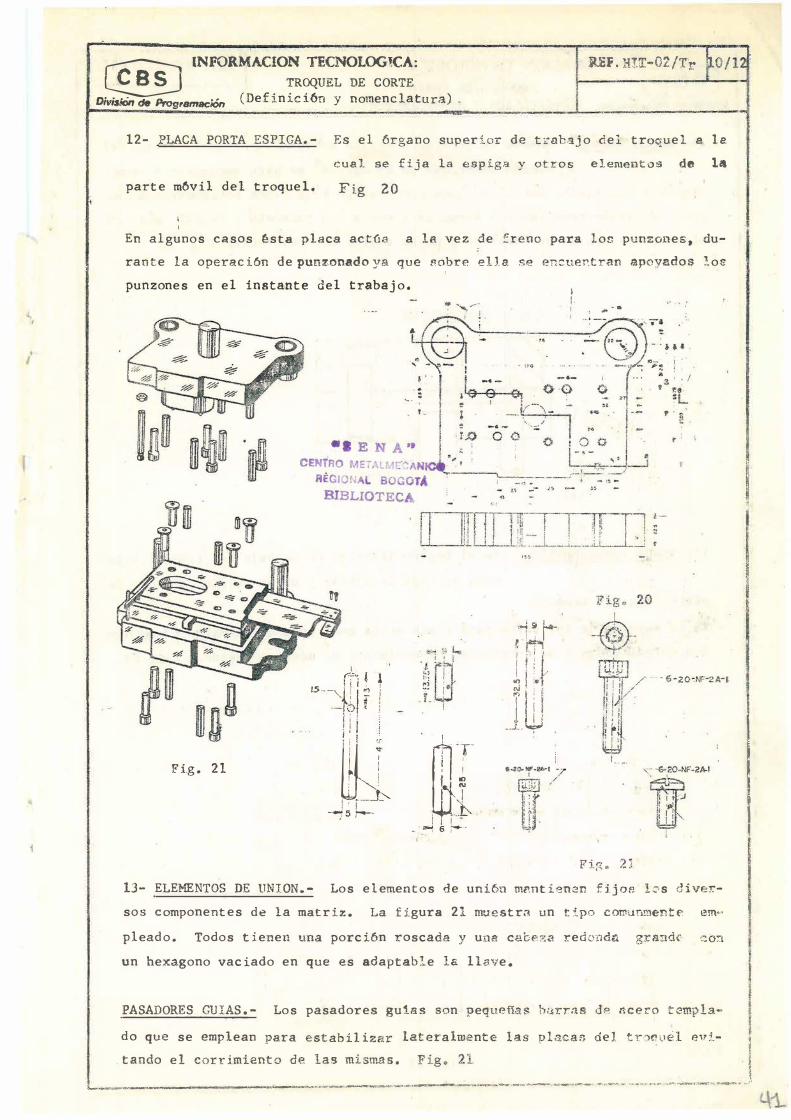
12- PLACA PORTA ESPIGA.- Es el órgano superior de trnbajo del troquel a la
cual se fija la espiga y otros elementos de la
parte m6vil del troquel.
i 1
Fíg 20
En algunos casos ésta placa actúa a la vez de freno para los punzones, du-
rante la operaci6n de punzonado ya que sobre ella se encuentran apoyados 1os
punzones en el instante del trabajo •
Fig. 21
(�¡ { 4 15- -"ti 1 � !,' -- 0/ t
1 1 i 11
[U i _ __t.,._ ! ! 1
--:: 5 r-----
m'-r � 1J�.
1 • --.� 6 �-·
�Si 1
tH 1 1 i 1 .... , : .. r N ¡ i 1· .., ¡'
. 1 ,· ¡' ! i '__ _,_4,J
Fig. 2J
13- ELEMENTOS DE UNION a - Los elementos de unión m¡:,_ntienzn fijos les diver
sos componentes de la matriz. La figura 21 muestra un tipo comunmente em··
pleado. Todos tienen una porción roscada y una cabeza redonda grande con
un hexagono vaciado en que es adaptable la llave.
PASADORES GUIAS.- Los pasadores guias son pequefias barr:¡s de 11cero templ3.-
do que se emplean para estabilizar lateralmente las placas del troau�l evi-
tando el corrimiento de las mismas.
1.-.-,---�-----------,,_,._, __.,...,......,,.. __ ..__ ... _ _.""'"""..,,_ ____ . __ ._,...,._._�---�-,... .,...,. ,,..,._,...,.. ... ,...._..,,.._s•--" ,,_
l
1 1
J
\,\l.
�-.... ..___ ______ _
-------;;;--i INFORMACION TECNOLOGICA:
L�� TROQUEL DE CORTE Dívision de Programación (Definic i6n y nomenclatura)
REF. HIT-02/Tr
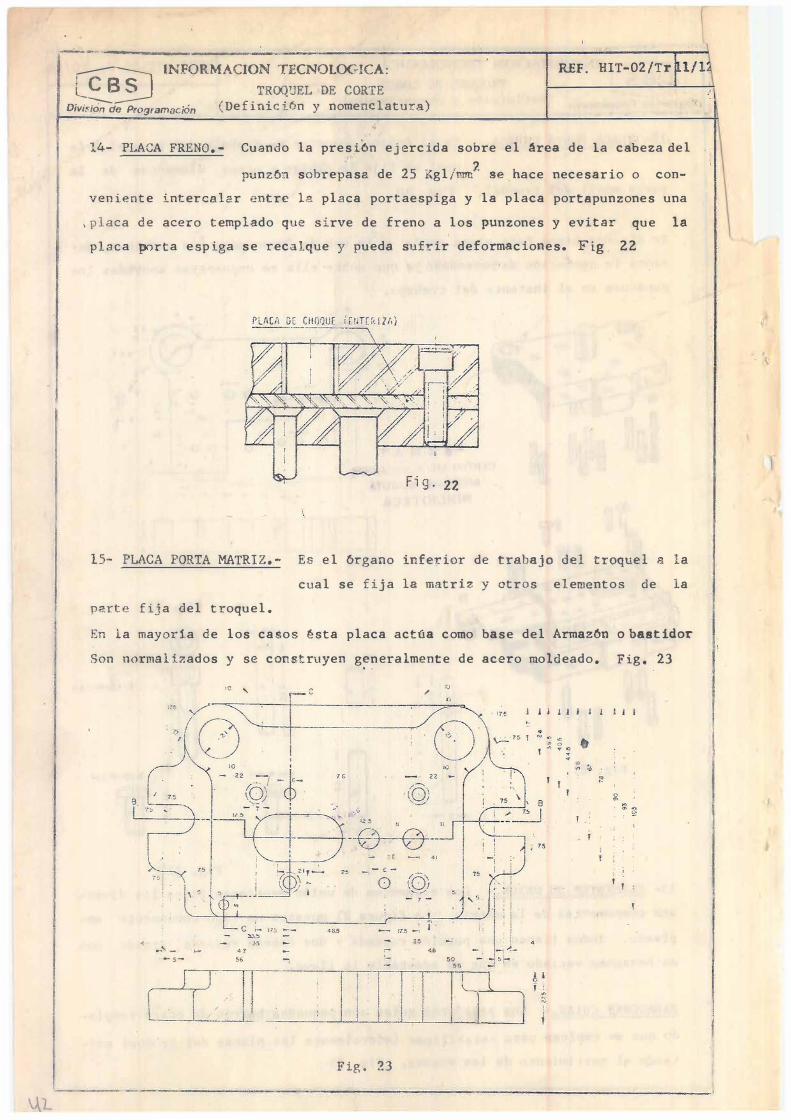
14- PLACA FRENO.- Cuando la presión ejercida sobre el Area de la c�bezadel
punz6n sobrepasa de 25 Kglímm2 se hace necesario o con
veniente intercalar entre la placa portaespiga y la placa portapunzones una
,placa de acero templado que sirve de freno a los punzones y evitar que la
placa !),rta espiga se recalque y pueda sufrir deformaciones. Fig 22
Fig. 22
15- PLACA PORTA MATRIZ.- Es el 6rgano inferior de trabajo del troquel a la
cual se fija la matriz y otros elementos de la
parte fija del troquel.
En la mayor1a de los casos �sta placa actúa como base del Armazón obastidor
Son normalizados y se construyen g�neralmente de acero moldeado. Fig. 23
_, _ -s-
10 , e ., 10
4?
56
Fíg. 23
,5 46
,,
50
5G
IL ¡ l
f l
l