-
Advancements in Trace Moisture Measurement of Desiccant Dryer
Output Reduce Various Operating Costs in Natural Gas Cryogenic
Process Greg Lankford Charles Bates Dr. Xiang (Sherry) Liu Dir.
Business Development Plant Supervisor Director R&D
SpectraSensors, Inc. DCP Midstream SpectraSensors, Inc. Houston, TX
Okarche, OK Rancho Cucamonga, CA. HsuHung (Steven) Huang KuanTing
(Gary) Yeh Senior R&D Engineer Senior R&D Engineer
SpectraSensors, Inc. SpectraSensors, Inc.
ABSTRACT Trace H2O measurement at desiccant dryer output is
crucial for the natural gas processing plant. SpectraSensors TDL
(Tunable Diode Laser) trace H2O analyzer has positioned itself as a
most desirable analytic technique for this challenging application,
due to its superior sensitivity, operation reliability, speed of
response, low maintenance and immunity to vapor impurities. This
paper describes the analyzer design, system configuration,
calibration and validation. Field operation data fully demonstrated
that SpectraSensors TDL trace H2O analyzer has enabled a natural
gas processing plant to optimize their processes by reducing dryer
regeneration frequency, extending molecular sieve bed life, energy
savings, reducing various operational costs and preventing freeze
up.
INTRODUCTION
Natural Gas (NG) has been used as one of the primary energy
sources for decades due to its low cost and widespread
availability. NG is processed for purification before it is
distributed to customers through pipeline networks. In natural gas
processing plants, molecular sieve desiccants are typically used to
dry the natural gas stream before its liquefied. Typically, two to
four desiccant vessels are operated in parallel, using a piping
system that allows a bed to be removed from the process for
regeneration. When the bed becomes saturated, it is regenerated
where hot, dry gas drives the adsorbed moisture out. The freshly
regenerated bed is then ready for service. Normally, when the inlet
gas moisture concentration is constant or can be measured, the
desiccant dryers have a predictable operational period between
regenerations. But due to aging, overheating, or contamination in
theunit, the desiccant can lose capacity. Desiccant beds can also
channel, allowing small concentrations of wet gas to flow through
the bed without being dried. The presence of even trace amounts of
moisture can threaten the integrity of compression and expansion
equipment due to the formation of ice particles, resulting in
serious safety hazards and substantial shutdown costs. Therefore,
the H2O level at the
-
desiccant dryer outlet must be monitored by trace H2O analyzers
to avoid potential problems in the downstream process, maximize
process efficiency and reduce variable operation costs. Traditional
analyzers for monitoring H2O level in desiccant dryer outlets use
either electrochemical probes (e.g. aluminum oxide capacitance
probes) or Quartz Crystal Microbalance (QCM, vibrating quartz
crystal). Trace hydrocarbons and other vapor impurities (methanol,
glycols, amines and oils) present in the stream can easily
contaminate the electrochemical probes, resulting in drift and
ultimate loss of sensor response. The electrochemical probes
require intensive maintenance such as periodic refurbishment or
replacement of the sensor heads, resulting in high maintenance
costs. QCMs also suffer from sensitivity to vapor impurities,
resulting in false detection of dryer breakthrough. QCMs’ and
electrochemical probes slower wet-up response may allow moisture to
pass downstream. The slower dry-down response of QCMs and
electrochemical probes can lead to prolonged regeneration time and
unnecessary costs. Based on tens of years experience in Tunable
Diode Laser (TDL) based gas absorption spectroscopy [1-3],
SpectraSensors developed the first TDL based sub-ppmv H2O analyzer
in 2007 for the natural gas cryogenic process. The TDL analyzers
overcome the shortcomings of the traditional techniques and provide
superior sensitivity and repeatability, fast response times,
operational robustness, long-term reliability under harsh
conditions, no retention or wet-up/dry-down delays, no sensitivity
or drift due to contamination from vapor impurities, no field
calibration and low maintenance. Compared to other vendor’s TDL H2O
analyzers that came to market later and only in recent couple of
years, only SpectraSensors TDL analyzer uses a patented spectral
subtraction technique which subtracts the dry spectrum from the wet
spectrum periodically to eliminate measurement interference from
background absorbing species, improve detection sensitivity, and
reduce measurement errors due to background changes. These
significant advantages have positioned SpectraSensors TDL analyzer
as the most desirable analytic technique for trace H2O detection at
desiccant dryer outlets in natural gas cryogenic processes, as well
as in other challenging petrochemical applications. [4-9] This
paper describes the fundamental design, system configuration;
calibration and validation of SpectraSensors TDL trace H2O
analyzers. Laboratory test data are presented to demonstrate the
analyzer’s excellent sensitivity, repeatability and speed of
response time. Field operation data from two installation sites are
presented and analyzed to demonstrate that SpectraSensors TDL trace
H2O analyzers perform much better than traditional techniques and
competing TDL analyzers in preventing freeze up, increasing process
efficiency and reducing various operation costs.
-
SPECTROSCOPY DESIGN
The fundamentals of TDL absorption spectroscopy including
wavelength modulation spectroscopy with 2nd harmonic detection
(WMS-2f) which is used in SpectraSensors analyzer can be found in
multiple literature [1-9]. A H2O absorption line near 1877 nm is
selected for measuring trace H2O in natural gas stream [10] due to
its strong absorption strength and its relative isolation from the
background methane (CH4) absorption interference. However, even
using this line, the dominant background absorption still prevents
any direct measurement of the target 2f signal from sub-ppm H2O, as
illustrated by Fig. 1(A). A patented spectral subtraction technique
[11-12] has been developed to enable the extraction and measurement
of the unobstructed trace contaminant spectrum, as shown in Fig.
1(B), from the background natural gas spectrum which is more than 2
orders of magnitude stronger than 100 ppbv H2O spectrum.
FIGURE 1. 2F SPECTRA OF TRACE H2O IN NATURAL GAS STREAM: (A) DRY
AND WET SPECTRA; (B) DIFFERENTIAL SPECTRA. A schematic of the
stream switching and conditioning which underpins this spectral
subtraction methodology is illustrated by Fig. 2. Each measurement
cycle starts with a dry cycle as shown in Fig. 2(A). In this cycle,
the sample stream flows through a high-efficiency dryer which
selectively removes the trace H2O without altering the background
natural gas stream itself. The dry spectrum is recorded at the end
of the dry cycle. Then the analyzer automatically switches back to
bypass the dryer, as shown in Fig. 2(B), and measure the unmodified
wet sample stream. Subtraction of the recorded dry spectrum from
the live wet spectrum generates a live, unobstructed differential
spectrum of the trace H2O, which is free of background
interferences, as illustrated in Fig. 1 (A) & (B). The H2O
concentration of the natural gas stream is then easily calculated
from the live differential spectrum.
(A) (B)
-
FIGURE 2. ILLUSTRATION OF THE STREAM SWITCHING SCHEME
FORSPECTRAL SUBTRACTION TECHNIQUE: (A) DRY CYCLE; (B) WET CYCLE.
This technique is an efficient tool not only to eliminate obscuring
background interference but also to cancel common mode electronic
and optical noises in the wet and dry spectra, increase the
measurement signal-to-noise ratio and improve detection
sensitivity. The dry spectra update interval can be user programmed
from minutes to hours, as required by the desired long term
measurement repeatability. In addition, measurement errors due to
changes in temperature (T), pressure (P) or stream composition can
be effectively corrected by automatically initiating dry spectra
updates when the measured T or P change, or spectral distortion
exceeds a user preset level. The dryer is a metal getter designed
to last over 3-5 years for 100ppbv H2O under standard analyzer
operating conditions. Dry cycles can be optionally deactivated, for
example, when high concentrations of H2O occur during process
upsets, or when high levels of H2O need to be measured. The
analyzer data algorithm automatically calculates the dryer
consumption based on the measured H2O concentration, the sample
flow rate and the time usage of the dryer. The analyzer will give
an alarm when the dryer approaches the pre-programmed percentage of
its lifetime. This methodology is further enhanced by proprietary
peak tracking algorithm. Pressure and background compensation
algorithms correct for spectra shift, back pressure variation and
background composition change within one measurement cycle without
triggering dry cycles and increasing blind time. The details have
been described in previous papers [7, 9].
SYSTEM CONFIGURATION The analyzer is designed to operate near
atmospheric sample pressure so that the sample gas can be easily
vented to flare. Operating the sample stream near atmospheric
pressure also avoids the drawbacks arising from vacuum operation,
such as unreliability and high maintenance of vacuum pumps, sample
handling system (SHS) susceptibility to actual
Stream with H2O Scrubbed Stream with H2O
No Flow D
ryer
Spec
trom
eter
Cel
l
Stream with H2O No Flow
Dry
er
Spec
trom
eter
Cel
l
(A) (B)
-
and/or virtual leaks, and the vulnerability of WMS-2f signal to
pressure and/or modulation current variations. The analyzer has the
SHS and the spectrometer cell mounted in an insulated and
electrically heated stainless steel enclosure, as shown in Fig.
3(A). The temperature inside the enclosure is usually controlled at
50±0.1ºC to cover potential ambient T change of -20ºC to 50ºC.
Maintaining the sample stream at this elevated temperature improves
measurement repeatability by minimizing H2O adsorption to and
desorption from the SHS tubing walls, by stabilizing the optical
alignment of the spectrometer cell, and by eliminating any
variation of the 2f signal with temperature. The layout of the SHS
components inside the enclosure has been optimized to provide the
best analyzer performance. The assemblies of electronics and SHS
have different configurations according to different hazardous
location certification requirements. Currently, the following
models are available: SS2100 certified for CSA Class 1 Division 2,
SS2100a certified for ATEX zone 2, SS2100i-2 certified for IECEX,
ATEX and GOST-R zone 1.
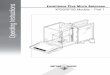
FIGURE 3. SYSTEM CONFIGURATIONS: (A) SHS & SPECTROMETER CELL
INSIDE A HEATED ENCLOSURE; (B) SS2100; (C) SS2100A; (D)
SS2100I-2.
ANALYZER CALIBRATION AND VALIDATION Each analyzer is calibrated
in the factory using gas mixtures that best reproduce the real
natural gas stream compositions with H2O concentration variation
range of 0-10ppmv and pressure variation range of 950-1700mb. The
calibration gas mixture is obtained by diluting the premixed H2O in
methane (C1) sample with high purity gases that may present in a
natural gas stream, including ethane (C2), propane (C3), butane
(C4), nitrogen (N2) and carbon dioxide (CO2). The premix is
gravimetrically certified by the gas vendor to be NIST traceable.
The dilution ratio of the premix and the mixing ratio of the
background gases are controlled by digital mass flow controllers
which also have NIST traceable certifications. The analyzer
calibration is certified in the factory based on these NIST
traceable standards, as illustrated by Fig. 4. Due to the intrinsic
stability of TDL analyzers, no field calibration is needed
throughout the life of the analyzer. Each analyzer is equipped with
a permeation tube based validation system, as shown in Fig. 3(A).
The permeation tube permeation rate is certified as NIST traceable
by the tube
(A) (B) (C) (D)
-
vendor. It allows the user to verify the validity of the
original calibration certificate throughout the life of the
analyzer. The on-board permeation tube delivers about 1 ppmv H2O to
the dried natural gas stream generated by the dryer, which is being
used in the stream switching system. Gas temperature and gas flow
rate across the permeation tube output are both tightly controlled
to guarantee consistency of the generated H2O level. -The analyzer
reading on the validation stream is calibrated in the factory based
on previously certified calibration. An analyzer constant is
established to link the validation reading to the permeation rate
gravimetrically certified by the vendor. After replacing the
permeation tube in the field, the validation reading can be simply
scaled based on the certified permeation rate of the new permeation
tube and the analyzer constant, as illustrated by Fig. 4.
FIGURE 4. CALIBRATION AND VALIDATION SCHEME.
LAB TEST RESULTS
Figure 5 shows the concentration step test results of a typical
trace H2O analyzer for desiccant dryer outlet in natural gas
cryogenic process. The superior linearity of the concentration
measurement is being illustrated by the inset plot of the averaged
analyzer reading on each step versus the real H2O concentration.
The reading repeatability on each step ranges from ±4 to ±10 ppbv
over the entire 0 – 10 ppmv range. Here, repeatability is defined
as twice the standard deviation of the analyzer readings (2σ),
which corresponds to a 95% confidence interval. The repeatability
of the concentration measurement can be improved by applying moving
averages to the raw readings shown in Fig. 6. The analyzer always
updates the concentration measurement every 17s, irrespective of
any data averaging. The response time of the raw readings shown in
Fig. 5 ranges from 51s – 68s, most of which is due to the sample
transport time through the sampling lines and the spectrometer
cell.
Working Standards
To Site
Analyzer Constant Linked to certified Calibration
Certified Analyzer
Establish Permeation
Concentration
Uncalibrated Analyzer Platform
Calibration System
Calibration Model
Created Using Data Acquired During
Calibration
Certified Analyzer
Certificate of Calibration
-
FIGURE 5. STEP AND LINEARITY TEST RESULTS. Figure 6 shows over 2
hour long test results at 1 ppmv and 0 ppmv. The repeatability will
be improved by 25% by applying a moving data average of 16. Even
without moving average, the analyzer performs well within its
reading repeatability spec of ±50 ppbv, which is highlighted by the
green bar. It should be noted that the measurement cycle for these
lab tests was set to about half an hour in order to examine the
cycle to cycle reading repeatability, which is dominated by the SHS
design. During field operation, the measurement cycle can be
extended to support less blind time and even better measurement
repeatability.
FIGURE 6. LONG TERM 1 PPMV AND 0 PPMV TEST RESULTS.
-
FIELD OPERATION RESULTS Monitored Molecular Sieve Bed
Breakthrough Test The DCP Midstream, Okarche Oklahoma Plant (150
MMSCFD) had previously agreed to Beta Test a TDL analyzer from
another supplier. After approximately 9 months of unsuccessful
operation it was determined that this particular TDL was not
capable of measuring in the sub ppm region required by the inlet to
the Cryogenic unit. The TDL technology was replaced by QCM
technology from the same analyzer supplier. The QCM technology
suffered interference due to Methanol which is purposefully
injected into the pipeline system feeding the plant (depicted in
Figure 7). Understandably DCP was very skeptical concerning TDL
technology specifically and moisture analyzers in general due to
previous experience. It was agreed to install an online
SpectraSensors TDL in parallel to the existing QCM while having the
molecular sieve supplier visit the site and operate their typical
field analyzers used to characterize the operation. Therefore the
test set up was three moisture analyzers in parallel off of the
same sample point. The following graph is a DCS screen shot of both
the QCM and TDL. The molecular sieve supplier analyzer system was
not connected to DCS and therefore not available for display but
confirmed the below results.
FIGURE 7. COMPARISON OF TDL & QCM FIELD MEASUREMENTS ON ONE
BREAKTHOUGH EVENT IN THE SAME NATURAL GAS STREAM. The QCM registers
a false base line reading of 3 ppm due to the influence of methanol
in the gas stream. The TDL began to respond to moisture
breakthrough twenty minutes ahead of the QCM. The 1.5 ppmv spike at
the beginning of breakthrough event is the
QCM
TDL
-
daily validation via integrated permeation device programmed for
7:00 am (coincidental that bed breakthrough began just before 7:00
am) Decision was not made to switch out of the bed until all three
online analyzers confirmed moisture breakthrough. When bed switch
was initiated note that the TDL drops to zero immediately. The QCM
responds quickly to the bed switch as well but never dries to zero
before Methanol pushes through the second bed and returns to the
false base line reading. DCP is extremely happy with the results
and immediately extended their bed regeneration cycle from 12 hours
to 18 hours (33% increase). SAVINGS ASSOCIATED WITH RELIABLE TRACE
MOISTURE MEASUREMENT (150 MMSCFD gas processing plant with two bed
molecular sieve dehydration system)
• Longer time between molecular sieve bed regenerations. Use of
the SSI TDL analyzer has allowed DCP to extend time between
regenerations by ~ 20% to 18 hours. Overall cycle time is now 36
hours.
• Extending the cycle time will extend the life of the sieve.
Eliminating even one extra recharge in ten years saves ~$100K in
sieve replacement costs.
• Avoidance of 2 days downtime for reload saves over $400K in
lost revenue at today’s gas prices. More importantly, the supply
chain is not disrupted, which can have significant financial impact
on upstream gas suppliers.
• Less natural gas is consumed due to fewer regenerations over
time. • Exchangers are better protected. If damaged, ethane
recovery drops from 90 to
80% recovery at a cost of $3 – 4K/day. • Capability to conduct
in-house bed performance tests saves ~$100K over ten
years. • Less wear and tear on rotating equipment, electric
power savings, reduction of
emissions, all can improve the profitability of the gas
processing plant. CONTINUED ONLINE PLANT RESULTS Figures 8 & 9
are DCS screen shots from a second Processing Plant in Oklahoma.
Comment from plant engineer: “The SpectraSensors analyzers are
really paying for themselves. They have definitely prevented a
freeze up or two and allowed us to see how much water the beds are
seeing. This is how I calculated the beds were only adsorbing 25%
of their design capacity”. After this discovery fresh sieve
material was installed in both beds and the plant is now actually
switching based upon the breakthrough as monitored by the TDL
analyzer referenced by the following screen shots. (Spike is daily
automatic validation.)
-
FIGURE 8. FIELD MEASUREMENT RESULTS: (A) TWO BREAKTHROUGH EVENTS
FOLLOWED BY DAILY VALIDATIONS; (B) ZOOM IN HALF AN HOUR TO
ILLUSTRATE THE FAST DRY DOWN (from 0.5 ppm to 0.05 ppm in 2
minutes).
(A)
(B)
-
FIGURE 9. FIELD MEASUREMENT RESULTS: TOP GRAPH BED (A)
BREAKTHROUGH OF FRESH BED. BOTTOM GRAPH BED (B). BED SWITCH
DECISION MADE AT 0.2 PPM (200 PPB)
CONCLUSIONS
Trace H2O measurement at desiccant dryer output is crucial for
natural gas processing plant. SpectraSensors TDL trace H2O analyzer
has positioned itself as the most desirable analytic technique for
this challenging application, due to its superior sensitivity,
operation reliability, fast response time, low maintenance and
superior immunity to vapor impurities. Field operation data fully
demonstrated that SpectraSensors TDL trace H2O analyzer has helped
natural gas processing plant tremendously in preventing freeze up,
extending molecular sieve life, saving energy and reducing various
operation costs.
-
ACKNOWLEDGEMENTS
The authors thank Dr. Alfred Feitisch, Matthew Kinsey, Paul
Silva, Nathan St John, Dr. Mathias Schrempel, Bill Jenko, Mohamad
Dabboussi, Dr. Wenhai Ji, Adam Chaimowitz, and other colleagues for
their contributions to the development and field testing of all
these analyzers.
REFERENCES 1. May, R., “System and method for water vapor
detection in natural gas”, US patent
6657198B1, Dec. 2, 2003. 2. Liu, X., Jeffries, J.B., Hanson,
R.K., and etc., “Development of a tunable diode
laser sensor for measurements of gas turbine exhaust
temperature,” Applied Physics B, 82, pp. 469-472, 2006.
3. Zhou, X., Liu, X., Jeffries, J.B., and Hanson, R.K.,
“Development of a sensor for temperature and water vapor
concentration in combustion gases using a single tunable diode
laser”, Meas. Sci. Technol. 14, pp. 1459-1468, 2003.
4. Liu, X., Zhou, X., Feitisch, A. and Sanger, G., “Tunable
diode laser absorption spectroscopy based trace moisture detection
in natural gases”, 52nd Analysis Division Symposium of the
Instrumentation, Systems and Automation Society, Houston, TX, April
15-19, 2007.
5. Liu, X., Zhou, X. and Feitisch, A., “Tunable diode laser
analyzers for ethylene production and quality control”, 53rd
Analysis Division Symposium of the Instrumentation, Systems and
Automation Society, Calgary, Alberta, CA, April 20-24, 2008.
6. Liu, X., Zhou, X., Ji, W. and Feitisch, A., “Advanced NH3 and
CO2 TDL gas analyzers for petrochemical process control and product
qualification”, 54th Analysis Division Symposium of the
Instrumentation, Systems and Automation Society, Houston, TX, April
20-23, 2009.
7. Liu, X., Ji, W., and Feitisch, A., “Development of H2S, H2O,
NH3 and C2H2 TDL analyzers for petrochemical applications in
optically interfering hydrocarbon streams”, 55th Analysis Division
Symposium of the Instrumentation, Systems and Automation Society,
New Orleans, LA, April 25-29, 2010.
8. Liu, X., Ji, W., Feitisch, A., Jenko, B. And Trygstad M.,
“Advancing TDL Technology: Applied spectroscopy in service of
process control objectives”, 56th Analysis Division Symposium of
the Instrumentation, Systems and Automation Society, Houston,
Texas, April, 2011.
9. Liu, X., Huang, H., Yeh, K, etc., “Assuring ethylene purity:
reliable sub-ppm measurement of ammonia and water with online TDL
analyzers”, 57th Analysis Division Symposium of the
Instrumentation, Systems and Automation Society, Anaheim,
California, April, 2012.
10. R. May, “System and method for water vapor detection in
natural gas,” US patent 6657198B1, Dec. 2, 2003.
11. Zhou, X., Liu, X., Feitisch, A. and Sanger, G., “Reactive
gas detection in complex backgrounds,” US Patent # 7,704,301, Apr.
27, 2010.
-
12. Zhou, X., Liu, X., Feitisch, A. and Sanger, G., “Reactive
gas detection in complex backgrounds,” US Patent # 7,819,946, Oct.
26, 2010.
Advancements in Trace Moisture Measurement of Desiccant Dryer
Output Reduce Various Operating Costs in Natural Gas Cryogenic
ProcessABSTRACTINTRODUCTIONSPECTROSCOPY DESIGNSYSTEM
CONFIGURATIONFIGURE 4. CALIBRATION AND VALIDATION SCHEME.LAB TEST
RESULTSFIGURE 5. STEP AND LINEARITY TEST RESULTS.FIELD OPERATION
RESULTSFIGURE 8. FIELD MEASUREMENT RESULTS: (A) TWO BREAKTHROUGH
EVENTS FOLLOWED BY DAILY VALIDATIONS; (B) ZOOM IN HALF AN HOUR TO
ILLUSTRATE THE FAST DRY DOWN (from 0.5 ppm to 0.05 ppm in2
minutes).FIGURE 9. FIELD MEASUREMENT RESULTS: TOP GRAPH BED (A)
BREAKTHROUGH OF FRESH BED. BOTTOM GRAPH BED (B). BED SWITCH
DECISION MADE AT 0.2 PPM (200
PPB)conclusionSACKNOWLEDGEMENTSREFERENCES