Embed Size (px)
Citation preview

JOURNAL OF THE WORLD AQUACULTURE SOCIETY
Vol. 25, No. 2 June, 1994
An Analysis of Biological, Economic, and Engineering Factors Affecting the Cost of Fish Production in Recirculating
Aquaculture Systems
THOMAS M. U S O R D O
Department of Zoology and Biological & Agricultural Engineering, North Carolina State University, Raleigh, North Carolina 27695 USA
PHILIP W. WESTERMAN Department of Biological & Agricultural Engineering,
North Carolina State University, Raleigh, North Carolina 27695 USA
Abstract Aquaculture production in recirculating systems has been the focus of research and development
efforts for decades. Although considerable resources have been expended on these systems in the private sector, there is a scarcity of data on the economic or engineering performance of commercial scale recirculating production systems. This paper presents the results of a computer simulation of tilapia production in a small recirculating production system. Much of the performance data has been developed at a demonstration facility a t North Carolina State University. Given the assump- tions of the base case simulation, the cost of producing a kilogram of tilapia in the recirculating system described is estimated to be $2.79 ($1.27/lb). The results of a model sensitivity analysis indicate that while improvements in the performance efficiency of system components did not greatly affect fish production costs, reductions in feed costs and improvements in the feed conversion ratio caused the greatest reduction of production cost of all of the operational variables investigated. The analysis further indicates that the greatest gains to be realized in improving profitability are those associated with increasing the productive capacity or decreasing the investment cost of a recirculating fish production system.
Recirculating aquaculture production systems have stirred a great deal of interest in the aquaculture community worldwide. There is little doubt that most fish grown in ponds, floating net pens, or raceways can be reared in commercial scale recirculating systems, given enough resources. Unfortu- nately, the economic viability of growing commonly cultured species in recirculating systems is not as certain. The question of system economics has not always been ad- equately addressed prior to the develop- ment of an aquaculture business based on recirculating technology. Although there are numerous corporations and entrepreneurs selling “package turnkey” systems, there are relatively few reports of profitable com- mercial aquaculture recirculating produc- tion systems in operation (Losordo et al.
1989).’ Currently most commercial recir- culating production systems in the United States are small, less than 45,000 kg of pro- duction per year, providing fresh high qual- ity product at premium prices to niche mar- kets. Although there have recently been a number of large scale efforts in commercial system development, only two large scale systems remain operating in the United States with long term production of whole- sale quantities of fish.
Given the level of interest and activity in commercial recirculating production sys- tems, there is a scarcity of data and system-
’ Mention of a specific product or tradename does not constitute an endorsement by North Carolina State University nor imply its approval to the exclusion of other suitable products.
0 Copyright by the World Aquaculture Society 1994
193

194 LOSORDO AND WESTERMAN
TABLE 1. Simulated change in production cost of hy- brid striped bass in a recirculating system due to a 10% change in selected input variables.
96 change in Changed input variable oroduction cost
System capacity Feed conversion ratio Feed cost Labor rate of pay Mortality rate Cost of electricity Cost of liquid oxygen
5.0 4.1 2.8 1.8 1.4 1.4 0.5
After Losordo I99 1.
atic evaluations of the economic aspects of these systems in the literature. To reduce the number of future economic failures and aid in the design and development of suc- cessful production systems, non-biased and non-proprietary studies of the biological, economic and engineering aspects of recir- culating systems must be completed.
As part of a study of the feasibility of recirculating aquaculture production sys- tems, the authors developed a computer model to simulate the biological, engineer- ing and economic performance of closed systems. The preliminary results were pre- sented in Losordo et al. (1 989). The findings concluded that while it was not economical to grow catfish in recirculating systems, striped bass hybrids showed promise. A sensitivity analysis of the simulation of the production cost of hybrid striped bass to changes in selected input costs was reported in Losordo (1 99 1). In each simulation, only one selected input was adjusted by 10% and the resulting fish production cost was re- corded. The selected input variables includ- ed the cost of bulk oxygen, cost of electricity, cost of feed, cost of labor, production mor- tality, feed conversion ratio, and system carrying capacity. Table 1 contains the re- sults of the 7 simulations.
Interestingly enough, a 1 OYo intensifica- tion of the production capacity of the sys- tem (without a corresponding increase in the fixed investment) produced the largest decline (5%) in production cost. These re-
sults suggested that future efforts in recir- culating production system development should be in the intensification of systems without making them more expensive.
This paper will investigate this conclu- sion and describe the results of simulations of the production of tilapia in a recirculating system. The computer model was upgraded to more realistically represent a functioning recirculating production system and where possible, the model utilized verified input data from a recirculating fish production demonstration system at North Carolina State University. The sensitivity of produc- tion costs to changes in the variable and fixed input costs and the biological and en- gineering performance of the system are re- ported.
Computer Simulation Methods A general dynamic simulation model of
recirculating aquaculture systems was de- veloped, using a commercially available modelling language called STELLAB as a framework in which to determine the en- gineering, economic and biological perfor- mance of recirculating fish production sys- tems. While the model will not be described in detail in this paper, a description of the input and output variables and general model structure follows.
STELLA model overview. The computer software package referred to as STELLAB is a product of High Performance Systems, Inc. The computer language was developed for use only on the Apple Macintosh com- puter. For a description of the programming language, the reader is referred to Rich- mond et al. (1 987).
The model was originally developed to simulate the growth and production of hy- brid striped bass or channel catfish. The model was expanded for this study to in- clude the production of tilapia. Many of the engineering simulation functions were also expanded and refined for this study. Fish growth rate algorithms were selected from the literature as listed in Table 2. To run the simulation, the user enters the appro-

FISH PRODUmON COSTS IN RECIRCULATING SYSTEMS 195
TABLE 2. Recirculating fish production system model input variables.
Input variable Selection and/or units
Species cultured Hybrid Striped Bass (Brown 19898)
Catfish (Boyd 1978) Tilapia (Soderberg 1990) Continuous or Batch Mode of operation
Cost of fingerlings $ each Fingerling length mm Fingerling weight g each Fish harvest weight kg each
Fish survival
System capacity kg
Nursery decimal fraction Growout decimal fraction
Production cycle length Nursery d Growout d
Feed cost Fry %/kg Juvenile feed %/kg Grower feed S& Finishing feed %/kg
Fry feed % Juvenile feed % Grower feed % Finishing feed %
Feed protein content
Expected feed conversion dimensionless
Electricity costs ratio
<2,750 kwh/mo $/kwh <4,450 kwh/mo S k h >4,450 kwh/mo $/kwh
Base electric rate $/mo Hours of labor h/d Rate of pay for labor $/h
Oxygen source Base case 1 aeration Base case 2 liquid oxygen
Bulk storage tank size liters Bulk tank rental $/mo Cost of bulk oxygen $/m3 Oxygen transfer efficiency decimal fraction Biological filter efficiency decimal fraction Recirculation pump ca- Ipm each pump
Recirculating pump effi- decimal fraction
Desired oxygen concen- ppm
pacity
ciency
tration
TABLE 2. Continued.
Input variable Selection and/or units
Desired ammonia con- ppm
Desired nitrate concen- ppm
Desired water tempera- C
Initial loam amount $ Interest rate on loan decimal fraction Equity investment $ Current bank CD market decimal fraction
Short term loan interest decimal fraction
Maintenance cost rate %
Depreciation cost rate
centration
tration
ture
rates
rates
Building %/yr of initial cost Nursery %/yr of initial cost Growout system %/yr of initial cost
a Source of fish growth rate algorithm.
priate data describing the production sys- tem as input variables listed in Table 2. The units of measure are described here in in- ternational system (SI) metric units; how- ever, the units for the input variables of the actual model are in English and SI units to reflect those most commonly used by the aquaculture community for each variable. The model user can select the variables to be output by the computer in either table or graphical format. Output variables are updated and listed after each simulation time step, and can include any calculated vari- able value within the model structure. These values, too numerous to list in entirety, in- clude biological parameters such as indi- vidual fish weight, fish number, system fish biomass, oxygen consumed by fish respi- ration, and tank ammonia nitrogen, nitrate, and dissolved oxygen concentration. Engi- neering output variables can include data such as liquid oxygen consumption rate, new water addition rates (make-up water), re- circulated water pump energy requirements, heating and cooling rates (BTU/h), and the power usage rates of various system com- ponents. Economic variables that can be tracked can include total fish production cost

196 LOSORDO AND WESTERMAN
TABLE 3. Selected recirculatingjish production system model output variables.
Output variable Selection and/or units-
Total production cost Feed cost Labor cost Fingerling cost Heating costs Water recirculating power
Water costs Oxygen cost Cost of borrowed capital Cost of operating capital Opportunity cost of equi-
Maintenance cost Depreciation cost Fish weight g/fish System biomass kilograms Recirculating flow rate Ipm Make-up water flow rate Ipm Feed rate kg/d
$/kg of fish produced $/kg of fish produced $/kg of fish produced $/kg of fish produced $/kg of fish produced $/kg of fish produced
$/kg of fish produced $/kg of fish produced $/kg of fish produced $/kg of fish produced $/kg of fish produced
$/kg of fish produced $/kg of fish produced
costs
ty capital
and a production cost breakdown for each input variable such as feed cost or water cost per kg of fish produced. The output vari- ables used for the system analysis in this report are listed in Table 3.
Tilapia Production Simulation The recirculating production system sim-
ulation model was configured to simulate the production of tilapia in a small 43,500 kglyr (96,000 lbs/yr) production system. The following are details of the production sys- tem simulated and the simulation model assumptions.
Production system description. The pro- duction system was modelled as a contin- uous production unit consisting of 3 juve- nile nursery tanks and 8 growout tanks. Each nursery tank was capable of growing up to 6,560 83 g tilapia from 3 g (50.8 cm, 2“ long) animals in 90 d. With the harvest of one nursery tank each month, the 3 nursery tanks provide enough 83 g tilapia to restock 2 growout tanks per month. Each growout tank provides for the production of ap- proximately 3,200 567 g (1.25 lb) tilapia in approximately 120 d. With 8 growout tanks, 2 harvests per month can be scheduled to
TABLE 4. Growout system component cost and depre- ciation estimates.
Compo- Cost nent
installed life System component (0) (Yr)
Fiberglass production tank Floating bead filter Rotating biological contactor Aeration or oxygen delivery sys-
Pipes and valves Pumps (3 each @ $120) Solenoid valves & timers Heater and controller Feed delivery system
tem
Total cost
3,800 4,000 4,000
1,500 400 360
1,000 240
1,000 16,300
15 10 1.5
15 10 3 5 5 5
yield an overall yearly tilapia production of slightly over 43,500 kg (96,000 lb).
Systems design and cost. The cost esti- mates in this section are derived from the development of a demonstration “Fish Barn” and recirculating production systems at North Carolina State University. The components described here are, for the most part, of the same scale and similar to those currently in use at the North Carolina Fish Barn project.
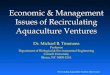
The simulated production system is housed within a 28 m x 11 m (92’ x 36’) metal clad, wooden post and beam barn with minimal insulation and an earthen floor. Each tank is configured with an individual water renovation system consisting of an in- line resistance type electric water heater, a 0.57 m3 (20 ft3) floating bead filter as de- scribed by Losordo (1 99 1) and a V4 hp ro- tating biological contactor (total surface area = 418 m2) used in series (Fig. 1). Dissolved oxygen additions to the culture tanks were provided by either in tank diffised aeration or whole recycle stream oxygenation with pure oxygen (depending on the simulation input selections). Each growout system con- sists of a 4.25 m diameter, 1.45 m deep fiberglass tank. Total cost of each growout tank system with all associated support equipment installed was modelled to be $16,300. The individual component costs and estimated useful life are listed in Table 4.

FISH PRODUCTION COSTS IN RECIRCULATING SYSTEMS 197
Rotating Biological Contactor 2 (surface area = 418 m )
d-, 4.24m
Culhut Tank 23.375 liters
Foam Fractionator
FIGURE 1 . Typical simulated growout system component layout.
The nursery tank systems were modelled as 3 m diameter, 1.25 m deep fiberglass tanks. Water and wastewater treatment for all three nursery tanks are provided for by one bead filter and one RBC as described above. Total cost of the nursery production system is $18,490 (Table 5) .
A depreciation rate for each system was estimated by the “straight line” method as- suming a salvage value of zero dollars at the end of the useful component life. The au- thors chose to assign a salvage value of zero for each asset due to the specialized (in many cases custom fabrication) nature and the limited market for used recirculation sys- tem components. The yearly rate of depre- ciation was estimated by calculating the dol- lar value per year of depreciation for each component (cost installedlcomponent life), then summing the yearly depreciated value for each component and dividing by the to- tal system cost (Yearly Depreciation Rate = ((L: (cost installed/component life))/total system cost)).
Building cost, including water and elec-
trical service installation, was valued at $129.10 per square meter ($12/ft2) or $39,744. The total production system equipment cost was valued at an additional $148,890 or approximately $3.42 of fixed investment per kg of annual production ca- pacity ($1.55/lb). The total investment cost for the fish production system including the
TABLE 5. Nursery system component cost and depre- ciation estimates.
Com- Cost ponent
System installed life component ($1 (Yr)
Fiberglass tanks (3 @ 2,000) Floating bead filter Rotating biological contactor Aeration or oxygen delivery sys-
Pipes and valves Pumps (3 each @ $120) Solenoid valves & timers Heater and controls Feed delivery system
tem
Total cost
6,000 4,000 4,000
1,500 400 360
1,000 230
1,000 18,490
15 10 7.5
15 5 3 5 5 5

198 LOSORDO AND WESTERMAN
TABLE 6. Base case simulation input variable values.a TABLE 6. Continued.
Selection Input variable and/or units
Selection Inout variable and/or units
Species cultured Mode of operation System capacity Cost of fingerlings Fingerling length Fingerling weight Fish harvest weight
Fish survival Nursery Growout
Production cycle length Nursery Growout
Feed cost Fry feed Juvenile feed Grower feed Finishing feed
Feed protein content Fry feed Juvenile feed Grower feed Finishing feed
ratio Expected feed conversion
Electricity costs ~ 2 , 7 5 0 kwh/mo <4,450 kwh/mo >4,450 kwh/mo
Base electric rate Hours of labor Rate of pay for labor
Oxygen source Base case 1 Base case 2
Bulk storage tank size Bulk tank rental Cost of bulk oxygen Oxygen transfer efficiency Biological filter efficiency Recirculation pump ca-
Recirculating pump effi-
Desired oxygen concen-
Desired ammonia con-
pacity
ciency
tration
centration
Tilapia Continuous 1,814 kg (per tank) 0.15 (S each) 50.8 (mm) 3.0 (g each) 0.567 (kg each)
0.95 decimal fraction 0.975 decimal fraction
0.93 ($/kg) 0.79 (S/kg) 0.51 (S/kg) 0.35 ($/kg)
50% 43% 36% 32%
1.3 (dimensionless)
0.0705 ($/kwh) 0.0459 (%/kwh) 0.04102 (S/kwh)
10 ($/mo) 8 (h/d) 6.00 ($/h)
aeration liquid oxygen
3,400 (L) 425 ($/mo) 0.247 (%/m3) 0.75 decimal fraction 0.50 decimal fraction 190 (Ipm each pump)
0.335 decimal fraction
Desired nitrate concentra- 400 (ppm)
Desired water tempera- 28 C
Initial loan amount 93,317 (S) Interest rate on loan 0.12 decimal fraction Equity investment 93,317 Current bank CD market 0.095 decimal fraction
Short term loan interest 0.13 decimal fraction
Maintenance cost rate 5.0 (%) Depreciation cost rate
Nursery 10.49 (%/yr of initial
Growout system 1 1 .O 1 (%/yr of initial
tion
ture
rates
rates
5.0 (%/yr of initial cost) building
cost)
cost)
a Input variable values listed here reflect the cost of rearing tilapia in Raleigh, North Carolina at the time of this study.
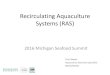
building cost was simulated to be $188,634 or approximately $4.33/kg of annual pro- duction capacity ($1.96/lb). The overall proposed system layout can be viewed in Fig. 2.
Base case production simulation results. For this study, two base case tilapia pro- duction growth cycles were simulated with the model. One simulated production with atmospheric aeration utilizing low-pressure regenerative type blowers and “air-stone” diffusers. The second simulated the pro- duction utilizing pure gaseous oxygen and whole recycle stream injection. The simu- lation assumptions for both base cases are listed in Table 6. The reader should note that while the authors have actually pro- duced tilapia in recirculating systems at the quantities and densities simulated with pure oxygen additions, it has not been accom- plished by the authors with aeration only. The feasibility of in-tank aeration at this intensity of culture is not as certain.
The production cost results of the base case (with atmospheric aeration) can be viewed in Fig. 3. The results of the simu-

FISH PRODUCTION COSTS IN RECIRCULATING SYSTEMS 199
1 I lm
FIGURE 2 . Simulated recirculatingfrsh production system layout, 8 growout tanks and 3 nursery tanks.
lation indicate that under the given condi- tions, overall fish production cost will be approximately $2.79/kg ($1.27/lb). Given the same set of assumptions, except with pure oxygen as the oxygen source, the cost of production was estimated to be $2.86/kg ($1.30/lb). Subsequent modelling runs de- termined that the cost of bulk oxygen would need todecrease to $0.18/m3 ($0.51/100 ft3) for the overall fish production cost to equal that of the simulation of a system with at- mospheric aeration. The cost of bulk liquid oxygen in the United States ranges from ap- proximately $0.09-$0.28/m3 ($0.2 5-$0.801 100 ft3) depending on the distance from the source of liquid oxygen and quantity used.
The production costs simulated in the base case analysis for the system as described are generally too high to be economically com- petitive in the wholesale fish fillet market. Currently, only the local markets for live or whole fresh tilapia on ice product would support such production costs. However, there are production and engineering im- provements that could be made to improve the economic viability ofthese systems. The sensitivity analysis of the modelled system that follows provides a means for estimating the impact of changes within the system. The results of the sensitivity analysis can be used to assist in identifying areas in need of
further research and development where improvements to recirculating systems can have their greatest performance and eco- nomic impacts.
System Sensitivity Analysis A total of 12 model input variables were
selected for study in the sensitivity analysis of the simulated system. The 12 variables are grouped and reported as biological vari- ables, variable operating cost inputs, engi- neering performance variables, and system or fixed cost variables. Twelve modelling “runs” were executed each time only one of the variables was changed by 10%. In most cases the variables were changed to provide a simulated improvement in the system performance. Some simulated vari- able values, such as fish survival, used in the base case simulation were so good (based on North Carolina Fish Barn performance experience) that a 10% change for the better was judged as not being realistic. In these cases the variables were changed for the worse. In all cases, changes in fish produc- tion costs were monitored. The overall re- sults of the sensitivity analysis can be viewed in Table 7.
Biological variables. The model input variables that directly affect the biological performance of the cultured product are feed

200 LOSORDO AND WESTERMAN
( Production Cost = $2.79 / kg ($1.27 / lb) 7 FIGURE 3. Simulated base case production cost of tilapia in a recirculating system.
conversion ratio (FCR) and fish mortality rate. When the FCR was reduced from 1.3 to 1.17 (a 10% change) the overall cost of producing tilapia changed by $O.OSS/kg ($0.04/lb), a 3.2% change. Analysis of the production cost breakdown yielded inter- esting results. In initiating the modelling run, the user specifies the harvest size and total weight of fish at harvest. When a lower FCR is specified, the model simulates a more ef- ficient conversion of feed to fish flesh and calculates that less feed is used to produce the same mass of fish. While one could ex- pect the cost of feed per kg of fish to be less, the simulation results also indicated that changes in new water use, heating require- ments, recirculation rate, aeration rate and electric demand charges also occurred. While the changes in water recirculation rate, new water addition rate and aeration rate were a direct result of less feed being added to the system in the simulation (e.g., a lower TAN production rate, lower nitrate nitrogen production rate, lower oxygen consumption rate), the change in heating requirement was caused by the reduced water exchange rate. The electric demand charge decreased as a
result of decreased water pumping and heat- ing rates.
The mortality rate of fish is considered a biological variable and was increased for the sensitivity analysis by 10%. The 1 Ooh change in mortality rate yielded only a 2.3% change, or a $O.O66/kg ($0.03/lb) difference in over- all production cost. The detailed simulation results showed that although some changes occurred in almost all production cost cat- egories, the major changes occurred in feed cost and fingerling cost per kg of production. The reader should note that mortality was simulated as a fractional constant loss over the entire growth cycle. Losses later in the growth cycle would have a greater effect on production costs than losses occumng ear- lier in the cycle. This type of mortality could be simulated as a timed "pulsed" input van- able change during a simulation run.
Operating cost variables. The modelled operating cost input variables that were changed (decreased 10%) in this sensitivity analysis were the cost of feed, electricity, liquid oxygen, and labor. As in the previous study (Losordo 1991), the greatest change in the cost of fish production among these

20 1 FISH PRODUCTION COSTS IN RECIRCULATING SYSTEMS
input variables was caused by a change in feed cost (2.1%). This may not be totally unexpected as feed costs are the largest sin- gle production cost in the base case simu- lation (Fig. 3). The sensitivity analysis in- dicates that changes in the electricity rate, labor rate of pay, and oxygen cost rate caused changes in production costs of 1.5%, 1.4% and 0.1% respectively.
These results, in concert with the FCR sensitivity results, suggest that significant production cost savings could be realized if a feed that produced a better FCR were available at a reduced cost. Feed manufac- turers market improved feed conversion ra- tios as a reason to pay more for specialized feeds. The sensitivity analysis results sug- gest that production cost savings from a 1 OYo reduction in the FCR will in fact outweigh the increase in production costs due to a 10% increase in feed cost. In reality, im- provements in the overall physical and bi- ological performance of recirculating sys- tems are realized when using higher quality feeds. The model, as configured, could not account for these changes.
It is also interesting to note that while recirculating systems have been assumed to be energy intensive, a 10% change in the electric cost rate effected only a 1.5% change in the total production cost of fish.
Engineering performance variables. The modelled engineering performance vari- ables that were investigated in this study were recirculating pump efficiency, biolog- ical filter efficiency, oxygen injection system transfer efficiency, and aeration system ox- ygen transfer efficiency. Surprisingly, 10% changes in these variables produced no more than a 0.5% change in total production cost. It may be hard to justify expending a great deal of research and development time im- proving the performance efficiency of each of these components given these results. The reader should not misunderstand this state- ment, however. The authors are suggesting only that biological filters that “remove” 100% of the ammonia nitrogen per pass, or pumps that run at 80% efficiency, may not
TABLE I. Results of the simulation sensitivity analysis: The change in production cost due to a 10% change in selected input variables.
% change in Changed input variable production cost
System capacity System cost Feed conversion ratio Mortality rate Feed cost Cost of electricity Labor rate of pay Aeration efficiency Pump efficiency Cost of liquid oxygen Filter efficiency Oxygen transfer efficiency
4.1 3.5 3.2 2.3 2. I 1.5 1.4 0.5 0.2 0.1 0.1 0.1
be the key to economic viability. On the other hand, a great deal of development ef- forts are needed in improving the reliability of biological filters. Indeed, the unexpected failure of a biological filter or undetected failure of an oxygen injection system can do major damage in a short period of time to the economic viability of a commercial fish production system.
System andjixed cost variables. The re- sults of this sensitivity analysis support the findings described in Losordo (1 99 1). Changes in either the system capacity or overall system cost had greater impacts on the total production cost than changes in any other variable. A 10% increase in sys- tem capacity was simulated without an as- sociated change in investment. That is to say that the physical production system was not altered although the stocking rate (car- rying capacity) was increased by 10%. This change caused a 4.19’0 decrease in the total production cost. The reduction in the cost of production due to an increase in carrying capacity was essentially due to more pro- duction for the same fixed investment. To increase capacity, the model simulated pro- portionally higher rates of use for feed, elec- tricity, pumping, aeration and operating capital. The savings come in the form of more production for the same loan, equity and labor costs.

202 LOSORDO AND WESTERMAN
Similarly, a 10°h reduction in the overall investment for the same production capac- ity yielded a 3.5% change in production cost. Insight into this finding may be gained by reviewing the results from the base case pro- duction analysis in Fig. 3. Over 4 l0h of the costs associated with the production of the fish are directly related to the initial in- vestment cost of the system. In changing the cost of the system, the calculated costs of maintenance, depreciation, interest pay- ments and cost of equity are all directly af- fected.
Discussion The simulated production results out-
lined above point out areas in production technology where improvements can im- pact the financial viability of recirculating production systems. The reader should note that the changes in the model input vari- ables were accomplished without concur- rent changes in the costs associated with making these changes within the system. In most cases improvements in any variable will have an associated cost incurred in making the change. For example, feeds that provide a higher FCR will most likely cost more. Similarly pumps that are more effi- cient will also cost more.
The results of this study point to one area that may provide substantial production cost savings. The authors believe that these cost savings can result from reducing the overall cost of recirculating production systems while maintaining component reliability and longevity. These results can be viewed from another perspective. While component de- sign criteria are considered by performance only, the results of the performance effi- ciency sensitivity analysis suggest that this alone is not of primary importance. The results of this study suggest that perhaps component performance should be com- bined with the cost of ownership of these components (which ultimately make up the total cost of the system) into a “perfor- mance/cost” factor. For example, a biolog- ical filter could be evaluated according
to the total grams of ammonia nitrogen re- moved per day per cost of annual ownership ((g TAN/yr) / ($/yr) = g TAN/$). The costs associated with ownership on an annual ba- sis would include annual interest and equity cost for the purchase of the component combined with depreciation and mainte- nance costs. Given a basic reliability factor, one should seek to maximize the calculated value of this variable. For example, the ro- tating biological filter at the North Carolina Fish Barn had an average TAN removal capacity of 129 g/d during a study described by Westerman et al. (1 993). Given an actual purchase price of $3,000, and assuming a component life of 7.5 yr, a maintenance cost rate of 5%, an interest rate of 13%, equity interest rate of 9.5%, and a debt to equity ratio of 1 : 1, the performance/cost factor can be estimated to be 53 g TAN/$. The floating bead filter utilized at the North Carolina Fish Barn removed an average of 46 g TAN/d over the same test period. With an actual purchase price of $3,200, an assumed component life of 10 yr and similar eco- nomic cost rate assumptions, the perfor- mance cost factor would be calculated to be 20 g TAN/$. Additionally a fluidized bed sand filter was evaluated over the same pe- riod during the study (Westerman et al. 1993). The monitoring results indicated that an average of 37 g TAN/d was oxidized to nitrite. Given the actual purchase price of $1,000, a 10 yr life and similar economic cost rate assumptions, the performance/cost factor was calculated to be 5 1 g TAN/$. If it is assumed that these components have similar performance reliabilities, then the fluidized bed filter or the RBC filter would be a better value based upon this evaluation criterion. However, the reader should not lose sight of the fact that the floating bead filter performed a suspended solids removal function as well as nitrification. To “nor- malize” the results of this analysis, perhaps the performance/cost factor must account for all functions to be performed by the fil- tration system.
While the ultimate criteria for evaluating

FISH PRODUmION COSTS IN RECIRCULATING SYSTEMS 203
the cost of producing fish in a system is the cost per unit weight of production, evalu- ation criteria as outlined above may provide designers with economic measures to com- pare individual components and compo- nent performance. Engineering perfor- mance and economic performance must be balanced to provide an optimum produc- tion system for the specific site, species, and operating personnel requirements.
Conclusions The challenges for recirculating systems
designers and engineers are many. Recir- culating systems and system components must be designed to be manufactured at a lower cost or to utilize components that are currently available to other industries at lower prices. Where possible the carrying capacity of a system must be increased with- out increasing cost or sacrificing system re- liability.
The following specific conclusions may be reached as a result of the data presented in this study:
1) Given the assumptions of the base case simulation, the cost of producing a kilogram of tilapia in the small recirculating system described is estimated to be $2.79 ($1.271 lb).
2) Changes in the engineering perfor- mance efficiency of the system components did not greatly change the total production cost.
3) Changes in the feed cost had the great- est impact on production cost of all of the operational variables investigated.
4) Improvements in the feed conversion ratio can have a significant impact on pro- duction costs. However, these savings could be offset by associated increases in feed prices.
5) The greatest gains to be realized in im- proving profitability are those associated with increased production capacity or de- creased system investment cost.
Acknowledgments The research and demonstration program
in recirculating aquaculture technology at North Carolina State University is sup- ported by the Agricultural Research Service and the Cooperative Extension Service of the College of Agriculture and Life Sciences of North Carolina State University and the Energy Division of the North Carolina De- partment of Commerce.
Literature Cited Boyd, C. E. 1979. Water quality in warmwater fish
ponds. Auburn University Agricultural Experi- ment Station, Auburn, Alabama, USA.
Brown, J. W. 1989. An analysis of the economic potential for hybrid striped bass culture. Doctoral dissertation, Department of Economics and Busi- ness, North Carolina State University, Raleigh, North Carolina, USA.
Losordo, T. M. 199 1. Engineering considerations in closed recirculating systems. Pages 58-69 in Aqua- culture Systems Engineering, Proceedings of the World Aquaculture Society and the American So- ciety of Agricultural Engineers Jointly Sponsored Session, WAS 22nd Annual Meeting, June. Amer- ican Society of Agricultural Engineers, St. Joseph, Michigan, USA.
Losordo, T. M., J. E. Easley and P. W. Westerman. 1989. Preliminary results of a survey on the fea- sibility of recirculating aquaculture production systems. ASAE Paper no. 897557. American So- ciety of Agricultural Engineers Winter Meeting, 12-15 December 1989, New Orleans, Louisiana, USA.
Richmond, B., S. Peterson and P. Vescuso. 1987. An academic user’s guide to STELLA. High Perfor- mance Systems Inc., Lyme, New Hampshire., USA.
Soderberg, R. W. 1990. Temperature effects on the growth of blue tilapia intensive aquaculture. The Progressive Fish-Culturist 52(3): 155-1 57.
Westerman, P. W., T. M. Losordo and M. L. Wild- haber. 1993. Evaluation of various biofilters in an intensive recirculating fish production facility. Pages 326-334 in J. K. Wang, editor. Techniques for modem aquaculture. Proceedings of an aqua- cultural engineering conference sponsored by the Aquacultural Engineering Group of the American Society of Agricultural Engineers in cooperation with the US Chapter of the World Aquaculture Society, Spokane, Washington, 21-23 June 1993.