Embed Size (px)
Citation preview

200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400
50%
40%
30%
20%
10%
0%
120 150 180 205 240 265 295 325 355 385 415
+1500
11
12
13
21
22
23
14
41
42
24
63
15
16
31
32
51
52
71
72
73
74
81
82
83
10
20
40
60
30
50
70
80
53
200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400
50%
40%
30%
20%
10%
0% ®
120 150 180 205 240 265 295 325 355 385 415
200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400
50%
40%
30%
20%
10%
0% ®
120 150 180 205 240 265 295 325 355 385 415
RTS
200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400
50%
40%
30%
20%
10%
0% ®
120 150 180 205 240 265 295 325 355 385 415
FPS - FS
FAS - FS
61
62
< 200
< 200
< 300
< 250
< 250
< 250
< 250
> 250
< 250
> 250
< 120
< 200
< 200
> 250
> 250
< 250
< 250
< 250
> 250
< 100
< 150
< 120
< 120
-
-
-
< 700
< 700
< 1000
< 850
< 850
< 850
< 850
> 850
< 850
> 850
< 400
< 700
< 700
> 850
> 850
< 850
< 850
< 850
> 850
< 350
< 500
< 400
< 400
-
-
-
< 10
< 30
< 20
< 30
< 25
> 20
> 20
> 15
> 20
< 20
> 12
< 12
> 12
< 30
< 12
< 10
> 10
> 25
< 25
> 15
> 15
< 15
< 10
-
-
-
> 340 > 1150 < 20
7
E
E
S E
S
S E
S
S E
E
E
S E
S E
S E
S E
S E
S E
S E
S E
E S E
S E S E
S E
S E
S E
S E
S E
S E
EE
E
E
E
E
E
E
N. 1
0
N. 2
0
N. 2
0V
N. 2
0TN
N. 2
0TC
M
MF
UNC/UNC(J)
UNF/UNJF/UNF(J)
UNEF/UN/UNS
G/Rp/Rc
NPT/NPTF
W / SV
PG/TR
EG M/EG UNC/EG UNF
22
85
114
134
150
156
166
170
172
22
84
114
134
157 157 157
176
24 24
85 85
24
91
172
176
114
134
S E
S E
S E
S E
S E
S
S
S
E
E
E
E
S E S E
S E
S E
S E
S E
S E
S E
S E
S E
S E
S E
S E
S E
S E
E S E
S E S E
EE
E
E
E
E
E
E
E
E
S E
S
S
S E S E
N. 5
0N.
50V
N. 5
0
N. 6
0
N. 6
0V
N. 6
0TN
N. 6
0TC
32 32 34 34
116
136
158
91
34
158 158
34
84
116
136
151
177 177
151
3 5
2 3
4 8
16 24
8 12
10 15
20 30 20 30
20 30
20 30
10 15
16 24
6 12
4 8
S
W
EE
S E S E
SS
W. 2
0
W. 6
0
46 47
159
S
S E S E
SS
W. 2
0DL
W. 6
0DL
46 47
N
20 30
20 30
16 24
3 5
20 30
6 12
6 12
20 30
20 30
6 12
20 30
20 30
16 24
8 16
3 5
4 8
8 12
3 5
10 15
10 15
8 12
3 5
10 15
2 6
2 6
10 15
10 15
3 5
20 30
10 15
8 16
4 8
150
166
12 16
11
12
13
21
22
23
14
41
42
24
63
15
16
31
32
51
52
71
72
73
74
81
82
83
53
61
62
91
E E
4 8
159
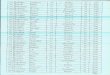
Werkstoff-GruppenMaterial groups
Werkstoffbezeichnung Material designation HärteHardness
(HB)
FestigkeitTensile
strengthRm (N/mm2)
DehnungElongation
A(%)
ANWENDUNGSTABELLE - APPLICATION CHART
AnwendungsgruppenMaterial classification
Gewindeschneiden Thread cutting
Gewindeschneiden Thread cutting
Synchron-GewindeschneidenRigid Tapping
Bruc
hdeh
nung
Elon
gatio
n
Zugfestigkeit N/mm2
Tensile strength N/mm2
Härte = HB Hardness = HB
ˆ ˆ
Bruc
hdeh
nung
Elon
gatio
n
Zugfestigkeit N/mm2
Tensile strength N/mm2
Härte = HB Hardness = HB
ˆ ˆ
Bruc
hdeh
nung
Elon
gatio
n
Zugfestigkeit N/mm2
Tensile strength N/mm2
Härte = HB Hardness = HB
ˆ ˆ
StahlSteels
RostfreierStahlStainlessSteels
GussCast iron
TitanTitanium
NickelNickel
KupferCopper
AluminiumMagnesiumAluminiumMagnesium
KunststoffPlasticcompounds
Automatenstahl Free-cutting steels
Baustahl, Einsatzstahl Structural / cementation steels
Kohlenstoffstahl Carbon steels
Stahl legiert <850 N/mm2 Alloy steels <850 N/mm2
Stahl legiert / vergütet >850 - <1150 N/mm2 Alloy steels hard. / temp. >850 - <1150 N/mm2
Hochfester Stahl High tensile alloy steels
Rostfreier Stahl / geschwefelt Free machining stainless steels
Austenitisch Austenitic stainless steels
Ferritisch, martensitisch <850 N/mm2 Ferritic and martensitic <850 N/mm2
Ferritisch, martensitisch >850 - <1150 N/mm2 Ferritic and martens. >850 - <1150 N/mm2
Grauguss Cast iron
Kugelgraphitguss, Temperguss Spheroidal graphite + malleable cast iron
Reintitan Pure titanium
Titanlegierung Titanium alloys
Nickellegierung 1 <850 N/mm2 Nickel alloys 1 <850 N/mm2
Nickellegierung 2 >850 - <1150 N/mm2 Nickel alloys 2 >850 - <1150 N/mm2
Reinkupfer (Elektrolytkupfer) Pure copper (electrolitic copper)
Messing, Bronze, Rotguss (kurzspanend) Short chip brass, phosphor bronze, gun metal
Messing (langspanend) Long chip brass
Al unlegiert Al unalloyed
Al legiert Si < 1.5 % Al alloyed Si < 1.5 %
Al legiert Si > 1.5 % - < 10 % Al alloyed Si > 1.5 % - < 10 %
Al legiert Si > 10 %, Mg-Legierung Al alloyed Si > 10 %, Mg-Alloys
Thermoplaste Thermoplastics
Duroplaste Duroplastics
Faserverstärkte Kunststoffe Glass fibre reinforced plastics
Nickellegierung 3 >1150 - 1600 N/mm2 Nickel alloys 3 >1150 - 1600 N/mm2
GewindeformenThread forming
Bruc
hdeh
nung
Elon
gatio
n
Zugfestigkeit N/mm2
Tensile strength N/mm2
Härte = HB Hardness = HB
ˆ ˆ
Vc(m/min)
< Ø 20 mm Guide line
Standard+V / +NV
Beschichtet Coated TN / TC / DL / VS
Ab Seite : From page :
Normale WerkstoffeNormal materials
Weiche WerkstoffeSoft materials
GEWINDESCHNEIDEN - THREAD CUTTING
Optimal mit SchneidölGeeignet mit Schneidöl
Optimal mit EmulsionGeeignet mit Emulsion
Optimal with cutting oilSuitable with cutting oil
Optimal with emulsionSuitable with emulsion
SE
SE
SS
S
SS
S
SE
SE
S
SE
SE
SE
SE
SS
E
SS
S SS
E
EE
L
L
L
LL
L
EE E
E
SE
GG
S. 20VS
S. 60VS
H. 20
H. 20TC
H. 50
H. 50TC
GG. 50NVGG. 50TCGG. 53TC
TL. 20VSTL. 51VS
5698
122
142
5296
121
140
5798
123
142
5497
121
141
5254
6060
159159
184184
143
178
58
SS
SE
SE
SE
S S
S S
SA. 20
SA. 50
SA. 90
58
100
124
143
5857
178179
178
SH
AE
RO
SA
TL
100
124
143
99
125
145
100
124
SE
SE
S
S SS S
SE
SE
Z
Z. 20VS
Z. 62V
Z. 60V
4994
119
138
160
4894
118
160
SE
SE
S
Z. 70VS 50
SE
SEE
E
SSE
SE
SE
S
Z. 73VS 50
SE
SEE
SSE
K
K. 13TCK. 13VS
66
103111213212223 144142 2463 15163132515271727374818283 536162
EEEEEE EEE E
EEEEEE EEE E
94
120
139
161
181
S SE
SE
SS SS
Z. 20V
4894
118
138
160
9Optim
al mit Luft
Geeignet m
it LuftBedingt geeignet
Optim
al with air
Suitable with air
Limited
Zähe Werkstoffe
Tough materials
Hochfeste W
erkstoffeH
igh tensile materials
Sonderlegierte Werkstoffe
Special alloysGrauguss und A
lu-Guss
Cast iron and Al casting
Sonderlegierte Werkstoffe
Special alloysTitanlegierungenTitanium alloys
GEW
INDESCH
NEID
EN - TH
REA
D CU
TTING

200
300
400
500
600
700
800
900
1000 1100 1200 1300
1400
50%
40%
30%
20%
10%
0%
120
150
180
205
240
265
295
325
355
385
415
+1500
11
12
13
21
22
23
14
41 42
24
63
15
16
31
32
51 52
71
72
73
74
81
82
83
10
20
40
60
30
50
70
80
53
200
300
400
500
600
700
800
900
1000 1100 1200 1300
1400
50%
40%
30%
20%
10%
0%
®
120
150
180
205
240
265
295
325
355
385
415
200
300
400
500
600
700
800
900
1000 1100 1200 1300
1400
50%
40%
30%
20%
10%
0%
®
120
150
180
205
240
265
295
325
355
385
415
RTS
200
300
400
500
600
700
800
900
1000 1100 1200 1300
1400
50%
40%
30%
20%
10%
0%
®
120
150
180
205
240
265
295
325
355
385
415
FP
S -
FS
FAS -
FS
61
62
< 20
0
< 20
0
< 30
0
< 25
0
< 25
0
< 25
0
< 25
0
> 25
0
< 25
0
> 25
0
< 12
0
< 20
0
< 20
0
> 25
0
> 25
0
< 25
0
< 25
0
< 25
0
> 25
0
< 10
0
< 15
0
< 12
0
< 12
0
- - -
< 70
0
< 70
0
< 10
00
< 85
0
< 85
0
< 85
0
< 85
0
> 85
0
< 85
0
> 85
0
< 40
0
< 70
0
< 70
0
> 85
0
> 85
0
< 85
0
< 85
0
< 85
0
> 85
0
< 35
0
< 50
0
< 40
0
< 40
0
- - -
< 10
< 30
< 20
< 30
< 25
> 20
> 20
> 15
> 20
< 20
> 12
< 12
> 12
< 30
< 12
< 10
> 10
> 25
< 25
> 15
> 15
< 15
< 10 - - -
> 34
0>
1150
< 20
7
E E
SE
S SE
S SE E E
SE
SE
SE
SE
SE
SE
SE
SE
ES
E
SE
SE
SE
SE
SE
SE
SE
SE
EE
EEE
EE
E
N. 10
N. 20
N. 20V
N. 20TN
N. 20TC
M MF
UN
C/U
NC(
J)
UN
F/U
NJF
/U
NF(
J)
UNEF
/UN
/UN
S
G/
Rp/
Rc
NPT
/N
PTF
W /
SV
PG/
TR
EG M
/EG
UN
C/EG
UN
F
22 85 114
134
150
156
166
170
172
22 84 114
134
157
157
157
176
2424
8585
24
91
172
176
114
134
SE
SE
SE
SE
SE
S S S
E E E E
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE
SE E
SE
SE
SEE
E
EE
E
E
EE
E
E
SE
SS
SE
SE
N. 50
N. 50V
N. 50
N. 60
N. 60V
N. 60TN
N. 60TC
3232
3434
116
136
158
9134
158
158
34
84
116
136
151
177
177
151
3
5
2
3
4
8
16
2
4
8
12
10
1
5
20
3
02
0
30
20
3
0
20
3
0
10
1
5
16
2
4
6
12
4
8
SW EE
SE
SE
SS
W. 20
W. 60
4647 15
9 S
SE
SE
SS
W. 20DL
W. 60DL
4647
N
20
3
0
20
3
0
16
2
4
3
5
20
3
0
6
12
6
12
20
3
0
20
3
0
6
12
20
3
0
20
3
0
16
2
4
8
16
3
5
4
8
8
12
3
5
10
1
5
10
1
5
8
12
3
5
10
1
5
2
6
2
6
10
1
5
10
1
5
3
5
20
3
0
10
1
5
8
16
4
8
150
166
12
1
6
11 12 13 21 22 2314 41 4224 6315 16 31 32 51 52 71 72 73 74 81 82 8353 61 62
91
EE
4
8
159
Werkstoff-G
rupp
enM
ater
ial g
roup
sWerkstoffbe
zeichn
ung
Mat
eria
l des
igna
tion
Härte
Har
dnes
s(H
B)
Festigke
itTe
nsile
stre
ngth
Rm (N
/mm
2 )
Deh
nung
Elon
gatio
nA (%
)
ANWEN
DUNGSTABE
LLE
-
APP
LICA
TIO
N C
HA
RT
Anw
end
ung
sgru
pp
en
Ma
teri
al cl
ass
ifica
tion
Gew
ind
esc
hneid
en
Thre
ad
cutt
ing
Gew
ind
esc
hneid
en
Thre
ad
cutt
ing
Synch
ron-G
ew
ind
esc
hneid
en
Rig
id T
ap
pin
g
BruchdehnungElongation
Zugf
estig
keit
N/m
m2
Tens
ile st
reng
th N
/mm
2
Härte
= H
B Ha
rdne
ss =
HB
ˆ ˆ
BruchdehnungElongation
Zugf
estig
keit
N/m
m2
Tens
ile st
reng
th N
/mm
2
Härte
= H
B Ha
rdne
ss =
HB
ˆ ˆ BruchdehnungElongation
Zugf
estig
keit
N/m
m2
Tens
ile st
reng
th N
/mm
2
Härte
= H
B Ha
rdne
ss =
HB
ˆ ˆ
Stah
lSt
eels
Rostfreier
Stah
lSt
ainl
ess
Stee
ls
Guss
Cast
iron
Titan
Tita
nium
Nicke
lN
icke
l
Kupfer
Copp
er
Aluminium
Mag
nesium
Alu
min
ium
Mag
nesi
um
Kunststoff
Plas
tic
com
poun
ds
Auto
mat
enst
ahl
Free
-cut
ting
steel
s
Baus
tahl
, Ein
satz
stah
l St
ruct
ural
/ ce
men
tatio
n ste
els
Kohl
enst
offs
tahl
Ca
rbon
stee
ls
Stah
l leg
iert
<850
N/m
m2
Allo
y ste
els <
850
N/m
m2
Stah
l leg
iert
/ ve
rgüt
et >
850
- <11
50 N
/mm
2 Al
loy st
eels
har
d. /
temp.
>85
0 - <
1150
N/m
m2
Hoch
fest
er S
tahl
Hi
gh te
nsile
allo
y ste
els
Rostf
reie
r Sta
hl /
ges
chwe
felt
Free
mac
hini
ng st
ainl
ess s
teel
s
Aust
eniti
sch
Auste
nitic
stai
nles
s ste
els
Ferr
itisc
h, m
arte
nsiti
sch
<850
N/m
m2
Ferr
itic a
nd m
arte
nsiti
c <85
0 N/
mm
2
Ferri
tisch
, mar
tens
itisc
h >8
50 -
<115
0 N/
mm
2 Fe
rriti
c and
mar
tens
. >85
0 - <
1150
N/m
m2
Grau
guss
Ca
st iro
n
Kuge
lgra
phitg
uss,
Tem
perg
uss
Sphe
roid
al g
raph
ite +
mal
leab
le ca
st iro
n
Rein
titan
Pu
re ti
tani
um
Tita
nleg
ieru
ng
Tita
nium
allo
ys
Nick
elle
gier
ung
1 <8
50 N
/mm
2 Ni
ckel
allo
ys 1
<85
0 N/
mm
2
Nick
elle
gier
ung
2 >8
50 -
<115
0 N/
mm
2 Ni
ckel
allo
ys 2
>85
0 - <
1150
N/m
m2
Rein
kupf
er (E
lekt
roly
tkup
fer)
Pure
copp
er (e
lect
rolit
ic co
pper
)
Mes
sing,
Bro
nze,
Rot
guss
(kur
zspa
nend
) Sh
ort c
hip
bras
s, ph
osph
or b
ronz
e, g
un m
etal
Mes
sing
(lang
span
end)
Lo
ng ch
ip b
rass
Al u
nleg
iert
Al u
nallo
yed
Al le
gier
t Si <
1.5
%
Al a
lloye
d Si
< 1
.5 %
Al le
gier
t Si >
1.5
% -
< 10
%
Al a
lloye
d Si
> 1
.5 %
- <
10 %
Al le
gier
t Si >
10
%, M
g-Le
gier
ung
Al a
lloye
d Si
> 1
0 %
, Mg-
Allo
ys
Ther
mop
last
e Th
erm
opla
stics
Duro
plas
te
Duro
plas
tics
Fase
rver
stär
kte
Kuns
tsto
ffe
Glas
s fibr
e re
info
rced
pla
stics
Nick
elle
gier
ung
3 >1
150
- 16
00 N
/mm
2 Ni
ckel
allo
ys 3
>11
50 -
1600
N/m
m2
Gew
ind
efo
rmen
Thre
ad
form
ing
BruchdehnungElongation
Zugf
estig
keit
N/m
m2
Tens
ile st
reng
th N
/mm
2
Härte
= H
B Ha
rdne
ss =
HB
ˆ ˆ
Vc(m
/min
)<
Ø 2
0 m
m G
uide
line
Stan
dard
+V /
+N
VBe
schichtet
Coat
ed
TN /
TC
/ DL
/ V
S
Ab Se
ite :
From
pag
e :
Normale Werkstoffe
Nor
mal
mat
eria
lsWeiche Werkstoffe
Soft
mat
eria
ls
GEW
INDES
CHNEIDEN
-
TH
REA
D C
UTT
ING
Optim
al m
it Schne
idöl
Gee
igne
t mit Schne
idöl
Optim
al m
it Emulsion
Gee
igne
t mit Emulsion
Opt
imal
wit
h cu
ttin
g oi
lSu
itab
le w
ith
cutt
ing
oil
Opt
imal
wit
h em
ulsi
onSu
itab
le w
ith
emul
sion
S E S E
S
S
S
S S
S
S E S E
S
S E
S E
S E
S E
S
S
E
S S S
S
S
E
E E
L
L
L
L L L
E E
EE
S E
GG
S. 2
0VS
S. 6
0VS
H. 2
0
H. 2
0TC
H. 5
0
H. 5
0TC
GG. 5
0NV
GG. 5
0TC
GG. 5
3TC
TL. 2
0VS
TL. 5
1VS
56
98
122
142
52
96
121
140
57
98
123
142
54
97
121
141
52 54 60 60
159 159
184 184
143
178
58
S S S E S E
S ES
S
S
S
SA. 2
0
SA. 5
0
SA. 9
0
58
100
124
143
58 57
178 179178
SH A E R OSA TL
100
124
143
99
125
145
100
124
S E
S E
S
S
S
S
S
S E
S E
Z
Z. 2
0VS
Z. 6
2V
Z. 6
0V
49
94
119
138
160
48
94
118
160
S E
S E
S
Z. 7
0VS
50
S E
S E
E
E
S
S E
S E
S E
S
Z. 7
3VS
50
S E
S E
E
S
S E
K
K. 1
3TC
K. 1
3VS
66
103
11
12
13
21
22
23
14
41
42
24
63
15
16
31
32
51
52
71
72
73
74
81
82
83
53
61
62
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
E
94
120
139
161
181
S
S E S E
S
S
S
S
Z. 2
0V
48
94
118
138
160
9Optimal mit LuftGeeignet mit Luft Bedingt geeignet
Optimal with air
Suitable with air Limited
Zähe WerkstoffeTough materials
Hochfeste WerkstoffeHigh tensile materials
Sonderlegierte WerkstoffeSpecial alloys
Grauguss und Alu-GussCast iron and Al casting
Sonderlegierte WerkstoffeSpecial alloys
TitanlegierungenTitanium alloys
GEWINDESCHNEIDEN - THREAD CUTTING

4
VS
V
TiCN
LH
ISO 36G
6H+0.1mm
ISO 26H
CrN
NV
HL
T iN
1.4301 X5CrNi18-10 1.4406 X2CrNiMoN17-12-2 1.4435 X2CrNiMo18-14-3 1.4541 X6CrNiTi18-10 1.4571 X6CrNiMoTi17-12-2
EL
DL
1.0037 St37-2 (S235JR) 1.0050 St50-2 (E295) 1.0060 St60-2 (E335) 1.5919 15CrNi6 1.7131 16MnCr5
Sackloch < 2.5 x D, kurzspanende Werkstoffe
Blind hole < 2.5 x D, short chipping materials
Durchgangs- und Sackloch < 2.5 x D
Through / blind hole < 2.5 x D
Sackloch < 3 x D
Blind hole < 3 x D
MEGA-Gewindeschneidkopf
MEGA thread tapping head
Durchgangsloch, langspanende Werkstoffe
Through hole, long chipping materials
Extra-lang
Extra-long
Durchgangsloch < 1.5 x D, kurzspanende Werkstoffe
Through hole < 1.5 x D, short chipping materials
Sackloch < 1.5 x D, langspanende Werkstoffe
Blind hole < 1.5 x D, long chipping materials
2 - 3 Gewindegänge, Form C
2 - 3 chamfered threads, form C
3.5 - 5 Gewindegänge, Form B
3.5 - 5 chamfered threads, form B
1.5 - 2 Gewindegänge, Form E
1.5 - 2 chamfered threads, form E
Konisches Gewinde 1:16 (NPT - NPTF - Rc)
Tapered thread 1:16 (NPT - NPTF - Rc)
EG-Gewinde
Thread EG
-Verschleissschutzschicht
wear-protective coating
Kombi-Gewindebohrer
Combination drill/tap
Kronengewindebohrer
Crown tap
Kernlochdurchmesser
Core hole diameter
Für Werkstoffgruppen gemäss -Anwendungstabelle
For material groups as perapplication chart
Linksgewinde
Left hand thread
-“V“-Oberflächenbehandlung
“V“ surface treatment
Titannitrid-Beschichtung
Titanium-nitride coating
Titancarbonitrid-Beschichtung
Titanium-carbonitride coating
DLC-Beschichtung
DLC-coating
Plasmanitrierung + “V“-Oberflächenbehandlung
Plasma nitriding + “V“ surface treatment
Hardlube-Beschichtung
Hardlube-coating
Chromnitrid-Beschichtung
Chromenitride coating
Spanfragmente / regelmässige Spanaufteilung
Swarf fragments / consistant chips
Toleranzklasse ISO 3 6G
Tolerance class ISO 3 6G
Toleranzklasse ISO 2 6H + 0.1 mm
Tolerance class ISO 2 6H + 0.1 mm
Toleranzklasse ISO 2 6H
Tolerance class ISO 2 6H
PIKTOGRAMME - PICTOGRAPHS
Für klassisches Gewindeschneiden
For Classic Tapping
Für synchrones Gewindeschneiden
For Rigid Tapping
Radius auf Aussendurchmesser
Radius on external diameter
6
1.
0711
9S
20
1.07
15
9SM
n28
1.
0718
9S
MnP
b28
1.
0726
35
S20
1.
0737
9S
MnP
b36
1.
0037
St
37-2
(S2
35JR
)
1.00
50
St50
-2 (
E295
)
1.
0060
St
60-2
(E3
35)
1.
5919
15
CrNi
6
1.71
31
16M
nCr5
1.
0503
C4
5
1.05
35
C55
1.
0601
C6
0
1.15
45
C105
W1
1.
2067
10
2Cr6
(10
0Cr6
)
1.
2363
X1
00Cr
MoV
5-1
1.
3551
80
MoC
rV42
-16
1.
7218
25
CrM
o4
1.72
20
34Cr
Mo4
1.
7225
42
CrM
o4
1.
3553
X8
2WM
oCrV
6-5-
4
1.65
80
30Cr
NiM
o8
1.
7220
34
CrM
o4
1.
7225
42
CrM
o4
1.
8507
34
CrAI
Mo5
EN-G
JS-1
200-
2
1.65
82
34Cr
NiM
o6v
1.72
25
42Cr
Mo4
v
1.72
28
50Cr
Mo4
v
1.85
15
31Cr
Mo1
2v
1.
4005
X1
2CrS
13
1.41
04
X14C
rMoS
17
1.43
05
X10C
rNiS
18-9
1.
4301
X5
CrNi
18-1
0
1.44
06
X2Cr
NiM
oN17
-12-
2
1.44
35
X2Cr
NiM
o18-
14-3
1.
4541
X6
CrNi
Ti18
-10
1.
4571
X6
CrNi
MoT
i17-
12-2
1.
4112
X9
0CrM
oV18
1.
4540
X4
CrNi
CuNb
16-4
1.
4582
X4
CrNi
MoN
b25-
7
1.47
62
X10C
rAI2
4
1.49
22
X20C
rMo1
1-1
1.
4057
X1
7CrN
i17-
2
1.41
25
X105
CrM
o17
1.
4542
X5
CrNi
CuNb
16-4
1.
4548
X5
CrNi
CuNb
17-4
-4
1.47
48
X85C
rMoV
18-2
0.
6015
GG
15
0.60
20
GG20
0.
6025
GG
25
0.60
30
GG30
0.
7040
GG
G40
0.
7043
GG
G40.
3
0.70
50
GGG5
0
0.70
60
GGG6
0
0.70
80
GGG8
0
3.
7024
Gr
ad1
3.
7034
Gr
ad2
3.
7055
Gr
ad3
3.
7065
Gr
ad4
3.
7124
Ti
Cu2.
5
Ti
6Al7
Nb
3.71
64
TiAl
6V4
(Gra
d5)
3.
7174
Ti
Al6V
6Sn2
1.
3912
Ni
36 (
Inva
r)
2.43
60
NiCu
30Fe
(Mon
el 40
0)
2.48
16
NiCr
15Fe
(Inc
onel
600)
1.
4876
X1
0NiC
rAIT
i32-
20
2.
4375
Ni
Cu30
Al (M
onel
K500
)
2.46
31
NiCr
20Ti
AI
(Nim
onic
80)
2.
4668
Ni
Cr19
NbM
o
(Inc
onel
718)
2.
0060
E-
Cu57
(E-
Cu)
2.
0240
Cu
Zn15
(M
s85)
2.02
65
CuZn
30 (
Ms7
0)
2.
0321
Cu
Zn37
(M
s63)
3.
0205
Al
99
3.02
55
Al99
.5
2.
0401
Cu
Zn39
Pb3
(Ms5
8)
2.04
02
CuZn
40Pb
2 (M
s58)
2.
1030
Cu
Sn8
(Bz)
2.10
96
G-Cu
Sn5Z
nPb
3.
1255
AI
CuSi
Mn
3.
1355
AI
CuM
g2
3.23
15
AIM
gSi1
3.
3206
AI
MgS
i0.5
3.
4345
AI
ZnM
gCu0
.5
3.
2161
G-
AISi
8Cu3
3.
2162
GD
-AIS
i8Cu
3
3.23
41
G-AI
Si5M
g
3.23
71
G-AI
Si7M
g
3.
2381
G-
AISi
10M
g
3.23
82
GD-A
ISi1
0Mg
3.
2581
G-
AISi
12
3.25
83
G-AL
Si12
(Cu
)
De
lrin
(POM
)
Teflo
n
Nylo
n
Ba
kelit
Novo
pan
2.
4631
Ni
Cr20
TiAI
(N
imon
ic80)
2.
4668
Ni
Cr19
NbM
o
(Inc
onel
718)
De
lrin
(POM
)
Teflo
n
Nylo
n
Ba
kelit
Novo
pan
2.
4631
N0
7080
(B6
37)
2.
4668
N0
7718
(B6
37)
1.
0711
12
12
1.07
15
1213
1.
0718
12
L13
1.
0726
11
40
1.07
37
12L1
4
1.
0037
10
15
1.00
50
A570
Gr.5
0
1.00
60
A572
Gr.6
5
1.59
19
3115
1.
7131
51
15
1.
0503
10
45
1.05
35
1055
1.
0601
10
60
1.
1545
W
110
1.
2067
L
3
1.
2363
A2
1.
3551
M
50
1.72
18
4130
1.
7220
41
35
1.72
25
4140
1.
3553
-
1.
6580
43
40
1.72
20
4135
1.
7225
41
40
1.85
07
A355
CLD
(K23
510)
EN-G
JS-1
200-
2
1.65
82
4340
1.72
25
4140
1.
7228
41
50
1.85
15
-
1.
4005
41
6
1.41
04
430F
1.
4305
30
3
1.
4301
30
4
1.44
06
316L
N
1.44
35
316L
1.
4541
32
1
1.45
71
316T
i
1.
4112
44
0B
1.45
40
XM12
(15
-5PH
)
1.45
82
-
1.47
62
446
1.
4821
49
22
1.
4057
43
1
1.41
25
440C
1.
4542
63
0 (1
7-4P
H)
1.
4748
-
3.
7024
Gr
.1
3.70
34
Gr.2
3.
7055
Gr
.3
3.
7065
Gr
.4
3.
7124
Al
loy
230
F-12
95
3.71
64
Gr.5
3.
7174
-
1.
3912
K9
3600
2.
4360
N0
4400
1.
4816
N0
8800
2.
0060
C1
1000
2.02
40
C230
00
2.02
65
C260
00
2.03
21
C272
00
3.
0205
12
00
3.02
55
1050
A
3.12
55
2014
3.13
55
2024
3.23
15
6082
3.32
06
6060
3.43
45
7020
3.
2161
38
0.1
3.
2162
-
3.
2341
-
3.
2371
A
356.
2
3.
2381
A3
60
3.23
82
-
3.25
81
A413
3.
2583
41
3.1
0.
6015
A4
8-25
B
0.60
20
A48-
30B
0.
6025
A4
8-40
B
0.60
30
A48-
45B
2.
0401
C3
8500
2.
0402
C3
7800
2.
1030
C5
2100
2.10
96
-
0.
7040
60
-40-
18
0.70
43
-
0.70
50
65-4
5-12
0.
7060
80
-55-
06
0.70
80
120-
90-0
2
2.
4375
N0
5500
(B8
65)
2.
4631
N0
7080
(B6
37)
2.
4668
N0
7718
(B6
37)
Beis
pie
le f
ür
Anw
en
du
ng
sgru
pp
en
Referenz: D
IN
Aut
omat
enst
ahl
Baus
tahl
,
Eins
atzs
tahl
Kohl
enst
offs
tahl
Stah
l leg
iert
< 85
0 N
/mm
2
Stah
l leg
iert
/ v
ergü
tet
> 85
0 - <
115
0 N/
mm
2
Hoc
hfes
ter
Stah
lRo
stfr
eier
Sta
hl,
gesc
hwef
elt
Aus
teni
tisc
h
Ferr
itisc
h, m
arte
nsiti
sch
< 85
0 N
/mm
2
Ferr
itisc
h, m
arte
nsiti
sch
> 85
0 - <
115
0 N/
mm
2
Gra
ugus
sKu
gelg
raph
itgus
s,
Tem
perg
uss
Rein
tita
nTi
tanl
egie
rung
Nic
kelle
gier
ung
1
< 85
0 N
/mm
2
Nic
kelle
gier
ung
2
> 85
0 - <
115
0 N/
mm
2
Nic
kelle
gier
ung
3
> 11
50 -
160
0 N/
mm
2
Rein
kupf
er
(Ele
ktro
lytk
upfe
r)
Mes
sing
, Bro
nze,
Rotg
uss
(kur
zspa
nend
)
Mes
sing
(lan
gspa
nend
)
Al u
nleg
iert
Al l
egie
rt
Si <
1.5
%
Al l
egie
rt
Si >
1.5
% -
< 1
0%
Al l
egie
rt S
i > 1
0%
Mg-
Legi
erun
g
Ther
mop
last
eD
urop
last
eFa
serv
erst
ärkt
e
Kuns
tsto
ffe
Glas
fase
rver
stär
kte
Ther
mo-
und
Dur
opla
ste
ANWEN
DUNGSG
RUPP
ENEx
am
ple
s fo
r a
pp
lica
tio
n g
roup
s
APP
LICA
TIO
N G
RO
UPS
Reference: AISI/AS
TM/U
NS
Free
-cut
ting
ste
els
Stru
ctur
al,
cem
enta
tion
ste
els
Carb
on s
teel
sA
lloy
stee
ls
< 85
0 N
/mm
2
Allo
y st
eels
hard
./te
mp.
> 85
0 - <
115
0 N/
mm
2
Hig
h te
nsile
allo
y st
eels
Free
mac
hini
ng
stai
nles
s st
eels
Aus
teni
tic
stai
nles
s st
eels
Ferr
itic a
nd m
arte
nsiti
c
< 85
0 N
/mm
2
Ferr
itic a
nd m
arte
nsiti
c
> 85
0 - <
115
0 N/
mm
2
Cast
iron
Sphe
roid
al g
raph
ite +
mal
leab
le c
ast
iron
Pure
tit
aniu
mTi
tani
um a
lloys
Nic
kel a
lloys
1
< 85
0 N
/mm
2
Nic
kel a
lloys
2
> 85
0 - <
115
0 N/
mm
2
Nic
kel a
lloys
3
> 11
50 -
160
0 N/
mm
2
Pure
cop
per
(ele
ctro
litic
cop
per)
Shor
t chi
p br
ass
+ ph
os-
phor
bro
nze
+ g
un m
etal
Long
chi
p br
ass
Al u
nallo
yed
Al a
lloye
d
Si <
1.5
%
Al a
lloye
d
Si >
1.5
% -
< 10
%
Al a
lloye
d Si
> 1
0%
Mg-
allo
ys
Ther
mop
last
ics
Dur
opla
stic
sG
lass
fibr
e
rein
forc
ed p
last
ics
Glas
s fibr
e re
info
rced
, Th
erm
o an
dDu
ropl
astic
s

4
VS VTiCN
LH
ISO 3
6G 6H+0.1m
m
ISO 2
6H
CrN
NVHL
TiN
1.4301
X5CrNi18-10
1.4406 X2CrNiM
oN17-12-2
1.4435 X2CrNiM
o18-14-3
1.4541 X6CrNiTi18-10
1.4571
X6CrNiMoTi17-12-2
EL
DL
1.0037
St37-2 (S235JR)
1.0050 St50-2 (E295)
1.0060
St60-2 (E335)
1.5919 15CrNi6
1.7131
16MnCr5
Sacklo
ch < 2
.5 x D
, kurzspanend
e Werksto
ffe
Blind
hole <
2.5
x D, sho
rt chipping
materia
ls
Durch
gangs- un
d S
acklo
ch < 2
.5 x D
Throug
h / b
lind ho
le < 2
.5 x D
Sacklo
ch < 3
x D
Blind
hole <
3 x D
MEG
A-G
ewin
deschn
eidko
pf
MEG
A threa
d ta
pping
head
Durchg
ang
sloch, la
ngsp
anend
e Werksto
ffe
Throug
h hole, lo
ng chip
ping
materia
ls
Extra-la
ng
Extra
-long
Durchg
angsloch < 1.5
x D, kurzsp
anende W
erkstoffe
Throug
h hole <
1.5 x D
, short chip
ping
materia
ls
Sacklo
ch < 1.5
x D, la
ngsp
anend
e Werksto
ffe
Blind
hole <
1.5 x D
, long
chipping
materia
ls
2 - 3
Gew
indegänge, Fo
rm C
2 - 3
cham
fered threa
ds, fo
rm C
3.5
- 5 G
ewin
degänge, Fo
rm B
3.5
- 5 cha
mfered
threads, fo
rm B
1.5
- 2 G
ewin
degänge, Fo
rm E
1.5 - 2
cham
fered threa
ds, fo
rm E
Konisch
es Gew
inde 1:1
6 (N
PT - NPTF - R
c)
Tapered
thread 1:16
(NPT - N
PTF - Rc)
EG-G
ewin
de
Thread E
G
-Verschleissschutzschicht
wea
r-pro
tective coating
Kom
bi-G
ewin
deb
ohrer
Com
bina
tion d
rill/tap
Kro
nen
gew
indeb
ohrer
Cro
wn ta
p
Kernlo
chdurchm
esser
Core ho
le dia
meter
Für Werksto
ffgrup
pen g
em
äss
-Anw
endun
gsta
belle
For m
ateria
l gro
ups a
s per
ap
plica
tion ch
art
Linksgew
inde
Left hand thre
ad
-“V“-O
berflä
chenbeha
ndlung
“V“ surfa
ce treatm
ent
Titannitrid
-Beschich
tung
Titanium
-nitride co
atin
g
Titanca
rbonitrid
-Beschich
tung
Titanium
-carb
onitrid
e coatin
g
DLC
-Beschich
tung
DLC
-coatin
g
Plasm
anitrierung
+ “V
“-Oberflä
chenbeha
ndlung
Plasm
a nitrid
ing +
“V“ surfa
ce treatm
ent
Hard
lube-B
eschichtun
g
Hard
lube-co
atin
g
Chro
mnitrid
-Beschich
tung
Chro
menitrid
e coatin
g
Spanfra
gm
ente / reg
elmässig
e Spana
ufteilung
Sw
arf fra
gm
ents / co
nsistant chip
s
Tole
ranzkla
sse ISO
3 6
G
Tolera
nce cla
ss ISO
3 6
G
Tole
ranzkla
sse ISO
2 6
H +
0.1
mm
Tolera
nce cla
ss ISO
2 6
H +
0.1
mm
Tole
ranzkla
sse ISO
2 6
H
Tolera
nce cla
ss ISO
2 6
H
PIKTOGRAMME - PICTO
GR
APH
SFür klassisch
es Gew
indeschn
eiden
For C
lassic Ta
ppin
g
Für synch
rones G
ewin
deschn
eiden
For R
igid
Tappin
g
Radius a
uf Aussen
durchm
esser
Radius o
n external d
iam
eter
6
1.0711 9S20 1.0715 9SMn28 1.0718 9SMnPb28 1.0726 35S20 1.0737 9SMnPb36
1.0037 St37-2 (S235JR) 1.0050 St50-2 (E295) 1.0060 St60-2 (E335) 1.5919 15CrNi6 1.7131 16MnCr5
1.0503 C45 1.0535 C55 1.0601 C60 1.1545 C105W1 1.2067 102Cr6 (100Cr6)
1.2363 X100CrMoV5-1 1.3551 80MoCrV42-16 1.7218 25CrMo4 1.7220 34CrMo4 1.7225 42CrMo4
1.3553 X82WMoCrV6-5-4 1.6580 30CrNiMo8 1.7220 34CrMo4 1.7225 42CrMo4 1.8507 34CrAIMo5
EN-GJS-1200-2 1.6582 34CrNiMo6v 1.7225 42CrMo4v 1.7228 50CrMo4v 1.8515 31CrMo12v
1.4005 X12CrS13 1.4104 X14CrMoS17 1.4305 X10CrNiS18-9
1.4301 X5CrNi18-10 1.4406 X2CrNiMoN17-12-2 1.4435 X2CrNiMo18-14-3 1.4541 X6CrNiTi18-10 1.4571 X6CrNiMoTi17-12-2
1.4112 X90CrMoV18 1.4540 X4CrNiCuNb16-4 1.4582 X4CrNiMoNb25-7 1.4762 X10CrAI24 1.4922 X20CrMo11-1
1.4057 X17CrNi17-2 1.4125 X105CrMo17 1.4542 X5CrNiCuNb16-4 1.4548 X5CrNiCuNb17-4-4 1.4748 X85CrMoV18-2
0.6015 GG15 0.6020 GG20 0.6025 GG25 0.6030 GG30
0.7040 GGG40 0.7043 GGG40.3 0.7050 GGG50 0.7060 GGG60 0.7080 GGG80
3.7024 Grad1 3.7034 Grad2 3.7055 Grad3 3.7065 Grad4
3.7124 TiCu2.5 Ti6Al7Nb 3.7164 TiAl6V4 (Grad5) 3.7174 TiAl6V6Sn2
1.3912 Ni36 (Invar) 2.4360 NiCu30Fe (Monel 400) 2.4816 NiCr15Fe (Inconel 600) 1.4876 X10NiCrAITi32-20
2.4375 NiCu30Al (MonelK500) 2.4631 NiCr20TiAI (Nimonic 80) 2.4668 NiCr19NbMo (Inconel718)
2.0060 E-Cu57 (E-Cu)
2.0240 CuZn15 (Ms85) 2.0265 CuZn30 (Ms70) 2.0321 CuZn37 (Ms63)
3.0205 Al99 3.0255 Al99.5
2.0401 CuZn39Pb3 (Ms58) 2.0402 CuZn40Pb2 (Ms58) 2.1030 CuSn8 (Bz) 2.1096 G-CuSn5ZnPb
3.1255 AICuSiMn 3.1355 AICuMg2 3.2315 AIMgSi1 3.3206 AIMgSi0.5 3.4345 AIZnMgCu0.5
3.2161 G-AISi8Cu3 3.2162 GD-AISi8Cu3 3.2341 G-AISi5Mg 3.2371 G-AISi7Mg
3.2381 G-AISi10Mg 3.2382 GD-AISi10Mg 3.2581 G-AISi12 3.2583 G-ALSi12 (Cu)
Delrin (POM) Teflon Nylon
Bakelit Novopan
2.4631 NiCr20TiAI (Nimonic80) 2.4668 NiCr19NbMo (Inconel718)
Delrin (POM) Teflon Nylon
Bakelit Novopan
2.4631 N07080 (B637) 2.4668 N07718 (B637)
1.0711 1212 1.0715 1213 1.0718 12L13 1.0726 1140 1.0737 12L14
1.0037 1015 1.0050 A570 Gr.50 1.0060 A572 Gr.65 1.5919 3115 1.7131 5115
1.0503 1045 1.0535 1055 1.0601 1060 1.1545 W110 1.2067 L 3
1.2363 A2 1.3551 M50 1.7218 4130 1.7220 4135 1.7225 4140
1.3553 - 1.6580 4340 1.7220 4135 1.7225 4140 1.8507 A355CLD (K23510)
EN-GJS-1200-2 1.6582 4340 1.7225 4140 1.7228 4150 1.8515 -
1.4005 416 1.4104 430F 1.4305 303
1.4301 304 1.4406 316LN 1.4435 316L 1.4541 321 1.4571 316Ti
1.4112 440B 1.4540 XM12 (15-5PH) 1.4582 - 1.4762 446 1.4821 4922
1.4057 431 1.4125 440C 1.4542 630 (17-4PH) 1.4748 -
3.7024 Gr.1 3.7034 Gr.2 3.7055 Gr.3 3.7065 Gr.4
3.7124 Alloy 230 F-1295 3.7164 Gr.5 3.7174 -
1.3912 K93600 2.4360 N04400 1.4816 N08800
2.0060 C11000
2.0240 C23000 2.0265 C26000 2.0321 C27200
3.0205 1200 3.0255 1050A
3.1255 2014 3.1355 2024 3.2315 6082 3.3206 6060 3.4345 7020
3.2161 380.1 3.2162 - 3.2341 - 3.2371 A 356.2
3.2381 A360 3.2382 - 3.2581 A413 3.2583 413.1
0.6015 A48-25B 0.6020 A48-30B 0.6025 A48-40B 0.6030 A48-45B
2.0401 C38500 2.0402 C37800 2.1030 C52100 2.1096 -
0.7040 60-40-18 0.7043 - 0.7050 65-45-12 0.7060 80-55-06 0.7080 120-90-02
2.4375 N05500 (B865) 2.4631 N07080 (B637) 2.4668 N07718 (B637)
Beispiele für Anwendungsgruppen
Referenz: DIN
Automatenstahl Baustahl,
Einsatzstahl
Kohlenstoffstahl Stahl legiert
< 850 N/mm2
Stahl legiert / vergütet
> 850 - < 1150 N/mm2
Hochfester Stahl Rostfreier Stahl,
geschwefelt
Austenitisch
Ferritisch, martensitisch
< 850 N/mm2
Ferritisch, martensitisch
> 850 - < 1150 N/mm2
Grauguss Kugelgraphitguss,
Temperguss
Reintitan Titanlegierung Nickellegierung 1
< 850 N/mm2
Nickellegierung 2
> 850 - < 1150 N/mm2
Nickellegierung 3
> 1150 - 1600 N/mm2
Reinkupfer
(Elektrolytkupfer)
Messing, Bronze,
Rotguss (kurzspanend)
Messing
(langspanend)
Al unlegiert Al legiert
Si < 1.5%
Al legiert
Si > 1.5% - < 10%
Al legiert Si > 10%
Mg-Legierung
Thermoplaste Duroplaste Faserverstärkte
Kunststoffe
GlasfaserverstärkteThermo- und Duroplaste
ANWENDUNGSGRUPPENExamples for application groups
APPLICATION GROUPS
Reference: AISI/ASTM/UNS
Free-cutting steels Structural,
cementation steels
Carbon steels Alloy steels
< 850 N/mm2
Alloy steels hard./temp.
> 850 - < 1150 N/mm2
High tensile
alloy steels
Free machining
stainless steels
Austenitic
stainless steels
Ferritic and martensitic
< 850 N/mm2
Ferritic and martensitic
> 850 - < 1150 N/mm2
Cast iron Spheroidal graphite +
malleable cast iron
Pure titanium Titanium alloys Nickel alloys 1
< 850 N/mm2
Nickel alloys 2
> 850 - < 1150 N/mm2
Nickel alloys 3
> 1150 - 1600 N/mm2
Pure copper
(electrolitic copper)
Short chip brass + phos-
phor bronze + gun metal
Long chip brass
Al unalloyed Al alloyed
Si < 1.5%
Al alloyed
Si > 1.5% - < 10%
Al alloyed Si > 10%
Mg-alloys
Thermoplastics Duroplastics Glass fibre
reinforced plastics
Glass fibre reinforced, Thermo andDuroplastics

2
DLHL
KODIERUNG - CODIFICATION
Beispiel - Example
Normale Werkstoffe
Weiche Werkstoffe
Zähe Werkstoffe
Hochfeste Werkstoffe
Sonderlegierte Werkstoffe
Sonderlegierte Werkstoffe (Aero)
Titanlegierungen (Aero)
Grauguss und Alu-Guss
Synchron-Gewindeschneiden
Spanbrecher
MEGA-Gewindegrössen
Kurzer DIN-Schaft verstärkt
Spezialausführung
Kurzer DIN-Schaft durchfallend
Langer DIN-Schaft verstärkt
Langer DIN-Schaft durchfallend
Extra-langer DIN-Schaft verstärkt
Extra-langer DIN-Schaft durchfallendDC-Werksnorm
Kurzer ISO-Schaft verstärkt
Kurzer ISO-Schaft durchfallend
Gerade Nuten
Gerade Nuten und SchälanschnittSchälanschnitt
Spiralnuten mit Linksdrall < 27°
Spiralnuten mit Rechtsdrall < 27°
Spiralnuten mit Rechtsdrall > 27°
Standardausführung
Ausgesetzte ZähneVerjüngtes Führungsgewinde
Innenkühlung
Ausgesetzte Zähne, Innenkühlung
Verjüngtes Führungsgewinde, Innenkühlung
“V“-Oberflächenbehandlung
Verschleissschutzschicht
Titannitrid-Beschichtung (TiN)Titancarbonitrid-Beschichtung (TiCN)
DLC-Beschichtung
Plasmanitrierung +“V“-Oberflächenbehandlung
Hardlube-Beschichtung
Vorschneider
Mittelschneider
Fertigschneider / 2 - 3 Gewindegänge
3.5 - 5 Gewindegänge, Schälanschnitt
1.5 - 2 Gewindegänge
6 - 8 Gewindegänge
Gewindebohrer-Satz
Normal materials
Soft materials
Tough materials
High tensile materials
Special alloys
Special alloys (Aero)
Titanium alloys (Aero)
Cast iron and aluminium casting
Rigid Tapping
Swarf breaker
MEGA tap sizes
DIN short - reinforced shank
Special execution
DIN short - reduced shank
DIN long - reinforced shank
DIN long - reduced shank
DIN extra-long - reinforced shank
DIN extra-long - reduced shankDC standards
ISO short - reinforced shank
ISO short - reduced shank
Straight flutes
Straight flutes with spiral pointSpiral point
< 27° left hand slow spiral flutes
< 27° right hand slow spiral flutes
> 27° right hand fast spiral flutes
Standard
Interrupted threadTruncated thread
Internal coolant
Interrupted thread, internal coolant
Truncated thread, internal coolant
“V“ surface treatment
Wear-protective coating
Titanium-nitride coating (TiN)
Titanium carbonitride coating (TiCN)
DLC-coating
Plasma nitriding + “V“ surface treatment
Hardlube-coating
Taper tap
Second tap
Bottoming tap / 2 - 3 chamfered threads
3.5 - 5 chamfered threads, spiral point
1.5 - 2 chamfered threads
6 - 8 chamfered threads
Thread taps set
Gewindebohrer Taps
Spiralnuten mit Rechtsdrall > 40° > 40° right hand fast spiral flutes
Spiralnuten mit Rechtsdrall 10°, Schälan. 10° right hand fast spiral flutes, spiral point
3
DL
HSSE
PM
DIN 371
DIN 376
DLC-Beschichtung DLC-coating
KODIERUNG - CODIFICATION
Beispiel - Example
Standard Polygonform < Ø 3 mm
Passive Polygonform > Ø 3 mm
Aktive Polygonform > Ø 3 mm
Gewindeformer
Ohne Schmiernuten
Mit Schmiernuten
Innenkühlung mit seitlichem Austritt
Verschleissschutzschicht
Chromnitrid-Beschichtung (CrN)
2 - 3 Gewindegänge
1.5 - 2 Gewindegänge
Standard polygon form < Ø 3 mm
Passive polygon form > Ø 3 mm
Active polygon form > Ø 3 mm
Thread former
Without lubrication grooves
With lubrication grooves
Internal coolant with radial outflow
Wear-protective coating
Chromenitride coating (CrN)
2 - 3 chamfered threads
1.5 - 2 chamfered threads
Gewindeformer Thread formers
Spezialausführung Special execution
HSSE-PM
HSSE-PM
HSSE
HSSE
Anzahl Spannuten (Z)
Number of flutes (Z)
Verstärkter Schaft gemäss DIN 371Reinforced shank as per DIN 371
Durchfallender Schaft gemäss DIN 376Reduced shank as per DIN 376
Gerade Nuten und Schälanschnitt
Straight flutes with spiral point
Gewindeformer
Thread former
Gewindeformer mit Schmiernuten
Thread former with lubrication grooves
Gerade Nuten
Straight flutes
Schälanschnitt
Spiral point only
Spiralnuten mit 40° Rechtsdrall
40° right hand spiral flutes
Ausgesetzte Zähne
Interrupted thread
Verjüngtes Führungsgewinde
Truncated thread
Mittelschneider
Second tap
Vorschneider
Taper tap
Fertigschneider
Bottoming tap
Handgewindebohrer, Satz zu 2 Stück
Hand taps, set of 2 pieces
Handgewindebohrer, Satz zu 3 Stück
Hand taps, set of 3 pieces
PIKTOGRAMME - PICTOGRAPHS
Innenkühlung mit stirnseitigem Schmiermittelaustritt
Internal coolant with frontal outflow
Führungszapfen
Parallel pilot
Innenkühlung mit seitlichem Schmiermittelaustritt
Internal coolant with radial outflow
Langer DIN-Schaft verstärkt
Langer DIN-Schaft durchfallend
Extra-langer DIN-Schaft verstärkt
Extra-langer DIN-Schaft durchfallend
DIN long - reinforced shank
DIN long - reduced shank
DIN extra-long - reinforced shank
DIN extra-long - reduced shank

2
DLHL
KODIERUNG - CODIFICATION
Beispiel - Example
Normale Werkstoffe
Weiche Werkstoffe
Zähe Werkstoffe
Hochfeste Werkstoffe
Sonderlegierte Werkstoffe
Sonderlegierte Werkstoffe (Aero)
Titanlegierungen (Aero)
Grauguss und Alu-Guss
Synchron-Gewindeschneiden
Spanbrecher
MEGA-Gewindegrössen
Kurzer DIN-Schaft verstärkt
Spezialausführung
Kurzer DIN-Schaft durchfallend
Langer DIN-Schaft verstärkt
Langer DIN-Schaft durchfallend
Extra-langer DIN-Schaft verstärkt
Extra-langer DIN-Schaft durchfallendDC-Werksnorm
Kurzer ISO-Schaft verstärkt
Kurzer ISO-Schaft durchfallend
Gerade Nuten
Gerade Nuten und SchälanschnittSchälanschnitt
Spiralnuten mit Linksdrall < 27°
Spiralnuten mit Rechtsdrall < 27°
Spiralnuten mit Rechtsdrall > 27°
Standardausführung
Ausgesetzte ZähneVerjüngtes Führungsgewinde
Innenkühlung
Ausgesetzte Zähne, Innenkühlung
Verjüngtes Führungsgewinde, Innenkühlung
“V“-Oberflächenbehandlung
Verschleissschutzschicht
Titannitrid-Beschichtung (TiN)Titancarbonitrid-Beschichtung (TiCN)
DLC-Beschichtung
Plasmanitrierung +“V“-Oberflächenbehandlung
Hardlube-Beschichtung
Vorschneider
Mittelschneider
Fertigschneider / 2 - 3 Gewindegänge
3.5 - 5 Gewindegänge, Schälanschnitt
1.5 - 2 Gewindegänge
6 - 8 Gewindegänge
Gewindebohrer-Satz
Normal materials
Soft materials
Tough materials
High tensile materials
Special alloys
Special alloys (Aero)
Titanium alloys (Aero)
Cast iron and aluminium casting
Rigid Tapping
Swarf breaker
MEGA tap sizes
DIN short - reinforced shank
Special execution
DIN short - reduced shank
DIN long - reinforced shank
DIN long - reduced shank
DIN extra-long - reinforced shank
DIN extra-long - reduced shankDC standards
ISO short - reinforced shank
ISO short - reduced shank
Straight flutes
Straight flutes with spiral pointSpiral point
< 27° left hand slow spiral flutes
< 27° right hand slow spiral flutes
> 27° right hand fast spiral flutes
Standard
Interrupted threadTruncated thread
Internal coolant
Interrupted thread, internal coolant
Truncated thread, internal coolant
“V“ surface treatment
Wear-protective coating
Titanium-nitride coating (TiN)
Titanium carbonitride coating (TiCN)
DLC-coating
Plasma nitriding + “V“ surface treatment
Hardlube-coating
Taper tap
Second tap
Bottoming tap / 2 - 3 chamfered threads
3.5 - 5 chamfered threads, spiral point
1.5 - 2 chamfered threads
6 - 8 chamfered threads
Thread taps set
Gewindebohrer Taps
Spiralnuten mit Rechtsdrall > 40° > 40° right hand fast spiral flutes
Spiralnuten mit Rechtsdrall 10°, Schälan. 10° right hand fast spiral flutes, spiral point
3
DL
HSSE
PM
DIN 371
DIN 376
DLC-Beschichtung DLC-coating
KODIERUNG - CODIFICATION
Beispiel - Example
Standard Polygonform < Ø 3 mm
Passive Polygonform > Ø 3 mm
Aktive Polygonform > Ø 3 mm
Gewindeformer
Ohne Schmiernuten
Mit Schmiernuten
Innenkühlung mit seitlichem Austritt
Verschleissschutzschicht
Chromnitrid-Beschichtung (CrN)
2 - 3 Gewindegänge
1.5 - 2 Gewindegänge
Standard polygon form < Ø 3 mm
Passive polygon form > Ø 3 mm
Active polygon form > Ø 3 mm
Thread former
Without lubrication grooves
With lubrication grooves
Internal coolant with radial outflow
Wear-protective coating
Chromenitride coating (CrN)
2 - 3 chamfered threads
1.5 - 2 chamfered threads
Gewindeformer Thread formers
Spezialausführung Special execution
HSSE-PM
HSSE-PM
HSSE
HSSE
Anzahl Spannuten (Z)
Number of flutes (Z)
Verstärkter Schaft gemäss DIN 371Reinforced shank as per DIN 371
Durchfallender Schaft gemäss DIN 376Reduced shank as per DIN 376
Gerade Nuten und Schälanschnitt
Straight flutes with spiral point
Gewindeformer
Thread former
Gewindeformer mit Schmiernuten
Thread former with lubrication grooves
Gerade Nuten
Straight flutes
Schälanschnitt
Spiral point only
Spiralnuten mit 40° Rechtsdrall
40° right hand spiral flutes
Ausgesetzte Zähne
Interrupted thread
Verjüngtes Führungsgewinde
Truncated thread
Mittelschneider
Second tap
Vorschneider
Taper tap
Fertigschneider
Bottoming tap
Handgewindebohrer, Satz zu 2 Stück
Hand taps, set of 2 pieces
Handgewindebohrer, Satz zu 3 Stück
Hand taps, set of 3 pieces
PIKTOGRAMME - PICTOGRAPHS
Innenkühlung mit stirnseitigem Schmiermittelaustritt
Internal coolant with frontal outflow
Führungszapfen
Parallel pilot
Innenkühlung mit seitlichem Schmiermittelaustritt
Internal coolant with radial outflow
Langer DIN-Schaft verstärkt
Langer DIN-Schaft durchfallend
Extra-langer DIN-Schaft verstärkt
Extra-langer DIN-Schaft durchfallend
DIN long - reinforced shank
DIN long - reduced shank
DIN extra-long - reinforced shank
DIN extra-long - reduced shank