Embed Size (px)
DESCRIPTION
Asia Pacific Food Industry Meat & Poultry Supplement 2011
Citation preview

If Food Safety is your business, Cassida Food Grade Lubricant is your partnerwww.fuchs.com.sg • E-mail: [email protected]
APFImeat&poultry
2011/12www.apfoodonline.com
Visit www.apfoodonline.com for the latest news and information!
Down To The CentreDown To The CentreDown To The Centre
Pass The Salt!
Quick TestSafetyFor
Halal Certifi cation:
The
LabT E S T
of theRulesPoultry Deboning:
Roost

Enq
uiry
Num
ber
114
2
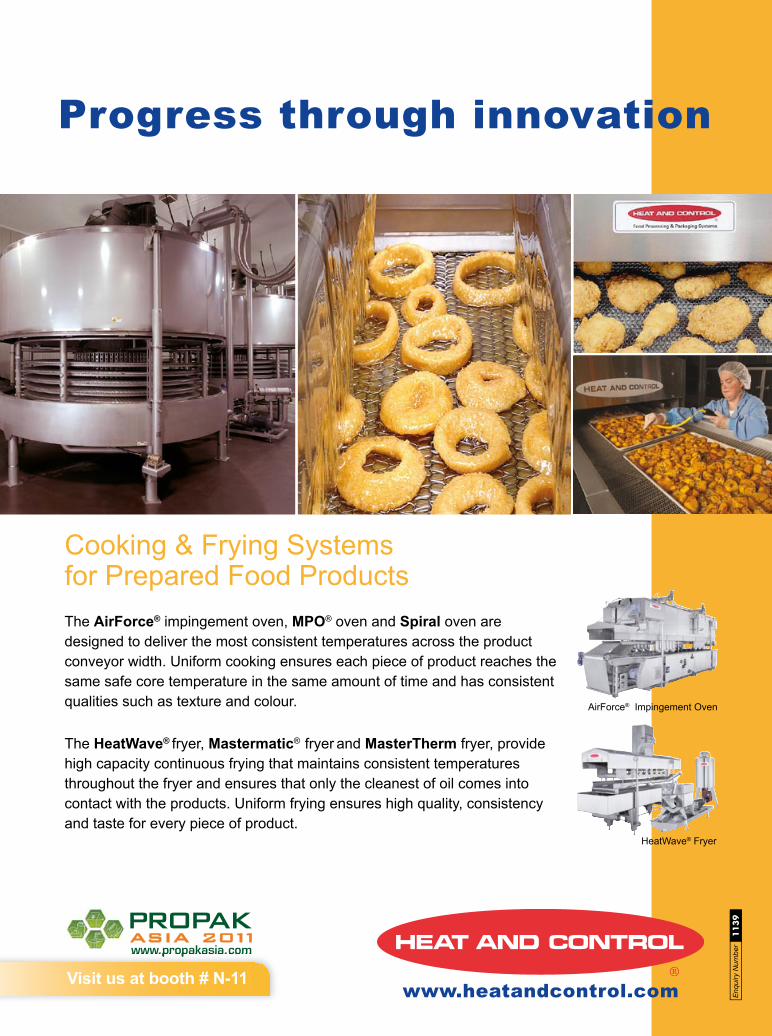
Progress through innovation
www.heatandcontrol.com
Cooking & Frying Systems for Prepared Food ProductsThe AirForce® impingement oven, MPO® oven and Spiral oven are designed to deliver the most consistent temperatures across the product conveyor width. Uniform cooking ensures each piece of product reaches the same safe core temperature in the same amount of time and has consistent qualities such as texture and colour.
The HeatWave® fryer, Mastermatic® fryer and MasterTherm fryer, provide high capacity continuous frying that maintains consistent temperatures throughout the fryer and ensures that only the cleanest of oil comes into contact with the products. Uniform frying ensures high quality, consistency and taste for every piece of product.
HeatWave® Fryer
AirForce® Impingement Oven
APFI_Jun11_FULL_205x275_H&C_PropakAsia_BakeFrySyst.indd 1 11 May 2011 13:59:36
Enq
uiry
Num
ber
1139
www.propakasia.comwww.propakasia.com
Visit us at booth # N-11
ASIA PACIFIC FOOD INDUSTRY’S special supplements are published by Eastern Trade Media Pte Ltd twice a year. The Publisher reserves the right to accept or reject all editorial or advertising material, and assumes no responsibility for the return of unsolicited artwork or manuscripts.
All rights reserved. Reproduction of the magazine, in whole or in part, is prohibited without the prior written consent, not unreasonably withheld, of the publisher. Reprints of articles appearing in previous issues of the magazine can be had on request, subject to a minimum quantity.
The views expressed in this journal are not necessarily those of the publisher and while every attempt will be made to ensure the accuracy and authenticity of information appearing in the magazine, the publisher accepts no liability for damages caused by misinterpretation of information, expressed or implied, within the pages of the magazine. All correspondence regarding editorial, editorial contributions or editorial contents should be directed to the Editor.
Cover Picture Courtesy Of Ishida • Printed By GP Cyberprint
MICA (P) 163/11/2010 • ISSN 0218-2734 • Co Reg No: 199908196C
10
3 Advertiser’s List
4 Editor’s Note
6 Retail Packaging: Down To The Centre
Both ‘out-pack’ and ‘in-store pack’ have different benefi ts, as stores evolve their packaging solutions to seize diversifi ed market needs. By Yoshitaka Kunikane, Ishida
8 Steel StandingReversing the trend towards the use of plastic conveyor materials, steel belt conveyors are once again fi nding favour in meat and poultry processing operations. By Jürgen Seidel, Sandvik
10 Poultry Deboning: Rules Of The Roost
Options to consider and those to avoid in order to improve product yields and profi t margins. By Keith Moffi tt, Bettcher Industries & Brian Porter, Gainco
16 Quick Test For SafetyProcessors can get food to market faster with a bacterial testing technology. By Alan Traylor, Mocon
20 Food Safety: In the Makings Of The Hamburger
Food safety especially in processed food remains a concern for food producers and consumers. By Jeremy Tan, Lawson Food & Beverage
24 Extending Shelf Life For Meat & Poultry
The meat industry must develop
preservation methods that provide meat products with extensive shelf life, and at the same time, meet consumer demands. By Wouter Moormann, Purac Asia Pacifi c
27 Pass The Salt!Reduce salt and increase fl avour in processed meats with meat protein extract. By Petra Mehrtens Rothe, Novozymes Asia Pacifi c
30 Opportunities In The Global Halal Market
Increased consumer demand, greater industry cognisance, changing lifestyle and business/trade entry requirements are some key drivers for growth of the
Halal industry. By Dewi Hartaty Suratty, Majlis Ugama Islam Singapura
32 Halal Certifi cation: The Lab TestJust before sending off that application for a Halal certifi cation, manufacturers should stopover at a test lab to ensure that there are no impermissible substances in their product. By Tjut Rostina
34 Market Report: India’s Meat & Meat Products On The Rise
Meat and meat products are projected to expand by 20 percent on average per annum over 2011-2016. By Euromonitor
APFImeat
2011/12www.apfoodonline.com
poultry&
CONTENTS
2720
32
ASIA PACIFIC FOOD INDUSTRY ADVERTISING INDEX
1145 ANGSANA FOOD INDUSTRIES SDN BHD 3
1136 EASECON INDUSTRIAL CO LTD 29
1146 FUCHS LUBRICANTS PTE LTD FC STRIP
1139 HEAT AND CONTROL PTY LTD 1
1135 HYDROSOL 7
1140 ISHIDA CO LTD 15
1138 JOHN BEAN TECHNOLOGIES SINGAPORE PTE LTD IBC
1103 KERRY ASIA PACIFIC OBC
1143 MAJLIS UGAMA ISLAM SINGAPURA 5
1144 MULTIVAC PTE LTD 23
1137 NOVOZYMES (CHINA) INVESTMENT CO LTD 25
1141 SANDVIK SOUTH EAST ASIA PTE LTD 19
1142 URSCHEL ASIA PACIFIC PTE LTD IFC
This index is provided as an additional service. The publisher does not assume any liability for errors or omissions.
HEAD OFFICE (Singapore) - EASTERN TRADE MEDIA PTE LTD1100 Lower Delta Road #02-05 EPL Building Singapore 169206RAnDy TEO / PEH SuE Ann | Tel: 65-6379 2888 | Fax: 65-6379 2805 / 6379 2806
MEDIA REPRESEnTATIVESCHInA WAn XIn XIAn | Tel: 86-20-3411 4806 | Fax: 86-20-3411 4805JAPAn TED ASOSHInA | Tel: 81-3-3263 5065 | Fax: 81-3-3234 2064TAIWAn TOM LIn | Tel: 886-22619-2798 | Fax: 886-22619-2799
EnQuIRy nO. ADVERTISERS PAGE
Join us on Facebook for updated news, products and offers directly to your newsfeed! You can also share with us your comments and feedback in real time via the page. So log on now, and be among the first to get news at your fingertips!
Like Us Now!
Face to Face with
AJ V
endr
usco
lo; P
ato
Bran
co; B
razil
Enq
uiry
Num
ber
1145

managing director Kenneth Tan
editor Tjut Rostina [email protected]
editorial assistant Audrey Ang [email protected]
assistant art director Libby Goh [email protected]
business development manager Randy Teo [email protected]
advertising sales manager Peh Sue Ann [email protected]
senior circulation executive Brenda Tan [email protected]
contributors Alan Traylor Brian Porter Dewi Hartaty Suratty Jeremy Tan Jürgen Seidel Keith Moffi tt Petra Mehrtens Rothe Wouter Moormann Yoshitaka Kunikane board of industry consultants
Dr Aaron BrodyManaging DirectorPackaging/Brody, Inc
Dr Alastair HicksAdjunct Professor of Agro-IndustryMae Fah Luang University, Thailand
Professor Alex BüchananProfessional Fellow Victoria University
Dr Nik Ismail Nik DaudHead, Food Quality Research UnitUniversiti Kebangsaan Malaysia/PresidentMalaysian Institute of Food Technology
Kathy BrownlieGlobal Program Manager Food & Beverage Ingredients PracticeFrost & Sullivan
Sam S DanielsConsultantWorld Packaging Organisation
Head Offi ce & Mailing AddressEastern Trade Media Pte Ltd1100 Lower Delta Road, EPL Building #02-05, Singapore 169206Tel: (65) 6379 2888 Fax: (65) 6379 2805 Email: [email protected]
an Eastern Holdings Ltd company
etm EasternTrade Media Pte Ltd
Executive Boardchairman Stephen Taygroup executive director Kenneth Tanfi nancial controller Robbin Lim
MeatingDemandsthe
EDITOR’S PAGE
AS Asia’s increased meat consumption is backed by the global economic growth and increase in disposable incomes, manufacturers in the industry would need to step up to meet this demand.
The growing consumption of fresh meat in the Asia Pacific market will drive the global fresh meat market to reach 300 million tonnes by 2015.
Based on the report by Global Industry Analysts, the industry’s market growth is fuelled by a growing population, increasing urbanisation and recovery of major markets from meat related diseases.
In response to this demand, businesses in the various sectors of the industry have geared up to deliver products that are in line with the lifestyle of the consumers.
Retail stores are focusing on packaging solutions to improve productivity and profi tability throughout the supply chain, and also to maintain the freshness of meat and poultry products. Ishida shares more on these two trends, one of which is on centralising the weighing and packaging operation within the process centre. (Page 6)
Further to this, there are also options to consider and those to avoid in order to improve product yields and profi t margins for the poultry industry in keeping up with expectations for quality deboned poultry dark meat. Bettcher Industries and Gainco get together to explain the various challenges in the market and how to overcome them. (Page 10)
Extending the shelf life of meat products goes beyond packaging, as Wouter Moorman of Purac would say. With the demand for convenience food products, in smaller ready-to-eat portions, steadily on the rise, the importance of delivering fresh and safe meat products with an extended shelf life is also increasing. In order to ensure the product’s freshness, manufacturers can also add ingredients to achieve this objective. (Page 24)
As the meat and poultry industries continue to strive ahead, the industry will be propelled further than it has ever been in ensuring products that meet quality demands, safety and also as a convenient food product.
Tjut Rostina
APFImeat
2011/12www.apfoodonline.com
poultry&

Enquiry Number 1143
The Islamic Religious Council of Singapore (Muis) is the sole custodian of Halal certi� cation in Singapore. Established in 1978, the Muis Halal certi� cation mark is widely recognised in key Halal markets such as Brunei, Indonesia, Malaysia and the Gulf Cooperation Council (GCC) countries through the Mabims and GCC-Singapore Free Trade Agreements.
Muis issues Halal certi� cates based on a set of systems-focused Halal certi� cation requirements known as the Singapore Muis Halal Quality Management System (HalMQ).
To date, Muis o� ers 7 Halal certi� cation schemes that span across the food value chain, namely:• Eating Establishment scheme • Product scheme• Endorsement scheme • Storage Facility scheme• Food Preparation Area scheme • Whole Plant scheme• Poultry Abattoir scheme
Be Halal-certi� ed for a wider market reachVisit http://ehalal.muis.gov.sg to apply.
TRUSTED, RELIABLE,WIDELY ACCEPTED
SINGAPORE HALAL CERTIFICATION
For more information, contact us at:ISLAMIC RELIGIOUS COUNCIL OF SINGAPORESINGAPORE ISLAMIC HUB, 273 Braddell Road, Singapore 579702Tel : +65 6256 8188Fax : +65 6259 4733Email : [email protected] URL : www.muis.gov.sg / www.halal.sg
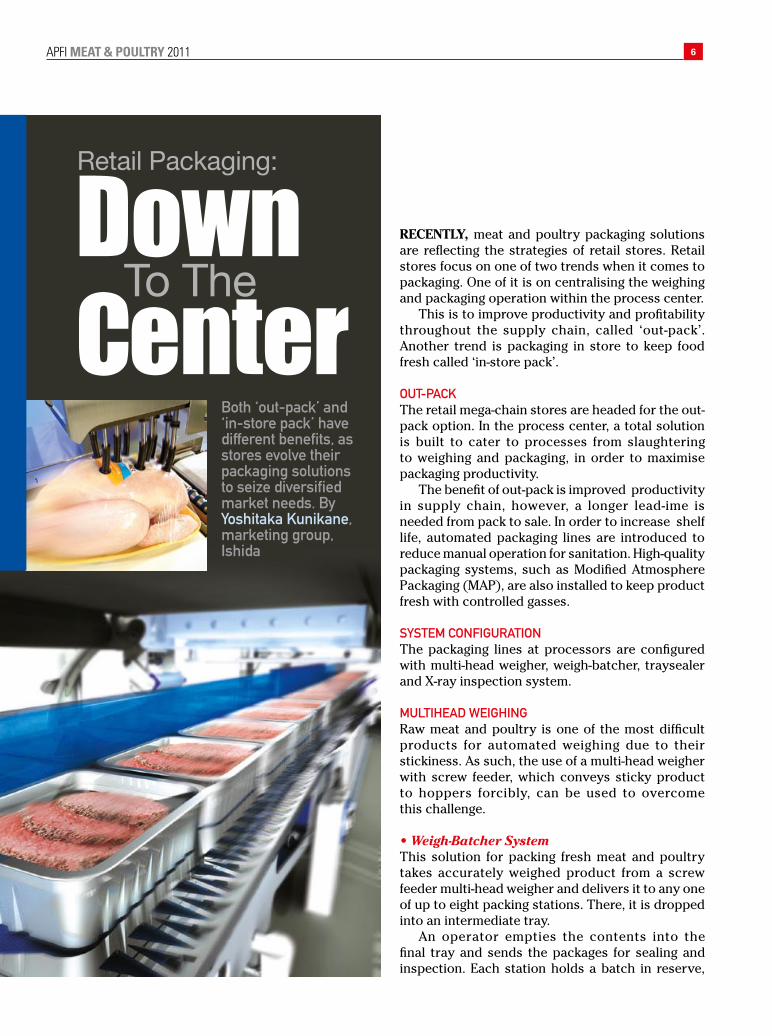
Both ‘out-pack’ and ‘in-store pack’ have different benefits, as stores evolve their packaging solutions to seize diversified market needs. By Yoshitaka Kunikane, marketing group, Ishida
Recently, meat and poultry packaging solutions are reflecting the strategies of retail stores. Retail stores focus on one of two trends when it comes to packaging. One of it is on centralising the weighing and packaging operation within the process center.
This is to improve productivity and profitability throughout the supply chain, called ‘out-pack’. Another trend is packaging in store to keep food fresh called ‘in-store pack’.
Out-PacKThe retail mega-chain stores are headed for the out-pack option. In the process center, a total solution is built to cater to processes from slaughtering to weighing and packaging, in order to maximise packaging productivity.
The benefit of out-pack is improved productivity in supply chain, however, a longer lead-ime is needed from pack to sale. In order to increase shelf life, automated packaging lines are introduced to reduce manual operation for sanitation. High-quality packaging systems, such as Modified Atmosphere Packaging (MAP), are also installed to keep product fresh with controlled gasses.
SYStem cOnfIguratIOn The packaging lines at processors are configured with multi-head weigher, weigh-batcher, traysealer and X-ray inspection system.
multIhead WeIghIngRaw meat and poultry is one of the most difficult products for automated weighing due to their stickiness. As such, the use of a multi-head weigher with screw feeder, which conveys sticky product to hoppers forcibly, can be used to overcome this challenge.
• Weigh-Batcher SystemThis solution for packing fresh meat and poultry takes accurately weighed product from a screw feeder multi-head weigher and delivers it to any one of up to eight packing stations. There, it is dropped into an intermediate tray.
An operator empties the contents into the final tray and sends the packages for sealing and inspection. Each station holds a batch in reserve,
DownCenter
Retail Packaging:
To The
APFI MEAT & POULTRY 2011 6

2 ml and 15 ml APC sensor vials
so that the operator never has to wait between batches.
• TraysealingTray sealers offer quality-packaging appearance to attract ‘shelf-appeal’. Gas flushing or vacuum gassing is used for MAP to prolong the shelf life.
• X-Ray InspectionWith increasing attention being paid to consumer safety, there is strong demand for better ways of checking food products for defects and contamination.
In the meat and poultry section, the X-ray inspection system is mainly used to detect hard bones and needles inside the product.
PacKaged fOr aPPealWhile mega-stores are adopting a centralised process center, some medium sized stores are returning to ‘in-store pack’. They weigh and pack in the store, to give the products a freshness appeal to the customers.
In addition to weighing, packaging and labelling with automatic wrapper, some stores offer ‘at-sales-floor pack’, which refers to packaging at the sales floor with table top wrapping machine for visualising pack-aging process to ensure safety and security of product.
Both ‘out-pack’ and ‘in-store pack’ have different benefits, as stores evolve their packaging solutions to seize diversified market needs.
For more information,ENTER No: 2601
7
Enq
uiry
Num
ber
1135

APFI MEAT & POULTRY 2011 8
Reversing the trend towards the use of plastic conveyor materials, steel belt conveyors are once again finding favour in meat and poultry processing operations. By Jürgen Seidel, belt sales manager, Sandvik
StandingSteel
While the use of steel belts for conveying and processing was once commonplace in the meat and associated processing industries, the arrival of lower cost plastic alternatives led to their gradual decline. As in other areas of late 20th century business, initial purchase cost outweighed all other considerations.
However, it seems that news of the stainless steel belt’s demise may have been premature. In the past few years, steel belt conveyor technology has enjoyed a revival. So what is it that has swung the pendulum back in favour of the steel belt?
The strength of a stainless steel conveyor makes it suitable
for operations such as cutting/deboning lines, and ensures a long working life. Its hardwearing nature means that maintenance and repair requirements will be lower, resulting in increased productivity and, ultimately, bottom line profitability.
Belts used in meat processing also have to be able to resist corrosive materials like blood, fatty acids and salt, and will often operate in conditions of high humidity and varying temperatures. Again, the pro-perties of a stainless steel belt make it suited to environments where the working l i fe of lesser materials would soon be compromised.
So when you look at whole-of-life cost and return on investment, steel belts become a competitive proposition.
The one single factor that has put stainless steel back in people’s minds is its hygienic properties, as well as the quality, safety and cost benefits that go with it.
HealtH & Safety ComplianCeRecent years have seen the implementation of strict health and safety legislation to counter the threat of, among others, BSE, swine flu, avian flu, E coli, Listeria, Salmonella and Staphylococcus. Food processors have had to consider every aspect of their operation, and when hygiene is critical, stainless steel is ideal.
Stainless steel conveyors have no crevices, textures or fibres in which bacteria can hide away and breed; the availability of pre-welded endless belts, means there are no joints either. Flat, smooth, hard and inert, a stainless steel belt is inherently easy to clean.
Recent research carried out by Finnish food laboratory VTT Expert Services has confirmed this and in doing so has highlighted the ease with which the risk of problems caused by bacterial

9
build-up can be reduced, simply by upgrading to a stainless steel conveyor.
tHe evaluationPublished in 2010, the research looked at the ability to be cleaned of a stainless steel conveyor belt, a solid plastic belt, and a plastic conveyor of slat construction. Two belts of each type were analysed; one on pristine condition and one with knife damage to replicate everyday wear.
The tests began by creating a suspension of microbes (Pseudomonas fragi E-98200T, Candida albicans C-85161 and Listeria innocua E-991340) to replicate those found in fish and meat processing facilities when cleaning is insufficiently thorough.
This suspension was then mixed with diluted cow’s blood and applied to each of the surfaces for different periods to simulate cleaning procedures in different factories.
After each soiling period, samples of the different surface types were taken for study by traditional culturing, protein resi-due testing and microscopying.
Culturing was carried out on plate count agar and potato dextrose agar. Protein testing used a Clean Card, a rapid test showing protein residues that can function as growth media for microbes, and the third test used epifluorescence microscopy.
To study the respective cleanability of the steel and plastic materials, samples were also taken and cleaned (using alkaline foam cleaner for ten minutes followed by low pressure rinsing) before being subjected to the same tests.
The results of the tests were as follows:• Visual observation of test
pieces showed that dirt
collected in the knife cuts, and was clearly visible on the damaged plastic surfaces.
• M i c r o b e c o u n t s w e r e measured in terms of colony forming units (cfu) per sq cm; the microbial load on the damaged surfaces, after cleaning, was more than one logarithmic unit smaller on the stainless steel surface than on either of the damaged plastic surfaces. The new surfaces showed similar trends, but the differences were smaller.
• Protein residue tests also showed that the damaged stainless steel belt surfaces contained less protein residue after cleaning than either of the damaged plastic surfaces.
• In terms of epifluorescence microscopy, a number of fac-tors (including autofluoresing of the plastic surfaces) made direct comparisons difficult. However, there was a major difference in the respective microbial loads of the soiled and cleaned stainless steel surfaces.
On completion of the tests, the conclusion was that: ‘stain-less steel is more cleanable than the two different plastic surfaces tested according to the culturing results. The difference is more significant for damaged surfaces.’
While the benefits in terms of enhanced hygiene are clear, this is only part of the story; the use of stainless steel not only enables more effective cleaning, it also offers simple, economical cleaning.
SuRgiCal Quality SanitationWith its smooth, joint-free surface, a steel belt conveyor can
be cleaned using significantly less water and cleaning agents, resulting in savings in the order of 25 percent compared with other materials, while also lessening the environmental impact of the process. In addition, short cleaning times ensure high availability, particularly important when a processor is running a multi-shift operation.
It is clear that hygiene standard are not going to lessen over the coming years; if anything, pressure from end customers for demonstrable health and safety improvements is going to drive the need for even greater microbiological, physical and chemical control.
For more information,ENTER No: 2602
T h e h a rd a n d s m o o t h nature of a stainless steel belt, coupled with its resistance to chemicals and heat, means it can be cleaned thoroughly and efficiently by whichever method is most appropriate: pressure wash, steam, detergents, brushes, sterilising agents or indeed any combination of these.
Some processors may still feel the higher initial cost of a steel belt to be an obstacle to upgrading but the difference can be much less than might be expected. The arrival on the market of compact modular conveyor systems with thin steel belts is helping to drive prices down and bring the sanitary advantages of steel within the reach of smaller businesses as well as the larger meat processing operations.
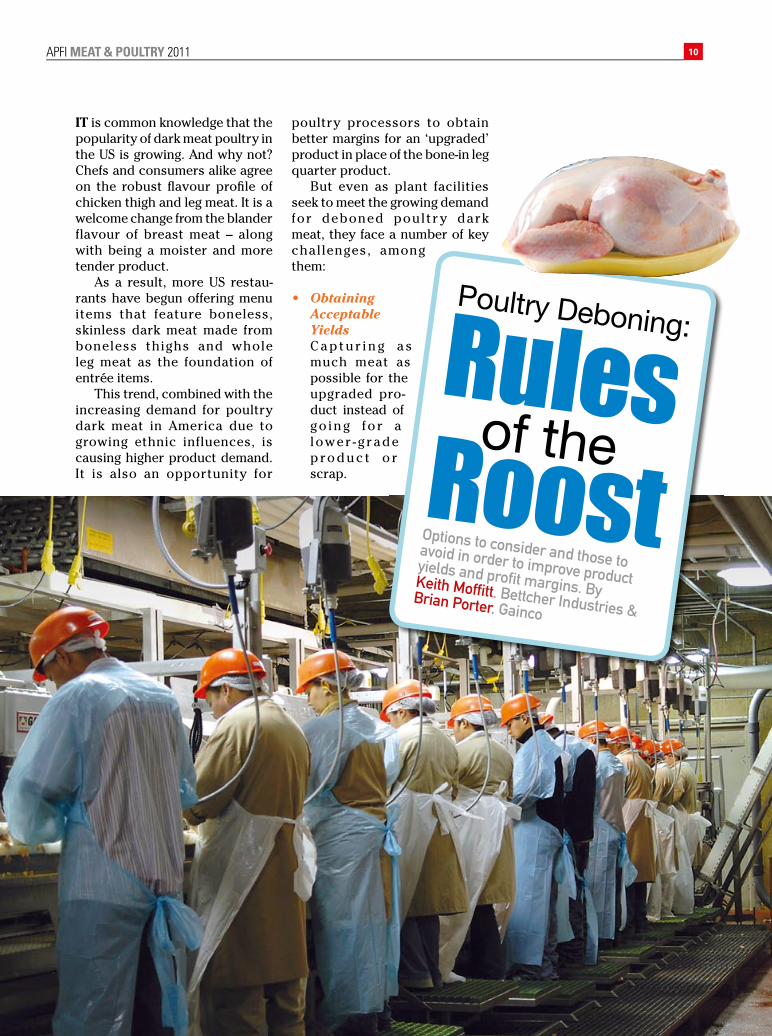
IT is common knowledge that the popularity of dark meat poultry in the US is growing. And why not? Chefs and consumers alike agree on the robust fl avour profi le of chicken thigh and leg meat. It is a welcome change from the blander flavour of breast meat – along with being a moister and more tender product.
As a result, more US restau-rants have begun offering menu items that feature boneless, skinless dark meat made from boneless thighs and whole leg meat as the foundation of entrée items.
This trend, combined with the increasing demand for poultry dark meat in America due to growing ethnic influences, is causing higher product demand. It is also an opportunity for
Options to consider and those to avoid in order to improve product yields and profi t margins. by Keith Moffi tt, bettcher industries &
brian porter, gainco
of theRules
Poultry Deboning:
Roost
poultry processors to obtain better margins for an ‘upgraded’ product in place of the bone-in leg quarter product.
But even as plant facilities seek to meet the growing demand for deboned poultr y dark meat, they face a number of key challenges, among them:
•ObtainingAcceptableYields
C a p t u r i n g a s much meat as possible for theupgraded pro-duct instead of go ing for alower -grade p ro d u c t o r scrap.
APFI MEAT & POULTRY 2011 10

automated deboning equipment to satisfy their dark meat upgrade requirements. Both approaches pose certain problems and challenges for operators.
Challenges Of Manual DebOne linesDepending on the skill level of the operators, manual debone lines using straight knives and/or manual scissors generally deliver yields ranging from about 55 percent on the low end to around 75 percent on the upper end for skinless thighs (finished weight as compared to input weight).
The degree of operator training in knife usage, the type of product being deboned, and whether or not production incentives are being paid are
factors that influence the yields being obtained. In the case of lower yields, clearly unacceptable amounts of meat are being ‘left on the table’ along with the bones, knuckles and cartilage.
Deboning is a difficult and tedious procedure to perform using a straight knife, and it requires focused attention and
• IssuesOfProductQuality Eliminating the presence of
bone fragments and knuckles in the deboned product, while providing an undamaged product that looks great as well as tastes good.
• Labour&ProductivityConcerns
Ensuring that workers are armed with the proper training to debone dark meat product in sufficient volume, along with avoiding carpel tunnel syndrome or cumulative trauma disorders (CTDs) that are often by-products of working on the debone line.
•Compensation&PayIssues The ability to accurately tie
worker compensation to product yield calculations as well as throughput (pounds per man-hour) achieved.
•OtherFactors I n c l u d i n g t h e f l o w o f
production, work area layout, and the equipment footprint required for efficient dark meat deboning activities.
Some processors elect to run a debone line or employ
11

concentration over an eight-hour work shift. Moreover, carpel tunnel syndrome and other cumulative trauma disorders are likely to occur over time.
Training workers on straight knife usage can also be a significant challenge, as it is one of the more difficult labour skills to master. For these reasons, processors find it difficult to attract and retain a skilled workforce for the debone function.
Challenges Of autOMateD DebOning equipMentIn response to some of the labour and productivity issues encountered with manual debone operations as noted above, automated deboning equipment is an alternative that some plants have chosen to employ.
Automated deboning equip-ment continues to cause a number of problems:• Automated processes often
do not deliver matching yields or quality compared to manual processes – with yields typically stuck in the low to mid 60 percent range. Some of the yield loss is due to the presence of bone fragments and the need for rework activities that result in an ‘overtrimmed’ product, with valuable upgrade meat sacrificed in the process.
• Despite ongoing efforts to improve automated deboning equipment for better product quality, the incidence of bone fragments, knuckles and other unwanted material remains high.
• For all of the theoretical labour savings that automated deboning equipment delivers, these savings are often offset by the need for additional backup labour to inspect the deboned product and remove knuckles, bone chips and fragments.
• There are ongoing costs associated with servicing and maintaining the equipment.
Older automated processes tend to require a large footprint, and that is not even counting the rework stations.
serviCe & MaintenanCe faCtOrsTo ensure that automated deboning equipment operates cleanly and efficiently, it is
necessary to take a disciplined approach to service and daily maintenance, typically using plant maintenance staff rather than s imply plant labour personnel.
Among the steps commonly taken to ensure proper automated deboning equipment performance are the following:• Oil the machine daily
An additional challenge on manual debone lines is the difficulty of accurately measuring yields and other performance down to the operator level.
Moreover, whatever calcu-lations are being made often occur after the shift has ended rather than right at the time, and not at the operator level, thereby losing an opportunity to take immediate corrective actions that might improve productivity and performance.
As for the quality of the deboned product using straight knives and manual scissors, it is usually acceptable. Production on manual poultry dark meat deboning lines varies by the operator, but typically ranges from six to 15 thighs per minute. Productivity typically drops off later in a work shift due to wrist and hand fatigue.
APFI MEAT & POULTRY 2011 12
With the small knuckle positioned at the top, expose the bone by making a cut halfway down the thigh bone.
The completion of the first cut exposes the entire thigh bone.
Flip the thigh and pinch the meat to push the bone out. The trimmer’s blade scrapes the back of the bone cleanly.

range widely, from US$25,000 to US$55,000, or even more on older machines.
finDing a better sOlutiOnWhen considering their qualities, both positive and negative, neither the manual debone linenor automated deboning equip-ment can solve all of the challenges associated with poultry dark meat deboning.
As a result, a debone/trim management system has been developed. The system that incorporates trimming cap-abilities along with measurement and tracking to deliver the best of all worlds: high yields, high productivity, a better-quality fi nished product, and improved bottom-line profi ts.
The systems are designed using modular components. This means that they can be engineered to fi t into any existing (or planned) processing floor operation.
They can be set up for single or two-sided operation, with multiple workstations to accommodate workflow or footprint requirements, as well as single or dual by-product takeaway conveyors. But even with this design flexibility, at the heart of the system are four major elements:• Automated weighing,
distribution and takeaway • Debone and trim processes• QC inspection• Data collection and manage-
ment
autOMateD Weighing & DistributiOn Incoming product is batch-weighed and automatically distributed to operators at a rate that each individual worker can handle, so no ‘offline’ training is needed. Incoming product is automatically distributed to
each ergonomically designed operator workstation.
A receiving bin holds the incoming product until the operator is ready for the next batch. Batch integrity through-out the entire process ensures individual operator account-ability along with confi dence in the performance tracking data. Also, historical data gauges each operator’s performance over time.
• Replace diaphragms daily
• Equipment disassembly, cleaning and reassembly per-formed by plant maintenance personnel.
Depending on the model and age of machinery, the yearly maintenance cost on automated d e b o n i n g e q u i p m e n t c a n
Deboning procedures using the trimmers reduce the risk of bone or other foreign-matter contamination to near-zero. They are also much easier to use than straight knives, reducing the incidence of stress and strain on the wrist.
triM & DebOne prOCess Operator stations are equipped with trimmers. These tools, in conjunction with the system, deliver higher dark meat yields compared to automated deboning equipment, often six to eight percent more.
Increased yields come not only from the trimming tools used, but also from the individual operator accountability and pay incentive functionalities that the system provides.
Deboning procedures using the trimmers reduce the risk of bone or other foreign-matter contamination to near-zero. They are also much easier to use than straight knives, reducing the incidence of stress and strain on the wrist. Moreover, most workers
13
Pull the meat away from the bone.
Separate the thighbone cleanly from the meat. The knuckle can then be removed.
Deboned dark meat is now ready for customer delivery or further processing.
The thigh deboning procedure takes only seconds to complete

can become proficient operators far faster, typically in two weeks or less.
Bones, knuckles and fat, along with any defective pieces from the infeed batch, are then sent down- stream automatically to value-added or render operations.
qC inspeCtiOn The systems have integrated inspection stations that enable QC personnel to measure specific quality defects. Multiple modes are available, such as 100 percent inspection or random inspection, making it easy to closely monitor and coach operators who have a history of higher defects.
Data COlleCtiOn & ManageMent The system provides realtime reporting of yields, quality, pieces per-minute and other user-defined data. If desired, per formance data can be posted for each workstation ‘as it happens’, so individual operators receive immediate and objective feedback from their line supervisors.
Statistical reports are available in real-time, covering data such as hourly shift performance, historical performance, and comparisons. These reports are valuable tools for tracking operator, shift and departmental performance history, as well as conducting employee perform-ance reviews.
Use of these online, real-time measurement, accountability and pay incentive functions results in incremental additional yield improvements of one to two percent, which translates into hundreds of thousands of dollars in additional revenues annually for a typical poultry processing plant.
rOunD-upWith the rising popularity of
For more information,ENTER No: 2603
poultry dark meat, processors are seeking better tools to optimise product yields, throughput and plant profits. Traditional manual deboning processes using straight knives can suffer from insufficient yields, product quality issues and unacceptably high labour turnover rates.
Automated deboning solu-tions, while sometimes reducing labour requirements, often leaves bone fragments and knuckles that affect the quality of the meat
and require additional labour to remedy.
The debone/trim manage- ment system is an alternative that delivers higher productivity and profits by measuring operator performance and improving product yields, while also preser-ving the quality and integrity of the deboned meat.
QCPass
QCTotal
QCYield
68 72 94%
71 71 100%
53 58 91%
66 67 99%
55 55 100%
60 68 88%
66 67 99%
60 64 94%
82 86 95%
69 74 93%
71 72 99%
44 52 85%
62 74 84%
61 63 97%
54 55 98%
68 70 98%
1,010 1,068 95%
Shift Employee Name RawProduct
FinishedProduct
Yield Hour PPH Parts
2 Cano, Celso 1,459.10 1,121.81 76.9% 7.08 158.40 0.00
2 Cantu, Marie 1,540.10 1,150.40 74.7% 7.08 163.40 0.00
2 Castro, Nora 1,397.80 1,032.15 73.8% 7.08 145.70 0.00
2 Contreaus, Cristal 1,616.10 1,188.43 73.5% 7.08 167.80 0.00
2 Diaz, Felicita 1,682.90 1,227.71 73.0% 7.08 173.30 0.00
2 Gomez, Jesse M 1,581.80 1,101.32 69.6% 7.08 155.50 0.00
2 Hernandez, Bernardino 1,492.00 1,109.98 76.4% 7.08 160.40 0.00
2 Knight, Eshontee 1,452.70 1,032.15 73.8% 7.08 156.70 0.00
2 Lopez, Herlinda 1,496.80 1,117.93 74.7% 7.08 157.80 0.00
2 Lopez, Pablo 1,631.40 1,106.00 67.8% 7.08 156.10 0.00
2 Mendez, Yariluz 1,428.00 1135.84 79.5% 7.08 160.40 0.00
2 Ramirez, Guadalupe 1,441.30 944.11 65.5% 6.82 138.40 0.00
2 Reyes, Catherine 1,681.80 1,167.40 69.4% 7.08 164.80 0.00
2 Senna, Noemi 1,486.90 1,130.46 76.0% 7.08 159.60 0.00
2 Sweeney, Terry 1,522.60 1,100.86 72.3% 7.08 155.40 0.00
2 Vazquez, Yullis 1,590.20 1,230.63 77.4% 7.14 172.40 0.00
Grand Total 24,501.40 18,001.10 73.5% 113.12 159.13 0.00
ABC Farm Yield Plus Report
Page 1 of 1
Statistical reports are valuable tools for tracking operator, shift and departmental performance history, as well as conducting employee performance reviews.
APFI MEAT & POULTRY 2011 14
The Ishida integrated production system
- Making automation possible, despite sticky or
difficult products
- Developing integrated efficiency
- Supplying user-friendly operation
Retail-ready solutions... That is total production line from weighing to packaging.
44SANNO-CHO, SHOGOIN, SAKYO-KU, KYOTO, 606-8392 JAPANTel : 81-75-771-4141Fax: 81-75-751-1634URL: http://www.ishida.comE-mail: [email protected]
Ishida Korea Co., Ltd. Tel: 82-32-661-4144 Fax: 82-32-661-41564-12 Wonmidong, Wonmi-Ku, Buchun City, Kyungki-do, KoreaShanghai Ishida Electronic Scales Ltd. Tel: 86-21-50801222 Fax: 86-21-5854-26681228 Jinhu Rd. Jinqiao Export Processing Zone, Pudong, Shanghai, China 201206Ishida Systems (M) Sdn. Bhd. Tel: 60-3-56333602 Fax: 60-3-56333680No. 34 & 36 (Ground Floor), Jalan PJS 11/20, Bandar Sunway, 46150 Selangor Darul Ehsan, MalaysiaIshida (Thailand) Co., Ltd. Tel: 66-2-681-9990-93 Fax: 66-2-681-9994123/13 NonseeRoad, Khaweng Chongnonsee, Khet Yannawa, Bangkok 10120, ThailandIshida India Pvt. ltd. Tel: 91-124-438-7382 Fax: 91-124-438-7383191, Udyog Vihar, Phase IV, Gurgaon - 122 016, Haryana, IndiaIshida Co., Ltd. Vietnam representative office Tel: 84-8-5417-1243 Fax: 84-8-5417-1246SA1-1, Parcel S19-2, My Khang Complex, Phu My Hung, Tan Phu Ward, District 7, Ho Chi Minh City, VietnamIshida Co., Ltd. Indonesia representative office Gading Bukit Indah, JI. Bukit Gading Raya SA-30, Kelapa Gading Barat, Kelapa Gading, Jakarta Utara 14240, Indonesia
The Ishida integrated production system
- Making automation possible, despite sticky or
difficult products
- Developing integrated efficiency
- Supplying user-friendly operation
Retail-ready solutions... That is total production line from weighing to packaging.
44SANNO-CHO, SHOGOIN, SAKYO-KU, KYOTO, 606-8392 JAPANTel : 81-75-771-4141Fax: 81-75-751-1634URL: http://www.ishida.comE-mail: [email protected]
Ishida Korea Co., Ltd. Tel: 82-32-661-4144 Fax: 82-32-661-41564-12 Wonmidong, Wonmi-Ku, Buchun City, Kyungki-do, KoreaShanghai Ishida Electronic Scales Ltd. Tel: 86-21-50801222 Fax: 86-21-5854-26681228 Jinhu Rd. Jinqiao Export Processing Zone, Pudong, Shanghai, China 201206Ishida Systems (M) Sdn. Bhd. Tel: 60-3-56333602 Fax: 60-3-56333680No. 34 & 36 (Ground Floor), Jalan PJS 11/20, Bandar Sunway, 46150 Selangor Darul Ehsan, MalaysiaIshida (Thailand) Co., Ltd. Tel: 66-2-681-9990-93 Fax: 66-2-681-9994123/13 NonseeRoad, Khaweng Chongnonsee, Khet Yannawa, Bangkok 10120, ThailandIshida India Pvt. ltd. Tel: 91-124-438-7382 Fax: 91-124-438-7383191, Udyog Vihar, Phase IV, Gurgaon - 122 016, Haryana, IndiaIshida Co., Ltd. Vietnam representative office Tel: 84-8-5417-1243 Fax: 84-8-5417-1246SA1-1, Parcel S19-2, My Khang Complex, Phu My Hung, Tan Phu Ward, District 7, Ho Chi Minh City, VietnamIshida Co., Ltd. Indonesia representative office Gading Bukit Indah, JI. Bukit Gading Raya SA-30, Kelapa Gading Barat, Kelapa Gading, Jakarta Utara 14240, Indonesia
The Ishida integrated production system
- Making automation possible, despite sticky or
difficult products
- Developing integrated efficiency
- Supplying user-friendly operation
Retail-ready solutions... That is total production line from weighing to packaging.
44SANNO-CHO, SHOGOIN, SAKYO-KU, KYOTO, 606-8392 JAPANTel : 81-75-771-4141Fax: 81-75-751-1634URL: http://www.ishida.comE-mail: [email protected]
Ishida Korea Co., Ltd. Tel: 82-32-661-4144 Fax: 82-32-661-41564-12 Wonmidong, Wonmi-Ku, Buchun City, Kyungki-do, KoreaShanghai Ishida Electronic Scales Ltd. Tel: 86-21-50801222 Fax: 86-21-5854-26681228 Jinhu Rd. Jinqiao Export Processing Zone, Pudong, Shanghai, China 201206Ishida Systems (M) Sdn. Bhd. Tel: 60-3-56333602 Fax: 60-3-56333680No. 34 & 36 (Ground Floor), Jalan PJS 11/20, Bandar Sunway, 46150 Selangor Darul Ehsan, MalaysiaIshida (Thailand) Co., Ltd. Tel: 66-2-681-9990-93 Fax: 66-2-681-9994123/13 NonseeRoad, Khaweng Chongnonsee, Khet Yannawa, Bangkok 10120, ThailandIshida India Pvt. ltd. Tel: 91-124-438-7382 Fax: 91-124-438-7383191, Udyog Vihar, Phase IV, Gurgaon - 122 016, Haryana, IndiaIshida Co., Ltd. Vietnam representative office Tel: 84-8-5417-1243 Fax: 84-8-5417-1246SA1-1, Parcel S19-2, My Khang Complex, Phu My Hung, Tan Phu Ward, District 7, Ho Chi Minh City, VietnamIshida Co., Ltd. Indonesia representative office Gading Bukit Indah, JI. Bukit Gading Raya SA-30, Kelapa Gading Barat, Kelapa Gading, Jakarta Utara 14240, Indonesia E
nqui
ry N
umb
er
1140

GOVERNMENT and industry worldwide share an increased concern for the microbiological safety of food. In addition to the need to maintain lower levels of contamination in delivery chains, there is a need to keep food moving towards the consumer in a fresh state without increasing the costs associated with good quality.
One of the standard screening techniques for assessing microbial
safety is the Aerobic Plate Count(APC), also known as Total Viable Count (TVC) or Total Plate Count (TPC). This testing method seeks to quantify the total number of aerobic bacteria in a certain food sample size.
Not all bacteria found in a food sample are aerobic, but some of the major pathogenic organisms are. These include E Coli O157:H7, Listeria mono-cytogenes and Salmonella.
Dani
lo T
akan
o, S
ão P
aulo
, Bra
zil
APFI MEAT & POULTRY 2011 16
FORQuick Test
SafetyQuick Test
SafetySafetySafetyprocessors can
get food to market faster with a bacterial testing
technology. By alan traylor, business manager, food safety, mocon

a sample vial, can detect this change optically from outside.
Aerobic bacteria will grow and replicate, such that their oxygen consumption reaches a threshold. The chemical probe senses the rapid increase in optical signal and a measuring instrument with software computes the resulting size of the bacterial population.
By providing a reproducible signal from the bacterial sample, the software can also control the parameters of the test and report results in a variety of ways. Data can be viewed as a time-based event, a pass/fail result or many samples can be tested simultaneously by the same instrument.
The sensor probe has been developed into an easy-to-use and inexpensive sensor vial.
Familiarity Breeds easeThis design allows the initial food sample preparation to be conducted as with older methods and then injected into the 2 mm vial without further processing, such as manual dilution. Therefore, the sample preparation method will be familiar to laboratory personnel.
Once bacteria-loaded liquid has been drawn from the food or beverage sampling bag and inserted into the vial, all other testing and reporting stages are automated.
Unlike older methods of APC testing, there is no need to make serial dilutions of the food sample in order to accurately count the result. These dilution steps consume more of the agar media and are completely manual. Also, there is no need to wait through the entire incubation time as stated by the ISO method.
sterile settingsThe sensor vial is instantly ready for use. To further
While APC results do not specifically indicate bacterial types, the total count of aerobic bacteria indicates the level of possible contamination. An ISO standard has been developed for determining APC ( ISO 4833:2003).
Traditional methods as noted above are usually performed on an agar plate or film that provides nutrients for the bacterial sample. After routine preparation steps, the sample is applied to the surface of the agar medium, incubated for a defined period and then the resulting bacterial colonies are counted.
Prevai l ing nat ional and i n t e r n a t i o n a l s t a n d a r d s require up to 72 hours of incu-bation time followed by a counting process that is frequently manual and prone to error. A method has long been sought to remove the subjectivity and reduce the time to produce an APC result.
test With Oxygen depletiOn rateA technology that addresses the
need for quantifiable results in a shorter time has been introduced. This technology rel ies on the oxygen depletion rate in a food sample.
As bacteria grow and respire, they deplete oxygen. A chemical probe incorporated within
Agar plates with APC sensor vial
2 ml and 15 ml APC sensor vials
17
For more information,ENTER No: 2604
enhance the productivity and the repeatability of the sensor method, the vial is engineered with the sensor inserted as a solid in the vial bottom.
The cap of the vial is sealed on closure and the entire package is sterile. The location of the sensor material makes for easy reading by a proprietary optical method from below, removing any errors caused by turbidity of the sample and allowing for an elegant instru-ment design.
In food testing scenarios requiring lower daily throughput, a sample can be left in the instrument for the entire test, or several samples can be randomly evaluated by taking advantage of the integral barcode on each vial. In other instrument configurations, high throughputs can be achieved by a removable carousel of vials, which are once again individually barcoded.
COrrelatiOn FaCtOrIt is important that a good correlation factor be achieved when this technology is compared to existing methods.
In most major food companies, there may be large quantities of data that have been accrued over many years. This makes it important for any new technique
to be easily referenced to older, more manual, methods.
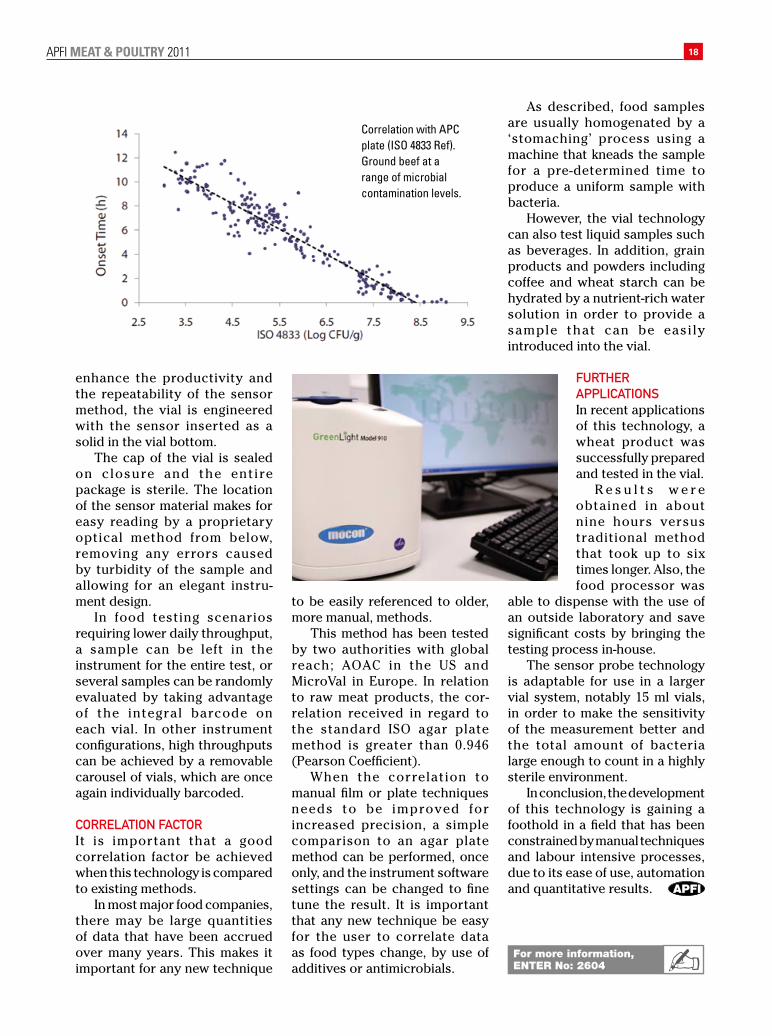
This method has been tested by two authorities with global reach; AOAC in the US and MicroVal in Europe. In relation to raw meat products, the cor-relation received in regard to the standard ISO agar plate method is greater than 0.946 (Pearson Coefficient).
When the correlation to manual film or plate techniques needs to be improved for increased precision, a simple comparison to an agar plate method can be performed, once only, and the instrument software settings can be changed to fine tune the result. It is important that any new technique be easy for the user to correlate data as food types change, by use of additives or antimicrobials.
As described, food samples are usually homogenated by a ‘stomaching’ process using a machine that kneads the sample for a pre-determined time to produce a uniform sample with bacteria.
However, the vial technology can also test liquid samples such as beverages. In addition, grain products and powders including coffee and wheat starch can be hydrated by a nutrient-rich water solution in order to provide a sample that can be easily introduced into the vial.
Further appliCatiOnsIn recent applications of this technology, a wheat product was successfully prepared and tested in the vial.
R e s u l t s w e r e obtained in about nine hours versus traditional method that took up to six times longer. Also, the food processor was
able to dispense with the use of an outside laboratory and save significant costs by bringing the testing process in-house.
The sensor probe technology is adaptable for use in a larger vial system, notably 15 ml vials, in order to make the sensitivity of the measurement better and the total amount of bacteria large enough to count in a highly sterile environment.
In conclusion, the development of this technology is gaining a foothold in a field that has been constrained by manual techniques and labour intensive processes, due to its ease of use, automation and quantitative results.
Correlation with APC plate (ISO 4833 Ref). Ground beef at a range of microbial contamination levels.
APFI MEAT & POULTRY 2011 18
Get better bacterial control with a Sandvik stainless steel belt
Wherever there’s a need for maximum hygiene – from surgical tools to catering equipment – the material of choice
is stainless steel, so why should your conveyor belts be any different?
Inert, corrosion-resistant and easy-to-clean, a pre-welded endless stainless steel belt provides an immediate hygiene upgrade. And no crevices, joints, textures or fibers means nowhere for bacteria to hide.
n Lowest levels of bacteria growthn Easy to clean by pressure, brush,
steam or chemicals
n Fast cleaning with low water/chemical consumption
n Long working life with low maintenance requirements
www.sandvik.com/steelbelts
MeatAdAW_Asia Pacific Meat and Poultry.indd 1 09/05/2011 09:53
Visit us atSydney, Australia, 10-13 July
Hall 3, Stand L1
Enq
uiry
Num
ber
1141
Sandvik South East Asia Pte Ltd, Process Systems Division50, ALPS Ave, #04-00 Sandvik Building, Singapore 498782Tel: +65-64773736 | Fax: +65-64773785Email: [email protected] www.sandvik.com/steelbelts
APFI MEAT & POULTRY 2011 20
With the popularity of fast food in the Food & Beverage (F&B) world, processed food is a hot subject of the day. The more processed the finished product is, the more ingredients are used and the longer and numerous the tracelines are to the original raw material.
The hamburger is one of the first dishes to shoot fast food to stardom in the F&B industry. The meat patty itself requires a complete supply chain traceability process in order to trace from fork to field and vice versa, ie: from the correct ingredients mix to the slaughtering process of the cow to its feed lot.
Food Has To Be saFeThe number of food products introduced into the market continues to grow year by year. In 2010, 47,211 new food products were introduced in the US alone, of which the majority of these products are processed food.
Food safety is a globally growing concern. The number of product recalls and food-borne illness outbreaks continue to headline the everyday news.
As such, with the increased availability and selection of food products come increased awareness on food safety for many consumers.
Companies are constantly monitoring and improving their methods of production, storage, and delivery from field to fork. Safety standards, enforceable government regulations and applying stiff financial penalties continue to change to meet consumers’ expectation and tougher food safety standards.
There are two challenges in food safety: food-borne illness due to poor food handling and tainted ingredient during the manufacturing process.
From Field To ForkMeat patties are usually pre-processed at food factories in an industrial scale to meet the constant demand for convenient food. While safe food handling methodology is a key component to ensuring minimum contamination, food producers must be accountable to the production of the patties.
However, health concerns are generally subservient to profit potential, which lead food
Step
hen
J Su
lliva
n, In
dian
a, U
S
Food safety especially in processed food remains a concern for food producers and consumers. By Jeremy Tan, lawson Food & Beverage industry specialist
In The Makings Of TheFood Safety:
Hamburger

21
processers to often ignore major food safety measures.
Tainted meat is a growing problem in emerging markets and usually originates at the slaughter plants. Sick or dead livestock are sometimes accepted instead of being properly destroyed and disposed of. As such, bacteria-infested meat is added to the food chain.
Patties are usually made from the least desirable animal parts. These parts are mixed and grounded from multiple cattle carcass. Once the infected cattle’s parts are used in the grounding process, they will contaminate the entire production batch. In this case, it will be hard for the food producer to identify the root cause.
Furthermore the modern cattle abattoir processes one head every two minutes, leaving food safety inspectors minimal time to identify any sick cattle during the inspection process.
While inspection takes place, the rest of the carcasses are dosed with steam, hot water, or organic chemicals to eliminate contaminates.
The carcasses continue to proceed down the
line to be further processed. This entire processing procedure occurs in a chilled environment to reduce growth of surviving bacteria and other microorganisms.
Track THe meaTEach animal part can be tagged with Radio Frequency Identification (RFID) or other tracking medium as the first step of the internal track-and-trace process. Any sick cattle and cross-contamination identified will result in those parts or batches be recalled and destroyed.
While visual inspection can reduce the risk of tainted meat
Rob
Owen
-Wah
l, UK
Tuge
r Akk
aya,
Ista
nbul
, Tur
key

For more information,ENTER No: 2605
APFI MEAT & POULTRY 2011 22
progressing through the food chain, it is harder to detect microorganisms with naked eyes. This emphasises the importance of cooking meat at the proper temperature and practising proper food handling techniques.
To minimise loss of cattle mass and animal injury, and allow for effective tracking, herds are kept in pens where they are fed specialised diet made of food processing by-products in the fi nishing stage. These cattle are also fed antibiotics to keep their liver functioning and to reduce infection.
Parasites may enter when cattle’s faeces contaminate feed and water in the feedthrough. This is why food producers enforce cattle tracking as part of food safety, enabling quick and accurate recall of any tainted products.
Food scaNdal Vs Food saFeTYFood scandal is one of the worst things that can happen to any food company as it sparks safety fear, hitting consumers’ confi dence level and attracting scrutiny from various food organisations and government bodies.
Prevention is therefore the fi rst line of defence. The food industry has to assure safety in the food they produce. It can do so by applying good agricultural practice, good manufacturing practice and Hazard Analysis and Critical Control Point (HACCP).
Most companies have some form of Enterprise Resource Planning (ERP) system to take control of their internal operations and manage the fl ow of information. A typical F&B ERP solution consists of a basic tracing mechanism to trace where the lots of material goods have been used or delivered and received. A full-fl edge traceability solution in turn compliments the ERP solution by keeping track of the various trace-lines.
With a need to focus on yield optimisation, demand planning and asset management, an ERP solution can help to maximise the use of raw materials while maintaining complete traceability and food safety across the entire value chain.
Food recall Vs YoUr callRisk can be mitigated with proper control and tracking. The ability to recall tainted meat is key to prevent further spread of contamination and food borne outbreaks. As such, many food manufacturers are seeking food sustainability certifi cation.
Sustainable food production reduces the risk of environmental impact, infection and disease outbreak. Prohibiting the use of chemicals and pesticide in fruit, vegetable and livestock production
encourages minimal dependency on any particular type of crop, which results in a more balanced use of farm resource.
During the farming stage, sustainable farmers may practise crop and grazing rotation more frequently than single livestock farms. This keeps pest at bay while allowing the fi elds to rest and recover. As a result, this creates a healthy eco-system, which implies healthier livestock and less food safety issues.
In the manufacturing stage, producers should use the freshest raw materials to manufacture fi nished products. Despite having a shorter shelf life, the issue can be resolved with advanced packaging materials, or more frequent delivery of smaller production batches. Again, if raw materials used are healthier, the chances of parasite infection will be lower.
caN Processed Food Be sUsTaiNaBle? In 2008, Max Hamburgers was able to analyse their food’s climate impact from the farmers land to the consumers’ hand. They also carbon labelled their menus so that customers could choose climate smart alternatives. In addition, the company has made voluntary carbon offsets throughout its supply chain, from farmer to customer, supporting reforestation projects in Uganda and Mozambique.
Nevertheless while the processed food industry can improve its operations through the use of ERP and adoption of various food safety measures, the general public must be educated: to practice proper food handling techniques, to cook to the right temperature, and to purchase from trusted brands. The answer is not to move away from processed food, but to be more educated about what is on our plate.
Step
hen
Davi
es, C
ardi
ff, U
K

FormShrink MachinesIn perfect shape with FormShrink.
Thermoforming MachinesR 555 • R 255 • R 155
*
Multivac Pte Ltd25 International Business Park#01-61/63 German CentreSingapore 609916Phone: (65) 6565 3919Fax: (65) 6566 9798Email: [email protected]: www.multivac.com
Enquiry Number 1144
The meat industry must develop preservation methods that provide meat products with extensive shelf life, and meet consumer demands for health and wellness, convenience and improved flavour. By Wouter Moormann, market unit manager (food division), Purac Asia Pacific
Extending Shelf Lifefor Meat & Poultry
The demand for convenience food products, in smaller ready-to-eat portions, is steadily on the rise as we speak. Consequently, the importance of delivering fresh and safe meat products with an extended shelf life is increasing.
Beyond packaging, ingredient technology enables processors to extend the shelf life of fresh meat and poultry products so as to keep up with consumer demands.
As with other perishables such as dairy and produce, advances in extended shelf life (ESL) technology for fresh meat and poultry are allowing meatpackers to increasingly push back the expiry dates.
The increasing demand for meat, as protein
source, is met with a corresponding expansion in the choices that are available to consumers today. These include buying different types of meat including poultry, pork, beef, lamb and veal, available in preparation methods such as raw, precooked and chilled or frozen.
ToWArds Longer sheLf LifeShelf life and maintenance of meat quality are influenced by a number of factors including storage temperature, water, salt and nitrite content, atmospheric oxygen, presence of indigenous enzymes, moisture (dehydration), light and, most importantly, the presence of micro-organisms. All of these factors, either on its own or in combination,
can result in detrimental changes to the colour, odour, texture and flavour of meat.
nATurAL, sAfe & freshFood scientists have long maintained that the preservative effect of lactic-acid bacteria during the manufacture and subsequent storage of fermented foods was due solely to the acidic conditions created during fermentation, which converts carbohydrates into organic acids.
However, researchers have discovered that there is more to the preservation process than simply a pH drop. Lactic-acid
APFI MEAT & POULTRY 2011 24

bacteria produce and excrete a variety of inhibitory substances other than lactic and acetic acids, including ethanol, hydrogen peroxide, diacetyl, free fatty acids, benzoate, antibiotics and bacteriocins.
In addition, some beneficial microorganisms inhibit pathogen growth by consuming the resources that pathogens need to survive and proliferate.
Ingredients that control shelf life in fresh meat should be able to extend the colour stability, enhance the juiciness as well as the flavour, preferably without the use of chemical or synthetic additives.
Today’s meat industries, conventional and organic production alike, are increasingly seeking more ‘ready-to-use solutions’ that are pre-blended, pre-customised and natural, allowing for removal or reduction of all synthetic ingredients in the fi nal product.
LAcTATes LoWer cosTNon-meat ingredients such as lactates and acetates are used to improve juiciness and/or tenderness, enhance fl avour, and improve and stabilise colour while aiding in the increase of a product’s shelf life.
The use of non-meat ingredients in fresh meat through enhancement like marination or injection provides opportunities to improve the overall quality of the product, improve the margins, and reduce the amount of variation in meat quality. Enhancement concepts have been commonly adapted in the US and Europe, and are now beginning to fi nd ground in Asia.
Research has shown that the added shelf life provided by lactates can be quite signifi cant. When comparing meat products that contain no lactates to those with lactates added, the latter of meat product has a shelf life of up to two to three times higher. There is signifi cant shelf life increases for fresh meat products using lactates. Improvement in the extension of shelf life for cooked cured products is between 30 and 50 percent and for cooked uncured meats, the shelf life is between 50 and 100 percent.
These products also offer a relatively inexpensive way to extend shelf life, with no additional cost or capital equipment needed for processing. As such, lactates continue to be a popular choice among food processors. Other benefi ts include improved yield of meat and poultry due to added moisture retention and versatility in terms of product usage.
iMProving MeAT coLour, Juiciness & TendernessThe addition of sodium and potassium lactate, and organic ferments, help to improve the overall colour,
25
Want to transform your meat co-products intohigh-quality meat protein extract (MPE)? MPE can be used as a nutritional ingredient in many processedfood products and help reduce salt content ofprocessed meat products by 20-30% − withoutcompromising on fl avor and texture. Whether youwant to develop a convenient and high protein soupor add value and tenderness to processed meatproducts, Novozymes’ unique enzyme solutions canhelp you. Novozymes Protamex® increases yield andimproves the fl avor of meat extract; and NovozymesFlavourzyme® delivers delicious fl avor.
So why waste valuable meat protein along withpotential profi t?
CONVERT YOUR CO-PRODUCTS INTO A VERSATILE AND NUTRITIOUS BROTH!
Novozymes is the world leader in bioinnovation. Together
with food producers around the world we create
tomorrow’s industrial biosolutions, improving our
customers’ business and the use of our planet’s resources.
Please contact: Australia & New ZealandSydney, AustraliaTel. + 61 2 9630 8466 [email protected]
South-East Asia Kuala Lumpur, MalaysiaTel. + 60 3 8996 1588 [email protected] E
nqui
ry N
umb
er
1137

For more information,ENTER No: 2606
the stabilisation of the colour during storage, and also increase the length of time for colour to be maintained during storage.
Certain combinations of lactates and acetate have shown to increase the meat pH resulting in a darker colour that stabilises with storage. This stabilisation is most likely due to the higher pH that provides some protection against oxidation during meat storage. Myoglobin is the pigment that gives meat its red colour. When myoglobin is oxidised, it turns to brown in the metmyoglobin state.
A recent published study in Food Chemistry investigated the underlying mechanism of lactate colour stabilisation in meat. The research looked at the mechanism responsible for colour retention in presence and absence of lactate. The study confirmed that lactate acts as a substrate for the metmyoglobin reducing process and improves colour stability.
The use of sodium and potassium lactates has been shown to increase meat juiciness as well as improve meat tenderness. This is the result of an increase in cook yield when used in combination with low salt brines and the humectant properties of lactates. In addition, sodium and potassium lactates have also been associated with increasing meat pH that results in increased water-holding capacity and less cook losses. The resultant meat would expectantly be more tender.
LiMiTing MicroBiAL groWThSodium and potassium lactates are most often added to meat products to assist in limiting microbial growth. It is generally recognised that sodium lactate increases the lag phase of microbial proliferation and delays the onset of logarithmic growth.
Sodium and potassium lactate addition has also been shown to limit the growth of food borne pathogens. For example, early work with sodium lactate showed a reduction in the development of botulinum toxin in cook-in-bag, comminuted turkey.
It was concluded that sodium lactate delayed the production of botulinal toxin and that the effect was concentration dependent. Other work looked at the addition of two, three and four percent sodium lactate on the growth of five major beef pathogens in cooked beef strips.
It was shown that three and four percent addition of sodium lactate to cooked beef top rounds limited the
proliferation of Salmonella typhimurium, Listeria monocytogenes and Escherichia coli 0157:H7, when compared to control roasts and those containing two percent sodium lactate.
innovATive soLuTionsThe meat and poultr y industry are challenging markets. They demand so much more than simply producing a delicious piece of meat product. Prices are constantly under pressure.
Retailers want flexible logistics and so demand an increased shelf life. Consumers taste with their eyes and mind, meaning that the colour must be just right, purge is unacceptable and labelling must be recognisable. Above all, food safety is a concern for everyone.
Spoilage of meats can lead to significant economic losses for the industry. To reduce such losses the meat industry must develop effective, natural, preservation methods that provide meat products with extensive shelf life, and at the same time, meet consumer demands for health and wellness, convenience and improved flavour.
To ensure freshness, producers need to consider innovative and acceptable solutions that meet quality and safety standards, and this applies to the entire food supply chain.
APFI MEAT & POULTRY 2011 26

27
Pass The Salt!Salt, or sodium chloride, is an indispensable ingredient in most meat products. Not only does it help to provide the right taste and storage stability, it also ensures a water binding functionality. The sodium and chloride ions work on the muscle by extracting the salt-soluble proteins, actin and myosin.
Sodium chloride contributes sufficient ionic strength to open protein double spirals structure, which enhances the water-binding capabilities and improves the texture and juiciness of the resulting meat product.
CardiovasCular ConCernIn recent times, there has been a steady increase in the focus on cardiovascular diseases and high blood pressure as a result of excessive sodium intake from food.
In the US and Australia, many of the largest food companies have declared sodium reduction in their processed food products to be a corporate
strategic goal. The New York City Health Department is launching a national salt reduction initiative, and the US Food and Drug Administration is also investigating the issue of salt in processed meats.
Australian authorities advocate a salt target of 6 grm per person each day. The Australian Division of World Action on Salt and Health (AWASH) initiated reduced sodium programmes for children’s food and sausages in 2008, and in processed meats in 2010. In their recent consumer survey, AWASH reported almost 75 percent of survey participants being concerned about salt in their diet.
Following the salt reduction trend, many companies have been working on sodium reduction solutions. In principle, potassium chloride can be used as a sodium chloride substitute, but it leaves a bitter metallic taste, which limits its application in most meat products. Researchers and consumers are keen to find a solution that balances the functionality and flavour of salt.
reduce salt and increase flavour in processed meats with meat protein extract. By Petra Mehrtens rothe, regional marketing manager for food, novozymes asia Pacific
APFI MEAT & POULTRY 2011 28
Meat Protein extraCt In a slaughterhouse, m a n y c o - p ro d u c t s such as trimmed meat, mechanical deboned meat and bone cake are available. These raw materials from beef, pork, and poultry can be used to produce meat protein extract (MPE).
MPE is an ingredient that needs to be labelled as ‘Hydrolysed Meat Protein’ on the final product. However, the meat source can be highlighted as adding an enhanced protein level to the final product.
The choice of enzyme depends on the desired properties, the end product and the application. The general process layout for the enzymatic treatment of co-products consists of these basic steps:• Grinding,choppingandmixingtherawmaterial
with water• Hydrolysis•Inactivationoftheprotease• Separation• Concentrationanddrying
MPE not only adds value to slaughterhouse co-products, but also provides additional benefits for processed meat to manufacturers and consumers. It can be used in a number of food products such as meat cuts, ham, sausages, instant noodles and soups. The flavour of the final product is enhanced, while the sodium salt level is kept low.
the uPsideTogether with Danish Research Meat Institute (DMRI), an investigation was carried out on the effects of MPE added as a meat ingredient replacer in sodium-reduced ham. DMRI performed several pilot plant trials to assess the benefits of MPE in processed meat.
When used in the production of cooked cured ham, the trials demonstrated that it is possible to reduce the salt content up to 36 percent without affecting the taste, flavour, colour, and texture of cooked cured ham.
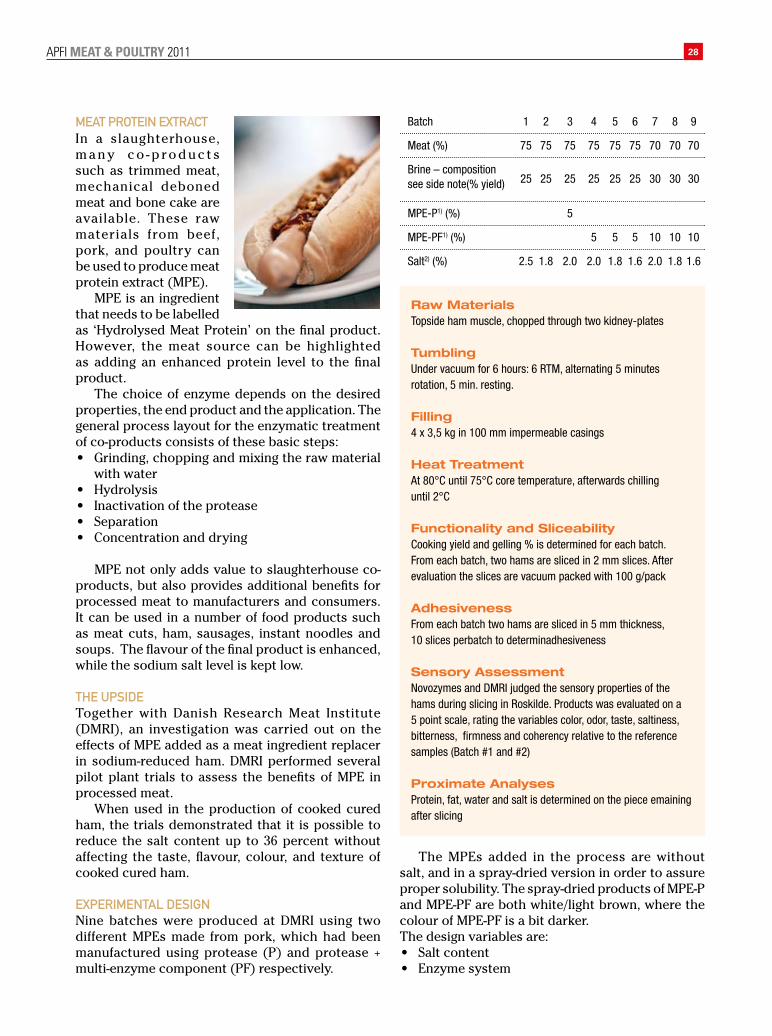
exPeriMental designNine batches were produced at DMRI using two different MPEs made from pork, which had been manufactured using protease (P) and protease + multi-enzyme component (PF) respectively.
Batch 1 2 3 4 5 6 7 8 9
Meat (%) 75 75 75 75 75 75 70 70 70
Brine – composition 25 25 25 25 25 25 30 30 30see side note(% yield)
MPE-P1) (%) 5
MPE-PF1) (%) 5 5 5 10 10 10
Salt2) (%) 2.5 1.8 2.0 2.0 1.8 1.6 2.0 1.8 1.6
Raw Materials Topside ham muscle, chopped through two kidney-plates
Tumbling Under vacuum for 6 hours: 6 RTM, alternating 5 minutes rotation, 5 min. resting.
Filling 4 x 3,5 kg in 100 mm impermeable casings
Heat Treatment At 80°C until 75°C core temperature, afterwards chilling until 2°C
Functionality and Sliceability Cooking yield and gelling % is determined for each batch. From each batch, two hams are sliced in 2 mm slices. After evaluation the slices are vacuum packed with 100 g/pack
AdhesivenessFrom each batch two hams are sliced in 5 mm thickness, 10 slices perbatch to determinadhesiveness
Sensory Assessment Novozymes and DMRI judged the sensory properties of the hams during slicing in Roskilde. Products was evaluated on a 5 point scale, rating the variables color, odor, taste, saltiness, bitterness, firmness and coherency relative to the reference samples (Batch #1 and #2)
Proximate AnalysesProtein, fat, water and salt is determined on the piece emaining after slicing
The MPEs added in the process are without salt, and in a spray-dried version in order to assure proper solubility. The spray-dried products of MPE-P and MPE-PF are both white/light brown, where the colour of MPE-PF is a bit darker. The design variables are: • Saltcontent• Enzymesystem

For more information,ENTER No: 2607
29
Zasv
edog
ov, S
erbi
a
• AmountofaddedMPE• Meatcontent
The response variables are: • Cookingloss• Sliceability• Sensoryproperties• Slicecoherency• Totalplatecounts
the results After MPE was injected or tumbled into the processed meats, taste and aroma and properties such as colour, firmness, coherence, adhesion and cooking loss of the end product were preserved, while the sodium content was effectively reduced.
There were no differences identifi ed in either the raw meat batters or in the cooked sliced products. The cooking losses in all the samples were low, but there was a clear positive concentration noted after the addition of MPE.
It appears that it is possible to produce a ham product with fi ve percent less meat and only 1.6 percent salt, which is fully acceptable from a sensory pointof view. MPE-P and MPE-PFaddition also improves the ad-hesiveness of cooked cured ham.
enZYMe BeneFitsEnzymatically hydrolysed MPE offer a non-bitter meat taste to processed meat products, adding umami and sulfhydryl amino acids and allowing MSG to bereduced. MPE produced using the enzymatic solutions could enable replacement of 20 to 40 percent salt while maintaining fl avour.
The trend toward healthier food around the world is increa-sing as consumers are becoming savvy about what they put into their mouths.
Awareness of the health issues surrounding the excessintake of sodium from food hasencouraged food manufac-turers
to examine effective methods to reduce salt content of their products. Enzymically developed MPE helps to increase the nutritional value and reduce the salt content of process meat products, while overall improving process economy.
Enq
uiry
Num
ber
1136

Increased consumer demand, greater industry cognisance, changing lifestyle and business/trade entry requirements are some key drivers for growth of the Halal industry. By Dewi Hartaty Suratty, head, Halal certification strategic unit, Majlis Ugama Islam Singapura (Islamic Religious Council of Singapore)
OpportunitiesIn The
HalalMarket
Global
Halal has become a fast evolving industry globally. The value for Halal food and non-food goods and services market is estimated to be worth more than US$2 trillion globally, of which US$661 billion are from the Halal food sector alone.
Increased consumer demand, greater industry cognisance,
changing lifestyle and business/trade entry requirements are some key drivers for growth of the Halal industry.
This has resulted in major Halal developments worldwide, such as rising global competition a m o n g M u s l i m a n d n o n -Muslim countries to tap on the economic potential of the market,
Amru
fm, S
hah
Alam
, Mal
aysi
a
Luca
Bar
onci
ni, B
olza
no, I
taly
APFI MEAT & POULTRY 2011 30

Agar plates with APC sensor vial
2 ml and 15 ml APC sensor vials For more information,
ENTER No: 2608
strengthening of institutional mechanisms to promote and grow the industry, implementation of Halal certification programmes, development of Halal standards/guidelines, emergence of sub-sectors such as logistics and tourism as well as advancement o f re l a t e d re s e a rc h a n d development.
OppORtUnItIeSHalal is a niche market that companies can leverage on to further expand their market reach. In Singapore, the number of Halal-certified premises increased five-folds within the last 10 years from 533 in 2000 to 2,650 in 2010. More than 90 percent of the companies recorded increases in revenue on attaining Muis Halal certification.
It is projected that there will be about 5,000 Halal certified establishments in Singapore spanning across the food value chain by 2015. One of the impetuses for the growth is higher education and greater affluence among the Malay/Muslim community in Singapore.
More Muslims are now aware of the complexity of food production involving questionable ingredients and processing aids, and are seeking substantiated claims in the form of Halal certification. The community is well-travelled and have adopted taste for non-traditional and convenient Halal food products. Consumers are beginning to demand for healthier options, thus the need for companies t o e m b r a c e t h e c o n c e p t of ‘Halaalan Thoyyiban’ or ‘permissible and good’ in Arabic.
This inc ludes low sa l t sausages, Halal nutraceuticals and environmentally-friendly packaging. The burgeoning tourism industry in Singapore gives more opportunities for
for those that embark on the ‘Whole Plant’ Halal certification scheme.
CHallengeSSome key challenges that will affect the develop-ment of the Halal industry includes the availability of sustainable Halal raw materials, harmonisation of Halal standards, meeting consumer changing demands and increasing expectations, enhancing industry awareness, d e v e l o p i n g g o o d q u a l i t y Halal products, as well as building
companies to reach out to foreign Muslims in providing Halal food and Muslim-friendly services.
In 2010, Singapore saw a 20 percent increase in visitor arrivals with cumulative tourist receipts estimated at S$18.8 billion (US$15 billion). The top three international visitor-generating markets include Indonesia and Malaysia, which are Muslim-predominant countries.
Government agencies and trade organisations have imple-mented various initiatives and created opportunities/platforms
More Muslims are now aware of the complexity of food production involving questionable ingredients and processing aids, and are seeking substantiated claims in the form of Halal certification.
for companies to tap on the global market, including Halal. Through the GCC-Singapore Free Trade Agreement (FTA) concluded in December 2008, a clause was embedded to formally recognise the Muis Halal standards and mark.
Among others, the FTA aims to facilitate market access for Singapore Halal-certified products and provide tariff concessions. Small medium enterprises can apply for the incentive schemes provided by Spring Singapore such as the Local Enterprise Technical Assistance Scheme, SME Management Action for Results and the funding support
institutional capacity of industry players.
Government agencies, trade organisations and companies, play an important collective role in building a vibrant and relevant Halal industry that meets the needs and demands of the global Halal market.
This paper was presented by Ms Dewi Hartaty Suratty at the Malay Muslim Business Conference on ‘Globalising SMEs’, organised by the Singapore Malay Chamber of Commerce and Industry. The event on April 20, 2011, took place in Singapore.
Yopp
y, K
awas
aki,
Japa
n
31
Just before sending off that application for a Halal certification, manufacturers should stopover at a test lab to ensure that there are no impermissible substances in their product. By tjut Rostina
Halal Certification:
The
LabTest
the Middle East and even parts of China.
The term ‘Halal’ refers to all that is permissible in the Islamic faith. When considering to purchase food products, the Halal certification assures Muslim consumers that the product is free of ingredients that are impermissible for consumption, such as pork based ingredients and alcohol.
Before attaining the Halal certification, a manufacturer should approach an appointed test lab to get a report stating that the specific product is free of such elements. To understand further on the test procedures carried out at such a lab, APFI meets up with Chong Kok-Yoong, VP for food and pharmaceutical industries, and his team at Tüv Süd to find out more.
CHeCkpOInt at tHe laBThe tests for food at the lab range from raw material testing, such as agriculture products, right up to finished goods. In Singapore, the certification is controlled by Majlis Ugama Islam Singapura (MUIS), and lab tests would assist the verification of the product applying to have the endorsement of the Halal logo.
“We help them (manufacturers) in terms of the product testing. The whole certification process is handled by MUIS themselves,” says Mr Chong.
“We would give a test report, and with the test report they would submit it with the relevant application forms.”
He shares that elements to be tested for are pork-based ingredients, otherwise referred to as porcine ingredients. Other elements tested for would be alcohol, especially ethanol. Gelatine is another to watch out for, as it should not be pork related.
THe opportunities that the Halal food market represents has driven manufacturers to pursue the official Halal certification from relevant Islamic bodies, so as to gain access into countries with a demand for Halal products, such as Indonesia, Malaysia,
APFI MEAT & POULTRY 2011 32
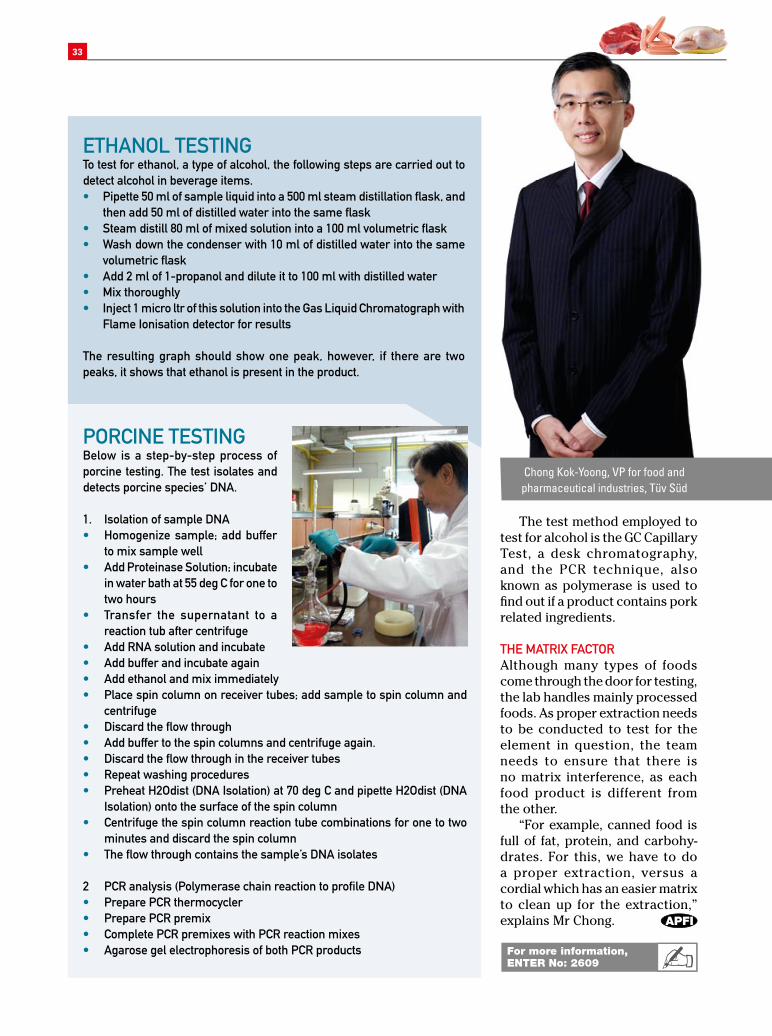
pORCIne teStIngBelow is a step-by-step process of porcine testing. the test isolates and detects porcine species’ Dna.
1. Isolation of sample Dna• Homogenize sample; add buffer
to mix sample well• add proteinase Solution; incubate
in water bath at 55 deg C for one to two hours
• transfer the supernatant to a reaction tub after centrifuge
• add Rna solution and incubate• add buffer and incubate again• add ethanol and mix immediately• place spin column on receiver tubes; add sample to spin column and
centrifuge• Discard the fl ow through• add buffer to the spin columns and centrifuge again.• Discard the fl ow through in the receiver tubes• Repeat washing procedures• preheat H2Odist (Dna Isolation) at 70 deg C and pipette H2Odist (Dna
Isolation) onto the surface of the spin column• Centrifuge the spin column reaction tube combinations for one to two
minutes and discard the spin column• the fl ow through contains the sample’s Dna isolates 2 pCR analysis (polymerase chain reaction to profi le Dna)• prepare pCR thermocycler• prepare pCR premix• Complete pCR premixes with pCR reaction mixes• agarose gel electrophoresis of both pCR products
etHanOl teStIngto test for ethanol, a type of alcohol, the following steps are carried out to detect alcohol in beverage items. • pipette 50 ml of sample liquid into a 500 ml steam distillation fl ask, and
then add 50 ml of distilled water into the same fl ask• Steam distill 80 ml of mixed solution into a 100 ml volumetric fl ask• Wash down the condenser with 10 ml of distilled water into the same
volumetric fl ask• add 2 ml of 1-propanol and dilute it to 100 ml with distilled water• Mix thoroughly• Inject 1 micro ltr of this solution into the gas liquid Chromatograph with
Flame Ionisation detector for results
the resulting graph should show one peak, however, if there are two peaks, it shows that ethanol is present in the product.
For more information,ENTER No: 2609
Chong Kok-Yoong, VP for food and pharmaceutical industries, Tüv Süd
The test method employed to test for alcohol is the GC Capillary Test, a desk chromatography, and the PCR technique, also known as polymerase is used to fi nd out if a product contains pork related ingredients.
tHe MatRIX FaCtORAlthough many types of foods come through the door for testing, the lab handles mainly processed foods. As proper extraction needs to be conducted to test for the element in question, the team needs to ensure that there is no matrix interference, as each food product is different from the other.
“For example, canned food is full of fat, protein, and carbohy-drates. For this, we have to do a proper extraction, versus a cordial which has an easier matrix to clean up for the extraction,” explains Mr Chong.
33

India’s Meat & Meat Products On The RiseMeat and meat products are projected to expand by 20 percent on average per annum over 2011-2016. By Euromonitor
Market Report:
Meat and meat products in India increased by cumulative 503 percent between 2000 and 2010 to reach INR 305 billion (US$6.7 billion) by the end of the review period, fuelled by the increasing living standards of the population and increasing demand for meat, as well as enhancements in productivity of the processing of meat.
Sales grew by 21 percent on average per annum over the review period, mostly fuelled by
the increasing consumption of households that generated 72 percent share of revenue in 2010.
In India, per capita consump-tion of meat is low by international standards, though it increased from 870 grm in 2000 to 2 kg in 2009. Poultry meat is the fastest-growing product category, followed by buffalo meat; while all meat was mostly delivered hot (cooked).
Goat/sheep meat is marketed in villages by slaughtering one
or two animals once a week or on special occasions, and the realisation of skin, blood and other by-products is poor.
TurnovEr For LocaLs GoEs up The turnover of local producers constituted 92 percent of total sales in 2010, up from 70 percent in 2002, and followed a marginally faster pace than meat and meat products overall; 22 percent on average per annum over the review period.
The turnover of local meat and meat products’ producers was mainly constituted by raw meat, accounting for 42 percent share of turnover in 2010, up from 40 percent in 2000. Revenue from poultry products represented 17 percent of total turnover, up from 14 percent in 2000.
The estimated production volume surpassed 6.09 million tonnes, shifting India to fifth position in the world by output. Buf falo contributed about 30 percent of total output (by quantity). The contribution of cattle meat was estimated at 31 percent, poultry 13 percent, goats 10 percent, pigs 10 percent and sheep five percent.
procEssEd MEaT & pouLTryProcessed meat and poultry products constituted 42 percent of total turnover in 2010. Although the sector vastly expanded, it did not manage to reach the level of other countries; barely one percent of total meat produced was used for processed products, mainly producing ham, sausages and patties for the country’s elite buyers that could afford such products. The main players in the sector were Venky and Government Bacon Factories.
IMporTs To IndIaImported products’ value share of overall sales constituted 14
Miro
slav
Sár
icka
, Prie
vidz
a, S
lova
kia
APFI MEAT & POULTRY 2011 34

For more information,ENTER No: 2610
percent in 2010, but over the review period greatly varied; from virtually zero percent share in 2000 to the maximum of 19 percent in 2007.
In 2009, imported production decreased by 14 percent due to overall global slowdown as well as unfavourable weather conditions, while 2010 was not marked with the steep rebound of growth as well (seven percent growth).
Most meat and meat products came from Australia (38 percent of total imports in 2010), South Africa (13 percent), Spain (eight percent), New Zealand (six percent) and the US (six percent). Interestingly, while New Zealand and Australia remained the signi-
The demand for Indian export of buffalo meat was growing at the fastest pace, mainly outpacing competitor countries by cost competitiveness, organic nature and less fat. The buffalo meat share in total meat exports was more than 90 percent (in value terms) followed by a three percent share of sheep and goat meat.
Exports of pork, poultry meat and processed meat were negligible. Vietnam was the favourite export destination in 2010, accounting for 24 percent of the total exports; Malaysia was responsible for 10 percent (mainly buying Halal buffalo meat), while Saudi Arabia, Egypt and Philippines constituted respective shares of nine percent, eight percent, seven percent.
Fifteen export-oriented modern combined slaughterhouses and meat processing plants registered with the Agricultural Processed Food Export Development Agency (APEDA), Ministry of Commerce, handle the overall exports of meat and meat products in India. Additionally, there were 35 meat processing and packaging units, which took care of the carcasses
that came from the government approved municipal slaughter houses for exports over the review period.
ThE nExT dEcadEMeat and meat products are projected to expand by 20 percent on average per annum over 2011-2016. The key challenges for the industry will be the organisation in terms of global quality standards and regulatory bottlenecks.
However, with rapid urbani-sation, higher income levels and changes in lifestyles, the demand for processed meat and meat products should grow further, while the supply should continue working on increases in productivity.
Presently, the most notable tendencies are the replacement of bullocks by tractors for the field operations, and searching for the high milk-yielding crossbreds and buffalos to replace low produc-tivity breeds of local cattle.
ficant importers of meat and meat products to India over the whole review period, South Africa, Spain and the US established their positions only in recent years (2008-2010 mostly).
FroM IndIa To asIaExports of meat and meat products were relatively stable over the review period averaging nine percent of total product output and reaching the share of 12 percent in 2010. The value of exported production grew at 27 percent on average per annum.
The demand for Indian export of buffalo meat was growing at the fastest pace, mainly outpacing competitor countries by cost competitiveness, organic nature and less fat.
Bruc
e Tu
ffin,
Bal
catta
, Aus
tralia
35
ENTER PRODUCT ENQUIRY NUMBERS HERE FOR FAST INFORMATION!
Name: (Surname) ___________________________________________________
(Given Name) _______________________________________________________
Company: __________________________________________________________
Job Title: ___________________________________________________________
Business Address: _______________________________________________________________ Country: _________________
Email: _____________________________ Telephone: ___________________________ Fax: ___________________________
THE NUMBER OF EMPLOYEES AT OUR COMPANY/FACTORY IS
1 ❑ 1-9 2 ❑ 10-49 3 ❑ 50-99 4 ❑ 100-299 5 ❑ 300-499 6 ❑ 500 or more
MY JOB FUNCTION IS
❑ 34 Senior Management❑ 35 General Management❑ 22 Production Engineering ❑ 31 QA/AC
❑ 28 Packaging Engineering❑ 29 Process Engineering❑ 6 Consultancy/R&D❑ 14 Marketintg/Sales
❑ 32 Purchasing/Procurement/Sourcing❑ 36 Maintenance Engineering❑ 36 Academic
MAIN INDUSTRY SECTOR
❑ 5 Confectionery, Snacks & Tibits❑ 4 Fish, Crustaceans Molluscs, Seafood, and Preparations Thereof❑ 11 Beverages - Non Alcoholic and Alcoholic❑ 3 Vegetables & Fruits❑ 6 Edible Oils and Fats
❑ 10 Coffee, Tea, Cocoa, Spices and Manufactures Thereof❑ 1 Dairy & Milk Products❑ 2 Meat & Meat Preparations❑ 7 Additives/Flavours/Seasoning❑ 8 Condiments & Sauces, Sugar, Sugar Preparations & Honey
❑ 13 Cereals & Cereal Preparation❑ 14 Multiple Edible Products & Preparations❑ 9 Flour/Vermicelli❑ 12 Lubricants & Chemicals❑ 15 OTHERS (please specify)________________________________________________
MAIN COMPANY'S ACTIVITY
❑ 84 Food/Beverage Manufacturer❑ 72 Manufacturer/Distributor of Process- ing Machinery and Equipment❑ 30 Manufacturer/Distributor of Packaging Machinery and Materials
❑ 81 Ingredients & Additives Supply❑ 85 Storage Handling & Distribution❑ 80 Raw Material Supply❑ 88 Distributors and Retailers of Food Products
❑ 86 Design/Consultancy Services❑ 75 Research institutions, Trade Associations, Government Bodies, Statutory Boards, etc❑ 77 Embassies and Trade Commissions❑ 78 OTHERS (please specify) ________________________________________________
Do you want to receive (continue to receive) Asia Pacifi c
Food Industry? ❑ YES ❑ NO(Not valid without signature)
Signature _____________________ Date_____________
❑ Tick one box only✔
❑ Tick one box only✔
❑ Tick one box only ✔
READER INFORMATION
❑ 27 OTHERS (please specify) _______________________________________________________________________________________________________________
www.apfoodonline.com
Please PRINT IN CAPITAL LETTERS and fax to: 65-6379 2806 (Singapore), post to: The Circulation Executive, Circulation Department Eastern Trade Media Pte Ltd, 1100 Lower Delta Road, EPL Building #02-02, Singapore 169206 or SUBMIT ONLINE.
YOUR READER I/D NO. ______________________________
(Refer to Advertising Index for Advertisers’ enquiry numbers)
❑ Processing Equipment & Solutions ❑ Packaging Tools & Machinery ❑ Ingredients & Additives ❑ Software & ApplicationsTYPE OF PRODUCTS WE NEED TO PURCHASE IN THE NEXT 6 MONTHS
(To be fi lled by non-subscribers only)
ENTER INFORMATION CARD NUMBERS
APFImeat
2011/12www.apfoodonline.com
poultry&
Portioning
Coating
Frying
Cooking
Freezing & Chilling
Refrigeration
Complete integrated processing solutions?Talk to JBT FoodTech.
Frigoscandia | Stein | DSI | Double D
www.jbtfoodtech.com
John Bean Technologies Singapore Pte. Ltd.
20 Harbour Drive, #04-02 PSA VistaSingapore 117612Phone: +65 67766 220Fax: +65 67766 229
JBT FoodTech is about developing better ways to help you create successful food products, while giving you the lowest Cost of Ownership.
We can provide you with flexible, customised solutions for portioning, coating, frying, cooking, baking, freezing, chilling and proofing to match your toughest demands for application, quality and throughput.
These include the Stein range of in-line coating and frying equipment, the Frigoscandia range of spiral freezers and coolers, and the DSI slicing and portioning systems.
And since we’ve added the Double D line of custom built cookers and searer/grill markers to our portfolio we can offer more complete flexible solutions, all backed up by fully comprehensive After Market Support.
Enquiry Number 1138