Embed Size (px)
Citation preview

This article was downloaded by: [Northeastern University]On: 10 October 2014, At: 19:50Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number:1072954 Registered office: Mortimer House, 37-41 Mortimer Street,London W1T 3JH, UK
International Journal ofProduction ResearchPublication details, including instructions forauthors and subscription information:http://www.tandfonline.com/loi/tprs20
Applying the network flowmodel to evaluate an FMC'sthroughputTai-Yui Wang & Yue-Li ChenPublished online: 14 Nov 2010.
To cite this article: Tai-Yui Wang & Yue-Li Chen (2002) Applying the networkflow model to evaluate an FMC's throughput, International Journal of ProductionResearch, 40:3, 525-536, DOI: 10.1080/00207540110068808
To link to this article: http://dx.doi.org/10.1080/00207540110068808
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of allthe information (the “Content”) contained in the publications on ourplatform. However, Taylor & Francis, our agents, and our licensorsmake no representations or warranties whatsoever as to the accuracy,completeness, or suitability for any purpose of the Content. Any opinionsand views expressed in this publication are the opinions and views ofthe authors, and are not the views of or endorsed by Taylor & Francis.The accuracy of the Content should not be relied upon and should beindependently verified with primary sources of information. Taylor andFrancis shall not be liable for any losses, actions, claims, proceedings,demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, inrelation to or arising out of the use of the Content.
This article may be used for research, teaching, and private studypurposes. Any substantial or systematic reproduction, redistribution,reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access

and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

int. j. prod. res., 2002, vol. 40, no. 3, 525±536
Applying the network ¯ow model to evaluate an FMC’s throughput
TAI-YUI WANGy* and YUE-LI CHENz
An increasingly competitive environment and the changing customers’ preferencehave forced manufacturers to ®nd ways to increase productivity. The cellularmanufacturing system has proved to be an alternative for improving manufactur-ing e� ciency and increasing productivity. A major problem in implementing anFMC is how to evaluate its total throughput e� ciently. In this paper, we apply anetwork ¯ow model to select di� erent machines in an FMC. This network ¯owmodel can be used in a processing environment with multiple available routingsand obtain the maximum total throughput. In addition, two numerical examplesare demonstrated to illustrate the use of this model. The results show that thenetwork ¯ow model established in this paper provides a simple and powerful toolwhen evaluating di� erent machine con®gurations with limited information avail-able. That is, only the operating routings and operating time are required whenusing the network ¯ow model.
1. IntroductionA Flexible Manufacturing System (FMS) can provide the competitive advantage
for manufacturers to respond to volume and high variety demands. However, imple-menting a manufacturing process that is ¯exible enough and can prevent the systemfrom declining or losing its extension simultaneously is an important issue. Amongdi� erent methods, constructing a ¯exible manufacturing cell (FMC) is an alternativeto be chosen. To implement an FMC, we encounter the machine selection problem,i.e., choosing the feasible machines. In the selection process, some factors are takeninto account, for example, purchasing cost, maintenance, reliability and productionrate. However, almost all the advanced manufacturing equipment is expensive andhighly automated. In addition, the ultimate purpose of an FMC is to increase the¯exibility of a manufacturing system and to satisfy the market demand simul-taneously. Some areas such as engineering design, process planning, plant layoutand production planning and control are a� ected and improved due to the partfamily identi®cation or cell formation is implemented when referring to the grouptechnology (GT) and cellular manufacturing (CM) (Suresh and Kay, 1998). Thus,the machine selection process could a� ect the e� ciency of the FMC.
For the machine selection problem in cell formation, Mohamed (1996) developeda ¯exible approach to aid in selecting and grouping parts into families and machinesinto FMCs. Beaulieu et al. (1997) proposed a heuristic algorithm to solve the cellformation and machine selection problems for the design of a new cellular manu-
International Journal of Production Research ISSN 0020±7543 print/ISSN 1366±588X online # 2002 Taylor & Francis Ltd
http://www.tandf.co.uk/journals
DOI: 10.1080/00207540110068808
Revision received April 2001.{ Department of Industrial Management Science, National Cheng Kung University,
Tainan, 701, Taiwan.{ Department of Industrial Engineering and Management, Yung Ta College of
Technology and Commerce, Pingtung, Taiwan.* To whom correspondence should be addressed. e-mail: [email protected]
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

facturing system. In regard to the engineering design stage, Lin and Yang (1996)applied the analytic hierarchy process to select the most suitable machines for themanufacturing process of particular types of part, and Wang et al. (2000) con-structed a fuzzy multiple attributes decision-making approach to evaluate themachine selection alternatives in FMC. In addition Lee and Kim (1999) focusedon the part selection and machine selection of scheduling problem in an FMS, Seoand Egbelu (1999) aimed to developing a manufacturing planning methodology foran AGV-based automated manufacturing system. For the machine selection inadvanced manufacturing technologies, Gutierrez and Sahinidis (1996) determinedthe number of machines for each stage of a JIT system by minimizing production,imbalance and investment cost. Perego and Rangone (1998) summarized the selec-tion techniques into two major categories, discounted cash ¯ows analysis and multi-attribute decision-making problem. There is some research into the machine selec-tion problems. Schmidt and Grossmann (1996) presented some models for the opti-mal scheduling of testing tasks in the new product development process. Braglia andPetroni (1999) have done e� orts in selecting industrial robots. Subramaniam et al.(2000) proposed three machine selection rules to improve the scheduling perform-ance of dispatching rules in a dynamic job shop. However, concerning the evaluationof machine selection alternatives of an FMC, the approach suggested by Wang et al.(2000) seems too complicated to use for the small-media business.
Marsh et al. (1999) have pointed out that measuring output at the cell level ismore practical than the plant level. Thus, the total throughput becomes an importantand comparative scale when selecting the candidate machines of an FMC. However,with respect to evaluation of throughput, many studies have focused on the evalua-tion of production rate in a production line but paid less attention to the throughputof an FMC. Some methods such as the decomposition method have developed,Dallery et al. (1988, 1989) ®rstly analyzed transfer line with unreliable machinesand ®nite bu� ers. Then, Xie (1993), Dallery and Bihan (1999) have made someimprovement for the related topic. As for Yamashita and Altiok (1998) , they con-cerned with ®nding minimum-total-bu � er allocation problem by using decomposi-tion method to approximate the system throughput. Jeong and Kim (1998) presenteda method based on the decomposition method to evaluate the performance of a tree-structured assembly/disassembly system. Other methods such as stochastic modelsand the Petri net techniques have also been used to approximate or to obtain thelower and upper bounds of the output in a production line. In this area, Kim andAlden (1997) constructed a model to manage throughput variability with determi-nistic processing time and random downtimes. Liu (1998) provided a stochastictimed Petri nets method to measure the performance of production system. WhilePapadopoulos (1998) derived an approximate analytic formula for the calculation ofthe mean throughput of a multiple stations production line. These e� orts involvemore complicated and di� cult methods and cannot directly obtain an exact totalthroughput. Consequently, it is necessary to develop an easy and e� cient method toevaluate the throughput of an FMC.
To implement an FMC with maximum total throughput, a directed networkmodel is built in this paper to represent di� erent routings of each part processedin the FMC. Only a few applications of the maximum ¯ow model have been found inmanufacturing or production compared to the theoretical research that is related tothe improvement of model formulation or solution to algorithm. Khaliquzzamanand Subhash (1997) constructed a network ¯ow programming model for the sizing of
526 T.-Y. Wang and Y.-L. Chen
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

reservoirs in a multiple reservoir design problem. However, in their model, the maxi-mum ¯ows in arcs are considered but the aggregate objective is written using thestructure of minimum cost ¯ow problem. Moreover, there is no research related tousing the maximum ¯ow principle to evaluate the total throughput in an FMC untilnow. A network ¯ow model is introduced for obtaining the maximum performanceof a throughput evaluation problem in an FMC.
2. Problem description and assumptionsSelecting suitable machines is an important issue for constructing an FMC.
Screening the function of machines would provide some machine con®gurationalternatives. Then those alternatives are evaluated to ®nd the best machine con®g-uration that not only can perform the desired operations, but also can provide themaximum total throughput. Thus, how to ®nd the best con®guration alternativewith the maximum total throughput is the key step to successful implementationof an FMC.
The following assumptions are required for the maximum throughput evaluationmodels:
(1) There is only one major part family considered in an FMC.(2) The material handling facilities (such as robots) can suf®ciently meet all
service requirements.(3) The capacity of each machine type is known.(4) There will be M ‡ 1 buffers or decouplers in the FMC if there are M
machine types such as CNC milling machine, CNC lathe and drillingmachine.
(5) Each machine type can have more than one machine in the FMC.(6) There is no defective part during the manufacturing process.(7) None of machines perform assembly or disassembly operations.(8) All the parts that are processed by machine type j ¡ 1 will be put in buffer j
after the operation is completed.
3. Model formulationDue to the processing sequence is an important issue to be resolved in most cases
± the multiple routings are usually allowed for each part in practice. Thus, a suitablemodel that can provide the maximum total throughput and represent concisely andclearly the di� erent routings of di� erent parts when the parts have multiple alter-native routings is needed.
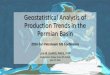
3.1. Notations in network ¯ow modelA directed network based on the maximum ¯ow principle is shown in ®gure 1.In ®gure 1, the nodes represent the decouplers or bu� ers that have in®nite
capacity, the arcs represent the ¯ow of parts processed which is constrained bymachine capacity, and the paths from node 1 to node M ‡ 1 represent the routingsof parts.
From the productivity point of view, the maximum throughput can be obtainedif the maximum ¯ow of the network is achieved. Thus, the maximum ¯ow representsthe maximum total throughput of parts that an FMC can serve.
Corresponding to the above network, the notations used in this model is shownand explained as below.
527Evaluating an FMC’s throughput
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

M total number of machine types in an FMC,
j node j denotes a bu� er or decoupler in the network, j ˆ 1 represents the
input station and j ˆ M ‡ 1 represents the output station,
K total number of parts in the part family,
uj capacity for machine type j (minutes/day),
nj number of machine for machine type j,
tjk processing time of part k on machine j,xijk ¯ow of part k to be processed by machine type j ¡ 1 from any node i,
yi;M‡1;k assistant variable,
=
yi;M‡1;k 6ˆ 0; if the last process of part k is performed by the
machine type other than type M and part k isproduced
yi;M‡1;k ˆ 0; otherwise:
8>>><
>>>:
3.2. Maximum throughput network model
In the case that the parts have multiple possible routings our maximum through-
put model can be formulated as follows:
MaximumXM‡1
jˆ2
XK
kˆ1
x1jk …1†
Subject toXM‡1
jˆ1j 6ˆi
xijk ˆXM‡1
jˆ1j 6ˆi
xjik; 8k ˆ 1; . . . ; K ; i 6ˆ 1; i 6ˆ M ‡ 1; …2†
528 T.-Y. Wang and Y.-L. Chen
M+1
inputstation output
stat ion
x ijk
Figure 1. A directed network based on the maximum ¯ow principle.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

XM‡1
jˆ2
XK
kˆ1
x1jk ˆXM
iˆ1
XK
kˆ1
xi;M‡1;k ‡XM
iˆ1
XK
kˆ1
yi;M‡1;k; …3†
XM‡1
iˆ1
XK
kˆ1
xijktj¡1;k µ nj¡1uj¡1; j ˆ 2; . . . ; M ‡ 1; …4†
xijk 2 integer; i ˆ 2; . . . ; M ‡ 1; j ˆ 1; . . . ; M ‡ 1; k ˆ 1; . . . ; K ; …5†
yi;M‡1;k 2 integer: …6†
The constraint set (2) is introduced to retain the input part ¯ow which is equal tothe output part ¯ow. And equation (3) indicates that all the part ¯ow inputted intothe network will be merged into the ®nal output station. The assistant variableyi;M‡1;k is used to guarantee that all parts can be sent into the output position(node M ‡ 1). And its value has been described in section 3.1.
Equation set (4) indicates the ®nite capacity of each machine type. Equation set(5) means that the part ¯ow processed should be an integer and xijk ˆ 0 if machinetype j ¡ 1 is not used by part k or arc (i; j† does not exist in path(routing) of part k.Since not all parts will pass through the last operation, a variable yi;M‡1;k should beadded to the model. In addition, yi;M‡1;k represents the part ¯ow at the same time,therefore it must be an integer shown in equation set (6).
If the decision makers request a lower limit of throughput of each part, a con-straint set such as Equation set (7) is required.
XM‡1
jˆ2
x1jk ¶ pk; for all k: …7†
Although there will be at most …K† £ …M ‡ 1† £ …M ‡ 1† £ K £ M variables inthe model, the majority of variables may not exist or can be assigned to 0 and then asoftware package such as LINDO can be used to solve it. Owing to the inherentlimitation of a maximum ¯ow network, a cycle should not be formed in the network.So, care must be taken that the multiple alternate routings will not result in a cyclewhile using the model.
3.3. Simpli®ed model for maximum total throughputA simpli®ed Integer Programming (IP) model is constructed when the processing
sequence of each part is neglected. The notation used in formulating the IP model arelisted as follows:
M total number of machine types in an FMC,K total number of parts in the part family.uj capacity for machine type j (minutes/day).nj number of machines for machine type j.tjk processing time of part k on machine type j.
Let y1, y2; . . . ; yK denote the quantity of each part to be produced, then the modelbecomes:
529Evaluating an FMC’s throughput
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

MaximumXK
kˆ1
yk
subject toXK
kˆ1
yktjk µ njuj ; 8j; j ˆ 1; . . . ; M ; …8†
yk 2 integer; k ˆ 1; . . . ; K :
Equation (8) represents the total output amount that is constrained by the totalavailable capacity of machines.
4. Numerical examplesTwo numerical examples are presented to illustrate the above models. The ®rst
example deals with the case of an FMC with ®ve machine types and a part familywith ®ve parts to be served, each of which is processed through a ®xed routing. Thesecond example discusses the case of multiple alternate routings for each part.
4.1. Example 1: each part has only a ®xed routingAssume that there is an alternative that includes ®ve di� erent machine types
…M ˆ 5†: m1; m2; m3; m4; m5 in the FMC. Corresponding to each machine type, thenumber of machines n1; n2; n3; n4; n5, are 1, 1, 2, 1, 2 respectively. So, we have ®vedi� erent part types (K ˆ 5) operated by the FMC and all the routings of the partsare described in table l, with the numbers indicating the processing order of each partand the symbol `X’ means that the operation is not needed.
This implies that the following paths are held in the network.
Part 1: m1m2m3m4m5 ‰x121 ! x231 ! x341 ! x451 ! x561 Š;Part 2: m1m3m4m5 ‰x122 ! x242 ! x452 ! x562 Š,Part 3: m2m3m4 ‰x133 ! x343 ! x453 ! y563 Š,Part 4: m1m3m2m5 ‰x124 ! x244 ! x434 ! x364 Š,Part 5: m3m4m5 ‰x145 ! x455 ! x565 Š.
The capacity of the di� erent machine types are (u1; u2; u3; u4; u5† ˆ …1200, 1150,1000, 1300, 950). In addition, the minimum output requirement for each part is 100units.
The processing time, tjks (minutes per unit) of all parts are shown in table 2.The methods discussed in sections 3 can be used to solve the machine selection
problem.
530 T.-Y. Wang and Y.-L. Chen
Machine types:
Part types m1 m2 m3 m4 m5
Part 1 1 2 3 4 5Part 2 1 £ 2 3 4Part 3 £ 1 2 3 £Part 4 1 3 2 £ 4Part 5 £ £ 1 2 3
Table 1. The routings of the ®ve part types.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

4.1.1. Solved by simpli®ed model
The IP model and solution corresponding to the example are described as below:
maximum y1 ‡ y2 ‡ y3 ‡ y4 ‡ y5;
subject to 1:0y1 ‡ 1:0y2 ‡ 1:2y4 µ 1200;
1:5y1 ‡ 1:5y3 ‡ 1:4y4 µ 1150;
1:0y1 ‡ 1:1y2 ‡ 1:2y3 ‡ 1:0y4 ‡ 1:2y5 µ 2 £ 1000;
0:8y1 ‡ 0:7y2 ‡ 0:8y3 ‡ 0:7y5 µ 1300;
0:5y1 ‡ 0:6y2 ‡ 0:5y3 ‡ 0:4y4 ‡ 0:6y5 µ 2 £ 950;
y1 ¶ 100; y2 ¶ 100; y3 ¶ 100; y4 ¶ 100; y5 ¶ 100:
After solving the problem via software package LINDO, we obtain the optimal
total throughput of 1821 units and optimal throughput of each part per day. Theresults are shown in table 3.
From table 3, we can see that Part 1 has the maximum throughput which equals
to 573 while Part 3 and Part 4 merely satisfy the minimum requirement of 100 units.
4.1.2. Solved by network ¯ow model
When the network model is applied to solve the problem, the model becomes:
531Evaluating an FMC’s throughput
Operating time
Machine types:Parts m1 m2 m3 m4 m5
Part 1 1.0 1.5 1.0 0.8 0.5Part 2 1.0 £ 1.1 0.7 0.6Part 3 £ 1.5 1.2 0.8 £Part 4 1.2 1.4 1.0 £ 0.4Part 5 £ £ 1.2 0.7 0.6
Table 2. The processing time of all parts used inExample 1.
Parts (variables) Throughput
Part 1 (y1) 573Part 2 (y2) 507Part 3 (y3) 100Part 4 (y4) 100Part 5 (y5) 541
Total throughput(y1 ‡ y2 ‡ y3 ‡ y4 ‡ y5† 1821
Table 3. The optimal solution ofExample 1 by using IP model.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

maximum x121 ‡ x122 ‡ x124 ‡ x133 ‡ x145 ;
subject to x121 ‡ x122 ‡ x124 ‡ x133 ‡ x145 ˆ x561 ‡ x562 ‡ x563 ‡ x364 ‡ x565 ;
x231 ˆ x121 ; x242 ˆ x122 ; x244 ˆ x124 ; x341 ˆ x231 ; x343 ˆ x133;
x364 ˆ x434 ; x451 ˆ x341 ; x452 ˆ x242 ; x453 ˆ x343 ; x434 ˆ x244;
x455 ˆ x145 ; x561 ˆ x451 ; x562 ˆ x452 ; x563 ˆ x453 ; x565 ˆ x455;
1:0x121 ‡ 1:0x122 ‡ 1:2x124 µ 1200;
1:5x231 ‡ 1:5x133 ‡ 1:4x434 µ 1150;
1:0x341 ‡ 1:1x242 ‡ 1:2x343 ‡ 1:0x244 ‡ 1:2x145 µ 2 £ 1000;
0:8x451 ‡ 0:7x452 ‡ 0:8x453 ‡ 0:7x455 µ 1300;
0:5x561 ‡ 0:6x562 ‡ 0:5x563 ‡ 0:4x364 ‡ 0:6x565 µ 2 £ 950;
x121 ¶ 100; x122 ¶ 100; x124 ¶ 100; x133 ¶ 100; x145 ¶ 100:
In addition, in solving the problem, we obtain the optimal solution shown intable 4.
Comparing table 4 with table 3, we ®nd that the network model and the IP modelyield the same result in the one routing case. The decision maker can then applyeither the simpli®ed IP model or network ¯ow model to obtain the maximum totalthroughput and each part’s throughput of one speci®c machine con®guration.
4.2. Example 2: each part has multiple alternative routingsThe data required are shown in table 5 and the corresponding paths are described
as below.
Part 1: m1-m2-m3-m4-m5 ‰x121 ! x231 ! x341 ! x451 ! x561 ŠPart 2: m1-m3-m4-m5 ‰x122 ! x242 ! x452 ! x562 Š
or m1-m2-m4-m5 ‰x122 ! x232 ! x352 ! x562ŠPart 3: m2-m3-m4-m5 [x133 ! x343 ! x453 ! x563 Š
532 T.-Y. Wang and Y.-L. Chen
Variables Throughput Variables Throughput
Part 1 x121 573 Part 2 x122 507x231 573 x242 507x341 573 x452 507x451 573 x562 507x561 573
Part 3 x133 100 Part 4 x124 100x343 100 x244 100x453 100 x434 100x563 100 x364 100
Part 5 x145 541 Totalthroughput 1821
x455 541x565 541
Table 4. The optimal solution of Example 1 by using network model.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

Part 4: m1-m3-m2-m5 ‰x124 ! x244 ! x434 ! x364 ŠPart 5: m3-m4-m5 ‰x145 ! x455 ! x565Š
or m1-m4-m5 [x125 ! x255 ! x565 Š
4.2.1. Solved by network ¯ow modelThe IP model introduced before cannot solve this problem. Thus the network
model is used and the network model becomes:
maximum x121 ‡ x122 ‡ x124 ‡ x133 ‡ x125 ‡ x145 ;
subject to x121 ‡ x122 ‡ x124 ‡ x133 ‡ x145 ˆ x561 ‡ x562 ‡ x563 ‡ x564 ‡ x565 ;
x231 ˆ x121 ; x242 ‡ x232 ˆ x122; x244 ˆ x124 ; x255 ˆ x125 ; x341 ˆ x231;
x343 ˆ x133 ; x354 ˆ x434; x352 ˆ x232 ; x451 ˆ x341; x452 ˆ x242 ;
x453 ˆ x343 ; x434 ˆ x244; x455 ˆ x145 ; x561 ˆ x451; x562 ˆ x452 ‡ x352;
x563 ˆ x453 ; x565 ˆ x455 ‡ x255
1:0x121 ‡ 1:0x122 ‡ 1:2x124 ‡ 1:2x125 µ 1200;
1:5x231 ‡ 1:6x232 ‡ 1:5x133 ‡ 1:4x434 µ 1150;
1:0x341 ‡ 1:1x242 ‡ 1:2x343 ‡ 1:0x244 ‡ 1:2x145 µ 2 £ 1000;
0:8x451 ‡ 0:7x452 ‡ 0:7x352 ‡ 0:8x453 ‡ 0:7x455 ‡ 0:7x255 µ 1300;
0:5x561 ‡ 0:6x562 ‡ 0:5x563 ‡ 0:4x364 ‡ 0:6x565 µ 2 £ 950;
x ¶ 100; x122 ¶ 100; x124 ¶ 100; x133 ¶ 100; x145 ‡ x125 ¶ 100;
xijk 2 integer:
The network model can e� ciently solve this multi-routings problem and gain theoptimal solution. The solution is described in table 6.
In table 6, the maximum objective function value or maximum total throughputis 2262 units per day. The amount of each part processed are listed in detail. We can®nd that only one routing among existed two has been implemented for Part 2.While for Part 5, the throughput of 1478 units is processed separately from twopossible routings Ð one contributes 357 and the other contributes 1121 units.
Thus, The maximum total throughput of an FMC with multiple alternativeroutings can be easily obtained. So the manager can choose the one that provides
533Evaluating an FMC’s throughput
Operating time
Machine types:Parts m1 m2 m3 m4 m5
Part 1 1.0 1.5 1.0 0.8 0.5Part 2 1.0 1.6 1.1 0.7 0.6Part 3 £ 1.5 1.2 0.8 0.5Part 4 1.2 1.4 1.0 £ 0.4Part 5 1.2 £ 1.2 0.7 0.6
Table 5. The processing time of all parts used inExample 2.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

the largest total throughput among all machine con®gurations. On the other hand,the production manager may intend to improve the utility or capacity of machinesvia some techniques such as quality control, maintenance management etc. When itis considered, a sensitivity analysis relates to the capacity improvement is performed.
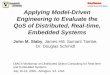
4.2.2. Sensitivity analysisTo present the modi®cation of total throughput of the FMC we consider the 20
di� erent situations. Because increasing the machining capacity is not an easy task,we assume that the possible increments are from 1% to 20% and the results areshown in table 7 and ®gure 2.
Observing the table and ®gure, we ®nd that the best contribution is from theincreasing capacity of machine 4 and 3 while increasing capacity of machine 1 and 5have little contribution in total throughput. Thus, a manager can use our network¯ow model to evaluate the possibility of improving capacity for every alternativemachine con®guration.
5. Concluding remarksThe network ¯ow model and the IP model are proposed to evaluate the maxi-
mum total throughput of an FMC. By analyzing the numerical examples, we ®ndthat in the case of ®xed routing (example 1) both the IP model and network ¯owmodel can solve the problem and obtain the same results. In the case of multipleroutings (example 2), only the network model is suitable.
The results from example 1 and example 2 show that the maximum totalthroughput for the case of multiple alternate routings (2262) is more than that ofthe ®xed routing case (1821).
Thus, our network ¯ow model can evaluate e� ectively the maximum throughputof a constructed FMC. Although the simple integer programming model can also
534 T.-Y. Wang and Y.-L. Chen
Variables Throughput Variables Throughput
Part 1 x121 100 Part 2 x122 150x231 100 x232 150x341 100 x352 150x451 100 x562 150
x242 0x561 100
x452 0
Part 3 x133 100 Part 4 x124 434x343 100 x244 434x453 100 x434 434x563 100 x364 434
Part 5 x125 357 Totalthroughput 2262
x255 357x145 1121x455 1121x565 1478
Table 6. The optimal solution of Example 2 by using network model
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

obtain the maximum throughput, it is e� cient only when the routing for each part is®xed. On the other hand, our network ¯ow model is also a linear model with integervariables and can deal with more complex problems.
In summary, although the maximum ¯ow network in our model contains inher-ent limit, the proposed models can indeed obtain the exact optimal total throughputof an FMC with only the data about operating routing and operating time of parts.Thus, a decision maker can apply our network ¯ow model to evaluate the di� erentalternative machine con®gurations and choose the better machine alternatives easily.
535Evaluating an FMC’s throughput
The percentageof capacity to Change Change Change Change Changebe increased machine 1 machine 2 machine 3 machine 4 machine 5
0 2262 2262 2262 2262 22621 2267 2262 2270 2272 22622 2272 2263 2279 2280 22623 2277 2264 2287 2290 22624 2282 2265 2296 2299 22625 2287 2265 2304 2308 22626 2292 2266 2313 2317 22627 2297 2266 2321 2326 22628 2302 2267 2327 2336 22629 2308 2267 2333 2345 2262
10 2313 2268 2340 2354 226211 2318 2268 2346 2363 226212 2322 2269 2352 2372 226213 2326 2270 2359 2382 226214 2330 2271 2365 2390 226215 2333 2271 2371 2400 226216 2337 2272 2378 2409 226217 2341 2272 2384 2418 226218 2345 2273 2390 2427 226219 2349 2273 2397 2437 226220 2352 2274 2403 2446 2262
Table 7. The total throughputs due to the change of each one machine.
Figure 2. The increment of total throughputs due to the change of each machine.
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014

References
Beaulieu, A., Gharbi A. and Ait-Kadi, 1997, An algorithm for the cell formation and themachine selection problems in the design of a cellular manufacturing system.International Journal of Production Research, 35(7), 1857±1874.
Braglia, M. and Petroni, A., 1999, Evaluating and selecting investments in industrialrobots. International Journal of Production Research, 37(18), 4157±4178.
Dallery, Y. and Bihan, H. L., 1999, An improved decomposition method for the analysis ofproduction lines with unreliable machines and ®nite bu� ers. International Journal ofProduction Research, 37(5), 1093±1117.
Dallery, Y., David, R. and Xie, X., 1988, An e� cient algorithm for analysis of transferlines with unreliable machines and ®nite bu� ers. IIE Transactions, 20(3), 280±283.
Dallery, Y., David, R. and Xie, X., 1989, Approximate analysis of transfer lines withunreliable machines and ®nite bu� ers. IEEE Transactions on Automatic Control,34(9), 943±953.
Gutierrez, R. A. and Sahinidis, N. V., 1996, A branch-and-bound approach for machineselection in just-in-time manufacturing systems. International Journal of ProductionResearch, 34(3), 797±818.
Jeong, K. C. and Kim, Y. D., 1998, Performance analysis of assembly/disassembly systemswith unreliable machines and random processing times. IIE Transactions, 30, 41±53.
Khaliquzzaman and Subhash, C., 1997, Network ¯ow programming model for multireser-voir sizing. Journal of Water Resources Planning and Management, 123(1), 15±22.
Kim, D. S. and Alden, J. M., 1997, Estimating the distribution and variance of time toproduce a ®xed lot size given deterministic processing times and random downtimes.International Journal of Production Research, 35(12), 3405±3414.
Lee, D. H. and Kim, Y. D., 1999, Scheduling algorithms for ¯exible manufacturing systemwith partially grouped machines. Journal of Manufacturing Systems, 18(4), 301±309.
Lin, Z. C. and Yang, C. B., 1996, Evaluation of machine selection by the AHP method.Journal of Materials Processing Technology, 57(3-4), 253±258.
Liu, Z., 1998, Performance analysis of stochastic timed petri nets using linear-programmingapproach. IEEE Transactions on Software Engineering, 24(11), 1014±1030.
Marsh, R. F., Shafer, S. M. and Meredith, J. R., 1999, A comparison of cellular manu-facturing research presumptions with practice. International Journal of ProductionResearch, 37(14), 3119±3138.
Mohamed, Z. D., 1996, A ¯exible approach to (re)con®gure ¯exible manufacturing cells.European Journal of Operational Research, 95(3), 566±576.
Papadopoulos, H. T., 1998, Analysis of production lines with coxian service times andintermediate bu� ers. Naval Research Logistics, 45(7), 669±685.
Perego, A. and Rangone, A., 1998, A reference framework for the application of MADMfuzzy techniques to selecting AMTS. International Journal of Production Research, 36,(2), 437±458.
Schmidt, C. W. and Grossmann, I. E., 1996, Optimization models for the scheduling oftesting tasks in new product development. Industrial & Engineering Chemistry Research,35(10), 3498±3510.
Subramaniam, V., Lee, G. K., Ramesh, T., Hong G. S. and Wong Y. S., 2000, Machineselection rules in a dynamic job shop. International Journal of Advanced ManufacturingTechnology, 16(12), 902±908.
Seo, Y. and Egbelu P. J., 1999, Integrated manufacturing planning for an AGV-based FMS.International Journal of Production Economics, 60(1), 473±478.
Suresh, N. C. and Kay, J. M., 1997, Group Technology and Cellular Manufacturing: A State-of-the-Art Synthesis of Research and Practice (Kluwer).
Wang, T. Y., Shaw, C. F. and Chen, Y. L., 2000, Machine selection in ¯exible manufacturingcell: a fuzzy multiple attribute decision-making approach. International Journal ofProduction Research, 38(9), 2079±2097.
Xie, X., 1993, Performance analysis of a transfer line with unreliable machines and ®nitebu� ers. IIE Transactions, 25(1), 99±108.
Yamashita, H. and Altiok, T., 1998, Bu� er capacity allocation for a desired throughput inproduction lines. IIE Transactions, 30, 883±891.
536 Evaluating an FMC’s throughput
Dow
nloa
ded
by [
Nor
thea
ster
n U
nive
rsity
] at
19:
50 1
0 O
ctob
er 2
014