-
8/14/2019 Backlog Writeoff.pdf
1/14
MANAGEMENT SCIENCEVol. 51, No. 10, October 2005, pp.
15051518issn 0025-1909 eissn 1526-5501 05 5110 1505
informs
doi 10.1287/mnsc.1050.0371 2005 INFORMS
The Impact of Duplicate Orders on Demand
Estimation and Capacity InvestmentMor Armony
Stern School of Business, New York University, New York, New
York 10012, [email protected]
Erica L. PlambeckGraduate School of Business, Stanford
University, Stanford, California 94305, [email protected]
Motivated by a $2.2 billion inventory write-off by Cisco
Systems, we investigate how duplicate orders canlead a manufacturer
to err in estimating the demand rate and customers sensitivity to
delay, and to makefaulty decisions about capacity investment. We
consider a manufacturer that sells through two distributors. Ifa
customer finds that his distributor is out of stock, then he will
sometimes seek to make a purchase from theother distributor; if the
latter is also out of stock, the customer will order from both
distributors. When hisorder is filled by one of the distributors,
the customer cancels any duplicate orders. Furthermore, the
customercancels all of his outstanding orders after a random period
of time.
Assuming that the manufacturer is unaware of duplicate orders,
we prove that she will overestimate boththe demand rate and the
cancellation rate. Surprisingly, failure to account for duplicate
orders can cause short-term underinvestment in capacity. However,
in long-term equilibrium under stable demand conditions
themanufacturer overinvests in capacity. Our results suggest that
Ciscos write-off was caused by estimation errorsand cannot be
blamed entirely on the economic downturn. Finally, we provide some
guidance on estimation inthe presence of double orders.
Key words : maximum-likelihood estimation; duplicate ordering;
distribution channels; queueing systems;reneging
History : Accepted by William S. Lovejoy, operations and supply
chain management; received April 19, 2002.This paper was with the
authors 3 1
2months for 2 revisions.
1. Introduction
Amid a general economic downturn, networking titanCisco Systems
experienced a spectacular fall in mar-ket value from $430 billion
in March of 2000 to$180 billion in March of 2001. Net income
droppedfrom $0.8 billion in the first quarter of 2001 to$27 billion
in the third quarter of that year as Ciscowrote off $2.2 billion
worth of component inven-tory and laid off 8,500 workers (Business
Week2002a).According to theWall Street Journal, Cisco
executives
ignored or misread crucial warning signs that theirsales
forecasts were too ambitious. Because of dupli-cate orders, Cisco
executives overestimated demand
and therefore continued to expand capacity aggres-sively, even
after business slowed (Thurm 2001a,p. A1). Cisco is certainly not
the only technologycompany to have difficulties in forecasting
because ofduplicate orders. Intel and other semiconductor
man-ufacturers believe that their bookings data is irrele-vant and
potentially misleading because of duplicateorders (Business
Week2002b, p. 28). This paper showsthat even in a stable business
environment, a man-ufacturer that fails to account for double
orders will
carry excess capacity.
Ciscos policy of outsourcing all of its manufac-
turing has been lauded in the business press. Lesswidely
recognized is that, since 1998 (when Ciscoachieved 65% of its
revenues through direct sales),Cisco has sought to outsource sales
and distribu-tion. Cisco sells networking hardware to
distributors(e.g., Ingram Micro) that sell to systems
integrators(including IBM and a host of smaller firms) that inturn
sell to Ciscos end customers and provide ongo-ing support and
maintenance. By 2001, the numberof Cisco-qualified distributors and
resellers (systemsintegrators) had increased to 20,000 for the
UnitedStates alone (Kothari 2001). Only 14% of Ciscossales were
direct; 86% were through channels. Cisco
was using the Internet to share real-time informa-tion about
inventory and production schedules withits component suppliers and
contact manufacturers(Business Week2001). However, on the demand
side,Ciscos information systems were relatively weak. Inparticular,
Cisco had limited visibility of distributorsinventory and order
backlog (Kothari 2001).
In the summer of 2000, Cisco experienced short-ages of several
key components. Customers had towait for two and even three months
for some ofCiscos most popular products. Some frustrated cus-
1505
-
8/14/2019 Backlog Writeoff.pdf
2/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1506 Management Science 51(10), pp. 15051518,
2005 INFORMS
tomers chose to cancel their orders and buy equip-ment from
Ciscos competitors (Juniper Networks,Nortel Networks). Customers
and resellers also beganto order from multiple distributors with
the inten-tion of cancelling duplicate orders as soon as
onedistributor shipped the product. Cisco failed to rec-
ognize the extent of the double orders and there-fore, although
the tech economy had already begun toslow down, Cisco maintained
its ambitious sales fore-casts. To avoid long lead times and lost
sales, Ciscoadded workers and stockpiled components. Cisco
alsoloaned $600M without interest to contract manufac-turers to buy
even more parts. This expanded capac-ity did indeed serve to reduce
production lead timesthroughout the fall of 2000. The order backlog
disap-peared as customers cancelled duplicate orders, andnew orders
anticipated by Cisco failed to materialize(Thurm 2001a). Cisco was
saddled with excess capac-ity. Despite the write-off of $2.2
billion in component
inventory in April of 2001, Cisco carried $1.68 bil-lion in
parts and unsold equipment on its books atthe end of fiscal year
2001 (Thurm 2001b). Accordingto Cisco Chief Strategy Officer
Michelangelo Volpi,We didnt know the magnitude [of duplication
inthe order backlog]. Without the misleading informa-tion we might
have seen better and made better deci-sions. (Thurm 2001a).
Ciscos experiences raise several interesting ques-tions: Will
order duplication cause a manufacturer tooverestimate the demand
rate and the rate at whichsales will be lost if customers are
forced to wait (thereneging rate)? If so, by how much? How will
this
affect capacity investment? How can the manufac-turer ascertain
the true demand rate, incidence ofduplicate orders, and reneging
rate?
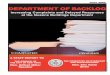
To address these questions, we analyze a stylizedmodel of a
manufacturer with two independent dis-tributors (see Figure 1 for
an illustration). At eachdistributor, customers arrive according to
a Poissonprocess with rate . If a customer finds that his
dis-tributor is out of stock, then with probabilityhe willalso
place an order with the other distributor; as soonas one
distributor supplies the product, the customercancels his order
with the other. Furthermore, the cus-
tomer will renege,
1
cancelling all outstanding ordersafter a length of time that is
exponentially distributedwith rate . The manufacturer has
visibility of eachdistributors inventory level or number of
outstand-ing orders, but not customer identities. (The
manu-facturer can infer a distributors inventory level from
1 In most queueing models of service systems, a customer will
notrenege during his service, but will renege only while waiting
forservice to begin. In contrast, in our queueing model of
manufactur-ing, the customer at the head of the line may renege,
although hehas claim to the product in process.
Figure 1 Illustration of the Model with a Single Manufacturer
and Two
Distributors
Reneging rate
Demand rate
Double order probability
Distributor 1 X1 X2
Manufacturer
Distributor 2
Production rate
1 2
her own order queue if the distributor uses a base-stock policy.
Since 2001, firms in the high-tech, auto-
motive, chemical, and home appliance industries haveimplemented
software to monitor distributors inven-tory levels.) A detailed
model formulation is providedin 2.
In 3, we derive maximum-likelihood estimators(MLEs) forand in a
system without double orders(= 0). Next, we assume that some
customers willdouble order (unbeknown to the manufacturer) andwe
prove that by using the MLEs for the system with = 0, the
manufacturer will overestimate the demandrate and the reneging rate
. The basic problemis that double orders are counted as additional
cus-tomer arrivals, and cancellations of double orders are
counted as lost sales. Section 3 also contains sensi-tivity
analysis of the systematic error, the difference
between the parameter values estimated by the manu-facturer
(assuming that = 0) and the true parametervalues.
The MLEs are valid for an arbitrary schedule ofshipments from
the manufacturer to the distributors.However, to investigate the
impact of duplicate orderson capacity investment, production is
modeled as aPoisson process with rate. We investigate two
plau-sible allocation rules for finished goods. The basecase is
that each distributor i has a fixed portion ofthe capacity i (with
1 + 2 =). This is relevant
when the distributors are located in different geo-graphical
regions and transportation costs are high, sothe manufacturer
serves them from different produc-tion facilities. (Cisco has
regional production facilities,and some resellers, particularly
those at an interme-diate location, will duplicate-order from
distributorsin different regions.) The base case with 1= 2
alsoapproximates a fair division of the output betweenthe
distributors. The second case is that capacities arepooled, and
distributors orders are filled first infirstout (FIFO). (Cisco is
concerned with fairness.)
-
8/14/2019 Backlog Writeoff.pdf
3/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1507
Based on her estimation of demand, the manufac-turer chooses to
minimize the cost of capacity andlost sales. She assumes that each
distributor uses a
base-stock policy for inventory control with a fixedbase stock
level B. In reality, capacity is a strategicdecision and inventory
policy is a short-term, tacti-
cal decision that responds to capacity utilization (leadtimes).
In Ciscos experience, distributors lower theirinventory levels in
response to an increase in the pro-duction capacity. Moreover,
distributors learn aboutdemand and adjust their inventory policies
dynami-cally, and the optimal inventory policy for one distrib-utor
depends on the inventory policy of the other, asthey compete for
capacity and customers. Completeanalysis of the strategic
interaction between the threeparties is beyond the scope of this
paper. We simplycharacterize the manufacturers best response to
agiven base stock level B used by both distributors.Opportunities
for further research lie in integrating
strategic capacity investment with the rich litera-ture on
inventory competition and Bayesian inventorymanagement.
Section 4 demonstrates how overestimating thedemand rate and the
reneging rate can cause themanufacturer to purchase too much
capacity (likeCisco). On the contrary, when the cost of capacity
isvery high, a manufacturer that is unaware of dupli-cate orders
will underinvest in capacity. For any fixedcapacity level,
duplicate ordering reduces the num-
ber of lost sales and thus increases the manufacturersprofit.
Unfortunately, unrecognized duplicate order-ing reduces the
manufacturers profit through errors
in capacity planning. This serves as a warning to
man-ufacturers: Watch out for double orders!
For the watchful manufacturer, 5 provides estima-tors for , ,
and , based on a general shipmentschedule and continuous
observation of inventorylevels. Commonly, the manufacturer observes
inven-tory levels infrequently if at all. Therefore, in 5.1 weadapt
the estimators to handle discrete-time informa-tion about inventory
levels.
1.1. Literature ReviewThe literature related to this research
falls into fourcategories: (1) estimation of customer
characteristics,
(2) dynamic inventory control under demand uncer-tainty, (3)
capacity investment under uncertainty, and(4) strategic interaction
between a manufacturer andcompetitive retailers with customer
substitution.
For queues with impatient customers, Mandelbaumand Zeltyn (1998)
and Daley and Servi (2001) deriveMLEs for the demand rate and the
reneging rate.Motivated by applications in networking and call
cen-ters, these authors assume that the queue length is
notobservable; they use only transaction data (the pointsin time
that a customer begins or completes service).
Hence, their MLEs differ from the ones derived inthis paper,
where queue lengths (inventory levels) areobservable. Anupindi et
al. (1998) consider a retailstore in which customers arrive
according to a Pois-son process; if the desired product is not in
stock,a customer may substitute it with another item, or
depart without making a purchase. Given discrete-time
observations of the inventory in the store, theyderive MLEs for the
demand rate and substitutionprobability. This resembles estimating
the demandrate and double-order probability (the probability thata
customer will substitute an alternative distribu-tor) in our model.
Lee et al. (1997) observe that thevariance of orders from a
distributor to a manufac-turer is larger than the variance of
actual sales to endcustomers, the famous bullwhip effect. They
concludethat for effective forecasting, the manufacturer needssales
data. Our results are complementary: Duplicateorders distort the
mean. Therefore, the manufacturer
would like to know the identity of end customers, notjust the
sales quantity, to correct for duplicate orders.
Scarf (1959) introduced the problem of Bayesianinventory
management: How should a retailerdynamically control his inventory
level while learn-ing about the demand distribution as sales
evolveover time? Many researchers have tackled this chal-lenging
problem. For a variety of plausible demanddistributions, assuming
linear ordering and holdingcosts and complete backordering of
demand, Azoury(1985) establishes optimality of a base-stock
policywith the base stock level scaled by a sufficient
statistic
for observed demand. Lovejoy (1990, 1992) shows thatthe adaptive
base-stock policy is optimal or near opti-mal under more general
conditions, e.g., a constant(known) reneging rate, Markov-modulated
demandwith cheap disposal of excess inventory. Lariviere andPorteus
(1999) and Ding et al. (2002) assume unob-servable lost sales: The
optimal base stock level isincreased to learn more about demand.
Larson et al.(2001) incorporate a fixed cost of ordering, and
derivean optimal adaptive sS policy. Toktay and Wein(2001) consider
a capacity-constrained production-inventory system. The demand
distribution is known,
but the forecast for actual demand in future periods
evolves dynamically. A dynamic (forecast-adjusted)base-stock
policy minimizes inventory holding andbackorder costs.
These results support our assumption that the dis-tributors
follow a base-stock policy, but suggest thatthe base stock level
will evolve dynamically, in con-trast with our simplifying
assumption that the basestock level is fixed. Indeed, capacity
investment deci-sions typically occur on a quarterly or annual
basisand are irreversible in the short term. Therefore, whenthe
manufacturer chooses her capacity investment,
-
8/14/2019 Backlog Writeoff.pdf
4/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1508 Management Science 51(10), pp. 15051518,
2005 INFORMS
she should ideally account for future dynamics in dis-tributors
base stock levels. Van Mieghem (2003) pro-vides an extensive review
of the literature on capacityinvestment under uncertainty, and
observes that fewof these papers consider capacity investment
anddemand estimation. A notable example, Ryan (2003)
analyzes capacity expansion with an autocorrelateddemand
process, and discrete capacity incrementswith long lead times. Our
contribution is to show howan erroneous belief about system
structure (disregard-ing duplicate orders) produces an error in
estimation,and how the error in estimation both influences andis
influenced by the capacity investment decision. Weshow how this
results in excess capacity in equilib-rium. This is strikingly
similar to the heuristic equilib-rium with excess quantity in the
newsvendor model
by Cachon and Kok (2002), where the procurementquantity depends
on the estimated salvage value, andthe estimated salvage value
depends on the quantity
remaining at the end of the season.In making a capacity
investment, the manufacturer
should ideally anticipate how each distributor willmodify his
base stock level in response to the pro-duction lead time and the
base stock level of theother distributor. Researchers have used
game the-ory to analyze strategic inventory management in set-tings
with consumer substitution, assuming that thesubstitution
probability and distribution of demandis known. Parlar (1988),
Lippman and McCardle(1997), and Mahajan and van Ryzin (2001)
character-ize Nash equilibria in a single-period (newsvendor)game.
Anupindi and Bassok (1999) and Netessine
et al. (2001) consider the stocking decisions of tworetailers in
a multiperiod problem with stationarydemand. In each period, if a
customer finds that hisretailer is out of stock, he may purchase
from theother retailer. Assuming that the manufacturer hasunlimited
production capacity, they prove existenceof myopic Nash equilibria,
i.e., the multiperiod gamereduces to a static (newsvendor) problem.
Li (1992)analyzes a queueing model very similar to ours, in
thespecial case = 1 and = 0; customers arrive accord-ing to a
Poisson process and attempt to buy fromone ofn competing firms. If
the firm has a queue ofcustomer orders, the customer places an
order withevery firm, buys from the one that delivers first,
thencancels all other orders. Li characterizes the condi-tions
under which all the firms will choose to maketo order rather than
carry inventory. The firms, act-ing selfishly, may choose to carry
inventory even ifexpected profit would be greater if all firms
choseto make to order. Indeed, a common conclusion inthese papers
is that, in competition for customers,firms will stock more than is
optimal. Netessine andRudi (2003) give a counterexample with
asymmetricfirms, and one stocking less than is globally
optimal.
In contrast, Cachon (2001) shows that when retail-ers compete
for supply from a common manufacturer
but do not compete for customers, they may carryless inventory
than would be optimal for the supplychain as a whole. Cachon and
Lariviere (1999) showhow retailers order quantities depend on the
alloca-
tion scheme chosen by the manufacturer, not just hiscapacity
investment.
2. Model FormulationConsider a manufacturer that sells a single
productthrough two independent distributors. For brevity, wewill at
times use the pronoun he to refer to a dis-tributor and she to
refer to the manufacturer. Ateach distribution center, customers
arrive according toa Poisson process with rate (which is
independentof customer arrivals at the other distribution
center),and each customer demands one unit of the prod-
uct. Let Xit denote the inventory level for distrib-utor i i = 1
2 at time t; Xit
= minXit 0indicates the number of outstanding orders from
cus-tomers. If a customer arrives when his distributor isout of
stock Xit 0, then with probability thecustomer buys immediately
from the other distribu-tor (if the other distributor has
inventory) or ordersthe product from both distributors. As soon as
one ofthe distributors delivers the product to him, the cus-tomer
will cancel the duplicate order. With probability1 , the customer
orders from his original distribu-tor only. The customer is
impatient; after waiting for
a time that is exponentially distributed with rate ,he will
cancel all outstanding orders and leave thesystem without making a
purchase. (One may inter-pret this waiting time before reneging as
the time foran alternative manufacturer to deliver. Note that
thecustomer at the head of the line may renege althoughhe has claim
to the product in process. This contrastswith queueing models of
service systems, in whicha customer will not renege during his
service, onlywhile waiting for service to begin.) We will
denote
by Dt the number of duplicate orders that are out-standing at
time t. Clearly, the number of customerswaiting for the product at
time t is given byX1t
+
X2t Dt and if Xit 0 for either i= 1 or 2,then Dt = 0.
Each distributor follows a base-stock policy. In par-ticular,
each distributor orders one unit from themanufacturer every time a
customer orders a unitfrom him, and cancels an order with the
manufac-turer every time a customer cancels an order withhim. Let
Yit denote the number of outstandingorders from distributor i to
the manufacturer. Then,Yit = B Xit, where B is the base stock
level. Themanufacturer does not hold inventory and has a total
-
8/14/2019 Backlog Writeoff.pdf
5/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1509
production capacity of rate. When she has outstand-ing orders
from distributor i Yit >0, the manu-facturer delivers the
product according to a Poissonprocess with rate i, which is
independent of theproduction process for the other distributor. The
man-ufacturer knows the base-stock policy used by the
distributors, and can therefore infer the inventorylevel and the
number of customer orders outstand-ing for each distributor from
her own order processY1tY2t. Furthermore, the manufacturer
knowswhen a downward transition in Yit corresponds toan order
cancellation and when it corresponds to anorder fulfillment, and
therefore effectively observesthe orders and cancellations made by
customers.
To completely describe the system dynamics, itremains to specify
the sequence in which customerorders are filled. We will assume
that each distributorknows which of his customers have placed a
dupli-cate order, and gives priority to serving these cus-
tomers (to avoid losing a sale to the other
distributor).Hence,X1 X2 Dis a continuous-time Markov chain.The
assumption that distributors can identify doubleorders is plausible
because any customer that doubleorders has an incentive to reveal
this to the distribu-tors to shorten his lead time. Furthermore,
softwarefor channel management enables distributors to
shareinformation in real time about customer identity andpurchasing
behavior. The most plausible alternativeassumption is that
distributors serve customers on aFIFO basis. For most of the
propositions in this paper,we have an analogous result for the
system with FIFO
sequencing. Under FIFO sequencingX1 X2 Dis nota continuous-time
Markov chain; one must keep trackof the precise position of double
orders in the cus-tomer order queue to obtain a Markov process.
Wecomment on how to extend each proof from the sim-ple case with
priority sequencing to the complicatedcase with FIFO
sequencing.
For brevity, we focus on the above system in whichthe
manufacturer dedicates a fraction of her capacityto each
distributor. To demonstrate that our resultsare robust, we have
also analyzed a system in whichthe manufacturer uses a FIFO
sequencing policy (withsimultaneous orders placed in front of each
other in
the queue with equal probabilities) and in which thedistributors
prioritize duplicate orders. Let DC=dc1c2cn be the state
descriptor, with dthe number of outstanding duplicate orders, n
thetotal number of outstanding orders (counting dou-
ble orders twice), andck 1 2 the distributor thatmade the order
which is currently in position k inthe manufacturers queue (k = 1
n). Then, underthese two sequencing and prioritizing assumptionsDC
is a continuous-time Markov chain. All theresults in this paper
also hold for this FIFO system,
with one minor exception: We have proven Proposi-tion 3 only for
= 1. We comment briefly within thepaper on adapting our proofs to
this FIFO system;details are in the online appendix (available at
http://mansci.pubs.informs.org/ecompanion.html).
Finally, to guarantee that the Markov process
X1 X2 D is ergodic, we assume that the number ofdedicated orders
at each distributor and the numberof duplicate orders are bounded
by a very large num-
ber M; that is, Xi D M for i = 1 2 and D M.Throughout, we omit
the time index t whenever werefer to the whole process, and write t
= to refer tothe process in steady state.
3. Maximum-Likelihood EstimationWhen = 0 (in the
ManufacturersOpinion)
We begin by analyzing the basic system in which
each distributor has a dedicated stream of customers = 0, and
derive MLEs for the demand rate andreneging rate from the
manufacturers point of view.Then, we evaluate the systematic error
(difference
between the limiting estimator and the true parame-ter value)
when some customers double order > 0,
but the manufacturer is unaware of this and usesthe estimator
for the system with = 0. We provethat the manufacturer
overestimates the demand rateand the reneging rate. Finally, we
investigate how thesystematic error varies with the underlying
systemparameters. Business-press pundits (Business Week2001, Thurm
2001a) attribute Ciscos forecast error
to shortages in the summer of 2000. Therefore, wepay particular
attention to how the systematic errorvaries with capacity . We
prove that the system-atic error in estimating the demand rate is
decreasingin and converges to zero in the limit as (as the
production capacity becomes much larger thanthe demand rate).
However, the systematic error inestimating the reneging rate is
initially increasingin , and may be strictly positive in the limit
.Even if capacity is much greater than demand, sothat backordering
rarely occurs, a manufacturer thatis unaware of duplicate ordering
will make a signifi-cant error in estimating the reneging rate.
Our first proposition introduces estimators of thedemand and the
reneging rates. The MLEs are valid
for an arbitrary production and shipment schedule. Theydepend
only on the number of customers that haveordered from distributor i
, NiT , and the number ofthese orders that have been cancelled, ZiT
.
Proposition 1. For the system with = 0, the MLEsfor and are
given by
T =N1T + N2T
2T
-
8/14/2019 Backlog Writeoff.pdf
6/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1510 Management Science 51(10), pp. 15051518,
2005 INFORMS
and
T= Z1T + Z2T T
0 Y1t B+ + Y2t B+ dt
= Z1T + Z2T
T0 X1t + X2tdt
respectively.
Proof. This problem can be viewed as estimatingthe transition
rate parameters in a continuous-timeMarkov chain. In particular, Y1
and Y2 are twoindependent continuous-time Markov chains
withgenerators (transition rate matrices)Q1,Q2, which sat-isfy fory
0 Qiyy + 1 = , Qiyy 1 = i1y>0 +y B+. For a given distributor i,
we count thenumber of transitions out of state y during the
timeinterval 0 T , including Niy T arrivals, Ziy Torder
cancellations, and Eiy T service completions.In addition, let iy T
denote the total amount of
time during this interval that the queue length of out-standing
orders from distributor i is equal to y . Thus,the likelihood
function given the observation ofYican be written as follows:
i=y0
exp + i1y>0 + y B+iyT
NiyTy B+ZiyTEiyTi
=exp
T+
y>B
y Biy T
NiT ZiT Ci
where Ci stands for a constant that involves onlyterms that are
not a function of or . Let =1 2. Then, the values of and
thatmaximize are T and T as given in thestatement of the
proposition.
3.1. Systematic Error in Maximum-LikelihoodEstimation
Now suppose that some customers double order > 0 unbeknown to
the manufacturer, who usesthe MLE for the system with = 0. To
compute theresulting systematic error in estimation, some
addi-tional notation is needed. The superscript 0 willindicate that
the distributor is out of stock, and thesuperscript 1 will indicate
that the correspondingdistributor has items in stock. The first
superscriptwill refer to Distributor 1, and the second to
Dis-tributor 2. For example, N01i T denotes the numberof orders
placed with distributor i up to time T,when Distributor 1 is out of
stock, and Distributor 2has some items in inventory immediately
prior tothe arrival. Similarly, N00i T denotes the number oforders
placed with distributor i while both distribu-tors are out of stock
(immediately before the customer
arrives). N10i T and N11
i T are defined in an analo-gous fashion. Also, let00T be the
total time the sys-tem spends in states where both distributors are
outof stock during the corresponding time interval, andlet P00 = P
X1 0 X2 0 be the steady-stateprobability that both distributors are
out of stock.
Finally, recall that D is the steady-state (random)number of
duplicate orders in the system and EXi isthe expected backlog level
at distributor i in steadystate.
The next proposition characterizes the systematicerror,
establishing that the manufacturer will overes-timate the demand
rate and the reneging rate.
Proposition 2. Suppose that customers double orderwith positive
probability >0, but the manufactureruses the MLE for the system
with = 0given in Proposi-tion 1. Then, the systematic error in
estimating the demandrate is given by
= P
00
> 0and the systematic error in estimating the reneging rate
is
given by
=PD > 0
EX1 + EX2
> 0
where = limTT and = limT T.
Proof. Given the notation introduced above, thesystematic error
in estimating the demand rate is
= limT
T
= limT
N1T + N2T 2T
= limT
N001 T + N00
2 T
200T
00T
T
+N011 T + N
012 T + N
101 T + N
102 T + N
111 T + N
112 T
2T 00T
T 00T
T
= + P00 + 1 P00 = P00
where the last equality follows from the strong lawof large
numbers (SLLN) for renewal processes. Theabove equalities indicate
that the systematic error isstrictly positive because double orders
are counted astrue customer arrivals. In addition, they imply that
asthe production capacity increases to , the system-atic error goes
to 0.
Calculation of the systematic error in the estimatorfor is more
involved. Because distributors prioritizedouble orders, whenever Dt
>0 each service com-pletion is coupled with an order
cancellation. Hence,one cancellation is seen whenever a
nonduplicateorder is cancelled or a service completion occurs
for
-
8/14/2019 Backlog Writeoff.pdf
7/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1511
a duplicate order. The resulting rate of one cancella-tion at
time t is X1t + X
2t 2Dt + 1Dt>0.
Twosimultaneous cancellations will be observed withrateDt.
LetZix1 x2 d T be the number of ordercancellations during the time
interval 0 T , whenthe state immediately prior to the cancellation
is
X1tX2tDt = x1 x2 d. We deal first with thenumerator of the
expression for T:
limT
Z1T + Z2T
T
= limT
x1B
x2B
d0
Z1x1 x2 d T + Z2x1 x2 d T
x1 x2 d T
x1 x2 d T
T
=
x1B
x2B
d0
x1 + x2 2d + 1d>0 + 2d
P Xi = xi i = 1 2 D = d
= EX1 + EX2 + PD > 0
where the second equality follows from the SLLN forrenewal
processes. The denominator of the expressionfor T is simpler to
analyze. Specifically,
limT
T0
X1t + X2tdt
T = EX1 + EX
2
from ergodicity. Hence,
= limT
T
= limT
Z1T + Z2T /TT
0 X1t + X
2tdt
/T
=PD > 0
EX1 + EX2
The systematic error expressions in Proposition 2are exactly the
same for the system in which the man-ufacturer uses a FIFO policy
and distributors priori-tize double orders. When distributors serve
customerson a FIFO basis, Proposition 2 is true except thatPD >
0 in the numerator of the error expressionfor is replaced by the
probability that a job at thehead of the line corresponds to a
double order.
3.2. Sensitivity Analysis of Systematic ErrorsOverestimation of
and occurs because the manu-facturer fails to recognize the
potential for duplicateorders. One might therefore expect that as
the pro-duction capacity increases, the systematic error
willdecrease because there is less opportunity for doubleordering
to occur. In this section, we prove that, asexpected, the
systematic error in the estimator for decreases with . However, the
error in the estima-tor for is not so well behaved. In fact, we
observesituations in which first increases with , and
only then starts to decrease. We explain this behav-ior by
teasing apart the various drivers of system-atic error in the
reneging rate estimator. Finally, wepresent numerical results to
illustrate that the system-atic error increases with .
The steady-state probability distribution (and hence
the systematic error) can be expressed in closed formonly in the
special cases = 0 and = 1. There-fore, our method of proof involves
sample-path argu-ments and coupling. By this method, one can
provestatements that are stronger than what we need.Specifically,
our sensitivity analysis is concerned withcomparisons of certain
quantities in the limit as timegoes to infinity. Instead, the
sample-path argumentsestablish stochastic ordering of the relevant
quantities
for every time t. This approach works when varyingthe capacity ,
but not the double-order probabil-ity (the relevant quantities are
not ordered in theprelimit).
Proposition 3. The systematic error in estimating thedemand rate
is decreasing in for any fixed allocation1 = p and 2 = 1 p, where0
< p < 1.
Proof. From Proposition 2, the systematic error inthe demand
rate is = P00 =PX1 0X2 0. In three steps, we will prove thatP X1 0
X2 0, the steady-state probabil-ity that both distributors are out
of stock, decreaseswith . First, consider the uniformized
discrete-time Markov chain with one-step transition proba-
bilities equal to the corresponding transition rates ofthe
continuous-time Markov chain, divided by v
2 + + + 3M. Transitions from a state to itselfare allowed to
ensure that the transition probabilitiessum up to 1. The
steady-state distribution of the uni-formized discrete-time chain
is identical to that of thecontinuous-time Markov chain.
Second, letL< H, and denote by XL1 X
L2 D
Lthe state of the system when = L. Similarly,denote by XH1 X
H2 D
H the corresponding statedescriptor when = H. We use sample-path
cou-
pling arguments to show that XL1 XL2 D
L st
XH1 XH2 D
Hwherest denotes stochastic order-ing. This will imply, in
particular, that P XL1 0XL2 0 P X
H1 0 X
H2 0. The sample-
path coupling argument works as follows: Let ZL =XL1 + D
L XL2 + DL DL and ZH = XH1 +
DH XH2 + DH DH. Note that ZL M and
ZH M (where the inequalities hold component-wise). We can
construct versions of ZL and ZH(which for notational simplicity are
denoted the sameas the original processes), such thatZL
ZHwithprobability 1. Specifically, we letv = 2 + + H +3M and assume
that ZL0 ZH0. Then, by cou-pling the transitions of both chains and
using induc-tion onn, it follows thatZ Ln ZHn.
-
8/14/2019 Backlog Writeoff.pdf
8/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1512 Management Science 51(10), pp. 15051518,
2005 INFORMS
Figure 2 Maximum-Likelihood Estimator for the Demand Rate as
a
Function of the Production Capacity for the System with = 095, =
01,B= 5, and1 = 2 = /2
0.95
1.05
1.15
1.25
1.6 2.4 3.2 4.0 4.8
= 0.5
= 0.2
Third, the relationship ZL st ZH impliesthat XL1 X
L2 D
L st XH1 XH2 D
H, becauseX1 X2 Dcan be expressed as an increasing func-tion ofZ
= X1 + D X2 + DD.
The second step in this proof breaks down ifthe manufacturer
fills distributors orders FIFO. Theonline appendix gives an
alternative proof for FIFOassuming = 1.
Figure 2 illustrates how the systematic error inestimating the
demand rate decreases with thecapacity.
In contrast, the systematic error in estimating thereneging rate
initially increases with .
Proposition 4. Let = limT T be the limit ofthe reneging rate MLE
as the time horizon grows to infin-ity. Then, is increasing in at =
0
Proof. It is easy to see that when = 0 = 0.However, > 0 for
all > 0.
However, the systematic error in estimating thereneging rate may
subsequently decrease with asshown in Figure 3.
To understand this nonmonotonicity, one mustclosely examine the
source of the error. Orders arecancelled for one of the following
reasons: (1) a cus-tomer reneges and consequently cancels all
outstand-ing orders (two orders are cancelled if he has placed
Figure 3 Maximum-Likelihood Estimator for the Reneging Rate
as
a Function of the Production Capacity for the System with = 095,
= 01,B= 5, and1 = 2 = /2
0.1
0.2
0.3
1.6 2.4 3.2 4.0 4.8
= 0.5
= 0.2
an order with both distributors), and (2) a customerreceives the
product from one distributor and can-cels a duplicate order from
the other distributor (oneorder is cancelled). Order cancellations
of Type 1 donot contribute to the systematic error because
cus-tomers that double order are counted twice as part
of the backlog and twice as an order cancellation.Order
cancellations of Type 2 are the ones that causethe systematic
error. That is, the systematic erroroccurs because the cancellation
of a duplicate order iscounted as a reneging customer, but no
customer isactually reneging.
The effect of on order cancellations of Type 2 istwofold. Having
greater production capacity reducesthe proportion of time that the
system spends in the
backordered states, so fewer duplicate orders occur.This tends
to reduce order cancellations of Type 2. Onthe other hand, as the
capacity increases, a largerfraction of all duplicate orders are
cancelled due toservice completion (Type 2) rather than because
ofreneging (Type 1). This tends to increase the numberof order
cancellations of Type 2. This second effect isthe one that tends to
increase the error. Note that can be written as/EX1 + EX
2 PD > 0, where
the first term in the product is increasing in , whilethe second
term is decreasing. This explains why isnot monotone in .
We have observed numerically that the systematicerror is
increasing with the double-order probabil-ity as shown in Figure 4.
Furthermore, the system-atic error in the demand rate is only
slightly higherif the distributors use FIFO sequencing, rather
thangiving priority to the customers that double order.However,
giving priority to the customers that doubleorder increases the
error in estimating the renegingrate. That is because giving
priority to customers thatdouble order increases the frequency of
order cancel-lations of Type 2 (in which a customer receives
theproduct and cancels a duplicate order).
4. The Manufacturers OptimalCapacity Investment
The conventional wisdom following Ciscos notori-ous inventory
write-off is that duplicate ordering bycustomers will lead a
manufacturer to overinvest in
capacity. This is not necessarily true. In this section,we show
that, in fact, a manufacturer that mistakesdouble orders for true
customers orders may buy toolittle capacity.
Suppose that the manufacturer chooses capacityaccording to2
min
cEX1 + X2 D + k (1)
2 More generally, one may consider choosing capacities 1, 2to
minimize the cost function cEX1 +X
2 D + k1 + 2.
However, we have observed in all numerical experiments that
the
-
8/14/2019 Backlog Writeoff.pdf
9/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1513
Figure 4 Maximum-Likelihood Estimator for the Demand Rate and
Reneging Rate as a Function of the Double-Order Probabilityfor the
System with = 095 = 01andB= 5
1.0
1.1
1.2
1.3
0 0.2 0.4 0.6 0.8 1.0
FIFO
Priority
0.2 0.4 0.6 0.8 1.0
0.1
0.2
0.3
0.4
0
FIFO
Priority
where the decision variable is the total capacitydevoted to both
distributors; c is the manufacturerscontribution per unit sold, so
the first term in theobjective function is the expected cost of
lost sales;the second term is the cost of capacity. (Without lossof
generality, we will assume that c= 1.) In practice,a distributors
inventory policy depends on the deliv-ery lead time and hence upon
the manufacturers
capacity. However, in solving for the optimal capacityin (1) we
disregard strategic interaction, and assumethat the base stock
level B per distributor is fixed.The solution to (1) can be
interpreted as the manu-facturers best response to the distributors
inventorypolicies.
Conventional wisdom is that consumers areincreasingly impatient,
and this increases capacityrequirements. However, the optimal total
capacity is not monotone increasing in the reneging rate
.Intuitively, when customers become extremely impa-tient (as ), the
optimal capacity may drop down
to zero. This is because the capacity required to cap-ture a
certain amount of sales from customers with anincreasing reneging
rate may become too high, andhence prohibitively expensive.3
Therefore, whereas overestimating always leadsthe manufacturer
to buy more capacity, overestimat-ing may lead the manufacturer to
buy less capac-
solution to this optimization problem is symmetric:1= 2=
/2.Intuitively, if the manufacturer dedicates greater capacity to
onedistributor, that distributor tends to have greater inventory.
Whenhis inventory reaches the base stock level the greater capacity
isidled, while the other distributor typically has outstanding
orders.
Hence, asymmetric capacity is inefficient. Only in the
degeneratecase that all customers duplicate order = 1 and
distributors donot carry inventory B= 0 does asymmetric capacity
perform aswell as symmetric capacity. In this case, the expected
rate of lostsales is constant for all 1 and 2 such that 1+ 2= .
Asym-metric capacity might, however, yield greater system profit if
thedistributors choose their inventory levels in Nash equilibrium
afterobserving capacity.3 This result is proven in Armony et al.
(2005) for the special casethat B = 0 and = 0, a make-to-order
system without doubleorders. We have observed nonmonotonicity in
numerical exampleswith B > 0 and 0 1, and conjecture that the
result is true ingeneral.
ity.4 Furthermore, for fixed and , the optimal levelof capacity
investment may be increasing in . Forthese two reasons, a
manufacturer that is unaware ofduplicate ordering may purchasetoo
littlecapacity. Wedemonstrate this result through numerical
examples.
Consider a system in which = 1 (every customerthat must wait for
the product will place a dupli-cate order), but the manufacturer
believes that = 0.
For this system, we have the steady-state probabil-ity
distribution in closed form (see Appendix A), andcan therefore
compute the limiting MLEs and the costfunction exactly. The
expected rate of lost sales isstrictly lower in the system with = 1
than in thesystem with =0 because, in choosing to doubleorder, each
customer increases the likelihood that hewill obtain the product
before reneging. Effectively,inventory and capacity are pooled in
the system with = 1. Furthermore, as illustrated by Figure 5,
whenthe capacity is very small, the marginal value ofcapacity is
greater in the system with = 1 than inthe system with = 0 (i.e.,
increasing does more
to reduce lost sales when = 1 than when = 0.However, if the
capacity is sufficiently large, addi-tional capacity is more
beneficial when = 0 thanwhen = 1. Therefore, if the manufacturer
knows thetrue demand rate and reneging rate, but incorrectlyassumes
that = 0, she will underinvest when thecost of capacity k is large
and overinvest when thecost of capacity k is small. When the
manufacturerscapacity is pooled and distributors orders are
filledFIFO, duplicate orders are still beneficial in pool-ing the
distributors inventories. The pooling effectsof duplicate orders
are less pronounced with pooledcapacity than with dedicated
capacities, but remain
significant and qualitatively the same as the effectsillustrated
in Figure 5.Suppose that the manufacturer has been operating
the system at some fixed initial level of capacity ,and uses the
MLEs and (which depend on thelevel of capacity ) to compute his
optimal capac-ity investment. Figure 6 shows that when the ini-tial
capacity level is larger than the demand rate and
4 In fact, it is plausible that under any setting in which one
overes-timates the reneging rate, underinvestment in capacity may
occur(even in the absence of duplicate orders).
-
8/14/2019 Backlog Writeoff.pdf
10/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1514 Management Science 51(10), pp. 15051518,
2005 INFORMS
Figure 5 The Difference in the Expected Rate of Lost Sales in
the Case = 0 and the Case = 1 for a System with = 1, = 02, B= 10,
and1 = 2 = /2
Capacity Capacity 1.6 2.0 2.4 2.8 2.0 2.4 2.8
0.2
0.4
0
= 0
= 1 0.01
0.02
0.03
1.6
Differenceinrateoflostsales
Rateoflostsales(EXiD)
the cost of capacity is relatively large, this optimalcapacity
investment will be strictly smaller than thetrue optimal capacity.
That is, the manufacturer willunderinvest in capacity.
One might suspect that this underinvestment phe-
nomenon occurs because the manufacturer devotesa fraction of her
production capacity exclusivelyto each distributor. However,
underinvestment alsooccurs with resource pooling. Figures 5 and 6
can
be essentially reproduced for a system in which themanufacturer
uses a FIFO sequencing policy andthe distributors prioritize their
double orders. Here,the steady-state probabilities are easily
calculated for = 1, but when = 0 things are more intricate;
how-ever, one can obtain fairly simple expressions forthose
steady-state probabilities in the pure loss model(i.e., = ; see
Appendix B).
Now, let us suppose that the manufacturer repeat-edlyruns the
system for long enough to compute theestimators and , and then
adjusts capacity to theoptimal level. In all of our numerical
experiments,the capacity converges to an equilibrium that appearsto
be optimal if the manufacturer assumes that and (evaluated at the
current capacity level) are thetrue demand rate and reneging rate.
Figure 7 shows
Figure 6 True Optimal Capacity and the Optimal Capacity
Invest-
ment for a Manufacturer Who Assumes that = 0, = , and =for the
System with = 1, = 02, = 1 B= 10, and
Initial Capacities1 = 2 = 18
0
0.4
0.8
1.2
1.6
2.0
1.0 1.2 1.4 1.6 1.8
Cost of capacity k
Capacityinvestment() True optimal
Optimal assuming = 0
that in equilibrium the manufacturer overinvests incapacity.
5. Maximum-Likelihood Estimation
When > 0If the manufacturer is aware of the potential for
dou-ble orders and observes the system continuously, shecan
recognize a double order whenever both distribu-tors order
simultaneously, or cancel an order simulta-neously. One may argue
that in reality no two eventswill occur at exactly the same time.
As a practicalalternative, if the manufacturer has visibility of
end-customers identities, she can pair two orders made
by the same customer at approximately the sametime, and
recognize a double order. In this section, wespell out the MLEs of
, and in the case of fullinformation (continuous observation or
visibility of
customers identities). These estimators are valid for ageneral
shipment schedule from the manufacturer tothe distributors.
To write down the MLEs for these three parame-ters, we need to
introduce some additional notation.Let N T denote the total number
of orders made by
both distributors in the period0 T (accounting onlyonce for
those orders that are immediately switched
Figure 7 True Optimal Capacity and Equilibrium Optimal
Capacity
Investment for a Manufacturer Who Assumes that = 0, = , and =,
for the System with = 1, = 02, = 1,
andB= 10
0
1
2
3
0.1 0.3 0.5 0.7 0.9 1.1 1.3 1.5 1.7 1.9
Cost of capacity k
True optimal
Equilibrium optimal
assuming = 0
Capacityinvestment()
-
8/14/2019 Backlog Writeoff.pdf
11/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1515
from an out-of-stock distributor to a distributor withthe item
in inventory, but twice for double orders).Also, letZT correspond
to the total number of ordercancellations from both distributors in
the same timeinterval. Let DinT be the total number of
duplicateorders made between time 0 and time T (counting
only those duplicate orders that occur while both dis-tributors
are out of stock), and let Dout T be the totalnumber of double
orders (counted in DinT thathave both been cancelled by timeT.
Finally, letSwT
be the number of customers who switch from an out-of-stock
distributor to one with positive inventory inthe time interval 0 T
, and denote byNT the totalnumber of arriving customers who find
the first dis-tributor they turn to being out of stock. As in the
casewith = 0 analyzed in 3, maximizing the likelihoodfunction given
continuous-time transition informationyields the MLEs described in
the following proposi-tion. The proof of Proposition 5 is very
similar to that
of Proposition 1, and hence is omitted.Proposition 5. The MLEs
of , and are given by
T =N T DinT
2T
T = ZT DoutT T
0 X1t + X
2t Dtdt
T =DinT + SwT
NT
These estimators are consistent: T T T as T .
Remark. To ensure consistency of the estimatorsfor an arbitrary
shipment schedule, all that needs
to be verified is that as T , the system spendsenough time in
both the backordered and the positiveinventory states. This
condition is guaranteed to holdunder our Poisson production
assumption with ded-icated capacities or with pooled capacity and
FIFOfulfillment of distributors orders.
Before the manufacturer can compute the estima-tors for T and T,
some customers must expe-rience a stockout. By reducing the
production rate and risking some lost sales, the manufacturer
canobtain an improved estimate of her customers toler-
ance for delay and willingness to switch to an alter-native
distributor of her product.
5.1. Periodic Observation of Inventory LevelsIn practice,
production occurs in batches, distribu-tors order by the truckload,
and the manufacturerobserves distributors inventory levels
infrequently,if at all. Specifically, prior to the spring of
2001,Cisco did not have information systems in placeto track
distributors inventory levels. Managementmaintained a record of all
shipments, and could, byplacing a phone call to a distributor,
check on the
aggregate dollar value of Cisco products in inventory.Such
check-ups occurred on an infrequent, ad hoc
basis (Kothari 2001). Recently, Cisco and many otherhigh-tech
manufacturers, including Sony, HP, Toshiba,and Sun, have installed
software that enables them toreview distributors inventory levels
at the SKU level
on a weekly, and in some cases daily, basis (Chua2003).
Let us assume that at discrete times tk with 0 < t1 0 units
of the product to distributorik orthe manufacturer observes the
inventory level Xik tk(in the latter caseSk 0. Recall thatXi may
take neg-ative values: Xi is the number of backorders for
dis-tributor i, including double orders. We assume thatthe
manufacturer cannot identify double orders (D ishidden from the
manufacturer). On the contrary, eachdistributor knows which of his
customers have placed
a duplicate order, and gives priority to serving thesecustomers
(to avoid losing a sale to the other distrib-utor). Therefore,
Xik tk = Xik tk + Sk and
Xjtk = Xjtk + Sk Dt
k forj= ik
Dtk = Dtk S
k+
We will derive the manufacturers MLE for , ,and , given the
discrete-time observations of inven-tory levels and the schedule of
deliveries. For each
k= 1 K and t tk1 tk, the stochastic processX1tX2tDtis a
continuous-time Markov chainwith generator matrixA given by
AX1 X2DX11 X2 D = AX1 X2DX1 X21 D =
ifX1> 0 and X2> 0
AX1 X2DX1 1 X2 D = 1 + ifX1> 0 and X2 0
AX1 X2DX1 X21 D = 1 + ifX1 0 and X2> 0
AX1 X2DX11 X2 D = AX1 X2DX1 X21 D = 1
ifX1 0 and X2 0
AX1 X2DX11 X21 D+1 = 2 ifX1 0 andX2 0
AX1 X2DX1+1 X2 D = X1 D+ ifX1< 0
AX1 X2DX1 X2+1 D = X2 D+ ifX2< 0
AX1 X2DX1+1 X2+1 D1 = D ifD > 0
AX1 X2DX1 X2 D = 0 otherwise
with the obvious modification to reflect our state
spacetruncation:D M and Xi D M. The continuous-time Markov chain is
completely characterized by the
-
8/14/2019 Backlog Writeoff.pdf
12/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1516 Management Science 51(10), pp. 15051518,
2005 INFORMS
initial distribution and the generatorA. In particular,the
transition matrixPtis given by
Pt = expAt =
n=0
Atn
n!
that is, PX1 X2DX1 X2 Dt is the conditional proba-bility that
X
1s + tX
2s + tDs + t = X
1 X
2 D
given thatX1sX2sDs = X1 X2 D and tk1 s < s + t < tk. Let
q
0 denote the initial distribution ofX10 X20D0. For example, if
the distributionchannel is empty at time zero, then
q0X1 X2 D =1 ifX1 = X2 = D = 0
q0X1 X2 D =0 otherwise.
Because the deliveries Sk1 Sk2 k=1K are known,
the likelihood function can be computed recur-sively, as
follows. For k = 1 2 we will com-pute k, the unnormalized
conditional distributionfor X1t
k X2t
kDt
k given the manufacturers
observations and deliveries up to time tk1, andthen compute qk,
the unnormalized conditional dis-tribution for X1tk X2tkDtk given
the manu-facturers observations and deliveries up to time
tk.Definet0 = 0 and
k qk1P tk tk1
In the case that a delivery is made at time tk Sk > 0,
then
qkX1 X2 0
Skd=0
kX1Sk X2dd ifik = 1
Skd=0
k
X1d X2Sk d ifik = 2
qkX1 X2 D kX1Sk X2Sk Sk
forD > 0
In the case that an observation is made at time tkSk = 0,
qkX1 X2 D
kX1 X2 D ifXik = Xik tk
0 otherwise
Then, the likelihood function is given by
= qK
is the probability that under the delivery
schedule {Sk ik tkk=1K, the distributorik has inven-tory
levelXik tkat timetkfor whichSk = 0. This estab-lishes our main
result:
Proposition 6. Suppose that the manufacturer can-not identify
double orders, and observes each distributorsinventory level at
discrete points in time. In this case, the
MLEs of , and are given by
tK tKtK =argmaxR3+
In extensive simulation experiments, we have foundthat for
systems with a small base stock level B 10
andM= 10, the estimator is consistent. Unfortunately,the time
required to compute the matrix exponentialexpAt grows exponentially
with B and M, and wehave been unable to directly compute the MLE
forsystems with B 20 or M20. Clearly, a more effi-cient estimator
will be needed in practice. The expecta-
tion maximization (EM) algorithm (Elliott et al. 1995)can be
used to compute a series of parameter val-ues that converges to
tKtKtKin a mannerthat avoids direct computation of the matrix
exponen-tial. An alternative, efficient method of moments
esti-mators based on periodic sampling of a continuous-time Markov
process has recently been developed inthe finance literature
(Hansen and Scheinkman 1995,Duffie and Glynn 2004).
6. Concluding RemarksOur results suggest that Ciscos write-off
was caused
by estimation errors and cannot be blamed entirely
on the economic downturn. Any manufacturer thatfails to account
for duplicate orders will overestimatethe demand rate and the
reneging rate, and there-fore err in capacity planning.
Business-press punditshave attributed Ciscos multibillion-dollar
overinvest-ment in capacity to a severe component shortage
fol-lowed by a drop in demand, and failure by Ciscoto recognize
this downturn because of duplication inthe order backlog. However,
our analysis shows thatexcess capacity can be an insidious, chronic
problemeven under stable demand conditions. An acute dropin demand
just exacerbates the problem. When thecost of capacity is
relatively low, so that the produc-
tion rate is greater than the demand rate, the error
inestimating the demand rate is small, but the overesti-mate in the
reneging rate is large. Because customersappear to be very
sensitive to delay, the manufacturerdoes not realize that she has
too much capacity.
Surprisingly, we have also observed that when thecost of
capacity is very high and the manufactureris unaware of duplicate
ordering, she may investtoo little in capacity. At a low level of
capacity, cus-tomers tendency to switch to an alternative
distribu-tor reduces the number of lost sales and increases
themarginal value of capacity.
For the manufacturer that is monitoring doubleorders, we give
MLEs for the demand rate, the reneg-ing rate, and the probability
that a customer will dou-
ble order when forced to wait. These are valid forany
production, transportation, and inventory policy.The basic MLE
assumes that the manufacturer hasreal-time visibility of
distributors inventory levels,either through sophisticated software
or because thedistributor follows a base-stock policy (so the
manu-facturer can infer the inventory level from her ownorder
queue). More commonly, distributors order in
batches and the manufacturer observes distributors
-
8/14/2019 Backlog Writeoff.pdf
13/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity InvestmentManagement Science 51(10), pp. 15051518, 2005
INFORMS 1517
inventory levels infrequently if at all; we also providethe MLE
for this setting.
An important insight is that the manufacturermust experience
backorders and lose some customers
before she can estimate her customers tolerance fordelay. In
models with lost sales, other researchers
have shown that carrying more inventory results ina better
estimate of the demand rate. Our model isdistinctive in that
customers will wait, although onlyfor a limited time, before the
sale is lost. Carrying lessinventory and/or reducing the production
capacityresults in a better estimate of the reneging rate and
thedouble-order probability, without affecting the esti-mate of the
demand rate.
We have assumed a fixed probability that a cus-tomer duplicates
orders, given that his distribu-tor is out of stock. In reality,
duplicate orderingis history dependent. Confronted with a long
leadtime, some customers will make the effort to seek
out an alternative distributor. Having learned abouttheir
alternatives, these customers are more likely toduplicate-order in
the future (Kothari 2001). This can
be modeled as a Markov process with the double-order probability
as a hidden state variable. Then,maximum-likelihood estimation
requires repeatednumerical evaluation of an exponential function
ofthe generator matrix (a computationally intensiveprocedure). This
is impractical for industrial-sizedproblems. Ongoing research will
develop efficientmethod-of-moments estimators based on
periodicsampling of a continuous-time (partially observed)Markov
process, drawing on methods from the
finance literature (Duffie and Glynn 2004).Since 2001, Cisco has
increased visibility andtightened control of its distribution
channels. Newinformation systems provide visibility of
distribu-tors inventory levels and the ability to control
thepurchase price for resellers (www.comergent.com).Resellers that
share demand information and providea high service level to
customers are rewarded with areduced price for Cisco hardware. With
survey infor-mation from resellers and corporate customers,
Ciscohas improved its demand forecasting (Business Week2002a). In
another new program, Cisco owns the hard-ware in the distribution
channel, sets the price for theend customer, and pays channel
partners. Resellerscharge the end customer for the service of
configura-tion, rather than selling hardware. Adoption of thisnew
program has been slow, perhaps because chan-nel partners are
unwilling to cede information andcontrol.
High-tech manufacturers including Sony, HP,Toshiba, and Sun have
recently implemented iGINEsoftware for monitoring channel
inventory. Accordingto Chua I-Pin, Vice-President of iGINE,
manufacturersmay need to provide significant financial
incentivesfor distributors to share inventory data. Validation
is challenging, as the data sets are complex. Forexample, in the
Asia-Pacific region, Hewlett-Packardmonitors more than 100,000 SKUs
at 100 Tier-1 whole-salers, and 300 Tier-2 resellers. Distributors
typicallywill not share the identity of backordered customersor
price information. In shortage conditions, distrib-
utors typically increase their prices, so demand esti-mation is
complicated by the hidden variable of priceas well as duplicate
orders. With visibility of inven-tory levels, manufacturers are
moving beyond simpleFIFO order fulfillment or proportional
allocation, and
beginning to replenish inventory based on the over-stock or
understock conditions at various distributors.Will distributors
reduce their inventory to the detri-ment of the manufacturer?
Further research is neededto address dynamic strategic interaction
with infor-mation asymmetry and estimation.
An online appendix to this paper is available
athttp://mansci.pubs.informs.org/ecompanion.html.
AcknowledgmentsThe authors thank Tushar Kothari, Vice-President
of Distri-
bution at Cisco; and Chua I-Pin, Vice-President of Opera-tions
at iGINE for discussions on duplicate ordering andinventory
visibility in channel management. They thank LiChen for numerical
analysis, Halina Frydman for advice onstatistical estimation, and
Sridhar Seshadri for guidance inthe sensitivity analysis. Finally,
they thank Bill Lovejoy andthe anonymous associate editor and
referee for suggestionson model formulation, presentation, and
literature.
Appendix A. The Steady-State ProbabilitiesWhen = 1
We describe how to derive the steady-state probabilitiesfor the
system with = 1, and the exclusive productioncapacity devoted to
each distributor. Note that the statesX1 X2 where X1 < 0 and X2
> 0 (and vice versa) can-not be accessed. Therefore, one can
partition the completestate space into the following three mutually
exclusive sets:(1) S =n n n >0, (2) S0+ =0 0 1 B 0 1 B 0, and
(3) S+ = 1 B 1 B . Itis straightforward to calculate the
steady-state probabilitiesfor the Markov chains that are restricted
to each of thesethree sets, and hence to calculate the steady-state
probabili-ties for the whole chain, using the transition rates
betweenthese sets. The resulting expressions are cumbersome.
Forexample, the steady-state probability that both distributors
have outstanding orders is
S =+0 02
+0 02 + 1 1 +
where
1 1 =
n=1
2n1nj=2 + j
1and +0 0 =
q1q1 + q2
with
q1 =
1 11 B1
B11 +1 21 B2
B12
-
8/14/2019 Backlog Writeoff.pdf
14/14
Armony and Plambeck: Duplicate Orders on Demand Estimation and
Capacity Investment1518 Management Science 51(10), pp. 15051518,
2005 INFORMS
q2 = c
1
21B1 1/22
B
221 1/22 + 2
1 21B
1 21
c =
1 21
B+1
1 21+
21B1 1/22
B
221 1/22
1 i=
i
i= 1/2 1,i = 1 2. Similar expressions apply when i= 1/2or 1 for
i = 1 or 2.
Appendix B. The Steady-State Probabilitieswith FIFOIn this
appendix, we describe how to calculate the steady-state
probabilities when the manufacturer uses a FIFO pol-icy, the
distributors prioritize their double orders, ordersmade when
distributors are out of stock are lost (that is, = ), and there are
no double orders = 0. Under theseassumptions, the state descriptor
C=c1c2cn(with n the total number of outstanding orders, and ck 1 2
is the distributor who made the order that is cur-rently in
position k in line k= 1 n ) is a continuous-time Markov chain. Let
YiC =
nk=1 1ck=i, i = 1 2, be the
number of orders from distributori currently in queue; then
YiC is constrained to the set 0 B . Without this con-straint,
the steady state of the system has a product form,and hence it has
this form on the constrained state space aswell. In summary, the
steady-state distribution is as follows:
C = b
A
2
n
where = 2/, b = 1/12B+1 if =1, and b =1/2B + 1when = 1.
Also,
A = 1 b2B
n=B+1
Mn
2
nwithMn = 2
nk=B+1
n
k
The loss rate in this system is
PY1C = B + PY2C = B = 2PY1C = B
= 22B
n=B
n
B
b
A
2
n
References
Anupindi, R., Y. Bassok. 1999. Centralization of stocks:
Retailers vs.manufacturer.Management Sci. 45 178191.
Anupindi, R., M. Dada, S. Gupta. 1998. Estimation of
consumerdemand with stock-out based substitution: An application
tovending machine products.Marketing Sci.17 406423.
Armony, M., E. Plambeck, S. Seshadri. 2005. Convexity
properties
and comparative statics for M/M/S queues with balking
andreneging. Working paper, New York University, New York.
Azoury, K. S. 1985. Bayes solution to dynamic inventory mod-els
under unknown demand distribution. Management Sci. 3111501160.
Business Week. 2001. Management lessons from the bust. (Au-gust
27) 104110.
Business Week. 2002a. Cisco: Behind the hype. (January 22).
Business Week. 2002b. Without chips, the economy is harder to
read.(May 6).
Cachon, G. P. 2001. Stock wars: Inventory competition in a
two-echelon supply chain with multiple retailers. Oper. Res.
49658674.
Cachon, G. P., A. G. Kok. 2002. How to (and how not to)
estimatethe salvage value in the newsvendor model. Working
paper,University of Pennsylvania, Philadelphia, PA.
Cachon, G. P., M. A. Lariviere. 1999. Capacity choice and
allocation:Strategic behavior and supply chain performance.
ManagementSci.45 10911108.
Chua, I.-P. 2003. Conversation with iGINE Vice-President of
Oper-ations. (May 21).
Daley, D. J., L. D. Servi. 2001. Estimating customer loss rates
fromtransactional data. Working paper, GTE Laboratories,
Waltham,MA.
Ding, X., M. C. Puterman, A. Bisi. 2002. The censored
newsven-dor and the optimal acquisition of information. Oper. Res.
50517527.
Duffie, D., P. Glynn. 2004. Estimation of continuous-time
Markovprocesses sampled at random times.Econometrica7217731808.
Elliott, R., L. Aggoun, J. Moore. 1995. Hidden Markov Models:
Esti-mation and Control. Springer, New York, 3576.
Hansen, L., J. Scheinkman. 1995. Back to the future:
Generatingmoment implications for continuous time Markov
processes.Econometrica63 767804.
Kothari, T. 2001. Conversation with Cisco vice president for
distri-bution channels. (June 7).
Lariviere, M. A., E. L. Porteus. 1999. Stalking information:
Bayesianinventory management with unobserved lost sales.
Manage-ment Sci.45 346363.
Larson, C. E., L. J. Olson, S. Sharma. 2001. Optimal inventory
poli-cies when the demand distribution is not known. J.
Econom.Theory 101 281300.
Lee, H. L., V. Padmanabhan, S. Whang. 1997. Information
distor-tion in a supply chain: The bullwhip effect.Management
Sci.43546558.
Li, L. 1992. The role of inventory in delivery time
competition.Management Sci. 38 182197.
Lippman, S. A., K. F. McCardle. 1997. The competitive
newsboy.Oper. Res. 45 5465.
Lovejoy, W. S. 1990. Myopic policies for some inventory mod-els
with uncertain demand distribution. Management Sci. 36724738.
Lovejoy, W. S. 1992. Stopped myopic policies in some
inventorymodels with generalized demand processes. Management
Sci.38 688707.
Mahajan, S., G. van Ryzin. 2001. Inventory competition
underdynamic consumer choice. Oper. Res. 49 646657.
Mandelbaum, A., S. Zeltyn. 1998. Estimating characteristics
ofqueueing networks. Queueing Systems 29 75197.
Netessine, S., N. Rudi. 2003. Centralized and competitive
inventorymodels with demand substitution. Oper. Res. 51 329335.
Netessine, S., N. Rudi, Y. Wang. 2001. Dynamic inventory
compe-tition and customer retention. Working paper, University
ofPennsylvania, Philadelphia, PA.
Parlar, M. 1988. Game theoretic analysis of the substitutable
prod-uct inventory problem with random demand. Naval Res. Logist.35
397409.
Ryan, S. M. 2003. Capacity expansion with lead times and
autocor-related random demand.Naval Res. Logist. 50 167183.
Scarf, H. E. 1959. Bayes solution of the statistical inventory
problem.Ann. Math. Statist. 30 346363.
Thurm, S. 2001a. Missed signals: Behind Ciscos woes are
somewounds of its own making. Wall Street Journal (April 1).
Thurm, S. 2001b. Cisco expects tough times for rest of year.
WallStreet Journal(August 8).
Toktay, L. B., L. M. Wein. 2001. Analysis of a
forecasting-produc-tion-inventory system with stationary demand.
ManagementSci.47 12681281.
Van Mieghem, J. A. 2003. Capacity management, investment,and
hedging: Review and recent developments.ManufacturingService Oper.
Management 5 269302.