-
MICRO PROGRAMMABLELOGIC CONTROLLERS:
LOW COST AUTOMATIONFOR THE STAGE
OR LEARNING TO LOVE LADDER LOGICBY LORE
The LoweU Da\~es Festival Stage was an idealplace to perform
Shakespeare's As YOIl Like It.Cantilevered above a canyon and
overlooking theSan Diego Zoo, the occasional roar of a lion or the
plain-tive cau of a peacock added to the mystery of the Forestof
Arden. But now the forest-or, rather, the tree thatrepresented
it-teetered on the brink. The graceful spanof its wire and foanl
branches a1tel11ately threatened andbeckoned the stagehands
scattering in the canyon below.
nder the deck of the outdoor stage, the \~nch operatorcarefuUy
extracted himself from a chow mein of aircraftcable and splintered
wood. He had been distracted, itseems, by a spider "as big as a
house cat" and had sentthe tree moving in the wrong direction. The
Forest ofArden now rested on the upstage lip of the stage-three
"The Forest ofArden, " in As You Like It, at the Lowell Davies
Festival Stage/Simon Edison Center for the Perf. Arts, 1990.
Scenery by David Jenkins,lighting by Peter Maradudin, costumes by
Robert Wojewodski.
SCHREIBER
feet beyond its intended stop and but a wafting breezefrom
obli\~on. As the production manager, my assistantand I crouched
beside the tree, waiting for our cue toshove the 'forest' back
down-stage, I thought, "Theremust be a better way!" The better way
turned out to bethe micro version of a programmable logic
controUer.
Progranlmable logic controUers (PLCs) are com-puter-like de\~ces
designed specificaUy for the control ofmachinery or processes.
Prior to the development of thePLC, most automated machinery was
controUed byelectro-mechanical S\\~tches caUed relays. Dozens of
re-lays might be required to pelform even simple machinecontrol and
hundreds might be necessary for complexoperations. Besides being
expensive, power-hungry andprone to breakdowns, the single greatest
drawback to re-lay-based control systems was that they were
hardwired.Making a simple change in a control sequence meant
re-\lliing the system. For the automotive industry, \\~thhighly
automated assembly lines and yearly modelchanges, the cost of
"reprogran1ffiing" such systems inboth labor and loss of production
was staggering. In1968, in an effort to eliminate relay-based
systems, Gen-eral Motors wrote the design specifications for the
firstprogranlmable logic controUer. Several control manufac-turers
responded to the chaUenge and in 1969 the firstgeneration of PLCs
was born.
Although the first generation was designed to fill theneeds of a
single industlY, advances in electronics haveincreased the
capability and reduced the cost of PLCs sothat now nearly evelY
induslIy that uses machinelY em-ploys them. They are found in
manufacturing, of course,but also can be found controlling
elevators, vending ma-chines, anmsement park rides and stage
machinely. En-tertainment industly companies like FeUer
Precision,
18 SPRING I 996 1D&1
-
Scenic Technologies and Show Tech depend on PLCs tocontrol the
specialized machines in shows like Dam//Yankees, Sunset Bou/evard
and HolV To Succeed InBusiness. The increasingly high-tech
spectacle of Las Ve-gas shows like Buccaneer Bay and EFX would be
impos-sible without these devices.
PLCs come in a \\~de vaIiety of brands and models.On the
high-end are modulaI' systems featuring a centralprocessing core
with an open back-plane onto whichspecialized control or sensor
modules are mounted. De-pending on the modules selected, these
systems may costseveral thousand dollars. On the other end of the
scale isthe "micro" PLC. Several manufacturers,
GEIFanuc,Allen-Bradley and Aromat among otilers, offer a microPLC
which lacks tile modular design of its more-expen-sive cousins, but
still provides the solid-state equivalentof more than a thousand
relays, and hundreds ofcounters and timers. These units run about
$350.00 for a"starter kit" which usually includes the PLC,
program-ming software and a serial cable for downloading pro-grams
from a personal computer.
Physical differences among brands are minor. Ingeneral, tile
micro PLC consists of a plastic housing thatis a bit smaller tilan
a brick or a paperback copy ofAt/asShrugged and considerably
lighter than eitiler one. Screwterminals are provided for all
inputs, outputs and powerconnections. Generally, the input
terminals are arrayedalong one side of tile unit and tile output
terminals alongtile opposite side. These terminals are called VO
(input!output) points and tile size of the unit is specified by
iliecombined number of points. The smallest of tile microPLCs are
commonly 14 point units with 8 inputs and 6outputs, but they are
often provided witil a port to add anexpander unit which usually
doubles tile available VO.
Micro PLCs are furtiler specified by tile type of in-puts
available: digital or analog. Analog PLCs are used tocontrol
de\~ces tilat supply or require continuously vari-able data such as
temperature or pressure and are not asuseful for controlling stage
machinery. Digital units, ontile otiler hand, use simple ON/OFF
devices like push-buttons or toggle switches for input. Connecting
an inputdevice to a digital micro PLC is simply a matter of
con-necting one wire from a switch to an input terminal andthe
otiler wire to tile common temlinal. For tiuee-\vire,solid state
sensors like proxinlity or photo-electricswitches, most micro PLCs
prO\~de a 24 VDC ternlinal ad-jacent to the input ternlinals (VPP
in Figure I) to providepower for the sensor. In tllis case, one
wire connects tothe common, one to tile power supply and the load
\\~reto one of the inputs. In either case, closing tile switchturns
the input ON. Most micro PLCs are capable of sup-plying 75 to 100
ma for external sensors and the indi-vidual inputs typically draw
less than 10 mao
Outputs are either single-pole, single-throw relays(simple 0
/OFF switches) or the transistorized equiva-lent. Of the two, the
relay output is the easiest to imple-ment and requires little or no
additional circuitry; onemerely hooks a source of power to one side
(terminal)
of the output relay and the load to the orller and that is
it.Load limitations vary among brands, but output relaysaI'e
typically capable of 2 to 5 amperes at 250VAC or30VDC for resistive
loads.
If the input devices are simple 0 /OFF switches andthe outputs
are simple ON/OFF s\\~tches, what good is aPLC? Why bother witil
the middleman? The answer, ofcourse, is progranlmability. Using
only tilese simple 01 /OFF s\vitches, PLCs can perform quite
complex controlsequences based on an internally stored
progranl.
For most PLCs, full-size or nlicro, the programminglanguage is
called Relay Ladder Logic, which is a reflec-tion of the PLCs
origins. Working with Relay Ladder Logic(RLL) differs from
traditional computer programming.PLC progranls are not written,
rather, tiley are drawn andtile resulting diagranl resembles a
ladder, hence thenan1e. Software bundled \\~th the starter kits
allows theprogrammer to build the diagrams on a personal com-puter
by selecting from a menu of elements. Once theladder is complete,
tile progranl is up-loaded to tile PLCvia a serial cable.
It may be daunting to consider learning yet
anotherprogranlIlling language, but RLL is really quite
simple,consisting of only two primary commands: ON and OFF.To
demonstrate how simple RLL really is, we \\ill build aprogranl to
prevent the Forest of Arden (rom wanderingoff in the wrong
direction using only ON/OFF switchesand ON/OFF commands.
For ilie purposes of tilis demonstration let's assumetilat ilie
Forest of Arden is moved by a standard stagecable \\~nch powered by
a permanent magnet DC motor,which, in turn, is driven by a
regenerative motor drive.Selecting a direction for the regenerative
drive requiresonly a light duty, single-pole/double-ilirow toggle
switch,or, for our purposes, a PLC. To complete our system, we\\ill
place a limit s\\~tch at each end o( ilie forest's trackand give
the operator a single, large, green push-buttonto put tile forest
in motion. The PLC will decide wllich di-rection is appropriate and
when to stop.
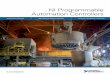
Figure I shows how each of ilie components areconnected to a
typical PLC. One wire from the operator'spush-button is connected
to Input I and the oilier wire tothe PLe's common. Likewise, each
Unlit switch is con-nected to an input and to rlle common.
Activating aS\vitch completes ilie circuit and turns its
correspondinginput 01 . On rlle output side, the fonvard and
reversewires from the regenerative drive are connected to Out-puts
I and 2 respectively. The drive's common \\~re isconnected to ilie
common terminal shared by ilie twooutputs. In tllis case,
activating an output will connect ei-ther the forward or reverse
wire to the drive's commonand tile motor will start. Each input and
output has a cor-responding indicator light on the face of the PLC
thatlights when tile input or output is ON.
Figure 2 shows a simple RLL progranl. On tile leftand right are
two vertical lines called rails, which areschematic representations
of the actual power rails, werethese electro-mechanical relays.
"Power" flows down ilie
TD&T S P R I. G I 9 9 6 19
-
Figure 1 - Micro PLC Connections
Most input devices connected to the PLC are either "normally
open" or "normally closed" type switches. The programming symbols
usedin RLL are called "normallyopen contact" (-I I-) and "normally
closed contact" (-1/1-), but it's important to not confuse the
logicalconditions (ON/OFF) represented by the programming language
with the physical devices connected to the PLC.
MOTOR REVRSE ...J
SWITCH: PGMhtODEAll.OWSTRANSFER OF RUPROGRAM FROh' APERSONAL
COMPUTERTO THE PLC.
COM PORT: SERIALPORT USED TO UPLOADTHE Rll PROGRM'.
COM: COhV,'ON FOR INPUTS
COMOPORT
'------'---''--J
\ \ PWR: UGHT ON INDICATES THAT\ UNIT HAS I 10 VAC COMING
IN.
OUTPUT TERhllNALS: OUTPUT DEVICES CONNECTED TO I,2 AND 3 MUST
SHARE COM/.tON VOLTAGE. OUTPUTS 4.5 AND 6 CAN HAVE DIFFERENT
VOLTAGES
OK: UGHT ON INDICATES SELF-DIAGNOSTIC FUNCTION CONFIRI.1S
All.INTERNAL ORCUITS FUNCTIONINGPROPERLY.
OFF-STAGE Uh"T SWITCH/ (NORlMllY OPEN TYPE)
ON-STAGE UMIT SWITCH/ (NORIMllY OPEN TYPE)
OPERATOR PUSH-WTTON (NORMAllY OPEN TYPE SWITCH)~
I0 0 0 0 0 0
I 2 3 4 5 6 7I 2 3 4 5 6 OK
0 0 0 0 0
OUTPUTS
2 3 COM
0 vpp
o
o
POWER INTERMINAil FORIIOVAC
MOTOR FORWARD
VPP: SUPPUES 24 VDC
COMMON ---J
INPUT TERMINAil 1-8
LED PANEL: A UGHT FOR.I.CH INPUT AND OUTPUT.A UGHT ON CONFIRJ"S
ACLOSED ORCUIT FOR THATINPUT OR OUTPUT.
Rung One reads, "If the operator's push-button is ON and the
limit switch isOFF, then Output 1 will come on and the motor will
start forward. "
INPUT I INPUT 2 OUTPUT I
'"(PUSHwrrON) (ON-STAGE UMIT) (MOTOR FORWARD)
:2: I V1 (0I.:>:2:::>'"
left rail, across the rung to the right rail, completing
theelectrical connection to whatever de\~ce is representedby the
parentheses. Along the rung to the left of the pa-renthesis are
conditions that must be met before powercan flow to the de~ce.
These conditions are representedby the schematic diagram for
contacts that are either nOI~mallyopen (-11-) or normally closed
(-Vl-).
This schematic diagram system for progranlming,
with its use of the symbols for normally open and nOI~mally
closed contacts, was taken directly from the old re-lay-based
system. However, the terms "normally open"and "normally closed" are
often a source of confusion totllOse new to RLL diagrams. To avoid
tllis, an easy way tokeep things straight is to read tile -I 1-
symbol as mean-ing ON and the -Vl- symbol as meaning OFF. (T1link
ofthe international symbol for "no," the circle with a slashthrough
it. The RLL symbol with a slash means NOT ON.)
Each rung in an RLL program is essentially a truthtable: if all
tile conditions specified on the rung are mel,then the de~ce in the
parentheses adjacent tile rightpower rail \\~ll switch on and stay
on only as long as theconditions continue to be met.
Figure 2 is our basic program for the Forest ofArden. The rung
is drawn with one ON contact (-I 1-)and one OFF contact (-Vl-)
representing the PLC inputsto which the operator's push-button and
the on-stagelimit switch are connected. The de\~ce represented by
tileparentheses is the PLC's Output 1, wllich is the motor
inforward motion. The program may be read thusly: "If theoperator's
push-button is ON and tile linlit switch is OFF,tilen Output 1 will
come on and tile motor will start fOl~
RIGHT POWER RAILFigure 2
LEFT POWER RAIL
20 SPRING 996 TD&T
-
Rung One reads, "If the operator's push-button is ON, OR the
motor isgoing forward (meaning Output 1 is ON) and the limit switch
is OFF, thenthe motor will run. "
RIGHT POWER RAIL
OUTPUT I(MOTOR FORWARD)
OUTPUT I(MOTOR fORWARD)
RIGHT POWER RAIL
Figure 4
Figure 3
INPUT 2(ON-STAGE UMlT)
INPUT 2(ON-STAGE UMIT)
OUTPUT 2(MOTOR REVfR5E)
LEFT POWER RAIL
INPUT I(PUSHwrrON)
LEFT POWER RAIL
'"zo\) OUTPUT I5 (MOTOR FORWARD)'"
INPUT I(PUSH-BUTTON)
'"zo\) OUTPUT I5 (...IOroFt fORWARD)'"
Rung Two reads, "If the operator's push-button and the on-stage
limitswitch are ON and the off-stage limit switch is OFF, OR the
motor is ON inreverse and the off-stage limit switch is OFF, then
the motor will run. " (RungOne is the same as in Figure 3)
INPUT I INPUT 2 INPUT 3 OUTPUT 2
IMH.wf_O_N! ION_TG'...U_M'_T!---..,.....-_I_O'-IF-STAGEI-U_M_'T)
I'-I'OTOR REVERSE)
available to the entire progran1. (That is why it is possiblefor
the motor outputs to latch themselves ON.) If oneimagines the power
rails and rungs to be pipes full of wa-ter and the conditions to be
simple valves, it may beeasier to ~suaJjze how RLL works. Pressure
is appliedcontinuously through the left power rail to each
rung;whenever a valve opens on a rung, water will flow, re-gardless
if that rung is on the top or the bottom of theladder.
The solution to the unhappy regenerative driveabove is simply to
add another condition to the first rungthat will prevent it
operating at the same time as the sec-ond. There are several
possible ways to do this, but thesimplest is to add the off-stage
Limit s\~lch to Rung Onemaking it a mirror of Rung Two. (See Figure
5) Now theforest will begin to move only as long it is at one end
ofthe track or the other, against one of the Limit switches.The
operator's push-button is by-passed once the motorstarts in either
direction.
ward." Tote that every condition must be met for the mo-tor to
run: if the operator takes his hand off the push-but-ton or the
limit switch turns 0\ then the conditions willnot be met and the
motor will stop. ~ow there is no dan-ger of the Forest of Arden
overrunning its spike; once ithits the limit switch it will
stop.
Of course, it would be nice if the operator couldtake his hand
off the push-button to swat a spider (orscratch or whatever)
\\~thout the forest coming to a halt.We can accomplish this by
adding an '"OR" branch to therung. One of the great benefits of RLL
is that the o. /OFFstatus of the de~ce in the parentheses may be
used as acondition on the rung as well. Figure 3 shows the
ORbranch. The program reads: "If the operator's push-but-ton is ON
or the motor is going forward (meaning Output1 is ON) and the limit
switch is OFF, then the motor willrun." This rung represents the
typical "latch-on" abilityof RLL. Once the motor starts, the OR
branch becomestrue, by-passing the push-button and latching the
motorON until Arden reaches the limit switch. Once the limitswitch
goes 01 , that condition will be false and powerwill cease to flow
across the rung; the motor will stop andthe OR branch will become
false as well.
Act II, scene ii-it is time for the Forest of Arden toexit. The
operator pushes the big green button and noth-ing happens.
Obviously, we need to draw another rung toreverse the process.
Figure 4 shows the new rung. Notethat we have added another limit
switch for the off-stageposition, connected to Input 3 and another
de\~ce (mo-tor reverse) connected to Output 2. This rung may
beread: "If the operator's push-button and the on-stagelimit switch
are ON and the off-stage limit s\\~tch is OFF,or the motor is OK in
reverse and the off-stage limit
s\\~tch is OFF then the motor will run." We have latchedthe
motor 0(, as in the first rung, until the off-stage limitswitch is
reached. In this case, the Forest of Arden willbegin to travel off
stage only if it is already on stageagainst the on-stage limit
switch, but once it starts, thatcondition is by-passed by the OR
branch.
If our winch operator is slow to remove his handfrom the switch,
however, things will get interesting.Imagine that the forest has
begun to travel off-stage; it isno longer against the on-stage
limit s\~tch, which goesOFF-but the operator still has his hand on
the big greenbutton. Now, suddenly, the conditions in Rung One
aremet as well as those in Rung Two: the push-button is 0 Iand
on-stage limit switch is OFF. Output 1 (motor for-ward) switches
ON. However, Output 2 (motor reverse)is still ON too, and the
regenerative drive is not happy!
This sort of RLL programming problem is what of-ten frustrates
those used to BASIC or other sequentiallyexecuted progran1ming
I:mguages. In BASIC, each line ofcode is read and then immediately
executed. Relay Lad-der Logic operates a little differently. First
the status ofthe inputs is scanned, then the program (ladder)
isscanned and then the outputs are updated. The PLCmakes this scan
several times each second and anychange in the status of an input
or output is immediately
TD&T SPRING I 996 21
-
to run the motor off stage until it hits the off-stage
limitswitch.)
So, two simple rungs progranlmed into an inexpen-sive micro PLC
have solved the problem of the waywardForest of Arden and allowed
for a rather sophisticatedstage effect at the push of a single
button. By automatingcontrol of the winch, the chance of human
error is re-duced while maintaining sufficient operator control
forthe safety of the performers. This is a vely simple ex-anlple of
the potential for machine control using microPLCs, but they are
capable of much more.
When the current, Doug Schmidt-designed, revivalof Damn Yankees
was being tried out at the Old Globe inSan Diego, a similar motion
control problem occurred,but this time the object in motion was a
pallet. The palletwas designed to travel on and off stage carrying
variousbits of scenery. nlike the Forest of Arden, however,
thepallet was required to stop at several intermediate
pointsbetween the extreme on- and off- stage positions. Onepossible
solution was to add a limit switch for each inter-mediate stop, but
that rapidly would have consumed allthe available inputs on the PLC
and made adjustments dif-ficult during rehearsals. Asimpler
solution was to em-ploy one of the PLC's several hundred counters
for eachposition. Since PLCs were developed for manufacturingand
processing plants, the ability to count was an impOI~tant part of
the original design specification. Whethercounting bottles on a
conveyor, passes by a cutting tool,or, in tlus case, rotations of a
winch drum, PLCs are easilyadapted to the task.
First the PLC needs something to count. There areseveral ways to
convert the rotation of the winch druminto the digital signal
required by the PLC. An inexpensivemethod, suitable for many
applications, is to mount asolid-state proximity switch near the
drum sprocketwhich senses the passage of the sprocket's teeth.
Eachtime a tooth passes by, the sensor turns 0 . The PLCcounts the
number of times the sensor turns ON and haltsthe motor upon
reaching a preset number. Proximity sen-sors are readily available
in the voltage and current rangeof the PLC's internal power supply,
so no additional cir-cuilly is required. Of course tlus method
limits the maxi-mum position resolution to the pitch (distance
betweenthe teeth) of the winch sprocket, or between 5/8 and Iinch
for typical stage winches.
For this production of Damn Yankees, 1/4 inchresolution or
better was required, since the pallet had ahole in it through which
an actor entered from below,atop a small elevator trap.
Misalignment would result inthe actor scraping a shoulder or worse.
So, instead of aproximity switch, I selected an incremental
encoderdriven directly from the drum shaft. An incremental en-coder
consists of a photo-electric sensor which reads thelight passing
through evenly spaced slots cut into a flatdisk rotating on the
winch shaft. The selected encoderprovided 250 square wave (digital
ON/OFF) pulses perrevolution, increasing the position resolution to
a theo-retical 118 inch for the winch in use. Like the
proximity
RIGHT POWER RAILFigure 6
Of course, the operator is now removed from theloop. What
happens if the Forest of Arden needs to bestopped for an emergency,
to prevent, say, a Rosalindrun-over? Simple-we add a big red button
to theoperator's control, attach it to Input 4 and add it to
eachrung as in Figure 6. Tote that, in this case, we're using
anormally closed switch. The emergency stop switch mustbe ON for
the motor to run; hitting the button opens thecircuit, turning
Input 4 OPE This is the safest arrange-ment, since any interruption
of the emergency stopswitch circuit-a broken wire, for
exanlple-will stopthe motor.
Restarting the motor after an emergency stop can bea problem. If
we assume that the forest was stopped mid-travel and that it is no
longer against one of the limitswitches, none of the conditions
required to start the mo-tor are met. The solution is to either
manually activateone of the limit switches or add another rung that
allowsthe operator to take manual control. (One method mightbe to
draw a rung that requires that the start button andthe emergency
stop button be depressed simultaneously
INPUT I INPUT 3 INPUT 2 OUTPUT I
IPUSH-TI-0_N) I_OF-I~rEI-U_MI_T)---,.---_IO_N--t",A ,GEI-U_MI_F)
I_M;OTOR FORWARD)
OUTPUT 2(Al0TOR REVERSE)
INPUT I INPUT 2 INPUT 3 INPUT 4 OUTPUT 2
lPUSH-ll-o_N) I_ON--IfEI-UA_"T_)_r-_IO_F~-tSTAGEt-UA_"T_) _1
-
OUTPUT I(MOTOR FORWARD)
RIGHT POWER RAIL
t
/48
RESET
Figure 7
IO'-P"
C 10(INTERNAL RE.U.Y)
INPUT I(PUSff-8UTTON)
OUTPUT I(MOTOR fORWARD)
OUTPUT I(MOTOR fORWARD)
INPUTBel
(PROXIMITY 1f-~_ITC_H)
(IN_TM~R_W_Y)---:C"'O~U::-NrrT~I-C-O-U-N-TE-R-I --,
LEFT POWER RAIL
j~l r rUili: ~ ~1ij'j,tl
-
PLC INPUTS
12 13 I~ 15
TERM/NAL CONNECTEDTO COMMON
B 4 2
I
I
I I1
B
9
o
~
'"< 4iJUJQ 5QUJ
8 6\J,...
'" 7~