Embed Size (px)
Citation preview

Fertigungstechnik - Umformen
Bilder und Tabellen
Prof. Dr. Beier
21. Juni 2005
InhaltsverzeichnisFließpressen 7
Biegen 11Biegeverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Verfahrensgrenzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Rückfederung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Zuschnittsermittlung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Biegekräfte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Biegen im V-Gesenk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Biegen im U-Gesenk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Biegekraft bei Werkzeug mit (Gegenhalter) . . . . . . . . . . . . . . . . . . . . . . . . . 14Abwärtsbiegen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Rollbiegen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Biegewerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16V-Gesenk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16U-Gesenk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Trennen 17Abschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Feinschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Zerschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Nachschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Grundbegriffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Folgewerkzeuge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Schneidplatte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
1
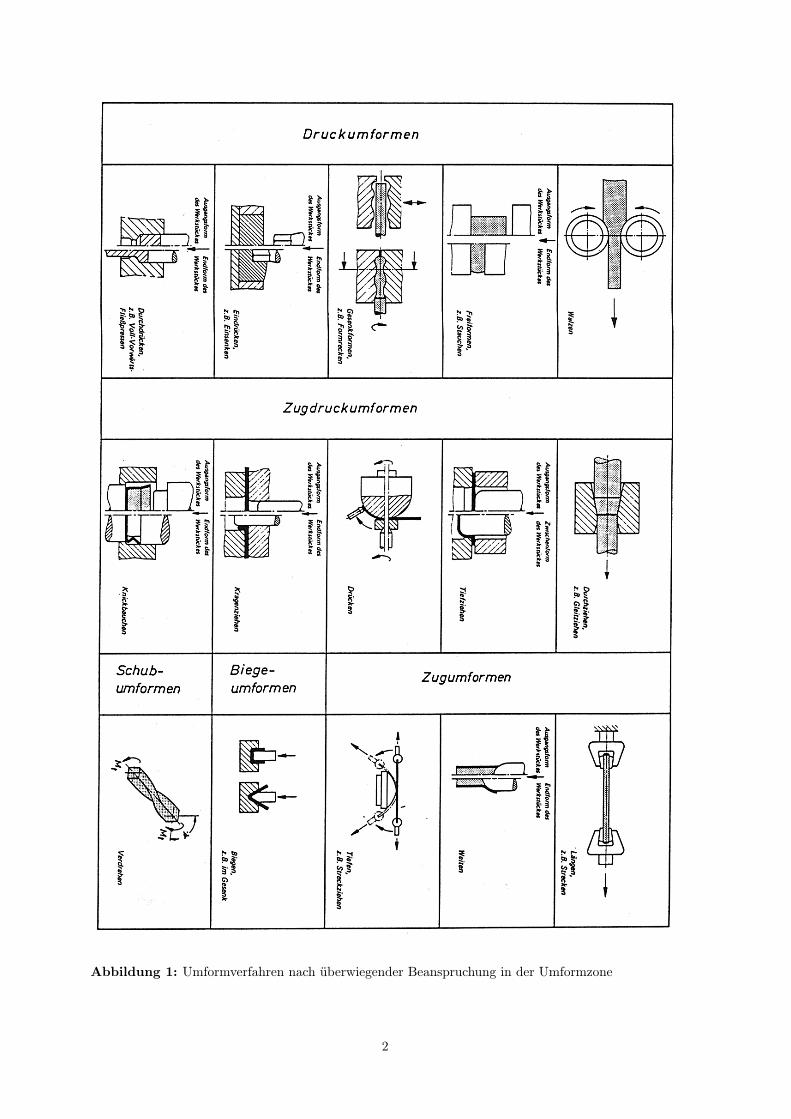
Abbildung 1: Umformverfahren nach überwiegender Beanspruchung in der Umformzone
2
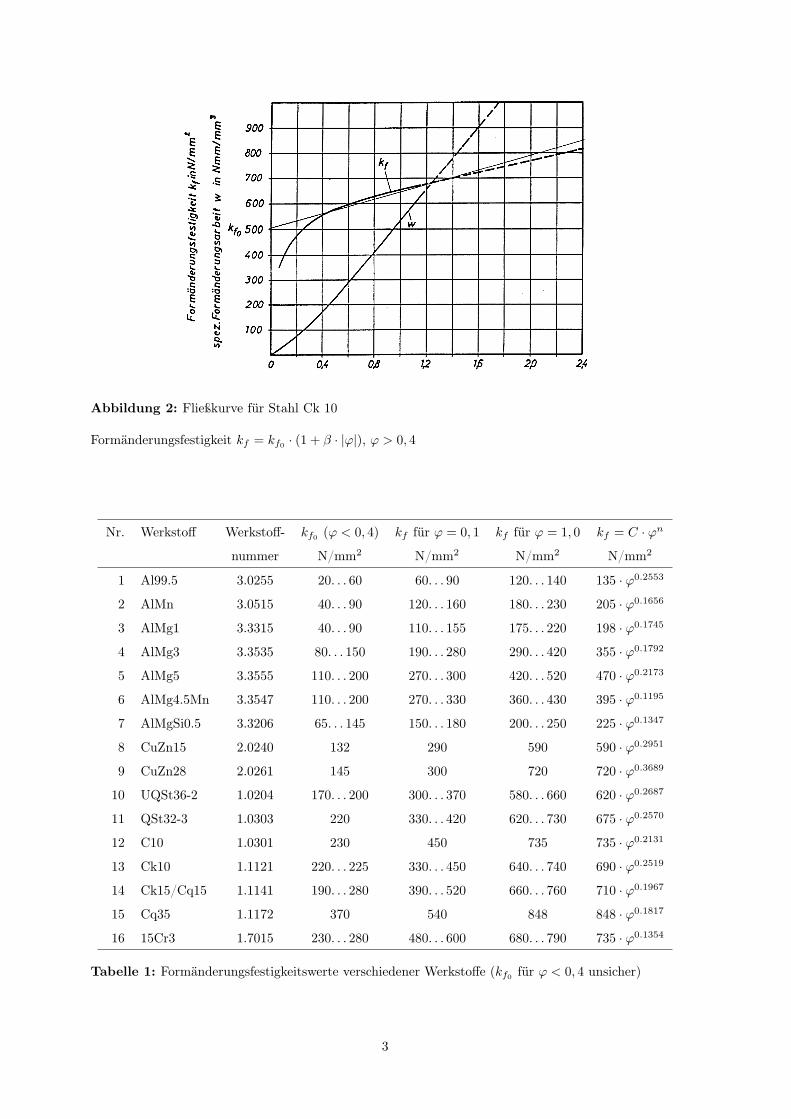
Abbildung 2: Fließkurve für Stahl Ck 10
Formänderungsfestigkeit kf = kf0 · (1 + β · |ϕ|), ϕ > 0, 4
Nr. Werkstoff Werkstoff- kf0 (ϕ < 0, 4) kf für ϕ = 0, 1 kf für ϕ = 1, 0 kf = C · ϕn
nummer N/mm2 N/mm2 N/mm2 N/mm2
1 Al99.5 3.0255 20. . . 60 60. . . 90 120. . . 140 135 · ϕ0.2553
2 AlMn 3.0515 40. . . 90 120. . . 160 180. . . 230 205 · ϕ0.1656
3 AlMg1 3.3315 40. . . 90 110. . . 155 175. . . 220 198 · ϕ0.1745
4 AlMg3 3.3535 80. . . 150 190. . . 280 290. . . 420 355 · ϕ0.1792
5 AlMg5 3.3555 110. . . 200 270. . . 300 420. . . 520 470 · ϕ0.2173
6 AlMg4.5Mn 3.3547 110. . . 200 270. . . 330 360. . . 430 395 · ϕ0.1195
7 AlMgSi0.5 3.3206 65. . . 145 150. . . 180 200. . . 250 225 · ϕ0.1347
8 CuZn15 2.0240 132 290 590 590 · ϕ0.2951
9 CuZn28 2.0261 145 300 720 720 · ϕ0.3689
10 UQSt36-2 1.0204 170. . . 200 300. . . 370 580. . . 660 620 · ϕ0.2687
11 QSt32-3 1.0303 220 330. . . 420 620. . . 730 675 · ϕ0.2570
12 C10 1.0301 230 450 735 735 · ϕ0.2131
13 Ck10 1.1121 220. . . 225 330. . . 450 640. . . 740 690 · ϕ0.2519
14 Ck15/Cq15 1.1141 190. . . 280 390. . . 520 660. . . 760 710 · ϕ0.1967
15 Cq35 1.1172 370 540 848 848 · ϕ0.1817
16 15Cr3 1.7015 230. . . 280 480. . . 600 680. . . 790 735 · ϕ0.1354
Tabelle 1: Formänderungsfestigkeitswerte verschiedener Werkstoffe (kf0 für ϕ < 0, 4 unsicher)
3
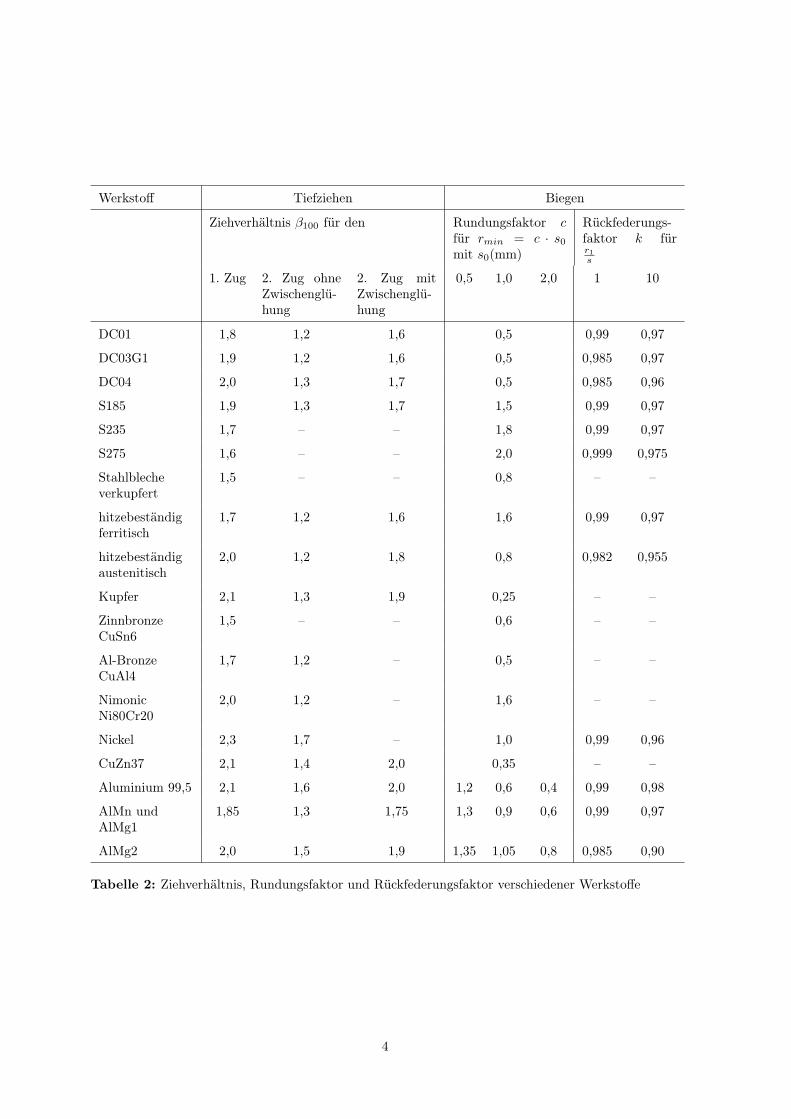
Werkstoff Tiefziehen Biegen
Ziehverhältnis β100 für den Rundungsfaktor cfür rmin = c · s0
mit s0(mm)
Rückfederungs-faktor k fürr1s
1. Zug 2. Zug ohneZwischenglü-hung
2. Zug mitZwischenglü-hung
0,5 1,0 2,0 1 10
DC01 1,8 1,2 1,6 0,5 0,99 0,97
DC03G1 1,9 1,2 1,6 0,5 0,985 0,97
DC04 2,0 1,3 1,7 0,5 0,985 0,96
S185 1,9 1,3 1,7 1,5 0,99 0,97
S235 1,7 – – 1,8 0,99 0,97
S275 1,6 – – 2,0 0,999 0,975
Stahlblecheverkupfert
1,5 – – 0,8 – –
hitzebeständigferritisch
1,7 1,2 1,6 1,6 0,99 0,97
hitzebeständigaustenitisch
2,0 1,2 1,8 0,8 0,982 0,955
Kupfer 2,1 1,3 1,9 0,25 – –
ZinnbronzeCuSn6
1,5 – – 0,6 – –
Al-BronzeCuAl4
1,7 1,2 – 0,5 – –
NimonicNi80Cr20
2,0 1,2 – 1,6 – –
Nickel 2,3 1,7 – 1,0 0,99 0,96
CuZn37 2,1 1,4 2,0 0,35 – –
Aluminium 99,5 2,1 1,6 2,0 1,2 0,6 0,4 0,99 0,98
AlMn undAlMg1
1,85 1,3 1,75 1,3 0,9 0,6 0,99 0,97
AlMg2 2,0 1,5 1,9 1,35 1,05 0,8 0,985 0,90
Tabelle 2: Ziehverhältnis, Rundungsfaktor und Rückfederungsfaktor verschiedener Werkstoffe
4
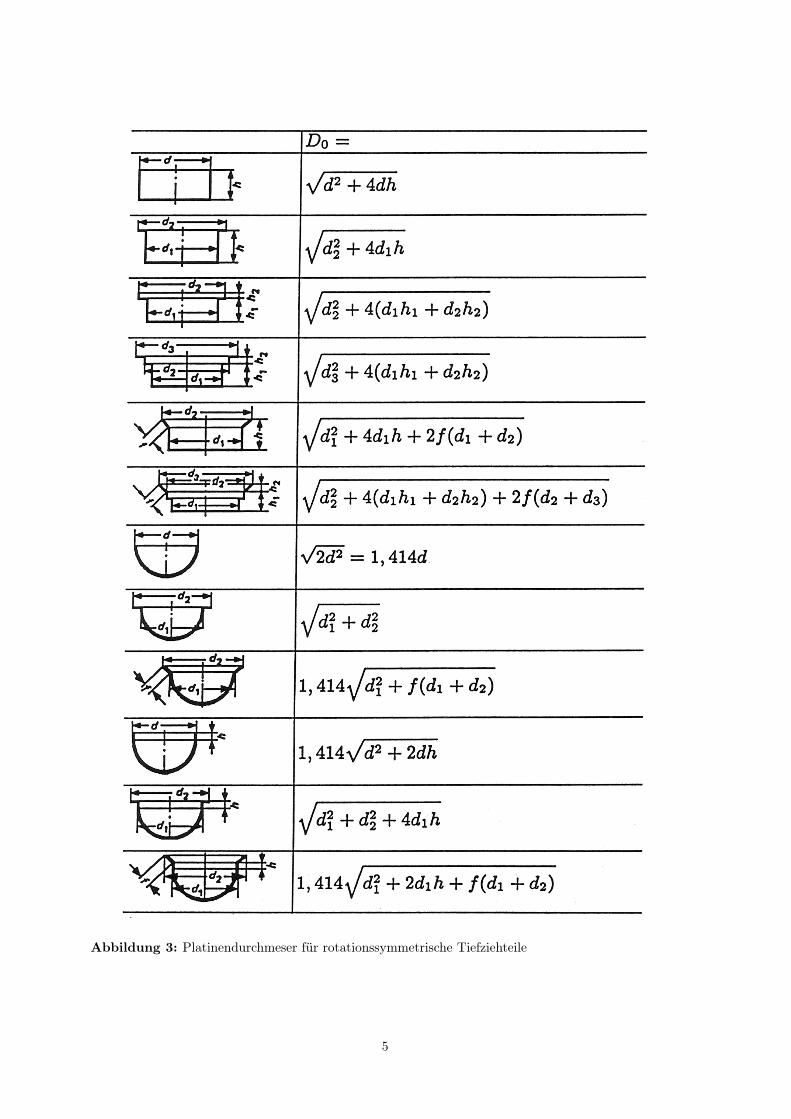
Abbildung 3: Platinendurchmeser für rotationssymmetrische Tiefziehteile
5
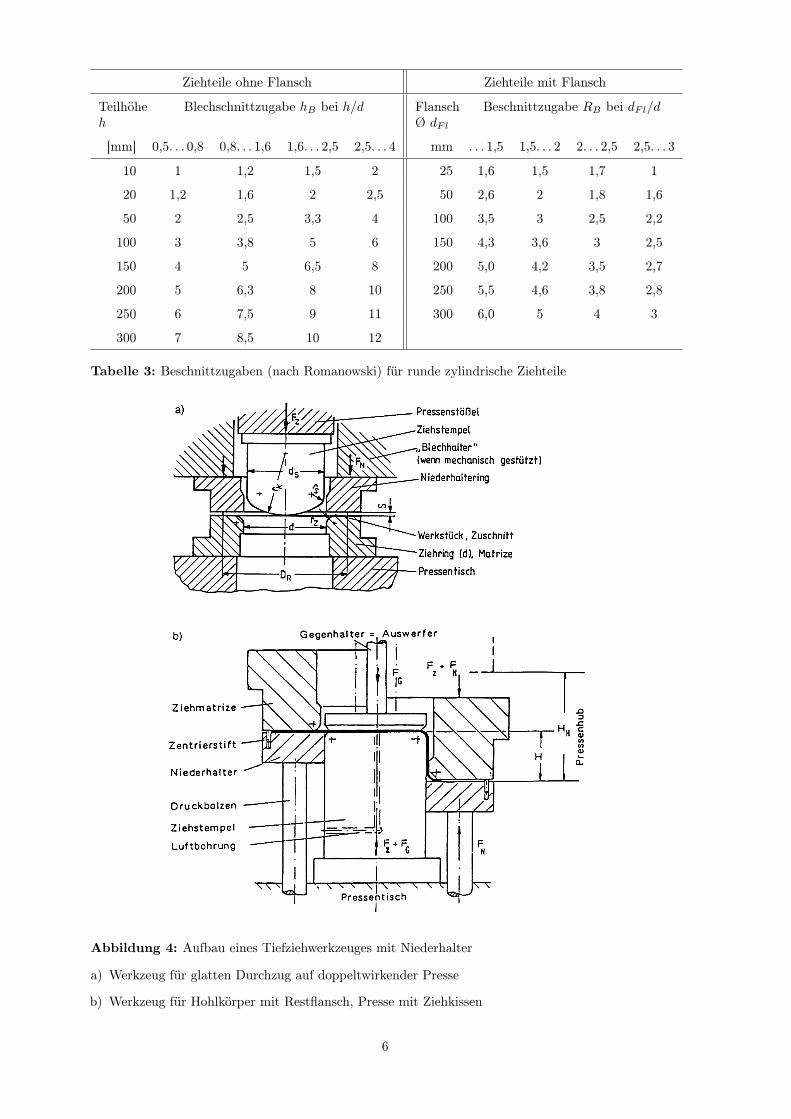
Ziehteile ohne Flansch Ziehteile mit Flansch
Teilhöheh
Blechschnittzugabe hB bei h/d FlanschØ dFl
Beschnittzugabe RB bei dFl/d
[mm] 0,5. . . 0,8 0,8. . . 1,6 1,6. . . 2,5 2,5. . . 4 mm . . . 1,5 1,5. . . 2 2. . . 2,5 2,5. . . 3
10 1 1,2 1,5 2 25 1,6 1,5 1,7 1
20 1,2 1,6 2 2,5 50 2,6 2 1,8 1,6
50 2 2,5 3,3 4 100 3,5 3 2,5 2,2
100 3 3,8 5 6 150 4,3 3,6 3 2,5
150 4 5 6,5 8 200 5,0 4,2 3,5 2,7
200 5 6,3 8 10 250 5,5 4,6 3,8 2,8
250 6 7,5 9 11 300 6,0 5 4 3
300 7 8,5 10 12
Tabelle 3: Beschnittzugaben (nach Romanowski) für runde zylindrische Ziehteile
Abbildung 4: Aufbau eines Tiefziehwerkzeuges mit Niederhalter
a) Werkzeug für glatten Durchzug auf doppeltwirkender Presse
b) Werkzeug für Hohlkörper mit Restflansch, Presse mit Ziehkissen
6
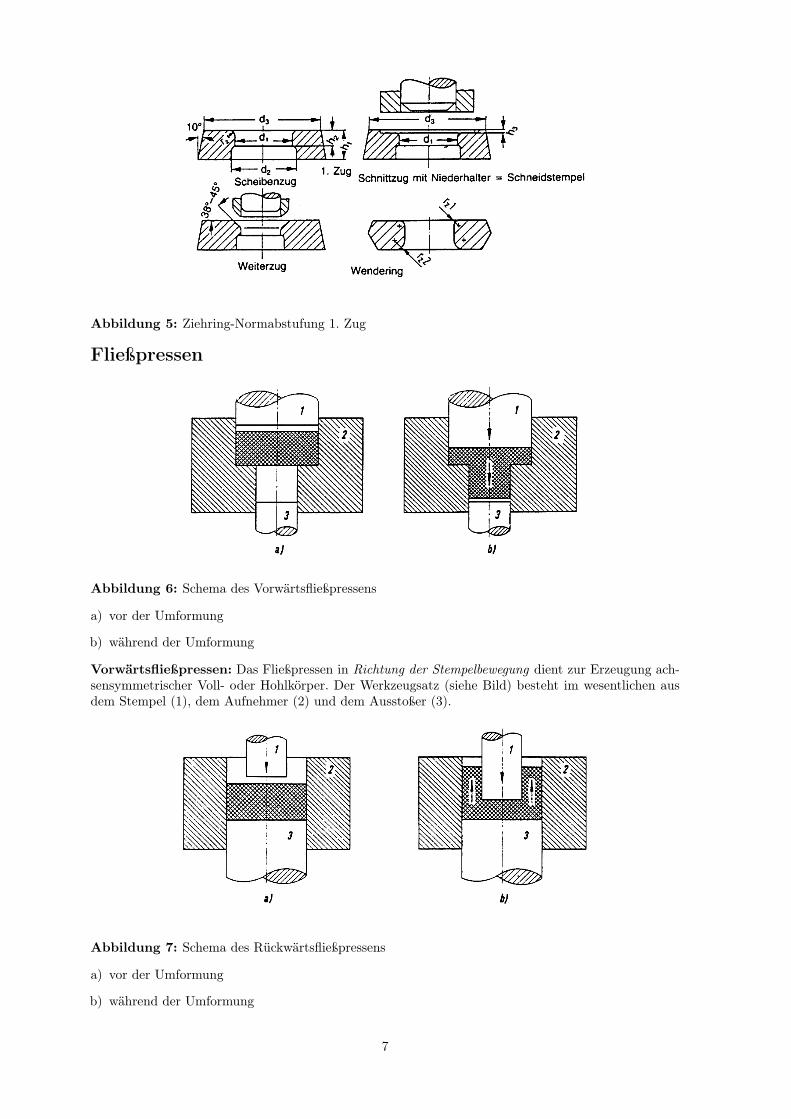
Abbildung 5: Ziehring-Normabstufung 1. Zug
Fließpressen
Abbildung 6: Schema des Vorwärtsfließpressens
a) vor der Umformung
b) während der Umformung
Vorwärtsfließpressen: Das Fließpressen in Richtung der Stempelbewegung dient zur Erzeugung ach-sensymmetrischer Voll- oder Hohlkörper. Der Werkzeugsatz (siehe Bild) besteht im wesentlichen ausdem Stempel (1), dem Aufnehmer (2) und dem Ausstoßer (3).
Abbildung 7: Schema des Rückwärtsfließpressens
a) vor der Umformung
b) während der Umformung
7
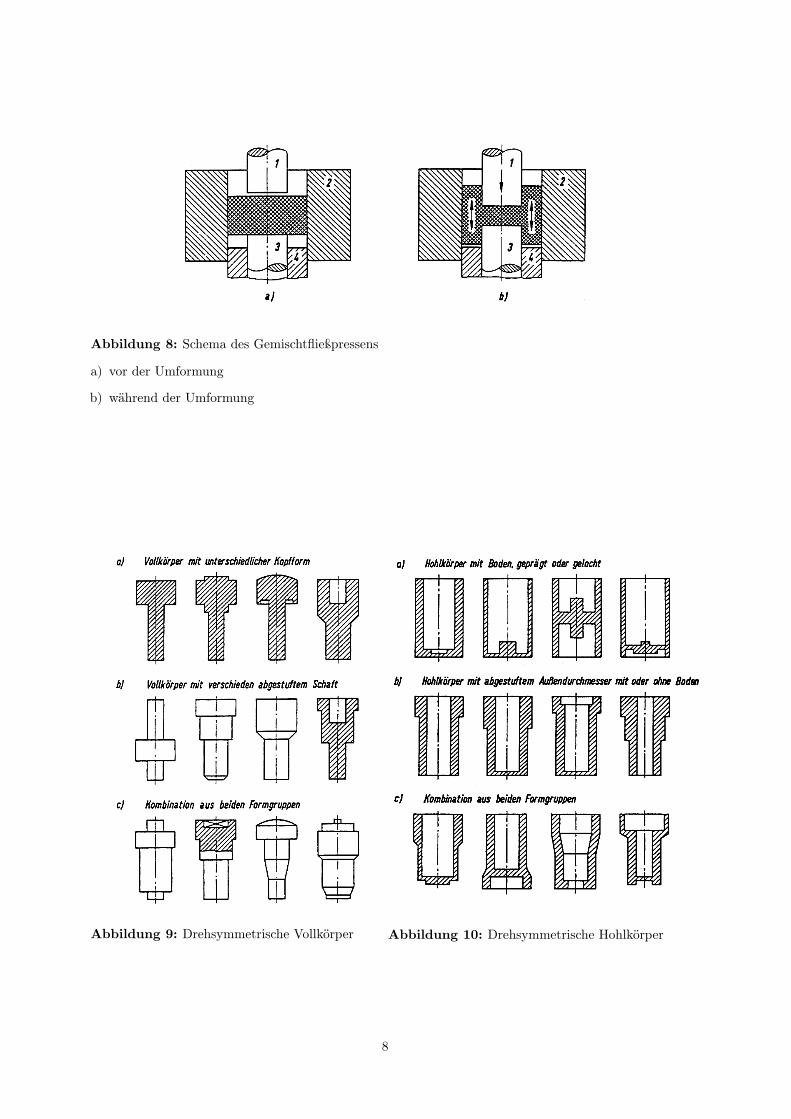
Abbildung 8: Schema des Gemischtfließpressens
a) vor der Umformung
b) während der Umformung
Abbildung 9: Drehsymmetrische Vollkörper Abbildung 10: Drehsymmetrische Hohlkörper
8
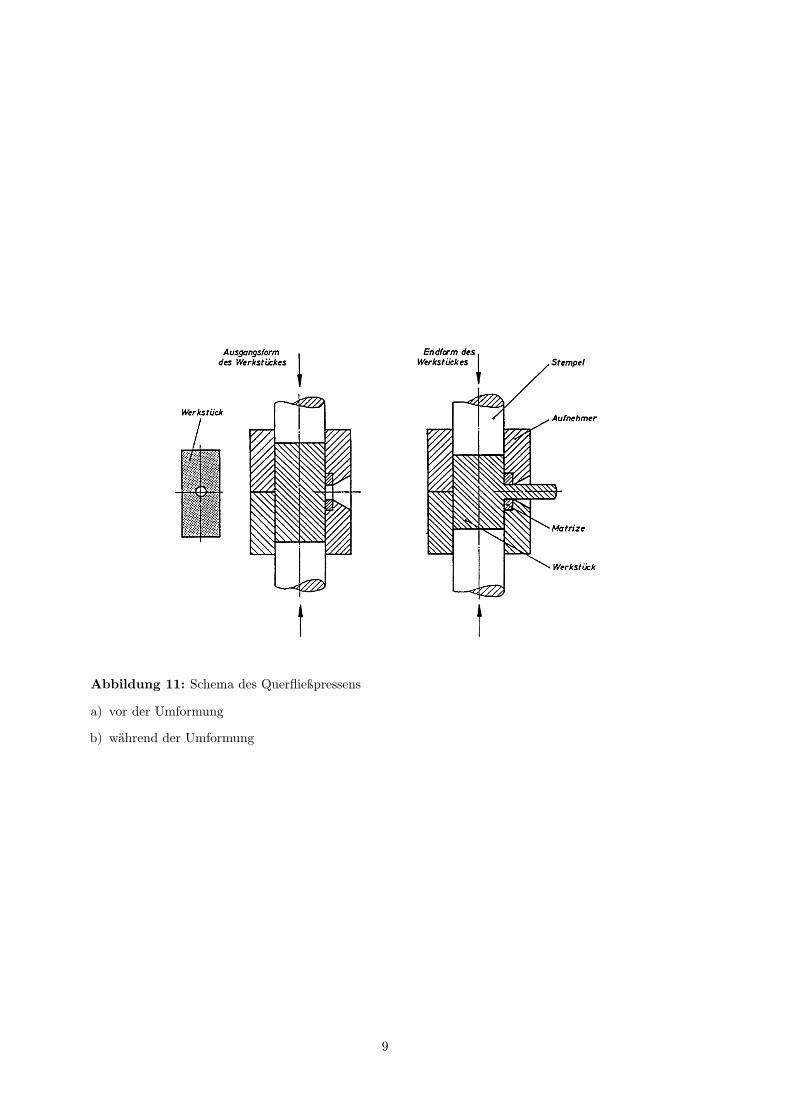
Abbildung 11: Schema des Querfließpressens
a) vor der Umformung
b) während der Umformung
9
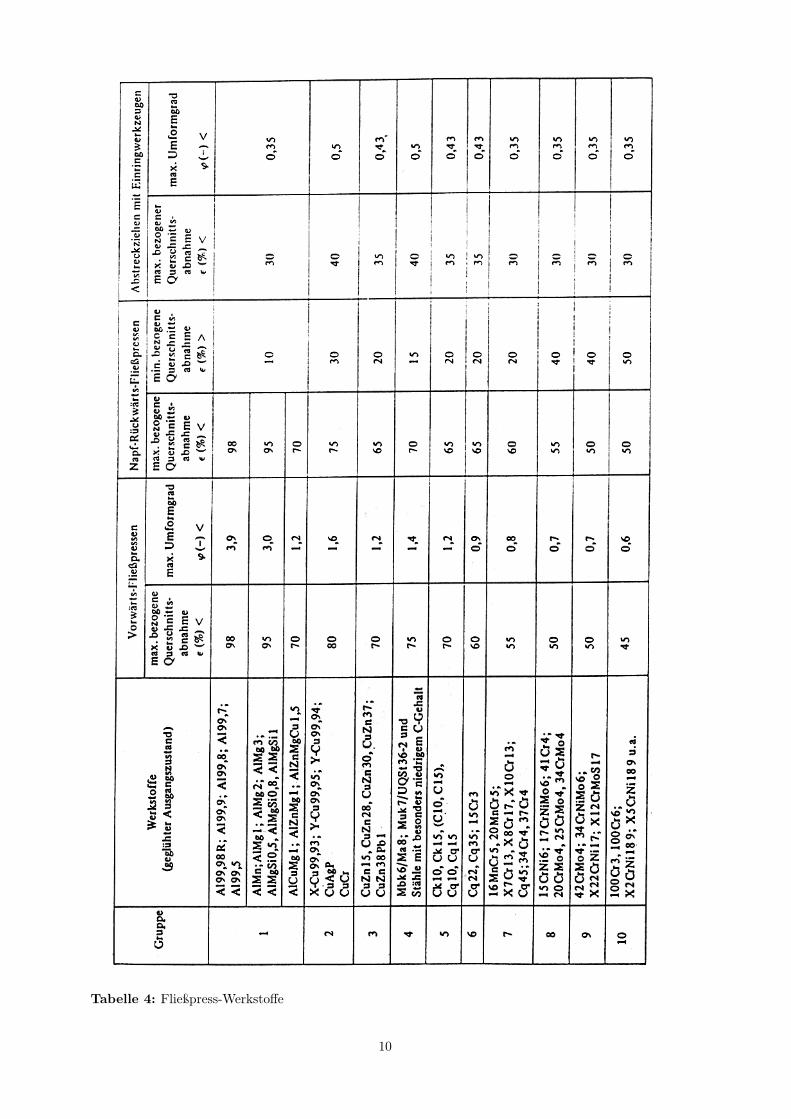
Tabelle 4: Fließpress-Werkstoffe
10
Biegen
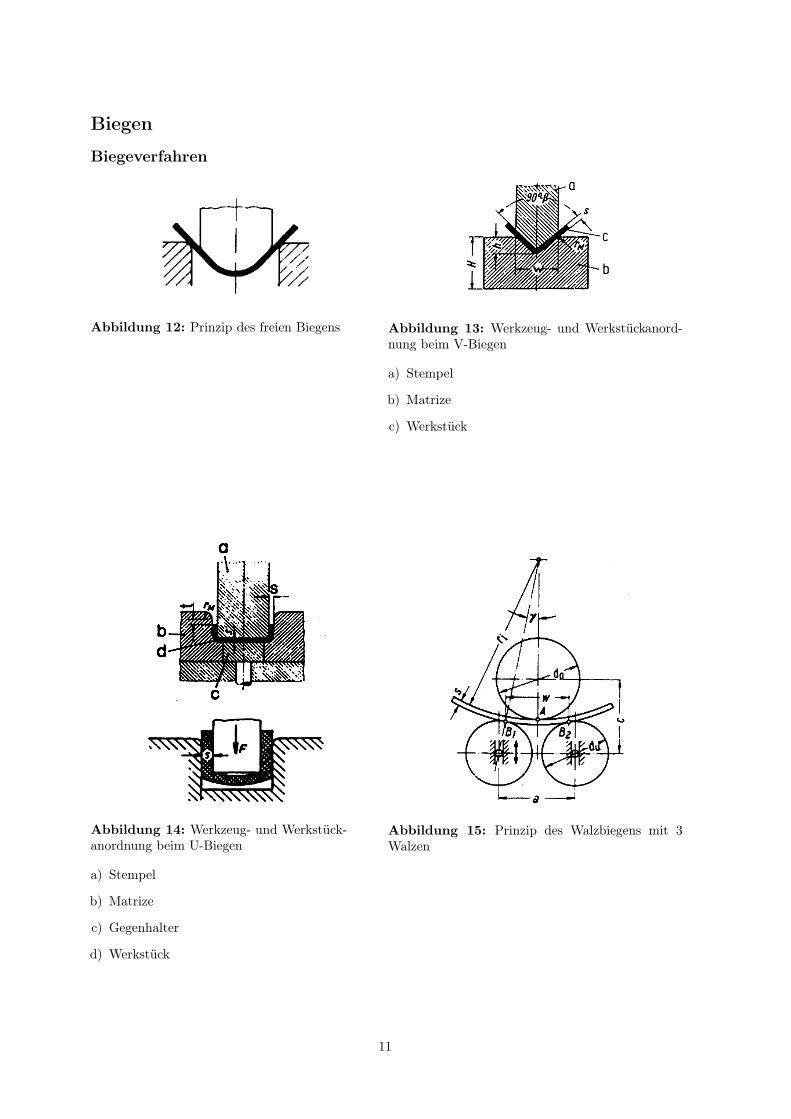
Biegeverfahren
Abbildung 12: Prinzip des freien Biegens Abbildung 13: Werkzeug- und Werkstückanord-nung beim V-Biegen
a) Stempel
b) Matrize
c) Werkstück
Abbildung 14: Werkzeug- und Werkstück-anordnung beim U-Biegen
a) Stempel
b) Matrize
c) Gegenhalter
d) Werkstück
Abbildung 15: Prinzip des Walzbiegens mit 3Walzen
11
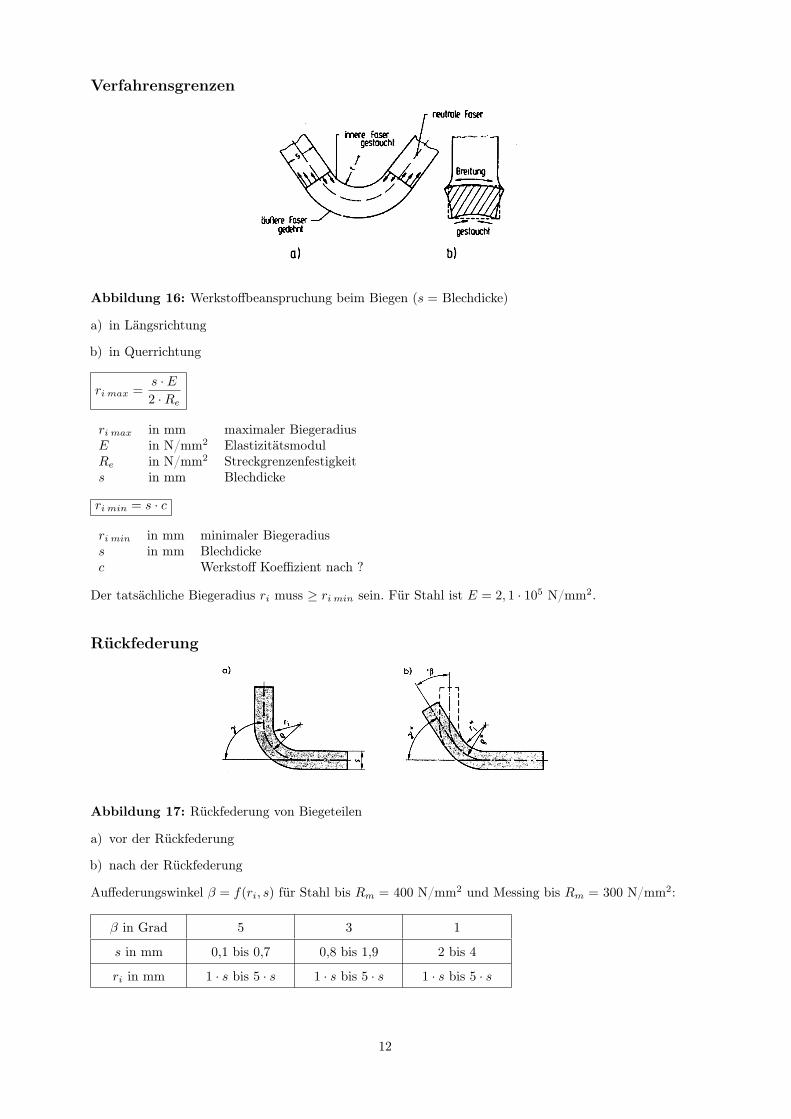
Verfahrensgrenzen
Abbildung 16: Werkstoffbeanspruchung beim Biegen (s = Blechdicke)
a) in Längsrichtung
b) in Querrichtung
ri max =s · E2 ·Re
ri max in mm maximaler BiegeradiusE in N/mm2 ElastizitätsmodulRe in N/mm2 Streckgrenzenfestigkeits in mm Blechdicke
ri min = s · c
ri min in mm minimaler Biegeradiuss in mm Blechdickec Werkstoff Koeffizient nach ?
Der tatsächliche Biegeradius ri muss ≥ ri min sein. Für Stahl ist E = 2, 1 · 105 N/mm2.
Rückfederung
Abbildung 17: Rückfederung von Biegeteilen
a) vor der Rückfederung
b) nach der Rückfederung
Auffederungswinkel β = f(ri, s) für Stahl bis Rm = 400 N/mm2 und Messing bis Rm = 300 N/mm2:
β in Grad 5 3 1
s in mm 0,1 bis 0,7 0,8 bis 1,9 2 bis 4
ri in mm 1 · s bis 5 · s 1 · s bis 5 · s 1 · s bis 5 · s
12
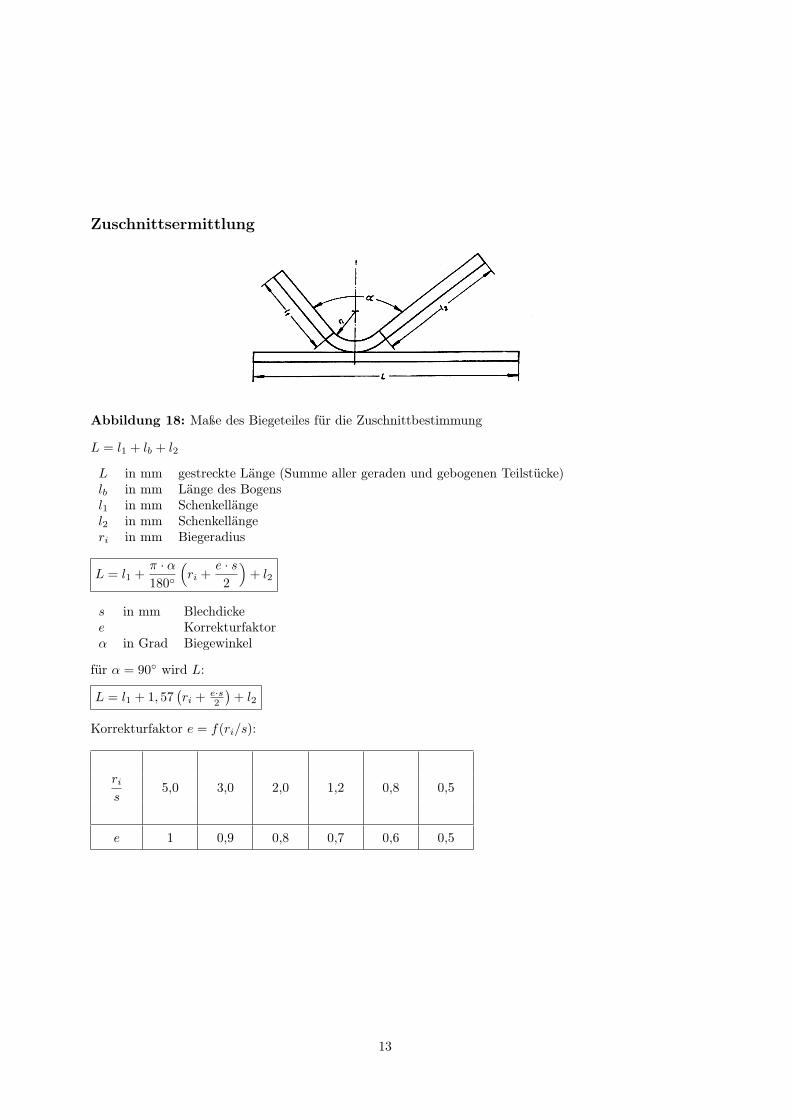
Zuschnittsermittlung
Abbildung 18: Maße des Biegeteiles für die Zuschnittbestimmung
L = l1 + lb + l2
L in mm gestreckte Länge (Summe aller geraden und gebogenen Teilstücke)lb in mm Länge des Bogensl1 in mm Schenkellängel2 in mm Schenkellängeri in mm Biegeradius
L = l1 +π · α180◦
(ri +
e · s2
)+ l2
s in mm Blechdickee Korrekturfaktorα in Grad Biegewinkel
für α = 90◦ wird L:
L = l1 + 1, 57(ri + e·s
2
)+ l2
Korrekturfaktor e = f(ri/s):
ri
s5,0 3,0 2,0 1,2 0,8 0,5
e 1 0,9 0,8 0,7 0,6 0,5
13
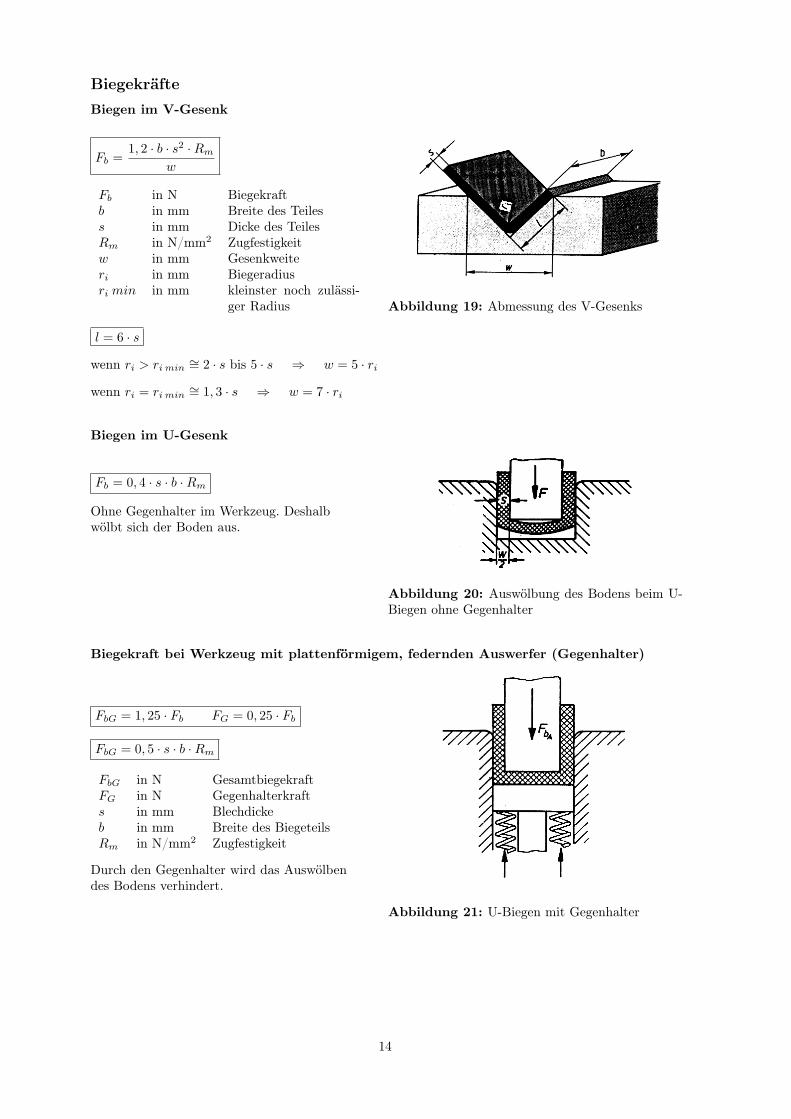
BiegekräfteBiegen im V-Gesenk
Fb =1, 2 · b · s2 ·Rm
w
Fb in N Biegekraftb in mm Breite des Teiless in mm Dicke des TeilesRm in N/mm2 Zugfestigkeitw in mm Gesenkweiteri in mm Biegeradiusri min in mm kleinster noch zulässi-
ger Radius
l = 6 · s
wenn ri > ri min∼= 2 · s bis 5 · s ⇒ w = 5 · ri
wenn ri = ri min∼= 1, 3 · s ⇒ w = 7 · ri
Abbildung 19: Abmessung des V-Gesenks
Biegen im U-Gesenk
Fb = 0, 4 · s · b ·Rm
Ohne Gegenhalter im Werkzeug. Deshalbwölbt sich der Boden aus.
Abbildung 20: Auswölbung des Bodens beim U-Biegen ohne Gegenhalter
Biegekraft bei Werkzeug mit plattenförmigem, federnden Auswerfer (Gegenhalter)
FbG = 1, 25 · Fb FG = 0, 25 · Fb
FbG = 0, 5 · s · b ·Rm
FbG in N GesamtbiegekraftFG in N Gegenhalterkrafts in mm Blechdickeb in mm Breite des BiegeteilsRm in N/mm2 Zugfestigkeit
Durch den Gegenhalter wird das Auswölbendes Bodens verhindert.
Abbildung 21: U-Biegen mit Gegenhalter
14
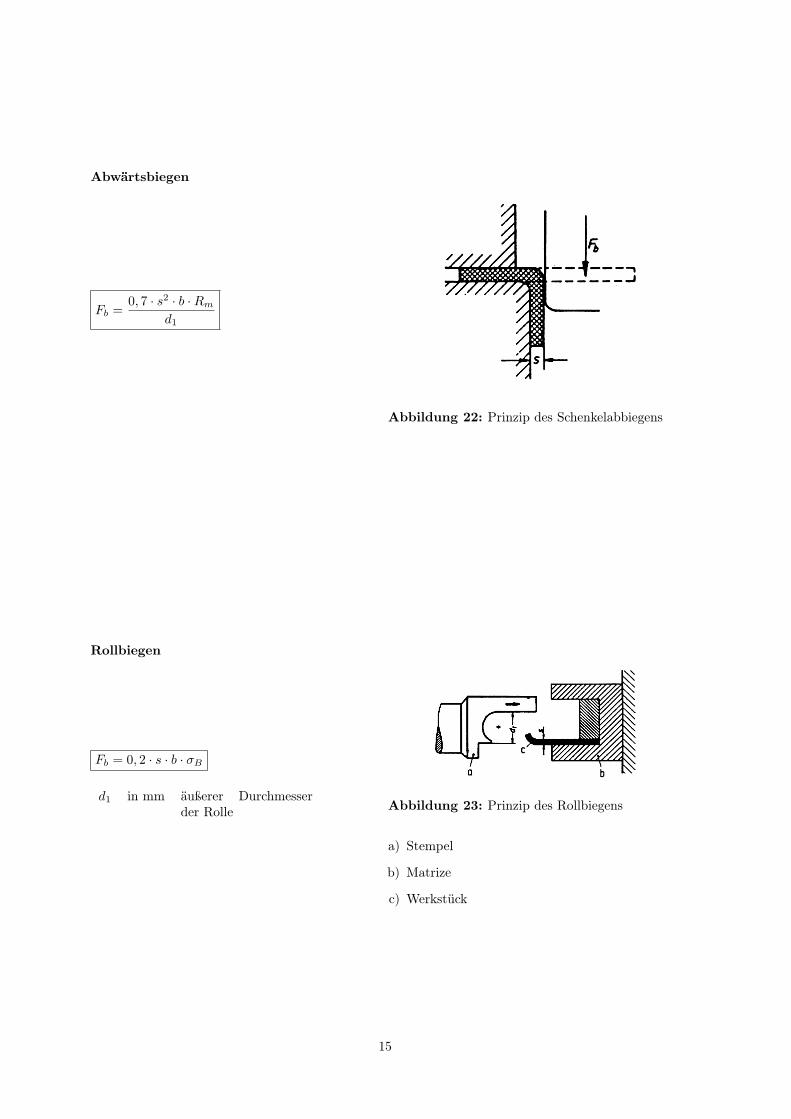
Abwärtsbiegen
Fb =0, 7 · s2 · b ·Rm
d1
Abbildung 22: Prinzip des Schenkelabbiegens
Rollbiegen
Fb = 0, 2 · s · b · σB
d1 in mm äußerer Durchmesserder Rolle Abbildung 23: Prinzip des Rollbiegens
a) Stempel
b) Matrize
c) Werkstück
15
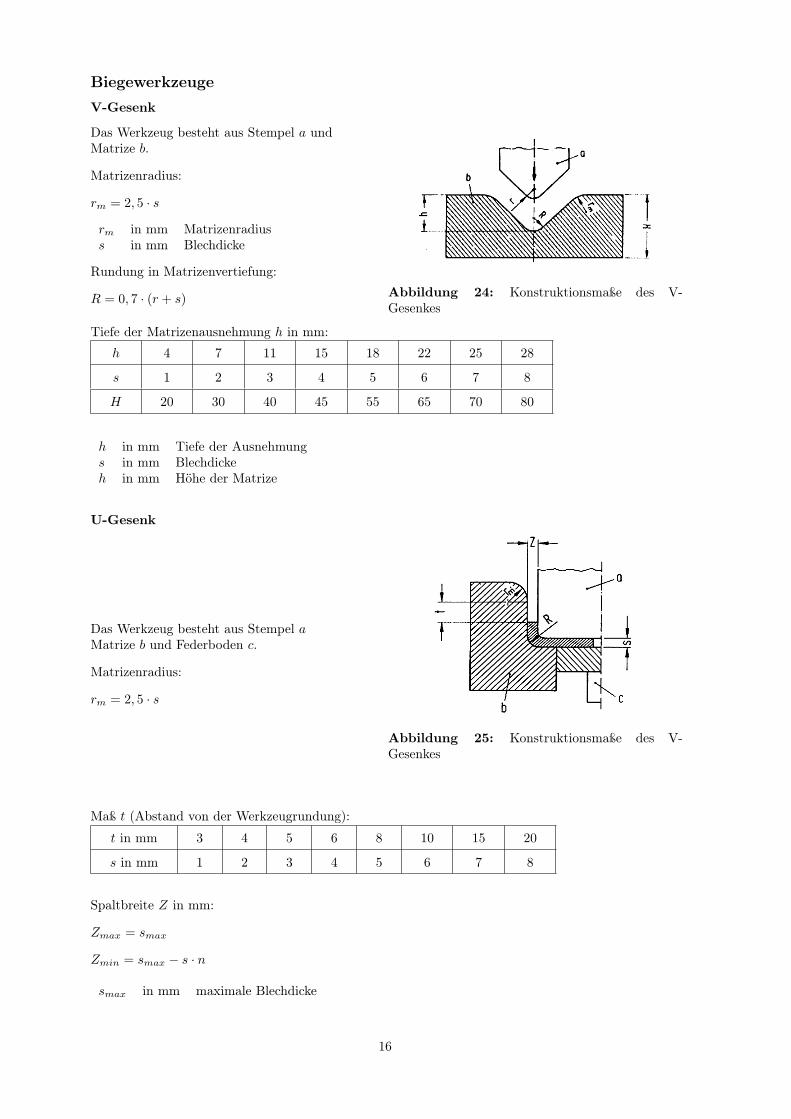
BiegewerkzeugeV-Gesenk
Das Werkzeug besteht aus Stempel a undMatrize b.
Matrizenradius:
rm = 2, 5 · s
rm in mm Matrizenradiuss in mm Blechdicke
Rundung in Matrizenvertiefung:
R = 0, 7 · (r + s) Abbildung 24: Konstruktionsmaße des V-Gesenkes
Tiefe der Matrizenausnehmung h in mm:
h 4 7 11 15 18 22 25 28
s 1 2 3 4 5 6 7 8
H 20 30 40 45 55 65 70 80
h in mm Tiefe der Ausnehmungs in mm Blechdickeh in mm Höhe der Matrize
U-Gesenk
Das Werkzeug besteht aus Stempel aMatrize b und Federboden c.
Matrizenradius:
rm = 2, 5 · s
Abbildung 25: Konstruktionsmaße des V-Gesenkes
Maß t (Abstand von der Werkzeugrundung):
t in mm 3 4 5 6 8 10 15 20
s in mm 1 2 3 4 5 6 7 8
Spaltbreite Z in mm:
Zmax = smax
Zmin = smax − s · n
smax in mm maximale Blechdicke
16
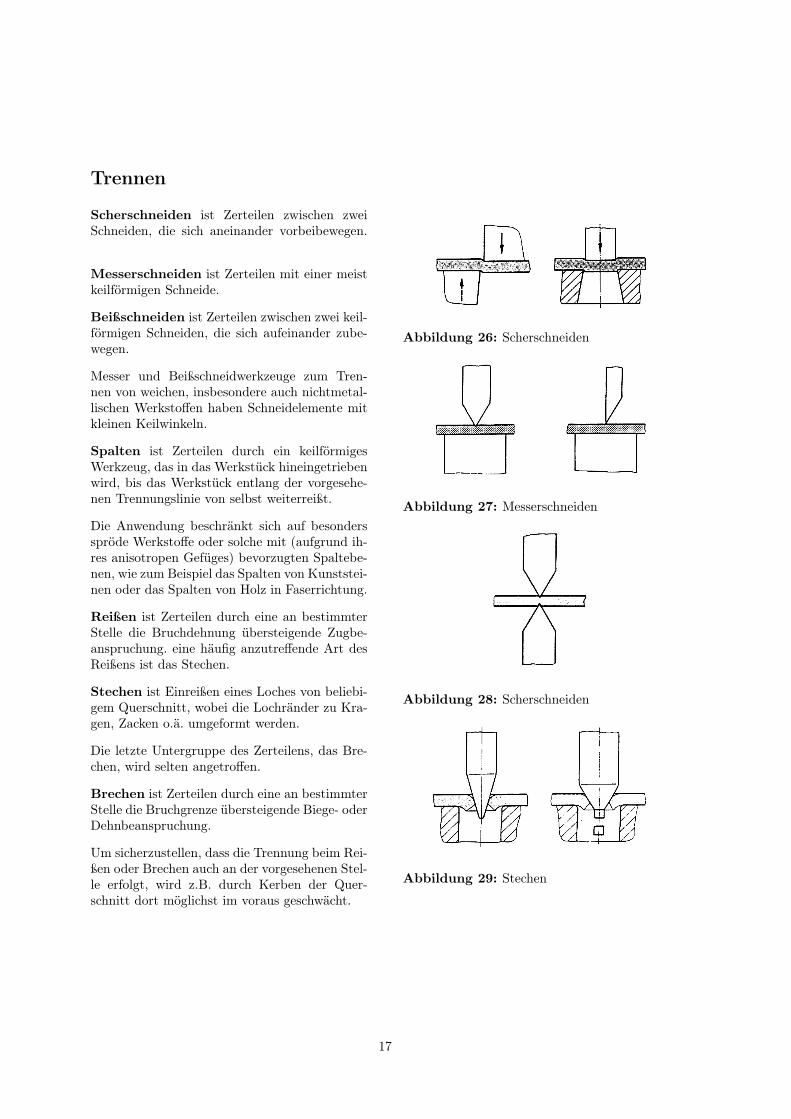
Trennen
Scherschneiden ist Zerteilen zwischen zweiSchneiden, die sich aneinander vorbeibewegen.
Messerschneiden ist Zerteilen mit einer meistkeilförmigen Schneide.
Beißschneiden ist Zerteilen zwischen zwei keil-förmigen Schneiden, die sich aufeinander zube-wegen.
Messer und Beißschneidwerkzeuge zum Tren-nen von weichen, insbesondere auch nichtmetal-lischen Werkstoffen haben Schneidelemente mitkleinen Keilwinkeln.
Spalten ist Zerteilen durch ein keilförmigesWerkzeug, das in das Werkstück hineingetriebenwird, bis das Werkstück entlang der vorgesehe-nen Trennungslinie von selbst weiterreißt.
Die Anwendung beschränkt sich auf besondersspröde Werkstoffe oder solche mit (aufgrund ih-res anisotropen Gefüges) bevorzugten Spaltebe-nen, wie zum Beispiel das Spalten von Kunststei-nen oder das Spalten von Holz in Faserrichtung.
Reißen ist Zerteilen durch eine an bestimmterStelle die Bruchdehnung übersteigende Zugbe-anspruchung. eine häufig anzutreffende Art desReißens ist das Stechen.
Stechen ist Einreißen eines Loches von beliebi-gem Querschnitt, wobei die Lochränder zu Kra-gen, Zacken o.ä. umgeformt werden.
Die letzte Untergruppe des Zerteilens, das Bre-chen, wird selten angetroffen.
Brechen ist Zerteilen durch eine an bestimmterStelle die Bruchgrenze übersteigende Biege- oderDehnbeanspruchung.
Um sicherzustellen, dass die Trennung beim Rei-ßen oder Brechen auch an der vorgesehenen Stel-le erfolgt, wird z.B. durch Kerben der Quer-schnitt dort möglichst im voraus geschwächt.
Abbildung 26: Scherschneiden
Abbildung 27: Messerschneiden
Abbildung 28: Scherschneiden
Abbildung 29: Stechen
17
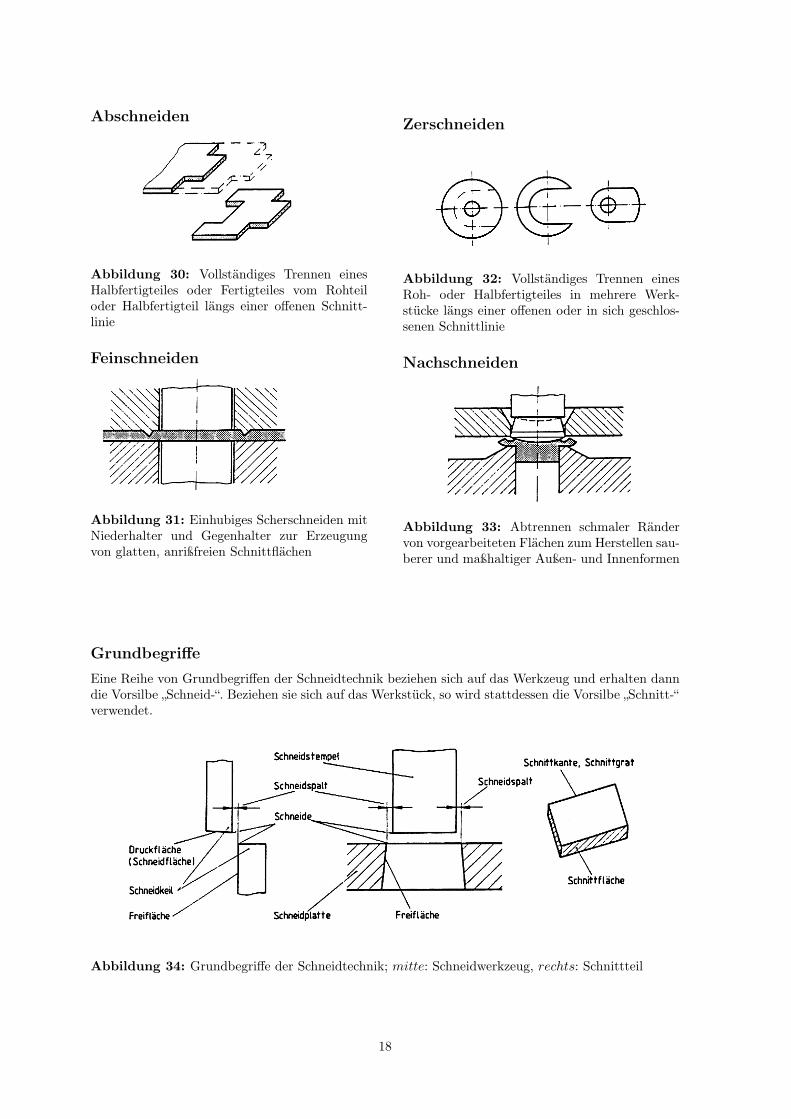
Abschneiden
Abbildung 30: Vollständiges Trennen einesHalbfertigteiles oder Fertigteiles vom Rohteiloder Halbfertigteil längs einer offenen Schnitt-linie
Feinschneiden
Abbildung 31: Einhubiges Scherschneiden mitNiederhalter und Gegenhalter zur Erzeugungvon glatten, anrißfreien Schnittflächen
Zerschneiden
Abbildung 32: Vollständiges Trennen einesRoh- oder Halbfertigteiles in mehrere Werk-stücke längs einer offenen oder in sich geschlos-senen Schnittlinie
Nachschneiden
Abbildung 33: Abtrennen schmaler Rändervon vorgearbeiteten Flächen zum Herstellen sau-berer und maßhaltiger Außen- und Innenformen
GrundbegriffeEine Reihe von Grundbegriffen der Schneidtechnik beziehen sich auf das Werkzeug und erhalten danndie Vorsilbe „Schneid-“. Beziehen sie sich auf das Werkstück, so wird stattdessen die Vorsilbe „Schnitt-“verwendet.
Abbildung 34: Grundbegriffe der Schneidtechnik; mitte: Schneidwerkzeug, rechts: Schnittteil
18
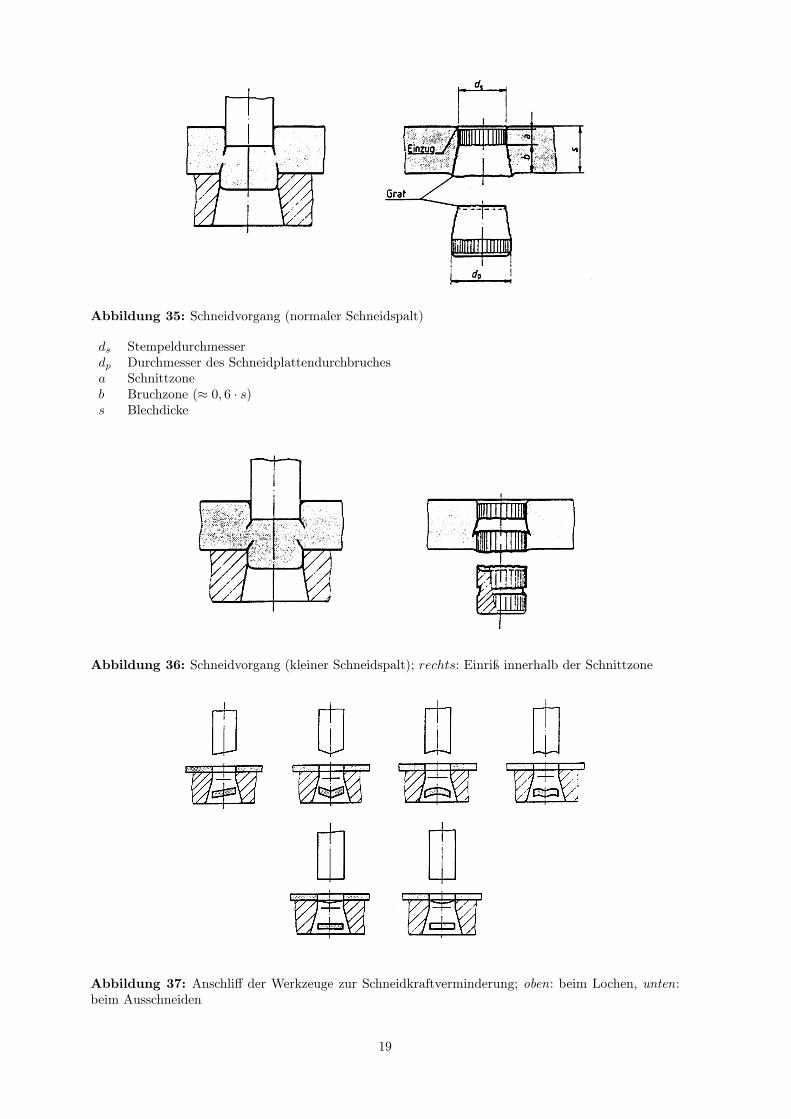
Abbildung 35: Schneidvorgang (normaler Schneidspalt)
ds Stempeldurchmesserdp Durchmesser des Schneidplattendurchbruchesa Schnittzoneb Bruchzone (≈ 0, 6 · s)s Blechdicke
Abbildung 36: Schneidvorgang (kleiner Schneidspalt); rechts: Einriß innerhalb der Schnittzone
Abbildung 37: Anschliff der Werkzeuge zur Schneidkraftverminderung; oben: beim Lochen, unten:beim Ausschneiden
19
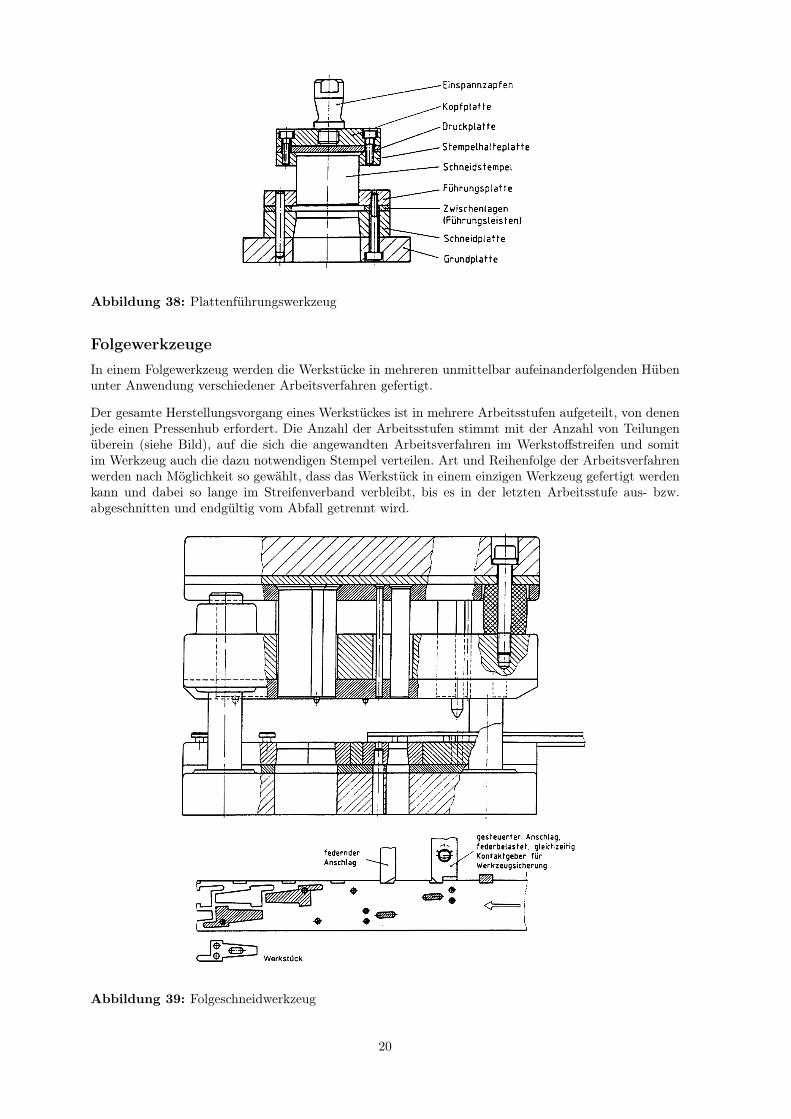
Abbildung 38: Plattenführungswerkzeug
FolgewerkzeugeIn einem Folgewerkzeug werden die Werkstücke in mehreren unmittelbar aufeinanderfolgenden Hübenunter Anwendung verschiedener Arbeitsverfahren gefertigt.
Der gesamte Herstellungsvorgang eines Werkstückes ist in mehrere Arbeitsstufen aufgeteilt, von denenjede einen Pressenhub erfordert. Die Anzahl der Arbeitsstufen stimmt mit der Anzahl von Teilungenüberein (siehe Bild), auf die sich die angewandten Arbeitsverfahren im Werkstoffstreifen und somitim Werkzeug auch die dazu notwendigen Stempel verteilen. Art und Reihenfolge der Arbeitsverfahrenwerden nach Möglichkeit so gewählt, dass das Werkstück in einem einzigen Werkzeug gefertigt werdenkann und dabei so lange im Streifenverband verbleibt, bis es in der letzten Arbeitsstufe aus- bzw.abgeschnitten und endgültig vom Abfall getrennt wird.
Abbildung 39: Folgeschneidwerkzeug
20
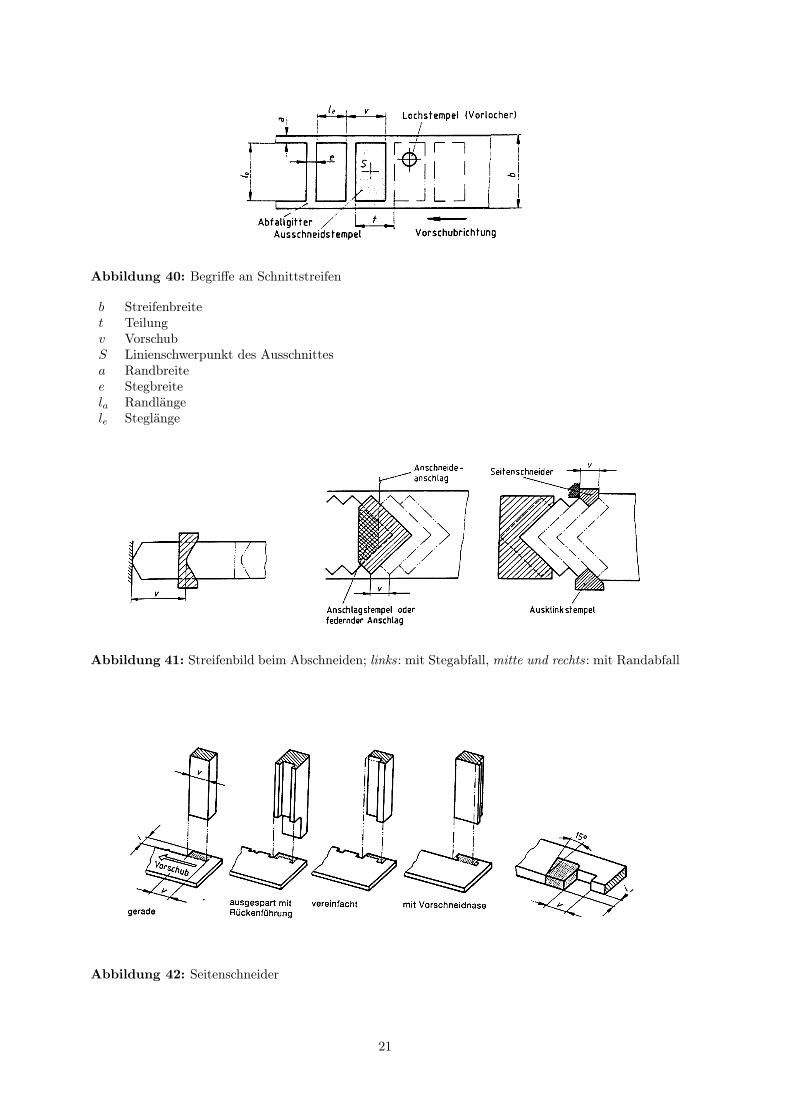
Abbildung 40: Begriffe an Schnittstreifen
b Streifenbreitet Teilungv VorschubS Linienschwerpunkt des Ausschnittesa Randbreitee Stegbreitela Randlängele Steglänge
Abbildung 41: Streifenbild beim Abschneiden; links: mit Stegabfall, mitte und rechts: mit Randabfall
Abbildung 42: Seitenschneider
21
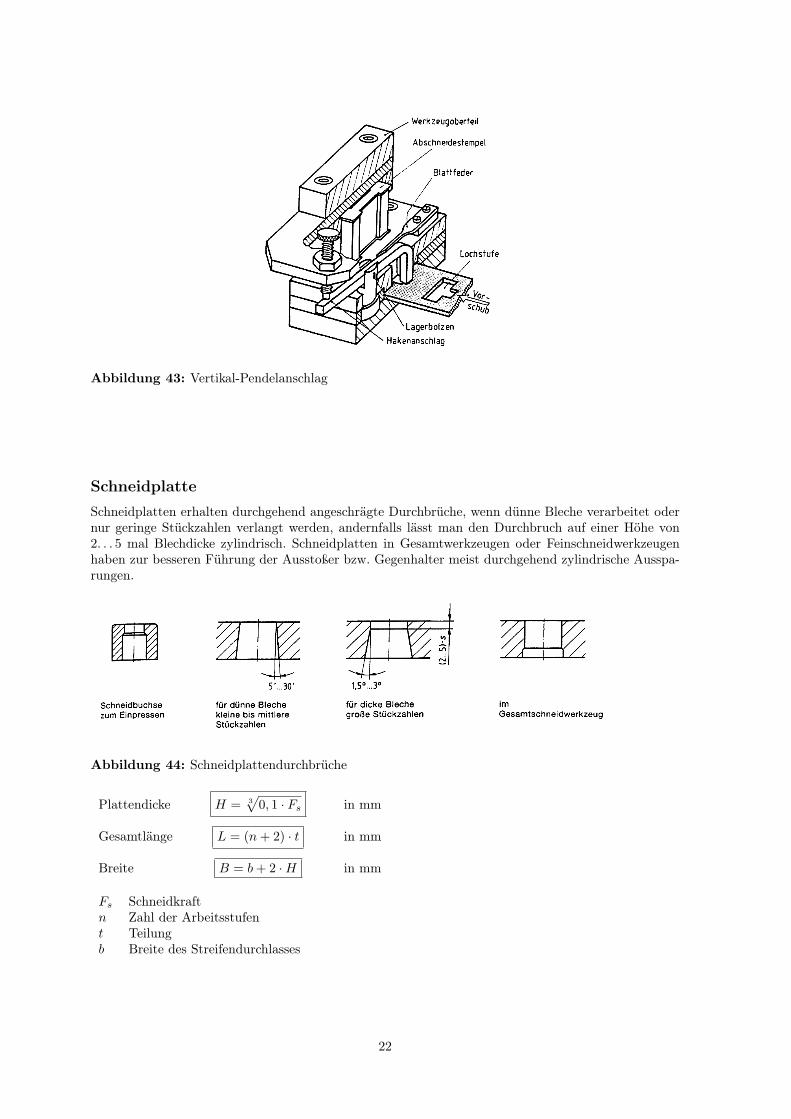
Abbildung 43: Vertikal-Pendelanschlag
SchneidplatteSchneidplatten erhalten durchgehend angeschrägte Durchbrüche, wenn dünne Bleche verarbeitet odernur geringe Stückzahlen verlangt werden, andernfalls lässt man den Durchbruch auf einer Höhe von2. . . 5 mal Blechdicke zylindrisch. Schneidplatten in Gesamtwerkzeugen oder Feinschneidwerkzeugenhaben zur besseren Führung der Ausstoßer bzw. Gegenhalter meist durchgehend zylindrische Ausspa-rungen.
Abbildung 44: Schneidplattendurchbrüche
Plattendicke H = 3√
0, 1 · Fs in mm
Gesamtlänge L = (n + 2) · t in mm
Breite B = b + 2 ·H in mm
Fs Schneidkraftn Zahl der Arbeitsstufent Teilungb Breite des Streifendurchlasses
22
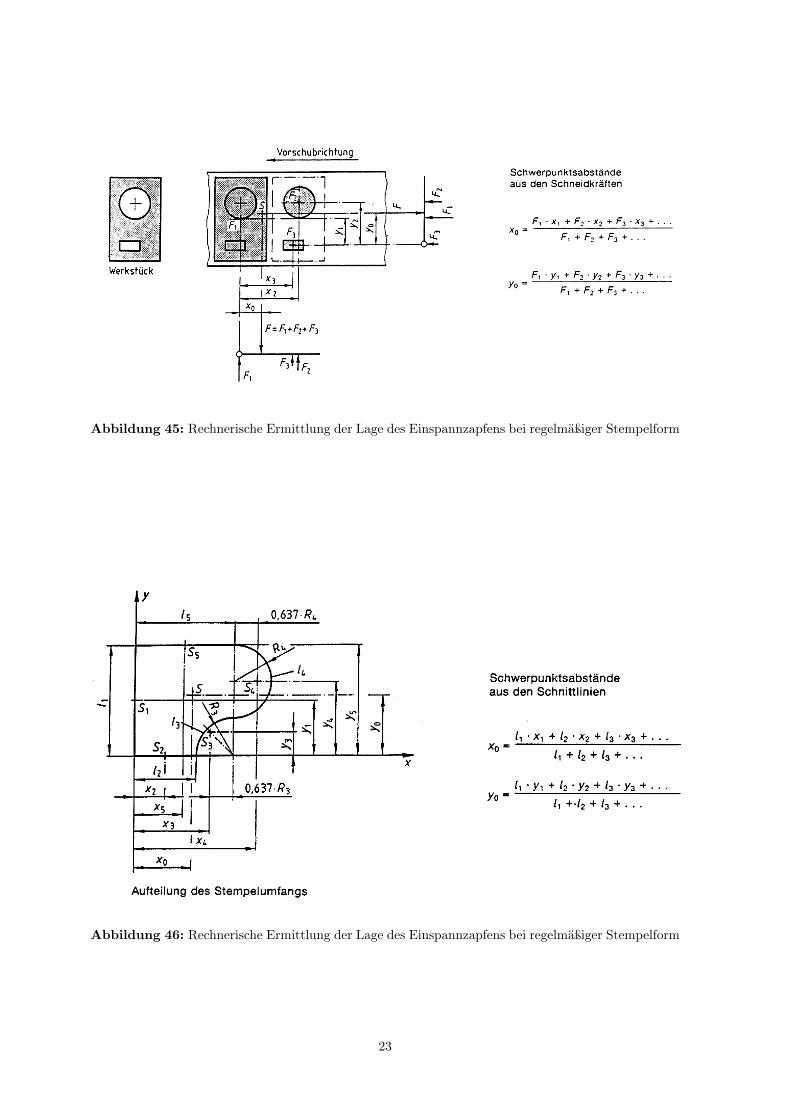
Abbildung 45: Rechnerische Ermittlung der Lage des Einspannzapfens bei regelmäßiger Stempelform
Abbildung 46: Rechnerische Ermittlung der Lage des Einspannzapfens bei regelmäßiger Stempelform
23
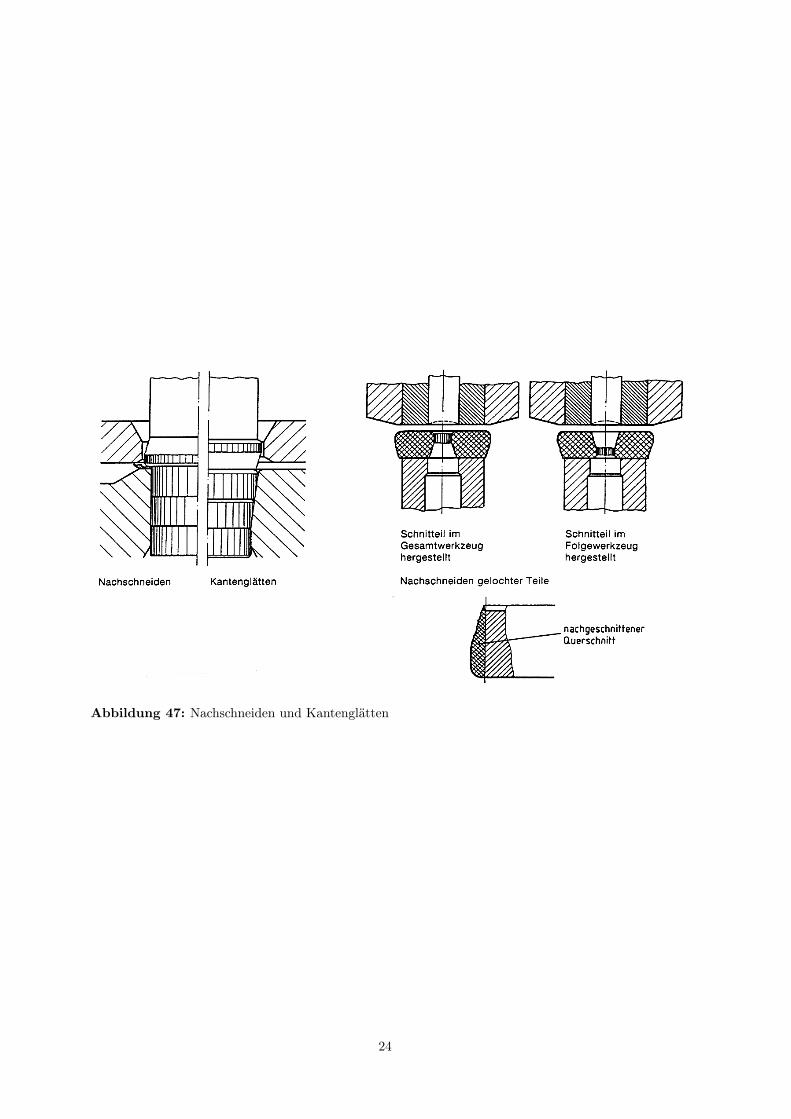
Abbildung 47: Nachschneiden und Kantenglätten
24
Abbildungsverzeichnis1 Umformverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22 Fließkurve für Stahl Ck 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33 Platinendurchmeser für rotationssymmetrische Tiefziehteile . . . . . . . . . . . . . . . . 54 Aufbau eines Tiefziehwerkzeuges mit Niederhalter . . . . . . . . . . . . . . . . . . . . . 65 Ziehring-Normabstufung 1. Zug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76 Schema des Vorwärtsfließpressens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77 Schema des Rückwärtsfließpressens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78 Schema des Gemischtfließpressens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89 Drehsymmetrische Vollkörper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 810 Drehsymmetrische Hohlkörper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 811 Schema des Querfließpressens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 912 Prinzip des freien Biegens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1113 Werkzeug- und Werkstückanordnung beim V-Biegen . . . . . . . . . . . . . . . . . . . . 1114 Werkzeug- und Werkstückanordnung beim U-Biegen . . . . . . . . . . . . . . . . . . . . 1115 Prinzip des Walzbiegens mit 3 Walzen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1116 Werkstoffbeanspruchung beim Biegen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1217 Rückfederung von Biegeteilen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1218 Maße des Biegeteiles für die Zuschnittbestimmung . . . . . . . . . . . . . . . . . . . . . 1319 Abmessung des V-Gesenks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1420 Auswölbung des Bodens beim U-Biegen ohne Gegenhalter . . . . . . . . . . . . . . . . . 1421 U-Biegen mit Gegenhalter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1422 Prinzip des Schenkelabbiegens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1523 Prinzip des Rollbiegens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1524 Konstruktionsmaße des V-Gesenkes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1625 Konstruktionsmaße des V-Gesenkes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1626 Scherschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1727 Messerschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1728 Beißschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1729 Stechen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1730 Abschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1831 Feinschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1832 Zerschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1833 Nachschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1834 Grundbegriffe der Schneidtechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1835 Schneidvorgang (normaler Schneidspalt . . . . . . . . . . . . . . . . . . . . . . . . . . . 1936 Schneidvorgang (kleiner Schneidspalt) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1937 Anschliff der Werkzeuge zur Schneidkraftverminderung . . . . . . . . . . . . . . . . . . . 1938 Plattenführungswerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2039 Folgeschneidwerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2040 Begriffe an Schnittstreifen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2141 Streifenbild beim Abschneiden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2142 Seitenschneider . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2143 Vertikal-Pendelanschlag . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2244 Schneidplattendurchbrüche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2245 Lage des Einspannzapfens bei regelmäßiger Stempelform . . . . . . . . . . . . . . . . . . 2346 Lage des Einspannzapfens bei unregelmäßiger Stempelform . . . . . . . . . . . . . . . . 2347 Nachschneiden und Kantenglätten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Tabellenverzeichnis1 Formänderungsfestigkeitswerte verschiedener Werkstoffe . . . . . . . . . . . . . . . . . . 32 Ziehverhältnis, Rundungsfaktor und Rückfederungsfaktor verschiedener Werkstoffe . . . 43 Beschnittzugaben (nach Romanowski) für runde zylindrische Ziehteile . . . . . . . . . . 64 Fließpress-Werkstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
25





























