Embed Size (px)
Citation preview

3. Single-plane balancing The ISO standard 1925 [3] defines single-plane balancing as
"A procedure by which the mass distribution of a rigid rotor is adjusted in order to ensure that the residual
static unbalance is within specified limits".
As a rule single-plane balancing is necessary and sufficient for disc-shaped rotors, provided the disc is
accurately mounted perpendicular to the shaft axis and any variations from the design and construction drawings are small.
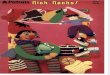
Figure 3.1: The disc-shaped rotor mounted with minimum axial swash motion (A and B) requires only single-plane balancing. Rotors with mounting errors similar to (C and D) exhibit unacceptable moment unbalance and must be balanced in two planes.
Limiting parameters by which a rotor can be defined as disc-shaped or limit values for permissible variation from the construction drawings cannot be specified. In case of any doubt, the residual fundamental
frequency vibrations at both bearings of the rotor should be examined after single-plane balancing to assess whether single-plane balancing is sufficient, or a higher quality balancing procedure should be used
as described in chapters 4 and 5.
A B
C D

In the following section single-plane balancing is explained using an example. In this regard the
preconditions, preparations and advice given for unbalance measurement and unbalance correction are of a
general nature and can be used for any machine and any rotor.
3.1 Preparations and hints for the measurement
Before starting single-plane balancing, the following points should be especially noted:
3.1.1 Selecting the correction plane
Unbalance correction at the rotor is done by adding (e.g. screwing, welding, gluing) or removing (e.g. drilling, grinding, milling) mass at the correction plane of the rotor.
For static balancing, applying the correction masses in one radial plane is sufficient;
namely in the plane of the center of gravity of the rotor. If this plane is not accessible or
is not suitable because of the rotor’s construction or some other technical reason, the static correction mass can be divided and added at two other radial planes on the rotor
(see Fig. 3.2).
The correction plane or planes should be selected before the balancing procedure is
started. In addition the selected correction planes should also be prepared for the addition or removal of correction mass before the balancing procedure is started.
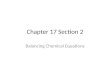
A – A …. Correction planes ua1 = ua x d__
c + d
S – S …. Centre of gravity plane ua2 = ua x c__
c + d ua …. Correction mass in the
centre of gravity plane Figure 3.2: For single plane balancing the unbalance correction should be done in the same radial plane as the centre of gravity (A), or the correction mass uA can be divided and applied at any two other radial planes Al and All (B).
BBAA
A=S
A=S
ua
A=S
A=S
ua
A=S
A=S
ua
S
ua2ua1
A1 A2
SA1 A2
S
ua2ua1
A1 A2
SA1 A2

3.1.2 Selecting the measuring point and direction
In most cases the bearing points or bearing planes are selected for measuring the
unbalance vibrations. As a rule the "absolute bearing vibrations" which occur at the machine housing at these points are measured. However in some special cases the
"relative shaft vibrations" can be measured and used for the balancing procedure. These vibrations should be measured using non-contacting, eddy-current displacement sensors
(see chapter 3.5 on "Special cases" and the Basic Vibration seminar).
For static balancing it is sufficient to measure the vibrations in only one radial plane - the
so-called measuring plane. This measuring plane should be as near as possible to the
correction plane (Fig. 3.3 A). With a symmetrically arranged rotor and bearings the measurements can be taken at the left or the right bearing (Fig. 3.3 B). In case of doubt
use the plane in which the largest fundamental frequency vibrations occur.
The ground rules for selecting the measuring direction are similar. The unbalance vibrations can be measured at the measuring plane in any arbitrary radial direction. It is
recommended to select the direction in which the largest fundamental frequency
vibrations occur. In many machines this is the horizontal direction. In case there is any doubt a test measurement should be carried out to select the most suitable direction.
The measuring point selected this way should be marked, e.g. with some permanent mark like a paint spot.
It is very important to note that all measurements should be taken at the same measuring point in the same direction during the balancing procedure.
Figure 3.3: Single-plane balancing using correction plane A-A and measuring point "1"
A
A
A
ua
A
A
A
ua
A
A
ua
111 111
B
A
A
ua
B
A
A
ua
A
A
ua

3.1.3 Applying the vibration sensors
The electro-dynamic or piezo-electric vibration sensor is applied at the predetermined measuring point either
• by hand using a probe,
• using a magnetic mounting adapter or
• screwed to a threaded stud.
The best reproducibility for the measurements will be obtained when the sensor is applied using a
mounting magnet or screwed to a threaded stud at the measuring point.
Figure 3.4: Some possible methods for mounting the electro-dynamic or piezoelectric sensor at the measuring point.
3.1.4 Establishing an angle and speed reference
An angle and speed reference point must be established between the balancing instrument and the
rotor to be balanced. Normally a photo-electric sensor is used to detect, without contacting the rotor,
a reference mark mounted at some accessible point on the rotor, or part of the machine which is
rotating at the rotor speed (e.g. a pulley or coupling).
The following types of reference mark can be used:
§ a piece of self-adhesive, reflective foil with a width of at least 5 mm (light mark) or
§ a matt black mark or piece of tape at least 5 mm wide on a clean, reflective part of the rotor
shaft (dark mark) or
§ any arbitrary mark which provides a good clear contrast between reflective and non-reflective
surfaces.
Permanent
magnet
Permanent
magnet
ProbeProbe
Threaded stud Threaded stud

Depending on the type of reference mark chosen, and if the balancing instrument requires the trigger
to be set, the following appropriate trigger setting should be selected at the balancing instrument:
Balancing instrument setting Type of
reference mark Trigger flank Trigger level
This establishes the
following reference:
Reflective mark (Light mark)
Positive 90 %
(or 5'1 %)
0° = in-coming light mark
90° = 1/4 revolution opposite to rotation direction
ßNon-reflective mark
(Dark mark)
Negative 10 % (or 50 %)
0° = out-going dark mark 90° =1/4 revolution opposite
t to rotation direction
? Figure 3.5: Reference marks, balancing instrument settings and
angle references when using a photo-electric sensor
If the reference signal trigger is set up as described in Fig. 3.5, an angle reference, which is important
for later transferring the actual position of the measured angle on the rotor, will be established between the balancing instrument and the rotor to be balanced as shown in Figures 3.5 and 3.6.
Figure 3.6: Establishing the angle and speed reference with
a photo-electric sensor and a reference mark (reflective tape).
0
180
270
90

It is important that the reference sensor delivers only one impulse for each revolution of the rotor (i.e.
there is only one reference mark on the rotor), and that this impulse is clearly prominent. The speed
display at the balancing instrument indicates whether the reference impulse is adequate and the reference sensor is correctly aimed at the reference mark. If the speed display is steady and constant
when the rotor speed is constant, it is safe to assume there is a good clear reference signal.
The circumferential position of the reference mark is not important. However its position on the rotor should not be changed during balancing.
3.1.5 Selecting the balancing speed
Balancing should be done at the service speed of the rotor. With variable speed or stepped variable
speed rotors, the highest possible speed should be chosen. Rotors with very large initial unbalance should be pre-balanced at a low speed first and then trim balanced later at the highest service speed.
The selected balancing speed should not be near to any resonance speed range, and should always
be the same for each subsequent balancing run. Large variations in the balancing speed can result in
measurement errors which will affect the accuracy of the balancing. The larger the speed variations and the closer the balancing speed is to a resonance speed range, the larger the measurement errors
will be.
Figure 3.7: Start-up/run-down curve of the machine to be balanced (see Basic Vibrations seminar). A balancing speed in the resonance range (shaded) should be avoided if possible.
3.1.6 Setting up the machine The machine can be either set up in its operational position, on a mounting bed (e.g. in a test facility),
or mounted on or suspended by springs. The setting up or suspension of the machine must permit the
objective of obtaining reproducible measurement results. As a rule, setting the machine up on wooden blocks or wedges, or allowing it to lie loosely on the floor without being securely fastened down
should be avoided.
The reproducibility of the measured values can be checked in case of any doubt by additional
measuring runs. If the measurements exhibit large variations from one measuring run to the next (> 10%), the mounting of the machine on the supporting structure should be checked for any looseness.

3.1.7 Trial and correction weights
A trial or test weight is temporarily added at each selected correction plane of the rotor during field
balancing to determine the relationship between unbalance and vibration. As a rule only one trial weight is necessary for single-plane balancing.
This trial weight can be prepared before balancing is started, and can be made up of
• screws,
• washers or discs, • flat bar or
• clamp-on weights, etc.
The trial weight must be large enough to cause a clear, measurable change (> 25% in amplitude and/or 30° in angle) in the unbalance value. The actual mass cannot be determined in advance, and
therefore it is recommended that a variety of trial weights be prepared.
If there has been no previous experience with the rotor, the mass of the trial weight can be made up using the following "rule-of-thumb" formula (this should be used with circumspection and is not a rigid
rule):
M trial = 30 x M rotor
R trial
where
M trial = Mass of the trial weight, in g
M rotor = Rotor mass in kg R trial = Radius at which the trial weight will be added, in mm
A larger trial weight than the one calculated using this formula may be necessary in the case of heavy, slow-running machines, while a considerably smaller trial weight may be adequate for machines with
a lower dynamic stiffness or in the case of high-speed machines.
The simplest way to find out if the trial weight is adequate or if the mass should be changed is by
carrying out a test run.
In some cases during the trial run it is found that because the initial vibrations are reduced, the trial
weight can be used as a correction weight and therefore can remain permanently on the rotor.
It is simpler for the trial weight and correction weights to be effected by the addition of mass to the
rotor instead of removal by drilling or grinding. Apart from the fact that weight addition is more
accurate, weight removal should only be used when weight addition is not possible, e.g. for reasons of safety.
3.2 Measuring and correcting the unbalance
The process of unbalance measurement and determining the mass of the correction weights will be
explained using the example of a fan in an air conditioning unit.
It was diagnosed by a frequency analysis that the fan was unbalanced, and because of economic
reasons was to be balanced in its operational state during a regular production stoppage.

3.2.1 Arrangement
An external view of the layout and construction of the fan which had a constant service speed of n =
2,200 rpm is shown in Fig. 3.8.
Figure 3.8: External view (left) and construction diagram (right) of the unbalanced fan. The measuring plane "1" and correction plane 'A" are indicated.
Because the width of the fan was small in relation to the diameter, and therefore it was considered
near enough to a disc-shape, it was assumed that single-plane balancing would be sufficient to reduce the
• unbalance of the rotor and therefore • the fundamental frequency vibrations at each bearing plane
to permissible values.
3.2.1 Measuring and correcting the unbalance
The inside back plate of the fan impeller was selected as the correction plane because this was
approximately in the same plane as the center of gravity, and the correction weights could be easily
welded to this plate at low cost. Because of better accessibility the left bearing (DE) was selected as
the measuring plane (basically the measurements could also be taken at the right (NDE) bearing!).
The absolute bearing vibrations were to be measured at this point in the horizontal measuring
direction because the vibrations in the vertical direction were smaller due to a higher dynamic
stiffness.

3.2.2 Preparations
After bringing the portable balancing instrument to the fan, the angle and phase reference was
established. A piece of self-adhesive, reflective tape was attached to the outside edge of the pulley
and the rotational direction marked. Using a magnetic stand the photo-electric reference sensor was
mounted and adjusted so that the light of the lamp reflected by the reflective tape would be directly
detected by the photo-diode.
Figure 3. 9: The portable balancing instrument is brought to the fan and set up ready for use on a
suitable work surface. (new pic with VT60?)
In addition a vibration sensor was mounted using a mounting magnet at the prescribed measuring
plane. In this case a piezo-electric acceleration sensor was used, but the same results would also be
obtained if an electro-dynamic vibration sensor were used. The reference sensor and vibration sensor
were then connected to the balancing instrument using the appropriate cables.
Figure 3.10: The reference mark attached to
the pulley and the photo-electric sensor
mounted in the magnetic stand (left). The
piezo-electric acceleration sensor mounted
using a mounting magnetic stand.

3.2.3 Measuring the unbalance
The fan was run at the normal service speed and the initial unbalance - or more accurately the initial
unbalance vibrations - measured. At the same time the balancing instrument established a balancing
report with the results in digital and graphic form.
Figure 3.11: The initial unbalance
Figure 3.12: The position of the initial unbalance
vector marked on the diagram with an X

3.2.4 Attaching a trial weight
The fan was switched off, and a U-shaped trial weight attached in the correction plane. With a rotor mass of 420 kg and trial weight radius (correction plane) of Rtrial = 500 mm, the mass of the trial
weight is calculated as follows: M trial = 30 * M rotor
R trial M trial = 30 * 420 kg 500 mm M trial = 25.2 g
The closest available trial weight amounted to 40 g. This weight was attached to the back plate of the fan at an angle of 0°, the fan started and again run at the service speed. The new unbalance
vibrations were measured and the balancing report automatically updated.
Figure 3.13: Clamp-on trial weights for attaching in the correction plane of the rotor (new pic with VT60)
Figure 3.14: Due to the trial weight the unbalance vibrations of 7.8 mm/s at an angle of 50° changed to 6.6 mm/s at an angle of 160°.

3.2.5 Graphic evaluation
Field balancing is especially clear and easy to understand when the results of the unbalance measurement are graphically represented.
In addition to the digital display and evaluation, some modem instruments also display a vector
diagram with the initial unbalance, trial vector and the correction vector. The necessary unbalance
correction can be determined and the reaction of the unbalance vibration to changes in the unbalance can be observed from this diagram.
Although the graphic evaluation is no longer necessary in standard cases today, this method will be
explained to improve an understanding of the basic principle. This will have the advantage that when
difficult balancing tasks arise, which is often the case, you will be able to revert back to a simple and proven evaluation method.
For a graphic evaluation, a cartesian coordinate with an angle division from 0° to 360° should be
prepared. The measured initial unbalance of
7.8 mm/s rms at 50°
is entered on the diagram.
First the initial unbalance angle position (50°) is marked as a thin line, and on this line, which radiates
outward from the origin of the coordinate, the amount of the initial unbalance vibration (7.8 mm/s rms) is entered using any arbitrary scale. With a scale of 10 mm = 2 mm/s rms, the initial unbalance
vector is 39 mm long.
The unbalance vibration of
6.6 mm/s rms at 160°
measured in the test run is entered in the same way using the same scale, i.e. on a line at 160° an
amount of 6.6 mm/s = 33 mm is entered on the coordinate diagram.
Figure 3.15: Vector diagram for evaluating the unbalance correction
41
270°
90°
0°180°
270°
90°
0°180°
αααα = 32°αααα = 32°
Initial unbalance
Initial unbalance:
7.8 mm/s at 50°Initial unbalance
Initial unbalance:
7.8 mm/s at 50°
Test run
Test run with a 40g
test mass at 0°
6.6 mm/s at 160°
Test run
Test run with a 40g
test mass at 0°
6.6 mm/s at 160°
Effect of a 40g
test mass at 0°
a
Effect of a 40g
test mass at 0°
a
b
target
b
target
Correction mass at 32° (0° + 32°):
ua = 40 g = 26.5g(b) 39 mm
(a) 59 mmua = 40 g = 26.5g
(b) 39 mm
(a) 59 mm
Effect of the 26.5g
correction mass
at 32°

The initial unbalance position is joined with the test run position and an arrow is drawn in the
direction of the test run position because the changed occurred in this direction. This line is called the trial vector To°.
Whenever a trial weight or correction weight is added to the rotor at the 0° angular position, the
unbalance will change in the direction of the trial vector To°. A trial weight with double the mass will result in a vector twice as long, and a trial weight half the mass will result in a vector half as long.
This relationship is exhibited by the mass scale which is given by the quotient of the length of the trial
vector (= 59 mm) and the size of the trial weight (M trial = 40 g).
Mass scale = Trial weight = 40 g = 0.68 g_ Trial vector 59 mm mm
To completely balance the rotor, the initial unbalance position must be moved to the origin of the diagram (target). This can be achieved if the trial vector is rotated by an angle of 32° in an
anti-clockwise direction, and its length is reduced to the length of the original initial unbalance vector.
In terms of unbalance correction, this means that at the rotor
§ a correction weight with a mass ua = 39 mm x 0.68 g/mm = 26.5 g § must be added at an angle of 32°.
An observation:
There is a fixed relationship between the angle division of the rotor and the angle division on the diagram. Each shift of a trial weight or correction weight in a positive angular direction (e.g. from 0°
to 32° or from 270° to 45°) results in a counter-clockwise rotation of the respective trial or correction vector and vice versa.
3.2.6 Computerized evaluation Nowadays the correction masses are mostly determined by computer calculation by a microprocessor
which is integrated into the balancing instrument instead of the graphic method. Thus an equation with two unknown quantities is automatically resolved. The two unknown quantities are:
• the mass and • the angular position
of the statistical correction weight. The corresponding result for the "fan" example is displayed in the
report print-out in Fig. 3.16.
Figure 3.16: The calculated mass and phase angle of the required correction weight are given by the instrument

3.2.7 Correcting the unbalance
The determined correction weight is welded to the back plate of the fan impeller. The same care used for weighing and positioning the trial weight must be used for the correction weight. Accurate balancing
requires correspondingly accurate weighing and angular positioning of the trial weight and the unbalance correction weight.
3.2.8 Checking the residual unbalance Finally the accuracy of the unbalance correction is checked by a check run. The balancing instrument measures
the residual unbalance of the rotor, prints out the amount and phase of the new unbalance vibrations, and displays a vector diagram which clearly shows the effect of the applied correction weight on the unbalance.
At the same time a new correction mass and phase angle is recommended which, when additionally attached to
the rotor, will improve the balancing result.
Figure 3.17: Part 4 of the balancing report The initial unbalance vibration of 7.8 mm/s at 50° has been reduced to 0.62 mm/s at 334° by the first correction weight. A further improvement is possible by addition of the recommended correction weight.

This trim correction can be done as many times as necessary, although as a rule only one or two
corrections are required. With single-plane balancing the unbalance correction ratio with one correction step is between 7:1 and 20:1 under normal circumstances.
Figure 3.18: After completion of the entire balancing procedure a detailed report with all the measurement results and correction steps is available in digital and graphic form. (new pic with VT60)
3.3 Balancing tolerances The objective in balancing is not to strive to achieve a "perfectly balanced rotor"; rather to achieve and maintain
a technically permissible and economically sensible balancing tolerance.
There are two methods of evaluating the balancing quality and answering the question about the required balancing tolerance.
3.3.1 Evaluating the balance quality
In the VDI guideline 2060 "Evaluation standards for the balance quality of rotating rigid bodies" [2] and the ISO 1940 based on VDI 2060 "Balance quality requirements of rigid rotors [4], the permissible
residual unbalance of rotors is defined dependent on their maximum service speed.
For this purpose most of the current rotor types are classified into groups and allocated to steps of
balance quality (see Fig. 3.20 and 3. 21). The classification makes recommendations based on experience which has been proven in practice. If the values recommended in these standards are
maintained, a greater certainty of satisfactorily smooth running quality can be expected.
In both guidelines the limit values are given in the form of residual unbalance with respect to the
rotor mass
eper = Uper m
with the units g mm/kg or µm. The value ‘eper’ corresponds to the eccentricity of the center of gravity
when the residual unbalance is a static unbalance.

By making a comparison between the residual unbalance displayed by the balancing instrument and
the permissible limit value recommended by VDI 2060 or ISO 1940, it is possible to determine
whether the recommended tolerance has been reached.
Figure 3.19: Permissible residual unbalance dependent on the maximum service speed for various balance quality grades G [4]

Quality grade
e per
mm/s Rotor or machines. Examples
G 4000 4000 Crankshaft drives of rigidly-mounted slow marine diesel engines with uneven number of cylinders
G 1600 1600 Crankshaft drives of large rigidly-mounted two-cycle
engines
G 4000 4000 Crankshaft drives of rigidly-mounted slow marine diesel
engines with uneven number of cylinders
G 1600 1600 Crankshaft drives of large rigidly-mounted two-cycle engines
G 630 630 Crankshaft drives of rigidly-mounted four-cycle engines
Crankshaft drives of soft-mounted marine diesel engines
G 250 250 Crankshaft drives of rigidly-mounted fast four cylinder diesel engines
G 100 100 Crankshaft drives of fast diesel engines with six or more
cylinders. Complete engines (gasoline or diesel) for cars, trucks and locomotives
G 40 40 Car wheels, rims, wheel sets, drive shafts. Crankshaft drives of soft-mounted fast four-cycle engines (gasoline
or diesel) with six or more cylinders. Crankshaft drives for
cars, trucks and locomotives
G 16 16 Driveshafts with special requirements. Parts of crushing
and agricultural machines. Components of car, truck, locomotive engines. Crankshaft drives of six and more
cylinder engines with special requirements
Figure 3.20: Classification of rigid rotors [4J

Quality
grade
eper
mm/s
Rotors or machines.
Examples
G 6,3 6,3 Parts of process plant machines. Marine main turbines (merchant service).
Centrifuge drums
Fans. Assembled aircraft gas turbine engines.
Fly wheels. Pump impellers.
Machine tool and general machinery parts.
Normal electrical armatures. Components of engines with special requirements.
G 2,5 2,5 Gas and steam turbines incl. marine main turbines
(merchant service). Rigid turbo-generator rotors
Computer storage drives and discs. Turbo-compressors.
Machine tool drives. Medium and large electric armatures with special
requirements.
Small electric armatures not covered by G 6.3. Turbine-driven pumps.
G 1 1 Tape recorder and phono drives
Grinding machine drives
Small electric armatures with special requirements
G 0,4 0,4 Spindles, discs, and armatures of precision grinders
Gyroscopes
Figure 3.21: Classification of rigid rotors [4J
3.3.1.1 Example: An air-conditioner fan
After the first correction step the fan in chapter 3.2 has a residual unbalance of u = 2.1 g (see Fig. 3.17) at a correction radius of r = 500 mm. The rotor mass m = 420 kg. The maximum service speed
n = 2,200 rpm. Has the permissible residual unbalance according to VDI 2060 or ISO 1940 been achieved, or is a further correction step necessary?
Solution:
The fan rotor is classified in quality grade G 6.3. At a service speed of n = 2,200 rpm, the permissible residual unbalance is
eper = 25 g mm kg
The actual achieved residual unbalance is calculated as
eres = ures * r m
eres = 2.1 g * 500 mm 420 kg
eres = 2.5 g mm kg

This value is within the unbalance tolerance recommended by VDI 2060 and ISO 1940
and therefore a further correction step is not necessary.
Figure 3.22: Determining the permissible residual unbalance for the fan using the nomogram in Fig. 3.19
3.3.2 Evaluating the mechanical vibrations
The second method evaluates the condition of the entire machine and therefore all its moving parts, and not exclusively the residual unbalance of the rotor. As an indicator for the machine condition, the
mechanical vibrations of the machine, described by either
• the absolute bearing vibrations at the machine surface or • the relative shaft vibrations of the rotor,
can be measured. Methods of measurement, measured variables and evaluations standards for this method are extensively described in the Basic Vibration seminar.
3.3.2.1 Example: An air-conditioner fan
On the fan in chapter 3.2, the unbalance vibrations at the measuring point " 1" (left bearing) had a
vibration velocity value of
V rms = 0.62 mm/s
30 200 50 100 500 2000 1000 5000 10000 100 000
0,2
1
10
20
G
6,3
G
0,4
G
1,0
50000
U/min
g mm
kg
G
2,5

Has the achieved balance quality resulted in a machine condition which has
• reached the evaluation limit of "good" as described by VDI 2056, • is a further correction step required, or
• are other measures necessary to improve the machine condition?
To be able to answer these questions, the "rms value of vibration velocity" of the absolute bearing
vibrations in the frequency range 10 to 1,000 Hz must be measured respectively in the horizontal, vertical and axial directions at both bearings of the fan. In the case of the fan in this example, the
axial vibrations at the right-hand bearing have to be ignored because this measuring point is not
accessible. The vibration velocity values measured at all the remaining points are listed in Fig. 3.24.
Figure 3.23: Vibration measuring points on the fan to evaluate the machine condition according to VDI 2056
Figure 3.24: Measured values at the vibration measuring points in Fig. 3.22.
The largest measured value of vibration severity on the machine is
vrms = 1.0 mm/s
This value is compared to the limit value of the VDI guideline 2056 for the evaluation. By definition
the fan, which is driven by a 50 kW motor, is classified in the machine group M. In this class the evaluation step "Good" includes all vibration severity values lower than
vrms < 1.1 mm/s.
Measuring points Left bearing Right bearing
horizontal
1
vertical
2
Axial
3
Horizontal
4
Vertical
5
rms value of vibration velocity in
mm/s
1.0 0.7 0.3 0.9 0.7
3
2
1 4
5
A
33
22
11 44
55
A

Therefore the vibration behavior of the fan can be regarded as "good" and further balancing is not
necessary.
Figure 3.25: Limit values for evaluating mechanical vibrations of machines according to ISO 10816
3.4 Repeat balancing
With many rotors a one-time balance is sufficient for the rotor to maintain the unbalance within a permissible limit for many years. However if the rotor is subject to a lot of wear as in the case of
grinding discs, atomizer discs and impact pulverisers, or has a deformation or material build-up tendency such as ventilators, blowers and air separators, a regular check and trimming of the
unbalance may be necessary.
To be able to evaluate the unbalance faster, and therefore more cost-effectively in the case of this
type of repeat balancing task, modem balancing instruments offer the possibility to store the rotor data - so-called influence coefficients - at the close of a balancing task. The relationship between
unbalance and vibration is contained in this rotor data, namely for the particular machine at the selected balancing speed.
If balancing is done with stored rotor data it is important that
• the same machine is being balanced and the machine has not undergone any changes between the first and the repeat balance,
• the machine supports should not have changed,
• the same balancing speed is selected, • measurements are taken at the same point and in the same direction,
• the same type of vibration sensor is being used,
Evaluation
zones
Vibration
displacement µm (rms)
Vibration velocity mm/s (rms)
45
22
71
1.4
2.8
4.5
A
B
C
D
A
B
C
D
71
37
113
2.3
4.5
7.1
Sub-group
rigid
flexible
Measured vibration: vrms = 1.0 mm/s
Limit value Group 2 - DIN ISO 10816-3 vrms = 1.4 mm/s
ISO 10816, Group 2: Medium sized machines with power ratings aver 15 kW to 300 kW; electrical machines with shaft height 160 mm > H <315 mm

• the position of the reference sensor must be the same,
• the position of the reference mark on the rotor must be the same and
• unbalance correction is made in the same correction plane.
If these preconditions are met, the test run and the addition of trial weights can be waived. The instrument displays the mass and phase angle of the required correction weight after the first
measuring run (which it regards as a check run because stored rotor data is being used).
Any number of further check runs can be made to reduce the unbalance, as described in chapter
3.2.8, because the computer has access to the stored data to make the necessary calculations.
Therefore using this method of balancing with stored rotor data the unbalance of the rotor can be
measured and determined without switching the respective machine off or any other mechanical work such as removing the covers to add trial weights for a test run.
Figure 3.26: Balancing with stored rotor data
3.5 Special cases of field balancing
Although field balancing normally proceeds according to the descriptions in chapters 3.1 to 3.4, special cases can sometimes occur in practice which require a deviation from the standard procedure.
3.5.1 Limitations of single-plane balancing
In the section on basic principles it was stated that single-plane balancing was sufficient for narrow,
disc-shaped rotors, while longer, roll-shaped rotors should be balanced in two planes. But where does the definition of a disc-shaped rotor end and that of a roll-shaped rotor begin?
A fixed definition of limits is not possible. Generally the narrower the rotor, the less moment
unbalance there will be (assuming there is no axial swash motion), and the longer the rotor is in
relation to its diameter the greater the likelihood that it will need to be dynamically balanced, i.e. in two planes. However simply stated the question of whether to use a single-plane or two-plane
procedure depends on what type of unbalance exists in the rotor. If the existing unbalance is predominantly static, then a single-plane procedure may be adequate. If the existing unbalance is
predominantly a moment unbalance, a two-plane procedure should be used.
Generally it can be said that single-plane balancing is sufficient if the unbalance vibrations at both
bearings of the machine can be reduced by correcting the static unbalance to the extent that the balancing requirement is satisfied.

If this is not the case, it can be deduced that the rotor exhibits an amount of moment unbalance
which cannot be ignored and which requires a two-plane balancing procedure for correction.
Fig. 3.27 shows a graphic case of this type. The unbalance vibrations at either bearing 1 (case A) or at
bearing 2 (case B) can be reduced to "zero" by single plane balancing, or they can be optimized at both bearings (case C). But they cannot be eliminated at both bearings simultaneously by a
single-plane balancing procedure. In this case this can only be done using a two-plane balancing procedure.
Figure 3.27: An example where the unbalance vibrations at either bearing 1 (case A) or bearing 2 (case 8) can be eliminated or can be optimized (case C) by single-plane balancing
3.5.2 Unstable measured values When the display of the unbalance vibrations is unstable during a measurement, there can be a
number of reasons. This is often caused by:
• variations in the service speed of the machine,
• changes in the unbalance, e.g. caused by load changes or the influence of process variations,

• loose parts on the rotor or a loose inner race of a rolling-element bearing,
• disturbing vibrations of almost the same frequency as the unbalance vibrations, e.g. from rotors
with a small difference in rotational speed, the magnetic field in asynchronous machines, or from adjacent machinery.
Depending on the cause of the variation, the graphic display can either jump or have a circling
motion. When there is a circling motion, this is caused by a beat vibration where the frequency of the
circling motion is the difference between the frequency of the unbalance vibration and the disturbance vibration.
Good quality balancing instruments have a capability of statistical averaging to permit successful
balancing even when unstable vibrations occur. After selecting the corresponding algorithm, the average value of a number of measurements taken during one measuring run is calculated and
displayed. In the case of a circling motion, this results in a steady, constant display which is at the
center of the circular motion. This averaging process provides the precondition for calculating the correct balancing mass and angle, i.e. a relatively steady and constant measurement.
Figure 3.28: A vector diagram of the unbalance vibration display when a beat vibration exists. a) Without averaging: a circling display. b) During averaging: a spiral-shaped approach to the center point. c) After successful averaging: a steady, constant display.
3.5.3 Non-repeatable measured values Accurate field balancing requires repeatable unbalance vibration measurements. If there is any doubt
about the repeatability, a number of measuring runs must be made without making any changes to
the machine or the unbalance. The measurements obtained during each run should be identical or at least close to identical (within approx. 10%).

If this is not the case, the reasons for the non-repeatability could be, amongst others:
• loose mounting of the machine on the workshop floor, on wooden blocks or wedges (see chapter 3.1.6),
• loose foundation bolts or clamps, • wandering unbalance, i.e. moving from one run to the next (e.g. caused by machining or
casting particles in a hollow roll),
• thermal influence which leads to deformation of the rotor and resulting changes in unbalance, • a loose bearing inner race which causes a change in rotational axis from one measuring run to
the next.
If the difference between the individual measurements is large (> 20%), the causes of the
non-repeatability must be traced and eliminated. If this is not possible, new types of balancing instruments can store the measurements from a number of separate measurement runs, e.g. 1 to 9,
and automatically calculate the average value from all measurement runs.
An attempt is then made during balancing to reduce this average value to the point of origin of the
coordinate. The calculation of the correction mass is then exclusively based on the average value.
The scatter in the measured values will still be present after unbalance correction but will be confined to a region around the center of the coordinate origin. Thus the vibration behavior of the machine will
be improved overall, and the optimum achieved under the circumstances.
Figure 3.29: With non-repeatable measured values, the measurements from a number of individual measurement runs (7 to 9) can be stored and the average value (M) calculated
3.5.4 Non-linear vibration behavior

Graphic and computerized methods of field balancing presuppose a linear behavior of the system to
be balanced. Linear in this sense means that the trial vector change is proportional to the change in
amount and phase of the trial weight.
As a rule most machines are linear in behavior, but there are cases in which the relationship between unbalance and unbalance vibrations is to a large extent not linear. Normally the cause of this is in the
rotor bearings or the support structure of the machine. Machines which are installed on
rubber-to-metal bonded supports or machines equipped with bearings mounted in rubber for the purpose of constructional vibration isolation especially exhibit a non-linear behavior.
As far as balancing is concerned, non-linearity means that a standard computerized or a graphical solution will not succeed. The most modern instruments available today have a sub-function within
their balancing programs that can be selected to automatically compensate for non-linear rotor behaviour during balancing.
When such a sub-routine is selected in the program, the initial stages of the program function as normal. Initial runs to determine the unbalance condition before balancing, and the first test runs with
test weights are carried out as normal. After the calculation of the first correction weights has been done, the correction weights have been added and the first check run has been carried out, the
program checks the response of the rotor to the first correction. If there really is non-linear behaviour on the part of the rotor – for whatever reason – the program identifies this and automatically
compensates for it in the calculation of the next set of correction weights. This procedure continues,
with compensation for non-linear response being made at each step until the unbalance condition of the rotor is within the acceptable tolerance and the job is completed.
Such sub-routines of the computerized balancing program are extremely successful and as a result, the task of balancing rotors that exhibit non-linear behaviour has become almost a standard
procedure, saving time and money.
A routine method of testing whether a rotor is non-linear or not consists of the following steps:
1. The initial unbalance is measured and plotted on a vector diagram (e.g. figure 3.30). The
repeatability of this initial condition should be checked by making 3 or 4 separate runs, without changing anything. If the amount and angle remain within 10% at each run, the
values can be regarded as repeatable and the rotor is stable.
2. Presuming the individual measurements are sufficiently repeatable (variations < 10 %) 4
test runs are made. In test run 1 a trial weight is attached at 0°, in test run 2 the same weight is moved to 90°, in test run 3 the weight is moved to 180° and in test run 4 to
270°.
3. The magnitude and phase measured at each test run is plotted in the diagram and each respective point is then joined to the initial unbalance point on the diagram. If the
behaviour is linear, the 4 individual vectors will be
- approximately of the same length, and
- displaced by approximately 90° from each other.
An example of this relationship is shown in figure 3.30A
If the behaviour is non-linear the individual vectors may not be all the same length and/or displaced
from each other by approx. 90°. Furthermore the amplitude response of the rotor may not be linear, i.e. the attachment of various size weights may also produce vectors that are not linear in length. An
example of a vector diagram showing non-linear rotor behaviour is shown in figure 3.30B.

Figure 3.30: With a linear behavior the 4 test runs with a trial weight moved by 90° between each run will produce a display similar to A. A nonlinear-behavior-may produce a display similar to B.
With the example shown in Fig. 3.30 B, an instrument having a sub-routine for non-linear rotors can be used normally successfully.
3.5.5 Trial weight and trial vector
The mass of the trial weight used should result in a trial vector somewhat similar in length to the initial unbalance vector. A trial weight which is too small can lead to errors in the calculation of the
correction mass because of the inaccuracy of the measurement and poor repeatability. A trial weight which is too large can result in a non-linear vibration and also result in en-ors in the calculation.
The aim is to select a trial weight which will cause a reduction, or at least not a large increase, in the vibration amplitude. The length of the trial vector should be approximately between
30% and 150%
of the length of the initial unbalance vector. Modem balancing instruments check the influence of the trial weight and provide a message if the trial weight is too small or too large.

Figure 3.31: Examples of trial weights which are (A) too small, (B) too large and (C) correct.
3.5.6 Correction weight conversion
The unbalance correction can be done using polar or component correction weights. In both cases
weight can be attached at the light spot or removed from the heavy spot of the rotor to correct the unbalance. Both methods of unbalance correction produce the same end result.

3.5.6.1 Polar correction
With polar correction the unbalance correction is done by adding or removing correction mass at only one angular position, namely at the light spot or the heavy spot on the rotor.
Figure 3.32: With polar correction the unbalance a is compensated by a correction weight ua at one angular position.
3.5.6.2 Component correction
With component correction the unbalance is corrected by adding or removing correction weights at two angular positions in the same plane.

Figure 3.33: With component correction the unbalance a is compensated by two or more correction weights, e.g. Ua1 and Ua2 in two angular positions at each plane.
This type of unbalance correction is selected,
• when unbalance correction weights can only be added or removed at fixed angular positions or
so-called components (e.g. at the blades of a fan impeller) or
• when fixed locations are prepared on the rotor during manufacturing (e.g. threaded holes for screwing in the correction weights).
As a rule component correction is economical (less mechanical work is required during the balancing procedure because of the prepared locations) and very accurate (no errors can be made by adding or
removing weight at the wrong angle).
Fig. 3.33 shows unbalance correction made using four locations arranged at 90° to one another. Here
the unbalance a is compensated by two weights, Ua1 and Ua2 at 90° and 0° respectively.
The components can be determined graphically or by computer. The maximum number of possible
components is arbitrary, but at least 3 components are necessary.
Example 3.1: The following polar correction weight was determined for a rotor: ua = 50g at an angle of 60°.
This correction weight is to be divided into two components and the number of possible locations is fixed at 4. What should the mass of each of the components be, and at which locations should they be fixed? A) Graphic solution
Figure 3.34: Dividing the correction weight ua into the two components ua1 and ua2.

B) Calculated solution
Ua1 = Ua * cosα Ua1 = 50 g * cos 60° Ua1 = 25.0 g (located at 0°)
Ua2 = Ua * sinα Ua2 = 50 g * sin 60° Ua2 = 43.3 g (located at 90°)
C) Technical instrument solution Microprocessor controlled balancing instruments display the corresponding components immediately after the desired number of components is selected.
Figure 3.35: A modern balancing instrument showing component correction for a polar weight of 50 gr. at 60°
3.5.6.3 Unit mass correction
On some machines, e.g. grinding machines, 2, 3 or 4 sliding weights are available for unbalance correction, and all weights have the same mass. Only the position and dividing angle between the
weights can be changed. This is also a component unbalance correction, but this time not with fixed correction weight locations but with fixed correction masses.
Figure 3.36: Unbalance correction with two fixed masses ua1 = ua2

To determine the initial unbalance with unit mass correction, the built-in sliding weights are first
neutralized, i.e. when 3 sliding weights are available they are positioned 120° apart from one another.
For the test run, one or two sliding weights are positioned so their vector sum has the same effect as
one trial weight.
The measurement results can be finally evaluated graphically or by computer calculation. The results obtained are the final positions of the sliding weights for correction of the unbalance.
Figure 3.37: Display of the unit mass correction
3.5.7 Balancing with an eddy-current sensor
The relative shaft vibrations can also be used for field balancing instead of the absolute bearing
vibrations. These vibrations are understood to be the relative vibrations of the rotor shaft within the bearing housing (see Basic Vibration seminar).
For this measurement an eddy-current sensor is used which measures the shaft movements within an air gap of 1 to 2 mm without contacting the shaft. This measuring method is commonly used in
machines with journal bearings for vibration monitoring and diagnosing the machine condition
Figure 3.38: The
eddy-current sensor
measures the relative
motion between rotor
shaft and bearing
housing without
making contact.

The measured signal from the eddy-current sensor consists of three components:
• a DC voltage proportional to the static distance between the sensor and the rotor shaft,
• an AC voltage proportional to the rotor shaft motion as a result of vibrations and
• an AC voltage which is due to "run-out".
The term "run-out" means a combination of all the faults in the measuring track of the shaft which
simulate a vibration. These faults can be:
• geometric deviations of the measuring track from an ideal circle,
• grooves, scratches, non-homogeneous properties, carbon inclusions or blowholes in the
measuring track, • residual magnetic field in the measuring track.
To eliminate the effects of these faults, some balancing instruments offer the possibility to
electronically compensate for the run-out. To do this the AC voltage from the eddy-current sensor at
a low shaft speed (e.g. 100 rpm), where no vibrations of any nominal value are to be expected, is
measured and stored. This measurement which constitutes the run-out corresponds to the vector a -
b in Fig. 3.39.
Figure 3.39: With a compensator circuit the synchronous run-out vector a-b is subtracted from the measured signal a-c and the unbalance vector b-c is obtained.
The rotor is run at its service speed. Now a signal is obtained from the eddy-current sensor which is the vector sum of the unbalance vibration signal and the run-out signal. This measured signal is
shown by the vector a - c in Fig. 3.39.

3.5.8 Using an eddy-current sensor as reference sensor
An inductive sensor or eddy-current sensor can also be used to provide an angle and speed reference
instead of the photo-electric sensor described in chapter 3.1.4. Without making contact these sensors detect a slot (e.g. a key-way or hole) or a projection (e.g. the head of a screw or a key) on the rotor
to be balanced, and provide one impulse for every revolution.
This type of sensor is often permanently available on the machine, namely for measuring the speed or
for diagnostic purposes. The signal can be directly connected to the reference input of the balancing instrument.
Care should be taken that only one impulse is created for each revolution of the rotor, i.e. the sensor
is only detecting one slot or projection. If this is not taken care of, the phase angle display will not be
correct in spite of electronic division of the impulse frequency.
Figure 3.41: Detecting a slot (A) or a projection (B) to provide a speed and angle reference
Depending on whether a slot or projection is detected, the setup of the instrument can be made
according to Fig. 3.42. This results in the phase reference displayed in Fig. 3.41.

Balancing instrument setup Reference mark
on the rotor Trigger flank Trigger level
This provides the following
angle reference:
Detecting a
projection
Positive 90 %
(or 50 %)
0° = in-coming projection
90° = 1/4 revolution opposite to rotation
direction
Detecting a slot Negative
10 % (or 50 %)
0° = in-coming slot 90° = 1/4 revolution
opposite to rotation direction)
Figure 3.42: Setup of the balancing instrument and angle reference when using a non-contacting inductive or eddy-current sensor as reference generator.