Embed Size (px)
Citation preview
fazer melhor
n Identificação e quantificação do perfil proteico do leite 124n Relevância de temas relacionados à qualidade do leite para as indústrias de laticínios brasileiras 126n Gestão da inovação e a cadeia do Leite 128n Desenvolvimento de queijo frescal de leite de cabra: parâmetros senso-riais e perfil de textura 134n Desenvolvimento de leite de vida de prateleira estendido pelo uso de tecnologia de microfiltração 139n Processo de fabricação de ricota por ultrafiltração 144
CADERNO DE TECNOLOGIA DE LATICÍNIOS
UFV Universidade Federal de Viçosa
124
fazer melhor
Fabiano Freire Costa1, Maria Aparecida Vasconcelos Paiva e Brito2, Marta Fonseca Martins Guimarães2, Marco Antônio Moreira Furtado3; Isabela Silvestre Barreto Pinto4
1Pós-Doutorando (PNPD Capes), 2Pesquisadores da Embrapa Gado de Leite: Rua Eugênio do Nascimento 610; CEP: 36038-330 Juiz de Fora/MG, 3Professor Farmácia-Bioquímica UFJF; 4Bolsista BAT II (Fapemig) – e-mail: [email protected]
IdentIfIcação e quantIfIcação do perfIl proteIco do leIte
INTRODUÇÃOAs técnicas de separação e
quantificação das proteínas do leite podem fornecer informações impor-tantes sobre as propriedades físico--químicas de diferentes sistemas lácteos, auxiliando no aperfeiçoa-mento tecnológico da produção de derivados mais estáveis, de melhor qualidade e vida de prateleira mais prolongada.
Atualmente, a identificação e a quantificação das proteínas do leite são feitas por diferentes técnicas de separação como eletroforese em gel de poliacrilamida, eletroforese ca-pilar, cromatografia líquida de alta eficiência (HPLC) e espectrometria de massa (CREAMER, 1991; COSTA et al., 2008).
As vantagens e desvantagens de cada técnica são discutidas por diversos autores que destacam se estas precisam ser aperfeiçoadas, a fim de melhorar a confiabilidade dos resultados. O alto consumo de reagentes tóxicos que são posterior-mente descartados, e o longo pre-paro das amostras são as desvan-tagens que cada técnica apresenta. Com relação às principais vanta-gens, a automatização e o limite de detecção são os mais citados. (ANDREWS, 1983; CREAMER, 1991; BOBE et al., 1998).
Recentemente, a técnica lab-on-a--chip (eletroforese em chip) foi desen-volvida para a separação e quan-tificação de proteínas, DNA e RNA. Esta técnica tem sido recomendada devido aos bons resultados encon-trados em comparação às demais. As principais vantagens são o tempo de preparo das amostras (~ 30 min/chip), a quantidade de reagentes utilizados, em torno de 0,5 mL/chip, e o limite de detecção, capaz de medir nanogramas de material em microlitros de amostra (WU, 2008, ANEMA, 2009).
Neste trabalho a metodologia lab-on-a-chip foi aplicada para a identificação e quantificação das principais frações proteicas do leite cru.
MATERIAL E MÉTODOS O volume de 500 mL de leite foi
coletado do tanque de refrigeração de um rebanho leiteiro comercial.
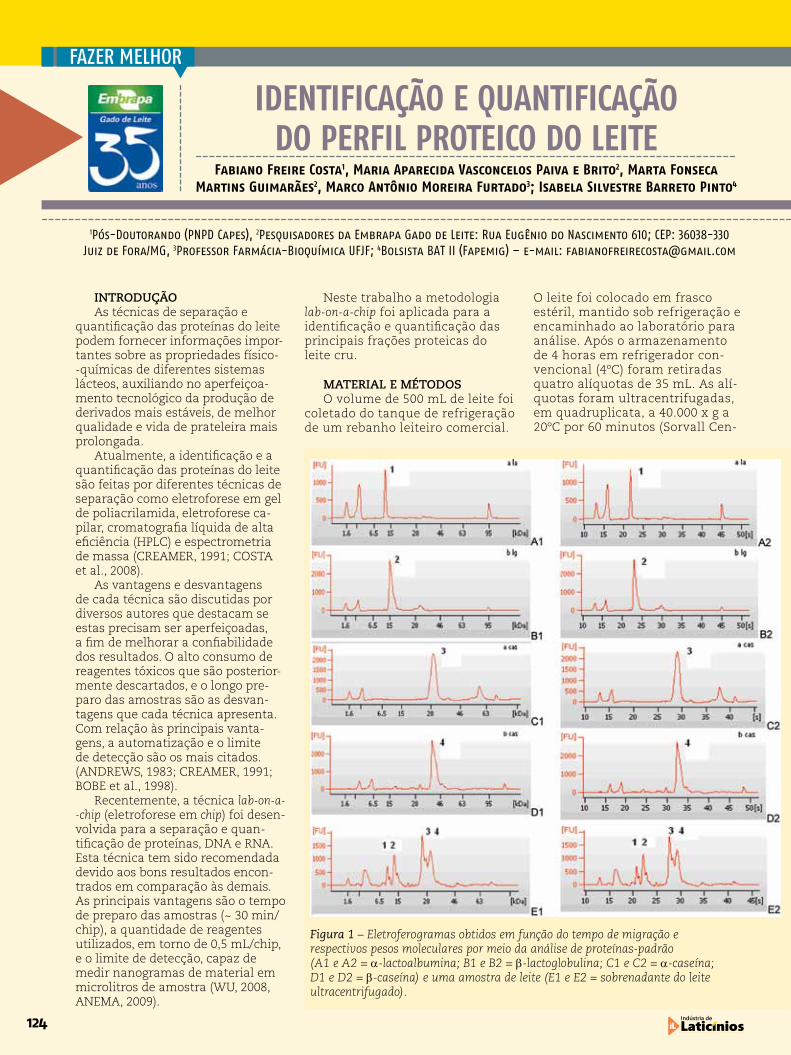
Figura 1 – Eletroferogramas obtidos em função do tempo de migração e respectivos pesos moleculares por meio da análise de proteínas-padrão (A1 e A2 = α-lactoalbumina; B1 e B2 = β-lactoglobulina; C1 e C2 = α-caseína; D1 e D2 = β-caseína) e uma amostra de leite (E1 e E2 = sobrenadante do leite ultracentrifugado).
O leite foi colocado em frasco estéril, mantido sob refrigeração e encaminhado ao laboratório para análise. Após o armazenamento de 4 horas em refrigerador con-vencional (4ºC) foram retiradas quatro alíquotas de 35 mL. As alí-quotas foram ultracentrifugadas, em quadruplicata, a 40.000 x g a 20ºC por 60 minutos (Sorvall Cen-

125
trifuges acoplada ao rotor A-841, EUA). Após a ultracentrifugação, o precipitado e o sobrenadante foram separados para análise do perfil proteico. O perfil proteico foi determinado pela metodolo-gia de lab-on-a-chip utilizando o equipamento Agilent 2100 Bio-analyzer (Agilent Technologies GmbH, Waldbronn, Alemanha) e o Protein 80 LabChip Kit (Agi-lent Technologies). Frações das proteínas α-caseína, β-caseína, κ-caseína, α-lactoalbumina e β-lactoglobulina (Sigma-Aldrich/St. Louis, MO, EUA) foram utiliza-das como padrões.
RESULTADOS E DISCUSSÃO Os resultados apresentados
na Figura 1 mostram os eletrofe-rogramas (FU: unidade de fluo-rescência) de acordo com o peso molecular (KDa) e o tempo de mi-gração (FU x kDa; FU x Tempo) dos padrões individuais de α-caseína, β-caseína, α-lactoalbumina e β-lactoglobulina, e da amostra de leite. De acordo com o aumento do tempo de corrida é possível observar que a β-caseína (Fig 1: D1 e D2) migra mais rápido seguida pela α-caseína (Fig 1: C1 e C2), β-lactoglobulina (Fig 1: B1 e B2) e α-lactoalbumina (Fig 1: A1 e A2), respectivamente. Não foi possível
Tabela 1 - Determinação e quantificação das frações protéicas (α-la, β-lg, α-cas, β-cas) presentes na amostra de leite ultracentrifugado
Frações Padrão Amostra
Peso Molecular
(kDa)
Tempo(s)
Porcentagem(%)
Peso Molecular
(kDa)
Tempo(s)
Porcentagem(%)
1 α-la 12,2 22 81,4 10,0 22 6,9
2 β-lg 15,0 24 85,9 13,1 23 15,5
3 α-cas 29,3 29 80,9 25,7 27 22,8
4 β-cas 39,9 32 66,9 30,0 29 27,4
obter informação sobre o padrão da κ-caseína (Sigma) suposta-mente pela sua degradação. Fato semelhante foi citado por Anema (2009).
Com relação à análise da amostra de leite é possí-vel observar separação entre os sinais correspondentes às proteínas α-lactoalbumina e β-lactoglobulina (Fig 1: E1 e E2, sinais 1 e 2) e uma sobreposição entre os sinais correspondentes à α-caseína e à β-caseína (Fig 1: E1 e E2, sinais 3 e 4 respectivamente). A Tabela 1 mostra os resultados da quantificação das proteínas dos padrões e da amostra de leite, bem como os pesos moleculares encon-trados e a porcentagem de cada uma das frações proteicas.
Comparando os resultados apresentados com os encontra-dos por Anema (2009) verificou--se que é possível reproduzir com confiabilidade a separação e a quantificação das principais frações proteicas presentes no leite empregando a metodologia lab-on-a-chip. As frações α-caseína, β-caseína, α-lactoalbumina e β-lactoglobulina presentes no leite foram separadas com alta reso-lução e quantificadas com boa reprodutibilidade entre os chips e desvio padrão aceitável (~ 10%).
CONCLUSÃOOs resultados mostraram que
a metodologia lab-on-a-chip é uma opção viável para a separação e quantificação das principais frações proteicas do leite, porque apresenta alta resolução e boa reprodutibili-dade. Outras vantagens encontra-das foram a rapidez, a utilização de quantidades mínimas (μL) de amostra e dos reagentes, e o limite de detecção em ng/μL.
REFERÊNCIASANDREWS, A. T., TAYLOR, M. D.,
OWEN, A. J. Proteinases in normal bovine milk proteins by fast protein liquid chromatography. Journal of Chromatography, vol. 348, 177-185p. 1983.
ANEMA, S. G. The use of lab-on--a-chip microfluid SDS electropho-resis technology for the separation and quantification of milk proteins. International Dairy Journal. vol. 19. 198-204p. 2009.
BOBE, G., BeEITZ, D.C., FREE-MAN, A. E., LINDBERG, G. L. Sample preparation affects separation of whey proteins by reverse-phase high-performance liquid chromato-graphy. Journal of Agriculture and Food Chemistry. vol. 46. 458-463p. 1998.
COSTA, F. F.; RESENDE. J. V.; ABREU, L. R.; GOFF, H. D. Effect of calcium chloride adittion on ice cre-am structure and quality. Journal of Dairy Science, Champaign, v.91, n.6, p.2165-2174, June 2008.
CREAMER, L. K. Electrophoresis of cheese. International Dairy Fede-ration, IDF Bulletin vol. 261, 14-28p. 1991.
WU, D., Qin, J., Lin, B. Electro-phoresis separations on microfluidic chips. Journal of Chromatography A 1184, 542-559p. 2008.
126
fazer melhor
INTRODUÇÃONo Brasil, o tema “Qualidade do Leite” vem sendo
frequentemente debatido nos últimos dez anos, devido, principalmente, à implantação da Instrução Normativa n° 51, de 18 de setembro de 2002 (IN 51), do Ministério da Agricultura, Pecuária e Abastecimento (Brasil, 2002). A IN 51 está em vigor no País desde julho de 2002 e esta-belece os requerimentos técnicos para o leite cru.
Compete ao produtor de leite vender à indústria de laticínios uma matéria-prima de excelente qualidade bem como compete à indústria de laticínios beneficiar o leite e vender ao consumidor um produto lácteo seguro, nutritivo e saboroso. Para que este processo seja eficaz,
os estudos relacionados à melhoria da qualidade do leite devem ser contínuos. Nesse sentido, é importante conhecer a demanda em pesquisas relacionadas ao tema. Segundo Brandão (2006), qualidade é o fator de decisão básico mais importante para a garantia consis-tente da confiança dos clientes nos produtos de uma de-terminada marca. Por isso, conhecer o que as indústrias de laticínios necessitam para obter e processar leite e derivados de alta qualidade é condição essencial para o crescimento da atividade leiteira e laticinista do País.
Com o objetivo de conhecer tais necessidades, foram enviados questionários a 132 indústrias de laticínios das regiões Sul, Sudeste e Centro-oeste do País, através de
Letícia C. Mendonça, Maria Aparecida V. P. Brito, Carla C. Lange
releVÂncIa de teMaS relacIonadoS À qualIdade do leIte para aS IndÚStrIaS
de latIcÍnIoS BraSIleIraS
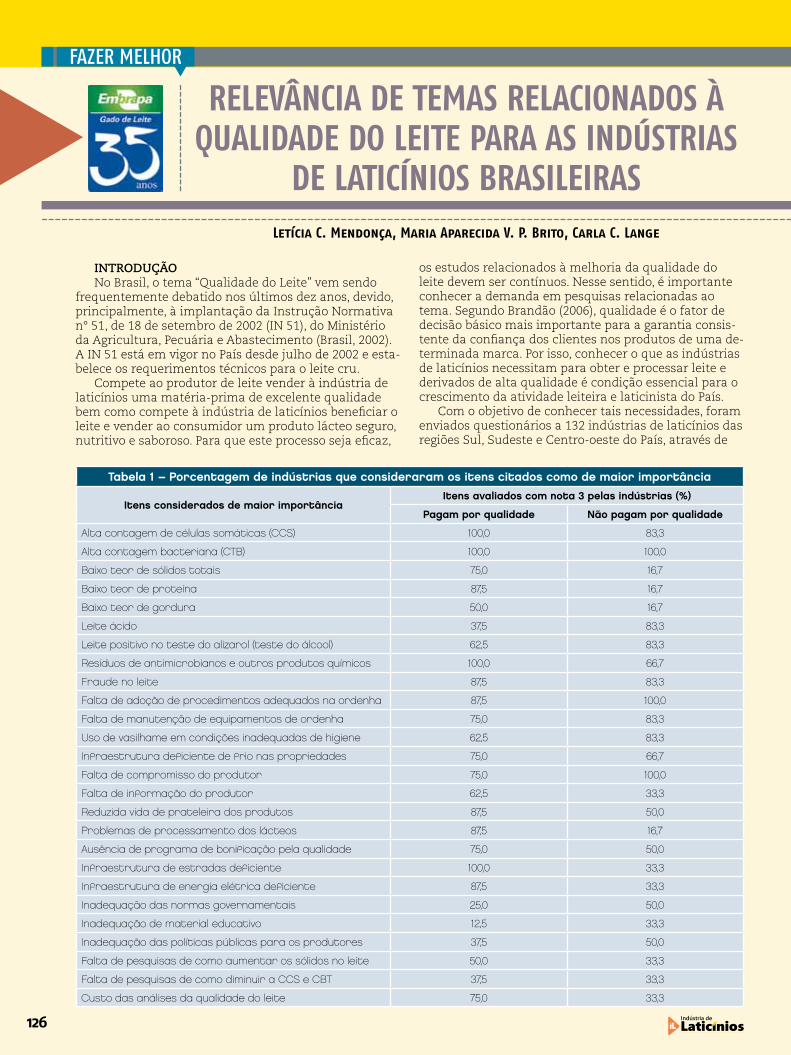
Tabela 1 – Porcentagem de indústrias que consideraram os itens citados como de maior importância
Itens considerados de maior importânciaItens avaliados com nota 3 pelas indústrias (%)
Pagam por qualidade Não pagam por qualidade
Alta contagem de células somáticas (CCS) 100,0 83,3
Alta contagem bacteriana (CTB) 100,0 100,0
Baixo teor de sólidos totais 75,0 16,7
Baixo teor de proteína 87,5 16,7
Baixo teor de gordura 50,0 16,7
Leite ácido 37,5 83,3
Leite positivo no teste do alizarol (teste do álcool) 62,5 83,3
Resíduos de antimicrobianos e outros produtos químicos 100,0 66,7
Fraude no leite 87,5 83,3
Falta de adoção de procedimentos adequados na ordenha 87,5 100,0
Falta de manutenção de equipamentos de ordenha 75,0 83,3
Uso de vasilhame em condições inadequadas de higiene 62,5 83,3
Infraestrutura deficiente de frio nas propriedades 75,0 66,7
Falta de compromisso do produtor 75,0 100,0
Falta de informação do produtor 62,5 33,3
Reduzida vida de prateleira dos produtos 87,5 50,0
Problemas de processamento dos lácteos 87,5 16,7
Ausência de programa de bonificação pela qualidade 75,0 50,0
Infraestrutura de estradas deficiente 100,0 33,3
Infraestrutura de energia elétrica deficiente 87,5 33,3
Inadequação das normas governamentais 25,0 50,0
Inadequação de material educativo 12,5 33,3
Inadequação das políticas públicas para os produtores 37,5 50,0
Falta de pesquisas de como aumentar os sólidos no leite 50,0 33,3
Falta de pesquisas de como diminuir a CCS e CBT 37,5 33,3
Custo das análises da qualidade do leite 75,0 33,3

127
e-mail e pelo correio. Buscou-se conhecer as demandas das indústrias sobre diversos temas relacionados à qua-lidade do leite e também quais os itens considerados importantes, dentre uma lista de aspectos relevantes à obtenção de leite de alto padrão de qualidade, de ma-neira que as ações de pesquisa fossem direcionadas ao atendimento dessas necessidades. As respostas foram recebidas entre os meses de abril e junho de 2009.
As perguntas do questionário trataram dos princi-pais problemas relacionados à produção de leite com qualidade. Foi solicitado notas de 0 a 3 para cada item, sendo a nota 0 para o item de menor importância e a nota 3 para o item de maior importância. Os dados foram analisados de forma descritiva.
RESULTADOS Das 132 indústrias contactadas apenas 15 indústrias
responderam, o que corresponde a 11,4% do total. Destas 15 indústrias, oito (57, 1%) adotam programas de paga-mento do leite pela qualidade, que incluem bonificação para contagem de células somáticas (CCS), contagem total de bactérias (CTB), teores de proteína, gordura e sólidos totais. Os resultados são mostrados na Tabela 1, de acordo com a importância dada a cada item.
Todas as indústrias consideraram o item “alta CTB” de maior importância, recebendo nota 3 de todas elas. Os itens “falta de adoção de procedimentos adequados na ordenha” e “alta CCS” receberam nota 3 de 92,9% das indústrias, seguidos de “fraude no leite”, “resíduos de an-timicrobianos”, “resíduos de outros produtos químicos” e “falta de compromisso do produtor quanto à produção de leite com qualidade”, que receberam nota 3 de 85,7% das indústrias.
Os itens relacionados ao rendimento e processa-mento dos produtos lácteos, como “baixo teor de sólidos totais”, “baixo teor de proteína”, “baixo teor de gordura”, “reduzida vida de prateleira” e “problemas no processa-mento” foram considerados de maior importância pela maioria das indústrias que pagam pela qualidade. As indústrias que não pagam pela qualidade do leite deram maior importância aos itens relacionados às práticas ligadas ao produtor de leite, como “leite ácido”, “leite positivo ao teste do alizarol”, “uso de vasilhames em condições inadequadas de higiene” e “falta de compro-misso do produtor”.
Os itens relativos à infraestrurura, como “infraestru-tura de estradas deficiente” e “infraestrutura de energia elétrica deficiente” foram considerados de grande im-portância pela maioria das indústrias que pagam pela qualidade, mas pela minoria das que não pagam. As más condições das estradas e abastecimento de energia elétrica têm relação direta com a refrigeração adequada
e tempo de permanência do leite na propriedade, até a coleta pelo veículo transportador. Sabe-se que o leite, como um produto perecível, pode ser armazenado no prazo máximo de 48 horas, se mantido em temperatura de 2 a 4°C. Caso contrário, o crescimento e a multiplica-ção de bactérias podem comprometer a qualidade desta matéria-prima (Pinto et al., 2006).
Quanto ao item “falta de pesquisas de como diminuir a CCS e a CBT”, menos de 50% das Indústrias (Indústrias que pagam pela qualidade – 37,5%; Indústrias que não pagam pela qualidade – 33%) acham que são poucos os estudos direcionados para o controle de CCS e CBT. No entanto, se as pesquisas estão disponíveis, mas os resultados de CCS e CBT publicados pela RBQL ainda apontam valores acima do recomendado pela IN 51, é preciso intensificar os trabalhos de transferência de tecnologia e valorizar os programas de pagamento de qualidade, como alternativas para aumentar a eficiência de aplicação das técnicas direcionadas para melhoria da qualidade do leite, medida por meio da CCS e CBT.
Considerando as diferenças de resultados das avalia-ções, quando comparadas as indústrias que pagam por qualidade com aquelas que não executam esta prática, pode-se concluir que os programas de pagamento por qualidade estão se constituindo em um importante fa-tor de valorização das relações de transação entre pro-dutor e indústria, em prol da melhoria da qualidade do leite, da renda das propriedades e do bem estar social.
AGRADECIMENTOSÀs indústrias de laticínios que se dispuseram a co-
laborar com a pesquisa e responderam prontamente ao questionário.
LITERATURA CONSULTADABRASIL. Ministério da Agricultura, Pecuária e Abaste-
cimento. Instrução Normativa n° 51, de 18 de setembro de 2002. Regulamento Técnico de Produção, Identidade e Qualidade do Leite Tipo A, do Leite Tipo B, do Leite Tipo C, do Leite Pasteurizado e do Leite Cru Refrigerado e o Regulamento Técnico da Coleta de Leite Cru Refrigerado e seu transporte a Granel. Diário Oficial da União, Bra-sília, DF, 18 set. 2002. Secção 3. Disponível em: <http://www.agricultura.gov.br/ das/dipoa/in51.htm>. Acesso em: 10 mar. 2009.
BRANDÃO, S. C. C. Fundamentos da busca pela quali-dade na indústria. In: Perspectivas e avanços da qualida-de do leite no Brasil. Goiânia: Talento, 2006. p. 291-312.
PINTO, C. L. O.; MARTINS, M. L.; VANETTI, M. C. D. Qualidade microbiológica de leite cru refrigerado e isola-mento de bactérias psicrotróficas proteolíticas. Ciência e Tecnologia de Alimentos, Campinas, v.26, n.3, 2006.

128
fazer melhor
José Alberto Bastos Portugal1, Cláudio Furtado Soares2, Aziz Galvão da Silva Júnior2, Ronaldo Perez2
1Embrapa Gado de Leite - Rua Eugênio do Nascimento, 610 – Juiz de Fora – MG – CEP 36038-330. [email protected] 2Universidade Federal de Viçosa – Viçosa - MG
GeStão da InoVação e a cadeIa do leIte
1. ContextualizaçãoInovação, definida por Schumpeter (1883 – 1950)
como “a criação de novas combinações”, está relaciona-da com novos produtos, novas tecnologias para aplica-ções imediatas, nova aplicação para uma tecnologia já instituída, o desenvolvimento ou a abertura de novos mercados, ou a introdução de novas formas de organi-zação e estratégias que promovam melhores desem-penhos da economia, revertidos em benefícios para a sociedade (OMTA, 2002).
A capacidade de gerar e absorver inovação se esta-belece como elemento central para um novo modelo de desenvolvimento econômico e social, que tem como pontos-chave a produção, disseminação, absorção e recombinação de conhecimentos, essenciais para que um agente econômico possa ser competitivo frente às rápidas mudanças nos mercados, nas tecnologias e nas formas organizacionais - princípios da “Economia baseada no Conhecimento”. (OECD, 1996; LEMOS, 1999; FERRÃO, 2002).
Na Economia do Conhecimento, inovação e tecno-logia da informação e comunicação (Information and Communication Technology – ICT) têm impacto positivo na estrutura econômica, com reflexo no aumento da produtividade, se constituem em importantes ferramen-tas de desenvolvimento social – “Sociedade da Infor-mação”. Para tanto, exigem uma maior compreensão sobre o papel das redes de conhecimento e dos Sistemas Nacionais de Inovação (OECD, 1996; LEMOS, 1999; OECD, 2005a,b; IDB, 2010a).
As economias avançadas dispõem de um marco insti-tucional definido para as políticas de inovação, permitindo que os diferentes sistemas suportem crises econômicas, políticas ou mesmo, alternâncias de Governo (BID, 2010).
Na União Europeia, as Plataformas Tecnológicas estão direcionadas para áreas estratégicas, buscando o aumento da competitividade, do crescimento econômi-co e do bem-estar da sociedade. São ações planejadas, com investimento voltado para pesquisa e inovação, visando progresso tecnológico, numa perspectiva de mé-dio e longo prazos (CIAA, 2005).
Alcançar esse nível de organização na América Lati-na ainda requer significativos investimentos na estru-tura organizacional do sistema nacional de inovação e em mecanismos para diminuir as desigualdades sociais, que têm exigido um esforço extra para integrar as polí-ticas de inovação e de desenvolvimento tecnológico com as políticas sociais, exigindo a inclusão de temas bási-cos, como índice de pobreza, educação e saúde pública, nas pautas de trabalho (BID, 2010).
2. Ciência, Tecnologia e Inovação no BrasilNos últimos dez anos, o “descontrole inflacioná-
rio, a vulnerabilidade externa e o desequilíbrio fiscal--financeiro”, deram lugar à estabilidade econômica, resultante de um conjunto de fatores, como “a elevação do País à categoria de investidor, o cumprimento das metas de inflação, a obtenção de superávits comerciais, a acumulação de divisas, a redução dos indicadores de endividamento público e a melhoria da distribuição de renda”. Essas condições são essenciais para se atingir um crescimento sustentável, com o planejamento de ações de longo prazo (MIDC, 2010).
Possivelmente isso seja fruto da cultura de uma política de desenvolvimento da Ciência, Tecnologia e Inovação (C,T&I) iniciada na década de 1950 e, que vem sendo edificada ao longo desses anos, contribuindo para que o País amplie a sua visão de P,D&I, rumo à consoli-dação de um Sistema Nacional de Inovação (SNI).
De fato, tem sido construída no Brasil uma estrutura industrial complexa e diversificada, importante para o desenvolvimento econômico. Entretanto, as empresas ainda não foram capazes de aproveitar de forma efetiva o conhecimento científico (profissionais altamente qualificados e uma base acadêmica sólida) e os finan-ciamentos públicos disponíveis para investir em inova-ção tecnológica, como uma ação estratégica importante para aumentar a competitividade no cenário internacio-nal (MCT, 2007; PACHECO, 2007).
Os investimentos pelas empresas brasileiras em P&D são pequenos, absorvendo menos pesquisadores, quando comparados com os de empresas correlatas situadas em países mais avançados. Nessa mesma linha de pensa-mento, a concessão de patentes por organismos nacio-nais e internacionais às inovações e tecnologias geradas no Brasil está crescendo, mas ainda aquém dos índices já observados em outros países em emergência (MCT, 2007).
O relatório Global Innovation Index 2011 – INSEAD (DUTTA, 2011), descreve um ranking de inovação para 125 países. Os dados de julho de 2011 apontam que o Brasil avançou da 68º lugar (2010) para 47º lugar (2011) no índice global de inovação. Analisando alguns dos fa-tores que compõem o índice global de inovação, verifica--se que o país ainda precisa melhorar em pontos estra-tégicos, como Educação Superior e criação de Ambiente de Negócios para inovação, como apresentado a seguir:
l Produção de Inovação: 68º.l Ambiente para Inovação (Politico, Regulatório e
Negócios): 87º; Ambiente para Negócios -118º.l Pesquisa e Capital Humano (Educação, Ensino Su-
perior e P&D): 76º; Ensino Superior – 95º e P&D – 51º.

129
l Infraestrutura (ICT, energia, geral): 45º; Setores de Tecnologia da Informação e Comunicação (ICT) – 53º.
l Produção científica: 58º; Impacto do conhecimento - 64º e Produção e Difusão do conhecimento - 45º.
No caso das agroindústrias, o crescimento pela ino-vação exigirá uma revisão das estratégias competitivas, para explorar, além da economia de escala, a economia do conhecimento. Será necessário realizar uma ava-liação cuidadosa e detalhada dos riscos, benefícios e custos envolvidos num processo dessa natureza, com perspectivas de espaço e tempo de crescimento de cur-to, médio e longo prazo, agregando valores efetivos às potencialidades regionais e locais e, não, ser considera-do como um ato de imediatismo ou de receio à mudan-ça – quebra de paradigmas (STADUTO et al., 2004; SILVA; MONTE-MÓR, 2006).
Para a agroindústria do leite, Carvalho et al. (2003) já afirmavam que, dada a importância que esse setor tem para a economia, é preciso investir em pesquisas pela inovação, como alternativa para a solução de proble-mas e melhoria para todos os elos da cadeia produtiva. Nisso está o crescente valor e impacto do conhecimento na atividade econômica, aumentando o interesse nos “ativos intangíveis” das organizações.
3. Diretrizes para um modelo de Gestão da Inova-ção aplicada à Cadeia do Leite
3.1 ObjetivoO objetivo deste trabalho foi apresentar diretrizes
para a construção de um modelo de gestão da inovação para a cadeia do leite, como ferramenta estratégica para planejamento de ações visando ao aumento da eficiên-cia e da competitividade desse segmento agroindustrial, entendendo que conhecimento, inovação e tecnologia são os fatores diferenciais para o crescimento e o desen-volvimento econômico e social.
3.2 MetodologiaA metodologia do trabalho foi dividida em duas
etapas, a Pesquisa Descritiva, que apresenta o cenário de Ciência, Tecnologia e Inovação do agronegócio do leite no Brasil e no Estado de Minas Gerais e, na segunda etapa, o levantamento dos fatores de impacto no pro-cesso de consolidação de um sistema de inovação para a cadeia do leite, de ordem econômica, organizacional, tecnológica, de políticas públicas e sócio-culturais, agru-pados como pontos fortes, pontos fracos, oportunidades e ameaças, constituindo uma matriz SWOT. À análise
SWOT foi associada o Processo de Análise Hierárquica (AHP), um método matemático de Análise de Decisão Multicritério.
Pelos princípios do método AHP foram realizadas as comparações entre os elementos de um mesmo nível e entre níveis da matriz SWOT, utilizando o software ExpertChoice®. A hierarquização e a priori-zação dos fatores foram sistematizadas a partir de entrevistas com representantes de Instituições de Pesquisa, Desenvolvimento e Inovação (P,D&I), Empre-sas, Governo e Produção, ligados à cadeia do leite. Os julgamentos foram realizados par a par, sendo com-parados os fatores dentro de um mesmo quadrante e, ao final, entre quadrantes e, a hierarquização foi
130
fazer melhor
estabelecida a partir dos pesos atribuídos aos fatores (HOUBEN et al., 1999; FORMAN; SELLY, 2001; SHRES-THA et al., 2004; CHANG; HUANG, 2006; TONINI et al., 2007; WOLFF, 2008).
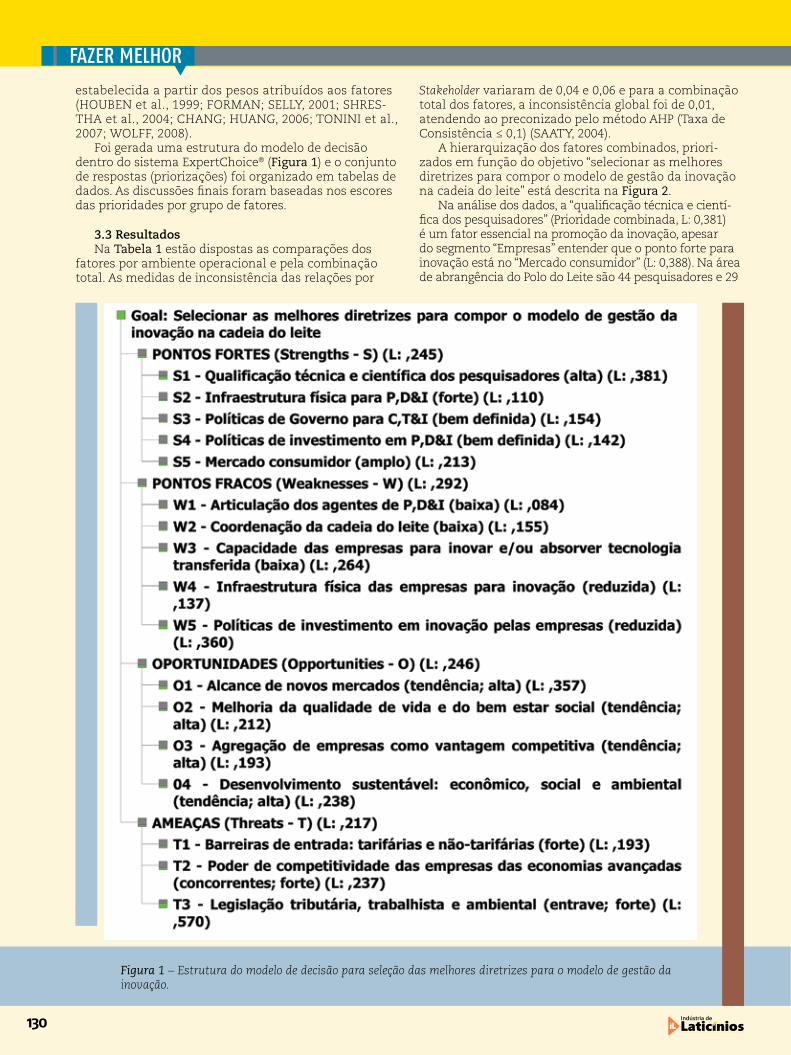
Foi gerada uma estrutura do modelo de decisão dentro do sistema ExpertChoice® (Figura 1) e o conjunto de respostas (priorizações) foi organizado em tabelas de dados. As discussões finais foram baseadas nos escores das prioridades por grupo de fatores.
3.3 ResultadosNa Tabela 1 estão dispostas as comparações dos
fatores por ambiente operacional e pela combinação total. As medidas de inconsistência das relações por
Figura 1 – Estrutura do modelo de decisão para seleção das melhores diretrizes para o modelo de gestão da inovação.
Stakeholder variaram de 0,04 e 0,06 e para a combinação total dos fatores, a inconsistência global foi de 0,01, atendendo ao preconizado pelo método AHP (Taxa de Consistência ≤ 0,1) (SAATY, 2004).
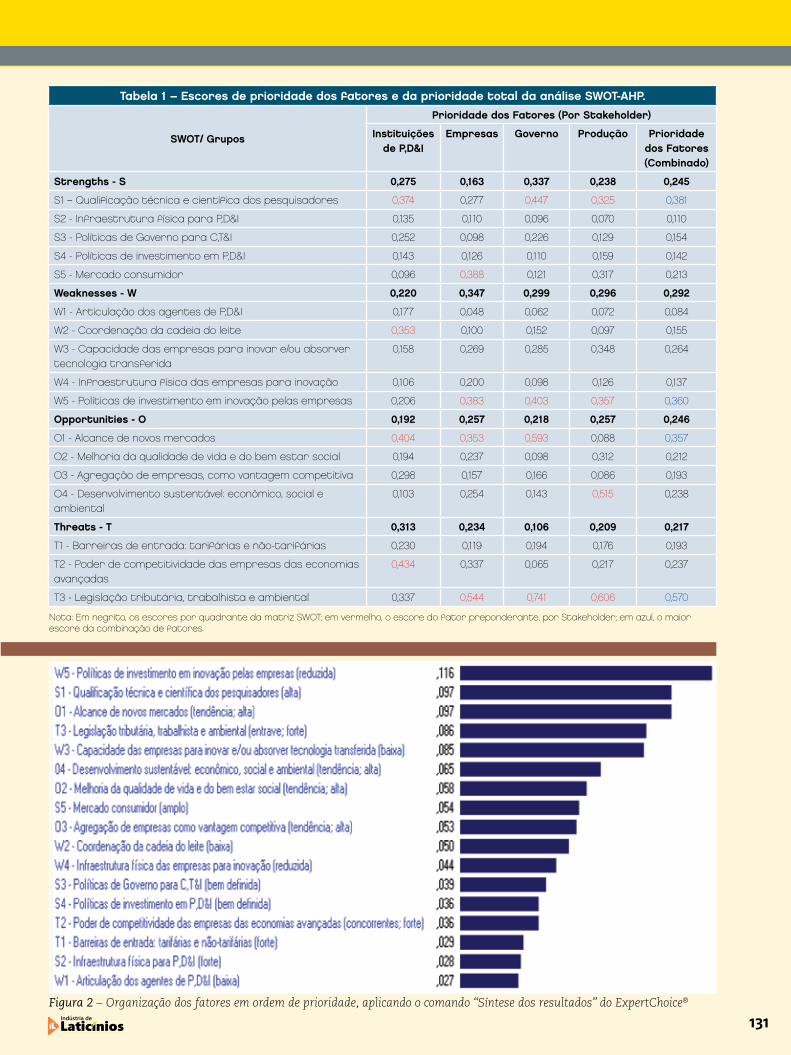
A hierarquização dos fatores combinados, priori-zados em função do objetivo “selecionar as melhores diretrizes para compor o modelo de gestão da inovação na cadeia do leite” está descrita na Figura 2.
Na análise dos dados, a “qualificação técnica e cientí-fica dos pesquisadores” (Prioridade combinada, L: 0,381) é um fator essencial na promoção da inovação, apesar do segmento “Empresas” entender que o ponto forte para inovação está no “Mercado consumidor” (L: 0,388). Na área de abrangência do Polo do Leite são 44 pesquisadores e 29
131
Tabela 1 – Escores de prioridade dos fatores e da prioridade total da análise SWOT-AHP.
SWOT/ Grupos
Prioridade dos Fatores (Por Stakeholder)
Instituições de P,D&I
Empresas Governo Produção Prioridadedos Fatores(Combinado)
Strengths - S 0,275 0,163 0,337 0,238 0,245
S1 – Qualificação técnica e científica dos pesquisadores 0,374 0,277 0,447 0,325 0,381
S2 - Infraestrutura física para P,D&I 0,135 0,110 0,096 0,070 0,110
S3 - Políticas de Governo para C,T&I 0,252 0,098 0,226 0,129 0,154
S4 - Políticas de investimento em P,D&I 0,143 0,126 0,110 0,159 0,142
S5 - Mercado consumidor 0,096 0,388 0,121 0,317 0,213
Weaknesses - W 0,220 0,347 0,299 0,296 0,292
W1 - Articulação dos agentes de P,D&I 0,177 0,048 0,062 0,072 0,084
W2 - Coordenação da cadeia do leite 0,353 0,100 0,152 0,097 0,155
W3 - Capacidade das empresas para inovar e/ou absorver tecnologia transferida
0,158 0,269 0,285 0,348 0,264
W4 - Infraestrutura física das empresas para inovação 0,106 0,200 0,098 0,126 0,137
W5 - Políticas de investimento em inovação pelas empresas 0,206 0,383 0,403 0,357 0,360
Opportunities - O 0,192 0,257 0,218 0,257 0,246
O1 - Alcance de novos mercados 0,404 0,353 0,593 0,088 0,357
O2 - Melhoria da qualidade de vida e do bem estar social 0,194 0,237 0,098 0,312 0,212
O3 - Agregação de empresas, como vantagem competitiva 0,298 0,157 0,166 0,086 0,193
O4 - Desenvolvimento sustentável: econômico, social e ambiental
0,103 0,254 0,143 0,515 0,238
Threats - T 0,313 0,234 0,106 0,209 0,217
T1 - Barreiras de entrada: tarifárias e não-tarifárias 0,230 0,119 0,194 0,176 0,193
T2 - Poder de competitividade das empresas das economias avançadas
0,434 0,337 0,065 0,217 0,237
T3 - Legislação tributária, trabalhista e ambiental 0,337 0,544 0,741 0,606 0,570
Nota: Em negrito, os escores por quadrante da matriz SWOT; em vermelho, o escore do fator preponderante, por Stakeholder; em azul, o maior escore da combinação de fatores.
Figura 2 – Organização dos fatores em ordem de prioridade, aplicando o comando “Síntese dos resultados” do ExpertChoice®

132
tecnologias concentrados nas universidades e centros de pesquisa, com projetos direcionados para a cadeia do leite (POLO DE EXCELÊNCIA DE LEITE E DERIVADOS, 2009).
Entretanto, os estudos de Penido (2010) indicam uma baixa cooperação tecnológica entre os agentes de P,D&I, mas, ainda assim, este não é o principal ponto fraco para a inovação na cadeia do leite. Os resultados mostram que a falta de “Políticas de investimentos de inovação pelas empresas” (Prioridade combinada, L: 360) é o fator preponderante que se destaca neste processo.
O desafio está em encontrar mecanismos para incrementar a inovação nas empresas, aproveitando o potencial de capital intangível e tangível disponível. Esta afirmativa está de acordo com as considerações dos relatórios do Banco Interamericano de Desenvolvimento (IDB, 2010 a,b).
Associado à necessidade das empresas inovarem, está a baixa “Coordenação da cadeia do leite”, conside-rando também um limitador à inovação, conforme re-gistrado pelos representantes das Instituições de P,D&I (L: 353). Portanto, melhorar o arranjo institucional, como preconizado por RICYT (2009), também será crucial para avanços em direção à consolidação de um modelo de gestão da inovação.
Considerando a incorporação da cultura para inova-ção no ambiente interno da cadeia do leite, diferentes tendências e expectativas poderão ser pensadas pelas empresas para alcançar novas oportunidades no am-biente externo.
Dentre estas oportunidades, a que mais se destaca é o “Alcance de novos mercados” (Prioridades combina-da, L: 357). Esta tendência é comum na percepção das Instituições de P,D&I (L: 0,404), das Empresas (L: 0,353) e do Governo (L: 0,593).
Por sua vez, os representantes do segmento da Pro-dução (L: 0,515) entendem que um sistema de inovação poderá trazer como importante oportunidade o “Desen-volvimento sustentável: econômico, social e ambien-tal”, corroborando com as expectativas apontadas pela Embrapa (2002) e se estabelece como uma tendência, quando se entende a inovação como um fator de pro-moção do crescimento e desenvolvimento econômico e do bem-estar da sociedade (IDB, 2010a).
Paralelamente às oportunidades, são percebidas ameaças que podem comprometer o avanço do proces-so de inovação na cadeia do leite. A principal ameaça é originada no ambiente Brasil e se refere às questões de “Legislação tributária, trabalhista e ambiental” (Priorida-de combinada, L: 0,570). Esta percepção é compartilhada pelos setores que interagem mais diretamente com esta questão, que são as Empresas (L: 0,544), Governo (L: 0,741) e Produção (L: 0,606).
A adequação da agroindústria às exigências da legis-lação vigente, por meio de um novo modelo de gestão, poderá se reverter em uma vantagem competitiva para o agronegócio do leite. PIAU (2010) propõe, por exemplo, “harmonizar os sistemas de produção com os sistemas de preservação. Rezende & Kreter (2008) discutem os impactos das relações de trabalho com os custos de transação e Silva et al. (2005) apontam a integração do planejamento tributário ao planejamento estratégico das empresas, para atender às exigências da legislação tributária.
Percebe-se, de fato, uma nítida relação de interde-
fazer melhor
pendência dos fatores, onde valorizar um ponto forte pode significar reverter um ponto fraco em uma poten-cialidade ou eliminar uma ameaça, ampliando, assim, o leque de oportunidades que se vislumbra com a conso-lidação de um sistema de inovação, onde a melhoria da qualidade de vida e do bem estar social e o desenvolvi-mento sustentável passam a ser meta fim.
4. ConclusõesPodemos concluir, ao final deste trabalho, que a aná-
lise SWOT e o método AHP, aplicados na ordenação e hierarquização dos fatores críticos, foram fundamentais no processo de organização dos pontos fortes, pontos fracos, oportunidades e ameaças, ranqueando-os con-forme a expectativa de impacto sobre o desenvolvimen-to e a competitividade do setor, tendo a inovação como ponto de referência.
Conhecidos os fatores críticos, priorizadas as dire-trizes e dirimidos os pontos fracos e ameaças é possível conquistar novas oportunidades e valorizar e ampliar os pontos fortes.
Essa ação foi decisiva para a consolidação das dire-trizes que irão compor o Modelo de Gestão da Inovação. As Diretrizes são:
l incentivar a cooperação tecnológica entre as insti-tuições de P,D&I;
l definir mecanismos de integração e organização da cadeia do leite;
l promover programas de capacitação tecnológica para todos os segmentos da cadeia do leite;
l fortalecer os programas de apoio à inovação para as empresas;
l redefinir estratégias para posicionar a cadeia do leite frente às barreiras de entrada;
l incrementar os processos de transferência de tecnologia, buscando a maximização do uso das tecno-logias incorporadas;
l ajustar a legislação tributária, trabalhista e am-biental à realidade do complexo agroindustrial.
Pelas diretrizes apresentadas, podemos perceber a importância da interação e comprometimento de todos os atores e agentes do processo de inovação, como pro-fissionais, empresários, Instituições de P,D&I, agências de apoio, fomento e de financiamento, associações de classe e organizações empresariais, no intuito de sensi-bilizar os tomadores de decisões para a importância da implementação e equacionamento das mesmas.
Dessa forma, um Modelo de Gestão da Inovação passa a ser uma ferramenta-chave para a constituição do Sistema de Inovação da Cadeia do Leite e a inovação, aplicada nas suas diferentes formas (de produtos, de processos, organizacional, marketing), é o ponto-chave para um planejamento estratégico de longo prazo.
O Brasil já está caminhando nesse sentido. O País dispõe de políticas e programas de Governo direciona-dos para a inovação, além de um aparato científico e de infraestrutura para P,D&I bem definidos, mas ainda falta fortalecer a cultura da inovação.
As empresas nacionais precisam repensar os seus modelos de gestão, procurando conciliar a experiência incorporada na empresa com esse potencial disponível no Brasil, transformando o conhecimento científico e tecnológico gerado nas instituições de P,D&I, em inova-
133
ção nos produtos, processos e sistemas de gestão, rever-tendo esses benefícios em uma vantagem competitiva.
Assim, o Modelo de Gestão da Inovação aplicado à Ca-deia do Leite será uma referência na promoção do desen-volvimento econômico e social do agronegócio brasileiro.
5. ReferênciasBANCO INTERAMERICANO DE DESARROLLO (BID). La era
de la productividad: cómo transformar las economías desde sus cimientos. Editora Carmen Pagés. Washington, DC: BID, 2010. 448 p.
CARVALHO, L. A.; NOVAES, L. P.; GOMES, A. T.; MIRANDA, J. E.; RIBEIRO, A. C. C. L. Sistema de produção de leite (Zona da Mata Atlântica). Brasília: EMBRAPA. 2003. Disponível em: <http://siste-masdeproducao. cnptia.embrapa.br/FontesHTML/Leite/LeiteZona-daMataAtlantica/index.htm>. Acesso em: 2 dez 2010.
CHANG, H.-H.; HUANG, W.-C. Application of a quantification SWOT analytical method. Mathematical and Computer Mo-delling, n. 43, p. 158-169, 2006. Elsevier Science B.V. Disponível em: <http://www.science direct.com>. Acesso em: 26 jul. 2010.
CONFEDERATION OF THE FOOD AND DRINK INDUSTRIES OF THE EUROPEAN UNION (CIAA). European technology pla-tform on food for life: the vision for 2020 and beyond. Brussels: CIAA, July 2005. 40 p.
DUTTA, S. (Ed.). The Global Innovation Index 2011: Accele-rating Growth and Development. Fontainebleau: INSEAD, 2011. 381 p. (Publicação Eletrônica).
EMPRESA BRASILEIRA DE PESQUISA AGROPECUÁRIA (EM-BRAPA). Cenários do ambiente de atuação das organizações públicas de pesquisa, desenvolvimento e inovação para o agronegócio brasileiro – 2002-2012. Centro de Gestão e Estudos Estratégicos. Brasília: Embrapa, 2002. 58 p.
FERRÃO, J. Inovar para desenvolver: o conceito de gestão de trajectórias territoriais de inovação. Revista Internacional de Desenvolvimento Local, v. 3, n. 4, p. 17-26, mar. 2002.
FORMAN, E.; SELLY, M. A. Decision by objectives: how to convince others that you are right. Singapore: World Scientific Publishing Company, 2001. 402 p.
HOUBEN, G.; LENIE, K.; VANHOOF, K. A knowledge-based SWOT-analysis system as an instrument for strategic plan-ning in small and medium sized enterprises. Decision Support Systems, v. 26, p. 125-135, 1999. Elsevier Science B.V. Disponível em: <http://www.sciencedirect.com>. Acesso em: 10 jan. 2010.
INTER-AMERICAN DEVELOPMENT BANK (IDB). The im-perative of innovation: creating prosperity in Latin America and the Caribean. Washington, DC: IDB, 2010a. 69 p. Dispo-nível em: <http://idbdocs.iadb.org/wsdocs/getdocument.aspx?docnum=35167785>. Acesso em: 2 dez. 2010.
INTER-AMERICAN DEVELOPMENT BANK (IDB). Science, technology and innovation in Latin America and the Caribean: a statistical compendium of indicators. Washington, DC: IDB, 2010b. 118 p.
LEMOS, C. Inovação na era do conhecimento. In.: LASTRES, H.M.M.; ALBAGLI, S. (Org.). Informação e globalização na era do conhecimento. Rio de Janeiro: Campus, 1999, p. 122-144.
MINISTÉRIO DA CIÊNCIA E TECNOLOGIA (MCT). Ciência, tecnologia e inovação. Plano de ação 2007-2010. Documento Síntese. Brasília: MCT, nov./2007. 72 p. Disponível em: <www.mct.gov.br>. Acesso em: 19 dez. 2009.
MINISTÉRIO DO DESENVOLVIMENTO, INDÚSTRIA E CO-MÉRCIO EXTERIOR (MIDC). Política de desenvolvimento produ-tivo (PDP). Disponível em: <http://www.mdic.gov.br/pdp/index.php/sitio/inicial#>. Acesso em: 16 abr. 2010.
OMTA, S.W.F. (Onno). Innovation in chains and networks. Chain and network science. The Netherlands: Wageningen University, 2002. p. 73-80.
ORGANISATION FOR ECONOMIC CO-OPERATION AND DEVELOPMENT (OECD). The knowledge-based economy. Paris: OECD, 1996. 46 p.
ORGANISATION FOR ECONOMIC CO-OPERATION AND DE-VELOPMENT (OECD). OECD: Science, Technology and Industry Scoreboard. Paris: OECD, 2005. 214 p. 2005a.
ORGANISATION FOR ECONOMIC CO-OPERATION AND DEVELOPMENT (OECD). Manual de Oslo: diretrizes para coleta e interpretação de dados sobre inovação. 3. ed. (Trad.) Paris/Rio de Janeiro: OCDE/EUROSAT/ FINEP, 2005b. 184 p.
PACHECO, C. A. Estratégia para fundos setoriais. Apresenta-ção. Revista Brasileira de Inovação, Rio de Janeiro: FINEP, v. 6, n. 1, p. 191-223, jan./ ju. 2007.
PENIDO, A. M. S. Rede colaborativa de pesquisa do setor de leite e derivados em Minas Gerais. 2010. 124 f. Dissertação (Mestrado) – Universidade Federal de Lavras, Lavras, 2010.
PIAU, P. Um novo código florestal para o Brasil: a proposta da comissão especial da Câmara dos Deputados. In: VILELA, Duarte et al. (Ed.). Estratégias e conhecimentos para o fortale-cimento do agronegócio do leite. Juiz de Fora: Embrapa Gado de Leite, 2010. 280 p.
POLO DE EXCELÊNCIA DE LEITE E DERIVADOS. Leite e de-rivados: Inovação tecnológica. Juiz de Fora: Polo do Leite, 2009. 108 p. Disponível em: <http://www.polodoleite.com.br>. Acesso em: 14 set. 2009.
REZENDE, G. C.; KRETER, A. C. A Legislação trabalhista brasileira e seus efeitos adversos sobre os custos de transação na agricultura. In: CONGRESSO DA SOCIEDADE BRASILEIRA DE ECONOMIA, ADMINISTRAÇÃO E SOCIOLOGIA RURAL, 46., 2008, Rio Branco-AC. Anais... Amazônia, mudanças globais e agrone-gócio: O desenvolvimento em questão, 2008.
SAATY, T. L. Decision making: the analytic hierarchy and network processes (AHP/ANP). Journal of Systems Science and Systems Engineering, v. 13, n. 1, p. 1-35, 2004.
SHRESTHA, R. K.; ALAVALAPATI, J. R. R.; KALMBACHER, R. S. Exploring the potencial for silvopasture adoption in south-cen-tral Florida: an application of SWOT-AHP method. Agricultural Systems, v. 81, p. 185-199, 2004. Disponível em: <http://www.sciencedirect.com>. Acesso em: 14 abr. 2009.
SILVA, T. N.; BRUCH, K. L.; FERNANDES, L. A.; HOFF, D. N. O impacto do planejamento tributário na gestão de agroindús-trias leiteiras: Avipal/Elegê e COSUEL. In: CONGRESSO DA SO-BER - SOC. BRAS. ECONOMIA E SOCIOLOGIA RURAL, 27., 2005. Ribeirão Preto. Anais... Ribeirão Preto, 2005.
SILVA, H.; MONTE-MÓR, R. L. M. Modernização agrícola e padrões de desenvolvimento urbano em Minas Gerais: uma ti-pologia a partir de técnicas de análise multivariada. Disponível em: <http://www.cedeplar. ufmg.br/seminarios/seminario_dia-mantina/2006/D06A073.pdf>. Acesso em: 2 jun. 2009.
STADUTO, J. A. R.; SHIKIDA, P. F. A.; BACHA, C. J. C. Alteração na composição da mão-de-obra assalariada na agropecuária brasileira. Agricultura São Paulo, São Paulo, v. 51, n. 2, p. 57-70, jul./dez. 2004.
TONINI, A. C.; SPÍNOLA, M. M.; LAURINDO, F. J. B. A análise de SWOT: uma nova perspectiva para a aplicação do Seis Sigma no desenvolvimento de software. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27., 2007. Foz do Iguaçu. Anais... Foz do Iguaçu: ABEP, 2007. P. 1-10.
WOLFF, C. S. O método AHP – revisão conceitual e proposta de simplificação. 2008. 147 f. Dissertação (Mestrado em Engenha-ria de Produção) – Departamento de Engenharia Industrial, Pon-tifícia Universidade Católica, Rio de Janeiro, Rio de Janeiro, 2008.
AGRADECIMENTOSAos Professores Gerhard Schiefer (UniBonn/Alema-
nha), Carlos Arthur Barbosa da Silva (FAO/Itália) e Decio Zylbersztajn (PENSA/USP), pela oportunidade ímpar de poder compartilhar conhecimento e experiência, para confirmar os rumos do projeto.
À Fundação de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG), pelo financiamento do Projeto Fapemig 12.028/09 (Convênio Sectes-MG).
INFORMAÇÃOEste artigo é parte integrante da Tese de Doutorado do
primeiro autor, desenvolvida no Departamento de Ciência e Tecnologia de Alimentos da Universidade Federal de Viçosa.

134
deSenVolVIMento de queIJo freScal de leIte de caBra: parÂMetroS SenSorIaIS e perfIl de teXtura
fazer melhor
P. Mattanna1, S. V. da Silva1, Luiz G. de Pellegrini1, J. M. Frighetto1, D. B. Cassanego1, A. P. Gusso1 e N. S. P. S. Richards1
1Universidade Federal De Santa Maria - Departamento de Tecnologia e Ciência dos Alimentos. Avenida Roraima (1000), Santa Maria, Rio Grande do sul, Brasil. E-mail: [email protected]
Resumo: O objetivo deste trabalho foi desenvolver for-mulações de queijo frescal com diferentes concentrações de leite caprino e analisá-los quanto aos parâmetros sensoriais e quanto ao perfil de textura. Foram elaboradas cinco formula-ções de queijo frescal, sendo: F100 (100% de leite caprino), F75 (75 % leite caprino e 25 % leite bovino), F50 (50% leite caprino e 50% leite bovino), F25 (25% leite caprino e 75% leite bovino) e F0 (100% leite bovino). A análise sensorial compreendeu os testes afetivos de aceitação e de preferência por ordenação. O perfil de textura incluiu a análise dos parâmetros firmeza, coesividade, elasticidade e adesividade. Na análise do teste de preferência, as formulações com 75% e 50% de leite de cabra apresentaram preferência estatística em relação à formulação com 25% de leite de cabra. Quanto à análise de aceitação, os queijos produzidos com leite de cabra foram bem aceitos pelos painelistas. A formulação F100 não diferiu estatisticamente das demais nos parâmetros aroma e sabor, demonstrando a aceitação do queijo frescal produzido com leite de cabra. Na análise do perfil de textura as formulações produzidas com leite caprino obtiveram valores estatisticamente menores no parâmetro firmeza. De acordo com os resultados obtidos, é possível constatar que o leite de cabra pode ser utilizado como matéria-prima para a produção de queijo frescal, apresentan-do características sensoriais e tecnológicas satisfatórias para o consumidor.
Palavras-chave: leite caprino, queijo frescal, sensorial, perfil de textura.
INTRODUÇÃOA elaboração de queijos constitui-se em uma das
mais importantes atividades da indústria de laticínios, sobretudo no Brasil, destacando-se a produção de queijo “minas frescal”, pois tal produto apresenta um maior rendimento, bem como possui um processamento sim-ples e rápido.
Segundo a Portaria n° 352 do Ministério da Agricul-tura, Pecuária e Abastecimento (BRASIL, 1997), o queijo Minas Frescal é um queijo fresco obtido por coagulação enzimática do leite com coalho e/ou outras enzimas coagulantes apropriadas, complementada ou não com ação de bactérias lácticas específicas. É classificado como queijo semi-gordo (25 a 44% de gordura no extrato seco), de muito alta umidade (não inferior a 55%) a ser consumido fresco, de consistência branda e macia, com ou sem olhaduras mecânicas, de cor esbranquiçada, de sabor suave a levemente ácido, sem ou com crosta fina, de forma cilíndrica e com peso de 0,3 a 5,0 Kg (BRASIL, 2004).
É um queijo para o consumo imediato e de curta du-rabilidade no mercado devido ao alto teor de umidade e baixo teor de sal. É consumido por todas as camadas da população ao longo de todo o ano, em lanches, café da manhã ou sobremesas (FURTADO, 1999).
O queijo Minas Frescal está entre os de maior con-sumo no Brasil e constitui uma das mais importantes atividades das indústrias de laticínios, devido ao alto rendimento e ausência de período de maturação, o que possibilita um retorno rápido de investimento e, conse-quentemente, custos menores ao consumidor (OLIVEI-RA et al., 1998).
Sua vida de prateleira é limitada (até 20 dias) e fortemente influenciada não só pela composição físico química (umidade, sobretudo), como também pelas condições de transporte, sua apresentação no mercado (gôndolas ou balcões frigoríficos) e, sobremaneira, pela temperatura em que é mantido enquanto é comerciali-zado (RIBEIRO et al., 2009; FURTADO, 2005).
Tem-se observado um aumento da procura e con-sumo de leite caprino e seus derivados (principalmente queijos), tanto pelas suas características nutricionais como pela sua excelente digestibilidade, resultando em alimentos de excepcional valor biológico (JENNESS, 1980).
Segundo Picoli et al. (2006), o consumo de leite capri-no e de seus derivados está relacionado à possibilidade de ser administrado a indivíduos com intolerância ao lei-te bovino. A crescente demanda do mercado de produtos de origem caprina sustenta a possibilidade da produção
135
e industrialização desse leite e se projeta como um nicho essencial dentro do setor da indústria láctea internacio-nal e nacional (RODRIGUEZ et al., 2008).
A exemplo do que ocorre com o leite de vaca, a composição físico química do leite de cabra varia em função de múltiplos fatores, entre os quais destacam-se a raça, o período de lactação, a estação do ano, a idade do animal, a quantidade de leite produzida e a fisiologia do animal (FURTADO & WOLFSCHOON-POMBO, 1978; GUIMARÃES, 1989).
Os alimentos lácteos caprinos são uma alternativa interessante do ponto de vista nutricional, tendo em vista a elevada digestibilidade (CORREIA et al., 2008). A melhor digestibilidade do leite caprino é característica de dois fatores relacionados à sua fração lipídica, sendo estes, o tamanho reduzido dos glóbulos de gordura e a composição em ácidos graxos de cadeia curta e média (MCCULLOUGH, 2003). O menor tamanho do glóbulo de gordura proporciona uma emulsão mais fina e unifor-me, permitindo assim uma degradação mais rápida pelas lipases do intestino.
A gordura do leite caprino é um dos componen-tes mais variáveis, podendo aumentar sem alterar a produção. Os ácidos graxos de cadeia curta e média são responsáveis pelo sabor e aroma peculiar do leite de cabra e seus derivados (PARK et al., 2007).
Do ponto de vista da fabricação de queijos, o leite de cabra quando comparado ao leite bovino, apresenta algumas características especiais, destacando-se por apresentar glóbulos de gordura menores, o que promove um desnate natural mais lento e melhor absorção na mucosa intestinal; não possuir β-caroteno, resultando em uma coloração mais branca; conter duas vezes mais ácidos graxos de cadeia curta, o que confere o pro-nunciado sabor e aroma aos queijos; em geral, possuir menor teor de proteínas, sendo menor a quantidade de caseína e maior teor de substâncias nitrogenadas não--proteicas; e, por fim, apresentar um teor ligeiramente maior de cálcio (GOMES et al., 2004).
Diante do exposto, o presente trabalho teve como objetivo o desenvolvimento de cinco formulações de queijo frescal com diferentes concentrações de leite caprino em sua formulação e a análise dos parâmetros sensoriais e perfil de textura dos queijos produzidos.
MATERIAIS E MÉTODOS
AmostrasTodas as análises foram realizadas nos labora-
tórios do Departamento de Tecnologia e Ciência dos
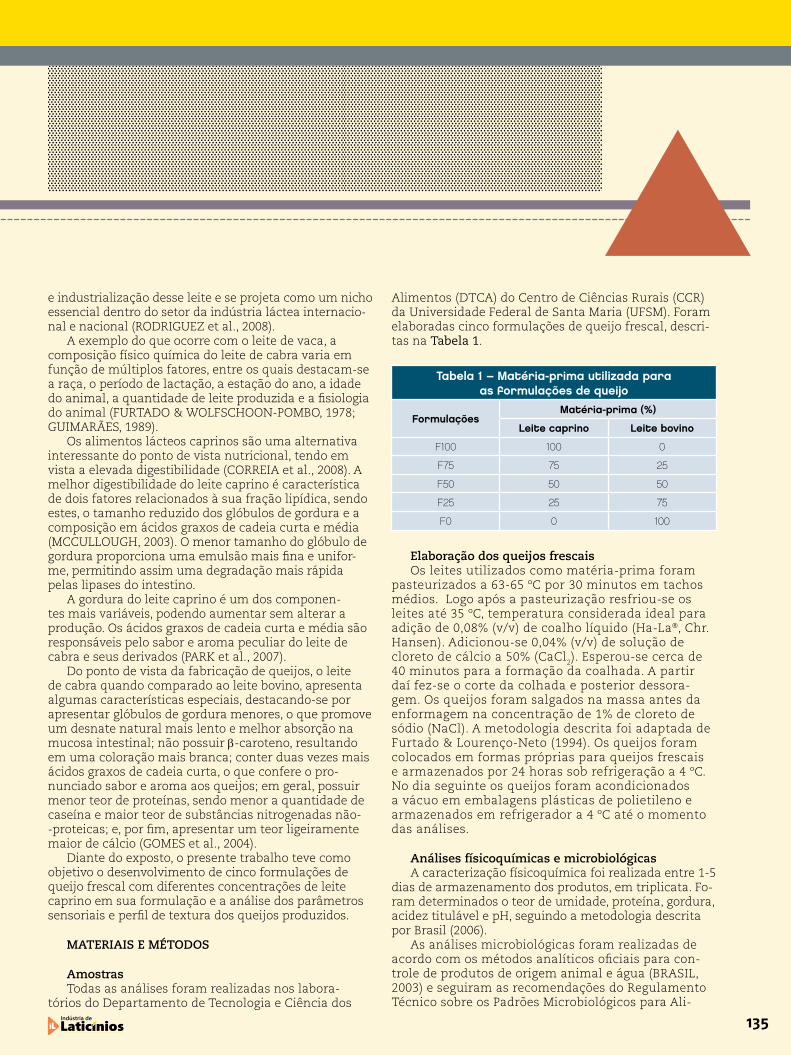
Tabela 1 – Matéria-prima utilizada para as formulações de queijo
FormulaçõesMatéria-prima (%)
Leite caprino Leite bovino
F100 100 0
F75 75 25
F50 50 50
F25 25 75
F0 0 100
Alimentos (DTCA) do Centro de Ciências Rurais (CCR) da Universidade Federal de Santa Maria (UFSM). Foram elaboradas cinco formulações de queijo frescal, descri-tas na Tabela 1.
Elaboração dos queijos frescaisOs leites utilizados como matéria-prima foram
pasteurizados a 63-65 ºC por 30 minutos em tachos médios. Logo após a pasteurização resfriou-se os leites até 35 ºC, temperatura considerada ideal para adição de 0,08% (v/v) de coalho líquido (Ha-La®, Chr. Hansen). Adicionou-se 0,04% (v/v) de solução de cloreto de cálcio a 50% (CaCl2). Esperou-se cerca de 40 minutos para a formação da coalhada. A partir daí fez-se o corte da colhada e posterior dessora-gem. Os queijos foram salgados na massa antes da enformagem na concentração de 1% de cloreto de sódio (NaCl). A metodologia descrita foi adaptada de Furtado & Lourenço-Neto (1994). Os queijos foram colocados em formas próprias para queijos frescais e armazenados por 24 horas sob refrigeração a 4 ºC. No dia seguinte os queijos foram acondicionados a vácuo em embalagens plásticas de polietileno e armazenados em refrigerador a 4 ºC até o momento das análises.
Análises físicoquímicas e microbiológicasA caracterização físicoquímica foi realizada entre 1-5
dias de armazenamento dos produtos, em triplicata. Fo-ram determinados o teor de umidade, proteína, gordura, acidez titulável e pH, seguindo a metodologia descrita por Brasil (2006).
As análises microbiológicas foram realizadas de acordo com os métodos analíticos oficiais para con-trole de produtos de origem animal e água (BRASIL, 2003) e seguiram as recomendações do Regulamento Técnico sobre os Padrões Microbiológicos para Ali-
136
fazer melhor
mentos (BRASIL, 2001) que estabelece limites para coliformes a 45 ºC (NMP g-1), estafilococos coagulase positiva (UFC g-1) e Salmonella sp. (pesquisa em 25 g) para este produto. Os queijos foram analisados no quinto dia após sua fabricação.
Análise sensorialA análise sensorial dos queijos foi realizada no 7º
dia após a fabricação, levando em consideração o tem-po necessário para o equilíbrio dos componentes bio-químicos que interferem no sabor do queijo. A análise sensorial foi realizada em duas sessões sensoriais. Na primeira sessão foi realizado o teste afetivo de aceita-ção através de escala hedônica de 7 níveis (1-desgostei muitíssimo, 4-indiferente, 7-gostei muitíssimo) onde os provadores avaliaram os parâmetros: aparência, sabor, textura e aroma. Na segunda sessão sensorial foi rea-lizado o teste afetivo de preferência por ordenação. Os queijos foram servidos como amostras com códigos de 3 dígitos acompanhados de bolacha água e sal e água. Participaram da análise sensorial 25 julgadores semi--treinados. As análises seguiram a metodologia propos-ta por Dutcosky (2007).
Perfil de texturaA análise instrumental do perfil de textura (TPA)
foi conduzida em texturômetro TA-XT.plus sendo os dados coletados através do programa Texture Expert Exponent (Stable Micro Systems Ltd., Surrey, England). As determinações foram realizadas no 7° dia após a fabricação dos queijos, em quadruplicata, sendo as amostras de queijo cortadas em cubos de 2 cm3 e man-tidas em temperatura ambiente por 20 minutos antes do teste. Foi empregado o teste de dupla compressão, a uma velocidade de 5 mm.s-1, distância de 10 mm, utilizando probe de 36 mm de diâmetro. Foram anali-sados os atributos de firmeza, coesividade, elasticidade e adesividade.
Análise estatística Os resultados do teste de aceitação por escala hedô-
nica e do perfil de textura foram analisados estatistica-mente pela análise de variância e comparação das mé-dias de pares de amostras pelo teste de Tukey ao nível de significância de 5%, utilizando o aplicativo Sistema para Análise e Separação de Médias em Experimentos Agrícolas (SASM-Agri), versão 4 (ALTHAUS et al., 2001; CANTERI et al., 2001). Os resultados do teste de prefe-rência por ordenação foram analisados estatisticamente pela diferença entre as somas de pares de amostras, comparada ao valor estabelecido em tabela de Newell & Mac Farlene (QUEIROZ & TREPTOW, 2006).
RESULTADOS E DISCUSSÃO
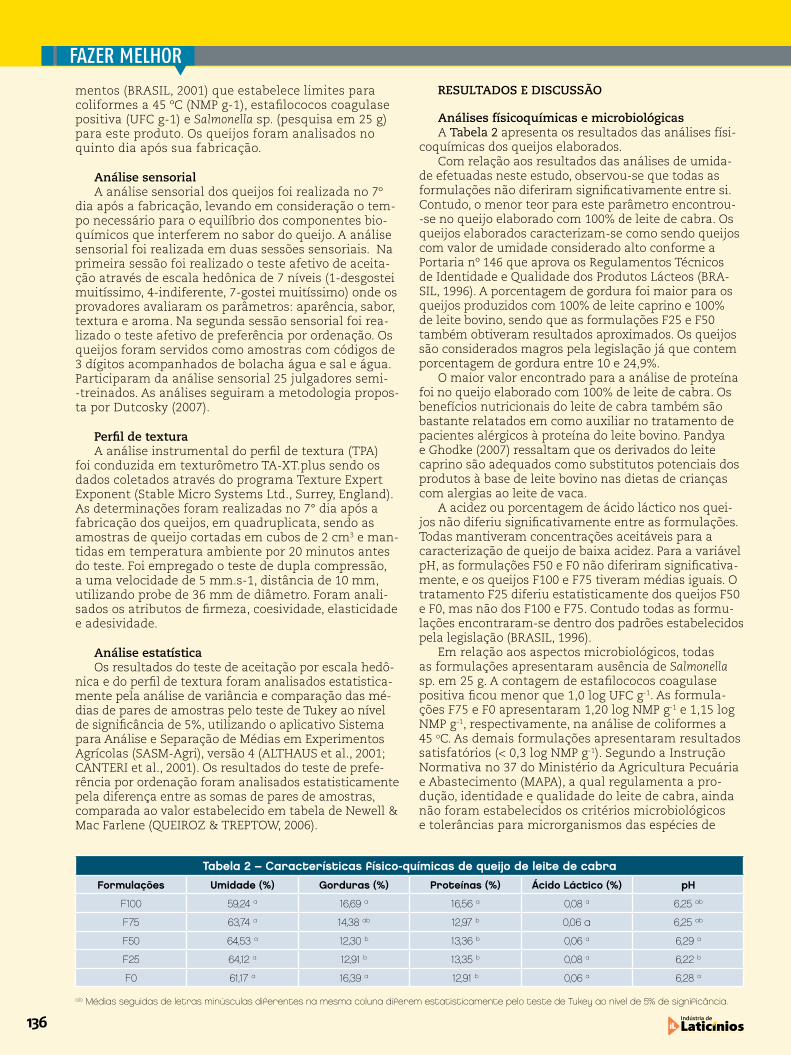
Análises físicoquímicas e microbiológicasA Tabela 2 apresenta os resultados das análises físi-
coquímicas dos queijos elaborados.Com relação aos resultados das análises de umida-
de efetuadas neste estudo, observou-se que todas as formulações não diferiram significativamente entre si. Contudo, o menor teor para este parâmetro encontrou--se no queijo elaborado com 100% de leite de cabra. Os queijos elaborados caracterizam-se como sendo queijos com valor de umidade considerado alto conforme a Portaria nº 146 que aprova os Regulamentos Técnicos de Identidade e Qualidade dos Produtos Lácteos (BRA-SIL, 1996). A porcentagem de gordura foi maior para os queijos produzidos com 100% de leite caprino e 100% de leite bovino, sendo que as formulações F25 e F50 também obtiveram resultados aproximados. Os queijos são considerados magros pela legislação já que contem porcentagem de gordura entre 10 e 24,9%.
O maior valor encontrado para a análise de proteína foi no queijo elaborado com 100% de leite de cabra. Os benefícios nutricionais do leite de cabra também são bastante relatados em como auxiliar no tratamento de pacientes alérgicos à proteína do leite bovino. Pandya e Ghodke (2007) ressaltam que os derivados do leite caprino são adequados como substitutos potenciais dos produtos à base de leite bovino nas dietas de crianças com alergias ao leite de vaca.
A acidez ou porcentagem de ácido láctico nos quei-jos não diferiu significativamente entre as formulações. Todas mantiveram concentrações aceitáveis para a caracterização de queijo de baixa acidez. Para a variável pH, as formulações F50 e F0 não diferiram significativa-mente, e os queijos F100 e F75 tiveram médias iguais. O tratamento F25 diferiu estatisticamente dos queijos F50 e F0, mas não dos F100 e F75. Contudo todas as formu-lações encontraram-se dentro dos padrões estabelecidos pela legislação (BRASIL, 1996).
Em relação aos aspectos microbiológicos, todas as formulações apresentaram ausência de Salmonella sp. em 25 g. A contagem de estafilococos coagulase positiva ficou menor que 1,0 log UFC g-1. As formula-ções F75 e F0 apresentaram 1,20 log NMP g-1 e 1,15 log NMP g-1, respectivamente, na análise de coliformes a 45 oC. As demais formulações apresentaram resultados satisfatórios (< 0,3 log NMP g-1). Segundo a Instrução Normativa no 37 do Ministério da Agricultura Pecuária e Abastecimento (MAPA), a qual regulamenta a pro-dução, identidade e qualidade do leite de cabra, ainda não foram estabelecidos os critérios microbiológicos e tolerâncias para microrganismos das espécies de
Tabela 2 – Características físico-químicas de queijo de leite de cabra
Formulações Umidade (%) Gorduras (%) Proteínas (%) Ácido Láctico (%) pH
F100 59,24 a 16,69 a 16,56 a 0,08 a 6,25 ab
F75 63,74 a 14,38 ab 12,97 b 0,06 a 6,25 ab
F50 64,53 a 12,30 b 13,36 b 0,06 a 6,29 a
F25 64,12 a 12,91 b 13,35 b 0,08 a 6,22 b
F0 61,17 a 16,39 a 12,91 b 0,06 a 6,28 a
a,b Médias seguidas de letras minúsculas diferentes na mesma coluna diferem estatisticamente pelo teste de Tukey ao nível de 5% de significância.

137
Figura 1 – Resultados do teste de aceitação das formulações de queijos frescais analisadas.
a,b Médias seguidas de letras minúsculas diferentes diferem estatisticamente pelo teste de Tukey ao nível de 5% de significância.
Staphylococcus (BRASIL, 2000). As análises microbiológi-cas comprovam que o processo de obtenção dos leites e seus respectivos beneficiamentos foram adequados seguindo as medidas de higiene estabelecidas pela legislação e o controle do binômio tempo/temperatu-ra utilizados na fabricação resultaram em contagem microbianas satisfatórias.
Análise sensorialOs resultados do teste de aceitação são apresentados
na Figura 1. É possível observar que os queijos produzi-dos com leite caprino (F100, F75, F50 E F25) foram bem aceitos pelos painelistas, não diferindo estatisticamente da formulação produzida com leite bovino (F0) nos pa-râmetros aroma e sabor, demonstrando a aceitação do queijo frescal produzido com leite de cabra.
O aroma de produtos oriundos de leite de cabra são característicos devido à presença de diversos compos-tos, principalmente ácidos graxos livres tais como ácido 4-metiloctanóico e ácido 4-etiloctanóico (MORGAN & GABORIT, 2001). Porém, quando o leite é processado, estas características são menos evidentes, o que pode ser observado no teste de aceitação, pois as formulações foram classificadas pelos painelistas pela escala adota-da como “gostei” e “gostei muito”.
No teste de ordenação, as formulações com 75% e 50% de leite de cabra apresentaram preferência esta-tística em relação à formulação com 25% de leite de cabra (p < 0,05). A formulação com 50% de leite de cabra também apresentou preferência estatística em relação à formulação com 100% de leite de cabra. As demais rela-
Tabela 3 – Perfil de textura instrumental das formulações de quejos frescais elaboradas
Formulações Firmeza (N) Coesividade Elasticidade Adesividade
F100 2,24 b 0,75 a 0,93 a 166,00 ab
75 2,49 b 0,76 a 0,93 a 174,46 ab
F50 2,37 b 0,75 a 0,93 a 182,03 ab
F25 2,34 b 0,75 a 0,91 a 192,20 a
F0 3,21 a 0,77 a 0,92 a 134,85 b
a,b Médias seguidas de letras minúsculas diferentes na mesma coluna diferem estatisticamente pelo teste de Tukey ao nível de 5% de significância.
ções entre as formulações, não apresentaram diferença significativa.
Perfil de texturaOs resultados da análise de textura instrumental
dos queijos são encontrados na Tabela 3. Observou-se que os parâmetros coesividade e elasticidade não dife-riram estatisticamente entre os tratamentos (P>0,05). Diferenças estatísticas (P<0,05) foram observadas nos parâmetros de firmeza e adesividade. As formulações produzidas com adição de leite caprino (F100, F75, F50 e F25) obtiveram valores estatisticamente menores no parâmetro firmeza (2,24; 2,49; 2,37 e 2,34, respectiva-mente) que a formulação F0 produzida com leite bo-vino (3,21). Isto possivelmente deve-se a formação de um coágulo mais frágil e quebradiço gerado pelo leite caprino, devido à ausência da α-s1-caseína (JENNESS, 1980).
CONCLUSÃODe acordo com os resultados obtidos, é possível
constatar que o leite de cabra pode ser utilizado como matéria-prima para a produção de queijo frescal, já que o mesmo apresentou características sensoriais e tecnológicas satisfatórias. O uso do leite caprino na produção de derivados lácteos surge como uma alter-nativa interessante para este leite, já que o consumidor não possui o hábito de consumo deste leite devido ao seu sabor diferenciado, nos derivados lácteos este sabor é mascarado ou minimizado, tornando este um produto bem aceito pelos consumidores.

138
fazer melhor
REFERÊNCIASALTHAUS, R. A.; CANTERI, M. G.; GIGLIOTI, E. A. Tecno-
logia da informação aplicada ao agronegócio e ciências ambientais: sistema para análise e separação de médias pelos métodos de Duncan, Tukey e Scott-Knott. Anais do X Encontro Anual de Iniciação Científica, Parte 1, Ponta Gros-sa, p. 280 - 281, 2001.
BRASIL. Ministério da Agricultura e do Abastecimento. Portaria nº 146, de 07/03/96. Regulamento Técnico de Iden-tidade e Qualidade de Produtos lácteos. Brasília, 1996.
BRASIL. Ministério da Agricultura, Pecuária e Abasteci-mento. Regulamento técnico para fixação de identidade e qualidade do queijo Minas Frescal. Portaria nº 352, de 04 de setembro de 1997. Brasília, 1997.
BRASIL. Ministério da Agricultura e do Abastecimento. Secretaria de Defesa Agropecuária. Regulamento Técnico de Produção, identidade e qualidade do leite de cabra. Instrução Normativa no 37 de 31 de outubro de 2000. Diário Oficial da União, Brasília, 2000.
BRASIL. Resolução de Diretoria Colegiada no 12, de 2 de janeiro de 2001. Regulamento técnico sobre padrões microbiológicos para alimentos. Diário Oficial da União, Brasília, 2001.
BRASIL. Ministério da Agricultura, Abastecimento e Pe-cuária. Secretaria de Defesa Agropecuária. Métodos analíti-cos oficiais para análises microbiológicas para controle de produtos de origem animal e água. Instrução Normativa n. 62 de 26 de agosto de 2003, Brasília, 2003.
BRASIL. Ministério da Agricultura, Pecuária e Abasteci-mento. Regulamento técnico para fixação de identidade e qualidade de queijos. Instrução Normativa n° 4, de 01 de março de 2004. Brasília, 2004.
BRASIL. Ministério da Agricultura, Abastecimento e Pecuária. Secretaria de Defesa Agropecuária. Métodos Ana-
líticos Oficiais, Físico-Químicos, para Controle de Leite e Produtos Lácteos. Aprovado pela Instrução Normativa nº 68 de 12 de dezembro de 2006. Brasília, 2006.
CANTERI, M. G.; ALTHAUS, R. A.; VIRGENS FILHO, J. S.; GIGLIOTI, E. A.; GODOY, C. V. SASM - Agri: Sistema para análise e separação de médias em experimentos agrícolas pelos métodos Scoft - Knott, Tukey e Duncan. Revista Bra-sileira de Agrocomputação, v.1, n.2, p.18-24. 2001.
CORREIA, R. T. P. et al. Sorvetes elaborados com leite caprino e bovino: composição química e propriedades de derretimento. Revista Ciência Agronômica, v. 39, n. 02, p. 251-256, 2008.
FURTADO, M. M. Principais problemas dos queijos: cau-sas e prevenção. São Paulo: Fonte, 1999. 176p.
FURTADO, M. M. & WOLFSCHOON-POMBO, A. F. Leite de cabra: composição e industrialização. Rev. Inst. Lat. Cândi-do Tostes, Juiz de Fora, v.33(198): 15-17. 1978.
FURTADO, M. M.; LOURENÇO NETO, J. P. de M. Tecnolo-gia de queijos. Manual técnico para a produção industrial de queijos. São Paulo, Dipemar, 1994. 105 p.
FURTADO, M. M. Principais problemas dos queijos: cau-sas e prevenção. São Paulo: Fonte Comunicações e Editora, 2005. 200p.
GOMES, V. et al. Influência do estágio de lactação na composição do leite de cabras (Capra hircus). Brazilian Journal of Veterinary Research and Animal Science, v. 41, n. 05, p. 340-342, 2004.
GUIMARÃES, M. P. et al. Caracterização de alguns componentes celulares e físico-químicos do leite para o diagnóstico da mastite caprina. Arq. Bras. Med. Vet. e Zoot., Belo Horizonte, 41(2): 129-142. 1989.
JENNESS, R. Composition and characteristics of goat milk: Review 1968-1979. J. Dairy Sci., 63: 1605-1630. 1980.
QUEIROZ, M. I. & TREPTOW, R. O. Análise sensorial para avaliação da qualidade dos alimentos. Rio Grande: FURG, 2006.
McCULLOUGH, F. S. W. Nutritional evaluation of goat’s milk. British Food Journal, v.105, n.4/5, p.239-251, 2003.
MORGAN, F. E GABORIT, P. (2001) The typical flavour of goat milk products: technological aspects. International Journal of Dairy Technology, v.54, n.1, p.38-40.
OLIVEIRA, C. A. F; MORENO, J. F. G; MESTIERI, L. Caracte-rísticas físico-químicas e microbiológicas de queijos Minas frescal e mussarela, produzidos em algumas fábricas de laticínios do estado de São Paulo. Higiene Alimentar, v. 12, n. 55, p. 31-34, 1998.
PARK, Y. W.; JUÁREZ, M.; RAMOS, M.; HAENLEIN, G. F. W. Physico-chemical characteristics of goat and sheep milk. Small Ruminant Research, v.68, n. 1-2, p.88-113, 2007.
Pandya, A. J.; Ghodke, K. M. Goat and sheep milk pro-ducts other than cheeses and yoghurt. Small Ruminant Research, v.68, p. 193-206, 2007.
PICOLI, S. U.; BESSA, M. C.; CASTAGNA, S. M. F.; GOT-TARDI, C. P. J.; SCHMIDT, V.; CARDOSO, M. Quantificação de coliformes, Staphylococcus aureus e mesófilos presentes em diferentes etapas da produção de queijo Frescal de Leite de Cabra em laticínios. Ciência e Tecnologia de Alimentos, Campinas, v.26, (1), p.64 - 69, jan. - mar. 2006.
RIBEIRO, E. P.; SIMÕES, L. G.; JURKIEWICKZ, C. H. Desen-volvimento de queijo minas frescal adicionado de Lacto-bacillus acidophilus produzido a partir de retentados de ultrafiltração. Ciência e Tecnologia de Alimentos, Campi-nas, v. 29, n. 1, p. 19-23, 2009.
RODRIGUEZ, V. A.; CRAVERO, B. F.; ALONSO, A. Processo para elaboração de iogurte deslactosado de leite de cabra. Ciência e Tecnologia de Alimentos. Campinas, v.28, (Supl) p.109-115, dez. 2008.

139
Jéssica Yoko Suda / Michele da Silva Pinto / Beatriz Rodrigues de Paula Lana / Laura Fernandes Melo Correia Antônio Fernandes de Carvalho*
Departamento de Tecnologia de Alimentos, Universidade Federal de Viçosa, Brasil*Professor orientador, autor para correspondência
deSenVolVIMento de leIte de VIda de prateleIra eStendIdo pelo uSo de tecnoloGIa de MIcrofIltração
Este trabalho teve como objetivos avaliar a tecnolo-gia de microfiltração, membranas de 0,8 μm, na redução da microbiota do leite cru sem alterar suas proprieda-des físicoquímicas, nutricionais e sensoriais e utilizá--la no desenvolvimento de leite de vida de prateleira estendida. Para isto, foram avaliadas as alterações microbiológicas e físicoquímicas no produto devido ao processamento e ao armazenamento em duas tempera-turas distintas (4 e 14 °C). No processo de microfiltração, o leite desnatado e aquecido a 50 °C foi microfiltrado em um equipamento em escala piloto e envasado em potes de polietileno de alta densidade. Análises de pH, acidez, teor de proteína, teor de umidade, gordura e crioscopia, bem como contagem de mesófilos aeróbios estritos e facultativos psicrotróficos, coliformes, Escherichia coli e Staphylococcus aureus foram realizadas nas amostras de leite cru e leite microfiltrado, no tempo zero. Para o acompanhamento da vida de prateleira, foram realiza-das, a cada três dias, análises de pH, acidez, contagem de mesófilos aeróbios estritos e facultativos e psicrotró-ficos, durante 30 dias ou até que a contagem de mesófi-los atingisse valores superiores a 8,0 x 104 UFC.mL-1. De acordo com os resultados, a qualidade microbiológica do leite cru encontrava-se fora dos padrões recomen-dados pela legislação (7,5 x 105UFC.mL-1). Porém, após o processo de microfiltração as amostras se apresentaram em conformidade com a Instrução Normativa 51. Os parâmetros analisados durante a vida de prateleira não foram significativamente afetados pelos fatores tempo e temperatura (P<0,05). O estudo apresentou resultados favoráveis à aplicação da microfiltração em leite de con-sumo para aumentar sua vida de prateleira.
1. IntroduçãoDevido à sua composição físicoquímica, o leite é
um alimento altamente perecível, o que o torna um meio altamente susceptível ao crescimento microbiano. Sendo assim, para garantir a qualidade e a segurança microbiológica do leite e dos produtos lácteos, a indús-tria de laticínios tem utilizado, tradicionalmente, um tratamento térmico para redução da carga microbiana. Entre os tratamentos térmicos mais utilizados pelas indústrias para conservação do leite encontram-se o tratamento UHT e a pasteurização. Porém, a utilização destes processos causa alterações indesejáveis no pro-duto como alteração nas propriedades físicoquímicas e modificações nas propriedades sensoriais do leite fluido e produtos lácteos, bem como a capacidade de fabrica-ção de queijos.
Quando comparado ao leite UHT, o leite pasteuriza-do possui uma vida de prateleira reduzida, em média cinco dias, enquanto o leite UHT possui durabilidade de três a seis meses. No entanto, devido às mudanças cau-sadas nas propriedades organolépticas, em consequên-cia da alta temperatura do tratamento UHT, o produto apresenta um leve sabor de cozido. Com o intuito de solucionar estes problemas, a indústria de laticínios tem buscado novas tecnologias com o objetivo de obter um leite com maior vida de prateleira e melhor qualidade nutricional e sensorial.
Neste contexto, as técnicas de separação por mem-branas, mais especificamente, a tecnologia de microfil-tração oferece uma alternativa interessante ao trata-mento térmico do leite, pois possibilita a obtenção de um produto com baixa carga microbiana e preserva os constituintes naturais do leite, gerando um produto com vida de prateleira estendida e com alta qualidade nutri-cional e sensorial (CARVALHO & MAUBOIS, 2009).
2. Revisão de literaturaDo ponto de vista físicoquímico, o leite é uma
secreção produzida pelas glândulas mamárias de ma-míferos fêmeas, com pH próximo à neutralidade (6,50 a 6,70), que se constitui em uma emulsão de gorduras e água, estabilizada por uma dispersão coloidal de proteínas, em uma solução de sais, vitaminas, pep-tídeos, lactose, oligossacarídeos, caseínas e outras proteínas. O leite também possui enzimas, anticorpos, hormônios, pigmentos (carotenos, xantofilas, riboflavi-na), células (epiteliais, leucócitos, bactérias e levedu-ras) e gases dissolvidos (CO2, O2 e N2) (WALSTRA et al, 2006).
A composição do leite o torna um alimento susceptí-vel à deterioração enzimática ou microbiana e, portanto, altamente perecível. Dessa forma, faz-se necessário um tratamento para preservar o leite e, assim, assegurar sua utilização e segurança (MARTH & STEELE, 2001).
Os processos industriais utilizados comumente para o controle das populações microbianas do leite, entre os quais, o tratamento térmico e a refrigeração, têm o objetivo de assegurar a qualidade do leite e dos derivados lácteos, mas não possuem capacidade de corrigir os problemas da matéria-prima (LANGE & BRITO, 2005).
A pasteurização e a esterilização UHT, tratamentos térmicos mais frequentemente utilizados pelos laticí-nios, modificam as qualidades nutricionais e sensoriais do leite. Durante o tratamento térmico, os microrga-
140
fazer melhor
nismos são inativados, porém os cadáveres das bacté-rias e suas enzimas proteolíticas ficam no leite, o que justifica a substituição pela técnica de microfiltração (LORTAL & DELAGE, 2008), haja vista que as tecnolo-gias de membrana, quando comparadas aos processos convencionais, apresentam a vantagem de, geralmente, prescindir do uso de calor, favorecendo a preservação de nutrientes e constituintes de aroma e sabor, fun-damentais para a qualidade do produto final (RODRI-GUES, 2002).
Neste contexto, a indústria de laticínios tem busca-do novas técnicas para conservação do leite, visando à obtenção de um leite com maior durabilidade e que mantenha suas qualidades nutricionais e sensoriais. Para assegurar a conservação e segurança do leite, as tecnologias utilizadas se baseiam em diversos proces-sos, essencialmente de ordem física, sendo aplicados isoladamente ou em combinação, como a separação de microrganismos pelo processo de microfiltração (LOR-TAL & DELAGE, 2008).
A tecnologia de microfiltração surge em resposta às necessidades da indústria de se adequar às exigências do consumidor moderno e de “sobreviver” no mercado, pois o processo possibilita a obtenção de um leite com baixa carga microbiana, além de preservar os consti-tuintes naturais do leite, oferecendo um produto com maior vida de prateleira e com características nutricio-nais e sensoriais preservadas (CARVALHO & MAUBOIS, 2009).
Como mencionado anteriormente, microfiltração é uma das técnicas de separação por membranas na qual a força-motriz responsável pela separação é o gradiente de pressão que se forma através da membra-na. O processo utiliza membranas porosas com poros na faixa entre 0,1 e 10 μm, sendo, portanto, indicado para a retenção de materiais em suspensão e emulsão. O líquido microfiltrado que flui através da membrana tem a mesma concentração dos componentes do fluxo de alimentação que possuem tamanho menor que o poro da membrana (SABOYA & MAUBOIS, 2000). No caso do leite a microfiltração, dependendo do tama-nho dos poros da membrana, promove a retenção dos glóbulos de gordura, micelas de caseína, bactérias e células somáticas.
Durante o processo de microfiltração, o leite desna-tado microfiltrado é misturado com uma quantidade de creme de leite previamente tratado (95 °C/20s) reque-rido para a padronização de gordura; a mistura obtida é então homogeneizada e assepticamente embalada. A França é o único país que autorizou, oficialmente, a comercialização de leite cru microfiltrado com vida de prateleira estendida. Neste país, o prazo de validade autorizado para o produto estocado em uma tempera-tura na faixa de 4 a 6 °C é de três semanas, sendo que o volume anual deste leite microfiltrado produzido por uma única empresa de laticínios, sob a marca “Margue-rite®”, atingiu em 2008 10 milhões de litros. Em outros países, outras plantas de processamento aplicam à mis-tura homogeneizada, antes do acondicionamento, uma pasteurização rápida (HTST – 72 °C/20 s), estendendo a vida de prateleira até cinco semanas.
Como já mencionado, na microfiltração do leite as células somáticas são totalmente retidas pela mem-brana, o que faz com que o leite microfiltrado não seja
degradado pelas suas enzimas (SABOYA & MAUBOIS, 2000). Quando se trata de células vegetativas e espo-ros microbianos, estes são retidos quando membranas de microfiltração com poros de 0,8 µm são utilizadas, originando um leite microfiltrado totalmente estéril (MAUBOIS, 1997).
O leite obtido pelo processo de microfiltração, ausente de microbiota patogênica e com maior vida de prateleira, associa as vantagens sensoriais do leite pasteurizado, quando comparado ao UHT e esteri-lizado, com a praticidade de um produto de vida de prateleira mais longa, quando comparado ao produto pasteurizado; porém, o leite microfiltrado não pode ser distribuído na temperatura ambiente, como o leite UHT (STEENKAMP, 1997). Segundo Eino (1997), o grande sucesso comercial experimentado pelo leite microfil-trado, em vários países, é devido ao seu sabor melho-rado (não apresenta gosto de cozido) e à capacidade de armazenamento.
Em indústrias de alimentos, a contaminação pelo ar se apresenta como um grande problema, pois a presen-ça de microrganismos no ambiente de processamento pode levar à contaminação do produto acabado, redu-zindo a sua qualidade e sua durabilidade. Portanto, o controle de contaminação do ar deve ser realizado com o objetivo de estender a vida de prateleira dos produtos (APHA, 2001).
Geralmente, a qualidade da maioria dos alimentos e bebidas diminui com a estocagem, havendo um tem-po finito no qual o produto se mantém aceitável. Este tempo entre a produção e a inaceitabilidade é conheci-do como vida de prateleira, ou seja, é o tempo em que o alimento pode manter-se na prateleira do varejista ou do consumidor antes de se tornar inaceitável. Três fatores determinam a vida de prateleira: as característi-cas do produto, o ambiente no qual o produto é exposto durante a distribuição e as propriedades da embalagem (ROBERTSON, 1993).
Este trabalho teve como objetivos avaliar a tecnolo-gia de microfiltração na redução da microbiota do leite cru sem alterar suas propriedades físicoquímicas, nutri-cionais e sensoriais e utilizá-la no desenvolvimento de leite de vida de prateleira estendida, bem como avaliar a qualidade do ar do ambiente de processamento.
3. Material e MétodosOs produtos foram fabricados no Laticínios Escola
e as análises físicoquímicas e microbiológicas foram realizadas no Laboratório de Pesquisa em Leite e Deriva-dos, ambos situados no Departamento de Tecnologia de Alimentos da Universidade Federal de Viçosa.
3.1. AmostraA amostra de leite cru utilizada para fabricação dos
produtos foi fornecida pelo Laticínios Escola. O leite cru foi desnatado a 45 °C, apresentando um teor médio de gordura de 0,33%. Antes de ser submetido ao pro-cesso de microfiltração, o mesmo foi aquecido a 50 °C para eliminação das enzimas endógenas presentes no leite que podem causar alterações no produto durante sua conservação. As amostras foram envasadas em potes de polietileno de alta densidade (PEAD) previa-mente higienizados e sanitizados com solução clorada a 200 ppm.
141
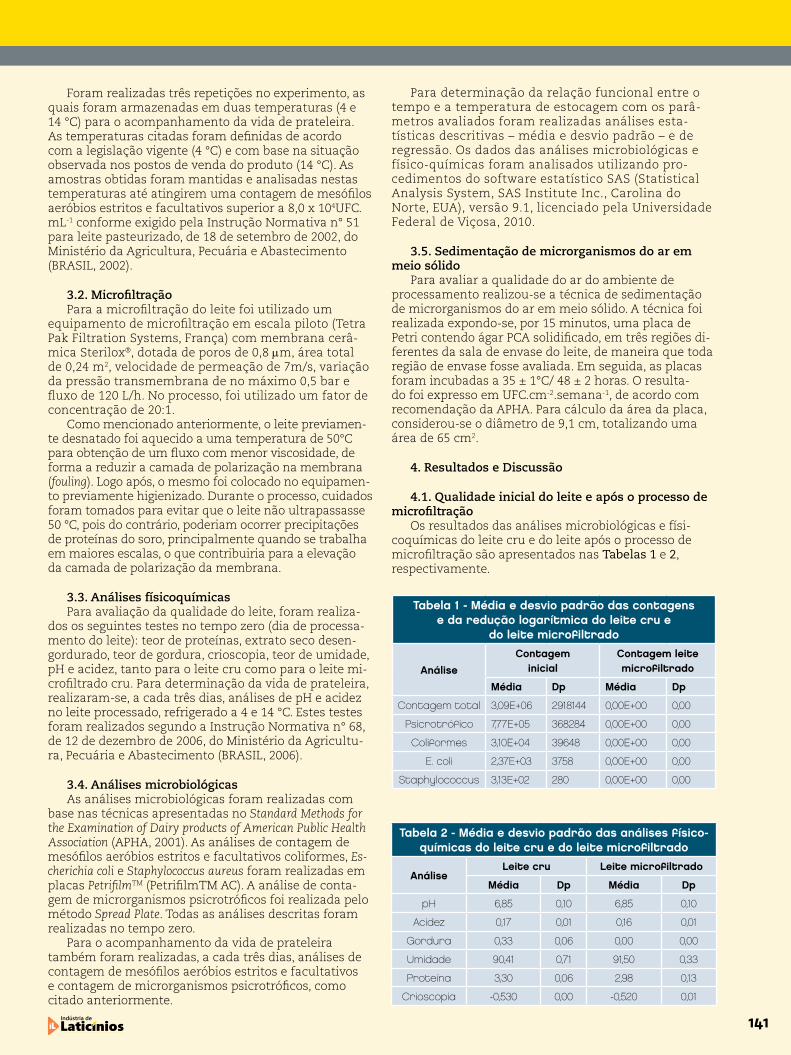
Tabela 1 - Média e desvio padrão das contagens e da redução logarítmica do leite cru e
do leite microfiltrado
Análise
Contagem inicial
Contagem leite microfiltrado
Média Dp Média Dp
Contagem total 3,09E+06 2918144 0,00E+00 0,00
Psicrotrófico 7,77E+05 368284 0,00E+00 0,00
Coliformes 3,10E+04 39648 0,00E+00 0,00
E. coli 2,37E+03 3758 0,00E+00 0,00
Staphylococcus 3,13E+02 280 0,00E+00 0,00
Tabela 2 - Média e desvio padrão das análises físico-químicas do leite cru e do leite microfiltrado
AnáliseLeite cru Leite microfiltrado
Média Dp Média Dp
pH 6,85 0,10 6,85 0,10
Acidez 0,17 0,01 0,16 0,01
Gordura 0,33 0,06 0,00 0,00
Umidade 90,41 0,71 91,50 0,33
Proteína 3,30 0,06 2,98 0,13
Crioscopia -0,530 0,00 -0,520 0,01
Foram realizadas três repetições no experimento, as quais foram armazenadas em duas temperaturas (4 e 14 °C) para o acompanhamento da vida de prateleira. As temperaturas citadas foram definidas de acordo com a legislação vigente (4 °C) e com base na situação observada nos postos de venda do produto (14 °C). As amostras obtidas foram mantidas e analisadas nestas temperaturas até atingirem uma contagem de mesófilos aeróbios estritos e facultativos superior a 8,0 x 104UFC.mL-1 conforme exigido pela Instrução Normativa n° 51 para leite pasteurizado, de 18 de setembro de 2002, do Ministério da Agricultura, Pecuária e Abastecimento (BRASIL, 2002).
3.2. MicrofiltraçãoPara a microfiltração do leite foi utilizado um
equipamento de microfiltração em escala piloto (Tetra Pak Filtration Systems, França) com membrana cerâ-mica Sterilox®, dotada de poros de 0,8 μm, área total de 0,24 m2, velocidade de permeação de 7m/s, variação da pressão transmembrana de no máximo 0,5 bar e fluxo de 120 L/h. No processo, foi utilizado um fator de concentração de 20:1.
Como mencionado anteriormente, o leite previamen-te desnatado foi aquecido a uma temperatura de 50°C para obtenção de um fluxo com menor viscosidade, de forma a reduzir a camada de polarização na membrana (fouling). Logo após, o mesmo foi colocado no equipamen-to previamente higienizado. Durante o processo, cuidados foram tomados para evitar que o leite não ultrapassasse 50 °C, pois do contrário, poderiam ocorrer precipitações de proteínas do soro, principalmente quando se trabalha em maiores escalas, o que contribuiria para a elevação da camada de polarização da membrana.
3.3. Análises físicoquímicasPara avaliação da qualidade do leite, foram realiza-
dos os seguintes testes no tempo zero (dia de processa-mento do leite): teor de proteínas, extrato seco desen-gordurado, teor de gordura, crioscopia, teor de umidade, pH e acidez, tanto para o leite cru como para o leite mi-crofiltrado cru. Para determinação da vida de prateleira, realizaram-se, a cada três dias, análises de pH e acidez no leite processado, refrigerado a 4 e 14 °C. Estes testes foram realizados segundo a Instrução Normativa n° 68, de 12 de dezembro de 2006, do Ministério da Agricultu-ra, Pecuária e Abastecimento (BRASIL, 2006).
3.4. Análises microbiológicasAs análises microbiológicas foram realizadas com
base nas técnicas apresentadas no Standard Methods for the Examination of Dairy products of American Public Health Association (APHA, 2001). As análises de contagem de mesófilos aeróbios estritos e facultativos coliformes, Es-cherichia coli e Staphylococcus aureus foram realizadas em placas PetrifilmTM (PetrifilmTM AC). A análise de conta-gem de microrganismos psicrotróficos foi realizada pelo método Spread Plate. Todas as análises descritas foram realizadas no tempo zero.
Para o acompanhamento da vida de prateleira também foram realizadas, a cada três dias, análises de contagem de mesófilos aeróbios estritos e facultativos e contagem de microrganismos psicrotróficos, como citado anteriormente.
Para determinação da relação funcional entre o tempo e a temperatura de estocagem com os parâ-metros avaliados foram realizadas análises esta-tísticas descritivas – média e desvio padrão – e de regressão. Os dados das análises microbiológicas e físico-químicas foram analisados utilizando pro-cedimentos do software estatístico SAS (Statistical Analysis System, SAS Institute Inc., Carolina do Norte, EUA), versão 9.1, licenciado pela Universidade Federal de Viçosa, 2010.
3.5. Sedimentação de microrganismos do ar em meio sólido
Para avaliar a qualidade do ar do ambiente de processamento realizou-se a técnica de sedimentação de microrganismos do ar em meio sólido. A técnica foi realizada expondo-se, por 15 minutos, uma placa de Petri contendo ágar PCA solidificado, em três regiões di-ferentes da sala de envase do leite, de maneira que toda região de envase fosse avaliada. Em seguida, as placas foram incubadas a 35 ± 1°C/ 48 ± 2 horas. O resulta-do foi expresso em UFC.cm-2.semana-1, de acordo com recomendação da APHA. Para cálculo da área da placa, considerou-se o diâmetro de 9,1 cm, totalizando uma área de 65 cm2.
4. Resultados e Discussão
4.1. Qualidade inicial do leite e após o processo de microfiltração
Os resultados das análises microbiológicas e físi-coquímicas do leite cru e do leite após o processo de microfiltração são apresentados nas Tabelas 1 e 2, respectivamente.
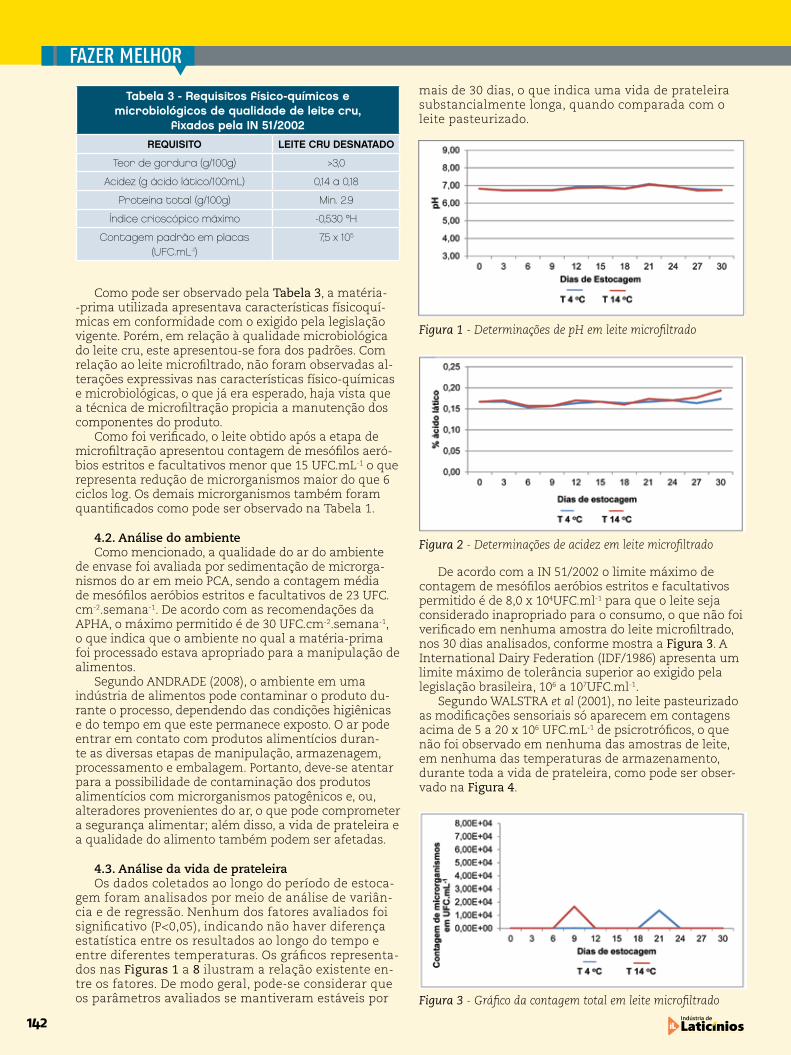
142
fazer melhor
Tabela 3 - Requisitos físico-químicos e microbiológicos de qualidade de leite cru,
fixados pela IN 51/2002
REQUISITO LEITE CRU DESNATADO
Teor de gordura (g/100g) >3,0
Acidez (g ácido lático/100mL) 0,14 a 0,18
Proteína total (g/100g) Min. 2.9
Índice crioscópico máximo -0,530 °H
Contagem padrão em placas (UFC.mL-1)
7,5 x 105
mais de 30 dias, o que indica uma vida de prateleira substancialmente longa, quando comparada com o leite pasteurizado.
Como pode ser observado pela Tabela 3, a matéria--prima utilizada apresentava características físicoquí-micas em conformidade com o exigido pela legislação vigente. Porém, em relação à qualidade microbiológica do leite cru, este apresentou-se fora dos padrões. Com relação ao leite microfiltrado, não foram observadas al-terações expressivas nas características físico-químicas e microbiológicas, o que já era esperado, haja vista que a técnica de microfiltração propicia a manutenção dos componentes do produto.
Como foi verificado, o leite obtido após a etapa de microfiltração apresentou contagem de mesófilos aeró-bios estritos e facultativos menor que 15 UFC.mL-1 o que representa redução de microrganismos maior do que 6 ciclos log. Os demais microrganismos também foram quantificados como pode ser observado na Tabela 1.
4.2. Análise do ambiente Como mencionado, a qualidade do ar do ambiente
de envase foi avaliada por sedimentação de microrga-nismos do ar em meio PCA, sendo a contagem média de mesófilos aeróbios estritos e facultativos de 23 UFC.cm-2.semana-1. De acordo com as recomendações da APHA, o máximo permitido é de 30 UFC.cm-2.semana-1, o que indica que o ambiente no qual a matéria-prima foi processado estava apropriado para a manipulação de alimentos.
Segundo ANDRADE (2008), o ambiente em uma indústria de alimentos pode contaminar o produto du-rante o processo, dependendo das condições higiênicas e do tempo em que este permanece exposto. O ar pode entrar em contato com produtos alimentícios duran-te as diversas etapas de manipulação, armazenagem, processamento e embalagem. Portanto, deve-se atentar para a possibilidade de contaminação dos produtos alimentícios com microrganismos patogênicos e, ou, alteradores provenientes do ar, o que pode comprometer a segurança alimentar; além disso, a vida de prateleira e a qualidade do alimento também podem ser afetadas.
4.3. Análise da vida de prateleiraOs dados coletados ao longo do período de estoca-
gem foram analisados por meio de análise de variân-cia e de regressão. Nenhum dos fatores avaliados foi significativo (P<0,05), indicando não haver diferença estatística entre os resultados ao longo do tempo e entre diferentes temperaturas. Os gráficos representa-dos nas Figuras 1 a 8 ilustram a relação existente en-tre os fatores. De modo geral, pode-se considerar que os parâmetros avaliados se mantiveram estáveis por
Figura 1 - Determinações de pH em leite microfiltrado
Figura 2 - Determinações de acidez em leite microfiltrado
De acordo com a IN 51/2002 o limite máximo de contagem de mesófilos aeróbios estritos e facultativos permitido é de 8,0 x 104UFC.ml-1 para que o leite seja considerado inapropriado para o consumo, o que não foi verificado em nenhuma amostra do leite microfiltrado, nos 30 dias analisados, conforme mostra a Figura 3. A International Dairy Federation (IDF/1986) apresenta um limite máximo de tolerância superior ao exigido pela legislação brasileira, 106 a 107UFC.ml-1.
Segundo WALSTRA et al (2001), no leite pasteurizado as modificações sensoriais só aparecem em contagens acima de 5 a 20 x 106 UFC.mL-1 de psicrotróficos, o que não foi observado em nenhuma das amostras de leite, em nenhuma das temperaturas de armazenamento, durante toda a vida de prateleira, como pode ser obser-vado na Figura 4.
Figura 3 - Gráfico da contagem total em leite microfiltrado
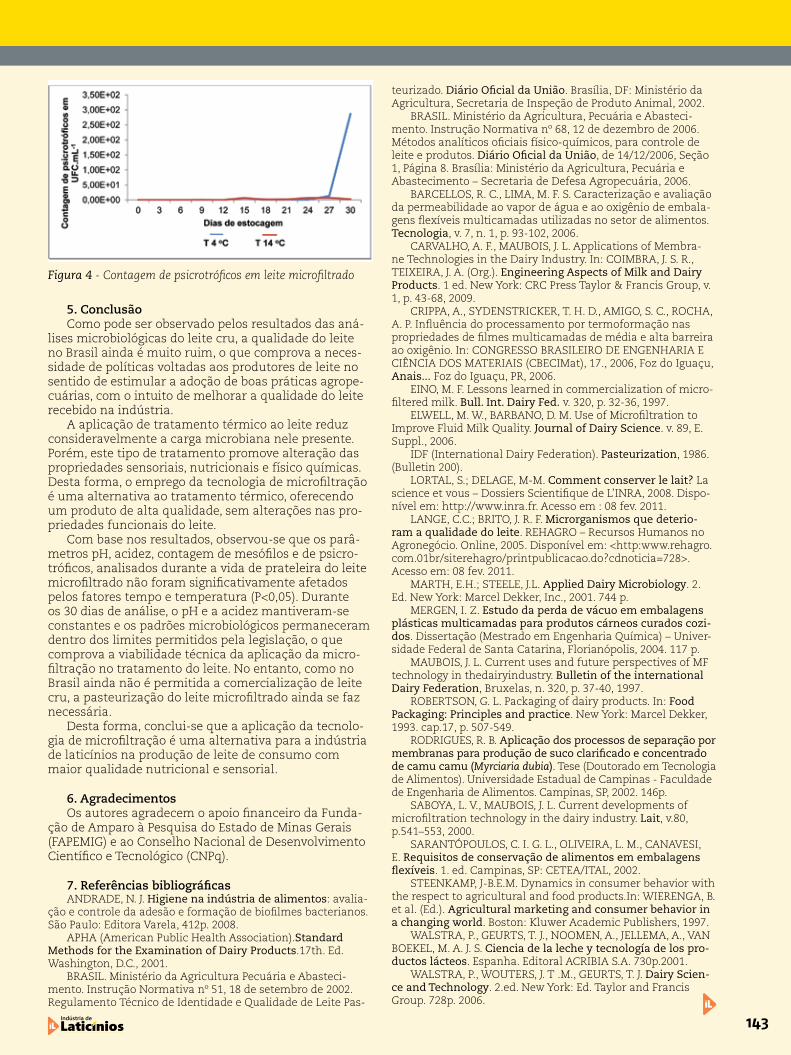
143
Figura 4 - Contagem de psicrotróficos em leite microfiltrado
5. ConclusãoComo pode ser observado pelos resultados das aná-
lises microbiológicas do leite cru, a qualidade do leite no Brasil ainda é muito ruim, o que comprova a neces-sidade de políticas voltadas aos produtores de leite no sentido de estimular a adoção de boas práticas agrope-cuárias, com o intuito de melhorar a qualidade do leite recebido na indústria.
A aplicação de tratamento térmico ao leite reduz consideravelmente a carga microbiana nele presente. Porém, este tipo de tratamento promove alteração das propriedades sensoriais, nutricionais e físico químicas. Desta forma, o emprego da tecnologia de microfiltração é uma alternativa ao tratamento térmico, oferecendo um produto de alta qualidade, sem alterações nas pro-priedades funcionais do leite.
Com base nos resultados, observou-se que os parâ-metros pH, acidez, contagem de mesófilos e de psicro-tróficos, analisados durante a vida de prateleira do leite microfiltrado não foram significativamente afetados pelos fatores tempo e temperatura (P<0,05). Durante os 30 dias de análise, o pH e a acidez mantiveram-se constantes e os padrões microbiológicos permaneceram dentro dos limites permitidos pela legislação, o que comprova a viabilidade técnica da aplicação da micro-filtração no tratamento do leite. No entanto, como no Brasil ainda não é permitida a comercialização de leite cru, a pasteurização do leite microfiltrado ainda se faz necessária.
Desta forma, conclui-se que a aplicação da tecnolo-gia de microfiltração é uma alternativa para a indústria de laticínios na produção de leite de consumo com maior qualidade nutricional e sensorial.
6. AgradecimentosOs autores agradecem o apoio financeiro da Funda-
ção de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG) e ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq).
7. Referências bibliográficasANDRADE, N. J. Higiene na indústria de alimentos: avalia-
ção e controle da adesão e formação de biofilmes bacterianos. São Paulo: Editora Varela, 412p. 2008.
APHA (American Public Health Association).Standard Methods for the Examination of Dairy Products.17th. Ed. Washington, D.C., 2001.
BRASIL. Ministério da Agricultura Pecuária e Abasteci-mento. Instrução Normativa nº 51, 18 de setembro de 2002. Regulamento Técnico de Identidade e Qualidade de Leite Pas-
teurizado. Diário Oficial da União. Brasília, DF: Ministério da Agricultura, Secretaria de Inspeção de Produto Animal, 2002.
BRASIL. Ministério da Agricultura, Pecuária e Abasteci-mento. Instrução Normativa nº 68, 12 de dezembro de 2006. Métodos analíticos oficiais físico-químicos, para controle de leite e produtos. Diário Oficial da União, de 14/12/2006, Seção 1, Página 8. Brasília: Ministério da Agricultura, Pecuária e Abastecimento – Secretaria de Defesa Agropecuária, 2006.
BARCELLOS, R. C., LIMA, M. F. S. Caracterização e avaliação da permeabilidade ao vapor de água e ao oxigênio de embala-gens flexíveis multicamadas utilizadas no setor de alimentos. Tecnologia, v. 7, n. 1, p. 93-102, 2006.
CARVALHO, A. F., MAUBOIS, J. L. Applications of Membra-ne Technologies in the Dairy Industry. In: COIMBRA, J. S. R., TEIXEIRA, J. A. (Org.). Engineering Aspects of Milk and Dairy Products. 1 ed. New York: CRC Press Taylor & Francis Group, v. 1, p. 43-68, 2009.
CRIPPA, A., SYDENSTRICKER, T. H. D., AMIGO, S. C., ROCHA, A. P. Influência do processamento por termoformação nas propriedades de filmes multicamadas de média e alta barreira ao oxigênio. In: CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS (CBECIMat), 17., 2006, Foz do Iguaçu, Anais... Foz do Iguaçu, PR, 2006.
EINO, M. F. Lessons learned in commercialization of micro-filtered milk. Bull. Int. Dairy Fed. v. 320, p. 32-36, 1997.
ELWELL, M. W., BARBANO, D. M. Use of Microfiltration to Improve Fluid Milk Quality. Journal of Dairy Science. v. 89, E. Suppl., 2006.
IDF (International Dairy Federation). Pasteurization, 1986. (Bulletin 200).
LORTAL, S.; DELAGE, M-M. Comment conserver le lait? La science et vous – Dossiers Scientifique de L’INRA, 2008. Dispo-nível em: http://www.inra.fr. Acesso em : 08 fev. 2011.
LANGE, C.C.; BRITO, J. R. F. Microrganismos que deterio-ram a qualidade do leite. REHAGRO – Recursos Humanos no Agronegócio. Online, 2005. Disponível em: <http:www.rehagro.com.01br/siterehagro/printpublicacao.do?cdnoticia=728>. Acesso em: 08 fev. 2011.
MARTH, E.H.; STEELE, J.L. Applied Dairy Microbiology. 2. Ed. New York: Marcel Dekker, Inc., 2001. 744 p.
MERGEN, I. Z. Estudo da perda de vácuo em embalagens plásticas multicamadas para produtos cárneos curados cozi-dos. Dissertação (Mestrado em Engenharia Química) – Univer-sidade Federal de Santa Catarina, Florianópolis, 2004. 117 p.
MAUBOIS, J. L. Current uses and future perspectives of MF technology in thedairyindustry. Bulletin of the international Dairy Federation, Bruxelas, n. 320, p. 37-40, 1997.
ROBERTSON, G. L. Packaging of dairy products. In: Food Packaging: Principles and practice. New York: Marcel Dekker, 1993. cap.17, p. 507-549.
RODRIGUES, R. B. Aplicação dos processos de separação por membranas para produção de suco clarificado e concentrado de camu camu (Myrciaria dubia). Tese (Doutorado em Tecnologia de Alimentos). Universidade Estadual de Campinas - Faculdade de Engenharia de Alimentos. Campinas, SP, 2002. 146p.
SABOYA, L. V., MAUBOIS, J. L. Current developments of microfiltration technology in the dairy industry. Lait, v.80, p.541–553, 2000.
SARANTÓPOULOS, C. I. G. L., OLIVEIRA, L. M., CANAVESI, E. Requisitos de conservação de alimentos em embalagens flexíveis. 1. ed. Campinas, SP: CETEA/ITAL, 2002.
STEENKAMP, J-B.E.M. Dynamics in consumer behavior with the respect to agricultural and food products.In: WIERENGA, B. et al. (Ed.). Agricultural marketing and consumer behavior in a changing world. Boston: Kluwer Academic Publishers, 1997.
WALSTRA, P., GEURTS, T. J., NOOMEN, A., JELLEMA, A., VAN BOEKEL, M. A. J. S. Ciencia de la leche y tecnología de los pro-ductos lácteos. Espanha. Editoral ACRIBIA S.A. 730p.2001.
WALSTRA, P., WOUTERS, J. T .M., GEURTS, T. J. Dairy Scien-ce and Technology. 2.ed. New York: Ed. Taylor and Francis Group. 728p. 2006.

144
fazer melhor
Vincent Pabouef1, Renam de Oliveira Moreira2, Emílio de Carvalho Silva2, Laura Fernandes Melo Correia2, Antônio Fernandes de Carvalho2*
1Agrocampus Ouest, Renne, França, 2Departamento de Tecnologia de Alimentos, Universidade Federal de Viçosa, Brasil*Professor orientador, autor para correspondência
proceSSo de faBrIcação de rIcota por ultrafIltração
1 – IntroduçãoDurante o processo de fabricação de derivados lác-
teos, tais como queijo e iogurte, há a geração de soro de leite, co-produto altamente valorizado no mercado mun-dial. No Brasil, no entanto, este co-produto ainda não é valorizado adequadamente, existindo ainda inúmeras indústrias que o descartam nos cursos d’água, gerando enorme poluição, enquanto outras o utilizam na alimen-tação animal. Além da legislação ambiental, que proíbe o descarte deste produto nos rios e penaliza as empresas que adotam tal prática, as indústrias de laticínios que ainda consideram o soro de leite como subproduto, estão “perdendo dinheiro” e poder de competição frente às demais. De acordo com Lira (2009), aproximadamente 50% de todo o soro líquido produzido no Brasil não é aproveitado, sendo este número ainda maior se forem consideradas as micro e pequenas empresas.
O soro de leite é rico em proteínas com elevado teor de aminoácidos essenciais e lactose, além de possuir alta qualidade técnico-funcional, o que permite sua utilização em uma gama de produtos alimentícios. Baldasso (2006) acrescenta que com o aumento na pro-dução mundial de queijo e o controle mais rigoroso da disposição de efluentes, a produção do soro se torna um dos problemas mais críticos para a indústria de lácteos. Neste caso, com o contínuo desenvolvimento de tecno-logias e a crescente responsabilidade ambiental, exigida das indústrias, a imagem do soro está modificando rapidamente de efluente, como um problema, para uma fonte valiosa de nutrientes. Além disso, vários compo-nentes do soro podem ser purificados e comercializados no mercado com alto valor agregado.
O soro de leite pode ser utilizado na fabricação de vários derivados lácteos tais como bebidas lácteas, leites fermentados, sucos, ricota, bebidas fortificadas, entre outros. Vários países aproveitam o soro de leite na fabricação de queijos entre os quais a Itália, que produz a Ricotta. Outros países também produzem queijos de soro, geralmente de forma tradicional, os quais possuem diferentes denominações, conforme pode ser observado na Tabela 1 (PINTADO & MALCATA, 1999).
Nos processos de fabricação de produtos lácteos a partir do soro, geralmente, é realizada a etapa de coagu-lação térmica para recuperação das proteínas do soro. Neste processo, a agregação das proteínas se inicia com a abertura da estrutura das proteínas mediante exposi-ção ao calor. Aumentando-se a temperatura, as proteí-nas do soro se desnaturam e se agregam (PARRIS, 1997).
A estabilidade térmica das proteínas do soro é de grande importância, pois a utilização de tratamento
Tabela 1 – Queijos preparados a partir de soro em vários países
País Designação
Itália Ricotta gentile ou Ricotta Romana
França Serac na Zona oriental
Brousse no Sul
Broccio em Cossiac
Grueil nos Pirinéus
Grécia Manouri, Myzythra e Anthotyros
Portugal Requeijão
Espanha Requesón
Noruega Mysost, Brunost, Gjestost, Primost e Gudbradsdaldost
Tunísia Klila
Norte da África Nicotta
Romênia Ziger
Ex-República da Iugoslávia Scutta e Puina
Chipre Anari
Israel Urda
República Checa Zincica e Urda
Fonte: PINTADO & MALCATA, 1999. Adaptado de Kandarakis (1986) e Jelen & Buchhein (1976)
térmico é indispensável no processamento de produtos lácteos e na manufatura de produtos a base de proteí-nas do soro. O aquecimento induz a desnaturação, agre-gação e precipitação das proteínas do soro. A agregação induzida pelo aquecimento é frequentemente precedida pela mudança na conformação das proteínas, a tempe-raturas superiores a 60 °C (GARRETT, 1988). Seno assim, prejudica-se a funcionalidade com relação à redução da solubilidade, propriedades emulsificantes, formação de espuma e geleificação (PATEL et al., 1990).
A presença de sais ou a variação de pH durante o processamento de alimentos contendo proteínas do soro de leite pode acarretar a agregação destas proteí-nas antes mesmo da temperatura necessária ao proces-samento (JU et al., 1999).
Para o aproveitamento do soro, existem várias tecno-logias, entre as quais a ultrafiltração, técnica de filtração por membranas que promove a separação de partículas através da diferença de tamanho entre elas e que utiliza o gradiente de pressão como força motriz. Este processo
145
é geralmente utilizado para a retenção de macromolé-culas e colóides presentes em solução, utilizando mem-branas com um diâmetro de poro que varia entre 0,1 a 0,001 μm (BALDASSO, 2008)
Na indústria de laticínios, a aplicação da ultrafiltra-ção começou no início dos anos 1970, com a separação e concentração de proteínas do soro para o retentado e lactose para o permeado (CARVALHO & MAUBOIS, 2009). Posteriormente, foi introduzida como uma tecnologia de fabricação de queijo devido ao seu potencial de aumen-tar o rendimento do produto pela incorporação de pro-teínas do soro e outros componentes do leite na matriz do queijo, permitindo um maior grau de controle sobre a composição do produto final (MAUBOIS, 1975). De acordo com Ribeiro et al. (2009), a produção do queijo Minas frescal utilizando-se retentados obtidos a partir da ultrafiltração de leite resulta em maior rendimento, conferindo à massa uma textura mais sólida e fecha-da, maior tempo de vida útil e um padrão uniforme de sabor.
Quando utilizada no processamento de leite, a ultrafiltração gera um retentado que contém proteínas, gordura e sais minerais coloidais em maiores propor-ções do que a encontrada no leite cru, e em um perme-ado constituído de água, sais minerais, lactose, nitro-gênio não protéico (NNP) e vitaminas solúveis em água (ROSENBERG, 1995).
Os objetivos deste trabalho são o desenvolvimento de uma alternativa de processo para fabricação de rico-ta, bem como o aproveitamento do soro de leite gerado nas indústrias de laticínios.
2 - Materiais e métodos Neste trabalho, a ultrafiltração será utilizada para
concentrar as proteínas do soro de leite, cujo retentado será coagulado termicamente e utilizado para produção de ricota. Na coagulação térmica, as proteínas do soro, concentradas previamente por ultrafiltração, são sub-metidas a um aquecimento a temperaturas em torno de 90 °C, sob agitação suave, para que ocorra a formação de coágulos, processo que se inicia quando a temperatu-ra atinge em torno de 80 °C.
2.1 - Etapas do processamentoO soro de leite utilizado neste trabalho, proveniente
da produção de queijo Mussarela, foi cedido pelo Lati-cínios UNION LTDA. Este soro foi clarificado e desen-gordurado à 45°C, sendo posteriormente transferido para um tanque de camisa dupla, no qual recebeu um tratamento térmico (63 °C por 30 min) com o objetivo
de inativar as enzimas do coalho e reduzir a microbiota deteriorante. Em seguida, o soro foi resfriado até 45°C para posterior ultrafiltração.
Nesta etapa, foi utilizada uma planta piloto de Ultra-filtração da marca WGM Sistemas com uma membrana espiral de polissulfona (Koch Membranes) de porosi-dade 10.000 Da e área filtrante de 6,0 m². Foi utilizada uma pressão de alimentação de 3 kgf/cm² e pressão de saída de 2 kgf/cm², de modo a obter uma diferença de pressão de 1 kgf/cm². Durante esta etapa de concentra-ção, foi utilizada a batelada modificada como forma de operação, a qual consiste em adicionar soro ao tanque de equilíbrio à medida que o permeado é retirado pelo dreno e o retentado é retornado para o tanque. Para controle da etapa de concentração, foi utilizado um refratômetro óptico manual (Alla France) que expressa, em graus Brix, o teor de sólidos em solução. O soro foi concentrado até 8,0 °Brix, valor que representa um Fator de Concentração Volumétrica (FCV) de aproximadamen-te 5 e equivale a um teor de proteína no retentado igual a 3,2%. Ao longo do processo, a temperatura foi mantida acima de 45 °C para diminuir a viscosidade do soro e, desta forma, reduzir também o tempo de processamen-to; contudo, a temperatura foi controlada de forma a não ultrapassar 50 °C, evitando-se, assim, a precipitação dos sais de cálcio e a desnaturação das proteínas do soro (especialmente a β-lactoglobulina).
Após a concentração, foi adicionado ao soro 20% de leite desnatado, percentual este calculado com base no volume do retentado. O volume adicionado foi definido por estudos preliminares realizados no Laboratório de Pesquisa em Leite e Derivados da UFV.
A mistura obtida foi ultrafiltrada novamente utili-zando-se os mesmos parâmetros descritos acima, até obtenção de 11% de proteínas (FCV aproximadamente 3,5), o que é equivalente a 16 °Brix.
Para a fabricação da ricota, foi acrescentado ao retentado obtido anteriormente, 2,5% de creme (40% de gordura), o que equivale a 1% de gordura.
Para a precipitação das proteínas do soro e obtenção da coalhada, foram utilizadas, conjuntamente, as téc-nicas de coagulação térmica e coagulação ácida. Neste processo, o pH foi regulado para 5,9 com adição de ácido lático 85%. Alcançando-se tal valor de pH, procedeu-se a adição de 0,8% de NaCl (formulação esta estabelecida por pesquisas anteriores realizadas no Laboratório de Leite e Derivados da UFV). Em seguida, foi realizado um aquecimento, em um tanque de camisa dupla, até 80 °C com agitação lenta, em função da grande fragilidade de coágulos.
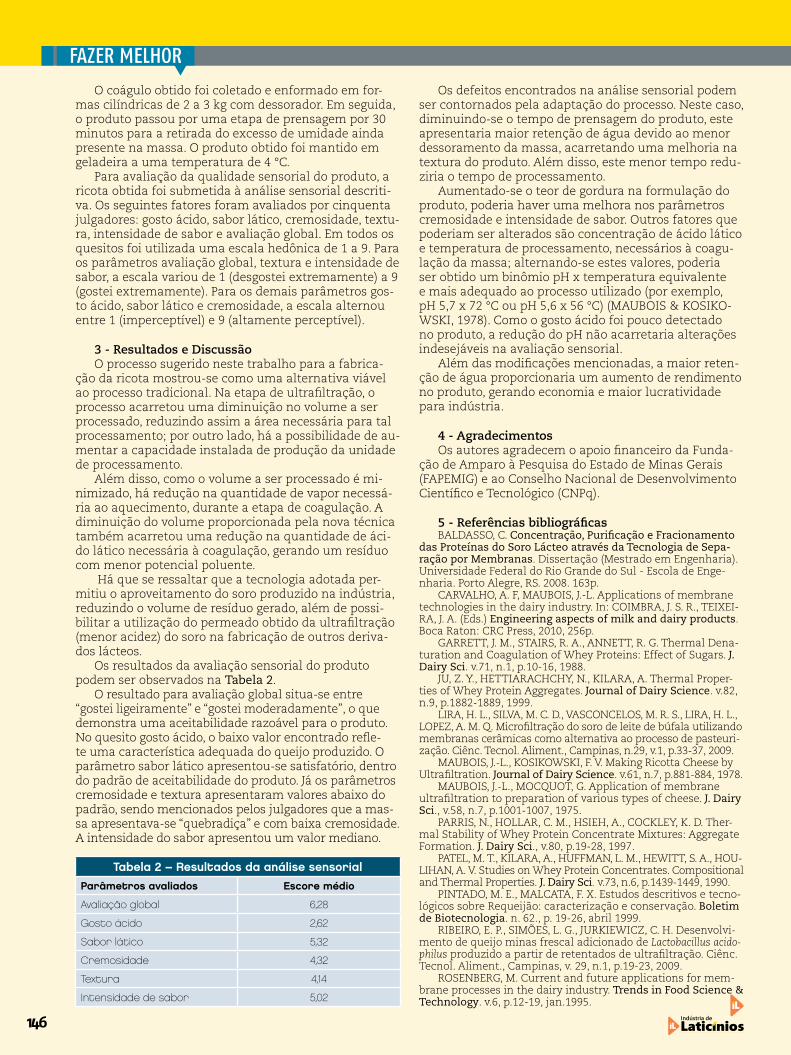
146
fazer melhor
O coágulo obtido foi coletado e enformado em for-mas cilíndricas de 2 a 3 kg com dessorador. Em seguida, o produto passou por uma etapa de prensagem por 30 minutos para a retirada do excesso de umidade ainda presente na massa. O produto obtido foi mantido em geladeira a uma temperatura de 4 °C.
Para avaliação da qualidade sensorial do produto, a ricota obtida foi submetida à análise sensorial descriti-va. Os seguintes fatores foram avaliados por cinquenta julgadores: gosto ácido, sabor lático, cremosidade, textu-ra, intensidade de sabor e avaliação global. Em todos os quesitos foi utilizada uma escala hedônica de 1 a 9. Para os parâmetros avaliação global, textura e intensidade de sabor, a escala variou de 1 (desgostei extremamente) a 9 (gostei extremamente). Para os demais parâmetros gos-to ácido, sabor lático e cremosidade, a escala alternou entre 1 (imperceptível) e 9 (altamente perceptível).
3 - Resultados e DiscussãoO processo sugerido neste trabalho para a fabrica-
ção da ricota mostrou-se como uma alternativa viável ao processo tradicional. Na etapa de ultrafiltração, o processo acarretou uma diminuição no volume a ser processado, reduzindo assim a área necessária para tal processamento; por outro lado, há a possibilidade de au-mentar a capacidade instalada de produção da unidade de processamento.
Além disso, como o volume a ser processado é mi-nimizado, há redução na quantidade de vapor necessá-ria ao aquecimento, durante a etapa de coagulação. A diminuição do volume proporcionada pela nova técnica também acarretou uma redução na quantidade de áci-do lático necessária à coagulação, gerando um resíduo com menor potencial poluente.
Há que se ressaltar que a tecnologia adotada per-mitiu o aproveitamento do soro produzido na indústria, reduzindo o volume de resíduo gerado, além de possi-bilitar a utilização do permeado obtido da ultrafiltração (menor acidez) do soro na fabricação de outros deriva-dos lácteos.
Os resultados da avaliação sensorial do produto podem ser observados na Tabela 2.
O resultado para avaliação global situa-se entre “gostei ligeiramente” e “gostei moderadamente”, o que demonstra uma aceitabilidade razoável para o produto. No quesito gosto ácido, o baixo valor encontrado refle-te uma característica adequada do queijo produzido. O parâmetro sabor lático apresentou-se satisfatório, dentro do padrão de aceitabilidade do produto. Já os parâmetros cremosidade e textura apresentaram valores abaixo do padrão, sendo mencionados pelos julgadores que a mas-sa apresentava-se “quebradiça” e com baixa cremosidade. A intensidade do sabor apresentou um valor mediano.
Os defeitos encontrados na análise sensorial podem ser contornados pela adaptação do processo. Neste caso, diminuindo-se o tempo de prensagem do produto, este apresentaria maior retenção de água devido ao menor dessoramento da massa, acarretando uma melhoria na textura do produto. Além disso, este menor tempo redu-ziria o tempo de processamento.
Aumentado-se o teor de gordura na formulação do produto, poderia haver uma melhora nos parâmetros cremosidade e intensidade de sabor. Outros fatores que poderiam ser alterados são concentração de ácido lático e temperatura de processamento, necessários à coagu-lação da massa; alternando-se estes valores, poderia ser obtido um binômio pH x temperatura equivalente e mais adequado ao processo utilizado (por exemplo, pH 5,7 x 72 °C ou pH 5,6 x 56 °C) (MAUBOIS & KOSIKO-WSKI, 1978). Como o gosto ácido foi pouco detectado no produto, a redução do pH não acarretaria alterações indesejáveis na avaliação sensorial.
Além das modificações mencionadas, a maior reten-ção de água proporcionaria um aumento de rendimento no produto, gerando economia e maior lucratividade para indústria.
4 - AgradecimentosOs autores agradecem o apoio financeiro da Funda-
ção de Amparo à Pesquisa do Estado de Minas Gerais (FAPEMIG) e ao Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq).
5 - Referências bibliográficasBALDASSO, C. Concentração, Purificação e Fracionamento
das Proteínas do Soro Lácteo através da Tecnologia de Sepa-ração por Membranas. Dissertação (Mestrado em Engenharia). Universidade Federal do Rio Grande do Sul - Escola de Enge-nharia. Porto Alegre, RS. 2008. 163p.
CARVALHO, A. F, MAUBOIS, J.-L. Applications of membrane technologies in the dairy industry. In: COIMBRA, J. S. R., TEIXEI-RA, J. A. (Eds.) Engineering aspects of milk and dairy products. Boca Raton: CRC Press, 2010, 256p.
GARRETT, J. M., STAIRS, R. A., ANNETT, R. G. Thermal Dena-turation and Coagulation of Whey Proteins: Effect of Sugars. J. Dairy Sci. v.71, n.1, p.10-16, 1988.
JU, Z. Y., HETTIARACHCHY, N., KILARA, A. Thermal Proper-ties of Whey Protein Aggregates. Journal of Dairy Science. v.82, n.9, p.1882-1889, 1999.
LIRA, H. L., SILVA, M. C. D., VASCONCELOS, M. R. S., LIRA, H. L., LOPEZ, A. M. Q. Microfiltração do soro de leite de búfala utilizando membranas cerâmicas como alternativa ao processo de pasteuri-zação. Ciênc. Tecnol. Aliment., Campinas, n.29, v.1, p.33-37, 2009.
MAUBOIS, J.-L., KOSIKOWSKI, F. V. Making Ricotta Cheese by Ultrafiltration. Journal of Dairy Science. v.61, n.7, p.881-884, 1978.
MAUBOIS, J.-L., MOCQUOT, G. Application of membrane ultrafiltration to preparation of various types of cheese. J. Dairy Sci., v.58, n.7, p.1001-1007, 1975.
PARRIS, N., HOLLAR, C. M., HSIEH, A., COCKLEY, K. D. Ther-mal Stability of Whey Protein Concentrate Mixtures: Aggregate Formation. J. Dairy Sci., v.80, p.19-28, 1997.
PATEL, M. T., KILARA, A., HUFFMAN, L. M., HEWITT, S. A., HOU-LIHAN, A. V. Studies on Whey Protein Concentrates. Compositional and Thermal Properties. J. Dairy Sci. v.73, n.6, p.1439-1449, 1990.
PINTADO, M. E., MALCATA, F. X. Estudos descritivos e tecno-lógicos sobre Requeijão: caracterização e conservação. Boletim de Biotecnologia. n. 62., p. 19-26, abril 1999.
RIBEIRO, E. P., SIMÕES, L. G., JURKIEWICZ, C. H. Desenvolvi-mento de queijo minas frescal adicionado de Lactobacillus acido-philus produzido a partir de retentados de ultrafiltração. Ciênc. Tecnol. Aliment., Campinas, v. 29, n.1, p.19-23, 2009.
ROSENBERG, M. Current and future applications for mem-brane processes in the dairy industry. Trends in Food Science & Technology. v.6, p.12-19, jan.1995.
Tabela 2 – Resultados da análise sensorial
Parâmetros avaliados Escore médio
Avaliação global 6,28
Gosto ácido 2,62
Sabor lático 5,32
Cremosidade 4,32
Textura 4,14
Intensidade de sabor 5,02