Embed Size (px)
Citation preview
Casting defects may be defined – Those characteristics that create a deficiency or imperfection to quality specifications imposed by design and service requirements.
Reduces total output, increases the cost of production.
Even in modern foundries the rejection rate as high up to 20% of the number of casting produced.
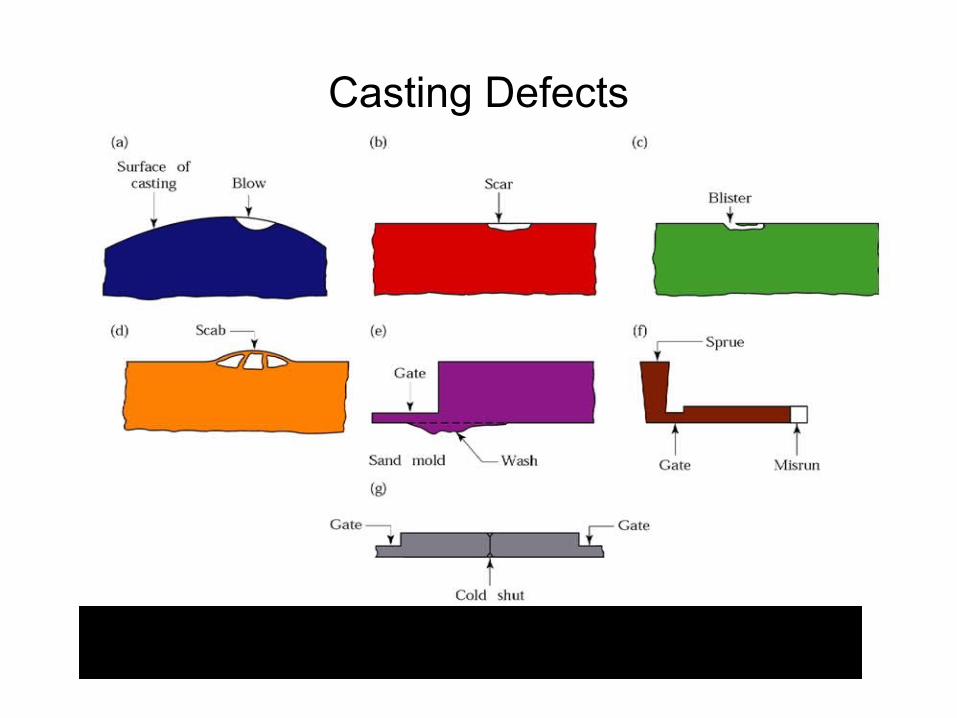
Casting Defects
Surface defects Internal defects
Incorrect chemical compo. Unsatisfactory mech. properties
Surface defects : May be visible on surface, including incorrect shape & size, flashes, poor surface finish.
Internal defects : These are present in interior of cast. Can be revealed through NDT techniques.
Incorrect chemical composit ion – Formation of undesirable microstructure.
Unsatisfactory mechanical properties – These are due to low quality, poor percent of usage.
SWELL FIN Gas HOLES SHRINKAGE CAVITY HOT TEAR MISRUN AND COLD SHUT
Swell - enlargement of the mould cavity by metal pressures, results – localized or overall enlargement of castings
Causes Insufficient ramming of the sand. Rapid pouring of molten metal. Also due to insufficient weighting of mould. Remedies – Avoid rapid pouring. provide sufficient ram on sands. proper weighting of moulds.
A thin projection of metal – not a part of cast. Usually occur at the parting of mould or core
sections.Causes – Incorrect assembly of cores and moulds, Improper clamping. Improper sealing.Remedy – Reduces by proper clamping of cores and mould.
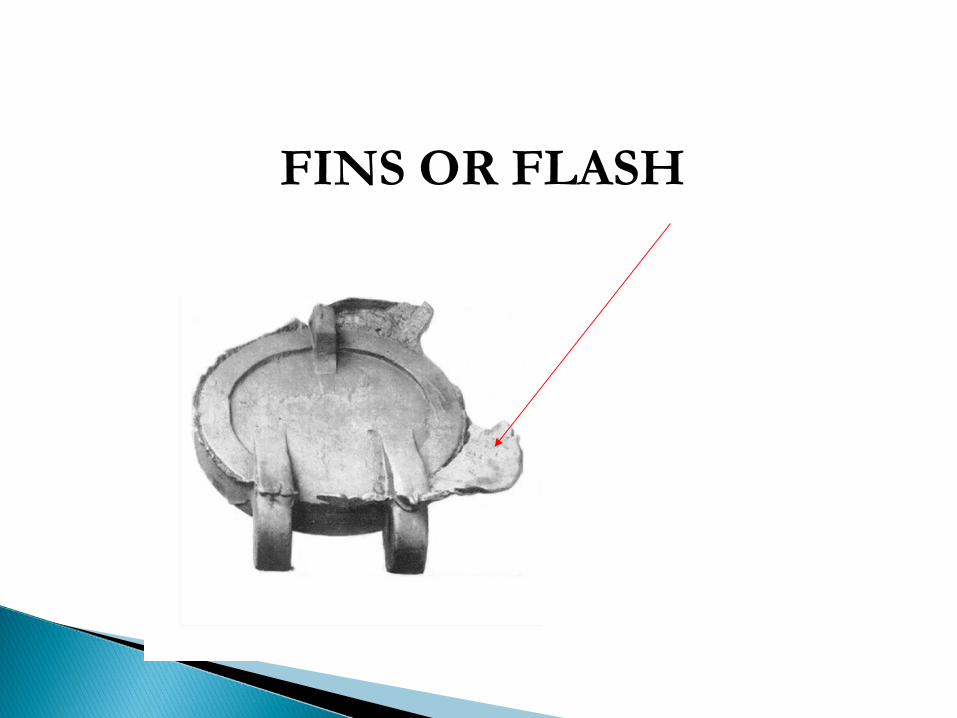
FINS OR FLASH
Gas Holes Clean, smooth walled rounded holes of varying size
from pin heads to full section thickness, often exposed during machining.Causes Low pouring temperature. Gases blowing from the mould. Excessive turbulence during pouring. Moisture condensed on densors and chills.Remedies Use correct pouring temperature and check with
pyrometer.
Continue…
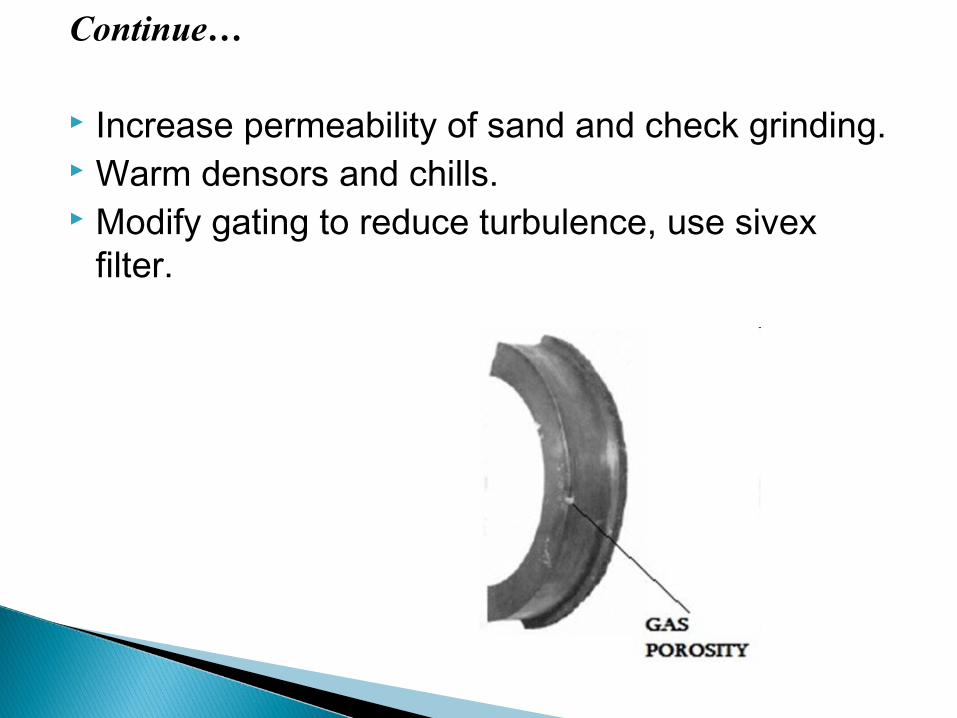
Increase permeability of sand and check grinding. Warm densors and chills. Modify gating to reduce turbulence, use sivex
filter.
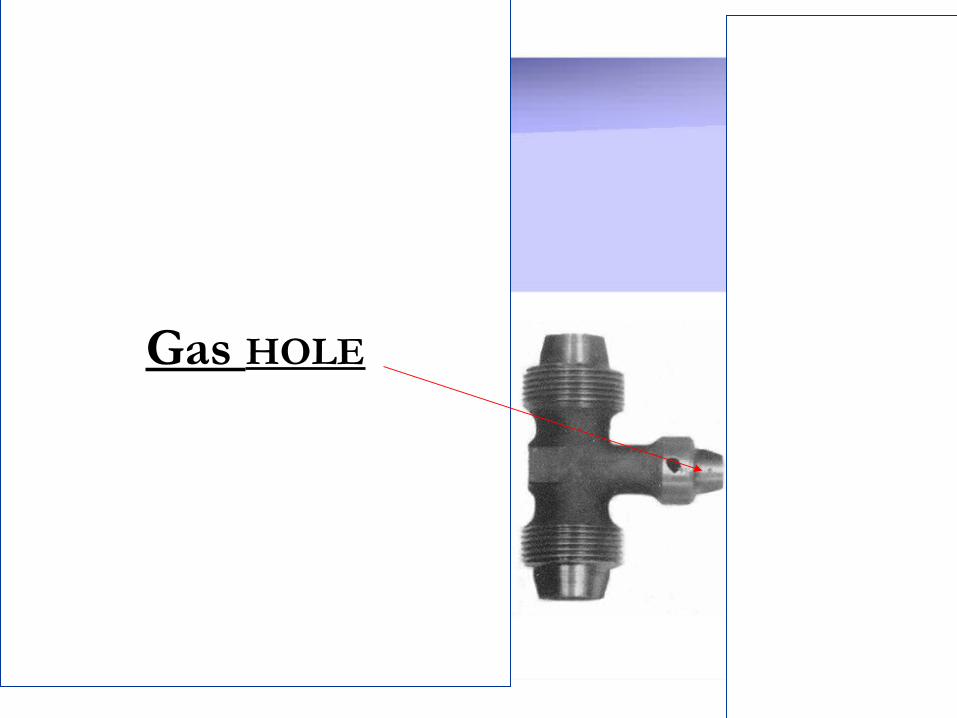
Gas HOLE
Next Member Waqar Sarwar
It is a void or depression in the casting caused mainly by uncontrolled solidification.
Causes: 1. Pouring temperature is too high causing liquid
shrinkage.2. Failure to supply liquid feed metal.3. Pre mature solidification.Remedies : Apply principles of casting, reduce the
pouring temperature and provide adequate risers, feeders, which supply the molten metal to compensate the shrinkage.
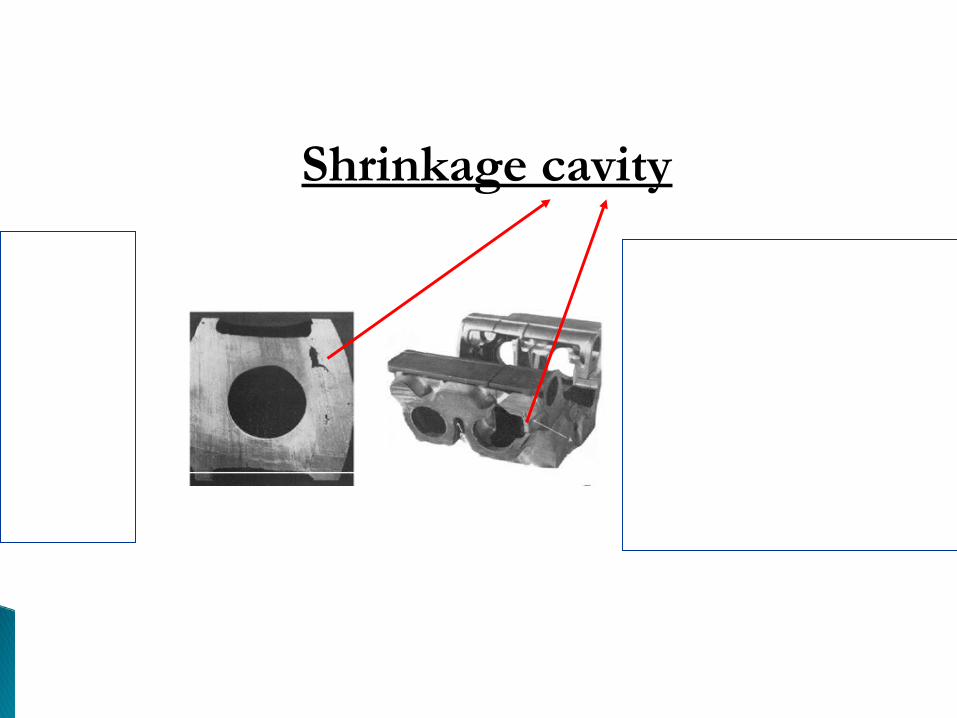
Shrinkage cavity
One of the main defects is hot tearing or hot cracking, or hot shortness. Irrespective of the name, this phenomenon represents the formation of an “irreversible failure (crack) in the st i l l semisolid casting.”
Cause: The inadequate compensation of solidification
shrinkage by melt flow in the presence of thermal stresses.
Remedy Avoid excessive ramming. Controlled ramming should be done.
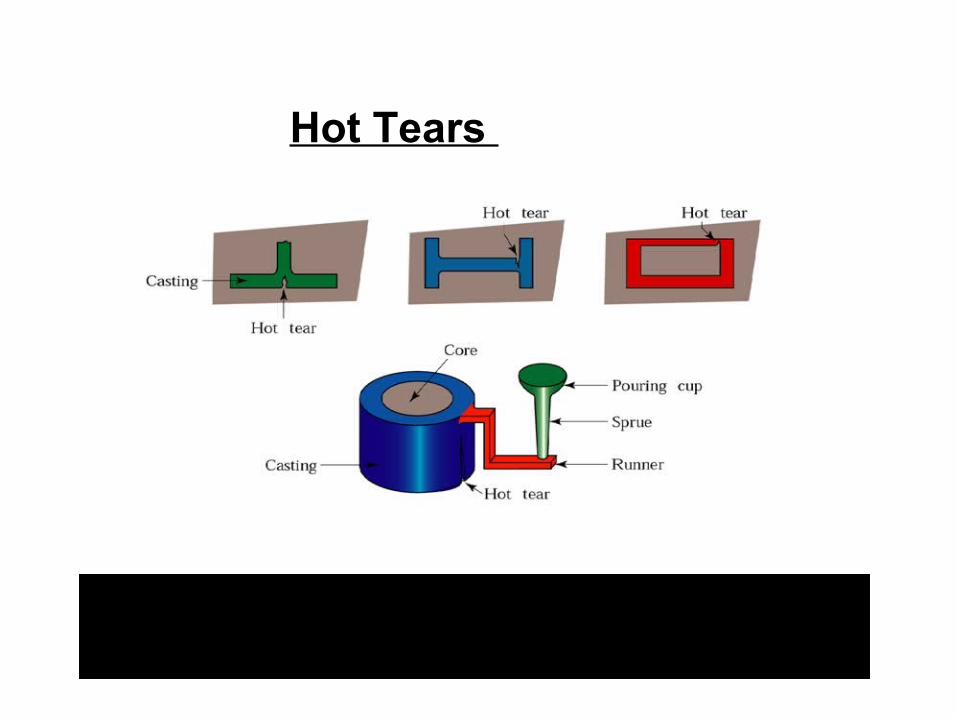
Hot Tears
ME 6222: Manufacturing Processes and Systems 7 Prof. J.S. Colton
Castings not fully form heaving lines or seam of discontinuity or holes with rounded edges through casting walls.Causes: Incomplete fusion where two streams of metal
meat. Metal freezes before mold is filled. Die too cold.Remedies: Increase pouring temperature. Increase die temperature or improve venting. Increase permeability of sand.
Casting Defects
ME 6222: Manufacturing Processes and Systems 6 Prof. J.S. Colton