Embed Size (px)
Citation preview
54
CHAPTER 2
RICE HUSK ASH AND BAGASSE ASH CONCRETES
2.1 GENERAL
The waste materials locally available are efficiently deployed to
improve the functioning of the rural-based industries. Civil Engineers are
always in search of waste materials that can be used as a blending component
in cements to improve its quality and to reduce the cost. Several
investigations have been carried out to utilize waste material in construction.
Apart from getting rid of these materials, their use in construction protects the
environment from contamination. Industrial and agricultural wastes are used
for the production of low cost building materials. Agro-industrial wastes such
as tobacco waste, non-edible oil cake and hyacinth have been used
successfully for installing bio-gas plants. Agricultural residues such as
bagasse, rice husk and rice straw are utilized in the production of light weight
clay bricks.
Industrial wastes such as blast furnace slag, fertilizer wastes, fly
ash, silica fumes and incinerators ash are silica-based materials having
pozzolanic properties. These are used for the development of novel low
temperature cements and added to portland cement as supplementary
cementitious materials with improved properties compared to portland
cement. In addition to the above industrial wastes, the agro wastes such as
rice husk ash , sugarcane bagasse ash , rice straw ash, wheat straw ash, hazel
nut shell ash are having pozzolanic properties and used as cement
55
replacement materials. As a cement replacement material, many unique
properties of these silica-based materials have been reported by several
investigators.
2.2 AGRICULTURAL RESIDUES
Agricultural residues are composed of organic constitutes such as
cellulose, lignin, fibre and small amount of crude protein and fat. In addition
they contain a range of minerals which include silica, alumina and iron oxide.
During growth, some plants absorb various minerals and silicates from the
soil and accumulate it into their structures. Inorganic materials, especially
silicates are found in higher proportions in annually grown plants than long
lived trees. Such plants with a high concentration of silica are therefore rice
plant, wheat plant, sunflower, tobacco and sugarcane. The agricultural residue
itself cannot be used as replacement and it is the ash obtained from controlled
processing the residue which is of interest. Two factors require for the
consideration in the controlled processing are the ash content and the
chemical constituents of the ash. The ash content is important as it indicates
the amount of residues which needs to be burnt. Silica is generally the major
chemical constituent of the ash which is important for cement replacement.
These ashes will also contain as much as 10% alkalis, traces of iron,
aluminum, calcium and magnesium oxides plus oxides of trace elements
introduces into the soil through fertilization practices. Table 2.1 shows the
ashes and silica content of some plants as well as those of rice husk, rice straw
and bagasse (Cook 1986).
56
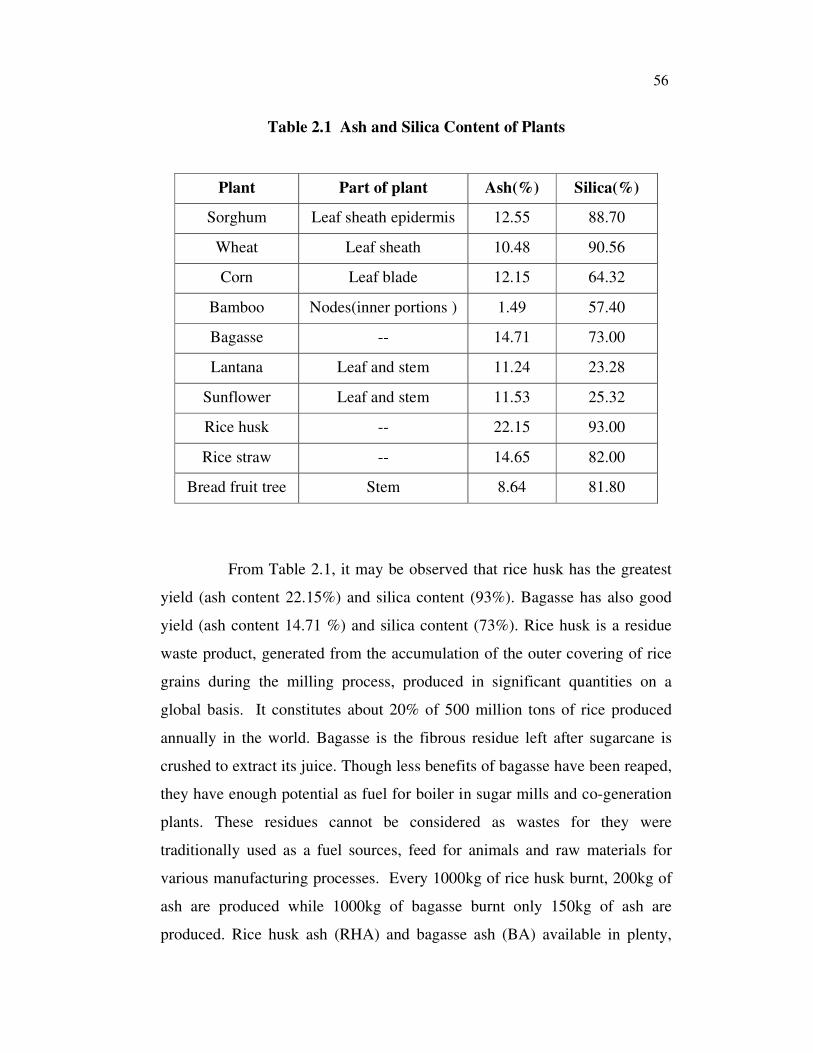
Table 2.1 Ash and Silica Content of Plants
Plant Part of plant Ash(%) Silica(%)
Sorghum Leaf sheath epidermis 12.55 88.70
Wheat Leaf sheath 10.48 90.56
Corn Leaf blade 12.15 64.32
Bamboo Nodes(inner portions ) 1.49 57.40
Bagasse -- 14.71 73.00
Lantana Leaf and stem 11.24 23.28
Sunflower Leaf and stem 11.53 25.32
Rice husk -- 22.15 93.00
Rice straw -- 14.65 82.00
Bread fruit tree Stem 8.64 81.80
From Table 2.1, it may be observed that rice husk has the greatest
yield (ash content 22.15%) and silica content (93%). Bagasse has also good
yield (ash content 14.71 %) and silica content (73%). Rice husk is a residue
waste product, generated from the accumulation of the outer covering of rice
grains during the milling process, produced in significant quantities on a
global basis. It constitutes about 20% of 500 million tons of rice produced
annually in the world. Bagasse is the fibrous residue left after sugarcane is
crushed to extract its juice. Though less benefits of bagasse have been reaped,
they have enough potential as fuel for boiler in sugar mills and co-generation
plants. These residues cannot be considered as wastes for they were
traditionally used as a fuel sources, feed for animals and raw materials for
various manufacturing processes. Every 1000kg of rice husk burnt, 200kg of
ash are produced while 1000kg of bagasse burnt only 150kg of ash are
produced. Rice husk ash (RHA) and bagasse ash (BA) available in plenty,
57
dumped in open air are particularly important resources to supplement the
portland cement. Attempts to utilize rice husk ash and bagasse ash are
advantages as their high ash content consists essentially of silica in
amorphous form.
2.3 AGRICULTURAL - WASTE RESOURCES IN INDIA
According to National Statistical data in 2002, India had 45.0
million hectares of land area for rice and 44.0 million hectares for sugarcane
production. The disposal of such a huge amount of rice straw, rice husk,
sugarcane bagasse, the by-product of rice and sugar production is a serious
problem. India being the second largest producer of rice and sugarcane in the
world produces 35 million tons of rice husk annually and it is estimated that
approximately 25 million tons are readily available for disposal from rice
mills (Bhanumathidas and Mehta 2004). It is estimated that about 1/3 of the
available husk can be collected and converted to ash for use as a Portland
cement replacement. Hence in India, about 5.0 million tons of rice husk ash is
potentially available as an excellent cement replacement material. Similarly
sugar production in India is about 20 million tons and sugarcane production is
300 million tons. About 2.0 millions tons of bagasse ash is available from
sugar mills and co-generation plants.
The most recent assessment available (TIFS 1993) indicated that
there are over 1,30,000 rice mills in India-reputedly, the largest number in any
single country. About 70 % of these are small operations with capacities
below 500Kg paddy/hour. Approximately one-half of the paddy produced in
India is milled in rice mills that are designated as modern. There are over
30,000 of these modern mills with an average capacity of 2 tons of
paddy/hour scattered throughout India. The rice milling industry generates
between 30 and 35 million tons of rice husks annually. Most of this waste
58
produced is generated in relatively small quantities at thousands of small mills
that do not operate on 12 month yearly cycles.
The average area under cultivation of sugarcane in Tamilnadu is
2.75 lakh hectares which is 2% of the total area under cultivation in the state.
The average production of sugarcane is about 270 lakh tons per year, of which
50-55% of the sugarcane is drawn and crushed by sugar mills in Tamil Nadu
and the balance quantity of sugarcane is utilized for jaggery manufacture,
seed and chewing purposes.
In addition to the wide dispersal and sporadic production of rice
husks and bagasse, there are two other principal problems related to their
availability as a raw material. These are their low bulk density (0.10 ton/m3)
and their uses as fuel both in the mills itself and in a wide range of other local
industrial activities. The extent of rice husk utilization as an industrial fuel is
reportedly higher in India than in any other rice growing developing country.
Nearly half the rice husk and bagasse produced in India are used as boiler fuel
in mills. The rest is much sought after by industry for use as fuel in fuel-short
India.
Even though the above-mentioned problems of raw materials
availability and supply are existed, the RHA and BA commercial venture in
India could be made viable with the continuous supply of rice husks from
‘modern’ rice mills and bagasse from the sugar mills with year round
operation. Production activities would therefore need to be located in those
regions of the country where there was a concentration of such mills.
‘Puduvayal’ town in ‘Karaikudi ‘ taluk of Sivaganga district of Tamil Nadu
state is such a place for the commercial production of RHA cement, where
about 100 modern mills are situated with year round production. There are 36
sugar mills in this State, of which 16 are in Cooperative sector, 3 are in Public
59
sector and 17 are in Private sector. Madurai city in south India is such a place
for commercial production of BA cement, where about 5 sugar mills are
situated in and around.
Utilization of RHA and BA to produce a Portland cement
replacement has become most attractive in India. It reduces the demand and it
should theoretically reduce the cost of cement and to provide cement in a
rural area typically of those traditionally deprived of cement.
2.4 RHA AND BA AS CEMENT REPLACEMENT MATERIALS
2.4.1 Historical Development
In modern rice mills, rice husk disposal is usually a serious problem
due to very low bulk density and require large space for storage and hauling.
Due to their negligible protein content, they are not suitable for animal fodder.
A convenient method of getting rid of rice husk is burning them in open fields
or as fuel in steam generators. The burning operation produces large
quantities of ash and the ash consists of essentially of silica which is in a
relatively inert form and this is not useful either for agricultural or industrial
purpose.
Prior to 1970, RHA was usually produced by uncontrolled
combustion and the ash produced was generally crystalline and had poor
pozzolanic properties. The primary work on RHA was started during 1974 at
the Asian Institute of Technology. In 1975, Mehta in the United States
published papers dealing with rice husk utilization. A study on the efficiency
and effects of burning methods on the quality and their influence on the ash
reactivity of RHA were carried out.
60
The concept of cement based on rice husk ash provided the field for
research, particularly in the rice growing countries of South-East Asia in
1979, and the first workshop on RHA cement was held in Peshawar, Pakistan.
In the later part of 1979 a further meeting on RHA cement was held in Alor
Selar, Malaysia. The main outcome of the meeting was the adoption of the
Indian Standard for masonry cement, (IS 4098). It was then considered that
cement based on RHA would be used for mortar and plaster applications.
Another meeting was held in New Delhi in 1981 and the meeting
concluded by indicating that the available technology on RHA cement was
sufficiently enough and that the information should become more widely
available.
In 1984, the United Nations Industrial Development Organization
(UNIDO) published a comprehensive state-of-the-art development of cements
based on RHA in recent years. The report was intended as a guide for the
production and utilization of rice husk ash cement.
.
Sugarcane bagasse is an industrial waste which is used worldwide
as fuel in the same sugarcane industry. Very limited development on bagasse
ash has been published. A study of the properties of bagasse ash for using in
concrete production was first presented in 1998 and very few papers have
been reported so far.
2.4.2 Thermal Treatment of Agricultural Residues
RHA is an important source of silica. By controlled thermal
decomposition of rice husk, it is possible to produce an ash which contains
reactive silica. In the conversion of rice husks to ash, the combustion process

61
removes the organic matter and results in structural transformation of husk
that influence both the pozzolanic activity of the ash and its grindability.
When the rice husks are first heated, weight loss occurs up to 100°C due to
evaporation of absorped water. At 350°C, the volatiles ignite, causing further
weight loss and husks commence to burn. From 400 to 500°C, residual carbon
oxidies and the majority of the weight loss occurs in this period.
The thermal decomposition process of rice husks exposed to higher
than 300°C are shown in Figure 2.1. The process can be classified into two
stages, carbonization and decomposition (Meada et al 2004). Carbonization of
rice husks occurs when rice husks are treated at a temperature higher than
300°C and releases combustible gas and tar. On the other hand, decarbonation
is considered as the combustion of fixed carbon in the rice husk char.
Decarbonation occurs when rice husk char is treated at a higher temperature
in the presence of sufficient oxygen. Silica phase in RHA is obviously
influenced by incinerating temperature of rice husk and it is an important
factor in the chemical reactivity of silica in RHA. If the incinerating
temperature of rice husk is lower than 700°C, silica in RHA remains in
amorphous state. If the incinerating temperature of rice husk is higher than
800°C, silica in RHA crystallizes as cristobalite or tridymite which have a
lower chemical reactivity compared to amorphous state of silica.
Moreover, chemical reactivity of silica is directly proportional to
the specific surface area of RHA. The heating rate is also another factor in
incinerating rice husk. Rice husk contains a small amount of potassium,
which comes from fertilizer. If the heating rate is high, potassium in rice husk
does not volatile and reacts with silica, burning into potassium polysilicate
combined with carbon. The rapid burning of rice husks cause high residual
carbon in RHA. Thus incinerating process should be designed with
62
considering the above-mentioned thermal decomposition properties of rice
husks.
Heat O2
Combustible heat
gas tar CO2
Carbonization Decarbonization
[Decomposition of [Carbonization of
volatile matters] fixed carbon]
Figure 2.1 Thermal Decomposition of Rice Husk
2.5 CHARACTERISTICS OF RHA AND BA
The characteristics of RHA and BA depend on the geological and
geographic factors related to the types of the rice and sugarcane plants, soil
types, climatic conditions, burning temperature, duration of burning, grinding
methods and collecting devices. According to the ACI committee
recommendations, the following are the primary factors, which will influence
the effective use of agro ashes in concrete. These are as follows: Chemical
and phase composition of the ashes and alkali- hydroxide concentration of the
reacting system, the morphology of the RHA and BA particles, the
development of heat during the early phase of the hydration process and the
changes in the mixing water requirement when using RHA and BA. For an
63
effective utilization, it is necessary to know about the characteristics of RHA
and BA and their effects on the properties of blended concrete.
2.5.1 Physical Properties
The physical properties of agro–ashes like density, colour, fineness,
mean diameter and shape are mainly depend upon the type of burning the rice
husk and sugarcane bagasse and grinding time of the above ashes. Little
information could be found in the literature on the physical properties of the
ashes, but it was apparent that the properties were influenced by the condition
of pyroprocessing.
2.5.1.1 Density
The density of RHA and BA depends on the constituents (iron,
silica, aluminium and calcium) and higher carbon content tents to lower the
density. The compacted unit mass of RHA ranges from 200 to 600 Kg / m3
while the values of concrete incorporating RHA ranging from 2000 to
2300 Kg / m3. The compacted unit mass of the bagasse ash ranges from 200 to
500 Kg / m3 and in concrete it ranges from 2000 to 2200 Kg / m3. The specific
gravity of RHA and BA varies from 2.02 to 2.08 and 2.00 to 2.06
respectively.
2.5.1.2 Colour
The colour of the RHA and BA may vary from white, light tan to
grey and almost black depending on the type and temperature of burning and
duration of burning. If the pyroprocessing occurs between 450˚C and 550˚C,
carbon will remain in the ash which is black. As the temperature of processing
becomes higher, the ash becomes progressively whiter. However, ash
64
recovered from the interior of large masses of burnt husks where air access is
restricted, such as in heap burning, is a lilac pink colour.
2.5.1.3 Fineness
The fineness of RHA and BA will have an influence on the
pozzolanic reactivity and workability of concrete. The use of RHA and BA
increases the water demand due to fineness of these ashes.
Fineness of these ashes is normally measured by BET’s nitrogen
adsorption method or Blaine’s air permeability method in m2 /Kg. The RHA
has specific surface area (Blaine’s) varies from 300 m2 / Kg to 2000 m2 / Kg.
Little information on fineness of BA is available and still research is in
progress. It is reported that the specific surface area (Blaine’s) of BA may
vary from 450 m2 / Kg to 1000 m2/kg. The fineness of RHA and BA increases
with increase in grinding time for all burning temperatures. In general for a
given grinding time, there was a considerable reduction in the specific surface
area of RHA as the burning temperature increased. The influence of fineness,
as determined by the Blaine’s air permeability was studied on compressive
strength of mortars and showed that the compressive strength increases as the
fineness increases.
2.5.1.4 Shape and size
The shape and size of ash particles mainly depend upon the
mineralogical phases and pyroprocessing. Normally the shape of RHA
particles is irregular and cellular texure. The analysis of RHA particles using
SEM showed that the ungrounded RHA particles are in tubular form split
longitudinally with the presence of small bristles distributed over undulated
pores. The well ground ash particles showed the cellular structures. The RHA
65
has mean particle diameter varies from 1 µm to 50 µm. The information on
shape and size of BA particles are not available and to be determined in future
studies.
2.5.1.5 Amorphous SiO2
The reactivity of RHA or BA as pozzolanic material depends on the
crystalline / amorphous ratio. Therefore, for characterization of RHA or BA,
the evaluation of the amount of amorphous silica become very important. For
this purpose, there are some specific methods in the literature. Silica phase in
RHA and BA is obviously influenced by incinerating temperature of rice husk
and it is an important factor in the chemical reactivity of silica in RHA. When
the BA was burnt under controlled condition, it also gave ash having
amorphous silica which has improved pozzolanic properties.
2.5.2 Chemical Characteristic
RHA and BA are fine particulate materials with the main chemical
constituents being SiO2, Al2O3, Fe2O3 and CaO which are responsible for its
pozzolanic activity. They also contain MgO, K2O, N2O, SO3 and unburnt
carbon. There is a possibility of variation in composition from mill to mill,
place to place and type of fertilizer used. The general variation in three
principle constituents in RHA and BA will be as follows:
RHA - SiO2 (80-98%), Al2O3 (0.10-0.6%), Fe2O3 (0.15-0.60 %)
BA - SiO2 (60-80%), Al2O3 (5.0-10.0%), Fe2O3 (3.0-6.0 %)
There are some differences in the standard requirements in the case
of SO3 and loss on ignition. RHA and BA are having some minor amount of
crystalline constituents like quartz, crystobalite and tridymite and free calcium
66
oxide (up to 10 %). In the following sections the significance of each of the
chemical constituents of RHA and BA on the behaviour of concrete is
discussed.
2.5.3 Effect of SiO2
The latest ASTM C618 specifications suggest that the minimum for
the sum of the oxides (reactive glasses) is 70% for class F fly ash and 50% for
class C fly ash. The chemical requirement of OPC and other cements shall
comply with the class 4 of IS 8112 – 1989, according to this class,
CaO
the ratio lime saturation factor =
2.8 SiO2 +1.2 Al2O3+0.65 Fe2O3 (2.1)
shall be within 1.02 to 0.66. Ratio of percentage of alumina to that of iron
oxide shall not more than 1.5%.
The intension to specify the limit is to ensure that sufficient reactive
glassy constituents are present. Many researchers have found that there was
little effect of these three components on the performance of concrete.
The chemistry of rice husk ash and bagasse ash cements involves
the chemical reaction of the amorphous silica in the ash with lime to form
calcium silicate hydrates, which is primarily responsible for strength. In the
case of mixture of OPC – RHA or OPC-BA, the silica reacts with extra lime
in the OPC which in some cases can be as high as 30 % (Boateng and Skeete
1990). The silicate formed are of the kind, CSH (I) and CSH (II) (Jose James
and Subba Rao 1986 – 1).
67
It has been established that silica in the RHA undergoes structural
transformations under various temperature conditions (Mehta 1979)
Incineration of rice husk in the temperature range of 550-700˚C generally
found to produce amorphous silica in the ash while temperature in excess of
900˚C produced unwanted crystalline forms. Smith and Kamwanja (1986)
however, have reported that the temperature of about 800˚C maintained for
12 hours showed small proportions of crystalline silica.
Singh et al (2000) reported that OPC blended cement clearly
indicated higher amount of calcium silicate hydrates formation in the presence
of BA than OPC cement. The structural changes during hydration affect the
grindability and reactivity of these ashes since the larger the surface area of
the silica the greater the extent of the chemical reaction with the lime.
2.6 LITERATURE REVIEW
2.6.1 Earlier Studies on RHA Blended Cement
Columna (1974) had started the primary work on rice husk ash at
the Asian Institute of Technology. Rice husks were converted into ash at
temperature less than 300˚C. Little has been reported about the characteristics
of cement based on uncontrolled combustion of the husks. However, since the
ash is largely crystalline, the lime-silica reaction was weak and reported that
the strength of resulting cement was low.
Mehta (1975) has reported that when the rice hull (husk) was burnt
in the open air in conventional rice mill plants, rice hull produced crystalline
silica ash. A process for developing cement from rice hull has been developed
and patented by Mehta at the University of California at Berkely. When burnt
under proper conditions, especially in a controlled temperature furnace, the
residue was a highly reactive black ash, which when mixed with lime, became
68
rich black cement. Blend of rice hull ash with portland cement produced a
cementing material which was capable of moulding mortars and concretes
with 28 day compressive strength of over 8000 psi (27 MPa). Laboratory
results had shown that rice hull cement containing only from 15- 20 % lime
was acid resisting. Reinforcing of rubbers with rice hull ash was another
application of rice hull ash.
Mehta (1977) has shown that when rice husks were burnt under
controlled condition, the ash was in the form of amorphous silica with a
cellular microstructure, making it a super pozzolan of high reactivity. When
RHA was added to Portland cement, RHA reacted faster than fly ash with the
lime released from Portland cement during hydration and that helped to
improve the early-age strength of concrete, but formed a calcium silicate
hydrate (CSH gel) around the cement particles with dense and less porous. In
this study properties of both lime- RHA and OPC-RHA cements were
investigated. Due to relatively high water demand, the lime-RHA cement
developed lower compressive strength. However the strength characteristics
were considered adequate for general masonry works. OPC-RHA cement
containing up to 50% ash showed compressive strengths which were
considerably higher than that control portland cement even at the early age of
3 and 7 days. It is also reported that the cement containing RHA had excellent
resistance to dilute organic and mineral acids.
Mehta and Pirtz (1978) have reported that a highly reactive silica
ash produced by incineration of rice hulls could be successfully used in mass
concrete applications requiring high strength without excessive rise in
adiabatic temperature. Due to exceptionally high surface area of the ash, the
concrete containing RHA showed only 13mm slump as compared to 95mm
slump for control concrete. To provide the same slump as that of control
concrete, additional water and corresponding cementitious material would
69
have been needed, hence the strength. Under this condition the difference in
heat evaluation could have been substantially reduced. In a concrete mixture
when 30% RHA by weight of total cementing material was present, the 7 and
28 days compressive strength were higher and the adiabatic temperature rise
was 18° F (10°C) lower than that of control concrete. It was also shown that
mortars made with rice husk ash cement had superior resistance to acidic
environments compared even to OPC and other pozzolans. When the lime
RHA mixes were stored in 1% acetic acid solution, it remained in excellent
condition for more than five years, whereas Portland cement showed surface
softening and substantial weight loss within one year.
.
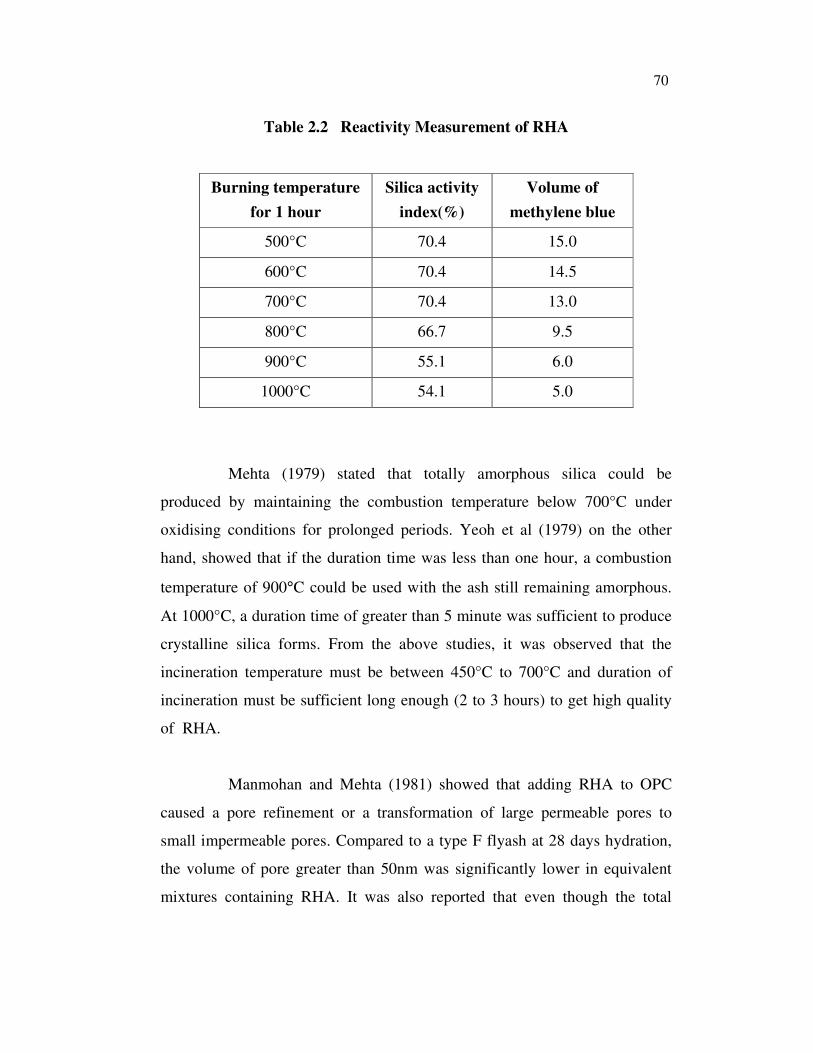
Mehta (1978) proposed the silica activity index as the measure of
the degree of amorphousness of silica in the ash. The index was determined
by calculating the percentage of available silica that dissolved in an excess of
boiling 0.5N sodium hydroxide in a three minutes extraction in a stainless
steel beaker on a minus 325 mesh sample. Results reported by Shah (1979)
indicated that the amount of silica dissolved decreased as the temperature of
incineration of the ash increased. Shah (1979) further proposed that the silica
activity index was somewhat tedious and that a simpler method is to titrate a
solution containing one gram of ash in 25ml of distilled water against
methylene blue. The amount of methylene blue required to produce a colour
change could be used as an index of the state of the silica in the ash. Shah
(1979) results are shown in Table 2.2.
70
Table 2.2 Reactivity Measurement of RHA
Burning temperature
for 1 hour
Silica activity
index(%)
Volume of
methylene blue
500°C 70.4 15.0
600°C 70.4 14.5
700°C 70.4 13.0
800°C 66.7 9.5
900°C 55.1 6.0
1000°C 54.1 5.0
Mehta (1979) stated that totally amorphous silica could be
produced by maintaining the combustion temperature below 700°C under
oxidising conditions for prolonged periods. Yeoh et al (1979) on the other
hand, showed that if the duration time was less than one hour, a combustion
temperature of 900°C could be used with the ash still remaining amorphous.
At 1000°C, a duration time of greater than 5 minute was sufficient to produce
crystalline silica forms. From the above studies, it was observed that the
incineration temperature must be between 450°C to 700°C and duration of
incineration must be sufficient long enough (2 to 3 hours) to get high quality
of RHA.
Manmohan and Mehta (1981) showed that adding RHA to OPC
caused a pore refinement or a transformation of large permeable pores to
small impermeable pores. Compared to a type F flyash at 28 days hydration,
the volume of pore greater than 50nm was significantly lower in equivalent
mixtures containing RHA. It was also reported that even though the total
71
porosity was greater for mixture containing RHA, the permeability was
considerably reduced. This finding was corroborated by Cook (1986).
Cook and Suwanvitaya (1981) examined the influence of
combinations of time of pregrinding amorphous ash and intergrinding with
lime on the compressive strength of mortars. They showed that pregrinding
the ash prior to intergrinding produced higher 7 day strengths but thereafter
the effect of pregrinding was negligible. Intergrinding for period in excess of
4 hours only marginally increased compressive strength and was not
warranted from an energy consumption point of view. The best balance
between time of grinding and strength was an intergrinding time of two hours
with no pregrinding. They have also indicated that the morphology depended
on the lime-ash ratio. For high lime mixes (lime / ash = 1: 0.25), the structure
consisted of poorly defined crystalline forms; the well-recognizable
hexagonal plates of calcium hydroxide were not observed. For lime / ash
ratios of 1: 1.5 and 1:0.67 crystalline forms were observed, but the crystals
were only about 2µm across. In the low lime mix (lime / ash = 1: 4) no
crystalline forms were observed.
Chopra et al (1981) studied the influence of fineness, as determined
by the Blaine’s air permeability method on compressive strength of RHA
blended mortar and showed that the compressive strength increased as the
fineness increased. The presence of up to 20% carbon (by weight) in the ash
did not significantly influence compressive strength. Strength reduction only
became noticeable at carbon content of 25% and higher, mainly due to a
corresponding reduction in silica content.
Mehta (1983) examined the properties of lime-RHA cement as per
ASTM C109. Satisfactory hydraulic cement were made from the reactive rice
husk ash by simply blending from the previously ground ash or by
72
intergrinding the ash with a calcareous material such as quick lime or
hydrated lime. It was concluded that the strength of both the interground and
the blended cements containing either CaO or Ca(OH)2 were adequate for
general masonry work as per ASTM C91. The 0.5 water cement ratio mortars
made with interground cements containing 20% CaO or 25% Ca(OH)2 by
weight was satisfactory for many structural applications because the 2, 7 and
28 day strengths are same as many commercial ASTM type cements. Also the
lime RHA cements were found to be quick setting.
Cook (1984) has reported that in the OPC–RHA mixtures, the
surface area of the RHA particles became coated with a calcium silicate
hydrate (CSH) product as the portland cement hydration commenced.
Ettringite, calcium mono sulphoaluminate, lime and various forms of CSH
were also observed in the OPC –RHA mixtures. As the hydration proceeded,
the hydrate shell around the RHA particles was observed to break away from
the RHA particles. At ages beyond 28 days, the RHA particles were observed
to be etched away and at later ages, around one year, these particles could not
be detected in the matrix which had assumed the relatively featureless
characteristic of OPC hydrated for the same period of time.
Al-khalaf and Yousif (1984) studied the effect of grinding the husk
for various burning temperatures. Grinding was effected by using a modified
Los Angels machine .Samples were burnt at 450, 500, 550, 600 and 700°C for
2 hours. When the husk was converted to ash by uncontrolled burning below
500°C, the ignition was not completed and considerable amount of unburnt
carbon was found in the resulting ashes. The result showed that the most
convenient and economical burning condition required to convert rice husk
into homogenous and well burnt ash was 500°C for 2 hours. The relationship
between grinding time & fineness of RHA burned at various temperatures
suggested that for a given grinding time, there was a considerable reduction in
73
the specific surface area of RHA as the burning temperature increased. A
highly active RHA could be obtained when specific surface was about
21000 cm2/gm, by grinding the ash for 12 hours. The finer the particle (more
specific surface) more the reactive with lime, liberated during the hydration of
cement.
Cook (1986) pointed out that the setting time and strength of lime
rice husk ash mortars could be accelerated by the addition of small amount of
OPC. Up to 10% had been added as an accelerator to lime- RHA mixes. Other
accelerators such as sodium aluminate, calcium chloride, sodium carbonate
and ferric chloride have also been used but the cost of these chemicals was
relatively high. They reported that as the percentage of addition of sodium
aluminate additions increases, the initial and final setting time reduced in the
lime- RHA mixes.
Jose James and Subba Rao (1986-1) examined the reaction product
of lime and silica from RHA. The setting process for lime-excess and lime-
deficient mixtures has been investigated. The product has been shown to be a
calcium silicate hydrate, C-S-H (I) gel by a combination of thermal, XRD and
electron microscopy. The formation of C-S-H (I) gel during the setting of a
paste of lime and silica from RHA accounted for strength or its enhancement.
Jose James and Subba Rao (1986-2) have studied the effect of lime-
silica ratio on the kinetics of the reaction of silica in RHA. It was shown that
below lime/silica ratio = 0.65 the reaction did not proceed to completion and
even in the presence of a large amount of silica, only 90% lime was
consumed. A parameter, lime reactivity index, has been defined to quantify
the reactive silica present in the RHA. The product of the reaction between
RHA and saturated lime was reported as Calcium silicate hydrate, C-S-H(I)
gel. The fibrilar structure and the hollow tubular morbology of the fibres of
74
C-S-H(I) gel had been explained by a growth mechanism, where the driving
force was osmotic pressure.
Rahman (1987) observed that when the RHA was prepared in a
furnace by burning the husks at 500ºC for 2 hours, the RHA was whitish grey
in colour. RHA passing through 0.075mm sieve was used. A geochemical
break down showed that it was composed of mainly silica and loss on ignition
of rice husk ash was 3.6%. Bricks were made from clay-sand mixes with
different percentage of RHA and burnt in a furnace for different firing times.
It was shown that light weight bricks could be made with RHA without any
deterioration in the quality of bricks. Further the compressive strength of
bricks was higher with RHA contents and clay-sand-RHA mixes could be
used for load bearing walls.
Boateng and Skeete (1990) conducted a survey of the availability of
rice husks in Guyana and found that the quantities were sufficient to support a
rural housing industry. A prototype incinerator was designed with special
features to burn the rice husk and capable of maintaining bed temperature in
the range of 800-900 ºC. It was reported that the ash produced was amorphous
and highly reactive when mixed with lime and water. The compressive
strength of the mortar produced to the extend of cement of 1:1 blend and
cured for 3 to 28 days ranged between 11.25 and 20.42 MPa. Those values
were in excess of 8 to 31 % over control OPC mix.
Zhang and Malhotra (1996) used the RHA which was a processed
waste material incinerated at a temperature not exceeding 800°C for few
minutes. The RHA contained a carbon content of 5.91% and therefore was
slightly black in colour. Chemical analysis indicated that the material was
principally composed of SiO2 (87.2%) and relatively high K2O content of
3.68% that originated mainly from the soil due to the use of fertilizer. RHA
75
has a specific gravity of 2.06 and median particle size of the RHA was
approximately 7µm while that cement has approximately 13µm. The RHA
had extremely high specific surface of 38.9 m2 /g by nitrogen adsorption.
They also reported that the compressive strength of concrete containing 15%
of RHA was higher than the control concrete. The RHA concrete had higher
compressive strength at ages up to 180 days. The strength of the concrete
increased with decreasing water-cementitious material ratio w/(C+RHA). The
RHA had slightly longer setting time, negligible bleeding and required a high
dosage of super plasticizer (more than 10Kg/m3) to obtain the proper slump.
The 28 and 91 days test results for the resistance to penetration of chloride
ions into concrete for durability aspects of control concrete, RHA concrete
and silica fume concrete, measured in terms of the electric charge passed
through the specimens in coulombs (ASTM C 1202) were comparable. The
RHA had excellent resistance to chloride ion penetration and charged passed
in coulombs was below 1000 both at 28 and 91 days which was well below
that of the control concrete but higher than that of silica fume concrete. The
RHA concrete also showed excellent performance in freezing and thawing
test.
Ciasse et al (1998) studied the mechanical and dimensional
properties of concrete containing rice husk ash as filler. The results obtained
indicated that the performance of such concrete were very close to those of
concrete with sand filler and that the performance was better when the ash
was pulverized. It was concluded that the use of RHA in sand concrete
allowed the RHA as an elaborate economical building material which would
solve the pollution problems caused by the waste.
Gjorv and Mehta (1998) conducted research program on long-term
durability of concrete structures in marine environment and the ability of the
RHA to improve the resistance of concrete against chloride penetration was
76
investigated. The results showed that both the capillary suction and the
accelerated chloride diffusivity were distinctly improved by the addition of
RHA. The result also indicated that RHA has a similar effect on both chloride
diffusivity and electrical resistivity as that of condensed silica fume.
Qijun Yu et al (1999) have studied and confirmed that at a
temperature around 40°C in the presence of water, the amorphous silica
contained in RHA could react with Ca (OH) 2 to form one kind of C-S-H gel
(Ca1.5SiO 3.5 H2 O). The C-S-H gels with CaO and SiO2 molar ratio of about
1.43 filled in pores and played a bridging role between hydrates and
unhydrated cement particles. In comparison to the concrete without RHA,
there would be more C-S-H gel and less portlandite in the concrete with RHA
addition. This contributed the improvement in the strength of the concrete and
its resistance to acid attack, carbonization and chloride penetration.
Cissa and Laquerba (2000) have examined two types of ashes,
ground and ungrounded in the study of characterization of filler sandcrete
with RHA. The use of ungrounded RHA has enabled the productivity of light
weight insulating concrete. Chemical analysis revealed that the RHA was
amorphous structure of silica. The analysis using SEM showed that the
ungrounded ash particles were in a tubular form spilt longitudinally with the
presence of small bristles distribution over an undulated structure and
confirmed the presence of hydroscopic pores whereas the ground ash was in
cellular structure. The report revealed that the mechanical strength increased
throughout the curing period, more rapidly for the samples cured in water.
The mechanical strength of the sandcrete with ground ash was on average
twice that of sandcrete with ungrounded ash (28 days strength 18.59 MPa as
against 9.56 MPa) due to pozzolanic nature of ground ash. It is also reported
that the sandcretes made with rice husk ash demonstrated a superior
mechanical strength (18.59 MPa) when compared to sandcretes made with
77
filled lime stone (9.10 MPa) or chet (7.47 MPa) and had the same or higher
cement content. Sandcrete blocks with RHA addition has a lower cost
compared with those using other types of additions.
Nicole et al (2000) undertook an experimental program to study the
effect of different level of replacement by silica fume and RHA on the
expansion of mortar bars containing two reactive aggregates. The morphology
and composition of alkali silica reaction gel were determined using SEM and
X-ray. They reported that there was significant reduction in mortar expansion
for both the silica fume and RHA blended mortars. The replacement levels of
15% of either SF or RHA produced the least expansion and replacement level
of 12% reduced expansion below the threshold of 0.10% at 16 days.
Paya et al (2001) proposed a rapid analytical method for evaluating
amorphous silica in RHA to assess its potential pozzolanic activity. This
method was based on bringing the siliceous non-crystalline fraction of the
pozzolan into solution as glycerosilicate by treating the test material with
glycerol. The titration of the resulting solution was performed with an
aqueous glycerol solution of barium hydroxide. A good concordance results
were obtained when compared to these obtained using a standard method.
Singh and Sarita Rai (2001) studied the effect of 3.0 wt% polyvinyl
alcohol (PVA) on the hydration of OPC (Ordinary Portland Cement) in the
presence and absence of 10% RHA. The results indicated that the PVA with
RHA increased the strength and decreased the porosity due to the formation
of new compound that filled the pores or improved the bond between the
cement particles.
Singh et al (2002) carried out studies on the effect of lignosulfonate
(LS), calcium chloride and their mixture on the hydration of RHA-blended
portland cement and reported that lower amount of water was required for
78
consistency of the paste. The result showed that the compressive strength of
10% RHA-blended Portland cement was maximum in the presence of a
mixture of 2 wt% CaCl2 and 1% LS. However the results on corrosion
studies have indicated that RHA-blended cement without any admixture
(CaCl2, LS or both) was more resistant to the corrosion atmosphere.
Bhanumathidas and Mehta (2004) carried out a preliminary
research study on the role of RHA in enhancing the properties of high volume
fly ash concrete. They described that the use of RHA in ternary blends offered
a good solution to enhance the early-age engineering properties of concrete
with high volume of fly ash blended cements. Through cement conservation,
enhancement of durability and environmental protection, such ternary blends
obviously contributed to sustainable development.
Meada et al (2004) developed a new furnace for the production of
high specific surface area of RHA and investigated the effect of incinerating
conditions on the specific surface area and ignition loss on RHA. They
showed that RHA having specific surface area larger than 150 m2/g with
ignition loss less than 3% could be produced by incinerating the husk at a
temperature below 400ºC. Irrespective of RHA content, water-cement ratio
and aging, the compressive strength of mortars incorporating the high surface
area RHA was higher than that of mortars incorporating the low surface area
RHA and silica fume.
Qingge et al (2004) used three methods to study the pozzolanic
properties of RHA by hydrochloric acid pretreatment. The heat evaluation,
heat of hydration of cement, the Ca(OH)2 content in the mortar and pore size
distribution were determined. A significant increase in strength of the RHA
(pretreated) specimen was observed. The results of heat evaluation indicated
that the RHA by pretreatment increased the hydration of cement. The cement
79
added with RHA by pretreatment had lower Ca(OH)2 content after 7 days and
the pore size distribution of the mortar with RHA with pretreatment showed a
tendency to shift towards the smaller pore size.
Deepa et al (2006) investigated the properties of RHA samples
produced from different types of field ovens to compare the performance of
the ovens and to identify the most feasible method to produce a reactive
pozzolan as alternative to cement for building application requiring lower
strength. The RHA samples from the annular oven consisting of two co-axial
hollow cylinders made with welded meshes, produced better results in all mix
composition compared with RHA samples from other field ovens. The
annular type of oven was suggested as an affordable and simple option for the
small-scale production of RHA in rural areas.
2.6.2 Earlier Studies on BA Blended Cement
Hernandez et al (1998) presented a study that was aimed at
monitoring the reaction between lime and the waste of the sugar industry
having pozzolanic properties by evaluating the content of calcium hydroxide
dependence on lime, development of pore structure dependence on time,
study on the reaction product at different stages and mechanical properties of
hardened pastes. The results of the study showed that sugar cane bagasse ash
did not act like a reactive pozzolan, mainly due to the presence of unburned
materials and carbon, where as sugar cane straw ash showed good pozzolanic
activity comparable to that of RHA.
Singh et al (2000) evaluated the hydration of the bagasse ash-
blended portland cement by employing a number of experimental techniques.
It was found that in the presence of bagasse ash, setting times were increased
and free lime content was decreased. The overall results indicated that BA act

80
as a pozzolanic material, and in its presence the extent of hydration was lower
as compared to that of control. However, in the presence of 10 % BA the
compressive strength values were found to be higher than that of control at all
ages of hydration. The chemical deterioration of blended cement mould in the
presence of N/60 H2SO4 was lower compared to that of control. It was due to
the pozzolanic reaction of BA and the reduction in permeability in its
presence.
Hernandez at el (2000, 2001) have also reported the pozzolanic
properties of well burnt residues of sugar industries.
Paya et al (2002) studied the properties of sugar cane bagasse ash to
reuse in concrete production. The combustion yield ashes contained high
amount of unburned matters, silicon and aluminuim oxides as main
components. The sugarcane bagasse ashes have been chemically, physically
and mineralogically characterized in order to evaluate the possibility of their
use as a cement replacement material in concrete industry. It is reported that
due to the presence of amorphous silica in its chemical composition, the sugar
cane bagasse ash could be used as mineral admixture in concrete.
Cardeiro (2004) carried out study to enhance the pozzolanic activity
of the sugar cane bagasse residual ash by increasing the fineness of the
material. In their study mechanical grinding has been used to improve the
pozzolanic activity of the sugar cane bagasse ash. The influence of grinding
time on the sugar cane bagasse residual ash reactivity was presented. The
bond grindability test of the residual ash was performed and the work index
was determined at a test size of 325 mesh (45µm). The results demonstrated
that the pozzolanic activity of the residual sugar cane bagasse ash
significantly increased due to mechanical grinding in a vibratory mill.
81
From the literature survey, it is clear that sufficient research have
been done on the strength and durability behaviour of fresh and hardened
concrete incorporating fly ash, silica fume and blast furnace slag.
From the literature survey carried out on the RHA or BA blended
concretes, the following observations can be made
1. Use of RHA in concrete as supplementary cementing
material provided economic, energy saving, ecology benefit
and improvement in properties of materials.
2 In many of the studies carried out on the utilization of RHA
in concrete, the rice husks were ignited under controlled
temperatures. The incinerating temperature was in the range
of 500°C to 700°C. The duration of incineration was
between 1 hour to 2 hour and ground for 1 hour.
3 Amount of water required for standard consistency of
cement RHA pastes was always higher than that required to
balance against the ash reactivity and produce a more
workable concrete.
4. Curing process was one of the decisive factors in obtaining
higher compressive strength of RHA concrete when higher
dosages of RHA (> 10% by weight of cement) were added.
5. The higher the percentage of RHA, the higher were the
volume change characteristic compared to those of the
corresponding plain mixes. However the percentage increase
in drying shrinkage of mortar bars were within the limit
specified.
6. One of the main reasons for the improvement in properties
of concrete such as strength, durability, resistance to acid
82
attack, carbonation and penetration by adding RHA to
concrete possibly may be attributed by the formation of C-S-
H gel and less portlandite.
7. RHA concrete had slightly longer setting time than those of
control concrete and the bleeding of concrete incorporating
RHA was negligible. The concrete incorporating RHA
requires higher dosage of superplasticizer and air- entraining
admixtures than control concrete.
8. RHA concrete had higher compressive strength at the end of
180 days compared to control concrete. The flexural and
splitting tensile strength, modulus of elasticity, drying
shrinkage of control concrete and concrete incorporating
RHA were comparable.
9. The RHA concrete showed excellent resistance to chloride
ion penetration and the charged passed in coulombs was
below 1000 both at 28 days and 91 days which were below
those for the control concrete.
10. RHA may be used supplementary cementing material for
manufacturing of other cement based product like, concrete
block, light weight insulating concrete block, clay-sand-
RHA bricks, filler sandcrete, etc.
11. The pozzolanic activity, pore refinement, strengthening of
micro structure and crack resistance at interfacial zone of
RHA concrete were similar to silica fume concrete. The
problem of more water demand and shrinkage cracking can
be eliminated by using suitable dosage of superplasticizer
and method of curing.
83
12. Well burnt bagasse residue may be used as pozzolanic
materials.
13. Bagasse ash blended cements increased setting times and
reduced the free lime in OPC.
14. Due to the presence of reactive silica in BA, they may be
used as mineral admixtures for blended cement.
15. In the presence of 10% BA, compressive strength was higher
than that of OPC.
16. Due to mechanical grinding, the pozzolanic activity of the
sugar cane bagasse ash significantly increased.
Very limited information is available on the water and chloride
permeability characteristics of concrete containing RHA. In general there is a
specific need to study the performance of RHA prepared from uncontrolled
boiler burnt rice husk residue available in rice mills as reactive pozzolan for
strength, chloride permeability and corrosion resistance properties in blended
cement concretes.
Only a few studies have been reported on the use of bagasse ash as
pozzolanic material with respect to cement pastes. Thus a systematic and
detailed study on the utilization of BA prepared from uncontrolled boiler
burnt bagasse residue of the sugar mills for strength and durability properties
of concrete is limited.
Literature survey indicates that very little information is available
on the corrosion resistant properties of concrete blended with RHA and BA.
There is a need to study the corrosion resistance of RHA concrete and BA
concrete using various electrochemical monitoring techniques.
84
2.7 NEED FOR RHA AND BA BLENDED CONCRETES
Fly ash, ground granulate blast furnace slag and condense silica
fume are well-established mineral admixtures. The improvements in the
properties of fresh and hardened concrete resulting from the pozzalanic
behavior of these admixtures are well understood. Among the mineral
admixtures, only fly ash is available readily from thermal power plants. BFS
and silica fumes require excessive processing before they are used as a
mineral admixture. These materials are not available in many countries. Rice
husk ash and bagasse ash have special relevance to many countries. Some 500
million tons of paddy and 1500 million tons of sugar cane are produced
worldwide annually, from which some 20 million tons of rice husk ash and 10
million tons of bagasse ash as pozzolanic materials could be extracted.
Cement production is associated with the utilization of large
amount of energy. Replacement of cement with RHA and BA results in
energy saving as RHA and BA do not need addition of energy input before
use and they are local waste materials. The salient features in the production
of cement based on RHA and BA are the conversion of the husk or bagasse to
ash and the grinding them to a suitable particle size. However the conversion
of husk or bagasse may be undertaken in different ways.
Rice husk and bagasse represent valuable sources and are used as
fuel in the mills. When used as boiler fuel or for any commercial application,
the pyroprocessing is not controlled and the ash so produced contains
crystalline components (hard burnt ash). The alternative process in the
conversion of hard burnt rice husk residue and bagasse residue obtained from
the mills into reactive amorphous ash is controlled burning using the fuel
value of these residues and pulverizing them to required fineness with less
85
energy compared to that of grinding in ball mills for several hours. The
amount of cement replacement with RHA or BA, favour energy saving.
Thermodynamic computation indicates that 1 ton of cement replacement with
RHA and BA saves approximately 5000 MJ of energy which is equivalent to
a barrel of oil or 0.25 ton of coal. Utilization of RHA and BA as cement
replacement material in construction, they will provide economical benefit by
way of energy saving.
The Portland cement production is also associated with carbon
dioxide emission, which is a major source of global warming, and the use of
Portland cement with cement replacement materials carbon dioxide emission
is controlled. A typically efficient cement plant will release about 0.65 ton of
carbon dioxide for each ton of cement produced. If carbon fuel is used to burn
the clinker, an addition of 0.35 ton of carbon dioxide is released. Each cement
plant releases at an average of 1 ton of carbon dioxide to the atmosphere to
produce 1 ton of cement. RHA typically replaces 30 % of cement and BA
typically replaces 20 % of cement and thus, at an average a 25 % replacement
of 1 ton of cement would result in a reduction of 0.25 ton of carbon dioxide.
The use of RHA and BA in the blended concretes is expected to
enhance the strength and durability properties of concrete for technical
benefits :
1. Reduced bleeding and segregation
2. Reduced heat of hydration
3. Improved early strength development
4. Lower water permeability
5. Less shrinkage
86
6. Increased resistance to cracking
7. Higher compressive strength
8. Lighter colour
9. Reduced chloride ion permeability and diffusion
10. Increased resistance against corrosion of steel in concrete.
A number of tests and processing of rice husk and bagasse ash for
cement replacement have to be carried out before they can be suitably blended
with cement. Hence in this research work experimental investigations have
been planned for the evaluation of RHA and BA prepared from the mill
residue as cement replacement materials for strength and durability properties
of concrete and to find an optimal level of replacement on the blended cement
concrete system for the strength and resistance against chloride penetration
and corrosion of steel.
It is felt that a more comprehensive and systematic evaluation on
RHA blended cement concrete and BA blended cement concrete carried out in
this report will lead to its widespread application in the corrosion prone
reinforced concrete structures. Apart from reducing demand for Portland
cement, its cost, ecological, economical and technical benefits, rich husk ash
and bagasse ash will provide substitute for cement to rural areas which are
traditionally deprived of cement.





























