Embed Size (px)
Citation preview
Chapter 6Process Selection
and Facility Layout

Management 3620 Chapter 6 Process Selection and Facility Layout 6-2
Process Selection
• How an organization chooses to produce its goods or provide its services
• Key aspects– make or buy decisions
– capital intensity
– process flexibility

Management 3620 Chapter 6 Process Selection and Facility Layout 6-3
Forecasting
Product and service design
Capacity planning
Facilities andEquipment
Layout
Work design
Processselection
Figure 6-1
Technologicalchange
Technologicalchange
Process Selection and System Design
Management 3620 Chapter 6 Process Selection and Facility Layout 6-4
Process Selection and Capacity Planning
• Make or Buy?– Available capacity
– Expertise
– Quality considerations
– The nature of demand
– Cost
Management 3620 Chapter 6 Process Selection and Facility Layout 6-5
Key Factors inProcess Selection
• Variety– How much
• Flexibility– What degree
• Volume – Expected output
Management 3620 Chapter 6 Process Selection and Facility Layout 6-6
Basic Process Types
• Continuous Processing• Repetitive/Assembly
– Semicontinuous
• Intermittent/Batch Processing• Job Shops
– Small runs
• Projects– Nonroutine jobs
Management 3620 Chapter 6 Process Selection and Facility Layout 6-7
Job Shop
• Used when processing a high-variety goods or services with low volumes
• Processing requirements can differ with the job
• Flow of jobs is intermittent
• Processes must be highly flexible
• Workers must be highly skilled and highly flexible
Management 3620 Chapter 6 Process Selection and Facility Layout 6-8
Batch
• Appropriate for moderate variety of goods or services with moderate volumes
• Processing is intermittent
• Process flexibility and worker skills do not need to be as high as with a job shop
Management 3620 Chapter 6 Process Selection and Facility Layout 6-9
Repetitive (Assembly)
• Used for more standardized goods and services with higher volumes
• Process flexibility is small
• Skill levels are generally low

Management 3620 Chapter 6 Process Selection and Facility Layout 6-10
Continuous
• Used for highly standardized goods and services with very higher volume
• There is no process flexibility
• Required skill levels are generally low
Management 3620 Chapter 6 Process Selection and Facility Layout 6-11
Project
• Unique effort to be accomplished with limited resources, i.e., the volume is one
• Large scale effort
• Process flexibility and worker skills can range from low to high
Management 3620 Chapter 6 Process Selection and Facility Layout 6-12
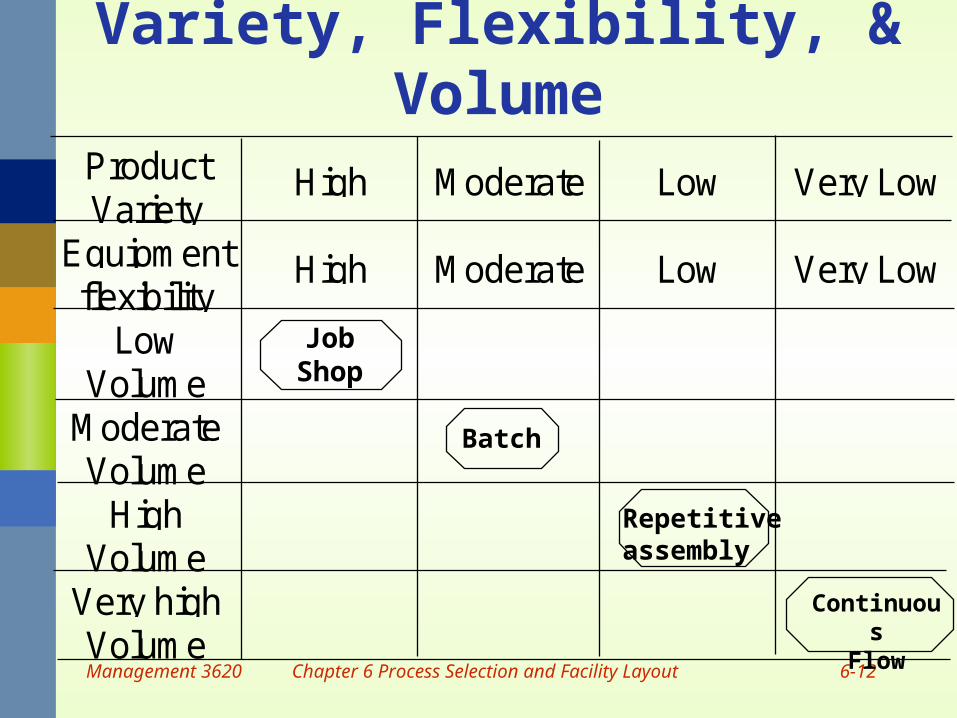
ProductVariety
High Moderate Low Very Low
Equipmentflexibility
High Moderate Low Very Low
LowVolume
ModerateVolume
HighVolume
Very highVolume
JobShop
Batch
Repetitiveassembly
ContinuousFlow
Variety, Flexibility, & Volume
Management 3620 Chapter 6 Process Selection and Facility Layout 6-13
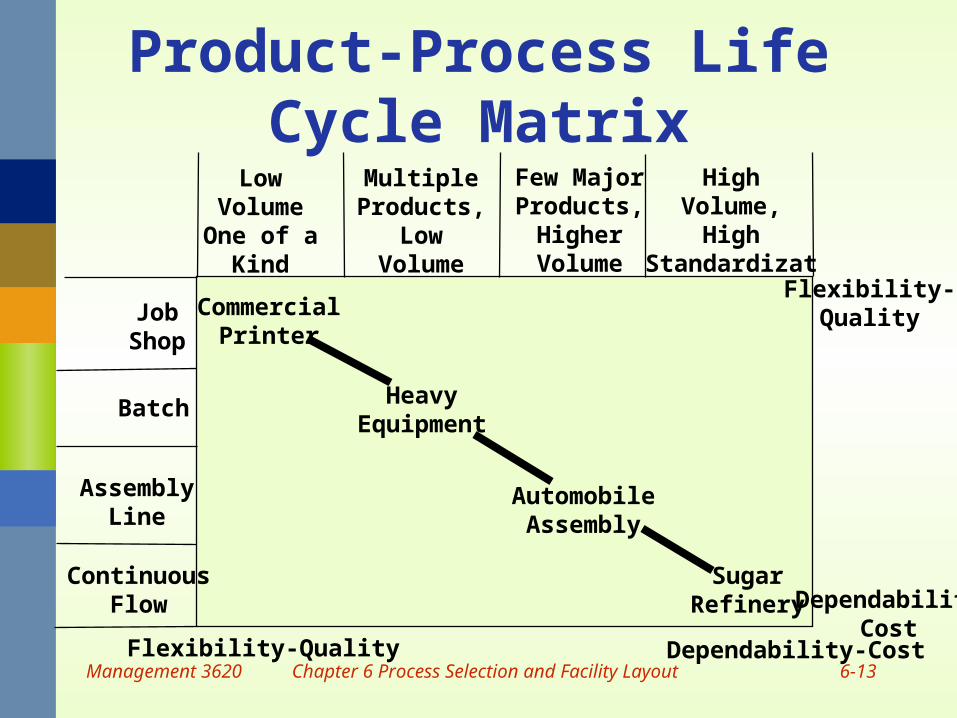
HighVolume,
HighStandardization
Flexibility-Quality Dependability-Cost
ContinuousFlow
AssemblyLine
Batch
JobShop
LowVolumeOne of a
Kind
MultipleProducts,
LowVolume
Few MajorProducts,
HigherVolume
CommercialPrinter
HeavyEquipment
SugarRefinery
Flexibility-Quality
DependabilityCost
Product-Process Life Cycle Matrix
AutomobileAssembly
Management 3620 Chapter 6 Process Selection and Facility Layout 6-14
Automation (1 of 2)
• Processes that have sensing and control devices that enable it to operate automatically
• Three kinds– fixed– programmable
• computer-aided design and manufacturing systems (CAD/CAM)
• numerically controlled (NC) machines• robot
Management 3620 Chapter 6 Process Selection and Facility Layout 6-15
Automation (2 of 2)
– flexible• manufacturing cells• flexible manufacturing systems (FMS)
– Processes and material handling controlled by computers
• computer-integrated manufacturing (CIM)
– Links various parts of the organization to achieve rapid response
Management 3620 Chapter 6 Process Selection and Facility Layout 6-16
Service Process Design• Service blueprinting
– A method used in service design to describe and analyze a proposed service.
• Steps– Establish boundaries– Identify steps involved– Prepare a flowchart– Identify potential failure points– Establish a time frame– Analyze profitability
Management 3620 Chapter 6 Process Selection and Facility Layout 6-17
Facilities Layout• The arrangement or configuration of
departments, work centers, and equipment within the confines of a building or area
• Focuses on the movement of work (customers or material) through the system
• May involve designing a completely new layout or redesigning an existing layout
Management 3620 Chapter 6 Process Selection and Facility Layout 6-18
Importance of Layout Decisions
• Requires substantial investments of money and effort
• Involves long-term commitments
• Has significant impact on cost and efficiency of short-term operations
Management 3620 Chapter 6 Process Selection and Facility Layout 6-19
Inefficient operations
For Example:
High CostBottlenecks
Changes in the designof products or services
The introduction ofnew products or services
Accidents
Safety hazards
The Need for Layout Decisions (1 of 2)
Management 3620 Chapter 6 Process Selection and Facility Layout 6-20
Changes inenvironmentalor other legalrequirements
Changes in volume ofoutput or mix of
products
Changes in methodsand equipment
Morale problems
The Need for Layout Designs (2 of 2)
Management 3620 Chapter 6 Process Selection and Facility Layout 6-21
Basic Layout Types
• Product • Process • Fixed Position• Combination• Cellular• Other service layouts
– warehouse and storage– retail– office
Management 3620 Chapter 6 Process Selection and Facility Layout 6-22
Basic Layout Types
• Product (continuous, repetitive)• Process (job shop)• Fixed Position (project)• Combination• Cellular (batch)• Other service layouts
– warehouse and storage– retail– office
Management 3620 Chapter 6 Process Selection and Facility Layout 6-23
Product Layout (1 of 3)
• Uses standardized processing operations to achieve smooth, rapid, high-volume flow
• Work stations or areas are arranged according to the fixed sequence of tasks required to produce a product or provide a service
• Examples include production lines and assembly lines
Management 3620 Chapter 6 Process Selection and Facility Layout 6-24
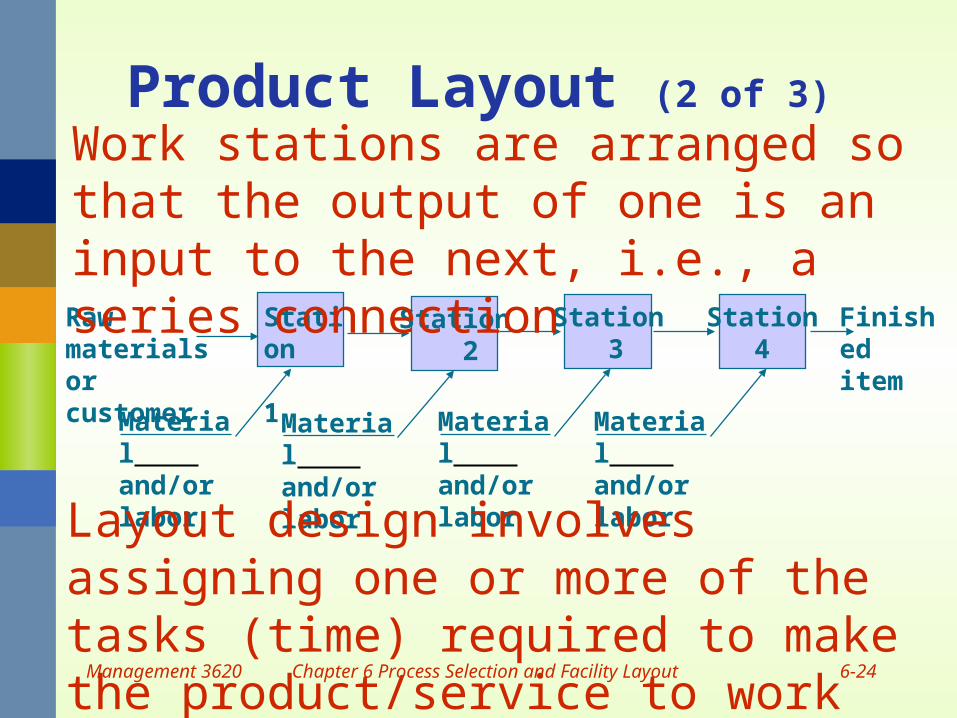
Product Layout (2 of 3)
Raw materialsor customer
Finished item
Station 2
Material and/or labor
Station 3
Material and/or labor
Station 4
Material and/or labor
Material and/or labor
Station 1
Layout design involves assigning one or more of the tasks (time) required to make the product/service to work stations
Work stations are arranged so that the output of one is an input to the next, i.e., a series connection
Management 3620 Chapter 6 Process Selection and Facility Layout 6-25
Product Layout (3 of 3)
Advantages• High rate of output• Low unit cost• Labor specialization• Specialized equipment• Low material-handling cost• High utilization of labor and
equipment• Routing and scheduling
designed initially• Accounting, purchasing, and
inventory control fairly routine
Disadvantages• Dull, repetitive jobs• Unskilled workers• Fairly inflexible• Susceptible to
shutdowns• PM, quick repairs, and
spare equipment parts• Incentive plan
impractical
Management 3620 Chapter 6 Process Selection and Facility Layout 6-26
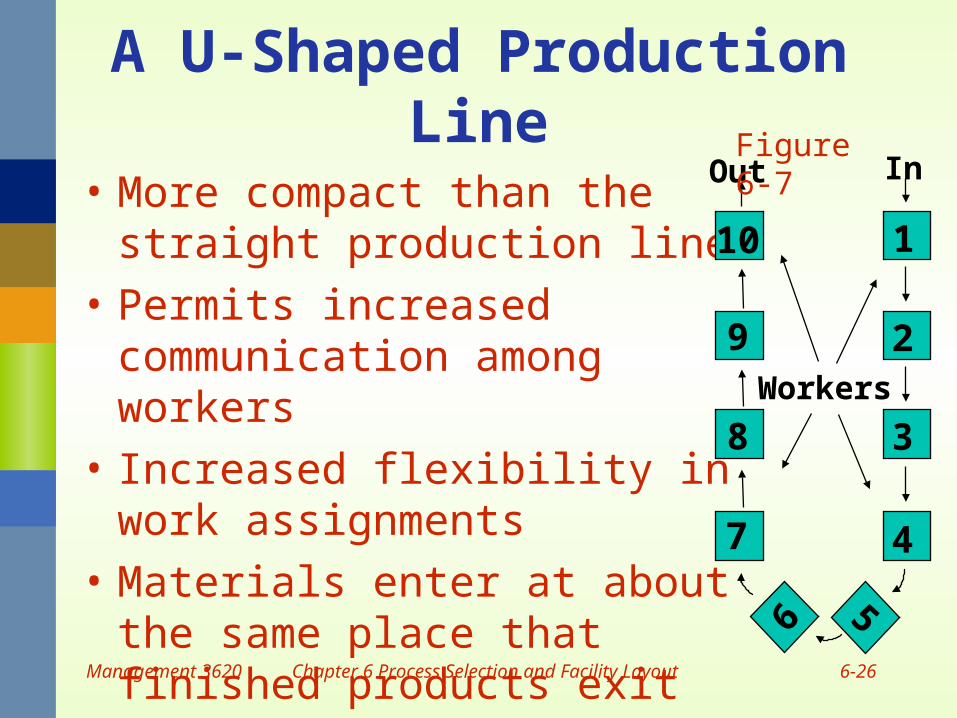
A U-Shaped Production Line
• More compact than the straight production line
• Permits increased communication among workers
• Increased flexibility in work assignments
• Materials enter at about the same place that finished products exit
1
2
3
4
56
7
8
9
10
InOut
Workers
Figure 6-7
Management 3620 Chapter 6 Process Selection and Facility Layout 6-27
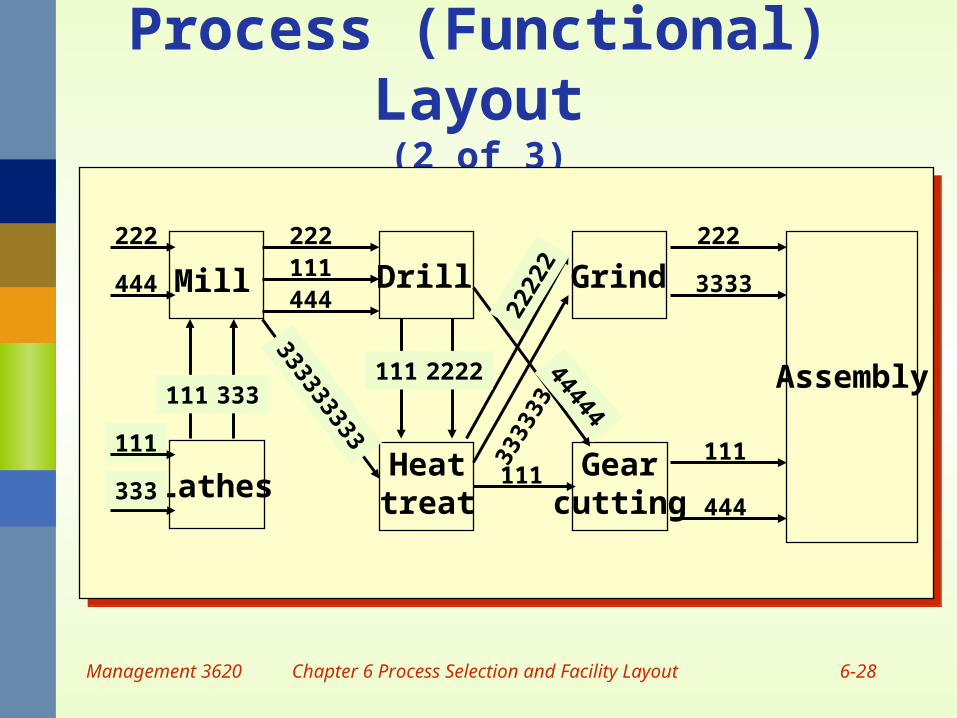
Process Layout (1 of 3)
• Layout that can handle varied processing requirements– each product/service may require a
different sequence of operations (routing)
– wide variety of products/services in small volumes
• Work areas are arranged according to the processes being performed, i.e., like processes are located together
Management 3620 Chapter 6 Process Selection and Facility Layout 6-28
Process (Functional) Layout(2 of 3)
Gearcutting
Mill Drill
Lathes
Grind
Heattreat
Assembly
111
111
1111111
111111
444444
444
44444
333
333
3333
333333333
3333
33
222 222
2222
222
2222
2
Management 3620 Chapter 6 Process Selection and Facility Layout 6-29
Process Layouts (3 of 3)
Advantages• Handles a variety of
processing requirements• Not vulnerable to
equipment failure• General-purpose
equipment• Individual incentive
systems possible
Disadvantages• In-process inventory can be
high• Routing and scheduling
challenging• Equipment utilization low• Material-handling cost high• High supervision costs• High unit cost • Accounting, purchasing, and
inventory control challenging
Management 3620 Chapter 6 Process Selection and Facility Layout 6-30
Fixed-Position Layout
• Layout in which the product or project remains stationary, and workers, materials, and equipment are moved as needed
• Used in large construction projects
• Scheduling of resources is an issue in this type of layout

Management 3620 Chapter 6 Process Selection and Facility Layout 6-31
Combination Layout
• Most real-world layouts are some combination or variation of product and process layouts
• The mix that makes up the combination is determined by the needs of the customer

Management 3620 Chapter 6 Process Selection and Facility Layout 6-32
Cellular Layout (1 of 2)
• Layout in which processes are grouped into a cell that can process items that have similar processing requirements
• A hybrid between a process and product layouts
• Group technology identifies a family of items that have similar processing requirements
Management 3620 Chapter 6 Process Selection and Facility Layout 6-33
Cellular Layout (2 of 2)
• The processes shared by the members of a family form a small product layout
• Volume of the entire family justifies the dedication of resources
• Requires a high level of training and flexibility on the part of the employees
Management 3620 Chapter 6 Process Selection and Facility Layout 6-34
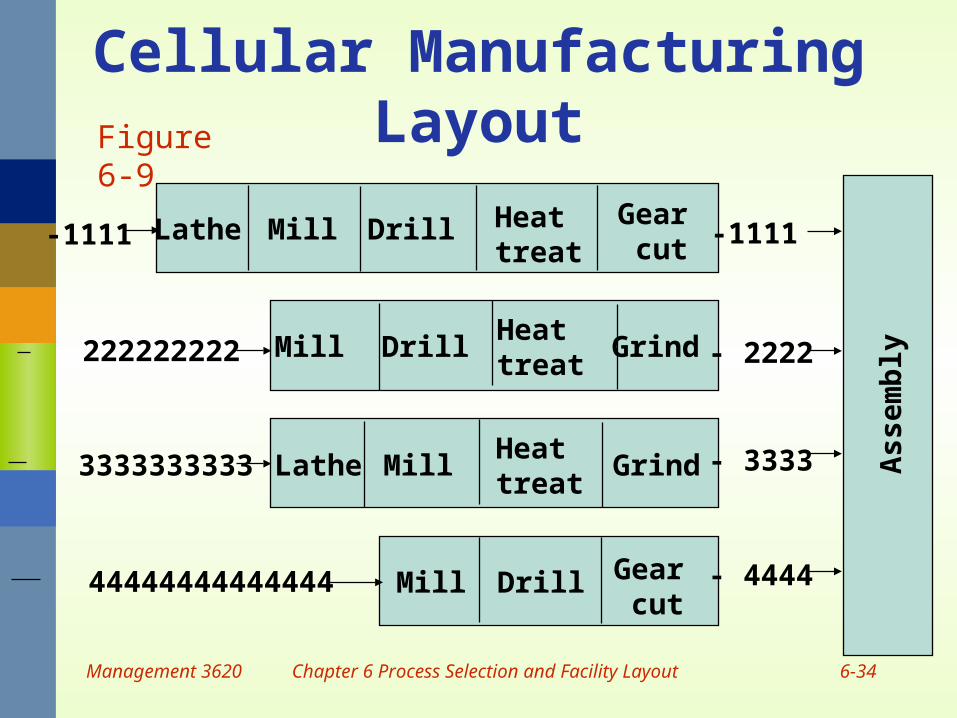
Cellular Manufacturing Layout
-1111 -1111
222222222 - 2222
Ass
emb
ly
3333333333 - 3333
44444444444444 - 4444
Lathe
Lathe
Mill
Mill
Mill
Mill
Drill
Drill
Drill
Heat treat
Heat treat
Heat treat
Gear cut
Gear cut
Grind
Grind
Figure 6-9

Management 3620 Chapter 6 Process Selection and Facility Layout 6-35
Cellular Layouts —Some Advantages
• Reduced work-in-process inventory
• Less floor space required
• Reduced raw material and finished goods inventories required
• Reduced direct labor costs
• Heightened sense of employee participation
• Increased utilization of equipment machinery
• Reduced investment in machinery and equipment
Management 3620 Chapter 6 Process Selection and Facility Layout 6-36
Service Layouts• Warehouse and storage layouts
– frequency of order an important factor– number and width of aisles– height of storage racks– material-handling methods
• Retail layouts– an objective is to maximize profitability per
square foot of shelf space– traffic patterns, traffic flow and product
placement are important factors
• Office layouts

Management 3620 Chapter 6 Process Selection and Facility Layout 6-37
Information Needed toDesign a Good Layout (1 of 2)
• An understanding of capacity of the area and the space and other requirements for processes
• Identification of the cost of moving materials between the various work areas
• Selection of appropriate material handling equipment
Management 3620 Chapter 6 Process Selection and Facility Layout 6-38
Information Needed toDesign a Good Layout (2 of 2)
• Identification and understanding of the requirements for information flow to support the flow of work
• Decisions regarding environment and aesthetics
Management 3620 Chapter 6 Process Selection and Facility Layout 6-39
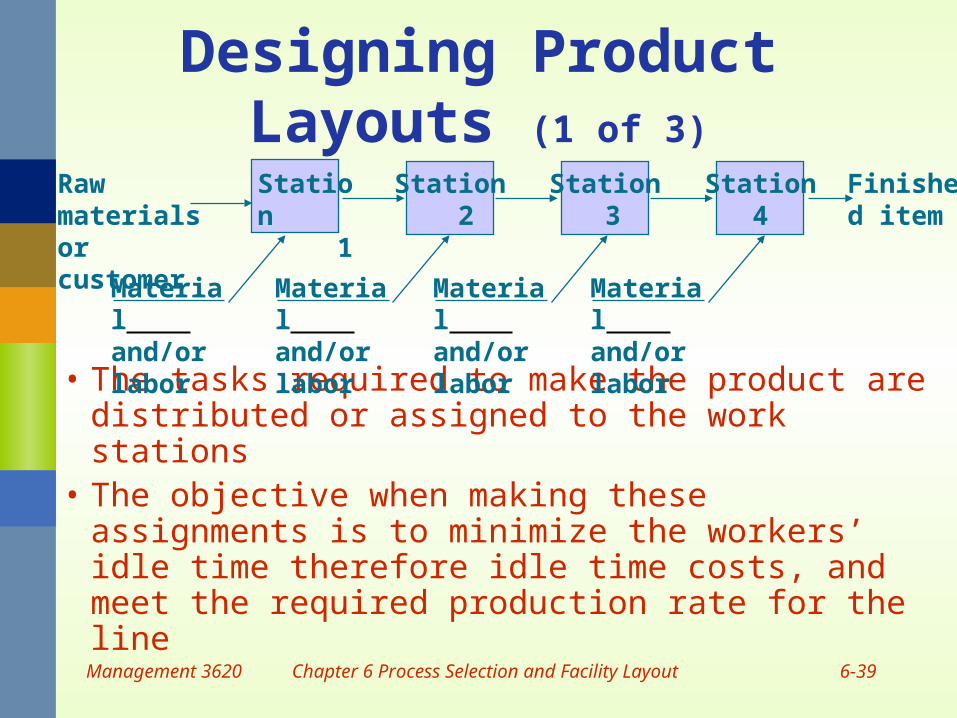
Designing Product Layouts (1 of 3)
• The tasks required to make the product are distributed or assigned to the work stations
• The objective when making these assignments is to minimize the workers’ idle time therefore idle time costs, and meet the required production rate for the line
Raw materialsor customer
Finished item
Station 2
Station 3
Station 4
Material and/or labor
Station 1
Material and/or labor
Material and/or labor
Material and/or labor
Management 3620 Chapter 6 Process Selection and Facility Layout 6-40
Designing Product Layouts (2 of 3)
• Ideally, each work station would be assigned the same amount of work (time), i.e., the required work would be balanced among the work stations– all workers would complete their
assigned tasks at the same time (assuming they start their work simultaneously)
– this would result in no idle time
Management 3620 Chapter 6 Process Selection and Facility Layout 6-41
Designing Product Layouts (3 of 3)
• Unfortunately there are conditions that can prevent the achievement of a perfectly balanced line– The estimated times for tasks
– The precedence relationships for the tasks
– The combinatoric nature of the problem
Management 3620 Chapter 6 Process Selection and Facility Layout 6-42
Inputs Needed To Design a Product Layout (1 of 2)
• The production rate required from the product layout or the cycle time.– The cycle time is the reciprocal of the
production rate and visa versa
• All of the tasks required to make the product– It is assumed that these tasks can not
be divided further
Management 3620 Chapter 6 Process Selection and Facility Layout 6-43
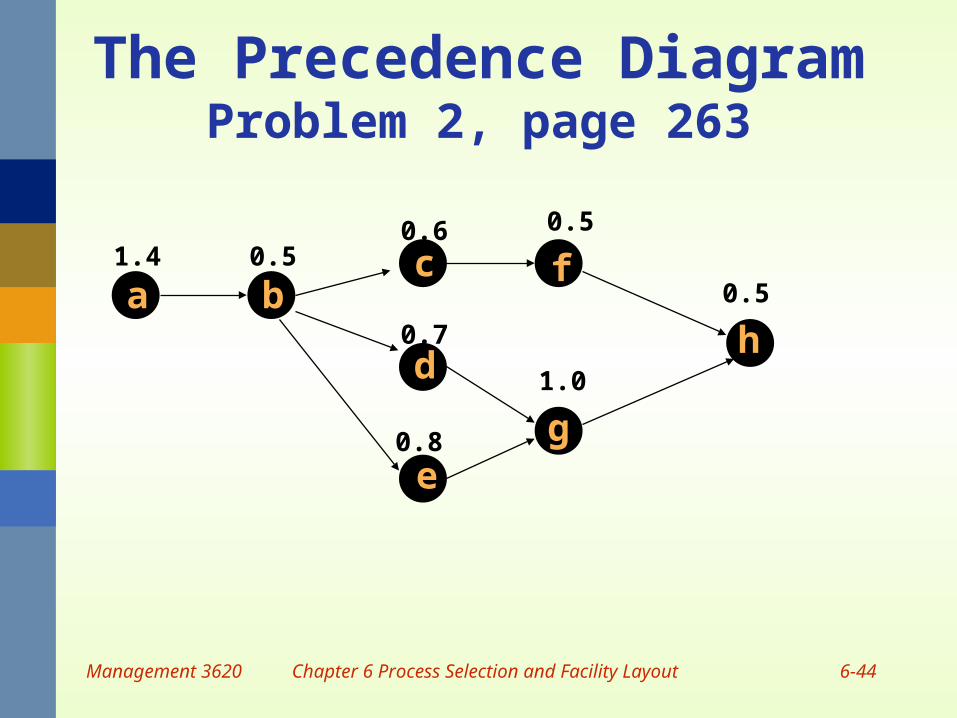
Inputs Needed To Design a Product Layout (2 of 2)
• The estimated time to do each task
• The precedence relationships between the tasks– determined by the technical constraints
imposed by the product design
– displayed as a network known as a precedence diagram
Management 3620 Chapter 6 Process Selection and Facility Layout 6-44
1.4
a0.5
b
0.8
e
0.5
h
c
d
f
g
0.6 0.5
0.7
1.0
The Precedence DiagramProblem 2, page 263
Management 3620 Chapter 6 Process Selection and Facility Layout 6-45
Line Balancing Procedure
If not provided, find the cycle time. Remember the cycle time is the reciprocal of the production rate. The cycle time is expressed in the same time units as the estimated task times
Management 3620 Chapter 6 Process Selection and Facility Layout 6-46
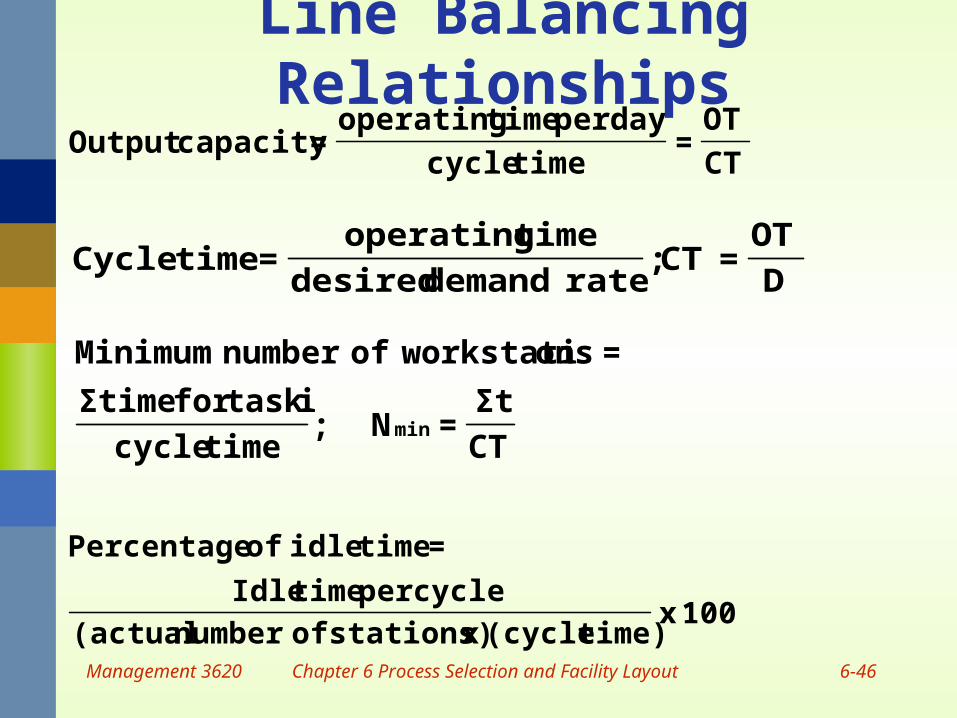
D
OT=CT;
rate demand desired
time operating=time Cycle
CT
tΣ=N ;
time cycle
i task for timeΣ
=ons workstatiof number Minimum
min
100 x time) (cycle x stations) of number (actual
cycle per time Idle
=time idle of Percentage
CT
OT=
time cycle
day per time operating=capacityOutput
Line Balancing Relationships
Management 3620 Chapter 6 Process Selection and Facility Layout 6-47
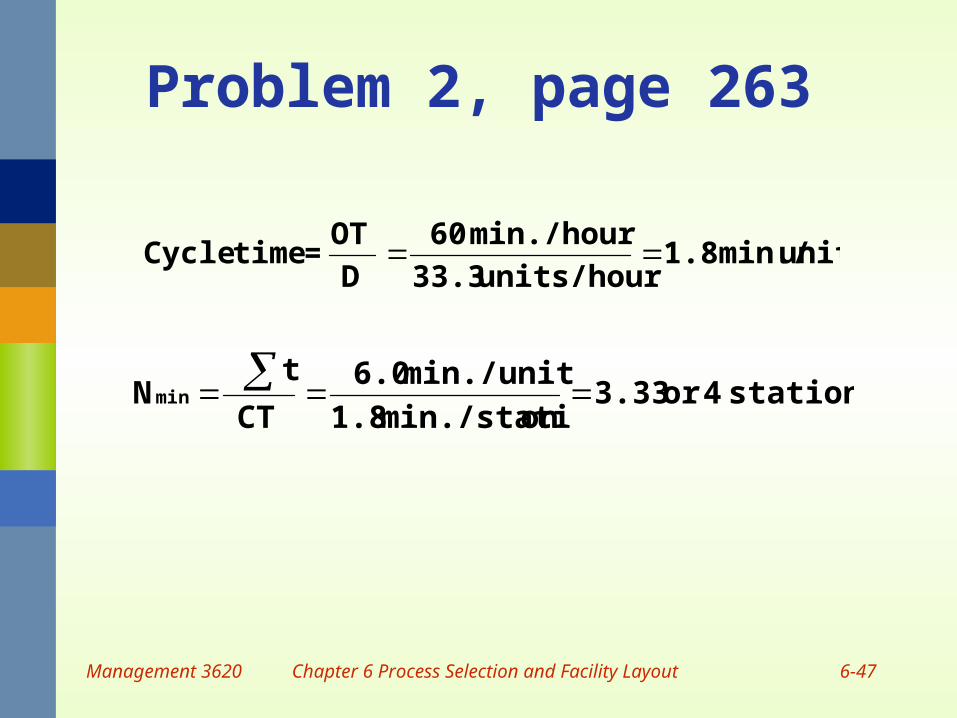
nitu1.8min./units/hour 33.3
min./hour 60
D
OT=time Cycle
stations 4 or 3.33onmin./stati 1.8
min./unit 6.0
CT
tNmin
Problem 2, page 263
Management 3620 Chapter 6 Process Selection and Facility Layout 6-48
Line Balancing Procedure Determine the selection heuristic (rule of
thumb) that may be used to help with the assignments
Examples of heuristic (intuitive) rules– Assign tasks in order of longest task time– Assign tasks in order of most following
tasks– Assign tasks in order of greatest positional
weight• Positional weight is the sum of each task’s time
and the times of all following tasks
Management 3620 Chapter 6 Process Selection and Facility Layout 6-49
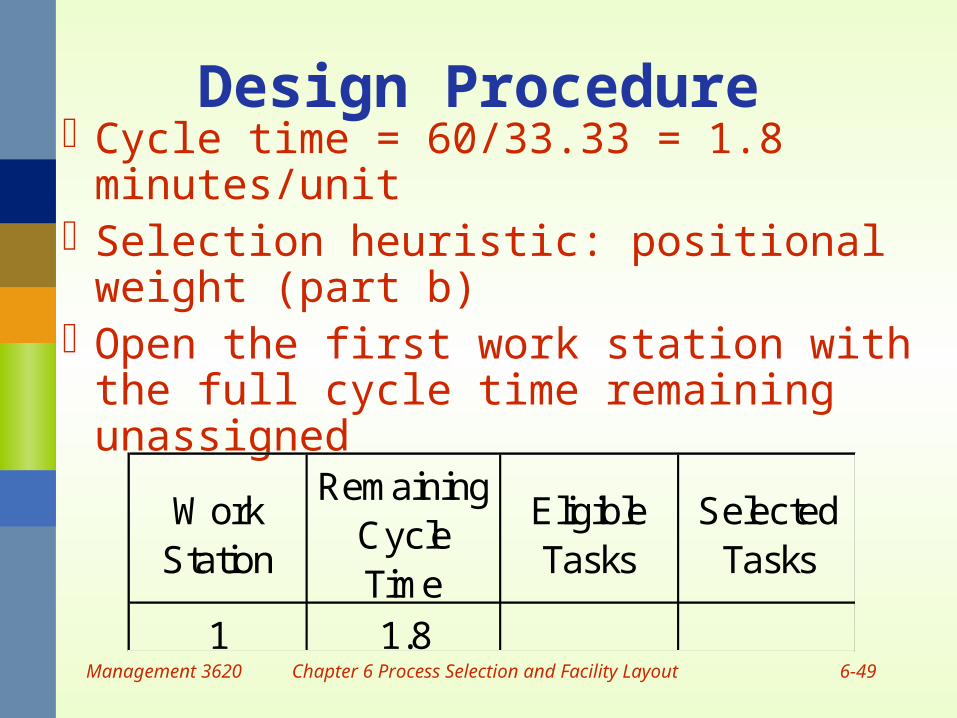
Cycle time = 60/33.33 = 1.8 minutes/unit
Selection heuristic: positional weight (part b)
Open the first work station with the full cycle time remaining unassigned
WorkStation
RemainingCycleTime
EligibleTasks
SelectedTasks
1 1.8
Design Procedure
Management 3620 Chapter 6 Process Selection and Facility Layout 6-50
1.4
a0.5
b
0.8
e
0.5
h
c
d
f
g
0.6 0.5
0.7
1.0
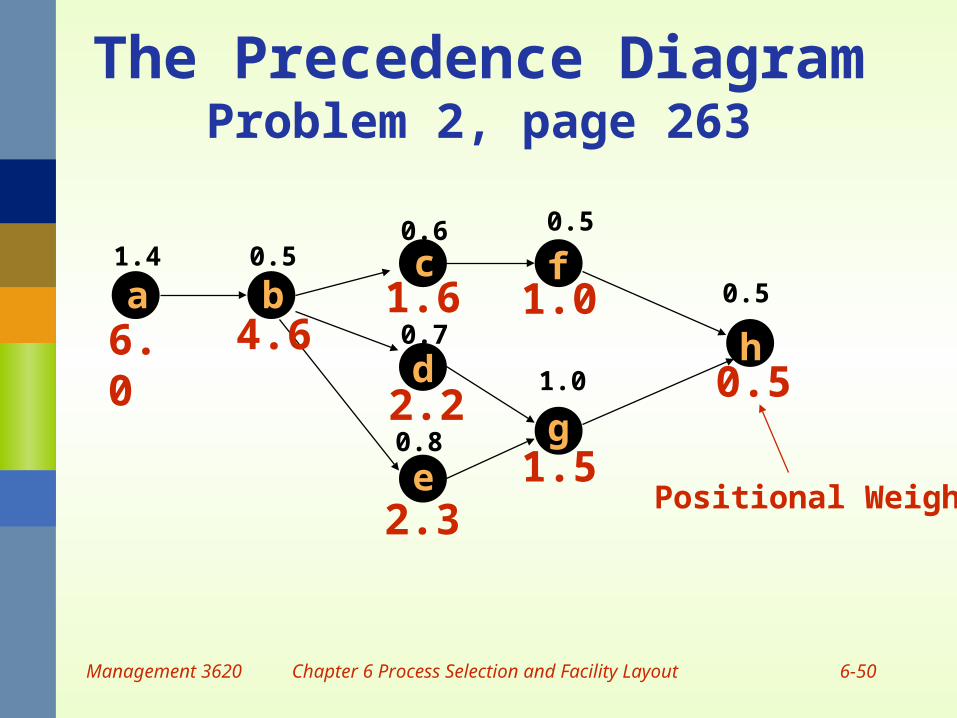
The Precedence DiagramProblem 2, page 263
1.0
1.52.3
2.2
1.64.66.0
0.5
Positional Weight
Management 3620 Chapter 6 Process Selection and Facility Layout 6-51
Line Balancing Procedure
Determine which unassigned tasks are eligible, i.e., can be assigned to this work station at this time
For a task to be eligible, two conditions must be met– All tasks that precede that task must
have already been assigned– The estimated task time must be
equal to or less than the remaining cycle time for that work station
Management 3620 Chapter 6 Process Selection and Facility Layout 6-52
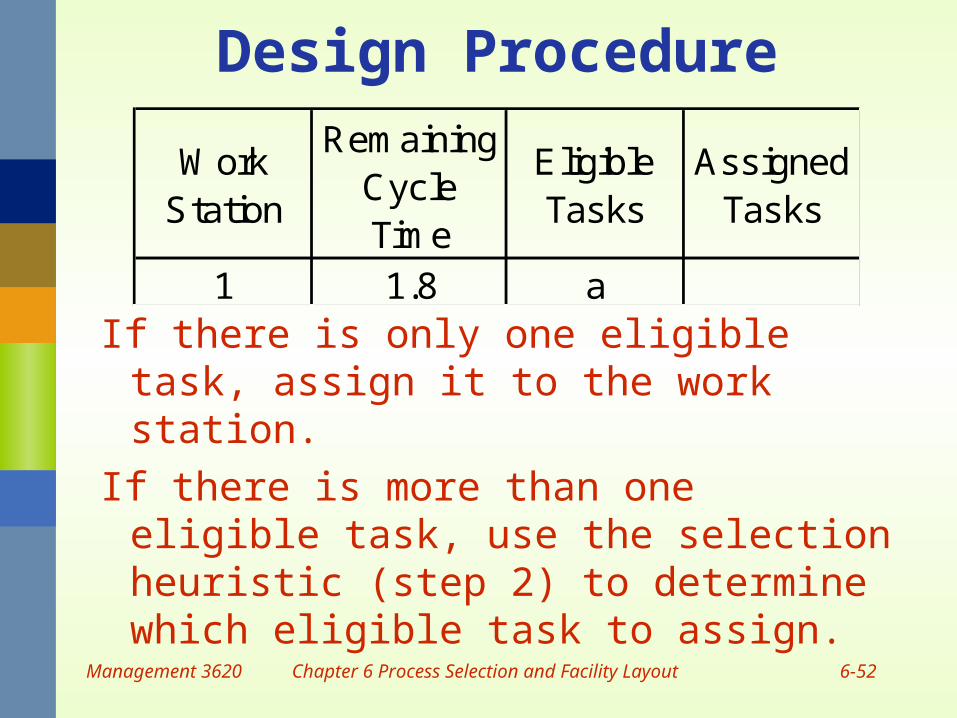
Design Procedure
If there is only one eligible task, assign it to the work station.
If there is more than one eligible task, use the selection heuristic (step 2) to determine which eligible task to assign.
WorkStation
RemainingCycleTime
EligibleTasks
AssignedTasks
1 1.8 a
Management 3620 Chapter 6 Process Selection and Facility Layout 6-53
WorkStation
RemainingCycleTime
EligibleTasks
AssignedTasks
1 1.8 a a1.8-1.4=.4
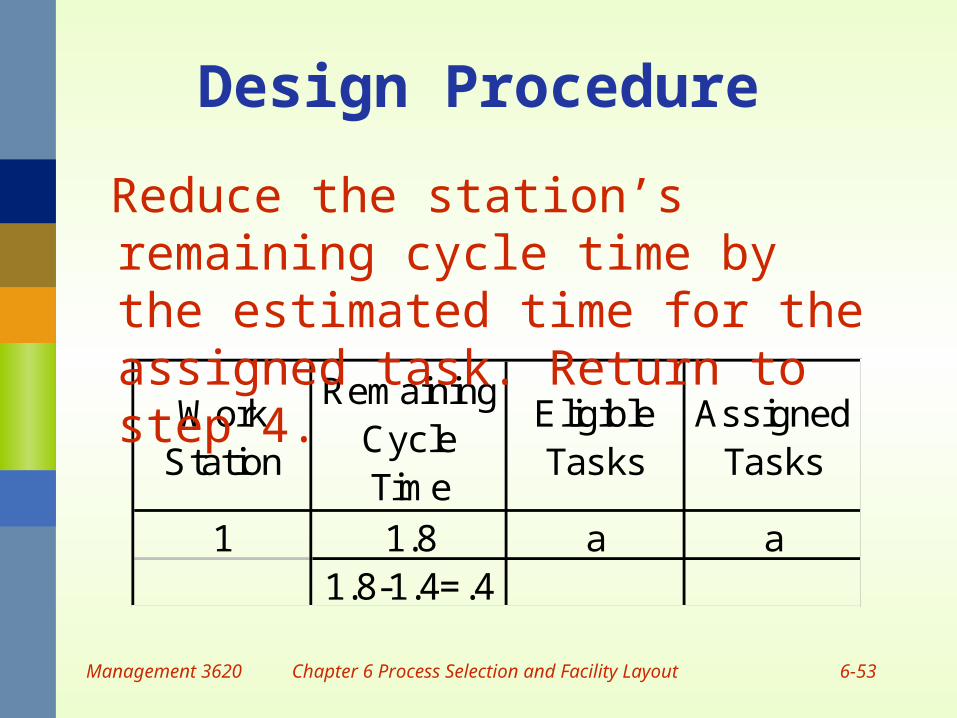
Design Procedure
Reduce the station’s remaining cycle time by the estimated time for the assigned task. Return to step 4.
Management 3620 Chapter 6 Process Selection and Facility Layout 6-54
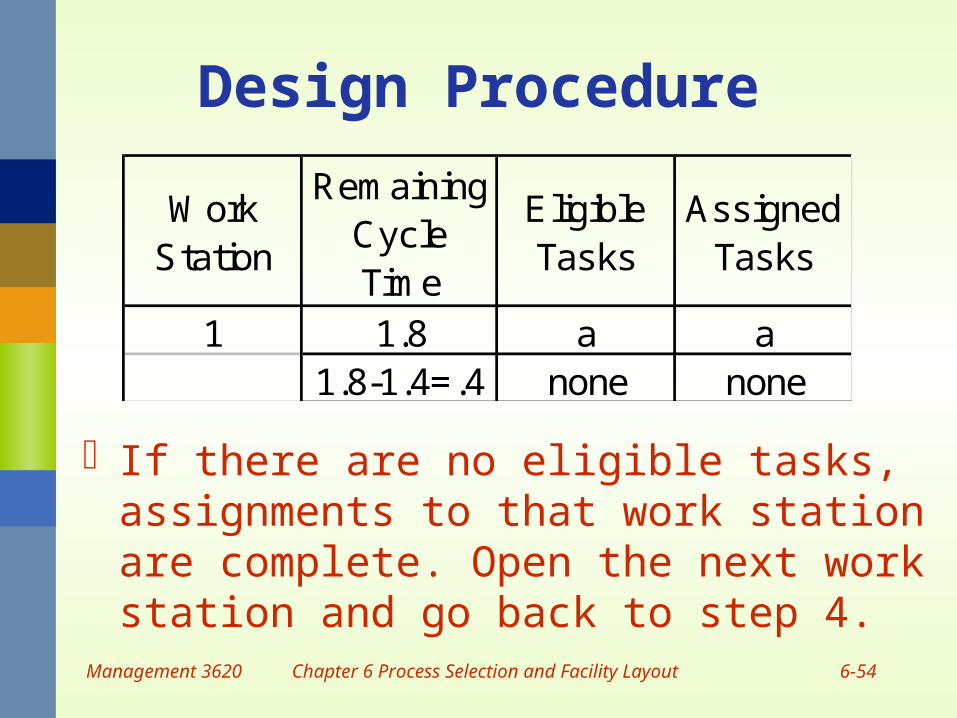
If there are no eligible tasks, assignments to that work station are complete. Open the next work station and go back to step 4.
WorkStation
RemainingCycleTime
EligibleTasks
AssignedTasks
1 1.8 a a1.8-1.4=.4 none none
Design Procedure
Management 3620 Chapter 6 Process Selection and Facility Layout 6-55
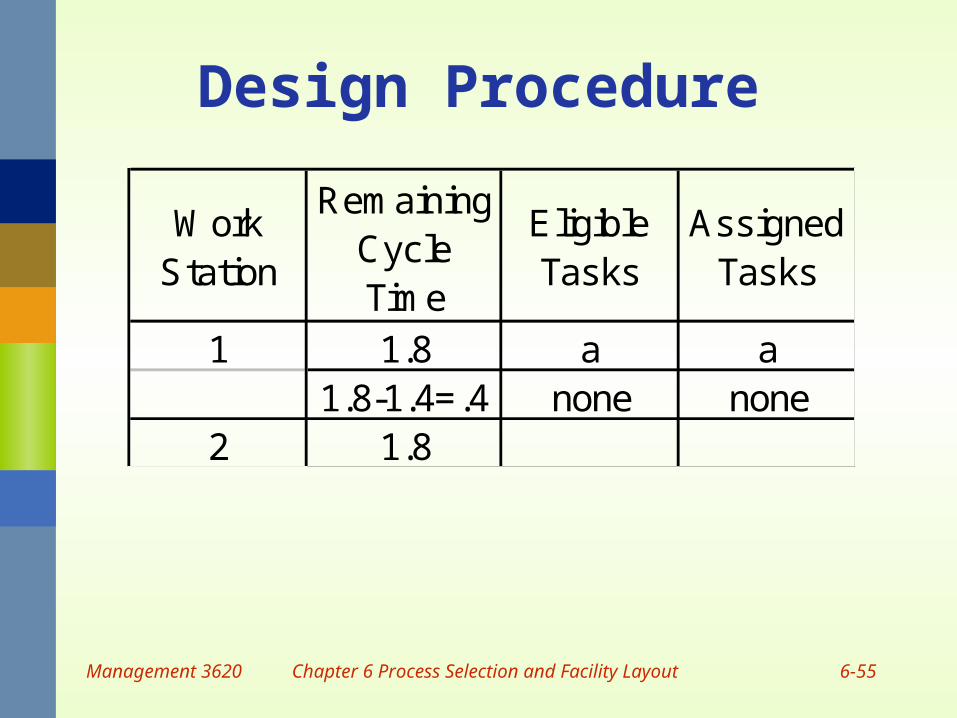
WorkStation
RemainingCycleTime
EligibleTasks
AssignedTasks
1 1.8 a a1.8-1.4=.4 none none
2 1.8
Design Procedure
Management 3620 Chapter 6 Process Selection and Facility Layout 6-56
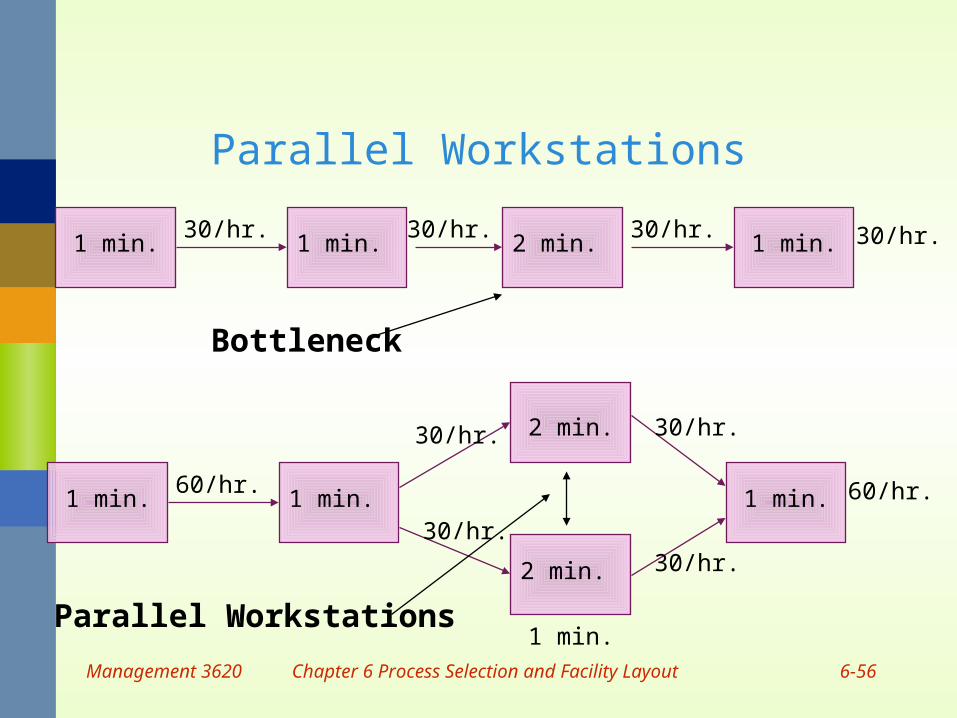
1 min.2 min.1 min.1 min. 30/hr. 30/hr. 30/hr. 30/hr.
1 min.
2 min.
1 min.1 min. 60/hr.
30/hr. 30/hr.
60/hr.
2 min.
30/hr.30/hr.
Parallel Workstations
Bottleneck
Parallel Workstations1 min.
Management 3620 Chapter 6 Process Selection and Facility Layout 6-57
Designing Process Layouts• Determine the relative positioning of the
departments or work centers• Arrangement can be influenced by
external factors• Typically when one department is
moved at least one other department will have to move
• This results in a combinatoric problem, i.e., a large number of possible arrangements
Management 3620 Chapter 6 Process Selection and Facility Layout 6-58
Measures of Effectiveness
• A major objective is to find an arrangement which minimizes material-handle cost, distance traveled, or time
• Other concerns include– cost of changing an existing layout– expected operating costs– amount of effective capacity created– ease of modifying the system
Management 3620 Chapter 6 Process Selection and Facility Layout 6-59
Information Requirements• Dimensions of departments;
dimension of building• Forecast of flows between each pair
of work centers• Distance between locations and
material-handling cost/unit of distance
• Financial resources• Special considerations
Management 3620 Chapter 6 Process Selection and Facility Layout 6-60
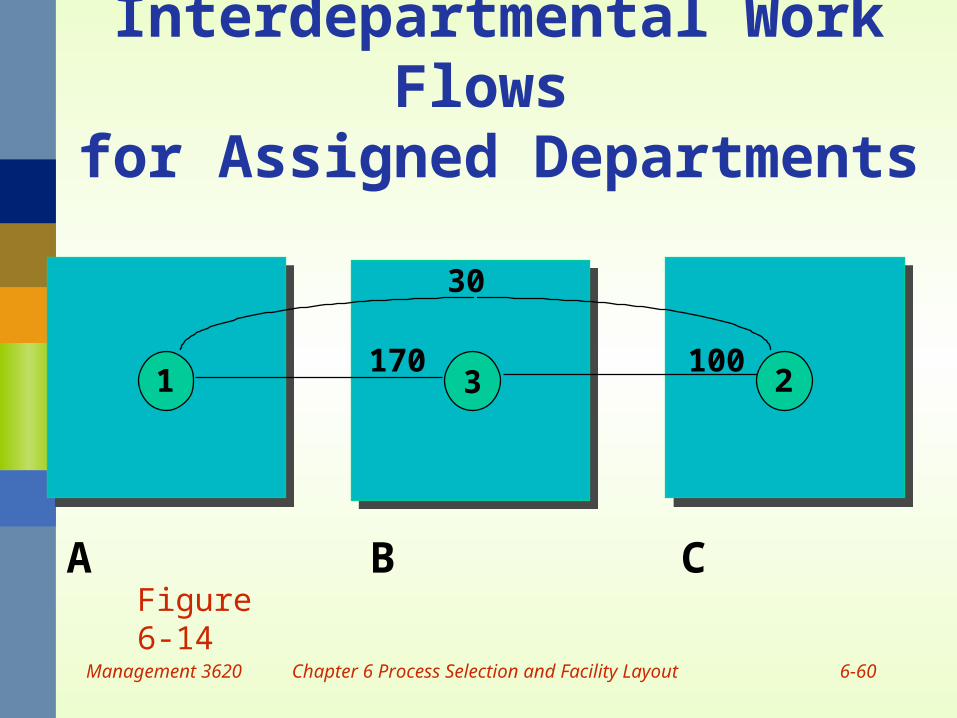
Interdepartmental Work Flows for Assigned Departments
1 3 2
30
170 100
A B CFigure 6-14
Management 3620 Chapter 6 Process Selection and Facility Layout 6-61
Alternative Approaches
• Closeness ratings– ranks the importance that each pair of
departments be close together
– rating can incorporate qualitative and quantitative information
– allows the consideration of areas not in the flow of “material”
• Computer analysis





























