Embed Size (px)
Citation preview

Characterisation of High Calcium Wood Ash for Use as a Constituent in
Wood Ash-Silica Fume Ternary Blended Cement
Cheah Chee Ban1, a and Mahyuddin Ramli1, b 1School of Housing, Building and Planning, Universiti Sains Malaysia, 11800 Penang, Malaysia
[email protected], [email protected]
Keywords: High calcium wood waste ash; ternary blended cement; mechanical strength; biomass ash; chemical properties; physical properties.
Abstract. The potential stabilization of high calcium wood waste ash (HCWWA) derived from the
wood biomass energy production for use as cementitious material using another industrial by-
product, silica fume, was investigated. Throughout the study, both HCWWA and DSF were
characterized in term of their respective chemical composition and mineralogical phases. Besides,
physical characteristics of HCWWA and DSF in terms of particle grading and specific surface area
were established in order to evaluate their suitability as for use as constituent material in blended
cement. Additionally, compressive strength properties of high strength mortar produced using
HCWWA and DSF blended cement were investigated. Results indicated that the use of HCWWA
as a partial cement replacement did not have significant adverse effect on the workability of fresh
mortar. The enhancement of the compressive of mortar was observed for mortar mixes containing
DSF and HCWWA levels of cement replacement up to 16%.
Introduction
Compilation of chemical composition analysis data of ashes derived from combustion of 28 variety
of woody biomass indicated a high mean calcium oxide composition (43.03%) with certain types of
woody biomass ash having calcium oxide content up to 83.46% of total mass of ash [1]. The
reported finding justifies that wood biomass ash may possibly contains high calcium carbonate
composition which can be suitably used as an accelerating agent for cement hydration. The
exposure of wood ash up to temperatures of 800-950ºC during the incineration of wood biomass
may result in partial decomposition of calcium carbonate composition which occurs at temperature
range of 615-775ºC, forming quicklime minerals. A study performed to investigate the interaction
between quicklime and high silica powder (fly ash) in quicklime-fly ash blended cement concluded
that the addition of quicklime in fly ash concrete resulted in a notable degree of acceleration of fly
ash hydration at any given curing duration. The feasibility of the use of material with high calcium
carbonate content such as limestone powder as filler and supplementary binder material has been
established in several earlier pieces of research [2-7]. However there are controversial opinions on
the effect of the presence of calcium carbonate in blended cement. Some researchers [2, 4, 8-10]
considered calcium carbonate rich limestone powder as inert filler which does not undergo any form
of chemical reaction with Portland cement constituent phases and hydration products. Meanwhile,
recent findings justify that calcium carbonate rich filler participate actively in the reaction with
C3AF and C3A phases of the Portland cement to form hemicarbonate, monocarbonate or a mixture
of both [11-13]. In addition, calcium carbonate was also found to accelerate hydration of C3S phase
of Portland cement [11, 14]. Isothermal calorimetry analysis performed on cement paste containing
finely ground calcium carbonate mineral verified that the hydration of C3S phase occurs at a higher
rate in the presence of calcium carbonate. It was then concluded that the presence of calcium
carbonate as supplementary binder in blended cement paste contributes towards modification of
AFm and AFt phases and produces calcium carbosilicate hydrate and calcium carboaluminate as
final hydration product which alters the strength development behaviour the blended cement paste
[15].
Advanced Materials Research Vol. 346 (2012) pp 3-11Online available since 2011/Sep/27 at www.scientific.net© (2012) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMR.346.3
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 132.174.255.116, University of Pittsburgh, Pittsburgh, USA-26/11/14,22:25:05)

These are indicative of the possibility of the reuse of high calcium wood waste ash as a
supplementary binder material in the production of binary or ternary blended cement for use as
binder in the production of concrete. The reuse of wood biomass ash as a supplementary binder
material contributes towards the reduction in cement consumption hence conservation of natural
resources. In addition, it also provides a means of ultimate disposal of wood biomass ash produced
from the biomass power station hence promoting sustainability of the energy source.
The main aim of this research was to study the feasibility of the incorporation of HCWWA in
combination with DSF as supplementary binder in ternary blended cementitious system with
superior or equivalent strength properties as compared to ordinary Portland Cement. Specifically,
the study was aimed in order to establish the chemical properties of HCWWA and DSF in terms of
their chemical compositions and mineralogical phases. Physical properties of HCWWA and DSF in
terms of particle grading and specific surface area were also determined. In addition, the
simultaneous influence of silica fume and finely ground high calcium wood waste ash (HCWWA)
on compressive strength properties of high strength mortars fabricated using HCWWA-DSF ternary
blended cement was investigated.
Materials
Portland Cement (PC). ASTM Type I Portland cement (PC) with median particle size of 3.9µm,
specific surface area of 1.0432m2/g and specific gravity of 3.02 were used in this study. Both
physical and chemical properties of cement used comply with specifications in ASTM Standard
C150 [16, 17]. The chemical composition of PC used is presented in Table 1.
High Calcium Wood Waste Ash (HCWWA). HCWWA is a by product acquired from a small
scale fully automatic boiler unit (commercially known as Bio-Turbomax boiler) used in rubber
wood timber product manufacturing industry. The wood biomasses used as fuel in the boiler were
derived from local rubber wood species dominantly Hevea Brasiliensis. The wood biomasses were
incinerated under self sustained burning condition within an atmosphere with turbulence air flow
supplied by an in-built air pump unit. Temperature of incineration was maintained within the range
of 800±10ºC. Raw ash obtained from the boiler unit were sieved through laboratory sieve with
opening size of 150µm to remove large agglomerated ash particles and unburned carbonaceous
materials. Ash passing the 150µm sieve was then grinded in a ring mill to fineness whereby mean
particle diameter (d50) of the material reaches 8.39 µm. The chemical compositions of HCWA are
presented in Table 1.
Densified Silica Fume (DSF). Silica fume used in this study was collected from local ferrosilicon
industry and had undergone densification process for increment of its bulk density. Densification of
raw silica fume was carried out by air flotation method within the storage silo for a total duration of
24 hours. At the end of the densification process, particle agglomerates with size ranging between
10 µm and 1000 µm were formed. Results obtained from laser particle diffraction analysis indicated
that DSF used in the study had median particle size of 28.21µm and specific surface area of 0.2170
m2/g. Specific gravity of DSF was determined to be 2.28. The chemical composition of DSF used is
summarised in Table 1.
4 Sustainable Construction Materials and Computer Engineering

Table 1 Chemical compositions and physical properties of Portland cement, HCCWA and DSF.
Chemical % by total mass
Compound Portland High Calcium Carbonate Densified
Cement (PC) Wood Ash (HCCWA) Silica Fume (DSF)
MgO 1.500 8.700 4.600
Al2O3 3.600 1.300 0.270
SiO2 16.000 2.700 84.000
P2O5 0.057 2.700 0.050
SO3 3.100 2.800 0.440
Cl n/d 0.100 2.400
K2O 0.340 12.000 2.700
CaO 72.000 61.000 0.660
TiO2 0.170 0.110 0.085
MnO 0.028 0.860 n/d*
Fe2O3 2.900 1.300 0.540
NiO n/d trace n/d
ZnO trace 0.100 0.100
SrO 0.035 0.220 n/d
ZrO2 0.018 n/d n/d
PbO 0.012 trace 0.011
CuO n/d 0.014 trace
Rb2O trace 0.052 0.015
C n/d 6.700 n/d
Na2O n/d n/d 4.200
Specific Surface
Area (m2/g) 1.0432 0.611 0.217
Loss on ignition
(%) 2.53 18.00 4.03
Median particle
diameter,d50 (µm) 6.14 8.39 28.21 *n/d indicates that the given compound was not detected in the sample
Aggregates. Fine aggregate used was locally sourced quartzitic natural river sand in uncrushed
form with a specific gravity of 2.83 and maximum aggregate size of 5mm. Fine aggregates were
graded in accordance to BS812: Part 102 [18] and the grading of fine aggregates used remained
compliant with the overall grading limits of BS 882 [19] as shown in Fig. 1.
Fig. 1. Grading of fine aggregates.
Superplasticizer and Mixing Water. An aqueous solution of polycarboxylic ether by the
commercial designation of Glenium Ace 388 was used as a superplasticizer in this study. Potable
water from a local water supply network was used to mix water for all mortar mixes produced.
Advanced Materials Research Vol. 346 5

Methods
Characterisation of Binder Materials. Chemical compositions of HCWWA, DSF and PC were
determined by X-Ray Fluorescence analytical methods using an X-ray spectrometer. Mineral phases
of oxide compounds detected by X-Ray Fluorescence analysis were identified by X-Ray diffraction
methods. Loss on ignition (LOI) of the materials was determined in accordance to procedures in
ASTM Standard C311 [20]. Particle size distribution, median particle size diameter (d50) and
specific surface area of the powders were determined using a laser particle size analyzer. Specific
gravity values of the samples were determined using Le Chatelier Flask and procedures prescribed
in ASTM Standard C188 [21].
Mixture Proportioning. The binder: sand and water/binder ratios were maintained constant at
1:2.25 and 0.32 respectively for all mortar mixtures cast. The Portland cement binder was partially
replaced using HCWWA at substitution levels of 0, 4, 6, 8, 10, 12, 16 and 20 % by total binder’s
weight. DSF was used as partial cement replacement material at a constant replacement level of
7.5% for all mixes containing HCWWA. Superplasticizer was dosed at appropriate dosages to
maintain the desired mortar slump of 70±20mm, as prescribed in BS EN 206: Part 1 [22] as S2
(medium workability) slump range. The flow of mortar mixes was maintained within the range of
26±5% to ensure adequate workability of the mix. The mix design of the control mortar mix (C)
was performed using absolute volume method prescribed in the design code ACI 211.1 [23] to
achieve a compressive strength of 45MPa at the age of 28days. The composition of mortar mixes
are summarised in Table 2.
Table 2 Proportion of constituent materials and rheological properties of mortar mixes.
Batch Cement DSF HCWWA Sand Water SP Mortar Slump Bulk
Designation (kg/m3) (kg/m
3) (kg/m
3) (kg/m
3) (kg/m
3) Dosage Flow (mm) Density
(%) (%)
(kg/m3)
C 708 53 0 1593 227 0.40 26.70 50 2246
W4 627 53 28 1593 227 1.10 26.40 50 2200
W6 613 53 42 1593 227 1.30 26.60 65 2204
W8 598 53 57 1593 227 1.40 26.90 85 2214
W10 584 53 71 1593 227 1.50 30.90 50 2217
W12 570 53 85 1593 227 1.70 22.50 50 2193
W16 542 53 113 1593 227 1.70 38.20 90 2246
W20 513 53 142 1593 227 1.80 26.70 60 2220
Mortar Mixing and Curing. Each batch of mortar was produced using an epicyclic type
mechanical mixer. Dry hydraulic binder of mortar namely HCWWA, DSF and Portland cement
were initially dry mixed at a low mixing speed for a duration of 3 minutes prior to the addition of
other constituent materials. Further mixing sequence and durations were performed in accordance to
standard procedures prescribed in ASTM Standard C305 [24].
Measurement of Rheological Properties. An ASTM Flow test was performed on fresh mortar
mixtures using flow table in accordance to standard procedures described in ASTM Standard C109
[25]. A slump value of fresh mix was determined in accordance to procedures prescribed in BS
1881: Part 102 [26]. Fresh mortar flow and slump values obtained are presented in Table 2.
Determination of Compressive Strength and Bulk Density Tests. Mortar cube specimens with
edge dimensions of 50 mm were moulded, cured and tested in accordance to procedures described
in ASTM Standard C109 [25] for the determination of compressive strength. All mortar specimens
fabricated were water cured for durations of 3, 7 and 28 days prior to test. Bulk densities of
hardened mortar mixtures were determined in accordance to methods in BS 1881: Part 114 [27].
6 Sustainable Construction Materials and Computer Engineering

Results and Discussion
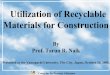
Physical Properties of HCWWA and DSF. Particle grading curves of HCWWA, DSF and PC are
presented in Fig.2. Median particle sizes of ground HCWWA were found to be 8.39µm with a
corresponding specific surface area of 611.0m2/kg as compared to the PC sample which has a
median particle size of 6.14µm and a specific surface area of 1123.3m2/kg. In addition, the particle
size distribution curve indicates close resemblance of particle size distribution between HCWWA
and PC within the range of 10 to 150µm. However, for particles with sizes ranging between 0 to
10µm, HCWWA particles were generally coarser as compared to PC particles. Specific gravity of
ground HCWWA particles was determined as 2.52. Meanwhile, median particle diameter and
specific surface area of DSF were determined to be 28.21µm and 217m2/kg, respectively. The
particle grading of DSF particles is significantly coarser as compared to both HCWWA and PC
particles. The observation is consistent with findings of other researchers [28]. The specific gravity
of DSF particles was determined to be 2.28.
Fig. 2. Particle size distribution curve
Chemical Composition. The results of X-ray fluorescence analysis on HCWWA, DSF and PC are
presented in Table 1. From the test results, it can be observed that the major oxide compounds
present in HCWWA are CaO, MgO and K2O. A large composition of CaO of the ash indicates that
the ash could be hydraulically reactive [29]. Loss on ignition of HCWWA was found to be 18%.
The significant loss on the ignition of HCWWA is probably due to the partial thermal
decomposition of calcium carbonate phases into calcium oxide followed by the release of carbon
dioxide at the test temperature of 750ºC [30]. The results of X-ray fluorescence analysis on DSF
indicated that the dominant oxide compound present in DSF is silica which constitutes 84% by total
mass of the material. The other oxide compounds are as indicated in Table 1. The sum of
composition of essential pozzolanic oxide namely SiO2, Al2O3 and Fe2O3 of DSF was found to be
84.81%. Loss on ignition of DSF was found to be 4.96 % which is in compliance with the upper
limit prescribed in ASTM Standards C1240 [31].
X-Ray Diffraction Analysis and Mineralogical Phases. The X-Ray diffraction pattern of
HCWWA is shown in Fig. 3. The X-Ray diffraction pattern obtained indicated that the major
chemical phases of the HCWWA were Calcium Carbonate (CaCO3) and Portlandite (Ca(OH)2). The
presence of these chemical phases is in close agreement with the result of X-Ray Fluorescence
analysis, Table 1, which indicates presence of significant quantities of CaO (61%) in HCWWA.
Calcium carbonate minerals, when used as supplementary binder in parallel with Portland cement,
may act to accelerate the hydration rate of the C3S mineralogical phase of Portland cement [11, 32].
The mechanism is beneficial for rapid strength gain of the cementitious mix containing HCWWA at
the early stages of hydration. In addition, HCWWA which is rich in Portlandite minerals can be
suitably used in combination with silica rich powder material such as silica fume as an early dosage
of Portlandite to accelerate formation of C-S-H gel by pozzolanic reaction. The X-Ray diffraction
0
10
20
30
40
50
60
70
80
90
100
0.1 1 10 100 1000
Cu
mu
lati
ve
pa
ssin
g (
%)
Particle size (µm)
Cement
HCCWWA
DSF
Advanced Materials Research Vol. 346 7

pattern of DSF is presented in Fig.4. The broad diffused band between 12º and 40º on 2θ scale of
the XRD pattern of DSF is an indication that the silica minerals were glassy and amorphous in
nature [33, 34]. Silicate minerals in a glassy or amorphous state are highly reactive with Portlandite
produced from the hydration of cement to form additional calcium silicate hydrate (CSH) gel which
is the main strength contributor of cementitious mix.
Fig 3. XRD patterns of HCWWA
Fig. 4. XRD patterns of DSF
Superplasticizer Requirement and Workability of Fresh Mortar. The flow and slump values of
fresh mortar produced along with their respective required dosage of superplasticizer to achieve
slump range of 70±20mm are presented in Table 2. A significant rise of the required dosage of
superplasticizer from 0.4% to 1.1% was recorded upon the incorporation of DSF and HCWWA as a
supplementary binder at 7.5% and 4% respectively. The results also indicated that as the content of
HCWWA was increased from 4% to 12%, the required dosage of superplasticizer to maintain a
constant level of workability was increased gradually from 1.1% up to 1.7%. When HCWWA
content was increased beyond 12% up to 20% by total binder mass, no significant increase in
dosage of superplasticizer was required to maintain a constant level of workability was observed.
Generally, with the combined inclusion of DSF and HCWWA as a supplementary binder material,
the slump and flow of mortar mixes could be maintained at a given level with minor adjustments in
the dosage of superplasticizer incorporated into the mix.
Bulk Density and Compressive Strength of Hardened Mortar. Bulk densities of hardened
mortar are presented in Table 2. Generally, it was observed that the inclusion of HCWWA as a
supplementary binder in mortar had resulted in the marginal reduction of bulk density of mortar
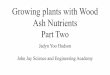
mixes produced with reference to the control mortar mix. The compressive strength development of
the hardened mortars containing various level of cement replacement by HCWWA is presented in
8 Sustainable Construction Materials and Computer Engineering

Fig. 5. At the age of 3 days, compressive strength of mortar W4, W6 and W8 was found to be
marginally lower in comparison to the control mortar (C). The trend observed is probably attributed
to the dominating effect of dilution in the cement content of mixes containing HCWWA and DSF.
At the same age, mortar mixes W10, W16 and W20 were found to have higher compressive
strength as compared to the control mortar. The presence of higher content of HCWWA resulted in
a corresponding higher dosage of calcium carbonate within the mixes. Hence, the effect of the
accelerated hydration of the C3S phase by way of the calcium carbonate mineral became the
dominant factor against the dilution of cement content. The compressive strengths of all HCWWA
mortar mixes were found to be higher as compared to the control mortar by the age of 7 days as
indicated in Fig. 5. The higher rate of strength gain of the HCWWA mortar as compared to the
control mortar between the age of 3 days and 7 days was mainly attributed to the combined effect of
early pozzolanic reaction and acceleration of hydration of C3S in the presence of calcium carbonate
mineral [11]. The Portlandite mineral which is present in HCWWA could initiate the pozzolanic
reaction with the amorphous silica content of DSF at an early age of hydration hence contributing to
the higher yield of calcium silicate hydrate (C-S-H) crystals and corresponding higher rate of early
strength development. At 28days, the compressive strength of the control mortar (C), W4, W6, W8,
W10, W12, W16 and W20 was found to be 49.5, 49.6, 52.9, 54.1, 50.3, 50.8, 51.8 and 48.1MPa,
respectively. The compressive strengths of mortars containing various levels of cement replacement
using HCWWA and constant DSF content of 7.5% was found to exceed the target design
compressive strength of 45MPa. The mortar mixes could be classified as high strength mortar by
definition of ASTM Standard C387 [35] The optimum content of HCWWA ensures the best
compressive strength performance of the mortar mix produced with 8% by total weight of binder as
shown in Fig.5.
Fig. 5. Compressive strength development of HCCWA mortars
Conclusions
As referred to the results acquired throughout the laboratory investigation, the following
conclusions can be derived:
1. HCWWA has fine particle distribution, high calcium carbonate and high free lime content,
which can be suitably used for accelerating the hydration rate of the C3S mineral phase of
Portland cement and is potentially reactive with amorphous silica mineral to form secondary
calcium silicate hydrate.
2. Densified silica fume which is rich in amorphous silica content can be used to stabilize
HCWWA which is rich in quicklime content as a supplementary binder material in concrete or
mortar.
3. The presence of HCWWA in the mortar mix at replacement levels beyond 10% contributed
towards the enhancement rate of compressive strength gain at early stages of curing.
0
10
20
30
40
50
60
0 4 6 8 10 12 16 20
Co
mp
ress
ive
Str
eng
th
(MP
a)
% Wood ash of Total Binder Weight
3 Days
7 Days
28 days
Advanced Materials Research Vol. 346 9

4. The optimum level of cement replacement with HCWWA to optimize the 28-day compressive
strength performance is 8% by total weight of binder.
5. HCWWA can be used in conjunction with DSF and ordinary Portland cement to produce ternary
blended cement which has superior or equivalent compressive strength properties as pure
ordinary Portland cement.
Acknowledgement
The research study was jointly funded by Universiti Sains Malaysia Fellowship Programme and
Universiti Sains Malaysia Research University Postgraduate Research Grant Scheme (USM-RU-
PRGS).
References
[1] S.V. Vassilev, D. Baxter, L.K. Andersen and C.G. Vassileva:Fuel Vol. 89 (2010), p. 913-933.
[2] Y. Benachour, C.A. Davy, F. Skoczylas and H. Houari: Cem and Concr Res Vol. 38 (2008), p.
727-736.
[3] D.P. Bentz: Cem and Concr Composites Vol. 28 (2006), p. 124-129.
[4] V. Bonavetti, H. Donza, G. Menendez, O. Cabrera and E.F. Irassar: Cem and Concr Res Vol.33
(2003), p. 865-871.
[5] H.H.M. Darweesh: Ceram International Vol. 30 (2004), p. 145-150.
[6] H.H.M. Darweesh: Indian J Eng Mater Sci Vol. 7 (2000), p. 94-99.
[7] J. Dweck, P.M. Buchler, A.C.V. Coelho and F.K. Cartledge: Thermochimica Acta Vol. 346
(2000), p. 105-113.
[8] I. Soroka and N. Setter: Cem and Concr Res Vol. 7 (1977), p. 449-456.
[9] I. Soroka and N. Stern: Cem and Concr Res Vol. 6 (1976), p. 367-376.
[10] H. El-Didamony, T. Salem, N. Gabr and T. Mohamed: Ceram - Silikaty Vol. 39 (1995), p. 15-
19.
[11] G. Kakali, S. Tsivilis, E. Aggeli and M. Bati: Cem and Concr Res Vol. 30 (2000), p. 1073-1077.
[12] H.J. Kuzel and H. Pöllmann: Cem and Concr Res Vol. 21 (1991), p. 885-895.
[13] H.J. Kuzel: Cem and Concr Composites Vol. 18 (1996), p. 195-203.
[14] V.S. Ramachandran and C.-M. Z.: Il Cemento Vol. 83 (1986), p. 129-152.
[15] J. Péra, S. Husson and B. Guilhot: Cem and Concr Composites Vol. 21 (1999), p. 99-105.
[16] ASTM C150-1997. Specifications for Portland cement, in, Annual Book of ASTM Standards,
vol. 4.01, 1997.
[17] G. Ye, X. Liu, G. De Schutter, A.M. Poppe and L. Taerwe: Cem and Concr Composites Vol. 29
(2007), p. 94-102.
[18] BS812:Part 102. Testing aggregates. Method for sampling, in, British Standards Institution,
London, 1989.
[19] BS 882. Specification for aggregates from natural sources for concrete, in, British Standards
Institution, London, 1992.
[20] ASTM C311-2004. Test method for sampling and testing fly ash or natural pozzolans for use in
Portland cement concrete, in, Annual Book of ASTM Standards, vol. 04.02., 2004.
10 Sustainable Construction Materials and Computer Engineering

[21] ASTM C188-1995.Test method for density of hydraulic cement, in, Annual Book of ASTM
Standards, vol. 04.01, 1995.
[22] BS EN 206: Part 1. Concrete. Specification, performance, production and conformity, in,
British Standards Institution, London, 2000.
[23] ACI 211.1. Standard practice for selecting proportions for normal, heavyweight, and mass
concrete, in, ACI manual of concrete practice, part 1: materials and general properties of
concrete, 2000.
[24] ASTM C305-1994. Practice for mechanical mixing of hydraulic cement pastes and mortars of
plastic consistency, in, Annual Book of ASTM Standards, vol. 04.01, 1994.
[25] ASTM C109-1998. Test method for compressive strength of hydraulic cement mortars (Using
2-in. or [50-mm] cube specimens), in, Annual Book of ASTM Standards, vol. 04.01, 1998.
[26] BS 1881: Part 102. Testing concrete. Method for determination of slump, in, British Standards
Institution, London, 1983.
[27] BS 1881: Part 114. Testing concrete. Methods for determination of density of hardened
concrete, in, British Standards Institution, London, 1983.
[28] J. Yajun and J.H. Cahyadi: Cem and Concr Res Vol. 33 (2003), p. 1543-1548.
[29] R. Rajamma, R.J. Ball, L.A.C. Tarelho, G.C. Allen, J.A. Labrincha, V.M. Ferreira: J Hazard
Mater Vol. 172 (2009), p. 1049-1060.
[30] J. Zelic, R. Krstulovic, E. Tkalcec and P. Krolo: Cem and Concr Res Vol. 30 (2000), p. 145-
152.
[31] ASTM C1240-2004. Standard specification for silica fume used in cementitious mixtures, in,
Annual Book of ASTM Standards, vol. 4.02, 2004.
[32] B. Lothenbach, G. Le Saout, E. Gallucci and K. Scrivener: Cem and Concr Res Vol. 38 (2008),
p. 848-860.
[33] K.L. Lin, K.S. Wang, B.Y. Tzeng and C.Y. Lin: Resour Conservation Recycling Vol. 39 (2003),
p. 315-324.
[34] K. Ganesan, K. Rajagopal and K. Thangavel: Cem and Concr Composites Vol. 29 (2007), p.
515-524.
[35] A. Dass, R.S. Srivastava and J. Singh:Build Environment Vol. 28 (1993), p. 231-234.
Advanced Materials Research Vol. 346 11

Sustainable Construction Materials and Computer Engineering 10.4028/www.scientific.net/AMR.346 Characterisation of High Calcium Wood Ash for Use as a Constituent in Wood Ash-Silica Fume
Ternary Blended Cement 10.4028/www.scientific.net/AMR.346.3
DOI References
[1] S.V. Vassilev, D. Baxter, L.K. Andersen and C.G. Vassileva: Fuel Vol. 89 (2010), pp.913-933.
doi:10.1016/j.fuel.2009.10.022 [2] Y. Benachour, C.A. Davy, F. Skoczylas and H. Houari: Cem and Concr Res Vol. 38 (2008), pp.727-736.
doi:10.1016/j.cemconres.2008.02.007 [3] D.P. Bentz: Cem and Concr Composites Vol. 28 (2006), pp.124-129.
doi:10.1016/j.cemconcomp.2005.10.006 [4] V. Bonavetti, H. Donza, G. Menendez, O. Cabrera and E.F. Irassar: Cem and Concr Res Vol. 33 (2003),
pp.865-871.
doi:10.1016/S0008-8846(02)01087-6 [5] H.H.M. Darweesh: Ceram International Vol. 30 (2004), pp.145-150.
doi:10.1016/S0272-8842(03)00073-7 [7] J. Dweck, P.M. Buchler, A.C.V. Coelho and F.K. Cartledge: Thermochimica Acta Vol. 346 (2000),
pp.105-113.
doi:10.1016/S0040-6031(99)00369-X [8] I. Soroka and N. Setter: Cem and Concr Res Vol. 7 (1977), pp.449-456.
doi:10.1016/0008-8846(77)90073-4 [9] I. Soroka and N. Stern: Cem and Concr Res Vol. 6 (1976), pp.367-376.
doi:10.1016/0008-8846(76)90099-5 [11] G. Kakali, S. Tsivilis, E. Aggeli and M. Bati: Cem and Concr Res Vol. 30 (2000), pp.1073-1077.
doi:10.1016/S0008-8846(00)00292-1 [12] H.J. Kuzel and H. Pöllmann: Cem and Concr Res Vol. 21 (1991), pp.885-895.
doi:10.1016/0008-8846(91)90183-I [13] H.J. Kuzel: Cem and Concr Composites Vol. 18 (1996), pp.195-203.
doi:10.1016/0958-9465(96)00016-9 [15] J. Péra, S. Husson and B. Guilhot: Cem and Concr Composites Vol. 21 (1999), pp.99-105.
http://dx.doi.org/10.1016/S0958-9465(98)00020-1 [17] G. Ye, X. Liu, G. De Schutter, A.M. Poppe and L. Taerwe: Cem and Concr Composites Vol. 29 (2007),
pp.94-102.
doi:10.1016/j.cemconcomp.2006.09.003 [28] J. Yajun and J.H. Cahyadi: Cem and Concr Res Vol. 33 (2003), pp.1543-1548.
doi:10.1016/S0008-8846(03)00100-5 [29] R. Rajamma, R.J. Ball, L.A.C. Tarelho, G.C. Allen, J.A. Labrincha, V.M. Ferreira: J Hazard Mater Vol.
172 (2009), pp.1049-1060.
doi:10.1016/j.jhazmat.2009.07.109 [30] J. Zelic, R. Krstulovic, E. Tkalcec and P. Krolo: Cem and Concr Res Vol. 30 (2000), pp.145-152.
http://dx.doi.org/10.1016/S0008-8846(99)00216-1 [32] B. Lothenbach, G. Le Saout, E. Gallucci and K. Scrivener: Cem and Concr Res Vol. 38 (2008), pp.848-

860.
doi:10.1016/j.cemconres.2008.01.002 [33] K.L. Lin, K.S. Wang, B.Y. Tzeng and C.Y. Lin: Resour Conservation Recycling Vol. 39 (2003), pp.315-
324.
doi:10.1016/S0921-3449(02)00172-6 [34] K. Ganesan, K. Rajagopal and K. Thangavel: Cem and Concr Composites Vol. 29 (2007), pp.515-524.
doi:10.1016/j.cemconcomp.2007.03.001 [35] A. Dass, R.S. Srivastava and J. Singh: Build Environment Vol. 28 (1993), pp.231-234.
doi:10.1016/0360-1323(93)90028-2