-
CRC PR ESSBoca Raton London New York Washington, D.C.
Cheese Rheolog yand Texture
Sundaram GunasekaranM. Mehmet Ak
2003 by CRC Press LLC
-
This book contains information obtained from authentic and
highly regarded sources. Reprinted materialis quoted with
permission, and sources are indicated. A wide variety of references
are listed. Reasonableefforts have been made to publish reliable
data and information, but the authors and the publisher
cannotassume responsibility for the validity of all materials or
for the consequences of their use.
Neither this book nor any part may be reproduced or transmitted
in any form or by any means, electronicor mechanical, including
photocopying, microfilming, and recording, or by any information
storage orretrieval system, without prior permission in writing
from the publisher.
The consent of CRC Press LLC does not extend to copying for
general distribution, for promotion, forcreating new works, or for
resale. Specific permission must be obtained in writing from CRC
Press LLCfor such copying.
Direct all inquiries to CRC Press LLC, 2000 N.W. Corporate
Blvd., Boca Raton, Florida 33431.
Trademark Notice: Product or corporate names may be trademarks
or registered trademarks, and areused only for identification and
explanation, without intent to infringe.
Visit the CRC Press Web site at www.crcpress.com
2003 by CRC Press LLC
No claim to original U.S. Government worksInternational Standard
Book Number 1-58716-021-8
Library of Congress Card Number 2002034861Printed in the United
States of America 1 2 3 4 5 6 7 8 9 0
Printed on acid-free paper
Library of Congress Cataloging-in-Publication Data
Gunasekaran, Sundaram, 1957-Cheese rheology and texture /
Sundaram Gunasekaran, M. Mehmet Ak.
p. cm.Includes bibliographical references (p. ).ISBN
1-58716-021-8 (alk. paper)1. CheeseTexture. I. Ak, M. Mehmet. II.
Title.
TX382 .G86 2002637.3dc21 2002034861
-
2003 by CRC Press LLC
Dedication
To:
My parents, Raga Palanisamy Sundaram and Kamala Sundaram, for
inspiring me to always strive for excellence.
My wife, Sujatha, and children, Suvai and Suman,for their love,
support, and patience.
SG
My father, Haci Ak, and mother, Zeynep Ak,for giving me the
opportunities they never had.
My wife, Nese, who continuously supported my efforts and
patiently endured the time I spent working on this book.My
daughter, Asli, and my son, Efe, who cheered me up
in times the situation looked hopeless.
MMA
-
2003 by CRC Press LLC
ForewordTwo complex scientific areas, cheese and rheology,
create an exponential increasein complexity when combined. This
text makes a significant contribution to anunderstanding of this
complexity. It underscores limitations and considerations
inevaluating and conducting research on cheese rheology, points out
some importantgaps in our understanding of cheese rheology, and
thoroughly reviews methods,theories, and applications of rheology
in general and specifically for cheese.Rheologists will gain a
better understanding of the physicochemical properties ofcheese,
and cheese researchers will be exposed to the wide range of
rheologicalmethods and the theoretical bases of those methods. Both
groups should realizethe need for collaborative research after
exposure to the individual complexities ofcheese and rheology.
The diversity of observations, and seemingly contradictory
observations, on thephysical and chemical properties of cheese that
appear in this text should not besurprising since many of the
observations were made before instruments wereimproved and were
specifically adapted to deal with unique properties of
cheeses.Also, confusion resulted from: cheese scientists who used
techniques inadequateto definitively measure physical properties of
cheese; rheologists who chose testsamples of cheese that did not
possess comparable chemical properties except forthe property to be
measured; and inadequately defining the chemical properties
ofcheese. The authors have discussed unique characteristics of
cheese that rheologistsshould be cognizant of in designing
experiments. Comments on merits and deficien-cies of wide range of
rheological test methods as applied to cheese should assistcheese
scientists in appropriately using the procedures. The chronology of
cheeserheology research outlined in this book is encouraging as
evidenced by the increasein collaborative research groups or
research groups with better understanding ofboth research
areas.
The physicochemical properties of cheese have always been an
important com-ponent in assessing cheese quality and value. The
assessment was usually done bysensory evaluation, which was quite
adequate because cheese was generally con-sumed in its original
state. Development of heat-processed cheese products in theearly
1900s prompted some research on the physical properties of cheese,
primarilyby modifying chemical properties, however, only limited
research was done onrheological properties. The last several
decades have greatly changed the forms anduses of cheese in the
market place. Cheese has to be sliced or shredded by high-speed
cutting devices; the melt and flow properties of cheeses have to be
morecarefully controlled; flavor intensities and flavor profiles
have to be modified withoutadversely affecting physical properties
of cheese; and cheese products must possessadequate stability,
often under wide ranges of environments. This myriad of
desiredproperties greatly increases the need for procedures to
independently control specificproperties and the need for adequate
methods to measure the properties specifically
-
2003 by CRC Press LLC
being controlled. The authors of this book have facilitated
attainment of these goalsby their thorough review of the present
status of cheese rheology research and byproviding guidance for
further research efforts.
Norman F. OlsonDepartment of Food Science and Center for Dairy
Research
University of Wisconsin-Madison
-
2003 by CRC Press LLC
PrefaceRheology of cheese has been studied since the early
1950s. In fact, Cheese Rheologyis the name of a chapter in the 1958
FAO Report*. Since then, many advances havetaken place both in
cheese technology and rheology. As cheese became an importantpart
of the diet in many parts of world, the cheese industry responded
by manufac-turing new types of cheeses with varying textures to
suit varied needs and to promotecheese use both as a table cheese
and as an ingredient food. This flurry of newcheeses and
applications and cheesemaking technologies has also brought about
anacute need to characterize the rheological and textural
attributes of cheeses to ensuretheir high quality. Thus, for food
rheologists and food scientists, cheese is amongthe most popular
subjects of study.
In this book, we have attempted to summarize the vast literature
available oncheese rheology and texture. Needless to say, the sheer
volume of informationavailable and the complexity of both cheese
and rheology made this a particularlydifficult task. Our goal was
to bring together many of the dispersed publishedinformation on
cheese rheology and texture in one book to serve as a
comprehensivereference source. A unique aspect of this book is that
it contains detailed descriptionsof several methods to study
rheology of foods in general and cheese in particular.This is to
provide the interested readers the necessary basic information on
manytechniques reported in the literature which often do not have
adequate explanation.
Chapter 1 provides an overview of cheesemaking technology.
Fundamentalrheological test methods are described in much detail in
Chapter 2. This chapterwill facilitate the readers to gain a deeper
understanding of the various rheologicaltest methods. The uniaxial
testing, one of the most widely used classes of rheologicaland
texture testing methods, is the focus of Chapter 3. The fracture
mechanics arean extension of the uniaxial test methods. These are
discussed in Chapter 4. InChapter 5, linear viscoelastic methods
are described. This is now among the mostpopular rheological test
performed on cheeses, and is also known as dynamic testing.Both the
theory and applications are discussed in a manner benefiting those
whoare already familiar and those who are new to the subject.
Chapter 6 focuses onnonlinear viscoelasticity of cheeses. This
subject has not received much attentiondue to the lack of available
instrumentation and the complexity of data analysis.This chapter
will be more useful to those familiar with rheological analysis
than tothe casual reader. The discussion on cheese texture in
Chapter 7 is limited tomechanical texture of cheese, as it is more
in line with rheological measurements.Cheese meltability and
stretchability, two of the most important properties of cheeseused
in prepared foods, are the topics of Chapters 8 and 9. The emphasis
in thesechapters is on measurement methods. The effects of various
factors on cheesefunctional properties are addressed in Chapter
10.
* Kosikowski, F.V. and G. Mocquot. 1958. Advances in Cheese
Technology, FAO Studies No. 38. Foodand Agriculture Organization of
the United Nations. Rome, Italy.
-
2003 by CRC Press LLC
Acknowledgments
We would like to acknowledge many individuals who have
contributed directly orindirectly toward making this book a
reality. First and foremost, we would like toexpress gratitude to
Professor Norman F. Olson, who was instrumental in helpingus to
initiate our first project on cheese rheology in 1989, when S.G.
was a newassistant professor and M.M.A. was a graduate research
assistant. Since then, withhis expert knowledge and friendly
personality, Professor Olson has been a sourceof great support.
Thanks are also due to Dr. Mark Johnson, Dr. Rusty Bishop,
JohnJaeggi, and other past and current staff at the Wisconsin
Center for Dairy Research.These people are invaluable resources for
cheese research. This book draws frommuch of the research performed
in S.G.s laboratory. As such, the efforts of manygraduate students
and post-doctoral research associates are deeply appreciated.
Theyinclude: Chyung Ay, James Colby, Kexiang Ding, Chang Hwang, Sun
Young Kim,Sanghoon Ko, Gul Konuklar, Meng-I Kuo, Laura Marschoun,
Kasiviswanathan Muth-ukumarappan, Hongxu Ni, Ramesh Subramanian,
Salman Tariq, Deepa Venkatesan,Ya-Chun Wang, and Chenxu Yu. Thanks
are also due to S.G.s colleagues, ProfessorsA. Jeffrey Giacomin and
Daniel Klingenberg at the Rheology Research Center,University of
Wisconsin-Madison, and Professor Karsten B. Qvist of KVL, Den-mark.
Thanks to Hallie Kirschner for typing parts of the manuscript. The
financialsupport of Wisconsin Milk Marketing Board and Dairy
Management Inc. for manyof S.G.s projects is also deeply
appreciated.
M.M.A. wishes to thank each member of his family for their full
support andpatience during the writing of this book. He expresses
appreciation to the following:Suat Yasa and Murat Yasa of Aromsa
Limited Company, for their interest in the book;friends Elsie and
Warren Sveum, Sarah and Alvaro Quinones, Mar Garcimartin-Akgul, and
Arzu and Yann LeBellour for their constant encouragement; and
formerstudents Filiz Lokumcu and Metin Yavuz for their valuable
assistance in gatheringsome of the publications.
Sundaram GunasekaranM. Mehmet Ak
-
2003 by CRC Press LLC
Table of Contents
Chapter 1 Cheesemaking An Overview
Cheese TypesCheesemaking
Milk PretreatmentCoagulationSyneresisShaping and
SaltingRipeningProcess Cheese
References
Chapter 2 Fundamental Rheological MethodsDefinition of
RheologyBasic Concepts
StrainStressStrain Rate
Fundamental MethodsUniaxial CompressionUniaxial TensionBending
Test
Specimen with a Rectangular Cross-SectionSpecimen with a
Circular Cross-Section
Torsion TestVane MethodStress-Relaxation Test
Analysis of Relaxation BehaviorCreep Test
Analysis of Creep BehaviorShear Rheometry
Sliding-Plates GeometryConcentric-Cylinders
GeometryCone-and-Plate GeometryParallel-Plate GeometryCapillary
Rheometry
Extensional RheometryLubricated Squeezing FlowEquations for
Different Fluids in Lubricating Squeezing Flow
References
-
2003 by CRC Press LLC
Chapter 3 Uniaxial Testing of Cheese
Uniaxial Compression MeasurementsStructure and Composition
EffectsStress-Relaxation MeasurementsTorsion MeasurementsTension
MeasurementsCreep MeasurementsBending MeasurementsVane
MeasurementsShear MeasurementsLubricated Squeezing Flow
MeasurementsReferences
Chapter 4 Fracture Properties of CheeseFracture MechanicsBrittle
FractureGriffith CriterionDetermination of KIFracture Tests on
Cheese
Notch TestsCutting, Slicing, and ShreddingCutting with Wire and
BladeEye/Slit Formation and GrowthReferences
Chapter 5 Linear Viscoelasticity of CheeseMathematical Relations
in Linear ViscoelasticityTypes of SAOS Measurements
Strain (or Stress) SweepFrequency SweepTemperature SweepTime
Sweep
TimeTemperature SuperpositionApplication of SAOS in Cheese
Rheology
Linear Viscoelastic Region of CheesesCheddar CheeseGouda
CheeseMozzarella CheeseMozzarella: TimeTemperature Superposition
ExampleFeta CheeseImitation CheeseQuarg CheeseProcessed Cheese
CoxMerz RuleReferences
-
2003 by CRC Press LLC
Chapter 6 Nonlinear Viscoelasticity of Cheese
Pipkin DiagramSliding Plate RheometerLarge Amplitude Oscillatory
Shear FlowSpectral AnalysisDiscrete Fourier TransformDetermining
Material PropertiesAmplitude SpectrumStressShear Rate LoopsEffect
of Wall SlipConstitutive Model for CheeseRelaxation Modulus
Obtained from SAOSRelaxation Modulus Conforming to
LAOSReferences
Chapter 7 Cheese TextureTexture Development in Cheese
Cheese Manufacturing Factors that Affect TextureTextural Changes
during Storage
Measurement of TextureTexture Profile AnalysisTPA Testing of
Cheese
Uniaxial Tests for Cheese Texture MeasurementCompression
TestWedge Fracture Test
Torsion Test and Vane RheometryTexture Map
Dynamic TestsEmpirical Tests
CrumblinessCone PenetrometerStringiness
References
Chapter 8 Measuring Cheese Melt and Flow
PropertiesMeltabilityEmpirical TestsObjective Tests
Steady Shear ViscometryCapillary RheometrySqueeze-Flow
RheometryUW MeltmeterViscoelasticity Index for Cheese
MeltabilityDynamic Shear RheometryHelical Viscometry
-
2003 by CRC Press LLC
Cheese Melt Profile MeasurementUW Melt ProfilerDetermination of
Melt Profile Parameters
Graphical MethodModeling Melt Profile
Constant Temperature TestTransient Temperature Test
Conduction HeatingReferences
Chapter 9 Measuring Cheese Stretchability
Empirical MethodsInstrumented MethodsVertical
ElongationHorizontal ExtensionCompression TestsHelical
ViscometryFiber-Spinning TechniqueThe Weissenberg
EffectReferences
Chapter 10 Factors Affecting Functional Properties of Cheese
Properties of MilkCheesemaking Procedures
Addition of Starter Culture and CoagulantsCurd HandlingCooking,
Stretching, and Cooling
Cheese CompositionMoisture ContentFat ContentSalt ContentpH
Post-Manufacturing ProcessesAging/RipeningFreezing and Frozen
StorageHeat ProcessingOther Factors
References
-
Cheesemaking An Overview
Cheese is one of the first and most popular manufactured food
products. Whatperhaps started out as an accidental curdling of milk
has been further refined intocheesemaking. Over several thousand
years, cheesemaking has advanced from anart to near science. Cheese
varieties have proliferated to suit varied conditions
andrequirements, especially during the last decade or so. It is
estimated that more than2000 varieties exist (Olson, 1995), and the
list may still be growing. Cheese is nowan important part of foods
consumed in many countries (Table 1.1). In a recentsurvey, after
spices, cheese was named the top ingredient that makes cooks feel
morecreative (Doeff, 1994). Several cheeses satisfy varied
requirements in order to beused as suitable ingredients in various
dishes from baby foods to baked products(Table 1.2). Battistotti et
al. (1984) described the history of cheese and cheesemakingin much
detail. This chapter provides a broad overview of cheesemaking. For
furtherdetails, readers are referred to many recent books on the
subject (Scott et al., 1998;Spreer, 1998; Law, 1999; Walstra et
al., 1999; Fox et al., 2000).
CHEESE TYPES
Todays wide array of cheeses may be classified according to the
country of origin,manufacturing process, or some end-use property.
Classifying cheeses based onmanufacturing and maturation processes
by Olson (1979) produces a succinct list.A classification based on
firmness and the maturation agent used produces a longerlist but
may be more relevant if textural and rheological properties are
important(Figure 1.1). A classification based on the distinctive
manufacturing process involvedis also useful to understand the
effect of the process on the cheese texture (Table 1.3).Other
classifications of cheeses, e.g., according to milk source, overall
appearance(color, size, shape), chemical analysis, etc., are also
possible. Davis (1965) recog-nized the difficulty in classifying
cheeses and attempted to group them based on thenature and extent
of chemical breakdown during ripening or according to flavor.Such a
classification is still not available. Fox (1993) proposed that the
products ofproteolysis could be most useful for classification. One
of the main difficulties whenusing classification schemes is that
differences exist in the moisture range allowedwithin various
categories published in the literature (Banks, 1998). Davis
(1965)assigned some empirical texture/rheological parameter values
to the terms from veryhard to soft (Table 1.4). The United States
Code of Federal Regulations (CFR, 1998)stipulates certain standards
of identity for cheeses classified according to theirconsistency,
as listed in Table 1.5. The typical composition of milk and several
cheesevarieties is given in Table 1.6. In the United States, the
cheese market is dominated(almost equally) by Cheddar and
Mozzarella cheeses. They comprise about two-thirds of the total
cheese production over the past several years (Figure 1.2).
1
2003 by CRC Press LLC
-
TABLE 1.1Consumption of Cheese in Selected Countries
Country
Consumption per Capita (kg)
1995 2000
a
North AmericaCanadaMexicoUnited States
10.861.47
12.26
10.761.61
13.75South America
ArgentinaBrazilVenezuela
10.352.823.48
11.062.722.76
Western
EuropeDenmarkFranceGermanyIrelandItalyNetherlandsSpainSwedenSwitzerlandUnited
Kingdom
16.8421.5111.905.54
18.6614.685.46
16.1414.288.75
16.2222.4912.506.70
20.3814.976.25
16.1214.319.88
Central EuropePoland 2.90 3.87
BalkansRomania 4.05 4.26
Eastern EuropeRussiaUkraine
2.031.26
1.410.79
North AfricaEgypt 5.27 5.83
Southern AsiaJapanSouth Korea
1.460.27
1.770.70
OceaniaAustraliaNew Zealand
8.258.17
11.108.48
a
Preliminary
Source:
After International Dairy Federation (www.dairyinfo.gc.ca/).
2003 by CRC Press LLC
-
TABLE 1.2 Typical Requirements of Cheese as a Food
Ingredient
Requirement Examples of Food ApplicationsExamples of Cheese
or
Cheese-based Ingredient
Crumbles when rubbed Mixed saladsSoup
Feta, Cheshire, StiltonStilton
Sliceability Filled cheese rolls (finger foods)Sandwiches
(filled, open, toasted)Cheese slices in burgersCheese slices on
crackers
Swiss-type, Gouda, EdamSwiss-type, Cheddar,
MozzarellaCheddarCheddar
Shreddability Consumer packs of sliced cheesePizza pie
(frozen/fresh baked)Pasta dishes (lasagna, macaroni and cheese)
Swiss-type, Cheddar, MozzarellaMozzarella, Provolone, Cheddar,
analog pizza cheese, Monterey
Cheddar, Romano, ProvoloneFlows freely when shaken Cheese
sprinklings (on lasagna)
Snack coating (e.g., popcorn)Dry soup/sauce mixes
Grated Parmesan and RomanoCheese powdersCheese powders,
enzyme-modified cheese
Flowability when blended with other raw materials
Fresh cheese desserts Quark, Fomage frias, Cream cheese
Ability to cream or to form a paste when sheared
CheesecakeTiramisuHomemade desserts
Cream cheese, RicottaMascarponeCream cheese
Nutritional value Baby foods Dried cheeses, esp. rennet-curd
varieties (high in calcium)
Meltability upon grilling or baking
All cooked dishes (including sauces, fondues, pizza pie)
Mozzarella, Cheddar, Raclette,Swiss, Romano, analog pizza
cheese, PCPs
a
Flowability upon grilling or baking
Most cooked dishes (e.g., pizza pie, cheese slices on
burgers)
Chicken cordon-bleu
Mozzarella, Cheddar, Swiss, Romano, analog pizza cheese
PCPs, Cream cheeseFlow resistance upon deep-frying
Deep-fried breaded cheese sticksDeep-fried burgers with cheese
inserts
Fried cheese dishes
PCPs, analog pizza cheese,custom-made
Mozzarella or string cheesePCPs, analog pizza cheesePaneer,
acid-coagulated Queso Blanco
Stretchability when baked or grilled
Pizza pie Mozzarella, Kashkaval, young Cheddar, analog pizza
cheese
Chewiness when baked or grilled
Pizza pie Halloumi, Mozzarella, Provolone,Kashkaval, young
Cheddar
Limited oiling-off when baked or grilled
Pizza pie Mozzarella, Kashkaval
Limited browning when baked or grilled
Macaroni and cheeseLasagnaPizza pie
Cheddar, RomanoCheddar, Romano, ParmesanMozzarella, analog pizza
cheese
2003 by CRC Press LLC
-
CHEESEMAKING
Though there are numerous cheese varieties, the manufacturing
processes of mostof them share several common steps. Variations at
one or more steps during manu-facture produce cheeses of different
textures and flavors. The essential steps incheesemaking and some
variations for a few types of cheeses are schematicallyillustrated
in Figure 1.3. These steps are as follows.
M
ILK
P
RETREATMENT
Milk used for cheesemaking is normally standardized and heat
treated. In somecases, milk is homogenized. An acid-producing
starter culture is then added.
The standardization of milk has become necessary to ensure that
milk obtainedfrom several producers or dairies is of a standard
composition and conditionthroughout the year. This is critical in
cheesemaking because the legal standards ofvarious cheeses specify
certain fat-to-protein ratios. The fat-to-protein ratio is
deter-mined mainly by the fat-to-casein ratio in the milk (Fox et
al., 2000) which can bemodified by removing fat or by adding cream
or skim milk or skim milk powder,etc. It is also common to add
color (annatto or carotene) and calcium (in the formof CaCl
2
) to the milk and to adjust milk pH to a desired level, known as
preacidi-fication. Adding calcium speeds up coagulation or reduces
the amount of rennetneeded and produces a firmer gel.
Heat treatment of milk is primarily intended to destroy the
harmful microbialpopulation and enzymes in raw milk to assure
product safety and quality. Pasteuri-zation is the most commonly
used heat treatment (72C with 15 s holding time). It
Viscosity SoupsSaucesCheesecake
Cheese powders, PCPsCheese powders, Cheddar, Blue cheese,
PCPs
Cream cheeseFlavor Most cheese dishes, soups
Baked productsSnack coatingsDressingsBaby foodReady-made
meals
Cheddar, Romano, Swiss-type, Parmesan
Cheese powders, enzyme-modified cheese
Cheese powdersCheese powdersDried cheeseCheese powders
a
Pasteurized process cheese products.
Source:
After Fox et al., 2000. With permission.
TABLE 1.2 (continued)Typical Requirements of Cheese as a Food
Ingredient
Requirement Examples of Food ApplicationsExamples of Cheese
or
Cheese-based Ingredient
2003 by CRC Press LLC
-
not only destroys most of the bacteria present, including
lactic-acid bacteria, butalso inactivates many enzymes. A gentle
heat treatment, known as thermization(60 to 65C with 15 to 30 s
holding time) may also be used advantageously beforeor after
pasteurization (Spreer, 1998). However, many cheeses are still
producedfrom raw milk, especially in Europe (Fox et al., 2000). If
the cheeses are made fromunpasteurized milk, they must be cured for
at least 60 days at not less than 1.7C(35F), and the label should
indicate the manufacturing date or state held for morethan 60 days.
(NDC, 2000).
In traditional cheesemaking, the acid produced by microorganisms
present inraw milk lowers the milk pH to a level sufficient for
subsequent coagulation. How-ever, if the milk undergoes a heat
treatment, selected cultures of lactic-acid bacteria
FIGURE 1.1
Natural cheeses classified according to the maturation agent
used and firmness.(After Vedamuthu and Washam, 1983; Fox et al.,
2000.)
TYPES OF NATURALCHEESESAcid Coagulated
Concentrated(from Whey)
Surface Ripened
Enzyme Coagulated
Mould RipenedInternal BacteriaRipened
Internal MouldSemi-soft
BlueDanablu
GorgonzolaRoquefort
HardStilton
Surface MouldSoftBrie
CamembertCoulommiersCarre de lEst
Very HardAsiagoGrana
ParmesanParmigiano
RomanoSabrinzSardo
SoftSalt-cured/
PickledDomiati
Feta
Semi-softCaerphilly
MahonMonterey Jack
Pasta filataMozzarellaProvolone
Caciocavallo
HardCaciocavallo
CheddarCheshire
ColbyGraviera
RasCheese with eyes
EdamEmmental (Swiss)
GoudaGruyere
MaasdamSamsoe
GjetostMyost
Primost
SoftCottageCreamQuark
Queso BlancoBakers
NeufchatelRicotta (Acid and heatcoagulated from whey)
Semi-softBrick
Bel PaeseHavarti
LimburgerMunster
OkaPort du Salut
St. PaulinTrappistTaleggioTilsiter
SoftLiderkranz
2003 by CRC Press LLC
-
TABLE 1.3Classification of Cheeses by the Distinctive
Manufacturing Process Involved
DistinctiveProcess Involved Characteristics Example Cheeses
Curd particles matted together Close texture, firm body
CheddarCurd particles kept separate Slightly open texture Colby,
Monterey JackBacteria-ripened throughout interior
Gas holes or eyes with eyeformation throughout cheese
Swiss (large eyes), Edam or Gouda (small eyes)
Prolonged curing period Granular texture; brittle body Parmesan,
RomanoPasta filata Plastic curd; stringy texture Mozzarella,
ProvoloneMold-ripened throughout interior
Visible veins of mold (blue-green or white); piquant, spicy
flavor
Blue, Gorgonzola, Roquefort
Surface-ripened mainly by bacteria and yeasts
Surface growth; soft, smooth, waxy body; mild to robust
flavor
Brick, Limburger
Surface-ripened mainly by mold Edible crust; soft, creamy
interior; pungent flavor
Brie, Camembert
Curd coagulated mainly by acid Delicate soft curd Cottage,
Cream, Neufchatel
Source:
After NDC, 2000. With permission.
TABLE 1.4Empirical Texture/Rheological Parameter Values Used in
Cheese Classification
Cheese Type Moisture (%)
Logarithmic Scale Values
Viscosity Factor Elasticity Factor Springiness Factor
Very Hard < 25 > 9 > 6.3 > 2.3Hard 2536 89 5.86.3
22.3Semihard 3640 7.48 < 5.8 1.82Soft > 40 < 7.4 < 5.8
< 1.8
Source:
After Davis, 1965.
TABLE 1.5United States Federal Standards for the Maximum
Moisture and Minimum Milk Fat for Classes of Cheese Designated by
Consistency
ConsistencyMaximum moisture
content (%)Minimum milk fat
in solids (%)
Hard grating 34 32Hard 39 50Semisoft 50 (>39) 50Semisoft part
skim 50 45 (
-
TABLE 1.6Typical Composition (% by Weight) of Milk and Some
Cheese Varieties
Type and Cheese Moisture Protein TotalFat
TotalCarbohydrate
Fat in DryMatter Ash Calcium Phosphorus Salt pH
a
Milk
CowGoatSheepBuffalo
87.387.780.782.8
3.42.94.54.8
3.74.57.47.5
4.84.14.84.8
29.136.638.341.7
0.70.81.00.8
0.12
0.900.951.100.85
6.7
Acid Coagulated
Dry curd cottageCreamed cottageQuarkCreamNeufchatel
79.879.072.053.762.2
17.312.518.07.5
10.0
0.424.58.0
34.923.4
1.82.73.02.72.9
2.121.428.575.462.0
0.71.4
1.21.5
0.030.060.030.080.07
0.100.130.350.100.13
nil1.00
0.730.75
5.05.04.54.64.6
Heat-Acid Coagulated
ChhanaQueso Blanca, acidRicotta from 3%-fat milkRicotone from
whey and milk
53.055.072.282.5
17.019.711.211.3
25.020.412.70.5
2.03.03.01.5
53.244.845.72.9
3.00
-
TABLE 1.6 (continued)Typical Composition (% by Weight) of Milk
and Some Cheese Varieties
Type and Cheese Moisture Protein TotalFat
TotalCarbohydrate
Fat in DryMatter Ash Calcium Phosphorus Salt pH
a
Soft Ripened High Acid
CamembertFetaBlueGorgonzola
51.855.242.036.0
19.814.221.026.0
24.321.329.032.0
0.5
2.3
50.347.550.050.0
3.75.25.15.0
0.390.490.53
0.350.340.39
2.10
3.50
6.94.46.5
Semihard Washed
ColbyGoudaEdamFontinaHavarti-DanishMunster
40.041.541.442.843.541.8
25.025.025.024.224.723.4
31.027.427.825.526.530.0
2.02.21.4
1.1
51.746.947.644.646.951.6
3.43.94.23.32.83.7
0.680.700.73
0.72
0.460.550.54
0.47
0.650.820.961.202.201.80
5.35.85.75.65.96.2
Hard Cheese Low Temperature
CheddarManchego, SpainProvoloneMozzarella
36.737.940.954.1
24.928.125.619.4
33.126.926.621.6
1.3
2.12.2
52.445.245.147.1
3.93.64.72.6
0.72
0.760.52
0.51
0.500.37
1.801.502.201.00
5.55.85.45.3
Hard Cheese High Temperature
ParmesanRomanoSwissKaflatyri, Greece
29.230.937.234.2
35.731.828.424.8
25.826.927.428.3
3.23.63.4
36.539.043.7
6.06.73.54.7
1.181.060.96
0.690.760.60
3.003.001.20
5.45.45.65.2
a
pH at time of retailing.
Source:
After Hill, 1995; Fox et al., 2000.
2003 by CRC Press LLC
-
must be added. The type of bacteria added depends on the cheese
type and cheese-making protocol used. These bacteria break down the
milk sugar, lactose. Lacticacid produced during this process lowers
the pH. An alternative to adding starterculture is to acidify the
milk directly by adding lactic acid or hydrochloric acid orgluconic
acid-
-lactone, an acidogen. Though this direct acidification allows
bettercontrol, starter culture remains active in the cheese during
ripening, months aftercheese manufacture, and contributes to cheese
flavor. Therefore, direct acidificationis used primarily when
manufacturing cheese varieties for which texture is moreimportant
than flavor, e.g., cottage cheese, quark, Mozzarella, etc. (Fox et
al., 2000).
Walstra and Jenness (1984) reported an increase in cheese yield
when usingpasteurized milk. This is due to caseinwhey protein
interaction and greater moistureretention. One disadvantage of
pasteurization, however, is that aged cheeses developtheir flavors
more slowly and to a lesser extent than cheeses made with raw
milk(Kristoffersen, 1985). This has led many cheesemakers to use
milk heated to 60 to68.5C for 15 s or less instead of pasteurized
milk (Johnson, 1998).
C
OAGULATION
Since pretreating milk is a fairly recent practice relative to
the history of cheese-making, many consider coagulation as the
first and most important step in cheese-making. Coagulation is the
step during which milk undergoes a profound physicaland rheological
change, that is gelation. Milk gel is formed by aggregation of
milkprotein, the caseins. This can be accomplished by:
1. The action of a proteolytic enzyme2. Lowering the pH below
the isoelectric point of protein (~ 4.6)3. Heating to about 90C at
a pH of about 5.2 (i.e., higher than the isoelectric point)
FIGURE 1.2
United States total (excludes cottage cheese) and Cheddar and
Mozzarellacheese production trends. (After Annual Summary of Dairy
Market Statistics of years 1997through 2001. Agricultural Marketing
Service, USDA. Mozzarella data from University ofWisconsin Dairy
Marketing Web site: www.aae.wisc.edu/future.)
2003 by CRC Press LLC
-
Among these, enzymatic coagulation is the most popular. Acid
coagulation viafood-grade acidulants is used to manufacture quark,
cottage, and cream cheeses.Heat coagulation is used for Ricotta and
Queso Blanco cheeses (Johnson and Law,1999; Fox et al., 2000).
Enzymatic coagulation is accomplished by enzymes from animal
(e.g., calfrennet, porcine pepsin), plant (e.g., Cynara Cardunculus
from Cardom, Circium and
FIGURE 1.3
Major steps in cheesemaking (actual steps and/or conditions for
a particularcheese may vary). (After Scott et al., 1998; Fox et
al., 2000.)
Pasta Filata Cheese(e.g., Mozzarella)
Pretreatment(Standardization, Homogenization, Heat treatment,
Starter addition)
Coagulation(Rennet /Coagulant addition)
Syneresis(Cutting, Stirring, Scalding/cooking, Whey removal)
Milk
Hard Cheese(e.g., Cheddar)
Soft Cheese(e.g., Camembert)
Semi Hard Cheese(e.g., Gouda)
Moulding
Brining
Storage
Turning
Packing
Hot waterWashing
Pressing &Moulding
Brine Salting
Waxing &Wrapping
Cheddaring
Milling
Dry Salting
Ripening
Heating &Stretching
Moulding
Brine Salting
2003 by CRC Press LLC
-
Carlina Spp. from thistle), or microbial (e.g.,
Endothia parasitica
,
Rhizomucor miehei
)origin. Enzymatic coagulation consists of two phases. During
the first or primaryphase, the hydrophilic hairy structure,
stabilized by steric hindrance, of
-casein iscleaved off at Phe105-Met106 bond. The secondary or
clotting phase is initiated as85 to 90% of the
-casein is cleaved and results in the aggregation of the
alteredprotein micelles. The
-casein loses its ability to stabilize the remainder of
thecaseinate complex. The result is soluble glycomacropeptides
(residues 106169),and hydrophobic, para-
-casein (residues 1105). As the protein micelles continueto
aggregate, a loose network forms, entrapping fat globules, water,
and water-solublematerials. The para-
-casein left on the micelle is still connected to
- and
-casein,but it is highly hydrophobic and basic, leading to
destabilization of the micelle.
Gel formation by association of the modified micelles in the
secondary phaseis highly dependent on the milks temperature and
calcium content. The coagulationrate is also highly dependent on
the concentration and activity of the enzyme solution.Increases in
both of these factors shorten coagulation time and increase
firmness.Although it is not clear how the micelles aggregate, there
are two hypotheses. Oneis that hydrophobic bonding occurs between
the para-
-casein. The other is thatcalcium and calcium phosphate bonding
occurs in
- and
-caseins.Other factors that affect aggregation are casein
concentration and milk pH. The
aggregation rate is proportional to the square of casein
concentration (Lomholt and Qvist,1999). As discussed previously,
the effect of renneting action strongly depends on milkpH. Each
milk-clotting enzyme has an optimum pH at which it is most active.
Extremesin acid or base also denature the enzymes but not as
irreversibly as high temperatures.Lowering the pH leads to a
decrease in coagulation time mainly due to increasedenzyme
activity, but rate of aggregation is also affected (Lomholt and
Qvist, 1999).
The aggregation of casein micelles forms strands of casein
particles of aboutthree particles wide and 10 particles long,
alternated by some thicker nodes ofparticles (Walstra et al.,
1999). After this, the aggregates grow more compact (Baueret al.,
1995). The time when aggregates become visible is known as the
flocculationtime or rennet coagulation time (RCT). When the flocs
grow to occupy the entirevolume, the gel is said to have been
formed. The gel network is very irregular, withmany pores several
micrometers in width (Walstra et al., 1999). Aggregation ofcasein
micelles into chains, then into strands and clusters, and
eventually into anamorphous mass has been observed by microscopic
evaluation in both acid- andenzyme-coagulated systems (Kimber et
al., 1974; Glaser et al., 1980).
From a rheological standpoint, casein aggregation and gel
formation representan increase in viscosity and gel modulus,
respectively. The viscosity increase inrenneted milk, however, is
observed after an initial lag time (~ 60% RCT) duringwhich the
viscosity may actually decrease slightly due to a decrease in
voluminosityof the casein micelles following the release of
macropeptides (Fox et al., 2000). Afterthis, the viscosity
increases exponentially up to the onset of gelation (i.e., 100%
RCT).The viscosity increase and the concomitant change in physical
properties have beenused to identify the RCT (Kopelman and Cogan,
1976; Ay and Gunasekaran, 1994;Fox and McSweeney, 1998; Konuklar
and Gunasekaran, 2002).
The modulus of the gel increases markedly at gelation time. In
fact, gelationtime is defined as the time at which the gel modulus
increases rapidly. The initial
2003 by CRC Press LLC
-
increase in modulus is due to the increase in number of contacts
between micelles.Subsequently, the strengthening of intermicellar
bonds translates into increased gelmodulus (Walstra et al., 1999).
It has been premised that the increase in gel firmnessis due to the
increase in the number of bonds with time (Lomholt and Qvist,
1999).This premise was based on the observation that, though the
modulus continues toincrease, the phase angle stays relatively
constant, i.e., the nature of the bonds doesnot change (Dejmek,
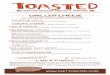
1987; Lopez et al., 1998). Figure 1.4 shows a typical plotdepicting
changes in viscoelastic moduli and the phase angle of the
coagulating milkgel system. As more micelles aggregate, they may
fuse together and strengthen thebonds (Lomholt and Qvist, 1999).
The modulus continues to increase for severalhours after gelation
time, signifying gel firming. The microstructure of the gel hasbeen
observed to become coarser with larger pores and thicker strands
(Lomholtand Qvist, 1999). Carlson et al. (1987) presented a
detailed analysis of all aspectsof milk coagulation kinetics in a
four-part series of papers.
S
YNERESIS
Due to its porous nature, the coagulum has the propensity to
contract and expelentrapped liquid. This is known as syneresis, an
important step in concentratingthe milk. To a great extent, the
success of the remaining cheesemaking steps dependson
satisfactorily draining the whey. Also, most of the lactose, a
substrate forpostproduction microbial activity, is lost in the
whey, which helps to prevent some
FIGURE 1.4
Changes in storage (G
) and loss (G
) moduli and phase angle (
) of therennetted milk during coagulation. The gel point is
identified at G
G
crossover which occursat
= 45. (After Uludogan, 1999.)
104
103
102
101
100
101
102
G, G
(P
a)
350030002500200015001000500Time (s)
80
70
60
50
40
30
20
()gel point
G G
2003 by CRC Press LLC
-
adverse effects (Scott et al., 1998). In an undisturbed gel,
however, syneresis occursvery slowly. Therefore, during
cheesemaking, syneresis is accelerated by cuttingthe coagulum into
small cubes, which increases the surface area and reduces
thedistance for the diffusion process to facilitate whey removal.
Syneresis can also beenhanced by decreasing the pH or increasing
the temperature of the coagulum(Walstra et al., 1999).
Cutting the coagulum to facilitate faster whey removal must be
timed precisely.If the coagulum is cut too soon, some milk solids
leave the curd along with whey.Whey normally carries water-soluble
components including lactose, whey proteins,salts, peptides, and
other nonprotein nitrogenous substances (Scott et al., 1998). If
itis cut too late, more water gets trapped in the matrix, resulting
in high-moisturecheese. Therefore, cheesemakers have been striving
for many years to identify thecorrect curd-cutting time. Since the
coagulum firmness continues to increaseuneventfully over several
hours, it is hard to determine an optimal curd-cutting time.Many
instrumented and so-called objective curd-cutting-time predictions
have beenmade (Hori, 1985; Payne et al., 1993; Gunasekaran and Ay,
1996; OCallahan et al.,1999). Some commercial units are available
based on some of these techniques (Foxand McSweeney, 1998;
OCallahan et al., 1999). However, there is still no
universalprocedure to identify optimal curd-cutting time. Most
large factories apply a set timeschedule, depending on the cheese
type, to cut the curd after adding the rennet. Inmany smaller
cheesemaking facilities, cutting time is still determined by the
sub-jective judgment of the cheesemaker. Recently, Konuklar and
Gunasekaran (2002)reported a novel rheological technique for
identifying the curd-cutting time. Theyobserved that the viscosity
versus time curves during coagulation under continuoussteady shear
exhibit several abrupt peaks. The first peak over 40 kPa.s
coincideswith cutting time determined by an experienced cheesemaker
during Cheddar, Swiss,and Gouda cheesemaking (Figure 1.5.)
Syneresis is the process that a cheesemaker can use to closely
control themoisture content of the cheese and hence the microbial
and enzymatic activity inthe cheese, which affects ripening,
stability, and quality of the cheese (Fox et al., 2000).Therefore,
it is specific to a particular cheese type or cheese family.
Walstra et al.(1999) listed the following factors as affecting
syneresis: firmness of gel at cutting;surface area of the curd; any
applied pressure; acidity; temperature; composition ofthe milk; and
other variables. Pearse and Mackinlay (1989) discussed the
mechanismand biochemical aspects of syneresis.
Stirring exerts pressure, causing curd particles to collide, and
facilitates theircompression for a short time. Stirring also keeps
the curd from settling in the vat.For Cheddar- and Swiss-type
cheeses, the cut coagulum is not stirred immediatelyafter cutting.
The curdwhey mixture is cooked (at about 40C for Cheddar-typeand
50C for Swiss-type) and vigorously agitated during cooking. For
soft cheeses,the curd is ladled and hooped which allows whey to
drain without stirring. Cookingthe curd, also known as scalding,
enhances syneresis by facilitating contraction ofthe protein
matrix. Heating further enhances acid production by the starter
organisms.Lowering pH, combined with increased temperature, not
only helps to expel morewhey but also affects the dissolution of
calcium phosphate, and thus has majorimplications for
characteristics of the cheese (Johnson and Law, 1999). The
scalding
2003 by CRC Press LLC
-
step can be used to distinguish four major groups of cheese
excluding soft cheeses,some of which may be scalded (Scott et al.,
1998):
1. Textured cheeses such as Cheddar or Cheshire2. Pasta filata
types or kneaded cheeses3. Cheeses untextured in the vat (e.g.,
Edam and Gouda) and those which
acquire texture later (e.g., Tilsiter and Emmental)4.
Blue-veined cheeses
FIGURE 1.5
Viscosity (
) of coagulating milk system vs. time after rennetting
measuredunder a continuous steady shear stress of 0.2 Pa. The first
viscosity peak over 40 kPa.scoincided with the cutting point (CTP)
determined manually during (a) Cheddar; (b) Swiss;and (c) Gouda
cheesemaking. (After Konuklar and Gunasekaran, 2002. With
permission.)
2003 by CRC Press LLC
-
To manufacture some cheeses (e.g., Edam, Gouda, or Havarti), the
curd is washedby adding water to the curdwhey mixture. This
accomplishes two things:
1. It adjusts the pH of the cheese independently of its moisture
content byremoving lactose and other solubles from the curd.
2. It enhances whey removal by adding hot water to raise the
curd tempera-ture, as is the case during direct heating.
It should be noted that using hot water to stretch pasta filata
cheeses (e.g.,Mozzarella, Provolone, etc.) is not considered as
washing (Scott et al., 1998).
S
HAPING
AND
S
ALTING
When the curd is at the desired moisture content and pH, it is
separated from thewhey. The curd particles are subsequently shaped
into some form and salted(primarily by NaCl), not necessarily in
that order. These steps, though common formost cheeses, are
performed very differently, depending on the cheese type. AsJohnson
and Law (1999) stated, the manner in which cheese curd and whey
areseparated can affect texture as well as color and flavor.
When manufacturing hard cheeses such as Cheddar, the curdwhey
slurry ispumped into a vat with a perforated bottom for whey
removal. The curd is cheddaredfor about 90 min. Cheddaring is the
process in which curd particles are allowed tofuse or mat together.
The mats are then cut into slabs and stacked on top of eachother.
Physical properties and pH of the curd at this stage affect curd
fusion andappearance of the finished cheese (Olson, 1995). When the
desired pH has beenreached, the slabs are milled into small pieces.
At this stage, the curd may be sprayedwith warm water and stirred
for further whey removal. Salt is sprinkled on at a levelof about 2
to 3% which expels additional whey. The salted curd is then hooped
inmolds and pressed overnight.
Manufacturing steps for Mozzarella and other pasta filata
cheeses differ mark-edly after the milling stage described above.
The milled curd is kneaded, i.e.,heated and stretched in warm water
(about 60 to 70C) using an open-channel,single-screw or twin-screw
extruder/auger. This transforms the curd into a cohe-sive,
viscoelastic mass. Due to the conveying action of the auger, the
curd massgets stretched into a continuous stream of molten
material. This stretching step isunique to Mozzarella
manufacturing. It imparts the characteristic oriented
micro-structure and related textural attributes of these cheeses
(Oberg et al., 1993; Akand Gunasekaran, 1997). The molten cheese is
then placed into molds and cooled.When the cheese is cool enough to
keep its shape, the mold is removed and thecheese is salted by
dropping it in a nearly saturated brine solution (about 25%salt) at
1 to 4C. The cold brine temperature cools the cheese further. In
fact,much of the total cooling of Mozzarella occurs during brining
(Nilson, 1968).Brine salting is a slow process, taking several days
for uniform salt distributionwithin a cheese block. It should be
noted that, concomitant with salt intake, thecheese loses moisture.
The salt and moisture gradients in a cheese during saltingare
opposite of each other (Turhan and Gunasekaran, 1998; Walstra et
al., 1999;
2003 by CRC Press LLC
-
Fox et al., 2000). Though brine salting is the traditional
method, salting of Moz-zarella can also be done by adding salt
directly to the curd just before stretching,during stretching, or
between stretching and molding. This direct salting reducesthe
subsequent brining time.
Another major variation is surface salting. Salt is rubbed
directly on the cheesesurface (e.g., Romano and Gorgonzola). This
is repeated for several days so the saltdiffuses throughout. In
many other cheeses, surface salting and brining are used
incombination (e.g., Gruyere and Emmental).
Regardless of the method used, salting is a vital step in
cheesemaking becauseunsalted cheese is virtually tasteless (Olson,
1995). Salt also plays a major role inthe texture, flavor, and
microbial quality of cheese (Kindstedt et al., 1992; Paulsonet al.,
1998; Fox et al., 2000). Salt inhibits the growth of certain
bacteria, whichare harmful to the cheese and cause spoilage,
especially on the surface. It furtherassists in dissolving the
casein and in rind formation, as well as in slowing downenzyme
activity. Salt concentration in cheese varies greatly from less
than 1% inEmmental to 7 to 8% in Domiati (Fox and McSweeney, 1998).
The salt contentmay also vary considerably within a cheese block
due to the slow diffusion of salt.Thus, there is more water and
less salt at the center of a cheese block comparedto at the surface
(Prentice, 1993). This unevenness in the salt (and water)
distributionalso leads to variation in the rheological properties
of the cheese within the block(Visser, 1991).
As already noted, hard and semihard cheeses are shaped by
applying externalpressure. Pressing expels whey and facilitates
faster curd fusion into an integral massof a desired shape with a
rind. Though simple enough, pressing is perhaps the leastunderstood
step in cheesemaking (Scott et al., 1998). The time, pressure, and
effi-ciency of pressing are related to the condition of the curd at
pressing time and thedecrease in pH during pressing (Johnson and
Law, 1999). Sometimes pressing isdone in conjunction with vacuum to
force out any entrapped air.
The complex nature of the interrelationships among many of the
cheesemakingparameters makes controlling cheese properties very
hard. Tables 1.7a to 1.7d presenthow various cheesemaking and
technological factors affect cheese quality. This setof four tables
was prepared in 1961 for the Danish Samso cheese (Birkkjaer et
al.,1961), but the information it contained is generally valid for
other hard/semihardcheeses (e.g., Gouda).
R
IPENING
Ripening is the natural process of microbial and biochemical
reactions that occursin a cheese after its manufacture and during
storage. Ripening gives different cheesestheir unique flavors,
textures, and appearances. Except for some soft cheeses
(e.g.,cottage cheese, cream cheese, quark, etc.), almost all
cheeses are held under con-trolled conditions to develop distinct
attributes. Ripening essentially results from theaction of
microorganisms present within the curd mass and on its surface.
Ripeningis also influenced by residual enzymes present in the
cheese curd. Cheeses areripened over a range of time from several
days (e.g., Mozzarella) to more than ayear (e.g., Cheddar).
2003 by CRC Press LLC
-
Fox et al. (2000) list the following ripening agents in
cheese:1. Coagulant chymosin or other suitable proteinase2. Milk
some indigenous enzymes contained in milk, e.g., plasmin3. Starter
culture host of enzymes released upon cell death and lysis4.
Secondary microflora microflora that perform some specific
secondary
function (e.g., propionic acid, bacteria, and yeasts and
molds)5. Exogenous enzymes proteinases, peptidases, and lipases
added by
cheesemakers to accelerate ripening
TABLE 1.7A Effect of Cheesemaking Parameters on Cheese Quality
(Prepared forDanish Samso Cheese, a Gouda-Type Semihard Cheese)
Modifications Needed to Produce a Harder Cheese and Their Primary
and Secondary Effects
Factor No. Efficiency
a
Modifications Primary Effect Secondary Effect
b
1 Use fresh milk or pasteurize at approx. 70C (158F)
Slightly improves whey expulsion
Cheese becomes slightly less acid. Ca content increases
slightly
2 + Reduce or omit addition of water to the milk
Improves whey expulsion
Cheese becomes more acidic. Ca content increases
3
c
+ Add CaCl
2
to the milk
Improves whey expulsion Ca content increases. Adding more than40
g/100 kg milk (0.68 oz/110 lbs milk)may give an off flavor
4 + Increase amount of culture/starter or prolong pre-ripening
period of the milk
Slightly improves whey expulsion from the curd
Cheese becomes more acidic. Ca content decreases. Too much
culture/starter or too long a preripening makes cheese sour, short,
and flaky
5
c
(+) Lower renneting temperature
At the same cooking temperature, whey drain in the vat increases
slightly due to a greater rise in temperature. If no cooking
occurs, whey is reduced, and cheese becomes softer
A renneting temperaturethat is too low results in weak curd and
thus a bigger loss in the whey.Ca content decreases
6
c
+ Cut curd into smaller cubes
Improves whey expulsion Very fine cutting may result in a bigger
loss in whey. Many of the grains may retain some of the whey during
molding/pressing, so cheese may be softer
2003 by CRC Press LLC
-
8 + Reduce or omit addition of water during cooking
Improves whey expulsion of curd, esp. by reducing relatively
large additions of water
Cheese becomes sour and may eventually become too firm in the
curd and thus will often break.Ca content increases
9 +++ Increase cooking temperature
Increases whey expulsion in the vat
Cheese becomes less acidic and tougher At high temperatures,
esp. above 40C (105F); cheese may develop an off flavor
10 +++ Avoid a temperature drop during final stirring
Increases whey expulsion in the vat and during pressing
Cheese becomes less acidic. Ca content increases
12 ++ Reduce or omit salt addition to whey during final
stirring
Cheese grains swell less and thus retain less whey
Cheese becomes less acidic. Ca content increases. Brine salting
may be prolonged to get adequate salt content
13
c
+++++
d
Leave cheese at cooking temperature in water or whey after
pressing in the vat
Cheese liberates a relatively large quantity of whey before rind
is closed
Ca content decreases considerably
14 ++ Increase temperature in pressing room
Increases amount of whey draining during pressing
Cheese becomes slightly less acidic. If it is not cooled longer,
the risk of cracked rind and gas from coliforms may increase
15
c
+ Prolong pressing time (possibly until the next morning)
Increases amount of whey draining during pressing
You might see adhesion, especially when using cotton cloths and
a relatively high pressing temperature. Counteract this by using
nylon cloths and cooling during last part of pressing
a
+ Represents relative efficiency, the higher the better. (+)
means that the effect depends on other conditions.
b
Shaded effects reduce acidity; bold-faced effects increase
acidity.
c
Factor numbers 3, 5, 6, 13, and 15 show modifications that
influence either acidity or firmness but notboth. All other factors
influence both.
d
An extraordinary change in technique, 3 hours at 38C.
Source:
After Birkkjaer et al., 1961. With permission.
TABLE 1.7A (continued)Effect of Cheesemaking Parameters on
Cheese Quality (Prepared forDanish Samso Cheese, a Gouda-Type
Semihard Cheese) Modifications Needed to Produce a Harder Cheese
and Their Primary and Secondary Effects
Factor No. Efficiency
a
Modifications Primary Effect Secondary Effect
b
2003 by CRC Press LLC
-
TABLE 1.7B Effect of Cheesemaking Parameters on Cheese Quality
(Prepared forDanish Samso Cheese, a Gouda-Type Semihard Cheese)
Modifications Needed to Produce a Softer Cheese and Their Primary
and Secondary Effects
Factor No. Efficiency
a
Modifications Primary Effect Secondary Effect
b
1 Pasteurize at 65C (150F) or above 75C (166F), esp. above 80C
(175F)
Slightly reduces whey expulsion (above 80C [175F] somewhat)
Cheese becomes (above 80C [175F] somewhat) more acidic. Ca
content decreases. High pasteurization temperatures often lead to
weak eye formation
2 + Add water to the milk
Reduces whey expulsion Cheese becomes less acidic. Ca content
increases
3
c
+ Reduce or omit addition of CaCl
2
to the milk
Reduces whey expulsion Ca content decreases
4 + Reduce amount of culture/starter or shorten or omit
preripening period of the milk
Slightly reduces whey expulsion
Cheese becomes less acidic. Ca content decreases. Not enough
culture/starter or a pre-ripening that is too short may produce a
tough cheese with an off flavor
5
c
(+) Raise renneting temperature
At the same cooking temperature, whey expulsion in the vat is
slightly reduced due to a smaller rise in temperature. If no
cooking occurs, whey expulsion increases and cheese is firmer
A renneting temperature that is too high will cause cutting
problems since the coagulum will be too firm during cutting. Ca
content increases slightly
6
c
+ Cut curd into bigger cubes
Reduces whey expulsion Big curd cubes can be easily stirred into
smaller pieces, causing greater whey drain than intended and
greater loss in the whey. Many grains may retain some whey when
cheese is molded so cheese becomes softer than intended
8 + Add more water during cooking
Reduces whey expulsion, esp. when relatively large amounts of
water are added
Cheese becomes less acidic. Ca content decreases. If you add
more than 20% of the quantity of milk, cheese often develops an off
flavor
2003 by CRC Press LLC
-
9 +++ Lower cooking temperature
Reduces whey expulsion Cheese becomes more acidic. Cheese which
is already acidic may crack easily
10 +++ Cool curd cubes for about 15 min before final stirring
ends
Reduces whey expulsion in the vat and during pressing
Cooling without water leads to acidic cheese. Cooling with water
leads to small or no change in acidity, depending on amount of
water. Ca content decreases
12 ++ Add more salt to whey during final stirring
Curd cubes swell more and retain more whey
Cheese becomes more acidic. Ca content decreases. Shorten brine
salting so cheese is not too salty. Heavy salting in the vat may
restrain fermentation, producing cheese with high pH
13c +++++d Reduce pressing temperature or drain the whey
faster
Rind closes earlier, slowing whey expulsion
Ca content increases
14 ++ Lower temperature in pressing room
Reduces whey expulsion during pressing
Moderate cooling yields more acidic cheese. Cooling too soon
retards fermenting and gives high pH cheese. Cooling after or
during last part of pressing, if long enough, slows rind cracking
and coliform production
15c + Use low pressure to start or shorten pressing time
Less whey is pressed out of the cheese
Low pressure and short pressing time may causebad rind closing,
fermenting in rind (cracked rind) and open texture
a + Represents relative efficiency, the higher the better. (+)
means that the effect depends on other conditions.b Shaded effects
reduce acidity; bold-faced effects increase acidity. Shaded and
bold-faced effects may resultin more or less acidity.c Factor
numbers 3, 5, 6, 13, and 15 show modifications that influence
either acidity or firmness but notboth. All other factors influence
both.d An extraordinary change in technique, three hours at
38C.
Source: After Birkkjaer et al., 1961. With permission.
TABLE 1.7B (continued)Effect of Cheesemaking Parameters on
Cheese Quality (Prepared forDanish Samso Cheese, a Gouda-Type
Semihard Cheese) Modifications Needed to Produce a Softer Cheese
and Their Primary and Secondary Effects
Factor No. Efficiencya Modifications Primary Effect Secondary
Effectb
2003 by CRC Press LLC
-
TABLE 1.7C Effect of Cheesemaking Parameters on Cheese Quality
(Prepared forDanish Samso Cheese, a Gouda-Type Semihard Cheese)
Modifications Needed to Produce a Less Acidic Cheese and Their
Primary and Secondary Effects
Factor No. Efficiencya Modifications Primary Effect Secondary
Effectb
1 + Use raw milk or pasteurize at approx. 70C (158F)
Slightly improves whey expulsion
Cheese becomes slightly firmer. Ca content increases
slightly
2 ++ Add water to the milk Reduces whey expulsion Cheese becomes
softer. Ca content decreases
4 ++ Reduce amount of culture/starter, or shorten preripening
period of the milk
Less acidification Cheese becomes a little softer. Ca content
increases. Not enough culture/starter and a weak preripening
produces a tough cheese with an off flavor
7c ++ Start cooking earlier by shortening prestirring or
intermediate stirring, and prolong final stirring
correspondingly
Development of lactic-acid bacteria is restrained and whey is
expelled
Ca content increases
8 +++ Add more water during cooking
Greater diffusion of sugar and Ca from curd cubes to the
whey
Adding more than 20% water may produce a cheese with an off
flavor. Increasing the water added produces cheese with a higher
water content and lower Ca content
9 ++++++ Raise cooking temperature
Development of lactic-acid bacteria in the vat is slowed. Whey
is expelled earlier
Cheese becomes firmerand tougher. At high temperatures,
especially above 40C (105F), cheese develops an off flavor
10 ++ Avoid a drop in temperature during final stirring
Development of lactic-acid bacteria is slowed
Cheese becomes firmer. Ca content increases
11c + Prolong the time for final stirring so total stirring time
is longer
Acidity is slightly changed because development of lactic-acid
bacteria is slowed. But because curd cubes are kept in the whey
longer, more Ca is discharged
Cheese consistency becomes more supple (flexible), so cheese is
easier to cut
2003 by CRC Press LLC
-
Various methods of influencing cheese ripening are summarized in
Table 1.8.The primary factors in this process are (Scott et al.,
1998):
1. Storage temperature and humidity, humidity being less
important forcheeses hermetically packed (e.g., with a wax
coating).
2. Chemical composition of the curd fat content, level of amino
acids,fatty acids, and other by-products of enzymatic action.
3. Residual microflora of the curd primarily from the starter
culture. Thecheesemaker can do little to influence it except in the
case of blue-veinedor surface-ripened cheeses.
Temperature and humidity are factors that cheesemakers can
control duringripening. In general, higher temperatures increase
the microbial growth rate andother biochemical reactions occurring
in the curd. Thus, cheeses matured at differenttemperatures can
have different flavor profiles. Accordingly, proper control of
storagetemperature is essential. Variety-specific storage
temperature control protocols have
12 Reduce or omit addition of salt to whey during final
stirring
Curd cubes swell less and thus retain less whey
Cheese becomes firmer. Ca content increases. Brine salting
should be prolonged to get an adequate salt content
14 + Cool cheese early, or carry through pressing at high
temperature 40C (105F)
Development of lactic-acid bacteria is slowed
Cooling results in a softer cheese. Cooling too early may result
in high pH cheese. High pressing temperature makes a firmer cheese,
and the danger of a cracked rind and fermentation is increased if
it is not cooled after pressing
a + Represents relative efficiency, the higher the better.b
Shaded effects result in softer cheese; bold-faced effects result
in firmer cheese. Shaded and bold-facedeffects may result in softer
or firmer cheese.c Factor numbers 7 and 11 show modifications that
influence either acidity or firmness but not both. Allother factors
influence both.
Source: After Birkkjaer et al., 1961. With permission.
TABLE 1.7C (continued)Effect of Cheesemaking Parameters on
Cheese Quality (Prepared forDanish Samso Cheese, a Gouda-Type
Semihard Cheese) Modifications Needed to Produce a Less Acidic
Cheese and Their Primary and Secondary Effects
Factor No. Efficiencya Modifications Primary Effect Secondary
Effectb
2003 by CRC Press LLC
-
TABLE 1.7D Effect of Cheesemaking Parameters on Cheese Quality
(Prepared forDanish Samso Cheese, a Gouda-Type Semihard Cheese)
Modifications Needed to Produce a More Acidic Cheese and Their
Primary and Secondary Effects
Factor No. Efficiencya Modifications Primary Effect Secondary
Effectb
1 + Pasteurize at 65C (150F) or above 75C (166F), esp. above 80C
(175F)
Slightly reduces whey expulsion (above 80C [175F] somewhat)
Cheese becomes slightly softer (above 80C [175F] somewhat). Ca
content decreases slightly
2 ++ Reduce or omit addition of water to the milk
Improves whey expulsion from the curd
Cheese becomes a little firmer. Ca content increases
4 ++ Increase amount of culture/starter or prolong preripening
of the milk
Increases acid production Cheese becomes a little firmer. Ca
content decreases. Too much culture/starter and too strong
preripening causes cheese to be sour, short, and flaky
7c ++ Cook longer by prolonging prestirring or intermediate
stirring, and shorten final stirring correspondingly
Lactic-acid bacteria have better growth conditions in the vat.
Whey expulsion occurs later
Ca content decreases. A long intermediate stirring time
increases the loss in the whey because curd is easily stirred into
pieces
8 +++ Reduce or omit addition of water during cooking
Less diffusion of sugar and Ca from curd cubes to the whey
Cheese retains more Ca and less water. It may become too acidic
and stiff and break. Cheese becomes softer. Cheese which is already
acidic may crack
9 ++++++ Lower cooking temperature
Lactic-acid bacteria have better growth conditions in the vat.
Whey expulsion occurs later
Cheese becomes softer.Ca content decreases
10 ++ Cool curd cubes for about 15 min before end of stirring. A
small amount of water is optional
Lactic-acid bacteria have better growth conditions
A short stirring time produces a tough cheese. Cut surface often
gets horny and greasy after storage
11c + Shorten the time of final stirring so total stirring time
is shorter
Acidity is changed slightly because development of lactic-acid
bacteria is improved. But because curd cubes are kept in the whey
for a shorter time, less Ca is discharged
Cheese becomes softer.Ca content decreases. Brine salting should
be shortened so cheese is not too salty
2003 by CRC Press LLC
-
been developed to optimize cheese quality. For example,
Swiss-type Emmental isheld at a low temperature initially (10 to
15C) to facilitate the growth of lactic-acidbacteria. Later, the
temperature is increased (20 to 24C) so that propionic bacteriacan
grow. These are essential for the characteristic Emmental flavor
and eyes. Forblue-veined cheeses (e.g., Gorgonzola, Roquefort,
Stilton), warm-temperature stor-age is followed by low-temperature
storage (Scott et al., 1998). Prevailing relativehumidity during
storage (80 to 85%) helps to control the moisture content of
cheesesnot covered with moisture barriers such as a wax coating.
The moisture equilibriumin the cheese changes due to reactions
occurring that require or release water.Increase in moisture
content during storage affects the solute concentration
andmicrobial growth rate. In general, higher moisture content
promotes more vigorousgrowth of microorganisms than does lower
moisture content. In addition to tempera-ture and moisture, other
factors such as curd pH, inhibitory substances (e.g.,antibodies and
salts), and oxidationreduction potential affect the microbial
popu-lation in the cheese (Scott et al., 1998; Fox et al., 2000).
The enzymes relevant formaturation in most hard cheeses are active
in the pH range of 4.9 to 5.5, and in softcheeses from pH 5.3 to
6.0 (Scott et al., 1998).
Protein, fat, and lactose are hydrolyzed (i.e., proteolysis,
lypolysis, and glycoly-sis, respectively) to varying extents during
cheese ripening. Among these, proteolysisof casein is the most
important. Proteolysis of - and -casein occurs due to any
12 Increase amount of salt added to the whey during final
stirring
Curd cubes swell more and thus retain more whey
Too heavy salting in the vat restrains acidification, which may
produce a high-pH cheese
14 + Take care that cheese temperature during pressing stays
near the optimum temperature of the bacteria
Lactic-acid bacteria have better growth conditions during
pressing. Pressing at high temperatures, or cooling too early to
low temperatures in the curd, restrains acidification
Since rind fermentation can be prevented rather effectively by
cooling, cheese should be cooled after pressing or during the last
part of pressing,if this is long enough
a + Represents relative efficiency, the higher the better.b
Shaded effects result in softer cheese; bold-faced effects result
in firmer cheese.c Factor numbers 7 and 11 show modifications that
influence either acidity or firmness but not both. All otherfactors
influence both.
Source: After Birkkjaer et al., 1961. With permission.
TABLE 1.7D (continued)Effect of Cheesemaking Parameters on
Cheese Quality (Prepared forDanish Samso Cheese, a Gouda-Type
Semihard Cheese) Modifications Needed to Produce a More Acidic
Cheese and Their Primary and Secondary Effects
Factor No. Efficiencya Modifications Primary Effect Secondary
Effectb
2003 by CRC Press LLC
-
residual rennet from what was added for coagulation, natural
proteases, and proteasesand polypeptidases from starter or
adventitious bacteria (Scott et al., 1998). This isessential for
cheese flavor development. Fat contains lipophilic flavor
compounds,which develop or are released by microbial or enzymatic
action through oxidation,decarboxylation, and eventually reduction
of decarboxyl compounds. Glycolysis isalso initiated by adding a
starter culture and reaches its peak in the milk during
thepreripening stage. Here lactic acid, acetic acid, and CO2 are
produced. In somecheeses, citrate is also metabolized into citric
acid.
Proteolysis is also mainly responsible for changes in the body
and texture ofcheeses. The breakdown of proteins first involves the
conversion of casein fractionsinto large peptides. These peptides
are later broken down to lower molecularweight products. The
primary proteolysis in ripening has been defined as thechanges in
caseins, which can be detected by polyacrylamide gel
electrophoresis.The products of secondary proteolysis include the
peptides and amino acids thatare soluble in the aqueous phase of
the cheese. In mature Cheddar, approximatelyone-third of the
protein has been broken down to forms that are soluble at pH
4.6(Banks, 1998).
TABLE 1.8Methods of Influencing Cheese Ripening and Their
Advantages and Disadvantages
Method of Influence Advantages Disadvantages
Increased storage temperature Easy to performNo aspects
determined by law
No specific effectRisk of destroying bacteria
Increased inoculation level in starter culture
Natural enzyme balanceNo aspects determined by law
Influences pH and consistency
Addition of EnzymesProteases/peptidasesLipases, animal, and
microbial
Relative low costSpecific effect
Few usable enzymesRisk of over-ripeningAspects determined by
lawUse of whey
Special CulturesLactobacillus/pediococciBrevibacterium
linesMoldPropionic-acid bacteria
Naturally balancedNo aspects determined by law
Opposite effect on pH and consistency
Different taste profile
Modified Starter CulturesCold/warm treatedLysozyme
treatedNonacidic producing
Natural enzyme balanceEasy to conform to
Technologically complex
Source: After Kristensen, 1999. With permission.
2003 by CRC Press LLC
-
PROCESS CHEESE
Process cheese is manufactured from one or more of the natural
cheeses describedthus far. The basic premise is to stabilize the
proteins that are normally affectedalready during one or more of
the cheesemaking steps (Shimp, 1985). This isaccomplished by
heating and mixing cheeses with some emulsifying salts. Thecareful
selection of cheeses, emulsifying salts, and processing factors
allows makingprocess cheeses of varied textures suitable for many
end uses.
The primary reasons for manufacturing process cheese are
(Spreer, 1998):
1. Long shelf life due to heat treatment and hot filling2. Wide
variety due to a multitude of ingredients and composition3.
Efficient utilization due to spreadable consistency and small
portions4. Upgrading of defective rennet cheese products if the
defects limit the shelf
life but the products are still edible
The basic steps in the manufacture of process cheese are
selecting and blendingraw materials, heat processing, and forming
and packaging. The raw materialsinclude the natural cheeses,
emulsifying salts, and other ingredients. Using theappropriate
cheeses in the blend is very critical to obtain the desired texture
andflavor. The emulsifying salts, primarily phosphates and
citrates, are selected for theirability to disperse and increase
hydration of the cheese proteins, which createssmoothness and fat
emulsification (Olson, 1995). Other ingredients vary, from dairyand
nondairy products such as skim milk powder, whey protein
concentrate, spicesand vegetables, and muscle food ingredients,
etc. In general, good quality rawmaterials ensure good quality
process cheese.
Process cheeses can be grouped into three major categories based
on compositionand consistency: process cheese block, process cheese
food, and process cheesespread. The selection of type of heat
processing and raw materials for each are doneaccordingly. A fourth
group, process cheese analog based on vegetable fat-caseinblend, is
also manufactured. Specific manufacturing steps, ingredient
selection, etc.,are detailed in Caric and Kalab (1993). The
manufacturing conditions for sliceableand spreadable process cheese
are summarized in Table 1.9.
The heat-processing step converts the raw material into a
homogeneous product.Heating is performed under atmospheric pressure
or vacuum at 85 to 95C or underpressure at 105 to 120C.
Temperatures under 90C are desirable to avoid a browningreaction
when the raw materials are high in lactose. During heating, the mix
iscontinuously stirred at 60 to 140 rpm. The process duration
varies from 4 to 8 minfor processed cheese blocks to 8 to 15 min
for processed cheese spread (Caric andKalab, 1993).
After heat processing, the melt is conveyed to filling machines
where it is moldedinto different shapes or put into containers. It
can also be spread on conveyor beltsand sliced. The cheese is then
cooled. Cooling is performed fairly slowly (1012 h)for process
cheese blocks and very quickly (1530 min) for process cheese
spreadto facilitate softening of the product.
2003 by CRC Press LLC
-
REFERENCES
Ak, M.M. and S. Gunasekaran. 1997. Anisotropy in tensile
properties of Mozzarella cheese.Journal of Food Science
62(5):10311033.
Ay, C. and S. Gunasekaran. 1994. An ultrasonic attenuation
measurement for estimating milkcoagulation time. Transactions of
the ASAE 37(3):857862.
Banks, J.M. 1998. Cheese. In The Technology of Dairy Products,
Ed. R. Early, 81122.London, U.K.: Blackie Academic and
Professional.
Battistotti, B. et al. 1984. Cheese: A Guide to the World of
Cheese and Cheesemaking. NewYork: Facts on File Publications.
Bauer, R. et al. 1995. The structure of casein aggregates during
renneting studied by indirectFourier transformation and inverse
Laplace transformation of static and dynamiclight-scattering data,
respectively. Journal of Chemical Physics 103:27252737.
Birkkjaer, H.E. et al. 1961. The influence of the cheesemaking
technique upon the quality ofcheese. Report No. 128, Danish
Government Research Institute for Dairy Industry,Hillerod, Denmark.
(Translated from Danish and reprinted with permission in theDairy
Pipeline, 1998, Center for Dairy Research, University of
Wisconsin-Madison,Madison, WI, 53706, U.S.A.)
TABLE 1.9Manufacturing Conditions for Sliceable and Spreadable
Process Cheese
Condition
Process Cheese Type
Sliceable Spreadable
Average age of the raw material Fresh to half-mature;mostly
fresh
Combination of fresh, half-mature,and over-ripe
Relative casein contentstructure
7590%, mostly long 6075%, short to long
Melting salt Structure: not creamy Emulsifier: high molecular
Polyphosphate, etc.
Structure: creamyEmulsifier: lower or medium
molecularPolyphosphate, etc.
Water, how added 1025%, all at once 2045%, in
portionsTemperature 8085C (176185F) 8598C/150C (185208F/302F)Time
for melting, stirring 48 min, slow 815 min, fastpH 5.45.6
5.75.9Process cheese 02% 520%Whole milk powder or whey powder 0
510%Homogenization None DesirablePackaging (filling) 515 minCooling
Slow (1020 h) at room
temperatureFast (1530 min) in freezing conditions (cool air)
Treatment Very careful Intensive (powerful)
Source: After Kristensen, 1999. With permission.
2003 by CRC Press LLC
-
Caric, M. and M. Kalab. 1993. Processed cheese products. In
Cheese: Chemistry, Physicsand Microbiology, Vol. 2, Major Cheese
Groups, 2nd ed., Ed. P.F. Fox, 467505.New York: Chapman and
Hall.
Carlson, A., C.G. Hill, Jr., and N.F. Olson. 1987. Kinetics of
milk coagulation: I-IV. Biotech-nology and Bioengineering
29(4):582589, 590600, 601611, 612624.
CFR, 1998. Cheeses and Related Cheese Products. Code of Federal
Regulations, Title 21,Part 33, pp 294346. United States Department
of Health and Human Services, Foodand Drug Administration,
Washington.
Davis, J.G. 1965. Cheese, Vol. 1, Basic Technology. London:
Churchill Livingstone.Dejmek, P. 1987. Dynamic rheology of rennet
curd. Journal of Dairy Science 70:13251330.Doeff, G. 1994. Cheese
in the U.S.A. Dairy Foods Sept., p. D.Fox, P.F. 1993. Cheese: an
overview. In Cheese: Chemistry, Physics and Microbiology, Vol.
1,
General Aspects, Ed. P.F. Fox, 132. London: Chapman and
Hall.Fox, P.F. et al. 2000. Fundamentals of Cheese Science.
Gaithersburg, MD: Aspen Publishers, Inc.Fox, P.F. and P.L.H.
McSweeney. 1998. Dairy Chemistry and Biochemistry. London:
Blackie
Academic and Professional.Glaser, J., P.A. Carroad, and W.L.
Dunkley. 1980. Electron microscopic studies of casein
micelles and curd microstructure in cottage cheese. Journal of
Dairy Science63:3748.
Gunasekaran, S. and C. Ay. 1996. Milk coagulation cut-time
determination using ultrasonics.Journal of Food Process Engineering
19(3):331342.
Hill, A.R. 1995. Chemical species in cheeses and their origin in
milk components. In Chemi-stry of Structure-Function Relationships
in Cheese, Eds. E.L. Malin and M.H. Tunick,4358. New York: Plenum
Press.
Hori, T. 1985. Objective measurements of the process of curd
formation during rennettreatment of milks by hot wire method.
Journal of Food Science 50:911917.
Johnson, M.E. 1998. Part II Cheese chemistry. In Fundamentals of
Dairy Chemistry,Ed. N.P. Wong, 634654. New York: Van Nostrand
Reinhard Co.
Johnson, M. and B.A. Law. 1999. The origins, development and
basic operations of cheese-making technology. In Technology of
Cheesemaking, Ed. B.A. Law, 132. Sheffield,England: Sheffield
Academic Press Ltd.
Kimber, A.M. et al. 1974. Electron microscope studies of the
development of structure inCheddar cheese. Journal of Dairy
Research 41:389396.
Kindstedt, P.S., L.J. Kiely, and J.A. Gilmore. 1992. Variation
in composition and functional prop-erties within brine-salted
Mozzarella cheese. Journal of Dairy Science 75:29132921.
Konuklar, G. and S. Gunasekaran. 2002. Rennet-induced milk
coagulation by continuoussteady shear stress. Journal of Colloid
and Interface Science (in press).
Kopelman, I.J. and U. Cogan. 1976. Determination of clotting
power of milk clotting enzymes.Journal of Dairy Science
59(2):196199.
Kristensen, J.M.B. 1999. Cheese Technology A Northern European
Approach. Aarhus,Denmark: International Dairy Books.
Kristoffersen, T. 1985. Development of flavor in cheese.
Milchwissenschaft 40:197199.Law, B.A. (ed.) 1999. Technology of
Cheesemaking. Boca Raton, FL: Sheffield Academic
Press.Lomholt, S.B. and K.B. Qvist. 1999. The formation of
cheese curd. In Technology of Cheese-
making, Ed. B.A. Law. Sheffield, England: Sheffield Academic
Press Ltd.Lopez, M.B., S.B. Lomholt, and Q.B. Qvist. 1998.
Rheological properties and cutting time
of rennet gels: effect of pH and enzyme concentration.
International Dairy Journal8:289293.
2003 by CRC Press LLC
-
NDC. 2000. Newer Knowledge of Dairy Foods/Cheese. National Dairy
Council(www.nationaldairycouncil.org). Managed by Dairy Management
Inc., Rosemont, IL.
Nilson, K.M. 1968. Some practical problems and their solutions
in the manufacture ofMozzarella cheese. In Proc. 5th Annual
Marschall Italian Cheese Seminar, 17.Madison, WI.
Oberg, C.J., W.R. McManus, and D.J. McMahon. 1993.
Microstructure of Mozzarella cheeseduring manufacture. Food
Structure 12:251258.
OCallaghan, D.J., C.P. ODonnell, and F.A. Payne. 1999. A
comparison of on-line techniquesfor determination of curd setting
time using cheese milks under different rates ofcoagulation.
Journal of Food Engineering 41(1):4354.
Olson, N.F. 1979. Cheese. In Microbial Technology II, Eds. H.J.
Peppler and D. Perlman,3977. New York: Academic Press.
Olson, N.F. 1995. Cheese. In Biotechnology, Vol. 9, Eds. H.-J.
Rehm and G. Reed, 355384.Weinheim, Germany: Verlag Chemie.
Paulson, B.M., D.J. McMahon, and C.J. Oberg. 1998. Influence of
sodium chloride onappearance, functionality and protein
arrangements in non-fat Mozzarella cheese.Journal of Dairy Science
81:20532064.
Payne, F.A. et al. 1993. Fiber optic sensor for predicting the
cutting time of coagulating milkfor cheese production. Transactions
of the ASAE 36(3):841847.
Pearse, M.J. and A.G. Mackinlay. 1989. Biochemical aspects of
syneresis: A review. Journalof Dairy Science 72:14011407.
Prentice, J.H. 1993. Cheese rheology. In Cheese: Chemistry,
Physics & Microbiology, Vol. 1,General Aspects, Ed. P.F. Fox,
303340. Elsevier Applied Science, London.
Scott, R., R.K. Robinson, and R.A. Wilbey. 1998. Cheesemaking
Practice. Gaithersburg, MD:Aspen Publishers, Inc.
Shimp, L.A. 1985. Process cheese principles. Food Technology
39(5):6369.Spreer, E. 1998. Milk and Dairy Product Technology. New
York: Marcel Dekker, Inc.Turhan, M. and S. Gunasekaran. 1998.
Analysis of moisture diffusion in white cheese during
salting. Milchwissenschaft 54(8):446450.Uludogan, G. 1999.
Evaluation of Milk Coagulation Using Ultrasonic and Rheological
Meth-
ods, Ph.D. thesis, University of Wisconsin-Madison.Vedamuthu,
E.R. and C. Washam. 1983. Cheese. In Biotechnology A
Comprehensive
Treatise, Vol. 5, Eds. H.-J. Rehm and G. Reed, 231313. Weinheim,
Germany: VerlagChemie.
Visser, J. 1991. Factors affecting the rheological and fracture
properties of hard and semihardcheese. Bulletin of the
International Dairy Federation No. 268, 4961, IDF,
Brussels,Belgium.
Walstra, P. and R. Jenness. 1984. Dairy Chemistry and Physics.
New York: John Wiley and Sons.Walstra, P. et al. 1999. Dairy
Technology Principles of Milk Properties and Processes.
New York: Marcel Dekker, Inc.
2003 by CRC Press LLC
-
Fundamental Rheological Methods
Fundamental rheological methods are performed under well-defined
and controlledconditions. Though some assumptions about the
materials and test methods may bemade, calculations of material
properties are based on well-defined rheological terms(e.g.,
strain, stress). Moreover, material properties determined by
fundamental methodsare independent of the apparatus used for
measurements, which allows comparison ofdata from different
research groups (Mitchell, 1984; Shoemaker et al., 1987; Tunickand
Nolan, 1992; Tunick, 2000). These fundamental methods help
researchers studycheese properties and effects of many
manufacturing factors, and eventually developcheeses with desired
and consistent textural and rheological properties. Few reviewshave
been published on the fundamental rheological methods employed in
cheeseresearch (van Vliet, 1991a; Konstance and Holsinger, 1992;
Luyten et al., 1992).
DEFINITION OF RHEOLOGY
The term
rheology
was coined by Professor E.C. Bingham to represent a new branchof
mechanics concerned with
the study of deformation and flow of matter
(Reiner,1964). This definition was accepted at the inaugural
meeting of the Society ofRheology (then, the American Society of
Rheology) in 1929. Although significantrheology research has been
performed prior to this date, the progress in the field ofrheology
seems to have greatly accelerated after its inception in 1929 as a
separatediscipline (Doraiswamy, 2002). Rheology is now a
well-recognized field with manyapplications in different
industries. Professionals from various disciplines
(e.g.,physicists, chemists, biologists, engineers, mathematicians)
are interested in thetheoretical and practical aspects of
rheology.
As stated in the definition, rheology aims at measuring those
properties ofmaterials that control their deformation and flow
behavior when subjected toexternal forces. Thus, rheology is mainly
concerned with the relationship betweenstrain, stress, and time.
When subjected to external forces, solids (or truly
elasticmaterials) will deform, whereas liquids (or truly viscous
materials) will flow.However, contemporary rheology is more
interested in the behavior of real mate-rials with properties
intermediate between those of ideal solids and ideal
liquids(Doraiswamy, 2002). These industrially important materials
are called viscoelasticmaterials, which include almost all real
materials.
BASIC CONCEPTS
Rheology deals with the relationship between three variables:
strain, stress, and time.Strain and stress are related to
deformation and force, respectively. Strain accounts
2
2003 by CRC Press LLC
-
for the size effect on material deformation due to difference in
length (or height) ofspecimens, whereas stress accounts for the
size effect on applied force due todifference in cross-sectional
area of specimens. Using strain and stress, rheologistsare able to
obtain true material properties independent of the sample size
andgeometry, and compare test results for samples of different
sizes and geometries.Many rheological terms are defined and
described by van Vliet (1991b).
S
TRAIN
When a material is subjected to an external force, individual
points of the body willmove relative to one another causing a
change in the size and shape of the material.The
deformation
is the measure of such a change in size and shape.
Deformation,however, is not uniquely related to force as
illustrated in the following example.Two specimens (
A
and
B
), made of the same material and having identical shapeand size,
are subjected to the same axial force,
F
, applied
perpendicular
to thematerial surfaces (Figure 2.1). This will result in the
same amount of extension
FIGURE 2.1
Effect of test specimen length on forceextension relationship.
(After Hall, 1968).
FF
FF
Before deformation
After deformation A
A
Before deformation
After deformation B
B
BABefore deformation Before deformation
After deformation After deformation BA
F F
L
L
L/2
L/2
L L
L/2
L/2
Deformation = L
Total deformation = 2L
Deformation = L
Lo
Lo
2 L
2 Lo
2003 by CRC Press LLC
-
(or deformation), denoted by
L
. Let us now imagine that we join the two specimensend to end
and again apply the same axial force
F
. Since each specimen willexperience the same axial force as
they did when stretched separately, they eachwill extend to the
same amount as before (i.e.,
L
) giving a total extension of 2
L
.
However, when we divide the total extension 2
L
by the total original length 2
L
o
,
the resulting quantity has the same numerical value as when the
specimens werestretched separ