Embed Size (px)
Citation preview
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 1/25
Mechanics of Solidification -
Proper Design of Gatingsystem
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 2/25
Solidification
Type of mold
Geometry of shape
Inter phase heat transfer coefficient Type of metal flow ± Turbulence
Solidification: first skin forms and later solidification
progresses inwards
Thickness (t) E square root of time For twice time thickness = 1.41 or 41 % more2
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 3/25
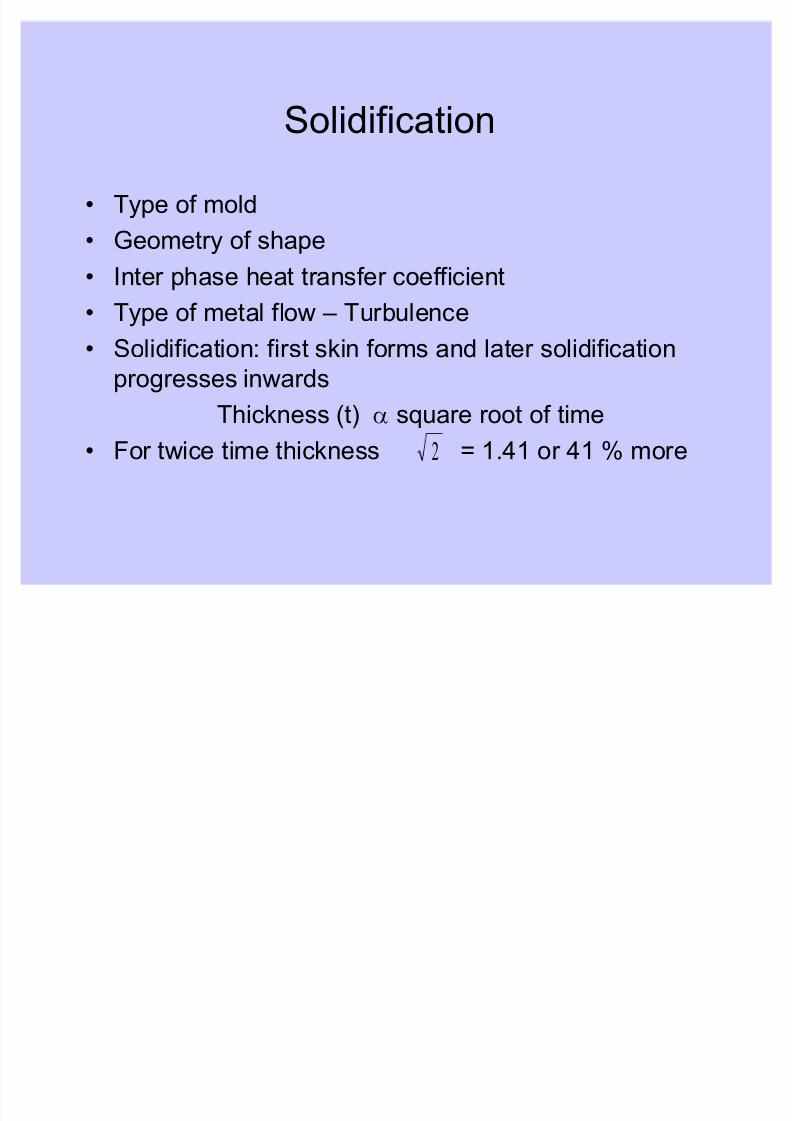
5 s 1 min 2 min 6 min
Solidified skin on casting
The remaining metal is poured out at times indicated in the figure
Hollow ornamental and decorative objects are made by a process
called slush casting based on this principle.
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 4/25
Fluid Flow
Gating system design strongly depends on
knowledge of fluid flow
Sprue-Runner, Pouring basin, risers
Problems
Premature cooling
Turbulence Gas entrapment
Frothing and impurity
Reaction with mold producing gas
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 5/25
Fluidity of molten metal
Fluidity = capability of the molten metal to fill the moldcavities
Factors influencing fluidity
Viscosity: Increasing viscosity and sensitivity totemperature reduces fluidity
Surface tension: High surface tension reduces fluidity
Inclusions:Insoluble particles reduce fluidity
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 6/25
Solidification Pattern
Fluidity E 1/(Freezing Range)
Pure metals act with good fluidity (lower freezingrange)
Casting parameters also affect fluidity
1. Mold design
2. Mold material (heat mold for good fluidity)3. Degree of superheat helps better fluidity
4. Rate of pouring
5. Heat transfer which affects viscosity
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 7/25
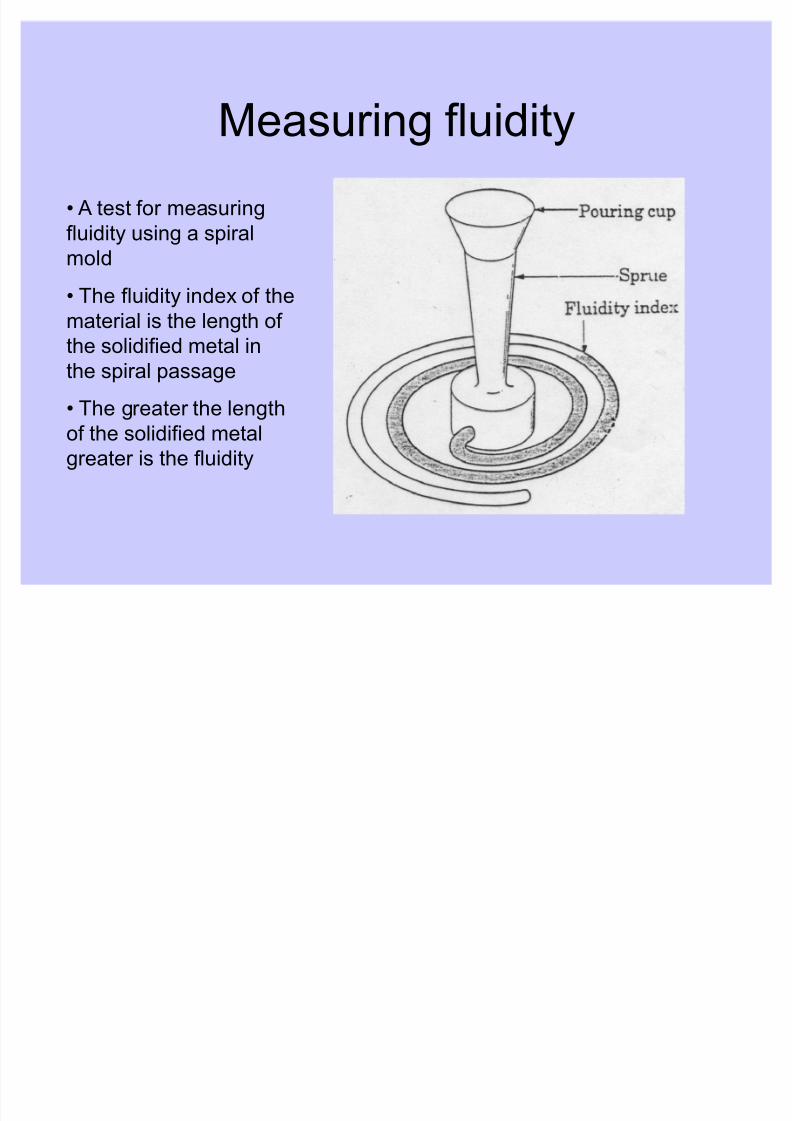
Measuring fluidity A test for measuring
fluidity using a spiral
mold
The fluidity index of the
material is the length of
the solidified metal in
the spiral passage
The greater the lengthof the solidified metal
greater is the fluidity
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 8/25
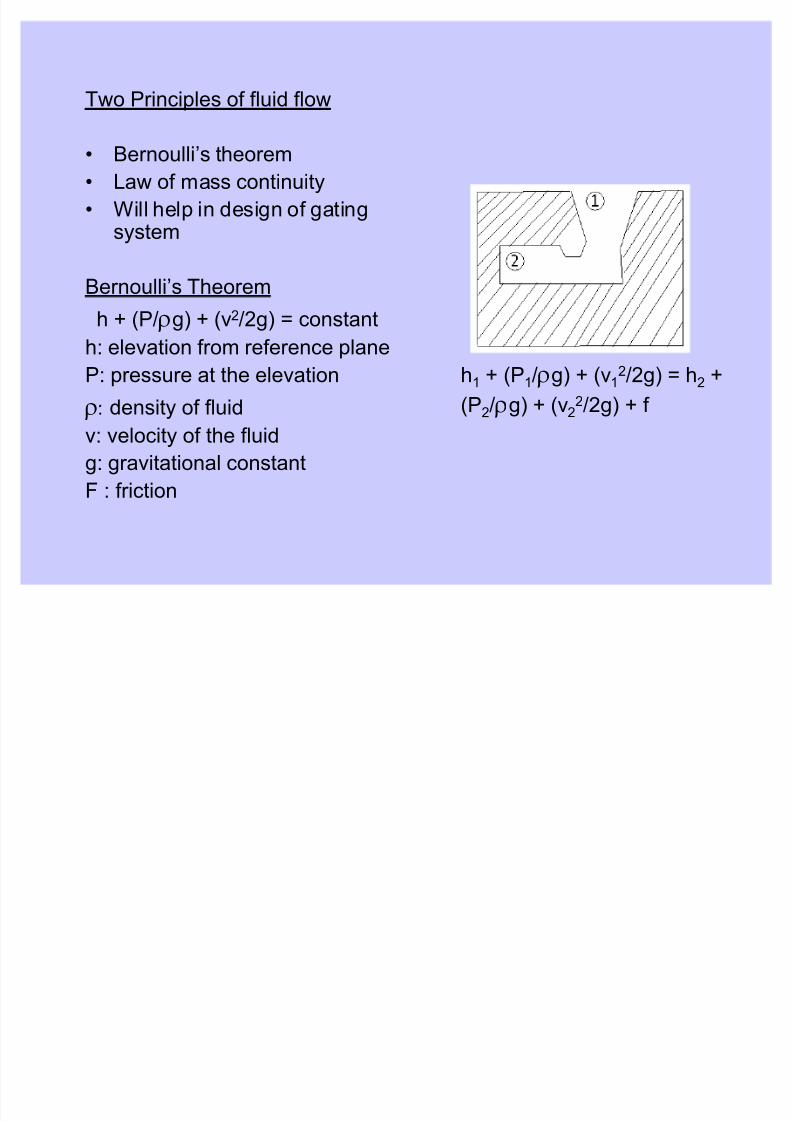
Two Principles of fluid flow
Bernoulli¶s theorem
Law of mass continuity
Will help in design of gatingsystem
Bernoulli¶s Theorem
h + (P/ Vg) + (v2/2g) = constant
h: elevation from reference plane
P: pressure at the elevation
Vdensity of fluidv: velocity of the fluid
g: gravitational constant
F : friction
h1 + (P1/ Vg) + (v12/2g) = h2 +
(P2/ Vg) + (v2
2
/2g) + f
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 9/25
Laws of Continuity
For incompressible liquids the rate of flow is constant
Q = A1V1 = A2V2
Q: rate of flow m3/s
A: cross sectional area
V: velocity if fluid flow
Factors Affecting
Permeability
Gas loss
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 10/25
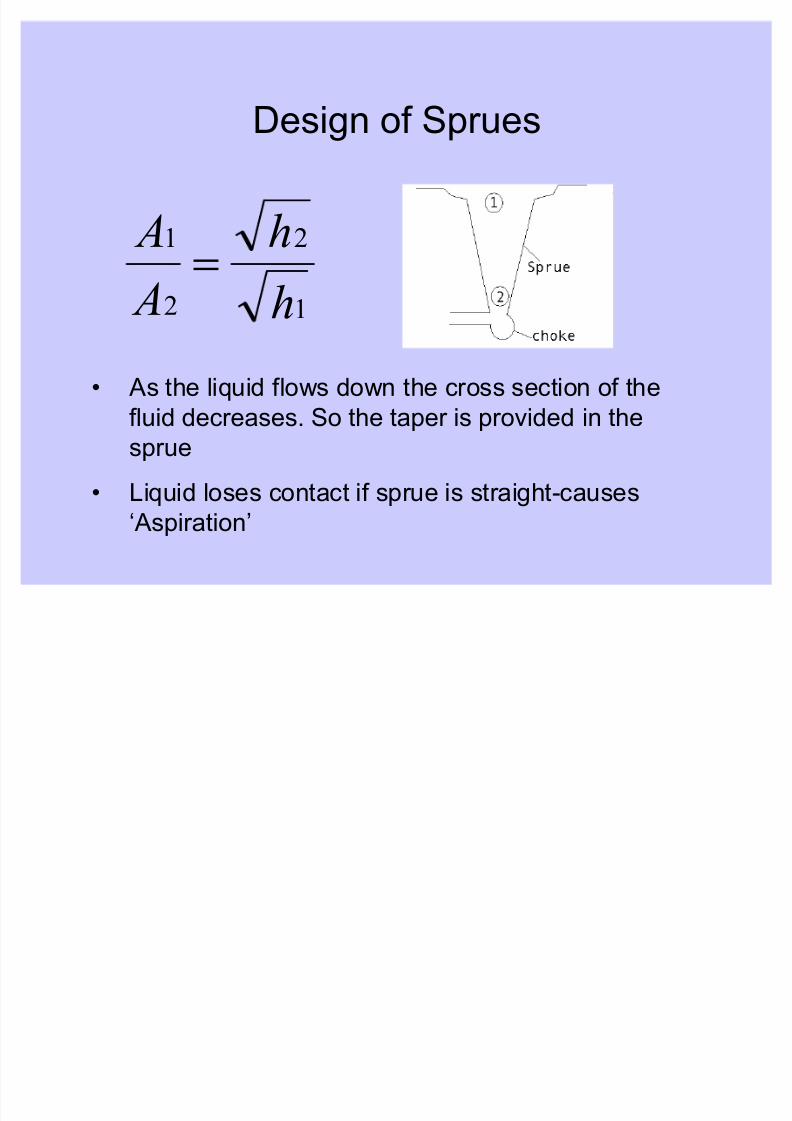
Design of Sprues
1
2
2
1
h
h
A
A!
As the liquid flows down the cross section of the
fluid decreases. So the taper is provided in thesprue
Liquid loses contact if sprue is straight-causes
µAspiration¶
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 11/25
hc
ht
h2
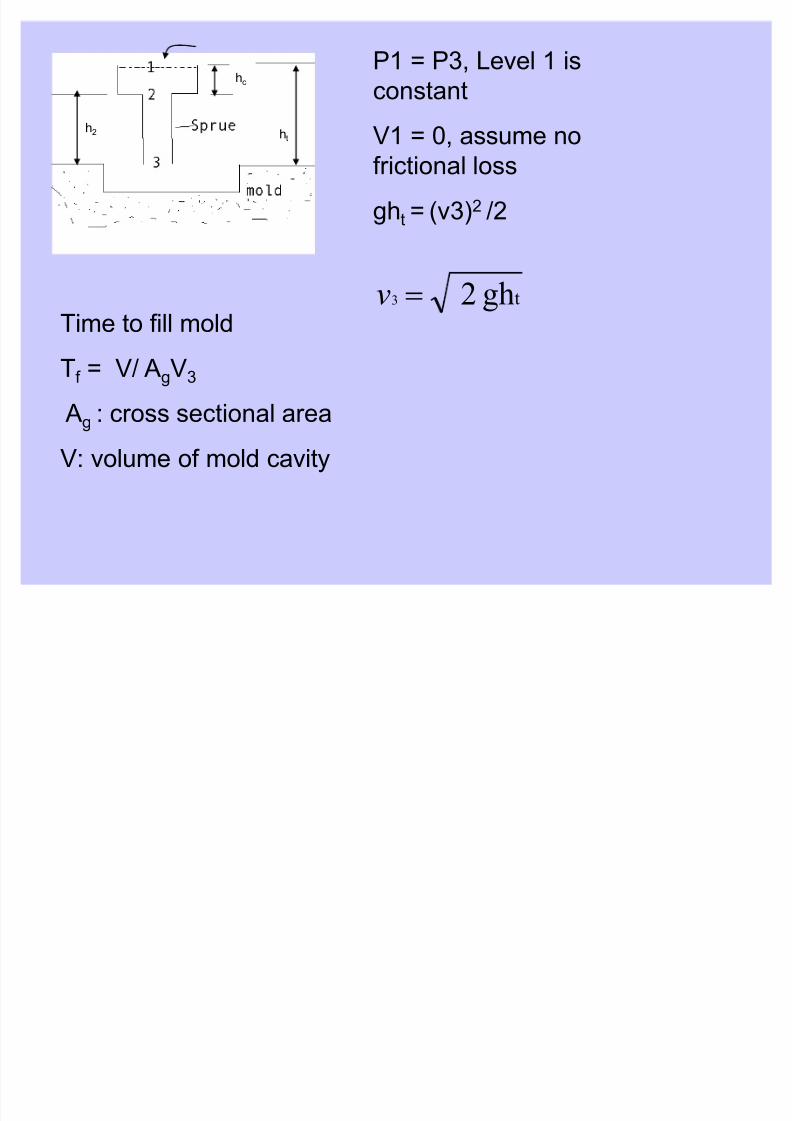
P1 = P3, Level 1 is
constant
V1 = 0, assume nofrictional loss
ght = (v3)2 /2
tgh23 !vTime to fill mold
Tf = V/ AgV3
Ag : cross sectional area
V: volume of mold cavity
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 12/25
Flow Characteristics
Important characteristics in fluid flow is Turbulence asopposed to Laminar Flow
Reynolds number
Re = vD V/
vvelocityD: diameter
Vdensity
: viscosity
Re is usually between 2000 and 20000
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 13/25
For Re above 20000
µdross¶ formations occur caused by air and gases Scum on top can get mixed with alloys
Elimination techniques
Avoid sudden changes in fluid flow Avoid sudden changes in cross section
µdross¶ can be reduced by filters ( ceramic, mica)
Also with proper pouring basin and gating system
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 14/25
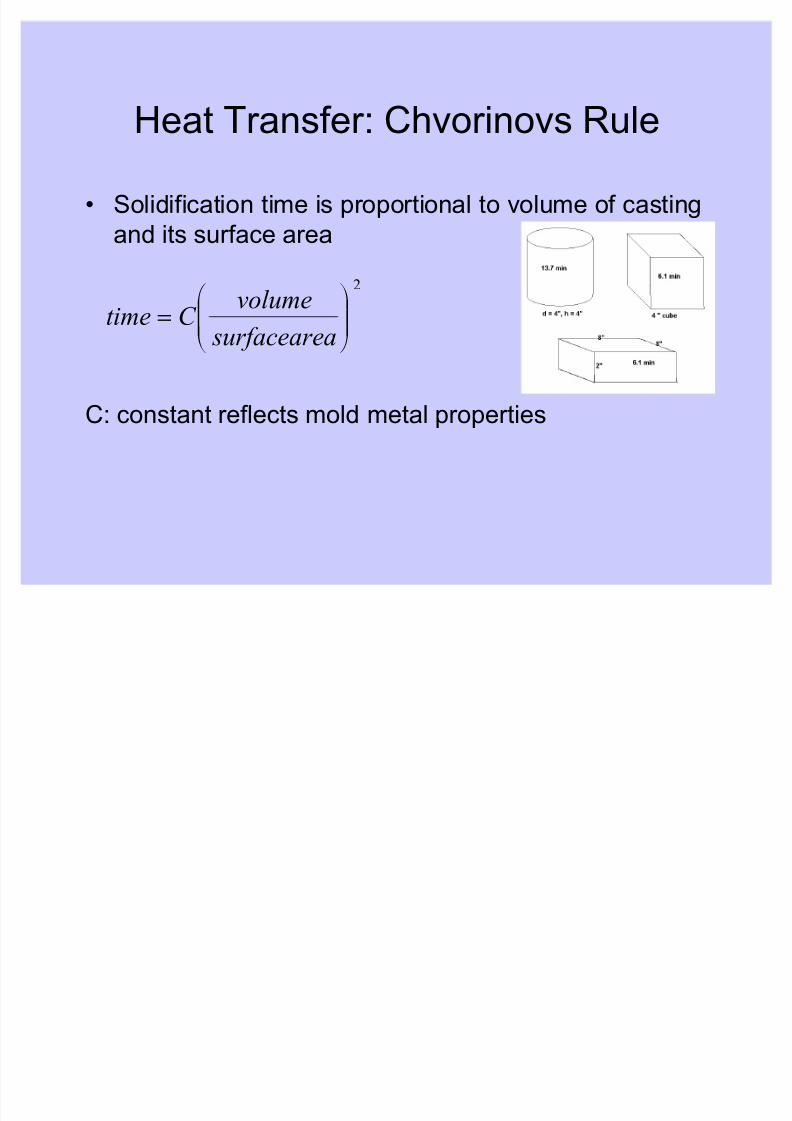
Heat Transfer: Chvorinovs Rule
Solidification time is proportional to volume of casting
and its surface area
C: constant reflects mold metal properties
2
¹¹ º
¸©©ª
¨!
a surfaceare
volumeC time
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 15/25
Example
5.2
Q: Three pieces being cast have the same volume but different shapes.One is a
sphere,one a cube and the other a cylinder(Height = Diameter). Which piece will
solidify the fastest and which the slowest.
Solidification time E 1/(surface area)2
Assume volume to be unity
Sphere V = (4/3) Tr 3, r=(3/4T)1/3 and A = 4Tr 2 = 4T(3/4T)2/3 = 4.84
Cube V = a3, a=1, A= 6a2 = 6
Cylinder V = Tr 2h = 2Tr 3, r=(1/2T)1/3, A = 2Tr 2 + 2Trh = 6Tr 2 = 6T(1/2T)2/3 = 5.54
Thus respective solidification times are
Tsphere = 0.043 C Tcube = 0.028 C
Tcylinder = 0.033 C
C is a constant
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 16/25
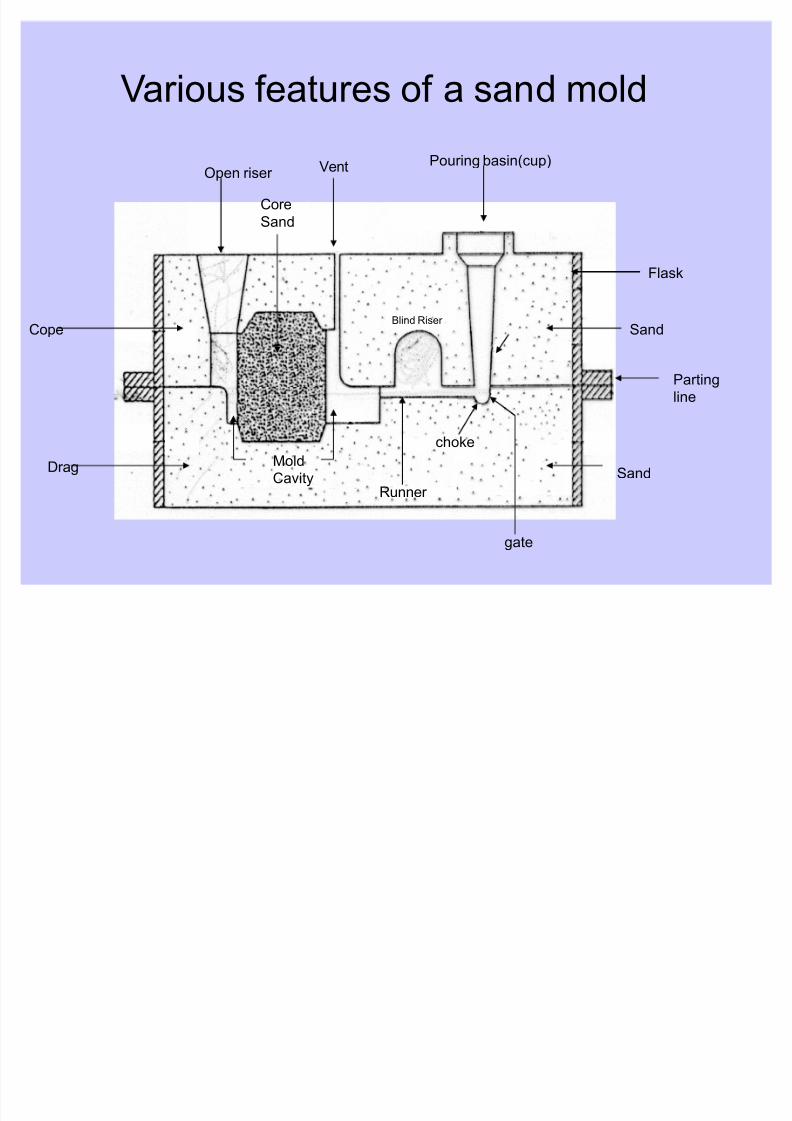
Open riser Vent Pouring basin(cup)
Flask
Sand
Parting
line
Sand
gate
choke
Runner
Mold
CavityDrag
CopeBlind Riser
Core
Sand
Various features of a sand mold
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 17/25
Gating System
Pouring basin, Sprue, choke, runner, ingate
Function Trap contaminants
Regulate flow of molten metal
Control turbulence
To establish directional solidification
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 18/25
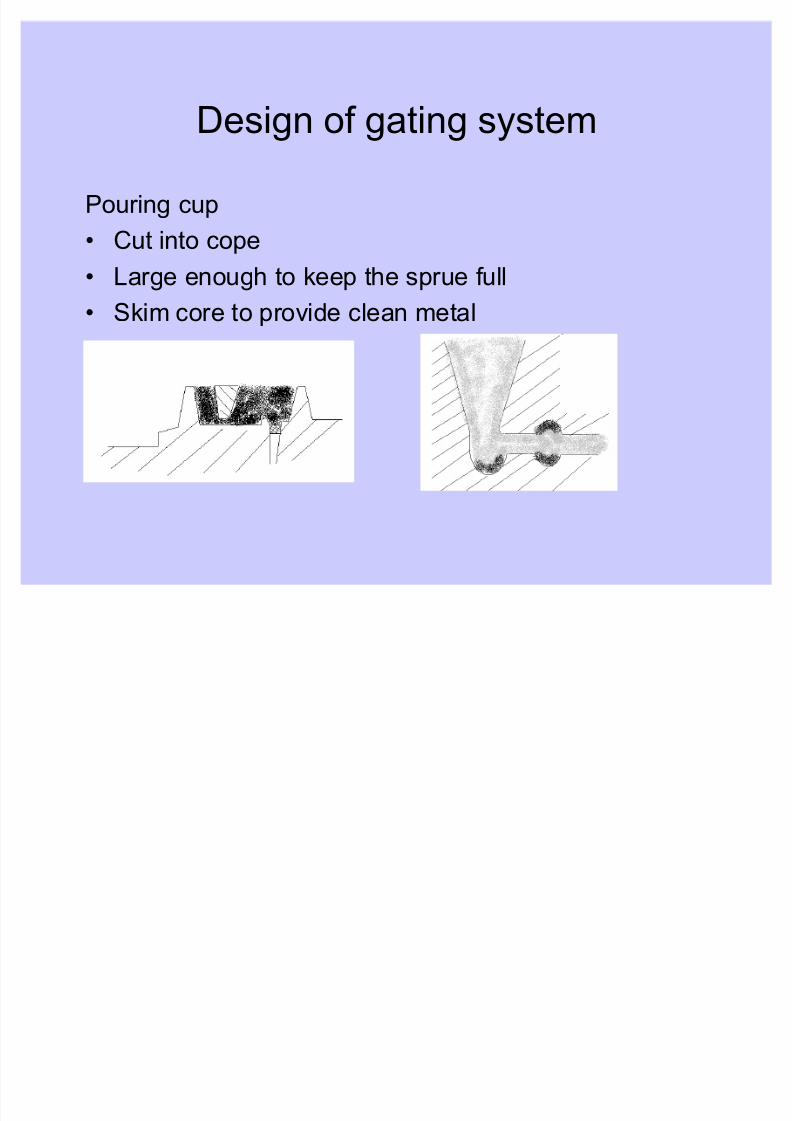
Design of gating system
Pouring cup
Cut into cope
Large enough to keep the sprue full Skim core to provide clean metal
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 19/25
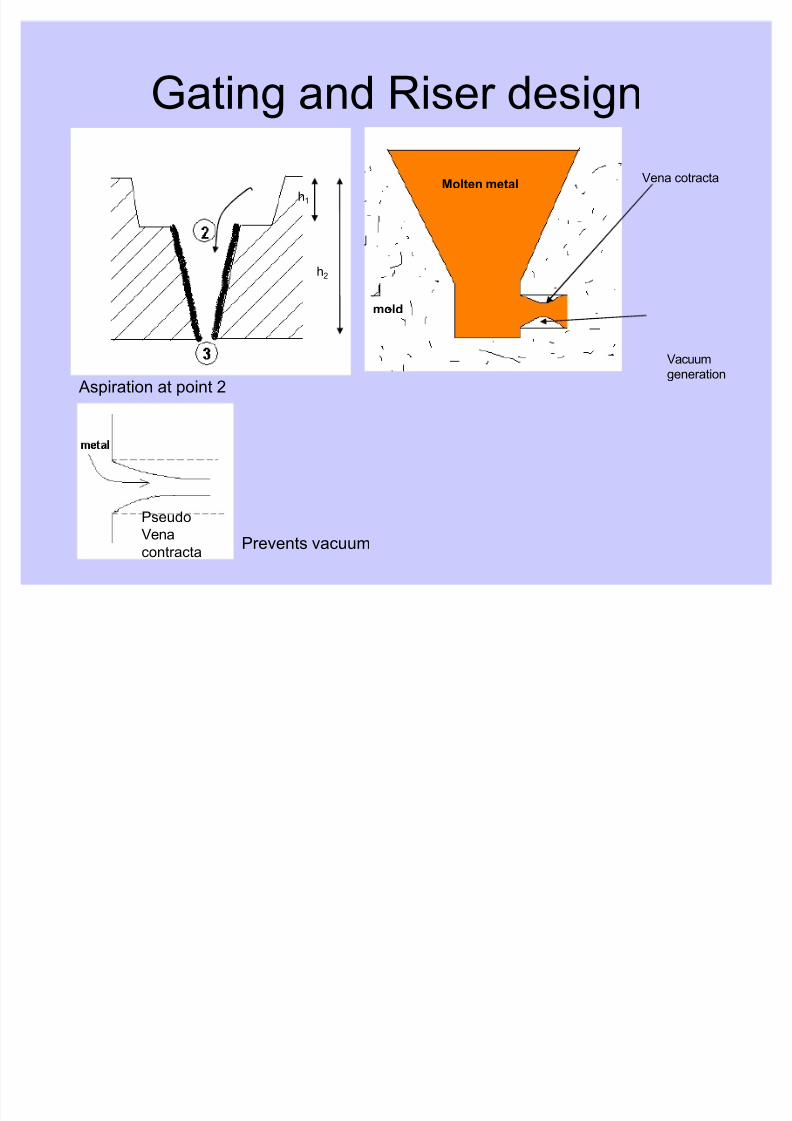
Gating and Riser design
h1
h2
Aspiration at point 2
Vena cotracta
Vacuumgeneration
Molten metal
mold
Prevents vacuum
Pseudo
Vena
contracta
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 20/25
Risering
Risering is a process designed to prevent shrinkagevoids that occur during solidification contractions
Aluminum ± 6.6%
Steel ± 2.5 to 4%
Criteria for Riser design
Riser must remain molten until casting is completelysolidified
Riser should have enough liquid metal to feed casting Riser should be kept at proper distance from the
casting
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 21/25
PlatesThick objects
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 22/25
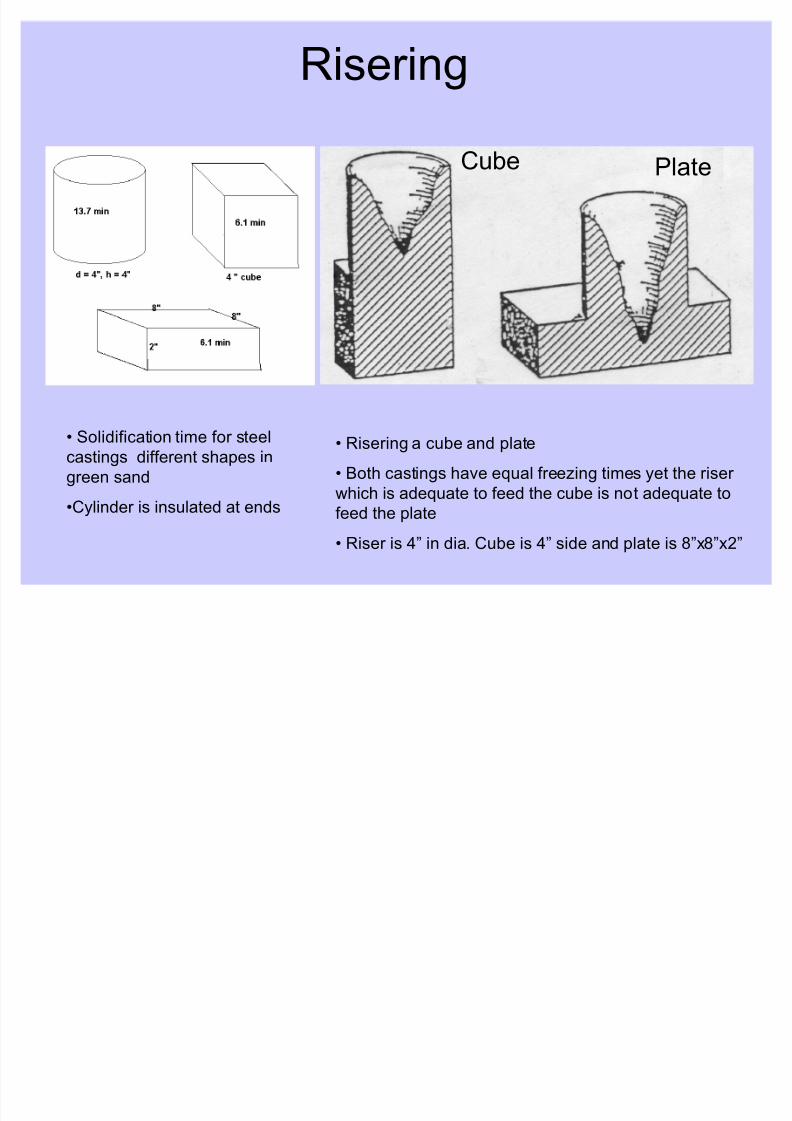
Risering
Solidification time for steel
castings different shapes in
green sand
Cylinder is insulated at ends
Risering a cube and plate
Both castings have equal freezing times yet the riser
which is adequate to feed the cube is not adequate to
feed the plate
Riser is 4´ in dia. Cube is 4´ side and plate is 8´x8´x2´
Cube Plate
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 23/25
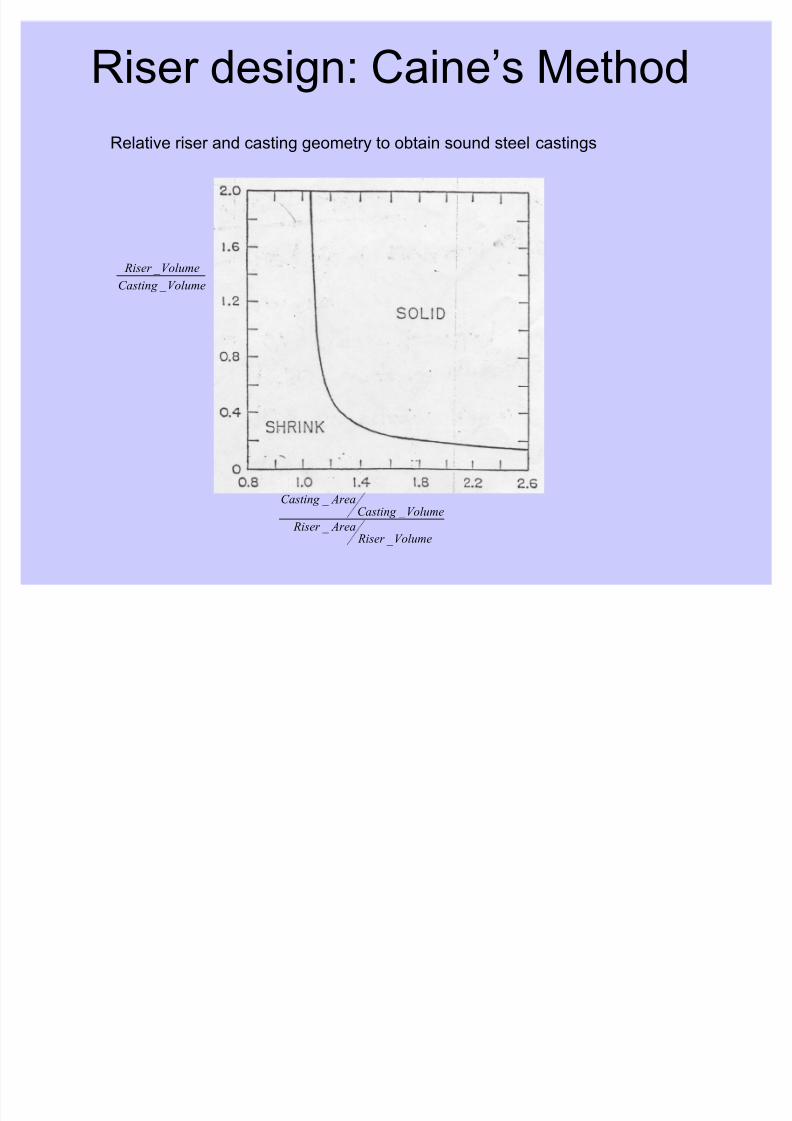
Riser design: Caine¶s Method
V olumeCasting
V olume Riser
_
_
V olume Riser Area Riser
V olumeCasting AreaCasting
_
_
_
_
Relative riser and casting geometry to obtain sound steel castings
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 24/25
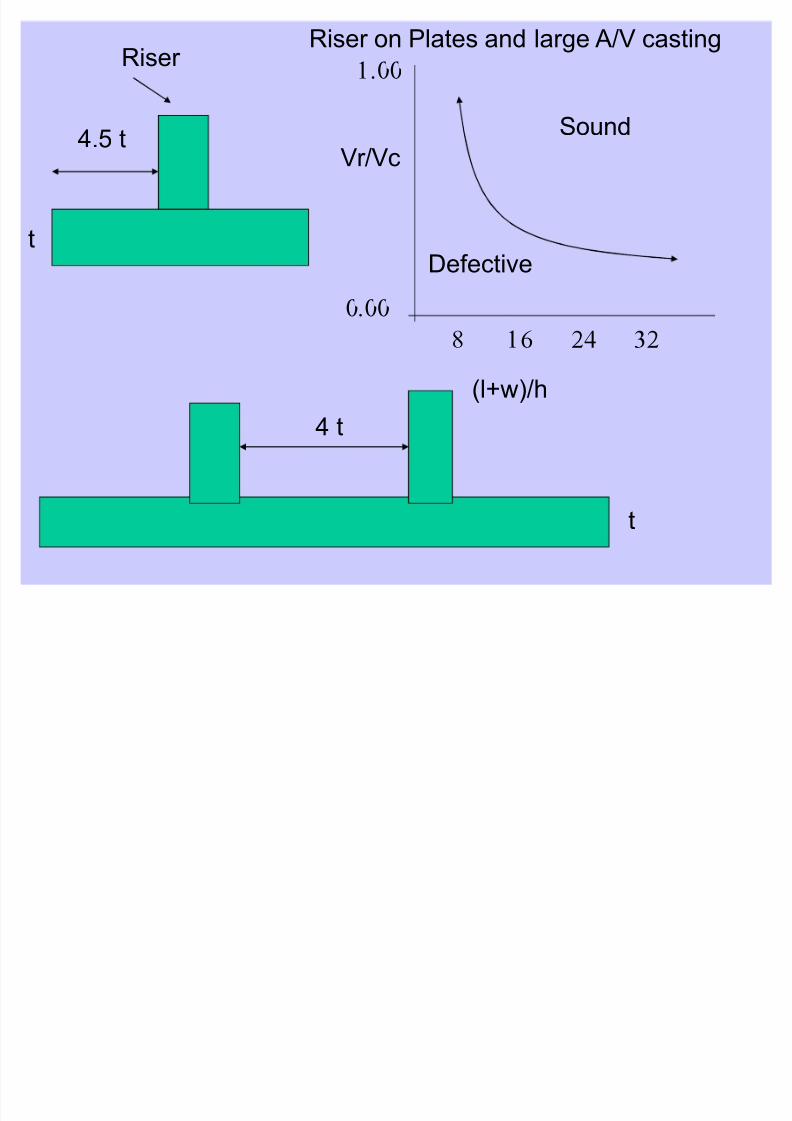
Defective
Sound
Vr/Vc
(l+w)/h
Riser
4.5 t
t
t
4 t
Riser on Plates and large A/V casting
8/3/2019 Class5 Gating System
http://slidepdf.com/reader/full/class5-gating-system 25/25
Increasing riser efficiency
1. Blind riser
± Good for narrow freezing range
± Create a partial vacuum in the casting due to shrinkage
that can draw liquid metal from riser
Smaller riser - better yield
2. Add exothermic compound on riser
3. Use insulating sleeves on the sides of riser