Embed Size (px)
Citation preview
ELEMENTS FIXOS
C O L · L E C C I Ó C I C L E S F O R M A T I U S
T R A N S P O R T I M A N T E N I M E N T D E V E H I C L E S . C A R R O S S E R I A
00_Prelimin-28134_CAT.qxp 27/3/13 13:04 Página 3
RECOMENDACIONES DE USO12
R E C O M A N A C I O N S D ' Ú S
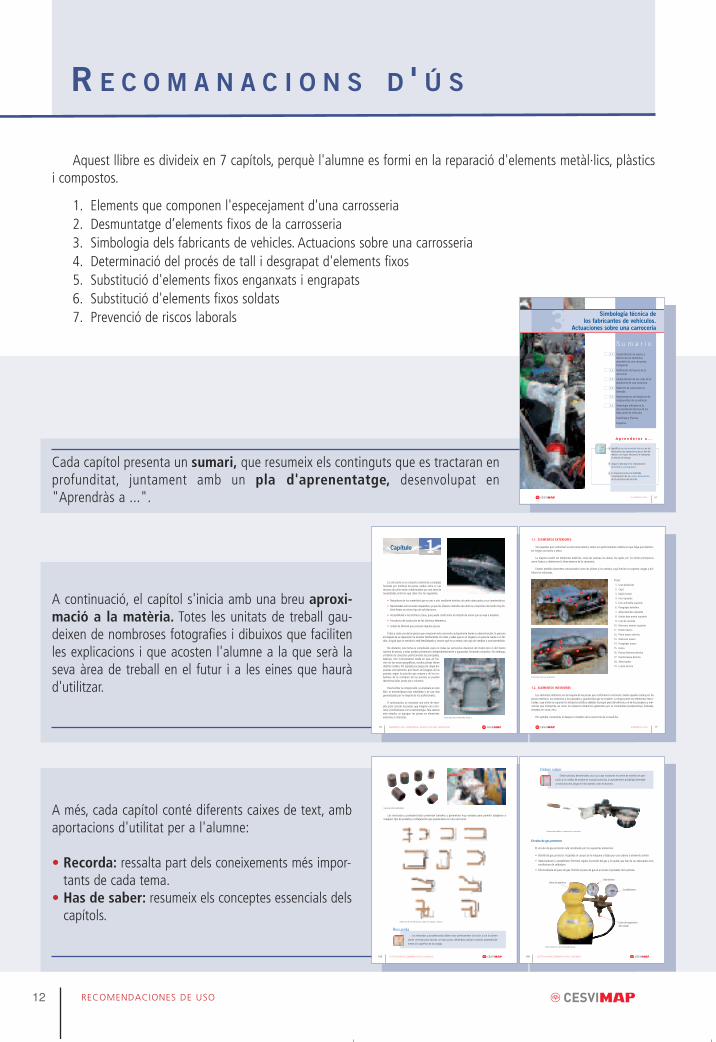
Aquest llibre es divideix en 7 capítols, perquè l'alumne es formi en la reparació d'elements metàl·lics, plàsticsi compostos.
1. Elements que componen l'especejament d'una carrosseria2. Desmuntatge d’elements fixos de la carrosseria3. Simbologia dels fabricants de vehicles. Actuacions sobre una carrosseria4. Determinació del procés de tall i desgrapat d'elements fixos5. Substitució d'elements fixos enganxats i engrapats6. Substitució d'elements fixos soldats7. Prevenció de riscos laborals
Cada capítol presenta un sumari, que resumeix els continguts que es tractaran enprofunditat, juntament amb un pla d'aprenentatge, desenvolupat en"Aprendràs a ...".
A continuació, el capítol s'inicia amb una breu aproxi-mació a la matèria. Totes les unitats de treball gau-deixen de nombroses fotografies i dibuixos que facilitenles explicacions i que acosten l'alumne a la que serà laseva àrea de treball en el futur i a les eines que hauràd'utilitzar.
A més, cada capítol conté diferents caixes de text, ambaportacions d'utilitat per a l'alumne:
• Recorda: ressalta part dels coneixements més impor-tants de cada tema.
• Has de saber: resumeix els conceptes essencials delscapítols.
ELEMENTOS FIJOS 57
S u m a r i o
33.1. Comprobación de ajustes y
tolerancias de elementosamovibles de una carrocería.Franquicias
3.2. Verificación de huecos de lacarrocería
3.3. Comprobación de las cotas de laplataforma de una carrocería
3.4. Medición de carrocerías enbancada
3.5. Representación de despieces decomponentes de un vehículo
3.6. Simbología utilizada en ladocumentación técnica de losfabricantes de vehículos
Examínate y Practica
Esquema
Simbología técnica delos fabricantes de vehículos.
Actuaciones sobre una carrocería
A p r e n d e r á s a . . .
• Identificar, en los manuales técnicos de losfabricantes, las operaciones que se han derealizar con mayor frecuencia e interpretarel método de trabajo.
• Adquirir destreza en la interpretaciónde símbolos y pictogramas.
• La importancia de una detalladacomprobación de las cotas y dimensionesde la estructura del vehículo.
La carrocería es un conjunto coherente y complejoformado por multitud de piezas unidas entre sí. Lastécnicas de unión están condicionadas por una serie denecesidades, entre las que cabe citar las siguientes:
• Naturaleza de los materiales que se van a unir, mediante técnicas de unión adecuadas a sus características.
• Necesidades estructurales requeridas, ya que los diversos métodos de unión se comportan de modo muy dis-tinto frente al mismo tipo de solicitaciones.
• Accesibilidad a las distintas zonas, que puede condicionar el método de unión que se vaya a emplear.
• Frecuencia de sustitución de los distintos elementos.
• Grado de libertad que precisan algunas piezas.
Todas y cada una de las piezas que componen esta carrocería autoportante tienen su denominación; la personaencargada de su reparación ha de estar familiarizada con ellas y saber qué es un larguero, un pase de rueda o un fal-dón, al igual que un mecánico está familiarizado y conoce qué es un motor, una caja de cambios o una transmisión.
No obstante, este tema es complicado, pues no todas las carrocerías disponen del mismo tipo ni del mismonúmero de piezas, y éstas pueden presentarse independientemente o agrupadas, formando conjuntos. Sin embargo,sí habrán de conocerse perfectamente las principales.Además, otro inconveniente reside en que, en fun-ción de las zonas geográficas, muchas piezas tienendistinto nombre. Por ejemplo, las piezas de chapa dis-puestas verticalmente, que llevan las bisagras de laspuertas; según la posición que ocupen y de los res-balones de la cerradura de las puertas se puedendenominar pilar, poste, pie o columna.
Para facilitar la comprensión, se empleará en estelibro la nomenclatura más extendida y de uso másgeneralizado por la mayoría de los profesionales.
A continuación, se muestran una serie de ejem-plos para conocer las piezas que integran una carro-cería y familiarizarse con la terminología. Para realizareste estudio, se agrupan las piezas en elementosexteriores e interiores.
ELEMENTOS QUE COMPONEN EL DESPIECE DE UNA CARROCERÍA16
1Capítulo
Crash box de un Mercedes Clase S
1.1. ELEMENTOS EXTERIORES
Son aquellos que conforman la carrocería exterior; todos son perfectamente visibles sin que haya que desmon-tar ningún accesorio o pieza.
La mayoría suelen ser elementos estéticos, como las puertas, las aletas, los capós, etc. Su misión principal escerrar huecos y determinar la línea externa de la carrocería.
Existen también elementos estructurales como los pilares y los estribos, cuya función es soportar cargas y dis-tribuir los esfuerzos.
ELEMENTOS FIJOS 17
Carrocería con sus accesorios
Piezas:
1. Luna parabrisas
2. Capó
3. Rejilla frontal
4. Faro izquierdo
5. Faro antiniebla izquierdo
6. Paragolpes delantero
7. Aleta delantera izquierda
8. Estribo bajo puerta izquierdo
9. Luna de custodia
10. Retrovisor exterior izquierdo
11. Portón trasero
12. Piloto trasero derecho
13. Silencioso trasero
14. Paragolpes trasero
15. Llanta
16. Puerta delantera derecha
17. Puerta trasera derecha
18. Aleta trasera
19. Luneta térmica
1.2. ELEMENTOS INTERIORES
Los elementos interiores son la mayoría de las piezas que conforman la carrocería. Suelen quedar ocultos por laspiezas exteriores, los accesorios y los tapizados y guarnecidos que la recubren. La mayor parte son elementos estruc-turales, cuya misión es soportar los esfuerzos estáticos debidos al propio peso del vehículo y al de los pasajeros y mer-cancías que transporte, así como los esfuerzos dinámicos generados por su movimiento (aceleraciones, frenadas,entradas en curva, etc.).
Por ejemplo, mostramos el despiece completo de la carrocería de un Audi A4.
�1�2
�3�4
�5
�6�7
�8
�9
�10
�11�12
�13
�14
�15
�16�17
�18�19
Los electrodos y portaelectrodos presentan tamaños y geometrías muy variadas para permitir adaptarse acualquier tipo de pestaña y configuración que pueda darse en una carrocería.
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS180
Cápsulas intercambiables
Selección de los electrodos, según el trabajo a realizar
Los electrodos y portaelectrodos deben estar perfectamente alineados y con las dimen-
siones correctas para ejecutar un buen punto, debiéndose aplicar la presión perpendicular-
mente a la superficie de las chapas.
Recuerda
Circuito de gas protector
El circuito de gas protector está constituido por los siguientes elementos:
• Botella de gas protector: Acoplada al cuerpo de la máquina y fijada por una cadena o elemento similar.
• Manorreductor y caudalímetro: Permiten regular la presión del gas y el caudal, que han de ser adecuados a lascondiciones de soldadura.
• Electroválvula de paso de gas: Permite el paso de gas al accionar el pulsador de la pistola.
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS196
Existen pistolas, denominadas spool gun, que incorporan el carrete de material de apor-
tación y los rodillos de arrastre en la propia antorcha, lo que permite la posibilidad de emple-
ar antorchas más largas en hilos blandos como el aluminio.
Debes saber
Sistema de rodillos y carrete en la antorcha
Caudalímetro
Manómetro
Llave de regulacióndel caudal
Llave de apertura
Manorreductor para la botella de gas
00_Prelimin-28134_CAT.qxp 27/3/13 13:05 Página 12
ELEMENTS FIXOS 13
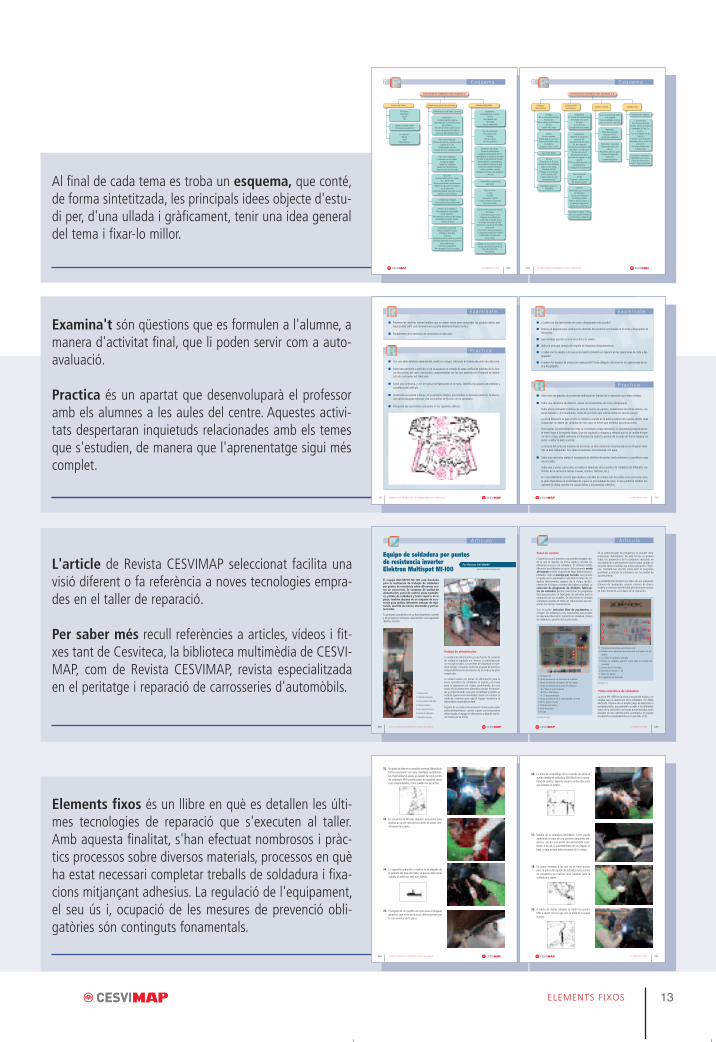
Al final de cada tema es troba un esquema, que conté,de forma sintetitzada, les principals idees objecte d'estu-di per, d'una ullada i gràficament, tenir una idea generaldel tema i fixar-lo millor.
Examina't són qüestions que es formulen a l'alumne, amanera d'activitat final, que li poden servir com a auto-avaluació.
Practica és un apartat que desenvoluparà el professoramb els alumnes a les aules del centre. Aquestes activi-tats despertaran inquietuds relacionades amb els temesque s'estudien, de manera que l'aprenentatge sigui méscomplet.
L'article de Revista CESVIMAP seleccionat facilita unavisió diferent o fa referència a noves tecnologies empra-des en el taller de reparació.
Per saber més recull referències a articles, vídeos i fit-xes tant de Cesviteca, la biblioteca multimèdia de CESVI-MAP, com de Revista CESVIMAP, revista especialitzadaen el peritatge i reparació de carrosseries d'automòbils.
ELEMENTOS FIJOS 293
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS (I)
Procesos de soldeo
Por fusión:MIG/MAGLáserTIG
6 E s q u e m a
Soldadura MIG/MAGSoldadura por puntos de resistencia
Soldeo en estado sólido:Por resistencia eléctrica
Por difusión:BlandaDura
MIG-Brazing
Soldadura por forja (calor y presión)
Parámetros:Corriente eléctrica alterna
Intensidad de la corriente/tiempode soldadura
Resistencia eléctrica de la uniónPresión de apriete (500 daN enaceros de altas prestaciones)
Partes de la máquina:Sistemas de apriete y puesta a punto
(pinzas en C y X)Transformador eléctrico
Sistema de corte y temporización
Fases de la soldadura:Colocación de las pinzas
Tiempo de bajadaTiempo de soldadura
Tiempo de mantenimientoSeparación de los electrodos
Ejecución:Distancia entre puntos o paso
(D = 30-40 mm)Distancia al borde o recubrimientoObtención de puntos sin marcar
por la cara vistaControl de calidad: color azul oscuro/
violáceo y centro blanco
Soldadura por empuje(sólo cuando no hay alternativa)
Defectos de la soldadura:Por preparación inadecuada
de las superficiesPor regulación incorrecta del equipo
de soldadura (voltaje, tiempo,presión de aire)
Protección y seguridad:Gafas y pantallas faciales
Refrigerar eletrodosGuantes
Mantenimiento de cables y enchufesConectar diferencial y toma de tierra
Evitar sobrecargasCorrectos aislamientos
No sobrepasar factor de trabajo
Parámetros:Polaridad de la corriente
TensiónVelocidad de hilo
IntensidadGas de protección
Tipos de referencia:Por cortocircuito
GlobularPor arco sprayPor arco pulsado
Elementos del equipo:Fuente de alimentación
Unidad de alimentación del hilo(portabobina y sistema de arrastre)Circuito de gas protector (botella,manorreductor y caudalímetro yelectroválvulas de paso de gas)Pistola de soldadura (boquilla,
tobera, pulsador, camisa)Manguera y equipos de regulación
y mando
Consumibles y material deaportación
Tipos de unión:A topeA solape
Por puntos a tapónCordón continuo a intervalos
Por punto calado
Secuencia de puesta en marchadel equipo:
1 Seleccionar gas protector2 Regular el caudal de gas
3 Comprobar el caudal de gas4 Anclaje del carrete del hilo
5 Selección y ajuste de los rodillosde arrastre
6 Selección camisa y manguera7 Colocación boquilla de contacto
8 Aplicación antiadherenteen la tobera
Medidas de seguridad e higiene:Caretas de protección personal
Ropa de protecciónMascarillas
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS294
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS (y II)
SoldaduraMIG-Brazing
Ventajas:No se ocasionan cambios
estructuralesNo se elimina revestimiento
de zincCordón más limpio
6 E s q u e m a
Soldadura MIGdel aluminio
Soldadura blanda Soldadura TIG
Equipo:De arco pulsado
Rodillo guía en sección UCamisas de teflón o fibra
de carbonoSiesga de cobre o latón
Gas inerte: Argón
Técnica:Preparación de la juntaRegulación de la máquina
(baja tensión y bajavelocidad del hilo)
Posición de la antorcha(a 45° vertical y 60°respecto dirección deldesplazamiento)
Seguridad e higiene =MIG/MAG
Soldabilidad:En función del material base
En función de la juntade unión
En función delprocedimiento de soldeo
Fundamento:Material de aportación
(aleación Al)Gas de protección inerte
(Ar, He o mezcla)Tensión de alimentación delhilo inferior a la del acero
Pistola más verticalDesplazamiento de la
antorcha por empuje, no porarrastre
El Al no cambia de color conla temperatura
La limpieza es fundamental
Tipo de uniones:A tope
A solape o superpuestaPor puntos a tapón
Defectos:Porosidades, por presencia
de hidrógenoFisuras, por tensionesInclusiones sólidas
Falta de fusión, porque nose mezclan material deaportación y metal base
Seguridad e higiene = MIG,pero con especial atencióna quemaduras y radiaciones
No es un sistema de unión,sí de acabado
Una vez aplicada, se pintacomo el resto de superficies
Materiales:Metal de aportación(aleación Sn-Pb)
Aceite para espátulas
Protección y seguridad:Sistema de extracción
directoMascarillas, polvos y gasesEquipo de respiración
autónomoEmpleo de guantes
Electrodo de tungsteno
Características:Para la mayoría de los
metales: aceros al carbono,inoxidables, Al, Mg, Cu,
Au, Ag...Con o sin aportación de
materialCordones muy resistentesSe puede usar en todas las
posicionesGas inerte (Argón puro
o Helio puro)
Protección y seguridad =MIG/MAG, pero menosriesgo de quemaduras,pues no hay proyecciones
Equipo de soldadura por puntosde resistencia inverterElektron Multispot MI-I00
A r t í c u l o
www.revistacesvimap.com
El equipo MULTISPOT MI-100 está diseñadopara la realización de trabajos de soldadurapor puntos de resistencia sobre diferentes ace-ros de carrocerías. Se compone de unidad dealimentación, panel de control, pinza neumáti-ca, pistola de soldadura y brazo soporte de lapinza; también dispone de un conjunto de acce-sorios para realizar diferentes trabajos de repa-ración, martillo de inercia, electrodos y portae-lectrodos.
Su principal característica es su funcionamiento invertery los programas sinérgicos, que permiten una regulaciónrápida y sencilla.
Unidad de alimentación
La unidad de alimentación es una fuente de corrientede soldadura regulada por inversor y controlada porun microprocesador. La corriente de soldadura se man-tiene siempre constante, conforme al ajuste de potencia,independientemente del espesor de la chapa y de otrasmagnitudes.
La unidad cuenta con tomas de alimentación para lapinza neumática de soldadura, la pistola, y la masapara la reparación de chapa, permitiendo, de estemodo, el funcionamiento alternativo de dos herramien-tas y proporcionando una gran versatilidad y rapidez, alevitarse operaciones intermedias; basta con cambiar elcable de conexión para que el equipo reconozca laherramienta automáticamente.
Dispone de un sistema de protección térmica para evitarsobrecalentamientos; cuando supere una temperaturadeterminada, el equipo se desconecta y deja de funcio-nar hasta que se enfríe.
Por Revista CASVIMAP
1. Panel de control
2. Unidad de alimentación
3. Pinza de soldadura MX-4900
4. Pistola de soldadura
5. Brazo soporte de la pinza
6. Depósito de refrigeración
7. Manómetro de presión
1
3
73
5
2
6
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS282
A r t í c u l o
Panel de control
El panel de control presenta una pantalla plegable, des-de la cual se regulan, de forma rápida y sencilla, losdiferentes procesos de soldadura. El software facilitadiferentes posibilidades de ajuste: Seleccionando modode manejo se tiene la opción de elegir diferentes posi-bilidades, como el manejo por teclado, que permiteel ajuste de los parámetros indicando la tarea de sol-dadura (herramienta, espesor de la chapa, recubri-miento de la chapa y número de chapas a soldar). Laselección de programas de distintos fabrican-tes de vehículos permite seleccionar los programasfijos que prescribe un fabricante de vehículos para lareparación de sus modelos. De está forma se realizansoldaduras exactas en todas las reparaciones que pre-senten las mismas características.
Con la opción selección libre de parámetros seescogen las soldaduras más importantes que puedenser ajustadas libremente: corriente de soldadura, tiempode soldadura y presión de los electrodos.
En el administrador de programas se pueden crearprogramas individuales. De está forma, se grabantodos los parámetros de la soldadura realizada enuna operación y permanecen intactos para cuando senecesite volver a realizar esa misma operación. Enton-ces, resultará tan sencillo como abrir el programaguardado y realizar la soldadura sin necesidad deajustes previos.
La posibilidad de introducir los datos de una reparación(número de reparación, usuario, número de chasis,modelo y matrícula del vehículo) permitirá tener acceso,en todo momento, a los datos de la reparación.
Pinza neumática de soldadura
La pinza MX-4900 es la pieza principal del equipo y seemplea para la realización de la soldadura con dobleelectrodo. Dispone de un amplio juego de electrodos yportaelectrodos, que permiten acceder a las diferenteszonas de la carrocería. Los brazos portaelectrodos estándotados de una identificación automática (el equipolos identifica visualizándolos en la pantalla LCD).
1. Pantalla LCD2. Teclas de selección de funciones de la pistola3. Teclas de selección del espesor de las chapas4. Teclas de selección de la tarea de soldadura
4a. Chapa de acero especial4b. Tres o más chapas4c. Chapa galvanizada
5. Teclas de selección de la intensidad de corriente6. Botón giratorio cursor7. Tecla de información8. Tecla de servicio9. Escape
1. Herramienta detectada automáticamente2. Dedales de los electrodos prescritos para el programa de sol-
dadura3. Corriente de soldadura ajustada4. Tiempo de soldadura ajustado (suma todos los tiempos de
corriente)5. Presión de los electrodos6. Numero de impulsos 1-367. Modo de manejo8. Longitud de los electrodos
1
1
2
3
4
5
6
7
8
2
4a
4b
4c
3 4 5
6
7 8 9
Pantalla LCD
Panel de control
ELEMENTOS FIJOS 283
Elements fixos és un llibre en què es detallen les últi-mes tecnologies de reparació que s'executen al taller.Amb aquesta finalitat, s'han efectuat nombrosos i pràc-tics processos sobre diversos materials, processos en quèha estat necessari completar treballs de soldadura i fixa-cions mitjançant adhesius. La regulació de l'equipament,el seu ús i, ocupació de les mesures de prevenció obli-gatòries són continguts fonamentals.
SUSTITUCIÓN DE ELEMENTOS FIJOS SOLDADOS266
32. Se ajusta la aleta en su posición correcta, fijándola deforma provisional con unas mordazas autoblocan-tes. Para facilitar el ajuste, se pueden dar unos puntosde soldadura MIG provisionales en aquellas zonasmás comprometidas, como pueden ser las aristas.
33. Es conveniente Montar algunos accesorios pararealizar un ajuste más preciso antes de soldar defi-nitivamente la aleta.
34. La siguiente operación a realizar es el plegado dela pestaña del pase de rueda, ya que se debe hacercuando el adhesivo está aún blando.
35. El empleo de un martillo de nylon para el plegadogarantiza que no se produzcan deformaciones porla cara exterior de la pieza.
ELEMENTOS FIJOS 267
36. La línea de ensamblaje de la custodia de aleta sesuelda mediante soldadura MIG/MAG en la moda-lidad de puntos, dejando espacio entre ellos paraque penetre el estaño.
39. A través de dichos taladros se darán los puntosMIG a tapón con los que unir la aleta en su partetrasera.
38. En zonas cerradas a las que no se tiene accesopara la pinza del equipo de soldadura por puntosde resistencia, se realizan unos taladros para lasoldadura a tapón.
37. Detalle de la soldadura MIG/MAG. Como puedeapreciarse, se trata de una sucesión de puntos tan-gentes, siendo una unión mecánicamente resis-tente; a la vez, el calentamiento de las chapas esbajo, lo que evitará deformaciones de la chapa.
SIMBOLOGÍA TÉCNICA DE LOS FABRICANTES DE VEHÍCULOS76
� Enumera las medidas imprescindibles que se deben tomar para comprobar los posibles daños quehaya podido sufrir una carrocería en su parte delantera (hueco motor).
� Fundamento de la medición de carrocerías en bancada.
E x a m í n a t e
P r a c t i c a
� Con una aleta delantera desmontada, realiza su croquis, indicando el sistema de unión de cada zona.
� Sobre una carrocería o vehículo, y con la ayuda de un compás de varas, verifica las medidas de los hue-cos de puertas, del capó y del portón, comparándolas con las que aparecen en el manual de repara-ción de carrocerías del fabricante.
� Sobre una carrocería, y con el manual del fabricante en la mano, identifica las piezas estructurales ycosméticas del vehículo.
� Desmonta una puerta y dibuja, en su posición relativa, para facilitar su montaje posterior, la disposi-ción de las bisagras retiradas y de los tornillos de fijación con la carrocería.
� Interpretar las operaciones realizadas en los siguientes dibujos:
ELEMENTOS FIJOS 117
� ¿Cuáles son las operaciones de corte y desgrapado más usuales?
� Realiza un esquema que clasifique las distintas herramientas empleadas en el corte y desgrapado deelementos.
� Qué ventajas aporta la sierra neumática de vaivén.
� Indica la principal ventaja del empleo de máquinas despunteadoras.
� ¿Cuáles son los riesgos a los que se encuentra sometido un operario en las operaciones de corte y des-grapado?
� Enumera los equipos de protección individual (EPI´s) de obligada utilización en las operaciones de cor-te y desgrapado.
E x a m í n a t e
P r a c t i c a
� Selecciona las prendas de protección individual en función de la operación que debas realizar.
� Sobre una carrocería de desecho, regula las herramientas de corte y desgrapado.
Sobre ella se realizarán prácticas de corte de huecos en paneles, instalaciones de techos solares, ven-tanas laterales y, principalmente, cortes de precisión para sustituciones por sección parcial.
La única limitación es que el corte se complica cuando en la parte posterior de la pieza existen otraschapas que no deben ser cortadas; en este caso, se tienen que extremar las precauciones.
Para regular la profundidad de corte, se comenzará a baja velocidad y se aumentará progresivamen-te hasta llegar a la segunda chapa. Una vez regulada la máquina y siempre que no se cambie el espe-sor de la chapa, podrá realizarse el taladrado de todos los puntos de la unión de forma rápida y sintemor a dañar la pieza soporte.
La eficacia del corte y la duración de las brocas se verá claramente incrementada si se refrigeran mien-tras se está trabajando. Esta tarea se realizará, normalmente, con agua.
� Sobre una carrocería, realiza el desgrapado de distintos elementos, tanto exteriores o cosméticos comoestructurales.
Sobre una o varias carrocerías se realiza el taladrado de los puntos de soldadura de diferentes ele-mentos de la carrocería (aletas traseras, estribos, faldones, etc.).
En el procedimiento correcto para deshacer este tipo de uniones, tan frecuentes en la carrocería, revis-te gran importancia la posibilidad de regular la profundidad de corte, lo que permitirá taladrar úni-camente la chapa superior sin causar daños a las pestañas inferiores.
00_Prelimin-28134_CAT.qxp 27/3/13 13:05 Página 13

Especejament exterior de la part posterior de la carrosseria
ELEMENTS QUE COMPONEN L'ESPECEJAMENT D'UNA CARROSSERIA20
1. Sostre.
2. Porta del darrere.
2a. Frontissa de la porta.
2b. Frontissa de la porta.
3. Aleta posterior.
4. Capo darrere.
4a. Frontissa del capó.
4b. Frontissa del capó.
1. Pas de roda del darrere.2. Interior del passi de la roda posterior.3. Armadura interior de l'aleta del darrere.4. Marc del sostre del darrere.5. Reforç inferior del muntant del darrere.6. Reforç interior del muntant del darrere.7. Reforç interior de l'aleta del darrere.8. Travesser interior del pis.9. Travesser darrere.
10. Marc del travesser posterior.
11. Xapa de tancament del pis del darrere.12. Xapa d'unió del pis del darrere.13. Travessa central del pis.14. Travessa d'allotjament de roda.15. Travesser posterior del pis.16. Pis del maleter.17. Xapa de tancament superior.18. Pis darrere.19. Suport de la passada de roda.
Especejament interior de la part posterior de la carrosseria
01_Cap01-28134_CAT.qxp 28/3/13 07:02 Página 20
A R T I C L E
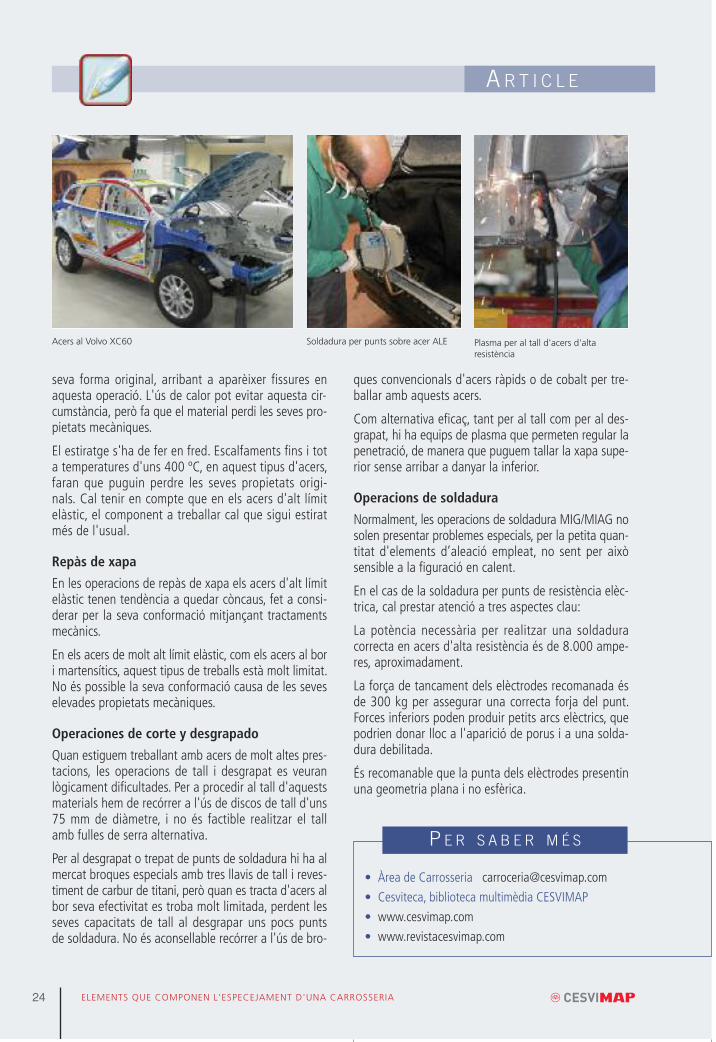
seva forma original, arribant a aparèixer fissures enaquesta operació. L'ús de calor pot evitar aquesta cir-cumstància, però fa que el material perdi les seves pro-pietats mecàniques.
El estiratge s'ha de fer en fred. Escalfaments fins i tota temperatures d'uns 400 ºC, en aquest tipus d'acers,faran que puguin perdre les seves propietats origi-nals. Cal tenir en compte que en els acers d'alt límitelàstic, el component a treballar cal que sigui estiratmés de l'usual.
Repàs de xapa
En les operacions de repàs de xapa els acers d'alt límitelàstic tenen tendència a quedar còncaus, fet a consi-derar per la seva conformació mitjançant tractamentsmecànics.
En els acers de molt alt límit elàstic, com els acers al bori martensítics, aquest tipus de treballs està molt limitat.No és possible la seva conformació causa de les seveselevades propietats mecàniques.
Operaciones de corte y desgrapado
Quan estiguem treballant amb acers de molt altes pres-tacions, les operacions de tall i desgrapat es veuranlògicament dificultades. Per a procedir al tall d'aquestsmaterials hem de recórrer a l'ús de discos de tall d'uns75 mm de diàmetre, i no és factible realitzar el tallamb fulles de serra alternativa.
Per al desgrapat o trepat de punts de soldadura hi ha almercat broques especials amb tres llavis de tall i reves-timent de carbur de titani, però quan es tracta d'acers albor seva efectivitat es troba molt limitada, perdent lesseves capacitats de tall al desgrapar uns pocs puntsde soldadura. No és aconsellable recórrer a l'ús de bro-
ques convencionals d'acers ràpids o de cobalt per tre-ballar amb aquests acers.
Com alternativa eficaç, tant per al tall com per al des-grapat, hi ha equips de plasma que permeten regular lapenetració, de manera que puguem tallar la xapa supe-rior sense arribar a danyar la inferior.
Operacions de soldadura
Normalment, les operacions de soldadura MIG/MIAG nosolen presentar problemes especials, per la petita quan-titat d'elements d’aleació empleat, no sent per aixòsensible a la figuració en calent.
En el cas de la soldadura per punts de resistència elèc-trica, cal prestar atenció a tres aspectes clau:
La potència necessària per realitzar una soldaduracorrecta en acers d'alta resistència és de 8.000 ampe-res, aproximadament.
La força de tancament dels elèctrodes recomanada ésde 300 kg per assegurar una correcta forja del punt.Forces inferiors poden produir petits arcs elèctrics, quepodrien donar lloc a l'aparició de porus i a una solda-dura debilitada.
És recomanable que la punta dels elèctrodes presentinuna geometria plana i no esfèrica.
ELEMENTS QUE COMPONEN L'ESPECEJAMENT D'UNA CARROSSERIA24
• Àrea de Carrosseria [email protected]
• Cesviteca, biblioteca multimèdia CESVIMAP
• www.cesvimap.com
• www.revistacesvimap.com
P E R S A B E R M É S
Acers al Volvo XC60 Soldadura per punts sobre acer ALE Plasma per al tall d'acers d'altaresistència
01_Cap01-28134_CAT.qxp 28/3/13 07:02 Página 24
ELEMENTS FIXOS 33
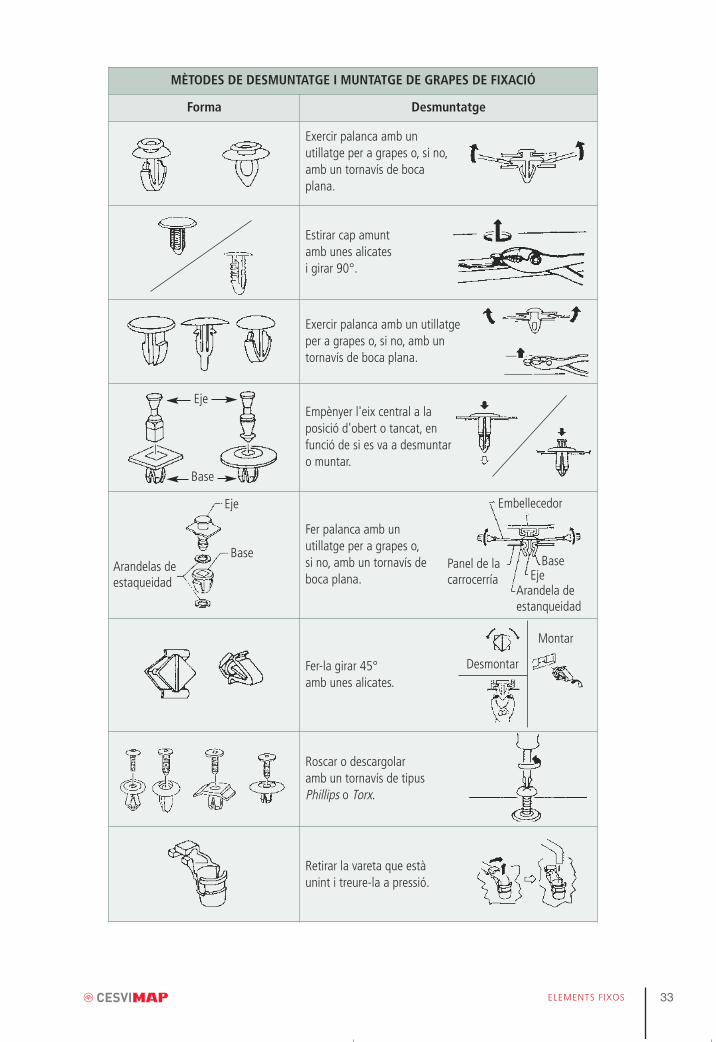
MÈTODES DE DESMUNTATGE I MUNTATGE DE GRAPES DE FIXACIÓ
Forma Desmuntatge
Exercir palanca amb unutillatge per a grapes o, si no,amb un tornavís de bocaplana.
Estirar cap amuntamb unes alicatesi girar 90°.
Exercir palanca amb un utillatgeper a grapes o, si no, amb untornavís de boca plana.
Empènyer l'eix central a laposició d'obert o tancat, enfunció de si es va a desmuntaro muntar.
Fer palanca amb unutillatge per a grapes o,si no, amb un tornavís deboca plana.
Fer-la girar 45°amb unes alicates.
Roscar o descargolaramb un tornavís de tipusPhillips o Torx.
Retirar la vareta que estàunint i treure-la a pressió.
Eje
Base
Panel de lacarrocerría
Embellecedor
BaseBase
Eje
Eje
Arandela deestanqueidad
Arandelas deestaqueidad
Montar
Desmontar
02_Cap02-28134_CAT.qxp 28/3/13 08:26 Página 33

4.1.2. Eines pneumàtiques
Aquestes eines proporcionen més segure-tat i ergonomia a l'operari en cas d'enganxa-ment o trencament de l'eina, sent accionadesper aire comprimit, que fa girar un rotor omou el pistó d'un cilindre.
Aquestes eines són més lleugeres, resistentsi segures. El seu manteniment és mínim, però caltenir en compte aquestes consideracions:
• L'aire subministrat ha d'estar net iexempt d'humitat, de manera que lapresa d'aire disposarà de filtre, separa-dor d'aigua i greixador.
• En cas que la xarxa no disposi de siste-ma lubrificant en els punts de conne-xió, convé fer-ho manualment, diàriament, abans del seu ús. El greixatge es realitzarà abocant unes gotes d'o-li especial per eines pneumàtiques en l'entrada d'aire i posant la màquina a funcionar.
Hi ha màquines de tisora, cisalla i rosegadora, amb moviment pneumàtic i elèctric, poc efectives per al tallen les carrosseries. A causa de les irregularitats i plecs de la xapa danyada, les fulles s'embussen fàcilment, no duenta bon terme el tall.
Els talls de rebuig també es poden executar amb un percussor pneumàtic, amb molta rapidesa. No obs-tant, són molt molestos, no només per l'operari sinó per la resta de treballadors del taller. Per això, no se'n reco-mana l'ús.
DETERMINACIÓ DEL PROCÉS DE TALL I DESGRAPADA D'ELEMENTS FIXOS84
Serres pneumàtiques
Tall amb rosegadora Tall amb cisell pneumàtic
La serra pneumàtica de vaivé realitza el tall per mitjà d'un moviment oscil·lant de vaivé a la fulla, amb unafreqüència al voltant de 200 carreres per segon. Solen disposar de diferents fulles de tall intercanviables, en funciódel material i gruix que s'hagi de tallar. En tot cas, cal regular la carrera entre 2 i 8 mm.
04_Cap04-28134_CAT.qxp 29/3/13 08:37 Página 84
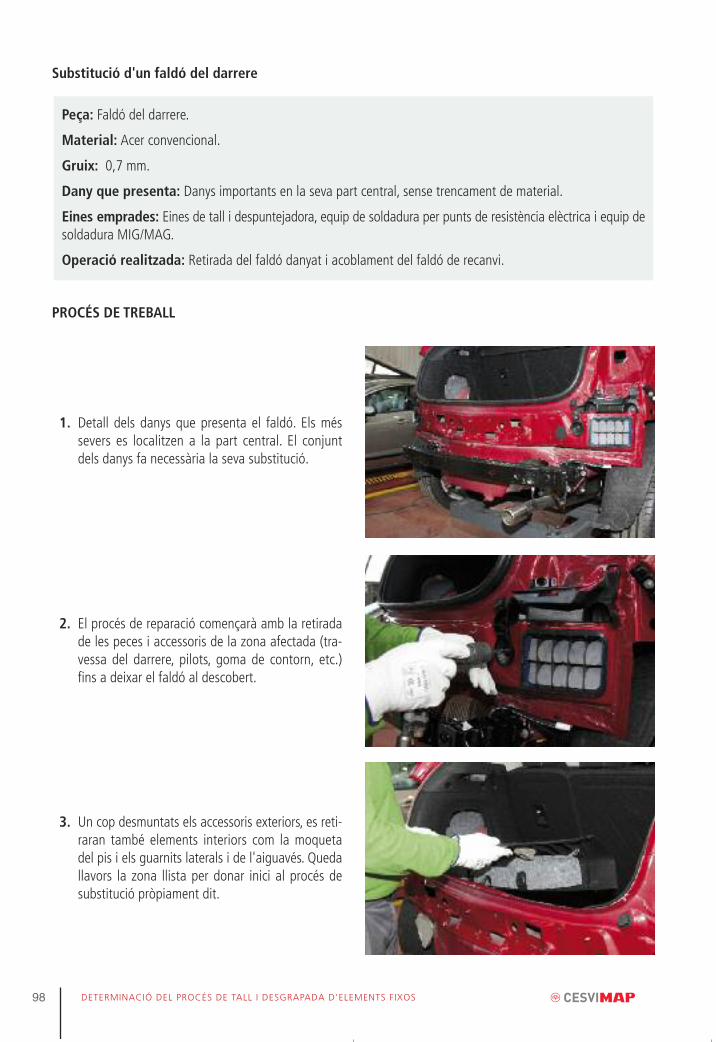
1. Detall dels danys que presenta el faldó. Els méssevers es localitzen a la part central. El conjuntdels danys fa necessària la seva substitució.
Substitució d'un faldó del darrere
PROCÉS DE TREBALL
Peça: Faldó del darrere.
Material: Acer convencional.
Gruix: 0,7 mm.
Dany que presenta: Danys importants en la seva part central, sense trencament de material.
Eines emprades: Eines de tall i despuntejadora, equip de soldadura per punts de resistència elèctrica i equip desoldadura MIG/MAG.
Operació realitzada: Retirada del faldó danyat i acoblament del faldó de recanvi.
DETERMINACIÓ DEL PROCÉS DE TALL I DESGRAPADA D'ELEMENTS FIXOS98
2. El procés de reparació començarà amb la retiradade les peces i accessoris de la zona afectada (tra-vessa del darrere, pilots, goma de contorn, etc.)fins a deixar el faldó al descobert.
3. Un cop desmuntats els accessoris exteriors, es reti-raran també elements interiors com la moquetadel pis i els guarnits laterals i de l'aiguavés. Quedallavors la zona llista per donar inici al procés desubstitució pròpiament dit.
04_Cap04-28134_CAT.qxp 29/3/13 08:38 Página 98
ELEMENTS FIXOS 119
S u m a r i
55.1. Aplicació d'adhesius en
l'automòbil
5.2. Característiques de les unionsenganxades
5.3. Adhesius estructurals. Tipus
5.4. Unió amb adhesius
5.5. Combinacions amb elementsmecànics d'unió
5.6. Procés de reparació ambadhesius
Article
Examina't i Practica
Esquema
Substitució d'elements fixosenganxats i engrapats
A p r e n d r à s a . . .
• Quins són els avantatges que fan atractiusels adhesius com a elements d'unió.
• Seleccionar la classe d'adhesiu mésadequada al tipus d'unió.
• Combinar la força de l'adhesiu amb altressistemes de fixació.
• Prevenir els riscos que comporta l'úsd'adhesius en l'automòbil.
05_Cap05-28134_CAT.qxp 29/3/13 13:58 Página 119

Mètode d'unió mitjançant enganxat i reblat
ELEMENTS FIXOS 145
Netejador d'unions enganxades de carrosseria de BMW
En aquest procés s'han d'utilitzar guants apropiats permanipular adhesius, que garanteixin la neteja en el pro-cés. Per motius relacionats amb la corrosió i la resistèn-cia no cal rectificar mecànicament la peça nova ni retirarel recobriment de cataforesi per al procés d'enganxat.
Enganxat d'element insonoritzant
En primer lloc, s'aplica poliuretà estàndard per enganxarl'element insonoritzant que està situat entre la carros-seria i la peça.
Adhesiu epoxi per a la fixació de l'aleta
L'adhesiu a utilitzar per enganxar és d'enduriment quí-mic, de tipus epoxi. En procedir amb aquest tipus d'ad-hesius és fonamental aconseguir una barreja homogèniaen el tub de mescla, que garanteixi la reacció químicaque proporciona les forces d'adhesió i cohesió d'a-quests.
A més, per assegurar un correcte enganxat s'han derebutjar les primeres quantitats de l'adhesiu ja barrejat.
Aplicació de l'adhesiu
La temperatura d'aplicació de l'adhesiu, la temperaturaambient així com la del component ha de ser superiorals 15°C. El temps de manipulació és de, aproximada-ment, 1 hora.
Després de 24 hores a temperatura ambient, l'adhesiuhaurà arribat al 90% de la seva resistència final.
05_Cap05-28134_CAT.qxp 29/3/13 13:58 Página 145
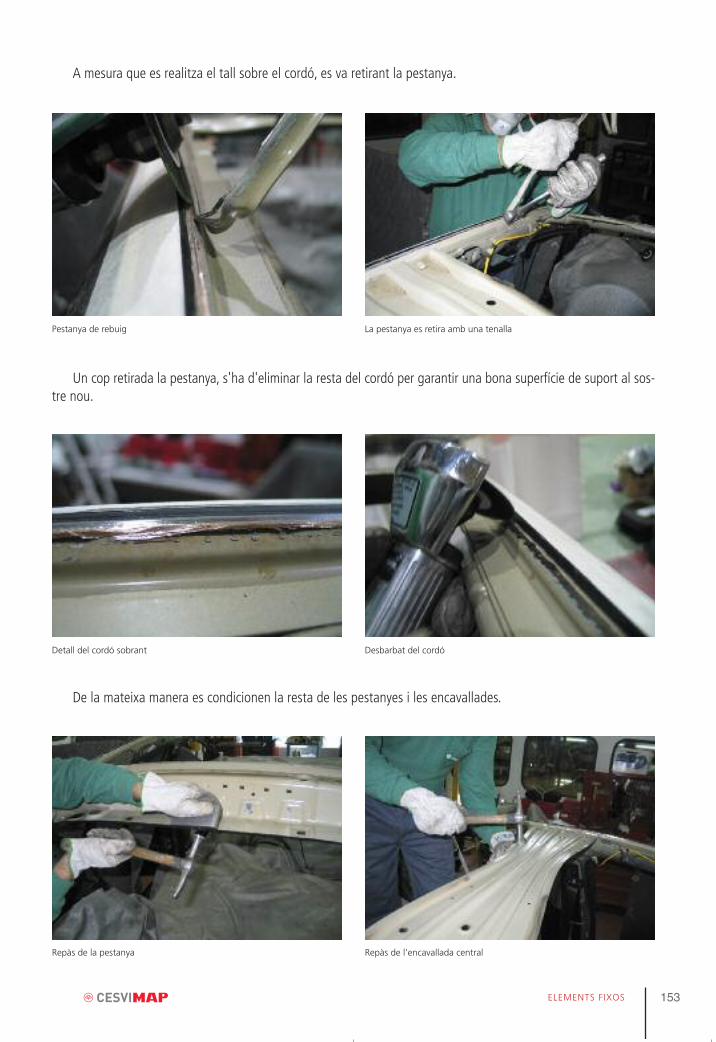
A mesura que es realitza el tall sobre el cordó, es va retirant la pestanya.
ELEMENTS FIXOS 153
Pestanya de rebuig La pestanya es retira amb una tenalla
Repàs de la pestanya Repàs de l'encavallada central
Detall del cordó sobrant Desbarbat del cordó
Un cop retirada la pestanya, s'ha d'eliminar la resta del cordó per garantir una bona superfície de suport al sos-tre nou.
De la mateixa manera es condicionen la resta de les pestanyes i les encavallades.
05_Cap05-28134_CAT.qxp 29/3/13 13:59 Página 153
SUBSTITUCIÓ D'ELEMENTS FIXOS ENGANXATS I ENGRAPATS160
� Diferència adhesió de cohesió.
� Tipus i característiques dels adhesius de poliuretà.
� Enumera les propietats a tenir en compte per a l'elecció de l'adhesiu.
� Quins són els tipus de sol·licitacions per als quals ha de dissenyar una unió enganxada?
� Explica les operacions necessàries per preparar les superfícies de contacte sobre les quals aplicarl'adhesiu.
� Exposa la metodologia de les unions mixtes adhesiu-soldadura i adhesiu-rebladura.
� Quins són els principals riscos en la manipulació i aplicació d'adhesius?
E X AM I N A’ T
P r a c t i c a
� Selecciona els equips de protecció individual necessaris per a la utilització d'adhesius.
� Uneix dos provetes de xapa mitjançant una unió a solapament amb adhesius.
� Utilitza provetes de xapa d'acer de 205x297x6 mm.
� Sobre una carrosseria nua, identifica les unions enganxades i desmunta les més significatives.
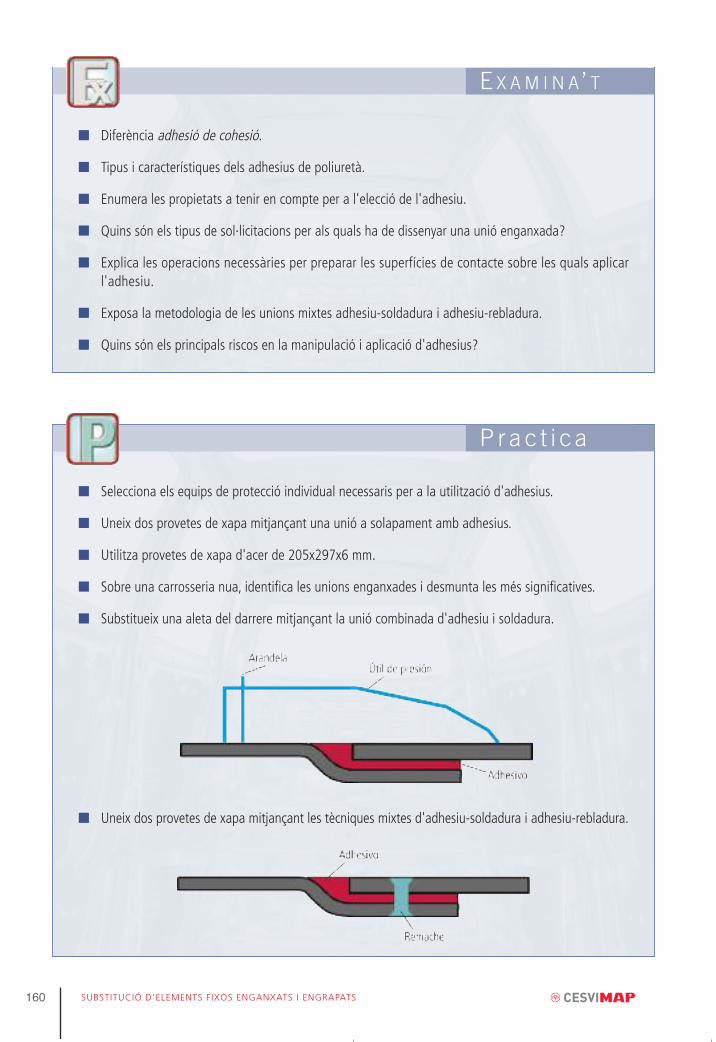
� Substitueix una aleta del darrere mitjançant la unió combinada d'adhesiu i soldadura.
� Uneix dos provetes de xapa mitjançant les tècniques mixtes d'adhesiu-soldadura i adhesiu-rebladura.
05_Cap05-28134_CAT.qxp 29/3/13 13:59 Página 160
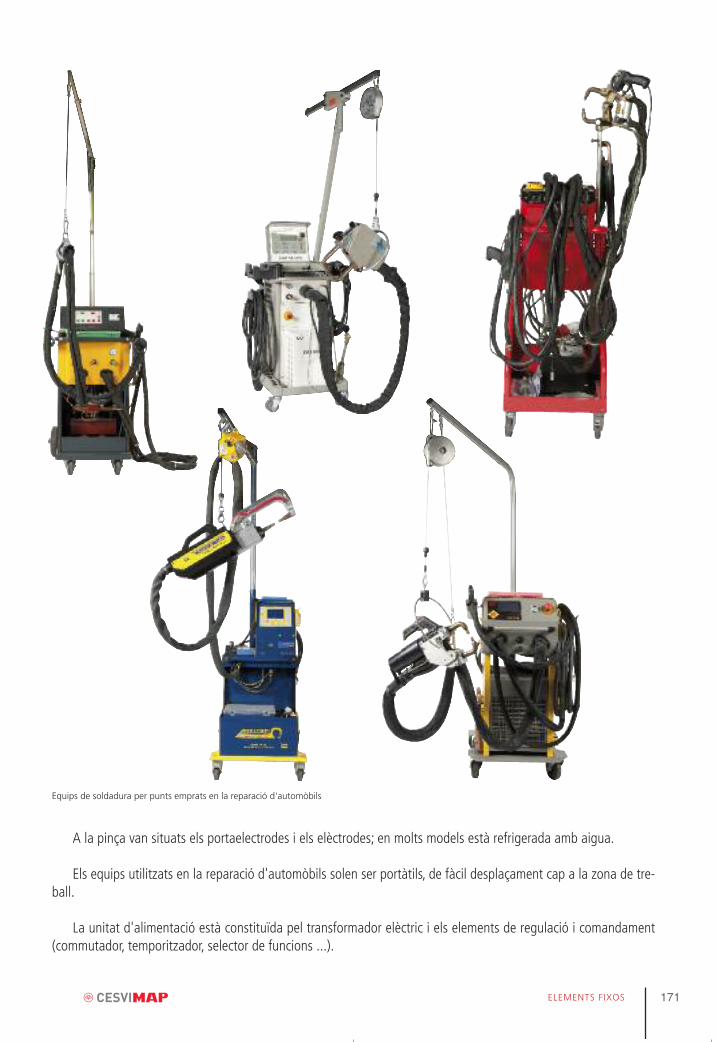
A la pinça van situats els portaelectrodes i els elèctrodes; en molts models està refrigerada amb aigua.
Els equips utilitzats en la reparació d'automòbils solen ser portàtils, de fàcil desplaçament cap a la zona de tre-ball.
La unitat d'alimentació està constituïda pel transformador elèctric i els elements de regulació i comandament(commutador, temporitzador, selector de funcions ...).
ELEMENTS FIXOS 171
Equips de soldadura per punts emprats en la reparació d'automòbils
06_Cap06-28134_CAT.qxp 1/4/13 08:13 Página 171
Els punts per empenyiment són d'escassa resistència, atès que la xapa es bomba cap a fora en escalfar-se i elmaterial superior s'uneix a l'inferior en una àrea molt reduïda.
L'experiència demostra que aquests punts no tenen moltes vegades la resistència suficient en no poder acon-seguir-se la pressió d'estrenyiment requerida, pel que és preferible substituir-los per soldadura MIG a tap.
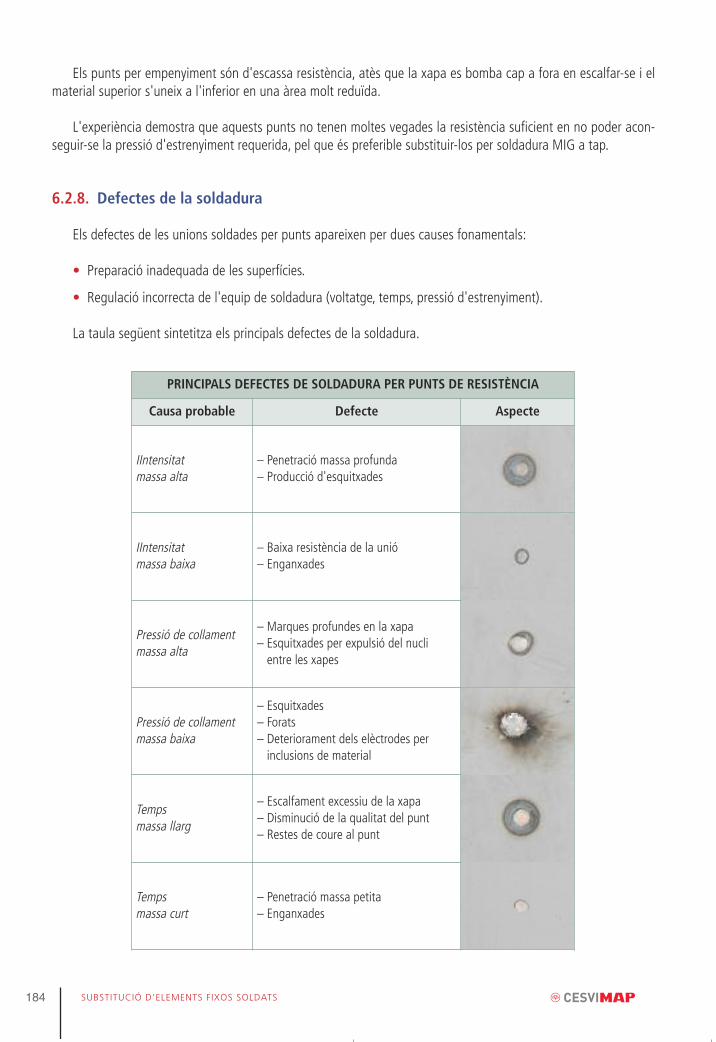
6.2.8. Defectes de la soldadura
Els defectes de les unions soldades per punts apareixen per dues causes fonamentals:
• Preparació inadequada de les superfícies.
• Regulació incorrecta de l'equip de soldadura (voltatge, temps, pressió d'estrenyiment).
La taula següent sintetitza els principals defectes de la soldadura.
SUBSTITUCIÓ D'ELEMENTS FIXOS SOLDATS184
PRINCIPALS DEFECTES DE SOLDADURA PER PUNTS DE RESISTÈNCIA
Causa probable Defecte Aspecte
IIntensitatmassa alta
– Penetració massa profunda– Producció d'esquitxades
IIntensitatmassa baixa
– Baixa resistència de la unió– Enganxades
Pressió de collamentmassa alta
– Marques profundes en la xapa– Esquitxades per expulsió del nuclientre les xapes
Pressió de collamentmassa baixa
– Esquitxades– Forats– Deteriorament dels elèctrodes perinclusions de material
Tempsmassa llarg
– Escalfament excessiu de la xapa– Disminució de la qualitat del punt– Restes de coure al punt
Tempsmassa curt
– Penetració massa petita– Enganxades
06_Cap06-28134_CAT.qxp 1/4/13 08:13 Página 184
Procés de treball
SUBSTITUCIÓ D'ELEMENTS FIXOS SOLDATS258
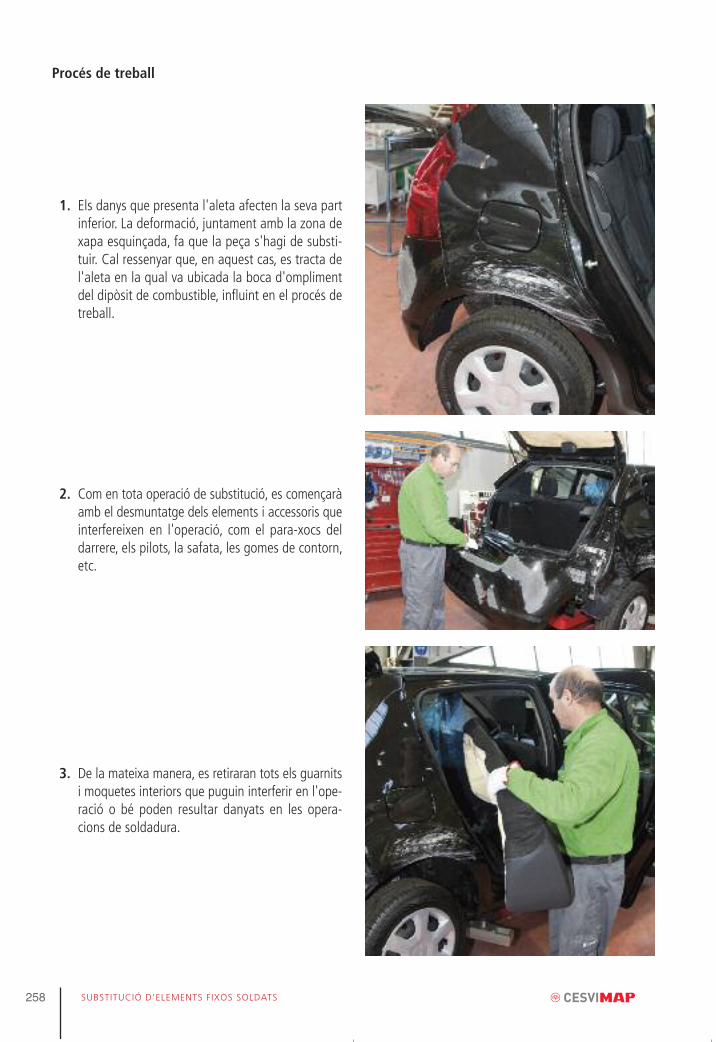
1. Els danys que presenta l'aleta afecten la seva partinferior. La deformació, juntament amb la zona dexapa esquinçada, fa que la peça s'hagi de substi-tuir. Cal ressenyar que, en aquest cas, es tracta del'aleta en la qual va ubicada la boca d'omplimentdel dipòsit de combustible, influint en el procés detreball.
2. Com en tota operació de substitució, es començaràamb el desmuntatge dels elements i accessoris queinterfereixen en l'operació, com el para-xocs deldarrere, els pilots, la safata, les gomes de contorn,etc.
3. De la mateixa manera, es retiraran tots els guarnitsi moquetes interiors que puguin interferir en l'ope-ració o bé poden resultar danyats en les opera-cions de soldadura.
06_Cap06-28134_CAT.qxp 1/4/13 08:16 Página 258
SUBSTITUCIÓ D'ELEMENTS FIXOS SOLDATS290
MESURES DE SEGURETAT I HIGIENE EN ELS PROCESSOS DE SOLDADURA
1. Soldadura per punts de resistència
• El voltatge d'alimentació dels equips de soldadura per punts de resistència pot provocar electrocucionsquan existeixin desperfectes o falta de protecció en l'equip i en la instal·lació elèctrica. Aquest risc s'ac-centua si la soldadura es realitza en ambients humits o amb la roba mullada.
• El corrent elèctric de soldadura genera camps magnètics, que podrien alterar el funcionament de com-ponents electrònics. Aquesta observació és de vital importància per a persones amb marcapassos.
• La calor generada en les peces soldades i en els elèctrodes de soldadura pot provocar cremades a lesmans.
• La projecció de material fos, en l'execució del punt de soldadura, podrà ser especialment perjudicial siincideix directament sobre els ulls.
2. Soldadura de fil continu sota gas protector (MIG/MAG)
Riscos derivats de l'electricitat i la calor
• El voltatge d'alimentació d'aquests equips pot provocar electrocucions quan existeixin desperfectes oproteccions no apropiades tant en l'equip com en la instal·lació elèctrica del taller. També hi ha risc d'e-lectrocució si les sol·ldaduras es realitzen en ambients humits o amb roba mullada.
• El calor generat en les peces soldades pot provocar cremades a les mans dels operaris.
• La projecció de material fos i les espurnes que es generen en l'execució de la soldadura podrien tras-passar la roba de l'operari.
Riscos derivats de les radiacions de llum
• La soldadura MIG/MAG emet radiacions de llum ultraviolada i infraroja, que afecten els ulls i a la pell,introduint un factor de risc. Les ultraviolats poden provocar cegueses, passatgeres o permanents, i càn-cer de pell, les radiacions visibles poden ocasionar ceguesa passatgera o permanent, si l'exposició és per-llongada, les radiacions infraroges causen des de mals de cap i llagrimejos fins a cataractes o atròfies delnervi òptic.
Riscos derivats de la inhalació de fums de soldadura
• En els processos MIG/MAG es pot produir gran quantitat de fums i gasos tòxics, fonamentalment per lacombustió de revestiments de la xapa (galvanitzats, electrozincados, greixos, dissolvents, productes anti-corrosius i pintures).
• Les radiacions ultraviolades descomponen l'oxigen, formant ozó, gas altament tòxic.
Riscos derivats dels gasos de protecció
• Aquests gasos són inerts i no tenen activitat perjudicial, però, si es produeixen grans fuites, poden pro-vocar asfíxies per desplaçament de l'oxigen.
• El diòxid de carboni és poc tòxic però, en grans concentracions, pot causar desmais, marejos i paralitzarla funció respiratòria.
06_Cap06-28134_CAT.qxp 1/4/13 08:18 Página 290
ELEMENTS FIXOS 293
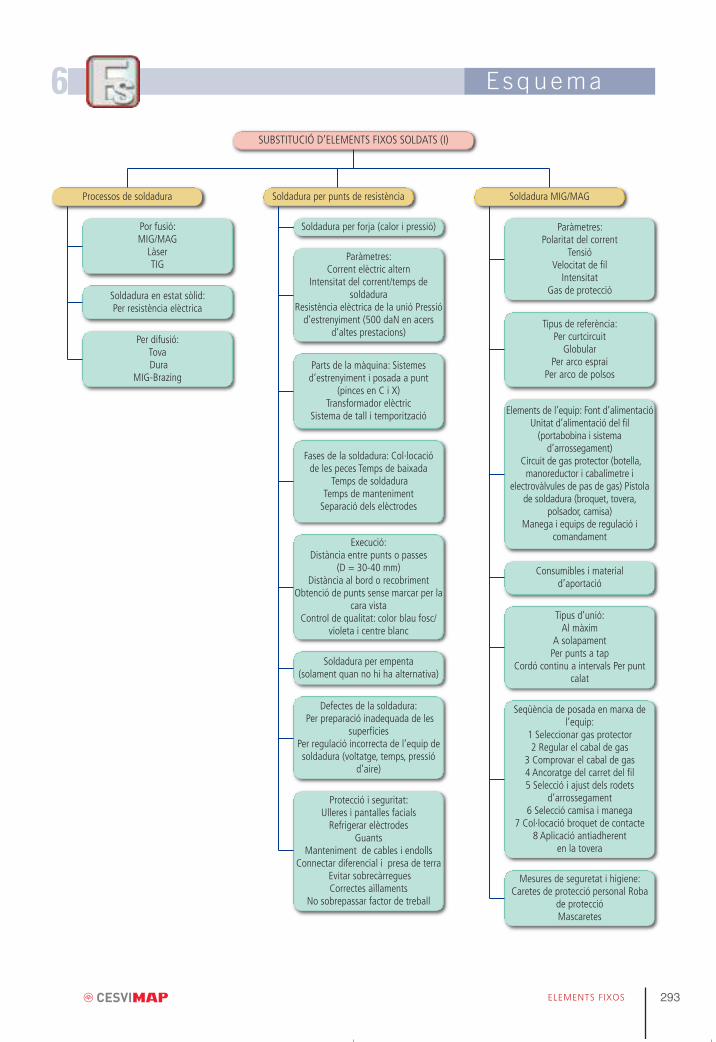
SUBSTITUCIÓ D’ELEMENTS FIXOS SOLDATS (I)
Processos de soldadura
Por fusió:MIG/MAG
LàserTIG
6 E s q u e m a
Soldadura MIG/MAGSoldadura per punts de resistència
Soldadura en estat sòlid:Per resistència elèctrica
Per difusió:TovaDura
MIG-Brazing
Soldadura per forja (calor i pressió)
Paràmetres:Corrent elèctric altern
Intensitat del corrent/temps desoldadura
Resistència elèctrica de la unió Pressiód’estrenyiment (500 daN en acers
d’altes prestacions)
Parts de la màquina: Sistemesd’estrenyiment i posada a punt
(pinces en C i X)Transformador elèctric
Sistema de tall i temporització
Fases de la soldadura: Col·locacióde les peces Temps de baixada
Temps de soldaduraTemps de mantenimentSeparació dels elèctrodes
Execució:Distància entre punts o passes
(D = 30-40 mm)Distància al bord o recobriment
Obtenció de punts sense marcar per lacara vista
Control de qualitat: color blau fosc/violeta i centre blanc
Soldadura per empenta(solament quan no hi ha alternativa)
Defectes de la soldadura:Per preparació inadequada de les
superfíciesPer regulació incorrecta de l’equip desoldadura (voltatge, temps, pressió
d’aire)
Protecció i seguritat:Ulleres i pantalles facialsRefrigerar elèctrodes
GuantsManteniment de cables i endolls
Connectar diferencial i presa de terraEvitar sobrecàrreguesCorrectes aïllaments
No sobrepassar factor de treball
Paràmetres:Polaritat del corrent
TensióVelocitat de fil
IntensitatGas de protecció
Tipus de referència:Per curtcircuit
GlobularPer arco esprai
Per arco de polsos
Elements de l’equip: Font d’alimentacióUnitat d’alimentació del fil(portabobina i sistema
d’arrossegament)Circuit de gas protector (botella,manoreductor i cabalímetre i
electrovàlvules de pas de gas) Pistolade soldadura (broquet, tovera,
polsador, camisa)Manega i equips de regulació i
comandament
Consumibles i materiald’aportació
Tipus d’unió:Al màxim
A solapamentPer punts a tap
Cordó continu a intervals Per puntcalat
Seqüència de posada en marxa del’equip:
1 Seleccionar gas protector2 Regular el cabal de gas
3 Comprovar el cabal de gas4 Ancoratge del carret del fil5 Selecció i ajust dels rodets
d’arrossegament6 Selecció camisa i manega
7 Col·locació broquet de contacte8 Aplicació antiadherent
en la tovera
Mesures de seguretat i higiene:Caretes de protecció personal Roba
de proteccióMascaretes
06_Cap06-28134_CAT.qxp 1/4/13 08:18 Página 293
ELEMENTS FIXOS 295
S u m a r i
77.1. Identificació de riscos
7.2. Gestió mediambiental
Prevenció de riscoslaborals
A p r e n d r à s a . . .
• Identificar els riscos a què se sotmet elprofessional quan afronta treball desoldadura.
• Quines accions ha d'adoptar un taller per ala retirada controlada dels residus quegenera.
07_Cap07-28134_CAT.qxp 1/4/13 09:25 Página 295