Embed Size (px)
Citation preview

International Journal of Pharmaceutics 258 (2003) 153–163
Compactibility of agglomerated mixtures of calciumcarbonate and microcrystalline cellulose
Marıa de Lourdes Garzón Serraa, Leopoldo Villafuerte Roblesb,∗a Departamento de Sistemas Biológicos, Universidad Autónoma Metropolitana-Xochimilco,
Calzada del Hueso 1100, Col. Villa Quietud, C. P. 04960, Distrito Federal, Mexicob Departamento de Farmacia, Escuela Nacional de Ciencias Biológicas, Instituto Politécnico Nacional,
Carpio y Plan de Ayala s/n, C. P. 11340, Distrito Federal, Mexico
Received 12 September 2002; received in revised form 22 January 2003; accepted 4 March 2003
Abstract
The tablet tensile strength (T) of agglomerated mixtures of microcrystalline cellulose—Avicel PH 102 (MC), calcium carbonate(CC) and polyvinylpyrrolidone (Povidone, PVP), lubricated with magnesium stearate (MS), and formed under a compactionpressure (Pc) ranging up to 618 MPa has been determined. The compactibility was defined through: ln(−ln(1 − T/Tmax)) =Slope× ln Pc + Intercept. MC/CC mixtures added of an agglutinant, before and after lubrication, show an important positiveeffect on their tablet tensile strength compared to a lineal relationship. This positive effect becomes smaller with decreasingcompaction pressures. By different mixing methods, the higher the mixing efficiency the higher the compactibility, followingthe order: spray-dried> wet massing> tumble mixing. The compactibility of MC/CC/PVP spray-dried mixtures with calciumcarbonate content from 20 to 60% was equal to or greater than that of pure microcrystalline cellulose. After lubrication with 2%MS the compactibility decreased, only the mixture with the maximal tablet tensile strength attained the tensile strength of puremicrocrystalline cellulose. The presence of the binder, the lubricant and higher compaction pressures allow the accommodation ofhigher calcium carbonate proportions in the mixtures, at the maximal tablet tensile strength of the series. The lubricant decreasesin a greater extent the compactibility of mixtures with a continuous phase of MC/PVP than that of CC/PVP. This is attributedto the plastic behavior of the MC/PVP continuous phase compared to a calcium carbonate continuous phase able to disrupt thePovidone and the possible lubricant coatings allowing a stronger interparticle interaction.© 2003 Elsevier Science B.V. All rights reserved.
Keywords: Calcium carbonate; Microcrystalline cellulose; Compactibility; Agglomerated mixtures; Tablet tensile strength; Lubricants;Agglutinants
1. Introduction
Agglomeration is a process of size enlargementwhereby small particles are gathered together intolarger, permanent aggregates. The reasons for granula-tion include the improvement of compression charac-
∗ Corresponding author. Fax:+52-5396-3503.E-mail address: [email protected] (L. Villafuerte Robles).
teristics of pharmaceutical formulations. Granulationimproves cohesion during and after compression.
The cohesiveness and compactibility of powdersget better with the addition of a binder that coats theindividual powder particles causing them to adhere toeach other so they can be formed into agglomerates. Itis supposed that during the compaction process gran-ules are fractured exposing fresh powder surfaces,which also contribute to improve their compactibi-
0378-5173/03/$ – see front matter © 2003 Elsevier Science B.V. All rights reserved.doi:10.1016/S0378-5173(03)00185-6

154 M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163
lity (Bandelin, 1989). For agglomeration purposes,Povidone is a versatile polymeric binder with theadvantage of being soluble in water and in alcohol.Although it is slightly hygroscopic, it is a valuableall-purpose binder.
Granulation by spray drying involves the produc-tion of small droplets from a solution or dispersionof the granule components. Thereafter, these dropletsare dried by a heated gas stream. The granulesobtained by this method show greater cohesivenessduring compaction and low apparent densities due toa certain porosity of the granules.
Conventional wet granulation involves blendingof the powders, addition of the agglomerating so-lution, kneading or massing of moist powders andsize adjustment of density, because of the massingprocess.
The porosity of granules obtained by different meth-ods is suggested to follow the order: spray drying>
fluid-bed granulation> wet massing or conventionalwet granulation. Thus, it is suggested that high granuleporosity in combination with a homogeneous binderdistribution is advantageous for the compactibility ofa granulation (Wikberg and Alderborn, 1993). It hasbeen suggested that the addition of a granulating agentto a particulate system may increase the plasticity ofthe system and contribute to cohesion under pressure(Armstrong et al., 1982).
Addition of a dry binder to coarse particles will af-fect the tensile strength of compacts in different ways,depending on such factors as the size and amount ofthe dry binder particles added. It has been suggestedthat the tensile strength of the mixture may best beincreased by decreasing the size of the dry binder(Adolfsson et al., 1998).
Mehra et al. (1988)patented the production of adirect compaction excipient, coprocessed microcrys-talline cellulose (MC) and calcium carbonate (CC).The composition would be useful as a pharmaceuticalexcipient and would exhibit low lubricant sensitiv-ity, good flow characteristics, and good lubricity. Itscompressibility would compare favorably with that ofmicrocrystalline cellulose.
The patented coprocessed product obtained byspray drying is supposed to be superior to physicalblends that do not provide the desired performancecharacteristics. However, physical mixtures of mi-crocrystalline cellulose with calcium phosphate have
been observed to show greater compactibility thanmicrocrystalline cellulose alone (Castillo-Rubio andVillafuerte-Robles, 1995; Castillo and Villafuerte,1995; Garr and Rubinstein, 1991).
In a previous paper, we have reported the com-paction behavior of physical blends of microcrys-talline cellulose and calcium carbonate, alone andin combination with an agglutinant and/or a lubri-cant (Garzón and Villafuerte, 2002). The evaluationshowed that addition of calcium carbonate to micro-crystalline cellulose, as physical mixtures, maintainedthe compaction behavior of microcrystalline cellulosewith calcium carbonate proportions up to 20%. How-ever, this occurred only at high compaction pressures(618 MPa). The beneficial effect of high compactionpressures on the compactibility of MC/CC mixtureswas attributed to a better spreading of calcium car-bonate agglomerates with increasing compactionpressures.
Addition of magnesium stearate (2%) to the above-mentioned MC/CC mixtures showed that under com-paction the lubricant facilitates the calcium carbonatedistribution in the tablet matrix, allowing a bettercontact with microcrystalline cellulose particles. Thispermits the accommodation of greater quantities ofcalcium carbonate in the mixtures with the maximaltablet tensile strength of the series.
In the case of MC/CC/PVP physical mixtures, theeffect of polyvinylpyrrolidone (Povidone, PVP), asa dry agglutinant, was increased through its betterdistribution in the tablet matrix. This was favoredby increasing compaction pressures and increasingcalcium carbonate proportions in the mixtures. Theresults suggested that Povidone requires a wear outor erosion of its particles during compaction to im-prove its distribution, improving at the same timeits agglutinant effect and the cohesiveness of thetablet.
All above-mentioned effects to improve com-pactibility of MC/CC mixtures seem to be dependenton the possibilities of a better distribution of theagglutinant in the tablet matrix as well as a betterdistribution of calcium carbonate around microcrys-talline cellulose particles. In this sense, it is expectedthat agglomeration processes like wet granulation andspray drying of the mixtures will produce a betterdeployment of compaction capabilities of the MC/CCmixtures. This was attempted in this work through

M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163 155
agglomeration by conventional wet granulation andspray drying utilizing Povidone as a binder and withand without subsequent lubrication with 2% magne-sium stearate.
2. Experimental procedures
2.1. Material
The pharmaceutical excipients microcrystallinecellulose (MC), Avicel PH 102; extra light calciumcarbonate (CC) (Liquid Quimica, calcite of red di-amond type), with a nominal average particle sizeof 1.2 ± 0.3�m; Povidone, polyvinylpyrrolidoneK-30 (PVP), from Helm de Mexico, and magnesiumstearate (MS), from Droguerıa Cosmopolita, wereused without further treatment.
2.2. Methods
2.2.1. Granulation2.2.1.1. Spray drying agglomeration. Correspond-ing quantities of calcium carbonate for 100 g ofMC/CC mixtures were dispersed by mechanical stir-ring in a hydroalcoholic Povidone solution (12 gPovidone:50 ml ethanol:200 ml water). Stirring wasmaintained until a homogeneous dispersion was ob-tained. The corresponding quantity of microcrystallinecellulose was dispersed separately in 200 ml water.The two dispersions were then mixed and brought toa volume of 650 ml with water. This hydroalcoholicdispersion was fed to a pneumatic spray dryer (Niro,model Minor). The operation conditions included aninlet temperature of 210◦C and an outlet temperatureof 125◦C.
2.2.1.2. Wet granulation agglomeration. Corre-sponding quantities of microcrystalline cellulose weremoistened in a mortar with a solution containing 12 gPovidone, dissolved in 30, 20 or 15 ml water. Thequantity of water used corresponded to high, mediumand low proportions of microcrystalline cellulose inthe mixtures. The corresponding quantities of calciumcarbonate were added over the moistened microcrys-talline cellulose particles and homogeneously mortarand pestle mixed. The obtained agglomerates weredried for 1 h at 60◦C.
2.2.1.3. Mixtures lubrication. Agglomerated mix-tures were lubricated with magnesium stearate (2%).The lubrication was carried out by mixing in a cylin-drical tumble mixer for 30 min at 35 rpm. The mixingtime was fixed in 30 min to work with a well-lub-ricated system (Shah and Mlodozeniec, 1977; Doelker,1993), as an extreme condition to evaluate the effectof lubrication on the compactibility of the mixtures.
The microcrystalline cellulose and calcium carbon-ate proportions varied in a range from 0 to 100%,with a variation unit of 10%. The batch size was fixedin 100 g. Lubricated versions of the above-mentionedmixtures were obtained adding 1 g magnesium stearateto 49 g of the corresponding mixtures.
2.2.2. TabletsSeven hundred milligrams of the corresponding
mixtures were compressed for 10 s at six differentcompaction pressures in a hydraulic press (Enerpac)and in a range up to 618 MPa (139, 255, 332, 487and 618 MPa). The punches used were flat and hada diameter of 12.9 mm. The selected compactionpressures were maintained for 10 s to allow the de-velopment of most possible plastic deformation onthe powders, to avoid the effect of different dwelltimes producing different degrees of plastic defor-mation and their consequent effect on tablet tensilestrength.
2.2.3. Tablets tensile strength measurementTablet tensile strength measurement was performed
on tablets prepared 24–72 h before, with three repe-titions and registering the results as an average. Forthe purpose, a hydraulic press adapted with a pressuretransducer was used. The transducer was connectedto a voltmeter to determine the breaking force. Theprocedure was to place each tablet diametrically be-tween two flat surfaces and to apply pressure until thetablet breaks. The results obtained were converted intotablet tensile strength (T), considering the actual tabletform of a right circular cylinder (Fell and Newton,1970).
T= 2P
πDt(1)
whereP is the applied pressure,D is the tablet dia-meter, andt is the tablet thickness.
156 M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163
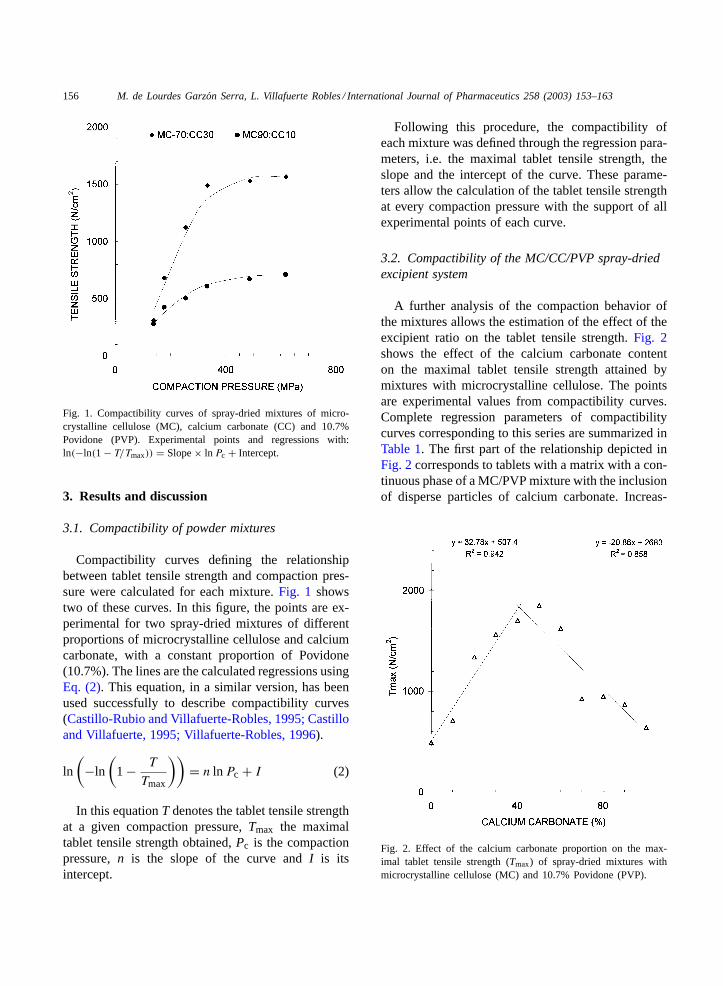
Fig. 1. Compactibility curves of spray-dried mixtures of micro-crystalline cellulose (MC), calcium carbonate (CC) and 10.7%Povidone (PVP). Experimental points and regressions with:ln(−ln(1 − T/Tmax)) = Slope× ln Pc + Intercept.
3. Results and discussion
3.1. Compactibility of powder mixtures
Compactibility curves defining the relationshipbetween tablet tensile strength and compaction pres-sure were calculated for each mixture.Fig. 1 showstwo of these curves. In this figure, the points are ex-perimental for two spray-dried mixtures of differentproportions of microcrystalline cellulose and calciumcarbonate, with a constant proportion of Povidone(10.7%). The lines are the calculated regressions usingEq. (2). This equation, in a similar version, has beenused successfully to describe compactibility curves(Castillo-Rubio and Villafuerte-Robles, 1995; Castilloand Villafuerte, 1995; Villafuerte-Robles, 1996).
ln
(−ln
(1 − T
Tmax
))= n ln Pc + I (2)
In this equationT denotes the tablet tensile strengthat a given compaction pressure,Tmax the maximaltablet tensile strength obtained,Pc is the compactionpressure,n is the slope of the curve andI is itsintercept.
Following this procedure, the compactibility ofeach mixture was defined through the regression para-meters, i.e. the maximal tablet tensile strength, theslope and the intercept of the curve. These parame-ters allow the calculation of the tablet tensile strengthat every compaction pressure with the support of allexperimental points of each curve.
3.2. Compactibility of the MC/CC/PVP spray-driedexcipient system
A further analysis of the compaction behavior ofthe mixtures allows the estimation of the effect of theexcipient ratio on the tablet tensile strength.Fig. 2shows the effect of the calcium carbonate contenton the maximal tablet tensile strength attained bymixtures with microcrystalline cellulose. The pointsare experimental values from compactibility curves.Complete regression parameters of compactibilitycurves corresponding to this series are summarized inTable 1. The first part of the relationship depicted inFig. 2corresponds to tablets with a matrix with a con-tinuous phase of a MC/PVP mixture with the inclusionof disperse particles of calcium carbonate. Increas-
Fig. 2. Effect of the calcium carbonate proportion on the max-imal tablet tensile strength (Tmax) of spray-dried mixtures withmicrocrystalline cellulose (MC) and 10.7% Povidone (PVP).
M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163 157
Table 1Regression parameters for compactibility curves of spray-driedmixtures of microcrystalline cellulose (MC), calcium carbonate(CC) and 10.7% Povidone (PVP)
CaCO3 (%) Tmax
(N/cm2)aSlope Intercept r2
0 492 1.410 −7.673 0.7910 712 1.591 −8.518 0.9620 1341 2.155 −12.670 0.8030 1566 2.266 −12.420 0.9740 1704 2.491 −14.470 0.9350 1851 2.256 −12.418 0.9760 1624 2.352 −13.478 0.9470 925 2.208 −12.697 0.9380 948 2.047 −11.755 0.9090 870 2.053 −11.704 0.94
100 636 1.842 −10.575 0.71
a Tmax: maximal experimental tablet tensile strength obtained.
ing concentrations of calcium carbonate produce achange in the microcrystalline cellulose particles dis-tribution. Microcrystalline cellulose particles turn outto be the disperse phase while a mixture of Povidoneand calcium carbonate particles becomes the continu-ous phase. Tablets with an MC/PVP continuous phaseincrease their maximal tensile strength as the calciumcarbonate content increases. After the phase inver-sion, at a calcium carbonate proportion of about 40%,the tensile strength of the tablets begins to decline.
In our previous report (Garzón and Villafuerte,2002), the compactibility of physical mixtures ofMC/PVP was maintained in the range of that of puremicrocrystalline cellulose after addition up to 20–30%calcium carbonate, declining thereafter. After spraydrying mixtures of MC/CC, dispersed in a Povidonesolution, the Povidone distribution around the dis-persed particles was the best possible. As a resultof the coating of microcrystalline cellulose particleswith Povidone the compactibility of microcrystallinecellulose decreased considerably. The tablet tensilestrength decreased from 1265 to 492 N/cm2.
It has been suggested that the effect of a dry binderwill depend on the amount added and the particlesize of the dry binder. If the amount added is largeenough, the surface properties of the core material be-come identical with those of the pure binder material(Adolfsson et al., 1998). The compactibility of Povi-done has been found to be about one third of that ofmicrocrystalline cellulose, when the moisture content
of the samples is<6% (Torres and Villafuerte, 1993).Actually, microcrystalline cellulose coating with Povi-done in the course of spray drying deteriorates insteadof improving the compactibility properties. Therefore,it can be inferred that coating with Povidone willdeteriorate the compactiblity of every predominantlyplastic pure excipient with higher compactibility thanthat of Povidone. It seems that only predominantlyplastic excipients with lower compactibility thanPovidone could be improved by the agglutinant, whenits surface is completely coated by the agglutinant.
The inclusion of calcium carbonate in the spray-dried mixtures, most probably disrupted the Povidonecoating of microcrystalline cellulose particles fromthe very beginning and during compaction, allowinga stronger interaction between calcium carbonate andmicrocrystalline cellulose. Moreover, the previousdispersion in water of calcium carbonate particlesand the improved plasticity created by the aggluti-nant allowed a better spreading of calcium carbonateparticles around the microcrystalline cellulose par-ticles, maximizing their interaction. As a result, themixtures attained a maximal tablet tensile strengthof 1851 N/cm2 which is about 50% greater than thatof pure microcrystalline cellulose (1265 N/cm2). Thesame circumstances allowed the accommodation ofgreater quantities of calcium carbonate (40%) in thespray-dried mixtures showing the maximal tablet ten-sile strength, compared to physical mixtures showing amaximal tablet tensile strength at a calcium carbonatecontent of 20–30%. The compactibility of spray-driedMC/CC mixtures with 10.7% Povidone was equalto or greater than that of pure microcrystalline cel-lulose in a range from about 20 to 60% calciumcarbonate.
By physical mixtures the maximum in compactibi-lity experienced a shift to lower calcium carbonateproportions with lower compaction pressures. Thespray-dried mixtures showed no-shift of the maxi-mum in compactibility with decreasing compactionpressures because of the better and fixed Povidoneand calcium carbonate particles distribution from thevery beginning.
Further regression parameters of compactibilitycurves, i.e. the slope and the intercept (Table 1) showsimilar relationships with the calcium carbonate pro-portion in the spray-dried mixtures (Figs. 3 and 4).Calculated values of regression parameters allowed

158 M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163
Fig. 3. Effect of the calcium carbonate proportion on the slopeof compactibility curves calculated for spray-dried mixtures withmicrocrystalline cellulose (MC) and 10.7% Povidone (PVP).
Fig. 4. Effect of the calcium carbonate proportion on the interceptof compactibility curves calculated for spray-dried mixtures withmicrocrystalline cellulose (MC) and 10.7% Povidone (PVP).
Fig. 5. Calculated response surface for the compactibility ofspray-dried mixtures of microcrystalline cellulose (MC) and cal-cium carbonate (CC) with 10.7% Povidone (PVP), at differentcompaction pressures.
the calculation of a compactibility response surface(Fig. 5).
Fig. 5 shows a positive effect on compactibility ofthe MC/CC/PVP spray-dried mixtures. Tablets ob-tained at high compaction pressures (i.e. 600 MPa) at-tain a maximum in tablet tensile strength at about 40%calcium carbonate. The positive effect on compactibil-ity decreases with decreasing compaction pressures.At a compaction pressure of 100 MPa, the calculatedtablet tensile strength is described with a linear rela-tionship that declines to some extent with increasingproportions of calcium carbonate, showing basicallythe compactibility of the Povidone outer coat, mod-ified in a certain degree by the compaction behaviorof calcium carbonate. The reduction of the positiveeffect is attributed to decreased abrasion or disruptionof the Povidone coat on the microcrystalline celluloseparticles by calcium carbonate, during compaction.This circumstance reduces the interaction betweenmicrocrystalline cellulose and calcium carbonate andtherefore, reduces the tablet tensile strength.
3.2.1. Compactibility of the lubricated spray-driedMC/CC/PVP excipient system
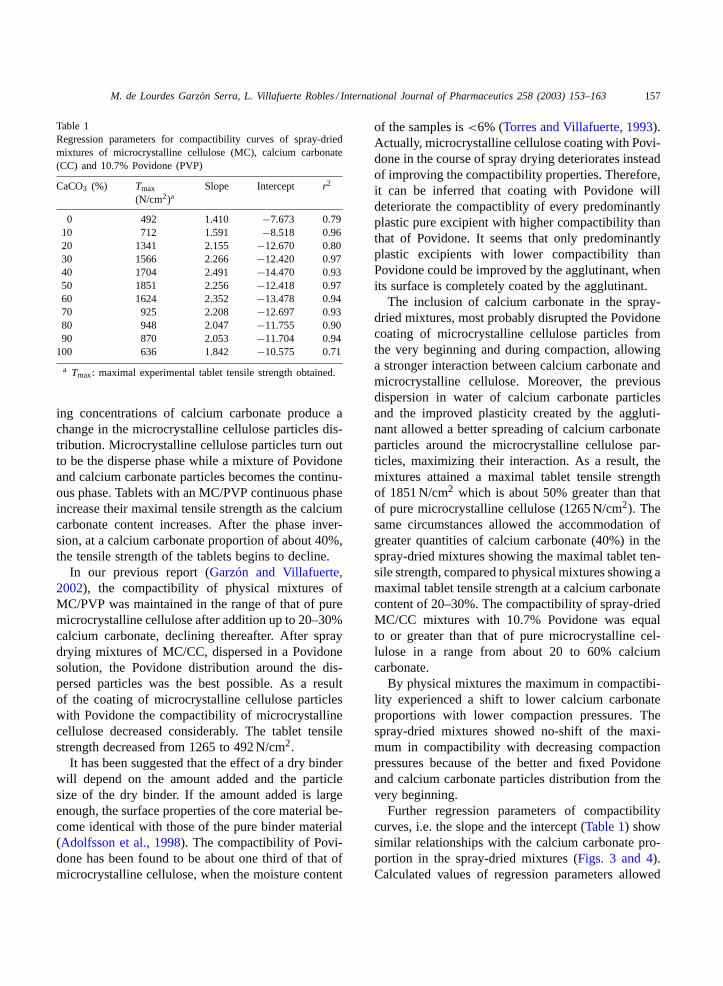
Fig. 6 shows the compactibility of the spray-driedMC/CC/PVP system lubricated with 2% magnesiumstearate (MS), calculated from data registered inTable 2. It is reported in literature that the compactibil-ity of microcrystalline cellulose decreases drastically
M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163 159
Fig. 6. Calculated response surface for the compactibility ofspray-dried mixtures of microcrystalline cellulose (MC) and cal-cium carbonate (CC) with 10.7% Povidone (PVP) and 2% mag-nesium stearate at different compaction pressures.
after addition of this type of lubricants (Riepma et al.,1993; Castillo-Rubio and Villafuerte-Robles, 1995).A physical mixture of microcrystalline cellulose with2% MS reduces the compactibility of microcrystallinecellulose to about one-tenth of its original value(Garzón and Villafuerte, 2002). Spray-dried micro-crystalline cellulose, with 10.7% Povidone, lubricatedwith 2% MS behaves very similar; its compactibility(Tmax = 90 N/cm2) is about one-tenth of that of pure
Table 2Regression parameters for compactibility curves of spray-driedmixtures of microcrystalline cellulose (MC), calcium carbonate(CC), 10.7% Povidone (PVP) and 2% magnesium stearate
CaCO3 (%) Tmax
(N/cm2)aSlope Intercept r2
0 90 1.154 −5.932 0.8810 363 1.372 −7.437 0.8520 313 1.911 −10.415 0.9730 933 1.674 −9.283 0.8840 887 2.070 −11.410 0.9450 939 2.212 −12.839 0.8060 1231 2.155 −12.321 0.9170 1145 2.189 −12.406 0.9380 1040 2.292 −13.544 0.8490 839 2.530 −14.812 0.93
100 578 2.651 −15.357 0.96
a Tmax: maximal experimental tablet tensile strength obtained.
microcrystalline cellulose (Tmax = 1265 N/cm2) andabout one-fifth of that of the spray-dried MC/PVPmixture without lubrication (492 N/cm2). This lubri-cant negative effect on the microcrystalline cellulosecompactibility was lesser with the addition of increas-ing calcium carbonate proportions.
The better distribution of calcium carbonate parti-cles obtained through spray drying was further im-proved after compaction of the lubricated mixtures.The tablet tensile strength of the spray-dried MC/CC/PVP mixtures lubricated with 2% MS shows a maxi-mum at about 60% calcium carbonate, at a compactionpressure of 350 MPa. This means the accommodationof a greater quantity of calcium carbonate particles, atthe maximum of compactibility, than by physical mix-tures (about 20%) and than by spray-dried mixtureswithout lubrication (about 40%).
Although the compactibility of spray-dried MC/CC/PVP mixtures maintain their maximum at the samecalcium carbonate proportion with decreasing com-paction pressures, the lubricated mixtures show a shiftto lower calcium carbonate proportions as the com-paction pressure decreases. This is attributed to the ex-tragranular position of the lubricant. In this position,the lubricant improves its slipping effect, by wear outor abrasion, as the compaction pressure increases. Thisoccurs in the same way observed before by physicalmixtures (Garzón and Villafuerte, 2002).
A comparison ofFig. 5 with Fig. 6 shows thatthe under pressure slipping effect of the lubricantfacilitates the calcium carbonate distribution in thetablet matrix, allowing a better contact with the mi-crocrystalline cellulose particles. This circumstancepermits the observation of a compactibility positiveeffect at higher calcium carbonate proportions bylubricated spray-dried mixtures, compared to the mix-tures without lubrication. The better distribution ofthe particles of a second excipient, with the aid of alubricant, was observed before in the microcrystallinecellulose/calcium phosphate excipient system, utili-zing sodium laurylsulfate as a lubricant (Castillo andVillafuerte, 1995).
Regardless of an increased accommodation of cal-cium carbonate particles in the lubricated MC/CC/PVP spray-dried mixtures, the maximal tablet tensilestrength is only two thirds of that without lubrica-tion. Although the negative effect of the lubricant,the maximal tablet tensile strength of the lubricated
160 M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163
MC/CC/PVP spray-dried mixtures (1231 N/cm2)is similar to that of pure microcrystalline cellu-lose (1265 N/cm2). Compared to physical mixtureswith the same composition, the compactibility ofspray-dried mixtures show an increase of about 40%in the tablet tensile strength. This is attributed tothe better distribution of Povidone and the calciumcarbonate particles after spray drying. The observedpositive effect on compactibility is maximized at highcompaction pressures. By decreasing compactionpressures, this positive effect decreases considerably.
3.3. Compactibility of the wet granulatedMC/CC/PVP excipient system
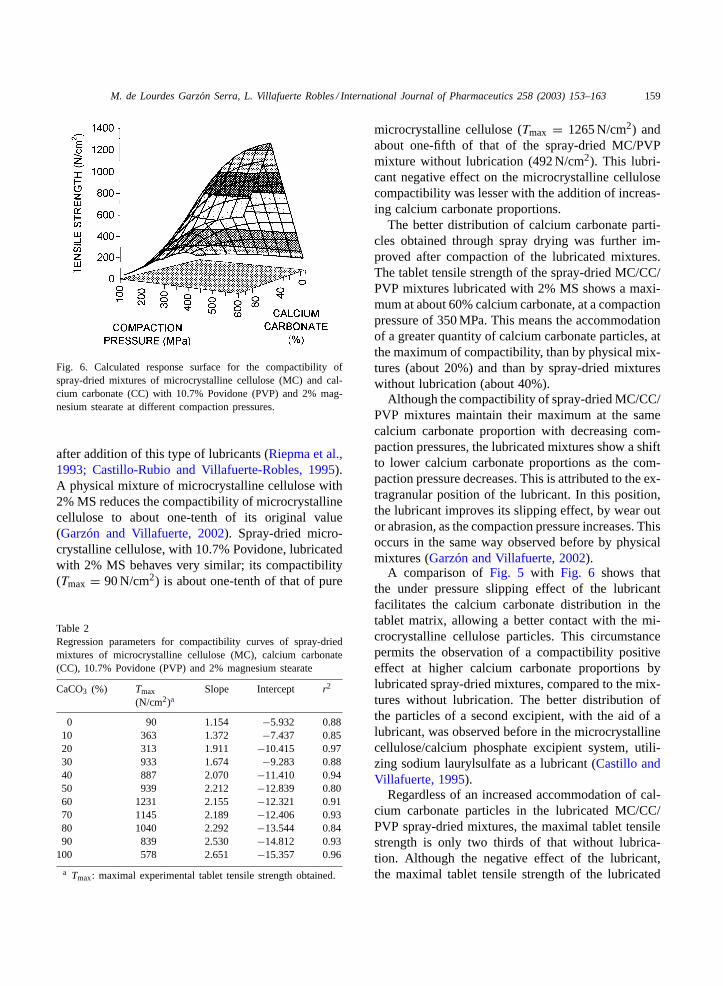
Fig. 7shows the compactibility of the MC/CC/PVPmixtures obtained by wet massing. The compactibilityresponse surface was calculated from data inTable 3.The pattern of the tablet tensile strength is similar tothat of spray-dried mixtures (Fig. 5), changing only inthe magnitude and position of the maximum in tensilestrength.
The compactibility of wet massed mixtures, ex-pressed as the maximum in tablet tensile strength,lies in between of that of physical mixtures andspray-dried mixtures (Fig. 8). This is attributed to alesser capability to distribute Povidone and calciumcarbonate particles by tumble mixing (physical mix-
Fig. 7. Calculated response surface for the compactibility of wetgranulated mixtures of microcrystalline cellulose (MC) and cal-cium carbonate (CC), with 10.7% Povidone (PVP), at differentcompaction pressures.
Table 3Regression parameters for compactibility curves of wet granulatedmixtures of microcrystalline cellulose (MC), calcium carbonate(CC) and 10.7% Povidone (PVP)
CaCO3 (%) Tmax
(N/cm2)aSlope Intercept r2
0 583 2.342 −13.437 0.9610 869 2.456 −13.873 0.9920 1562 2.799 −15.781 1.0030 1259 2.913 −17.039 0.9640 1328 3.256 −19.061 0.9850 1211 2.662 −15.281 0.9860 1145 2.424 −14.038 0.9570 1086 2.313 −13.458 0.8980 466 2.221 −13.284 0.8390 646 2.402 −14.299 0.75
100 344 1.820 −10.110 0.93
a Tmax: maximal experimental tablet tensile strength obtained.
ture), compared to wet massing as well as lesser capa-bility of wet massing compared to spray drying. Thehigher capability to distribute Povidone and calciumcarbonate particles and the higher compactibility fol-low the order: spray drying> wet massing> tumblemixing of the powders.
Fig. 8. Comparative effect of calcium carbonate on the maximaltensile strength of tablets made of spray-dried (SD), wet granulated(WG) and physical mixtures (PhM) of microcrystalline cellulose(MC) and calcium carbonate (CC) with 10.7% Povidone (PVP).
M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163 161
The lesser mixing efficiency is also observed asa lower capability to distribute greater quantities ofcalcium carbonate particles around microcrystallinecellulose, at the maximal tablet tensile strength. Thecalcium carbonate proportion corresponding to themaximum in compactibility, obtained by wet mass-ing, lies in between of those of tumble mixing andspray drying (Fig. 8). The better the homogeneityof calcium carbonate and Povidone, the higher thecalcium carbonate proportion that can be accommo-dated at the maximal tablet tensile strength and thehigher the compactibility. Furthermore,Fig. 8 showsthat by low calcium carbonate proportions, tabletswith a continuous phase of MC/PVP, the tablet ten-sile strength of the mixtures declines as the efficiencyof the mixing process increases. The compactibilityfollows the order: physical mixtures> wet massedmixtures > spray-dried mixtures. After inversion toa continuous phase of CC/PVP, subsequent to themaximum in tensile strength, the opposite occurs.
As mentioned above, the results observed in thefirst part of the curves inFig. 8 are attributed to ob-struction of the microcrystalline cellulose interparticleinteraction through Povidone particles or a Povidonecoating. The greater the obstruction achieved byPovidone the greater the reduction in compactibilityof tablets with a MC/PVP continuous phase. In thesecond part of the curves ofFig. 8, with a continuousphase of CC/PVP, the opposite occurs. The greater theefficiency to distribute Povidone and accommodatecalcium carbonate particles around microcrystallinecellulose particles, the greater the compactibility oftablets with a CC/PVP continuous phase.
3.3.1. Compactibility of the lubricated wet massedMC/CC/PVP excipient system
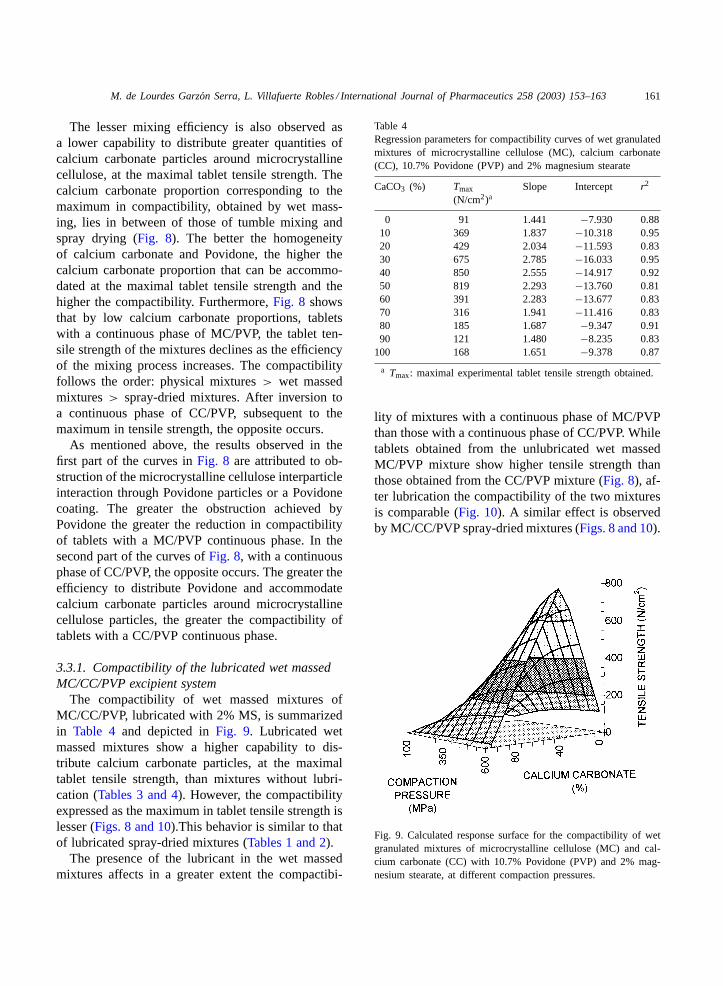
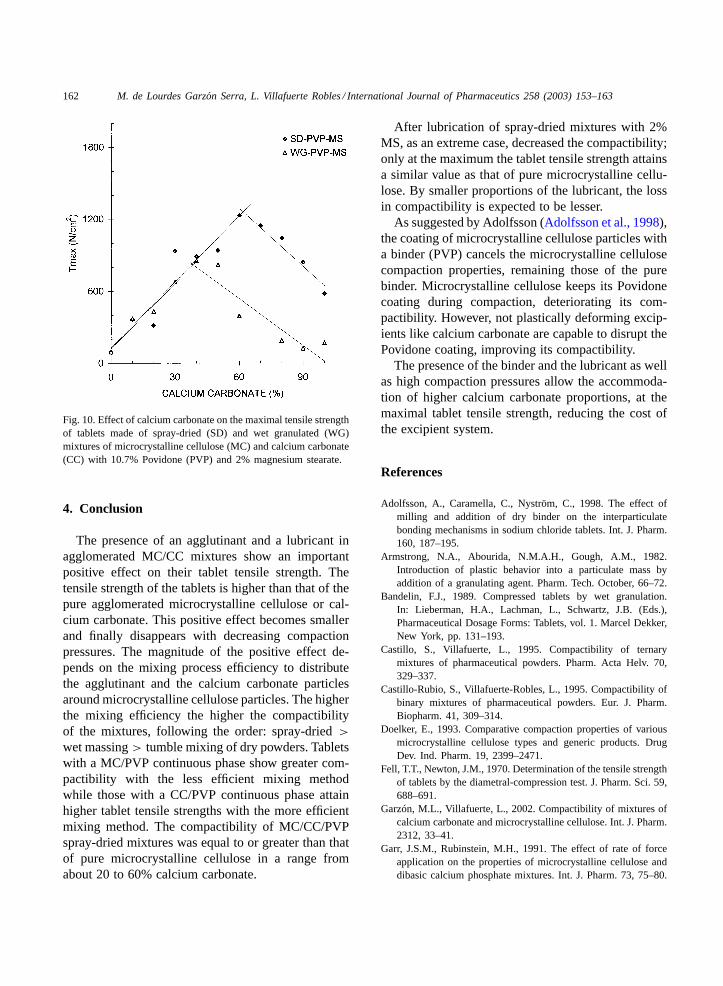
The compactibility of wet massed mixtures ofMC/CC/PVP, lubricated with 2% MS, is summarizedin Table 4 and depicted inFig. 9. Lubricated wetmassed mixtures show a higher capability to dis-tribute calcium carbonate particles, at the maximaltablet tensile strength, than mixtures without lubri-cation (Tables 3 and 4). However, the compactibilityexpressed as the maximum in tablet tensile strength islesser (Figs. 8 and 10).This behavior is similar to thatof lubricated spray-dried mixtures (Tables 1 and 2).
The presence of the lubricant in the wet massedmixtures affects in a greater extent the compactibi-
Table 4Regression parameters for compactibility curves of wet granulatedmixtures of microcrystalline cellulose (MC), calcium carbonate(CC), 10.7% Povidone (PVP) and 2% magnesium stearate
CaCO3 (%) Tmax
(N/cm2)aSlope Intercept r2
0 91 1.441 −7.930 0.8810 369 1.837 −10.318 0.9520 429 2.034 −11.593 0.8330 675 2.785 −16.033 0.9540 850 2.555 −14.917 0.9250 819 2.293 −13.760 0.8160 391 2.283 −13.677 0.8370 316 1.941 −11.416 0.8380 185 1.687 −9.347 0.9190 121 1.480 −8.235 0.83
100 168 1.651 −9.378 0.87
a Tmax: maximal experimental tablet tensile strength obtained.
lity of mixtures with a continuous phase of MC/PVPthan those with a continuous phase of CC/PVP. Whiletablets obtained from the unlubricated wet massedMC/PVP mixture show higher tensile strength thanthose obtained from the CC/PVP mixture (Fig. 8), af-ter lubrication the compactibility of the two mixturesis comparable (Fig. 10). A similar effect is observedby MC/CC/PVP spray-dried mixtures (Figs. 8 and 10).
Fig. 9. Calculated response surface for the compactibility of wetgranulated mixtures of microcrystalline cellulose (MC) and cal-cium carbonate (CC) with 10.7% Povidone (PVP) and 2% mag-nesium stearate, at different compaction pressures.
162 M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163
Fig. 10. Effect of calcium carbonate on the maximal tensile strengthof tablets made of spray-dried (SD) and wet granulated (WG)mixtures of microcrystalline cellulose (MC) and calcium carbonate(CC) with 10.7% Povidone (PVP) and 2% magnesium stearate.
4. Conclusion
The presence of an agglutinant and a lubricant inagglomerated MC/CC mixtures show an importantpositive effect on their tablet tensile strength. Thetensile strength of the tablets is higher than that of thepure agglomerated microcrystalline cellulose or cal-cium carbonate. This positive effect becomes smallerand finally disappears with decreasing compactionpressures. The magnitude of the positive effect de-pends on the mixing process efficiency to distributethe agglutinant and the calcium carbonate particlesaround microcrystalline cellulose particles. The higherthe mixing efficiency the higher the compactibilityof the mixtures, following the order: spray-dried>wet massing> tumble mixing of dry powders. Tabletswith a MC/PVP continuous phase show greater com-pactibility with the less efficient mixing methodwhile those with a CC/PVP continuous phase attainhigher tablet tensile strengths with the more efficientmixing method. The compactibility of MC/CC/PVPspray-dried mixtures was equal to or greater than thatof pure microcrystalline cellulose in a range fromabout 20 to 60% calcium carbonate.
After lubrication of spray-dried mixtures with 2%MS, as an extreme case, decreased the compactibility;only at the maximum the tablet tensile strength attainsa similar value as that of pure microcrystalline cellu-lose. By smaller proportions of the lubricant, the lossin compactibility is expected to be lesser.
As suggested by Adolfsson (Adolfsson et al., 1998),the coating of microcrystalline cellulose particles witha binder (PVP) cancels the microcrystalline cellulosecompaction properties, remaining those of the purebinder. Microcrystalline cellulose keeps its Povidonecoating during compaction, deteriorating its com-pactibility. However, not plastically deforming excip-ients like calcium carbonate are capable to disrupt thePovidone coating, improving its compactibility.
The presence of the binder and the lubricant as wellas high compaction pressures allow the accommoda-tion of higher calcium carbonate proportions, at themaximal tablet tensile strength, reducing the cost ofthe excipient system.
References
Adolfsson, A., Caramella, C., Nyström, C., 1998. The effect ofmilling and addition of dry binder on the interparticulatebonding mechanisms in sodium chloride tablets. Int. J. Pharm.160, 187–195.
Armstrong, N.A., Abourida, N.M.A.H., Gough, A.M., 1982.Introduction of plastic behavior into a particulate mass byaddition of a granulating agent. Pharm. Tech. October, 66–72.
Bandelin, F.J., 1989. Compressed tablets by wet granulation.In: Lieberman, H.A., Lachman, L., Schwartz, J.B. (Eds.),Pharmaceutical Dosage Forms: Tablets, vol. 1. Marcel Dekker,New York, pp. 131–193.
Castillo, S., Villafuerte, L., 1995. Compactibility of ternarymixtures of pharmaceutical powders. Pharm. Acta Helv. 70,329–337.
Castillo-Rubio, S., Villafuerte-Robles, L., 1995. Compactibility ofbinary mixtures of pharmaceutical powders. Eur. J. Pharm.Biopharm. 41, 309–314.
Doelker, E., 1993. Comparative compaction properties of variousmicrocrystalline cellulose types and generic products. DrugDev. Ind. Pharm. 19, 2399–2471.
Fell, T.T., Newton, J.M., 1970. Determination of the tensile strengthof tablets by the diametral-compression test. J. Pharm. Sci. 59,688–691.
Garzón, M.L., Villafuerte, L., 2002. Compactibility of mixtures ofcalcium carbonate and microcrystalline cellulose. Int. J. Pharm.2312, 33–41.
Garr, J.S.M., Rubinstein, M.H., 1991. The effect of rate of forceapplication on the properties of microcrystalline cellulose anddibasic calcium phosphate mixtures. Int. J. Pharm. 73, 75–80.

M. de Lourdes Garzon Serra, L. Villafuerte Robles / International Journal of Pharmaceutics 258 (2003) 153–163 163
Mehra, K.D., West, K.P., Wiggins, J.D., 1988. Coprocessedmicrocrystalline cellulose and calcium carbonate compositionand its preparation. United States Patent No. 4,744,987.
Riepma, K.A., Vromans, H., Lerk, C.F., 1993. A coherentmatrix model for the consolidation and compaction ofan excipient with magnesium stearate. Int. J. Pharm. 97,195–203.
Shah, A.C., Mlodozeniec, A.R., 1977. Mechanism of surfacelubrication: influence of duration of lubricant-excipient mixingon processing characteristics of powders and properties ofcompressed tablets. J. Pharm. Sci. 66, 1377–1382.
Torres, J.J., Villafuerte, L., 1993. Efecto de la humedad sobre lascaracterısticas de compactación de polvos farmacéuticos puros.Efecto de la humedad sobre la dureza de las tabletas. Rev.Mex. C. Farm. 23, 8–16.
Villafuerte-Robles, L., 1996. Compactibility of the microcrystallinecellulose type 102-calcium phosphate dihydrate system. J.Pharm. Belg. 51, 19–22.
Wikberg, M., Alderborn, G., 1993. Compression characteristics ofgranulated materials. VII. The effect of intragranular binderdistribution on the compactibility of some lactose granulations.Pharm. Res. 10, 88–94.





























