Embed Size (px)
Citation preview

Composites: Part B 66 (2014) 268–275
Contents lists available at ScienceDirect
Composites: Part B
journal homepage: www.elsevier .com/locate /composi tesb
Fabrication and characterization of three-dimensional PMR polyimidecomposites reinforced with woven basalt fabric
http://dx.doi.org/10.1016/j.compositesb.2014.05.0281359-8368/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author at: College of Textiles, Donghua University, Shanghai201620, China. Tel.: +86 21 67792744; fax: +86 21 67792627.
E-mail address: [email protected] (Y. Qiu).
Jianfei Xie b,c, Lan Yao a,b, Fujun Xu a,b, Yishuang Li a,b, Zhongde Shan d, David Hui e, Yiping Qiu a,b,⇑a Key Laboratory of Textile Science and Technology, Donghua University, Ministry of Education, Chinab College of Textiles, Donghua University, Shanghai 201620, Chinac Guangzhou Fiber Product Testing Institute, Chinad National Key Laboratory of Advanced Forming Technology & Equipment, Chinae Department of Mechanical Engineering, University of New Orleans, New Orleans, LA 70148, USA
a r t i c l e i n f o a b s t r a c t
Article history:Received 18 February 2014Received in revised form 25 April 2014Accepted 26 May 2014Available online 4 June 2014
Keywords:A. 3-Dimensional reinforcementA. Polymer–matrix composites (PMCs)A. Fabrics/textilesB. Mechanical propertiesD. Thermal analysis
A PMR polyimide composite reinforced with three-dimensional (3D) woven basalt fabric is fabricated formedium high temperature applications. The PMR polyimide matrix resin is derived from 4,40-methylen-ediamine (MDA), diethyl ester of 3,30,4,40-oxydiphthalic (ODPE) and monoethyl ester of Cis-5-norborn-ene-endo-2,3-dicarboxylic acid (NE). The rheological properties of the PMR polyimide matrix resin areinvestigated. Based on the curing reaction of the PMR type polyimide and the rheological properties,an optimum two-step fabrication method is proposed. The three dimensional fabric preforms are impreg-nated with the polyimide resin in a vacuum oven at 70 �C for 1 h followed by removing the solvent andpre-imidization. The composites are then consolidated by an optimized molding procedure. Scanningelectron microscopy analysis shows that needle shaped voids are generated in yarns and the void volumefraction is 4.27%. The decomposition temperature and the temperature at 5% weight loss of the compositepost-cured at 320 �C for 24 h are 440 �C and 577 �C, respectively. The dielectric constant and the dielectricloss of the composite are measured by circular cavity method at 7–12 GHz. The tensile strength and themodulus in the warp direction of the composite are 436 MPa and 22.7 GPa. The composite shows a layer-by-layer fracture mode in three-point bending test. The flexure strength and modulus in the warp direc-tion of the composite are 673 MPa and 27.1 GPa, respectively.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Fiber-reinforced polymer composites are widely used in manyengineering fields such as aerospace structures that require a highstrength-to-weight ratio. Despite the use of unidirectional andtwo-dimensional (2D) polymer laminates over a long period, theiruses in many structural applications have been hindered by delam-ination [1], a long-standing problem with conventional polymerlaminates reinforced with a unidirectional or 2D layered fiberstructure [2,3]. Reinforcement of polymer composites with three-dimensional (3D) fiber architecture is an effective method to over-come the delamination problem [4–6]. 3D woven composites haveexcellent integrity and delamination resistance because there arethree different types of yarns, namely as stuffer yarns, filler yarnsand z yarns in the fabric construction [7,8]. In addition, 3D compos-
ites have improved fracture toughness, damage tolerance, resis-tance to impact, ballistic and blast loads. Many investigationshave been carried out for investigating the mechanical propertiesand failure behavior of composites reinforced with 3D woven fab-ric [4–7,9–11]. Among the different technologies to produce 3Dfiber architecture, 3D woven preforms have gained industrialacceptance [8,12–14].
Basalt fibers have a higher working temperature and better ten-sile strength and modulus than E-glass fiber as well as good resis-tance to chemical attack and thus have been used as reinforcementfor composites [15–20]. Filament yarns of basalt fibers can be usedfor production of planar or 3D textile structures for composites[19]. The performance and cost of basalt fibers make them a poten-tial alternative to glass fibers and carbon fibers. Dorigato and Pego-retti [21] prepared three kinds of fiber reinforced laminates withbasalt, E-glass and carbon fabrics with the same areal densityand found that the basalt laminates presented elastic moduli andstrengths higher than those of their glass counterparts, with tensilestrengths close to those of the carbon laminate. Basalt laminates

J. Xie et al. / Composites: Part B 66 (2014) 268–275 269
also showed superior fatigue performances to those of the corre-sponding glass fiber composites. Quagliarini et al. [22] comparedthe tensile properties of basalt fiber reinforced polymer (BFRP)rods, glass fiber reinforced polymer (GFRP) rods, and carbon fiberreinforced polymer (CFRP) rods and found that compared withGFRP rods the tested BFRP rods seemed to be not so rigid but ratherdeformable with higher tensile strength. Therefore, they concludedthat BFRP rods could be a good alternative to other fiber reinforcedpolymer rods. In this study, basalt fibers were used to weave the3D woven preforms. Polyimide matrix is a kind of high perfor-mance polymer, due to its combination of excellent thermal–mechanical and thermal-oxidation properties as well as the goodchemical resistance and dielectric properties [23–26]. PMR-15,one of the polymerization of monomer reactant (PMR) familypolyimides, has relatively high temperature resistance and hasbeen used as the matrix resins in fiber-reinforced composites fora variety of advanced aerospace applications [27]. PMR polyimidesare generally capped at each end by a nadic endcap, which limitsthe average molecular weight of the oligomers and allowing animproved processability. Although much research has been pub-lished on the processing and properties of fiber reinforced PMRpolyimide composites [23,24,28], relatively few studies have beenreported for the 3D woven fabric reinforced PMR polyimide com-posites or basalt fabric reinforced PMR polyimide composites.Chou et al. [29] presented the processing and properties of PMRpolyimide composites reinforced with 3D multi-axial wovenpreforms.
In this study, a PMR polyimide composite reinforced with 3Dwoven basalt fabric was fabricated and the properties of the com-posite were investigated. By studying the rheological property andthe Fourier transform infrared (FTIR) spectrum of the PMR polyim-ide matrix, a two-step impregnation/hot-compression method wasestablished for the processing of PMR polyimide composite rein-forced with 3D woven basalt fabrics. The thermal, dielectric andmechanical properties of the PMR polyimide composite reinforcedwith 3D woven basalt fabrics were investigated.
2. Experimental
2.1. Materials
The yarns used to weave the 3D preforms are basalt fiber fila-ment yarns of 6144 dtex and type 3000, containing approximately58.7% SiO2 and 17.2% Al2O3, provided by Shenzhen Research Insti-tute, Harbin Institute of Technology in China. The physical proper-ties of the basalt fiber are presented in Table 1. One of themonomers, 4,40-Methylenedianiline (MDA, Beihua Fine ChemicalsCo., Beijing, China), was recrystallized in anhydrous ethanol forpurification. The other monomer, 3,30,4,40-Oxydiphthalic anhy-dride (ODPA, Shanghai Research Institute of Synthetic Resins,China), was used after baking in a vacuum oven at 180 �C for 6 h.Cis-5-norbornene-endo-2,3-dicarboxylic anhydride (NA, NanxiangChemical Reagents Co., Shanghai, China) was purified by vacuumsublimation. Anhydrous ethyl alcohol was dried by molecularsieves and freshly distilled prior to use.
Table 1Physical properties of the basalt fiber.
Properties Basalt fiber
Linear density (dTex) 6144Tensile strength (GPa) 4.84Modulus (GPa) 89.0Elongation at break (%) 3.1Density (g/cm3) 2.72
2.2. Weaving of 3D basalt fabric and preparation of monomer solution
The 3D woven fabric was manufactured with basalt filamenttows. The schematic diagram of the fabric is shown in Fig. 1. Thereinforcement geometry with four warp and five weft layers wasadopted in making the composite preforms. The fabric counts inwarp and weft directions were 5 ends/cm and 5 picks/cm whilethat of the z yarn was also 5 ends/cm. The surface of the basalt fab-ric and the cross-section of the corresponding composite areshown in Fig. 2. All the composite preforms were fabricated by a3D weaving machine in our laboratory.
Three monomers, ODPA, MDA and NA, were used in the prepa-ration of PMR type polyimide matrix resin. The monomer ODPA,which has a flexible ether bridge in the chemical structure, wassubstituted in place of 3,30,4,40-benzophenonetetracarboxylic dian-hydride (BTDA) used in PMR-15 to improve the melt flow of thematrix resin. Diethyl ester of 3,30,4,40-oxydiphthalic acid (ODPE)was synthesized by refluxing a suspension of ODPA in an amountof anhydrous ethyl alcohol calculated to yield a solution containing40 wt% solid. The reflux was carried out for 2 h after the solid ODPAhad been completely dissolved. Monoethyl ester of Cis-5-norborn-ene-endo-2, 3-dicarboxylic anhydride (NE) solution with solid con-tent of 40% was prepared by refluxing a mixture of NA and ethylalcohol by the similar method for ODPE preparation. The NE andODPE solutions in ethyl alcohol were mixed with the solution ofMDA in ethyl alcohol in a 1000 ml three-necked flask fitted withstirrer, N2 inlet and gas outlet. The mixture was stirred for 8 h atroom temperature to yield a homogeneous polyimide matrix resinsolution with solid content of 40%. The molar ratio of NE:OD-PE:MDA was 2:2.14:3.14, ensuring that the polyimide matrix resinhad a calculated molecular weight of 1500.
2.3. Fabrication of 3D woven basalt fabric reinforced PMR polyimidecomposite
The polyimide matrix resin solution with solid content of40 wt% was evaporated with a rotary evaporator at 45 �C to removepart of the solvent to yield a viscous solution with solid content of65 wt%. The 3D woven preform reinforced PMR polyimide compos-ite was fabricated by a two-step impregnation/hot-compressionmethod. In the first step, 3D fabric preforms were impregnatedwith polyimide resin in a vacuum oven at 50 �C for 1 h followedby heating at 70 �C for 2 h to remove part of the residual solvent.The dry prepreg was then heated in a vacuum oven at 140 �C for
Fig. 1. The schematic of the 3D woven fabric.
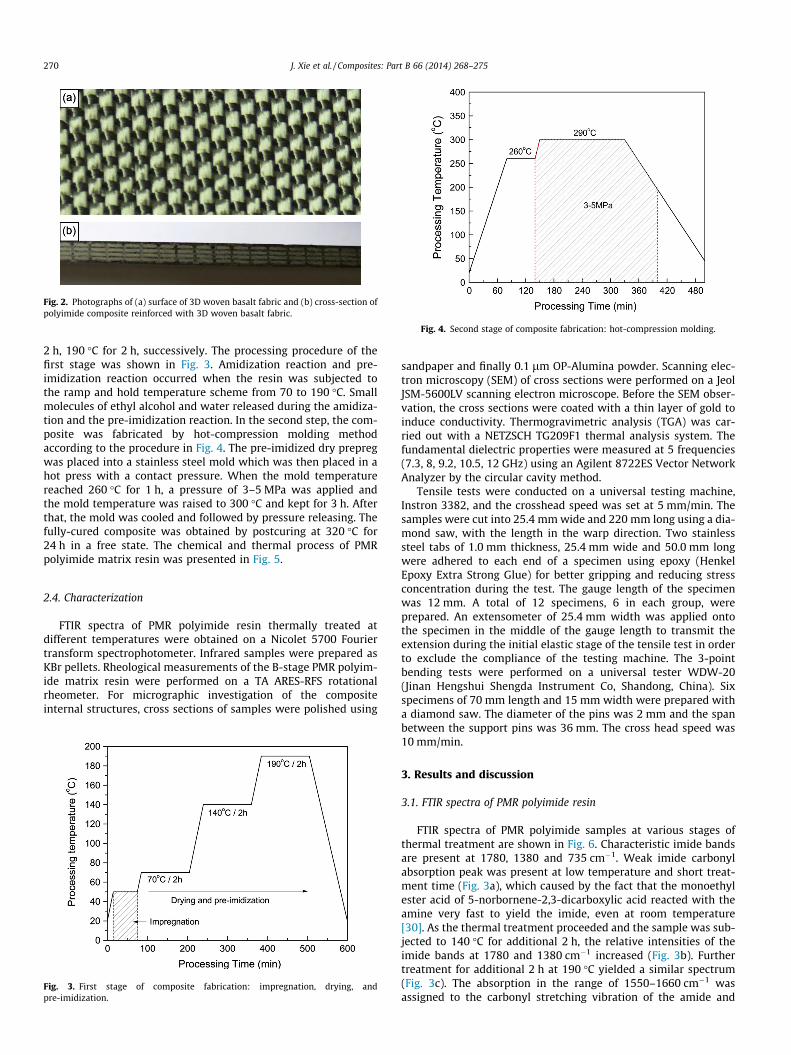
Fig. 2. Photographs of (a) surface of 3D woven basalt fabric and (b) cross-section ofpolyimide composite reinforced with 3D woven basalt fabric.
Fig. 4. Second stage of composite fabrication: hot-compression molding.
270 J. Xie et al. / Composites: Part B 66 (2014) 268–275
2 h, 190 �C for 2 h, successively. The processing procedure of thefirst stage was shown in Fig. 3. Amidization reaction and pre-imidization reaction occurred when the resin was subjected tothe ramp and hold temperature scheme from 70 to 190 �C. Smallmolecules of ethyl alcohol and water released during the amidiza-tion and the pre-imidization reaction. In the second step, the com-posite was fabricated by hot-compression molding methodaccording to the procedure in Fig. 4. The pre-imidized dry prepregwas placed into a stainless steel mold which was then placed in ahot press with a contact pressure. When the mold temperaturereached 260 �C for 1 h, a pressure of 3–5 MPa was applied andthe mold temperature was raised to 300 �C and kept for 3 h. Afterthat, the mold was cooled and followed by pressure releasing. Thefully-cured composite was obtained by postcuring at 320 �C for24 h in a free state. The chemical and thermal process of PMRpolyimide matrix resin was presented in Fig. 5.
2.4. Characterization
FTIR spectra of PMR polyimide resin thermally treated atdifferent temperatures were obtained on a Nicolet 5700 Fouriertransform spectrophotometer. Infrared samples were prepared asKBr pellets. Rheological measurements of the B-stage PMR polyim-ide matrix resin were performed on a TA ARES-RFS rotationalrheometer. For micrographic investigation of the compositeinternal structures, cross sections of samples were polished using
Fig. 3. First stage of composite fabrication: impregnation, drying, andpre-imidization.
sandpaper and finally 0.1 lm OP-Alumina powder. Scanning elec-tron microscopy (SEM) of cross sections were performed on a JeolJSM-5600LV scanning electron microscope. Before the SEM obser-vation, the cross sections were coated with a thin layer of gold toinduce conductivity. Thermogravimetric analysis (TGA) was car-ried out with a NETZSCH TG209F1 thermal analysis system. Thefundamental dielectric properties were measured at 5 frequencies(7.3, 8, 9.2, 10.5, 12 GHz) using an Agilent 8722ES Vector NetworkAnalyzer by the circular cavity method.
Tensile tests were conducted on a universal testing machine,Instron 3382, and the crosshead speed was set at 5 mm/min. Thesamples were cut into 25.4 mm wide and 220 mm long using a dia-mond saw, with the length in the warp direction. Two stainlesssteel tabs of 1.0 mm thickness, 25.4 mm wide and 50.0 mm longwere adhered to each end of a specimen using epoxy (HenkelEpoxy Extra Strong Glue) for better gripping and reducing stressconcentration during the test. The gauge length of the specimenwas 12 mm. A total of 12 specimens, 6 in each group, wereprepared. An extensometer of 25.4 mm width was applied ontothe specimen in the middle of the gauge length to transmit theextension during the initial elastic stage of the tensile test in orderto exclude the compliance of the testing machine. The 3-pointbending tests were performed on a universal tester WDW-20(Jinan Hengshui Shengda Instrument Co, Shandong, China). Sixspecimens of 70 mm length and 15 mm width were prepared witha diamond saw. The diameter of the pins was 2 mm and the spanbetween the support pins was 36 mm. The cross head speed was10 mm/min.
3. Results and discussion
3.1. FTIR spectra of PMR polyimide resin
FTIR spectra of PMR polyimide samples at various stages ofthermal treatment are shown in Fig. 6. Characteristic imide bandsare present at 1780, 1380 and 735 cm�1. Weak imide carbonylabsorption peak was present at low temperature and short treat-ment time (Fig. 3a), which caused by the fact that the monoethylester acid of 5-norbornene-2,3-dicarboxylic acid reacted with theamine very fast to yield the imide, even at room temperature[30]. As the thermal treatment proceeded and the sample was sub-jected to 140 �C for additional 2 h, the relative intensities of theimide bands at 1780 and 1380 cm�1 increased (Fig. 3b). Furthertreatment for additional 2 h at 190 �C yielded a similar spectrum(Fig. 3c). The absorption in the range of 1550–1660 cm�1 wasassigned to the carbonyl stretching vibration of the amide and
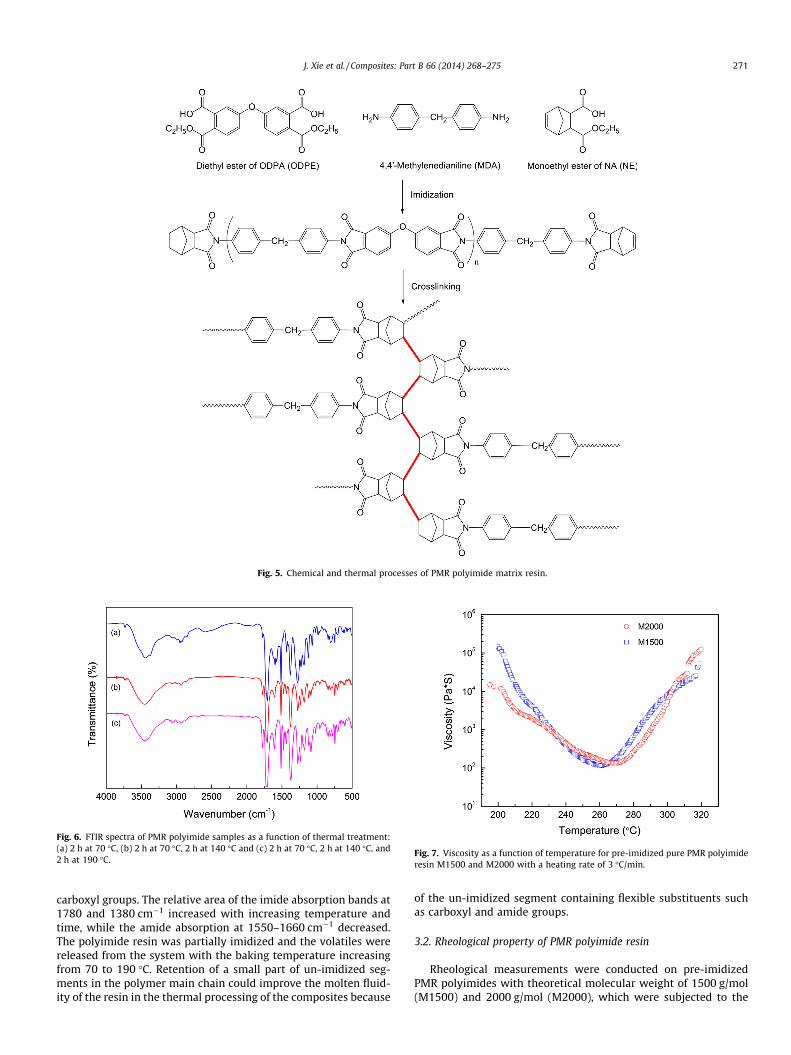
Fig. 5. Chemical and thermal processes of PMR polyimide matrix resin.
Fig. 6. FTIR spectra of PMR polyimide samples as a function of thermal treatment:(a) 2 h at 70 �C, (b) 2 h at 70 �C, 2 h at 140 �C and (c) 2 h at 70 �C, 2 h at 140 �C, and2 h at 190 �C.
Fig. 7. Viscosity as a function of temperature for pre-imidized pure PMR polyimideresin M1500 and M2000 with a heating rate of 3 �C/min.
J. Xie et al. / Composites: Part B 66 (2014) 268–275 271
carboxyl groups. The relative area of the imide absorption bands at1780 and 1380 cm�1 increased with increasing temperature andtime, while the amide absorption at 1550–1660 cm�1 decreased.The polyimide resin was partially imidized and the volatiles werereleased from the system with the baking temperature increasingfrom 70 to 190 �C. Retention of a small part of un-imidized seg-ments in the polymer main chain could improve the molten fluid-ity of the resin in the thermal processing of the composites because
of the un-imidized segment containing flexible substituents suchas carboxyl and amide groups.
3.2. Rheological property of PMR polyimide resin
Rheological measurements were conducted on pre-imidizedPMR polyimides with theoretical molecular weight of 1500 g/mol(M1500) and 2000 g/mol (M2000), which were subjected to the
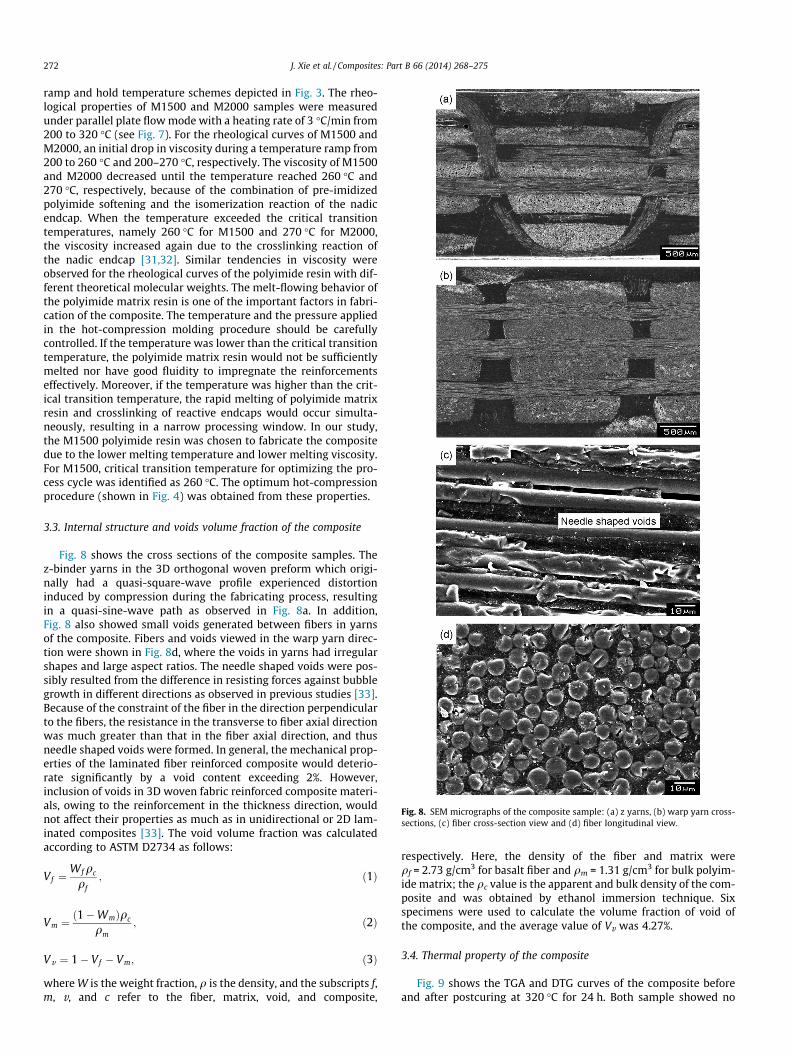
Fig. 8. SEM micrographs of the composite sample: (a) z yarns, (b) warp yarn cross-sections, (c) fiber cross-section view and (d) fiber longitudinal view.
272 J. Xie et al. / Composites: Part B 66 (2014) 268–275
ramp and hold temperature schemes depicted in Fig. 3. The rheo-logical properties of M1500 and M2000 samples were measuredunder parallel plate flow mode with a heating rate of 3 �C/min from200 to 320 �C (see Fig. 7). For the rheological curves of M1500 andM2000, an initial drop in viscosity during a temperature ramp from200 to 260 �C and 200–270 �C, respectively. The viscosity of M1500and M2000 decreased until the temperature reached 260 �C and270 �C, respectively, because of the combination of pre-imidizedpolyimide softening and the isomerization reaction of the nadicendcap. When the temperature exceeded the critical transitiontemperatures, namely 260 �C for M1500 and 270 �C for M2000,the viscosity increased again due to the crosslinking reaction ofthe nadic endcap [31,32]. Similar tendencies in viscosity wereobserved for the rheological curves of the polyimide resin with dif-ferent theoretical molecular weights. The melt-flowing behavior ofthe polyimide matrix resin is one of the important factors in fabri-cation of the composite. The temperature and the pressure appliedin the hot-compression molding procedure should be carefullycontrolled. If the temperature was lower than the critical transitiontemperature, the polyimide matrix resin would not be sufficientlymelted nor have good fluidity to impregnate the reinforcementseffectively. Moreover, if the temperature was higher than the crit-ical transition temperature, the rapid melting of polyimide matrixresin and crosslinking of reactive endcaps would occur simulta-neously, resulting in a narrow processing window. In our study,the M1500 polyimide resin was chosen to fabricate the compositedue to the lower melting temperature and lower melting viscosity.For M1500, critical transition temperature for optimizing the pro-cess cycle was identified as 260 �C. The optimum hot-compressionprocedure (shown in Fig. 4) was obtained from these properties.
3.3. Internal structure and voids volume fraction of the composite
Fig. 8 shows the cross sections of the composite samples. Thez-binder yarns in the 3D orthogonal woven preform which origi-nally had a quasi-square-wave profile experienced distortioninduced by compression during the fabricating process, resultingin a quasi-sine-wave path as observed in Fig. 8a. In addition,Fig. 8 also showed small voids generated between fibers in yarnsof the composite. Fibers and voids viewed in the warp yarn direc-tion were shown in Fig. 8d, where the voids in yarns had irregularshapes and large aspect ratios. The needle shaped voids were pos-sibly resulted from the difference in resisting forces against bubblegrowth in different directions as observed in previous studies [33].Because of the constraint of the fiber in the direction perpendicularto the fibers, the resistance in the transverse to fiber axial directionwas much greater than that in the fiber axial direction, and thusneedle shaped voids were formed. In general, the mechanical prop-erties of the laminated fiber reinforced composite would deterio-rate significantly by a void content exceeding 2%. However,inclusion of voids in 3D woven fabric reinforced composite materi-als, owing to the reinforcement in the thickness direction, wouldnot affect their properties as much as in unidirectional or 2D lam-inated composites [33]. The void volume fraction was calculatedaccording to ASTM D2734 as follows:
Vf ¼Wf qc
qf; ð1Þ
Vm ¼ð1�WmÞqc
qm; ð2Þ
Vv ¼ 1� Vf � Vm; ð3Þ
where W is the weight fraction, q is the density, and the subscripts f,m, v, and c refer to the fiber, matrix, void, and composite,
respectively. Here, the density of the fiber and matrix wereqf = 2.73 g/cm3 for basalt fiber and qm = 1.31 g/cm3 for bulk polyim-ide matrix; the qc value is the apparent and bulk density of the com-posite and was obtained by ethanol immersion technique. Sixspecimens were used to calculate the volume fraction of void ofthe composite, and the average value of Vv was 4.27%.
3.4. Thermal property of the composite
Fig. 9 shows the TGA and DTG curves of the composite beforeand after postcuring at 320 �C for 24 h. Both sample showed no
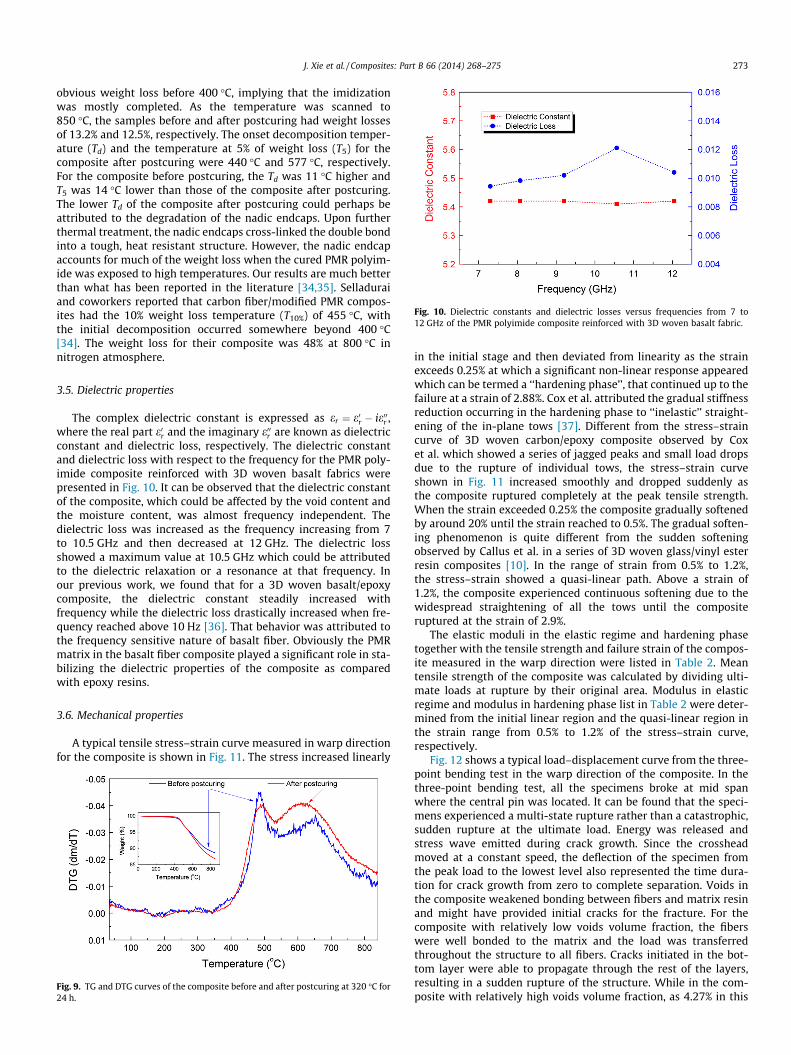
Fig. 10. Dielectric constants and dielectric losses versus frequencies from 7 to12 GHz of the PMR polyimide composite reinforced with 3D woven basalt fabric.
J. Xie et al. / Composites: Part B 66 (2014) 268–275 273
obvious weight loss before 400 �C, implying that the imidizationwas mostly completed. As the temperature was scanned to850 �C, the samples before and after postcuring had weight lossesof 13.2% and 12.5%, respectively. The onset decomposition temper-ature (Td) and the temperature at 5% of weight loss (T5) for thecomposite after postcuring were 440 �C and 577 �C, respectively.For the composite before postcuring, the Td was 11 �C higher andT5 was 14 �C lower than those of the composite after postcuring.The lower Td of the composite after postcuring could perhaps beattributed to the degradation of the nadic endcaps. Upon furtherthermal treatment, the nadic endcaps cross-linked the double bondinto a tough, heat resistant structure. However, the nadic endcapaccounts for much of the weight loss when the cured PMR polyim-ide was exposed to high temperatures. Our results are much betterthan what has been reported in the literature [34,35]. Selladuraiand coworkers reported that carbon fiber/modified PMR compos-ites had the 10% weight loss temperature (T10%) of 455 �C, withthe initial decomposition occurred somewhere beyond 400 �C[34]. The weight loss for their composite was 48% at 800 �C innitrogen atmosphere.
3.5. Dielectric properties
The complex dielectric constant is expressed as er ¼ e0r � ie00r ,where the real part e0r and the imaginary e00r are known as dielectricconstant and dielectric loss, respectively. The dielectric constantand dielectric loss with respect to the frequency for the PMR poly-imide composite reinforced with 3D woven basalt fabrics werepresented in Fig. 10. It can be observed that the dielectric constantof the composite, which could be affected by the void content andthe moisture content, was almost frequency independent. Thedielectric loss was increased as the frequency increasing from 7to 10.5 GHz and then decreased at 12 GHz. The dielectric lossshowed a maximum value at 10.5 GHz which could be attributedto the dielectric relaxation or a resonance at that frequency. Inour previous work, we found that for a 3D woven basalt/epoxycomposite, the dielectric constant steadily increased withfrequency while the dielectric loss drastically increased when fre-quency reached above 10 Hz [36]. That behavior was attributed tothe frequency sensitive nature of basalt fiber. Obviously the PMRmatrix in the basalt fiber composite played a significant role in sta-bilizing the dielectric properties of the composite as comparedwith epoxy resins.
3.6. Mechanical properties
A typical tensile stress–strain curve measured in warp directionfor the composite is shown in Fig. 11. The stress increased linearly
Fig. 9. TG and DTG curves of the composite before and after postcuring at 320 �C for24 h.
in the initial stage and then deviated from linearity as the strainexceeds 0.25% at which a significant non-linear response appearedwhich can be termed a ‘‘hardening phase’’, that continued up to thefailure at a strain of 2.88%. Cox et al. attributed the gradual stiffnessreduction occurring in the hardening phase to ‘‘inelastic’’ straight-ening of the in-plane tows [37]. Different from the stress–straincurve of 3D woven carbon/epoxy composite observed by Coxet al. which showed a series of jagged peaks and small load dropsdue to the rupture of individual tows, the stress–strain curveshown in Fig. 11 increased smoothly and dropped suddenly asthe composite ruptured completely at the peak tensile strength.When the strain exceeded 0.25% the composite gradually softenedby around 20% until the strain reached to 0.5%. The gradual soften-ing phenomenon is quite different from the sudden softeningobserved by Callus et al. in a series of 3D woven glass/vinyl esterresin composites [10]. In the range of strain from 0.5% to 1.2%,the stress–strain showed a quasi-linear path. Above a strain of1.2%, the composite experienced continuous softening due to thewidespread straightening of all the tows until the compositeruptured at the strain of 2.9%.
The elastic moduli in the elastic regime and hardening phasetogether with the tensile strength and failure strain of the compos-ite measured in the warp direction were listed in Table 2. Meantensile strength of the composite was calculated by dividing ulti-mate loads at rupture by their original area. Modulus in elasticregime and modulus in hardening phase list in Table 2 were deter-mined from the initial linear region and the quasi-linear region inthe strain range from 0.5% to 1.2% of the stress–strain curve,respectively.
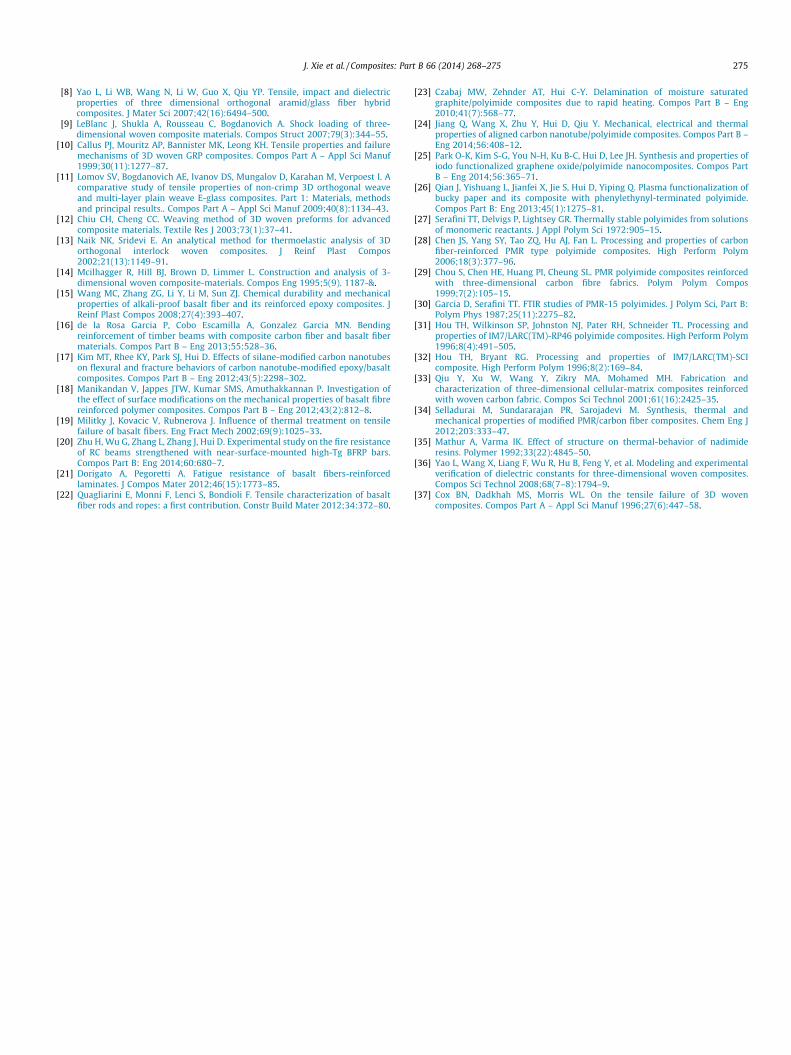
Fig. 12 shows a typical load–displacement curve from the three-point bending test in the warp direction of the composite. In thethree-point bending test, all the specimens broke at mid spanwhere the central pin was located. It can be found that the speci-mens experienced a multi-state rupture rather than a catastrophic,sudden rupture at the ultimate load. Energy was released andstress wave emitted during crack growth. Since the crossheadmoved at a constant speed, the deflection of the specimen fromthe peak load to the lowest level also represented the time dura-tion for crack growth from zero to complete separation. Voids inthe composite weakened bonding between fibers and matrix resinand might have provided initial cracks for the fracture. For thecomposite with relatively low voids volume fraction, the fiberswere well bonded to the matrix and the load was transferredthroughout the structure to all fibers. Cracks initiated in the bot-tom layer were able to propagate through the rest of the layers,resulting in a sudden rupture of the structure. While in the com-posite with relatively high voids volume fraction, as 4.27% in this
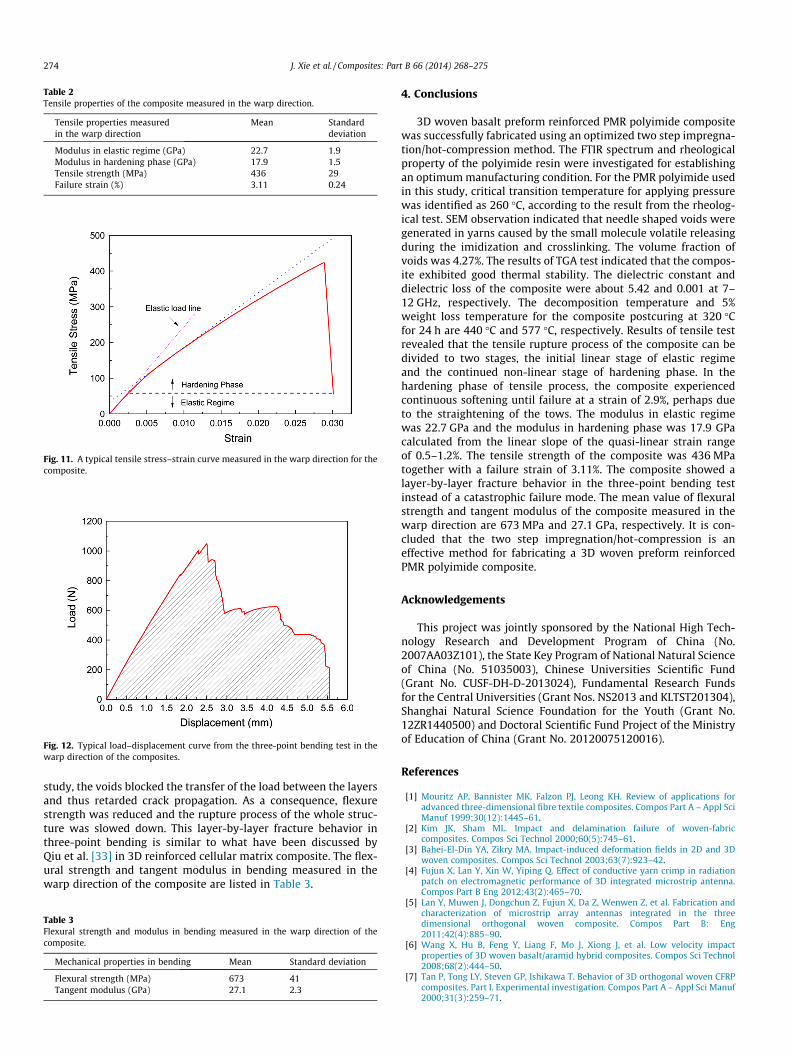
Fig. 11. A typical tensile stress–strain curve measured in the warp direction for thecomposite.
Table 2Tensile properties of the composite measured in the warp direction.
Tensile properties measuredin the warp direction
Mean Standarddeviation
Modulus in elastic regime (GPa) 22.7 1.9Modulus in hardening phase (GPa) 17.9 1.5Tensile strength (MPa) 436 29Failure strain (%) 3.11 0.24
Fig. 12. Typical load–displacement curve from the three-point bending test in thewarp direction of the composites.
274 J. Xie et al. / Composites: Part B 66 (2014) 268–275
study, the voids blocked the transfer of the load between the layersand thus retarded crack propagation. As a consequence, flexurestrength was reduced and the rupture process of the whole struc-ture was slowed down. This layer-by-layer fracture behavior inthree-point bending is similar to what have been discussed byQiu et al. [33] in 3D reinforced cellular matrix composite. The flex-ural strength and tangent modulus in bending measured in thewarp direction of the composite are listed in Table 3.
Table 3Flexural strength and modulus in bending measured in the warp direction of thecomposite.
Mechanical properties in bending Mean Standard deviation
Flexural strength (MPa) 673 41Tangent modulus (GPa) 27.1 2.3
4. Conclusions
3D woven basalt preform reinforced PMR polyimide compositewas successfully fabricated using an optimized two step impregna-tion/hot-compression method. The FTIR spectrum and rheologicalproperty of the polyimide resin were investigated for establishingan optimum manufacturing condition. For the PMR polyimide usedin this study, critical transition temperature for applying pressurewas identified as 260 �C, according to the result from the rheolog-ical test. SEM observation indicated that needle shaped voids weregenerated in yarns caused by the small molecule volatile releasingduring the imidization and crosslinking. The volume fraction ofvoids was 4.27%. The results of TGA test indicated that the compos-ite exhibited good thermal stability. The dielectric constant anddielectric loss of the composite were about 5.42 and 0.001 at 7–12 GHz, respectively. The decomposition temperature and 5%weight loss temperature for the composite postcuring at 320 �Cfor 24 h are 440 �C and 577 �C, respectively. Results of tensile testrevealed that the tensile rupture process of the composite can bedivided to two stages, the initial linear stage of elastic regimeand the continued non-linear stage of hardening phase. In thehardening phase of tensile process, the composite experiencedcontinuous softening until failure at a strain of 2.9%, perhaps dueto the straightening of the tows. The modulus in elastic regimewas 22.7 GPa and the modulus in hardening phase was 17.9 GPacalculated from the linear slope of the quasi-linear strain rangeof 0.5–1.2%. The tensile strength of the composite was 436 MPatogether with a failure strain of 3.11%. The composite showed alayer-by-layer fracture behavior in the three-point bending testinstead of a catastrophic failure mode. The mean value of flexuralstrength and tangent modulus of the composite measured in thewarp direction are 673 MPa and 27.1 GPa, respectively. It is con-cluded that the two step impregnation/hot-compression is aneffective method for fabricating a 3D woven preform reinforcedPMR polyimide composite.
Acknowledgements
This project was jointly sponsored by the National High Tech-nology Research and Development Program of China (No.2007AA03Z101), the State Key Program of National Natural Scienceof China (No. 51035003), Chinese Universities Scientific Fund(Grant No. CUSF-DH-D-2013024), Fundamental Research Fundsfor the Central Universities (Grant Nos. NS2013 and KLTST201304),Shanghai Natural Science Foundation for the Youth (Grant No.12ZR1440500) and Doctoral Scientific Fund Project of the Ministryof Education of China (Grant No. 20120075120016).
References
[1] Mouritz AP, Bannister MK, Falzon PJ, Leong KH. Review of applications foradvanced three-dimensional fibre textile composites. Compos Part A – Appl SciManuf 1999;30(12):1445–61.
[2] Kim JK, Sham ML. Impact and delamination failure of woven-fabriccomposites. Compos Sci Technol 2000;60(5):745–61.
[3] Bahei-El-Din YA, Zikry MA. Impact-induced deformation fields in 2D and 3Dwoven composites. Compos Sci Technol 2003;63(7):923–42.
[4] Fujun X, Lan Y, Xin W, Yiping Q. Effect of conductive yarn crimp in radiationpatch on electromagnetic performance of 3D integrated microstrip antenna.Compos Part B Eng 2012;43(2):465–70.
[5] Lan Y, Muwen J, Dongchun Z, Fujun X, Da Z, Wenwen Z, et al. Fabrication andcharacterization of microstrip array antennas integrated in the threedimensional orthogonal woven composite. Compos Part B: Eng2011;42(4):885–90.
[6] Wang X, Hu B, Feng Y, Liang F, Mo J, Xiong J, et al. Low velocity impactproperties of 3D woven basalt/aramid hybrid composites. Compos Sci Technol2008;68(2):444–50.
[7] Tan P, Tong LY, Steven GP, Ishikawa T. Behavior of 3D orthogonal woven CFRPcomposites. Part I. Experimental investigation. Compos Part A – Appl Sci Manuf2000;31(3):259–71.
J. Xie et al. / Composites: Part B 66 (2014) 268–275 275
[8] Yao L, Li WB, Wang N, Li W, Guo X, Qiu YP. Tensile, impact and dielectricproperties of three dimensional orthogonal aramid/glass fiber hybridcomposites. J Mater Sci 2007;42(16):6494–500.
[9] LeBlanc J, Shukla A, Rousseau C, Bogdanovich A. Shock loading of three-dimensional woven composite materials. Compos Struct 2007;79(3):344–55.
[10] Callus PJ, Mouritz AP, Bannister MK, Leong KH. Tensile properties and failuremechanisms of 3D woven GRP composites. Compos Part A – Appl Sci Manuf1999;30(11):1277–87.
[11] Lomov SV, Bogdanovich AE, Ivanov DS, Mungalov D, Karahan M, Verpoest I. Acomparative study of tensile properties of non-crimp 3D orthogonal weaveand multi-layer plain weave E-glass composites. Part 1: Materials, methodsand principal results.. Compos Part A – Appl Sci Manuf 2009;40(8):1134–43.
[12] Chiu CH, Cheng CC. Weaving method of 3D woven preforms for advancedcomposite materials. Textile Res J 2003;73(1):37–41.
[13] Naik NK, Sridevi E. An analytical method for thermoelastic analysis of 3Dorthogonal interlock woven composites. J Reinf Plast Compos2002;21(13):1149–91.
[14] Mcilhagger R, Hill BJ, Brown D, Limmer L. Construction and analysis of 3-dimensional woven composite-materials. Compos Eng 1995;5(9). 1187-&.
[15] Wang MC, Zhang ZG, Li Y, Li M, Sun ZJ. Chemical durability and mechanicalproperties of alkali-proof basalt fiber and its reinforced epoxy composites. JReinf Plast Compos 2008;27(4):393–407.
[16] de la Rosa Garcia P, Cobo Escamilla A, Gonzalez Garcia MN. Bendingreinforcement of timber beams with composite carbon fiber and basalt fibermaterials. Compos Part B – Eng 2013;55:528–36.
[17] Kim MT, Rhee KY, Park SJ, Hui D. Effects of silane-modified carbon nanotubeson flexural and fracture behaviors of carbon nanotube-modified epoxy/basaltcomposites. Compos Part B – Eng 2012;43(5):2298–302.
[18] Manikandan V, Jappes JTW, Kumar SMS, Amuthakkannan P. Investigation ofthe effect of surface modifications on the mechanical properties of basalt fibrereinforced polymer composites. Compos Part B – Eng 2012;43(2):812–8.
[19] Militky J, Kovacic V, Rubnerova J. Influence of thermal treatment on tensilefailure of basalt fibers. Eng Fract Mech 2002;69(9):1025–33.
[20] Zhu H, Wu G, Zhang L, Zhang J, Hui D. Experimental study on the fire resistanceof RC beams strengthened with near-surface-mounted high-Tg BFRP bars.Compos Part B: Eng 2014;60:680–7.
[21] Dorigato A, Pegoretti A. Fatigue resistance of basalt fibers-reinforcedlaminates. J Compos Mater 2012;46(15):1773–85.
[22] Quagliarini E, Monni F, Lenci S, Bondioli F. Tensile characterization of basaltfiber rods and ropes: a first contribution. Constr Build Mater 2012;34:372–80.
[23] Czabaj MW, Zehnder AT, Hui C-Y. Delamination of moisture saturatedgraphite/polyimide composites due to rapid heating. Compos Part B – Eng2010;41(7):568–77.
[24] Jiang Q, Wang X, Zhu Y, Hui D, Qiu Y. Mechanical, electrical and thermalproperties of aligned carbon nanotube/polyimide composites. Compos Part B –Eng 2014;56:408–12.
[25] Park O-K, Kim S-G, You N-H, Ku B-C, Hui D, Lee JH. Synthesis and properties ofiodo functionalized graphene oxide/polyimide nanocomposites. Compos PartB – Eng 2014;56:365–71.
[26] Qian J, Yishuang L, Jianfei X, Jie S, Hui D, Yiping Q. Plasma functionalization ofbucky paper and its composite with phenylethynyl-terminated polyimide.Compos Part B: Eng 2013;45(1):1275–81.
[27] Serafini TT, Delvigs P, Lightsey GR. Thermally stable polyimides from solutionsof monomeric reactants. J Appl Polym Sci 1972:905–15.
[28] Chen JS, Yang SY, Tao ZQ, Hu AJ, Fan L. Processing and properties of carbonfiber-reinforced PMR type polyimide composites. High Perform Polym2006;18(3):377–96.
[29] Chou S, Chen HE, Huang PI, Cheung SL. PMR polyimide composites reinforcedwith three-dimensional carbon fibre fabrics. Polym Polym Compos1999;7(2):105–15.
[30] Garcia D, Serafini TT. FTIR studies of PMR-15 polyimides. J Polym Sci, Part B:Polym Phys 1987;25(11):2275–82.
[31] Hou TH, Wilkinson SP, Johnston NJ, Pater RH, Schneider TL. Processing andproperties of IM7/LARC(TM)-RP46 polyimide composites. High Perform Polym1996;8(4):491–505.
[32] Hou TH, Bryant RG. Processing and properties of IM7/LARC(TM)-SCIcomposite. High Perform Polym 1996;8(2):169–84.
[33] Qiu Y, Xu W, Wang Y, Zikry MA, Mohamed MH. Fabrication andcharacterization of three-dimensional cellular-matrix composites reinforcedwith woven carbon fabric. Compos Sci Technol 2001;61(16):2425–35.
[34] Selladurai M, Sundararajan PR, Sarojadevi M. Synthesis, thermal andmechanical properties of modified PMR/carbon fiber composites. Chem Eng J2012;203:333–47.
[35] Mathur A, Varma IK. Effect of structure on thermal-behavior of nadimideresins. Polymer 1992;33(22):4845–50.
[36] Yao L, Wang X, Liang F, Wu R, Hu B, Feng Y, et al. Modeling and experimentalverification of dielectric constants for three-dimensional woven composites.Compos Sci Technol 2008;68(7–8):1794–9.
[37] Cox BN, Dadkhah MS, Morris WL. On the tensile failure of 3D wovencomposites. Compos Part A – Appl Sci Manuf 1996;27(6):447–58.

![Composites: Part B - icce-nano.orgsite.icce-nano.org/Clients/iccenanoorg/mechanical...according to ASTM D695-10 [23]. The compressive strength ranged from 50.2 MPa to 59.4 MPa, with](https://img.pdfslide.net/doc/110x75/60d4d07211b99c6bdb1a4455/composites-part-b-icce-nano-according-to-astm-d695-10-23-the-compressive.jpg)



























