Embed Size (px)
Citation preview
Compression technology for plastic closures
FOLD
ING
&SC
ORI
NGS
CO
RIN
GFO
LDIN
GCO
MPR
ESSI
ON
LIN
ING
depl-ClosuresNew 10-07-2006 15:21 Pagina 2
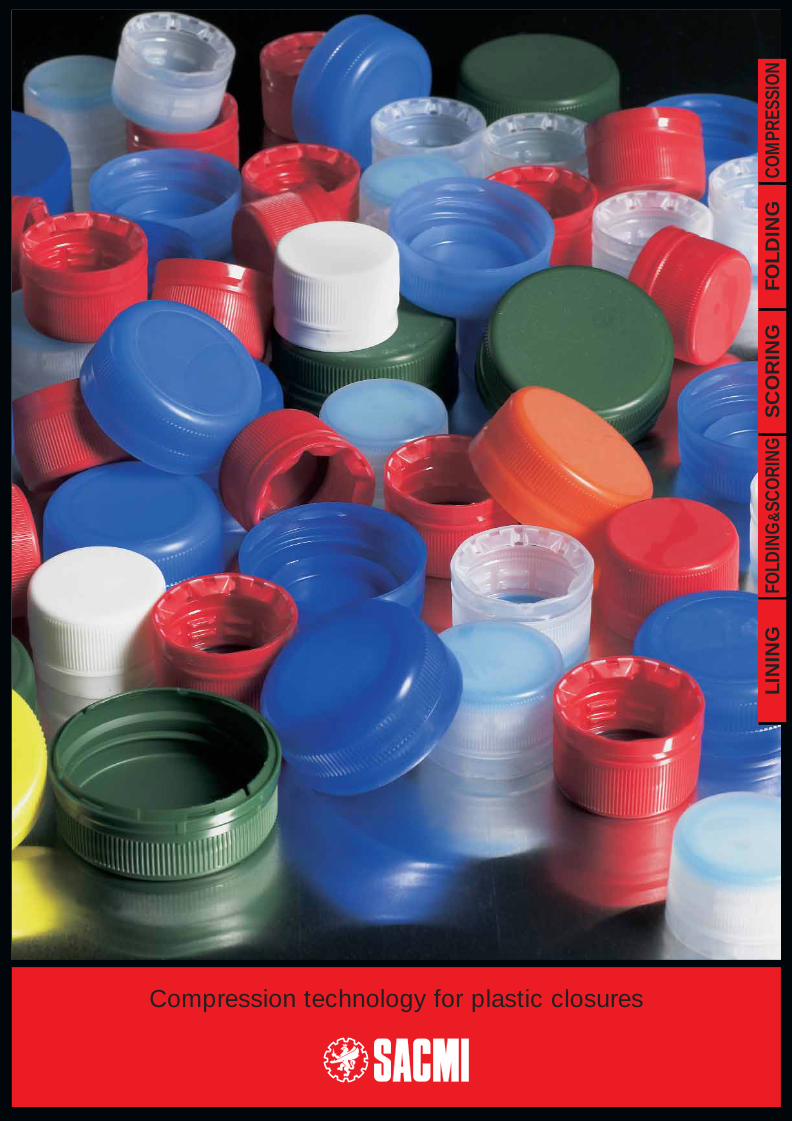
[1]
CCMCompressionMoulding
[3]
SCMScoring
Production line for one-piece plastic closures
La propuesta de SACMI es concretamente producirtapas monopieza,ligeras y con una altísimaproductividad.
SACMI offers a reliable,straightforward means of producing a comprehensiverange of one-piece plasticclosures at outstandingly highoutput rates.
Compacte et essentielle est l’offre de SACMI pour produire capsules mono-matière, légères, à très haute productivité.
depl-ClosuresNew 10-07-2006 15:21 Pagina 4
Ø 25,3
Ø 31
20,2
1,4
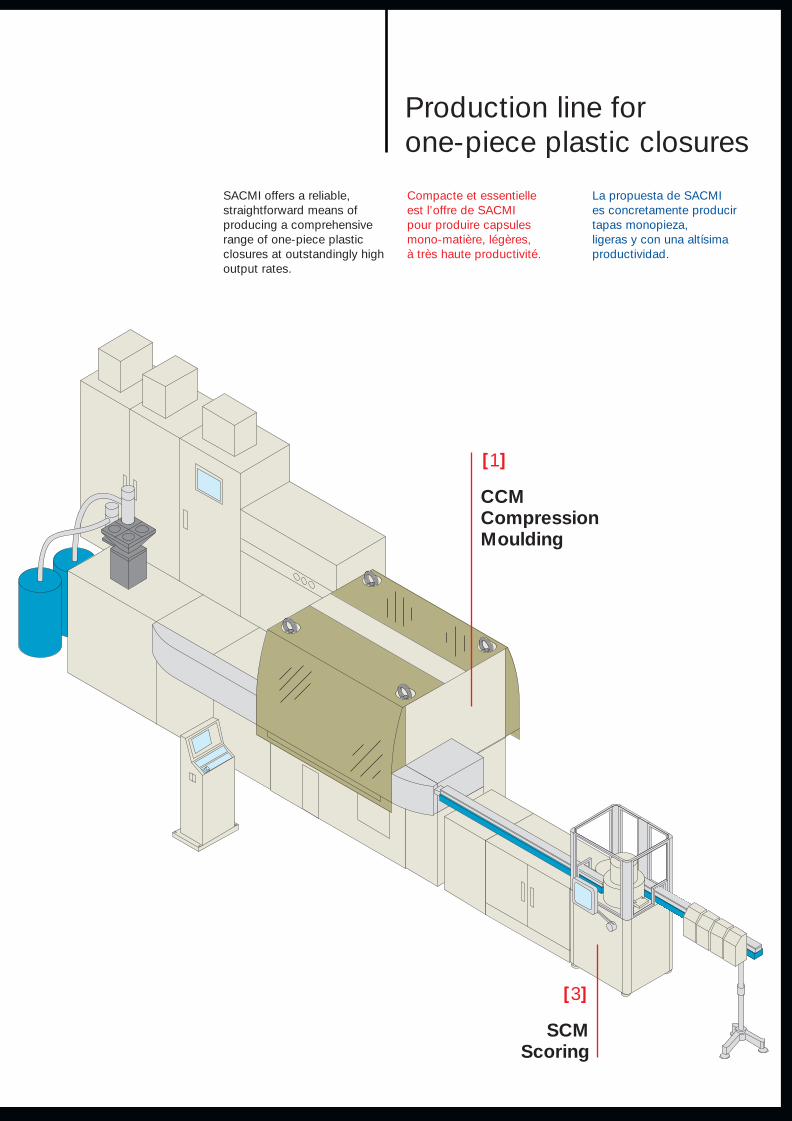
Cap name: A28-1Size: 28 mmMaterials: PP+cpd.Shell weight: 2.9 gLiner weight: 0.220gPurpose: CSDCycle time: 3.5 sNote: Approved by main
bottlers
Cap name: New Safe CapSize: 28 mmMaterials: PP+MDPEShell weight: 2.70 gLiner+band weight: 1.05 gPurpose: CSDCycle time: 3.5 sNote: Bormioli licensed
Cap name: D-CapSize: 28 mmMaterials: PP+cpd.Shell weight: 2.55 gLiner weight: 0.260 gPurpose: hot fillingCycle time: 3.5 sNote: THC licensed
Ø 32,4
18,2
Ø 30,9
Cap name: AF38-5Size: 38 mmMaterials: PP+cpd.Shell weight: 4.30 gLiner weight: 0.540 gPurpose: CSDCycle time: 3.8 sNote: Approved by main
bottlers
Cap name: Ten CapSize: 28 mmMaterials: PP+HDPEShell weight: 2.90 gLiner weight: 0.600 gPurpose: hot fillingCycle time: 3.8 sNote: Fullytop licensed
To better satisfy the market demands SACMI has developed, produced and tested different kind of caps for high carbonated soft drinks.Pour satisfaire les différentes exigences du marché, SACMI a développé, produit et testé plusieurs types de capsules pour boissons à haute carbonatation. Para satisfacer las distintas exigencias del mercado, SACMI ha desarrollado, producido y probado diversos tipos de tapas, incluyendo aquellas para bebidas con una altísima carbonatación.
X-Ray pictures
Ø 29,9
20,1
Ø 32,6
depl-ClosuresNew 10-07-2006 15:21 Pagina 5
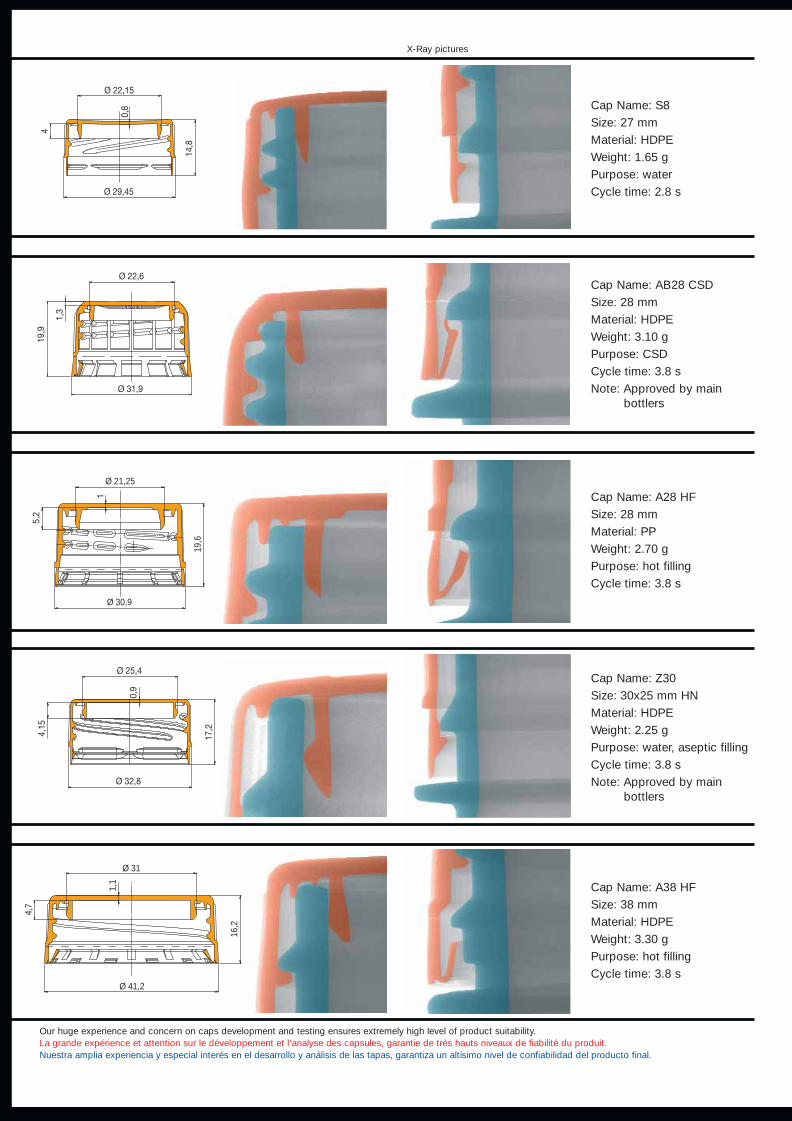
Cap Name: S8Size: 27 mmMaterial: HDPEWeight: 1.65 gPurpose: waterCycle time: 2.8 s
Cap Name: AB28 CSDSize: 28 mm Material: HDPEWeight: 3.10 gPurpose: CSDCycle time: 3.8 sNote: Approved by main
bottlers
Cap Name: A38 HFSize: 38 mm Material: HDPEWeight: 3.30 gPurpose: hot fillingCycle time: 3.8 s
Cap Name: Z30Size: 30x25 mm HNMaterial: HDPEWeight: 2.25 gPurpose: water, aseptic fillingCycle time: 3.8 sNote: Approved by main
bottlers
Ø 41,2
16,2
Ø 31
4,7
1,1
Cap Name: A28 HFSize: 28 mm Material: PPWeight: 2.70 gPurpose: hot fillingCycle time: 3.8 s
X-Ray pictures
Our huge experience and concern on caps development and testing ensures extremely high level of product suitability.La grande expérience et attention sur le développement et l’analyse des capsules, garantie de très hauts niveaux de fiabilité du produit.Nuestra amplia experiencia y especial interés en el desarrollo y análisis de las tapas, garantiza un altísimo nivel de confiabilidad del producto final.
Ø 30,9
Ø 21,25
5,2
1
19,6
depl-ClosuresNew 10-07-2006 15:21 Pagina 3
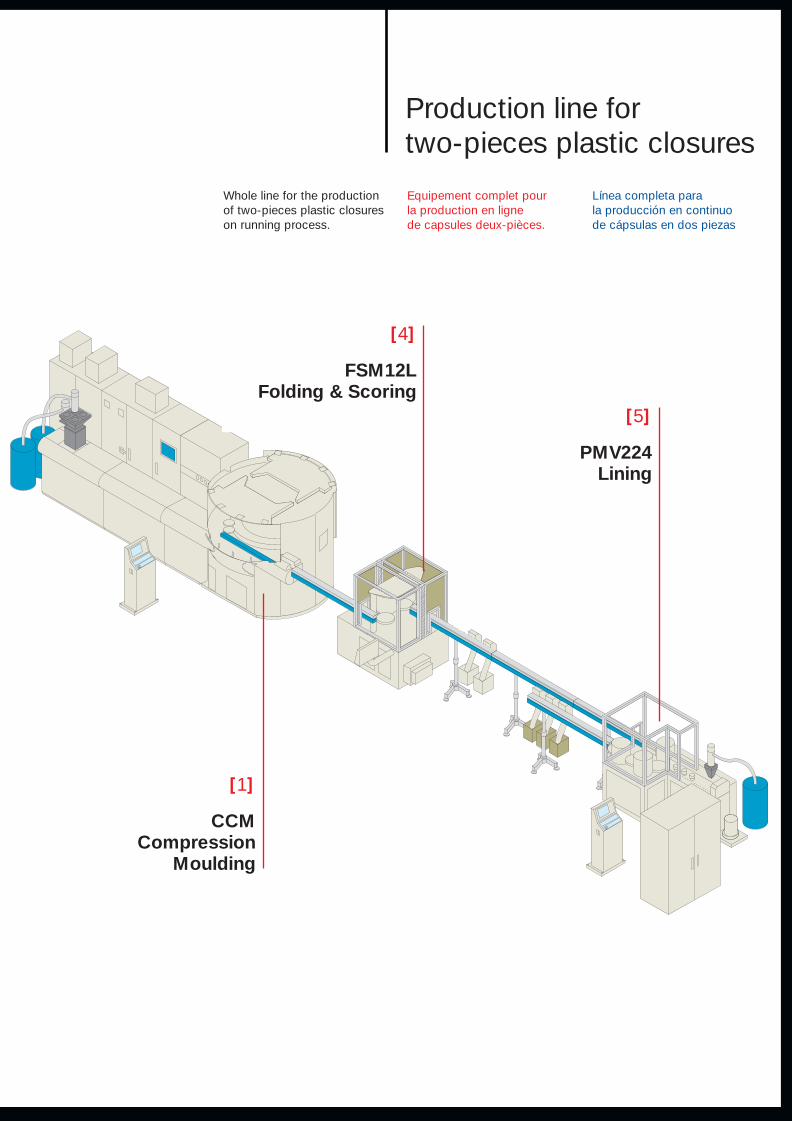
Production line for two-pieces plastic closures
[5]
PMV224Lining
[1]
CCMCompression
Moulding
[4]
FSM12LFolding & Scoring
Línea completa para la producción en continuo de cápsulas en dos piezas
Whole line for the productionof two-pieces plastic closureson running process.
Equipement complet pour la production en ligne de capsules deux-pièces.
depl-ClosuresNew 10-07-2006 15:21 Pagina 6
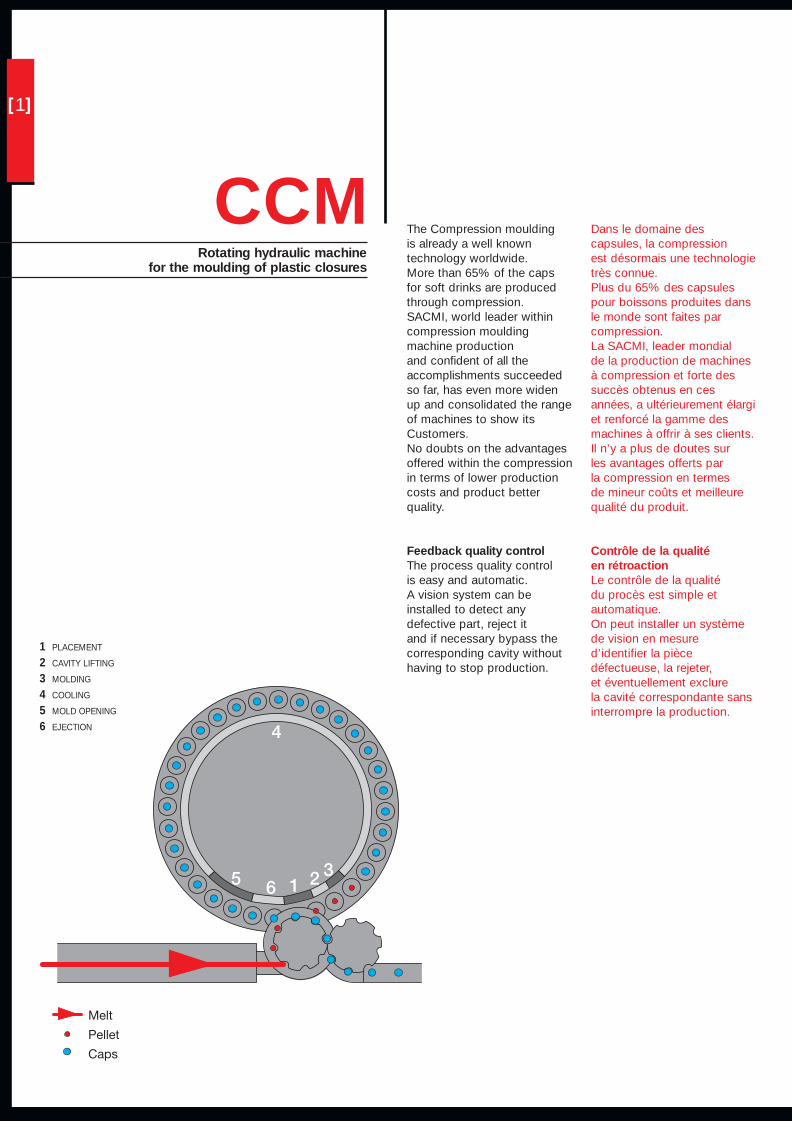
CCMRotating hydraulic machine
for the moulding of plastic closures
Dans le domaine des capsules, la compression est désormais une technologietrès connue. Plus du 65% des capsulespour boissons produites dansle monde sont faites par compression. La SACMI, leader mondial de la production de machinesà compression et forte dessuccès obtenus en cesannées, a ultérieurement élargiet renforcé la gamme desmachines à offrir à ses clients.Il n’y a plus de doutes sur les avantages offerts par la compression en termes de mineur coûts et meilleurequalité du produit.
Contrôle de la qualité en rétroactionLe contrôle de la qualité du procès est simple et automatique.On peut installer un systèmede vision en mesure d’identifier la pièce défectueuse, la rejeter, et éventuellement exclure la cavité correspondante sansinterrompre la production.
The Compression moulding is already a well known technology worldwide. More than 65% of the caps for soft drinks are producedthrough compression. SACMI, world leader withincompression moulding machine production and confident of all the accomplishments succeededso far, has even more widenup and consolidated the rangeof machines to show itsCustomers. No doubts on the advantagesoffered within the compressionin terms of lower productioncosts and product better quality.
Feedback quality controlThe process quality controlis easy and automatic. A vision system can be installed to detect any defective part, reject it and if necessary bypass the corresponding cavity withouthaving to stop production.
1 PLACEMENT
2 CAVITY LIFTING
3 MOLDING
4 COOLING
5 MOLD OPENING
6 EJECTION
[1]
depl-ClosuresNew 10-07-2006 15:21 Pagina 7

La compresión es ya una tecnología que se destaca entodo el mundo de las tapas.Más del 65% de las tapaspara bebidas producidas en elmundo son hechas mediantecompresión. La SACMI, líder mundial en lafabricación de máquinas paramoldeo por compresión, se hafortalecido gracias al éxito queha obtenido en los últimosaños y por ello ha ampliado y consolidado la gama demáquinas que puede ofrecer a los clientes. No hay duda alguna sobre las ventajas ofrecidas por la compresión en términos de menores costos de producción y una mayor calidad del producto.
CO
MP
RE
SS
ION
MO
ULD
ING
CCM64M
Control de la calidad en retroaccionEl control de la calidad del proceso es simple y automático. Se puede instalar un sistemade visión capaz de localizar lapieza defectuosa, desecharlay eventualmente excluir lacavidad correspondiente sinnecesidad de interrumpir la producción.
depl-ClosuresNew 10-07-2006 15:21 Pagina 8
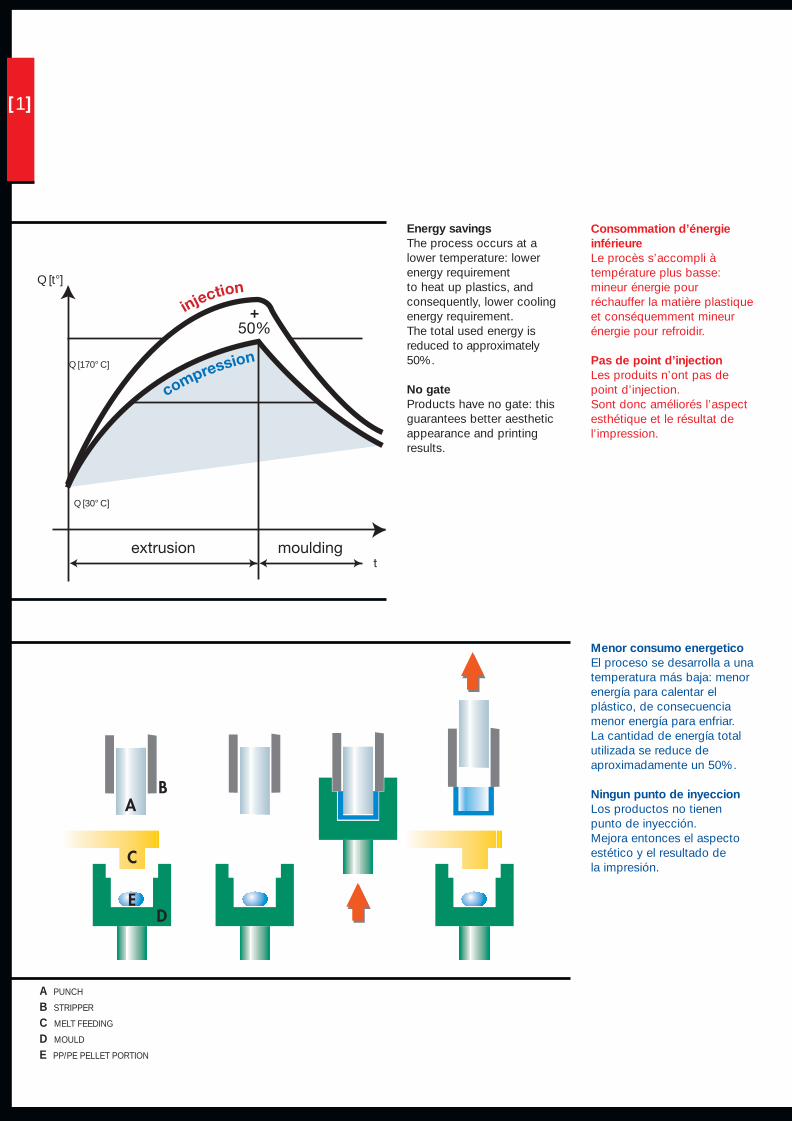
Energy savingsThe process occurs at alower temperature: lowerenergy requirement to heat up plastics, and consequently, lower coolingenergy requirement. The total used energy is reduced to approximately50%.
No gateProducts have no gate: this guarantees better aestheticappearance and printingresults.
A PUNCH
B STRIPPER
C MELT FEEDING
D MOULD
E PP/PE PELLET PORTION
Q [30° C]
Q [170° C]
Q [t°]
[1]
Consommation d’énergieinférieureLe procès s’accompli à température plus basse:mineur énergie pour réchauffer la matière plastiqueet conséquemment mineurénergie pour refroidir.
Pas de point d’injectionLes produits n’ont pas depoint d’injection. Sont donc améliorés l’aspectesthétique et le résultat del’impression.
Menor consumo energeticoEl proceso se desarrolla a unatemperatura más baja: menorenergía para calentar el plástico, de consecuenciamenor energía para enfriar. La cantidad de energía totalutilizada se reduce de aproximadamente un 50%.
Ningun punto de inyeccionLos productos no tienenpunto de inyección. Mejora entonces el aspecto estético y el resultado de la impresión.
depl-ClosuresNew 10-07-2006 15:21 Pagina 9
CO
MP
RE
SS
ION
MO
ULD
ING
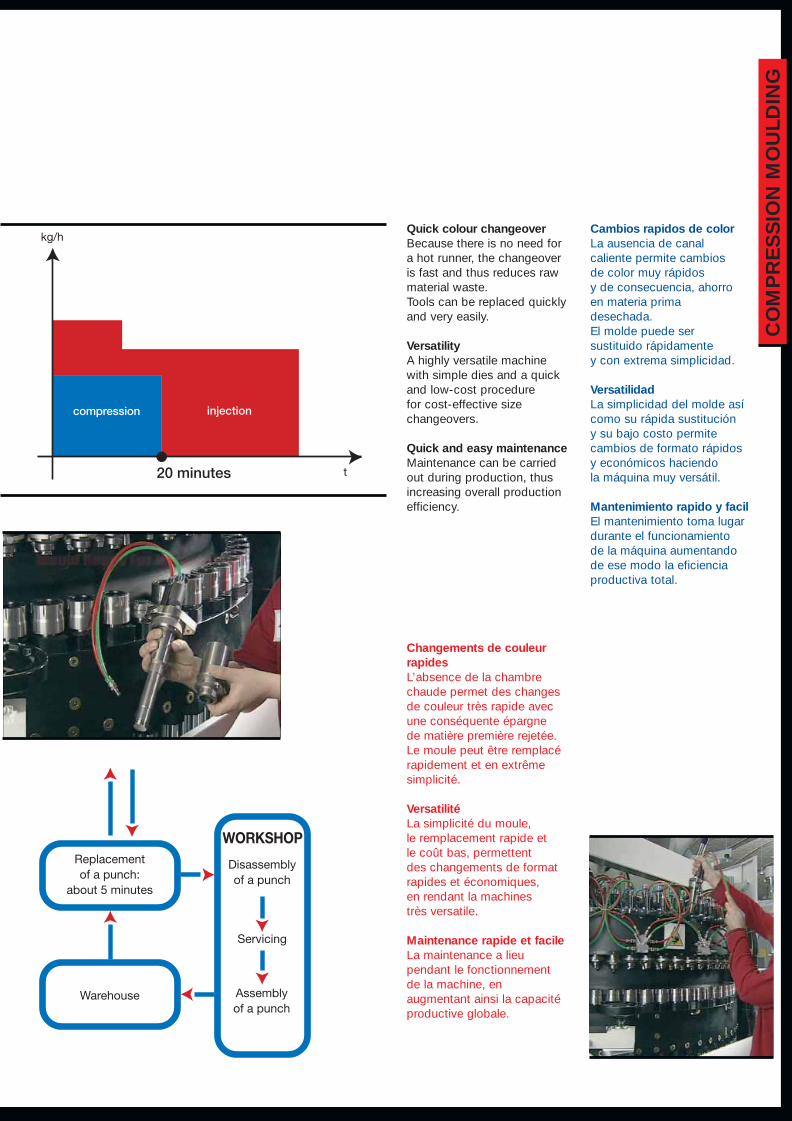
Quick colour changeoverBecause there is no need fora hot runner, the changeoveris fast and thus reduces rawmaterial waste. Tools can be replaced quicklyand very easily.
VersatilityA highly versatile machinewith simple dies and a quickand low-cost procedure for cost-effective size changeovers.
Quick and easy maintenanceMaintenance can be carriedout during production, thusincreasing overall productionefficiency.
Changements de couleurrapidesL’absence de la chambrechaude permet des changesde couleur très rapide avecune conséquente épargne de matière première rejetée.Le moule peut être remplacérapidement et en extrêmesimplicité.
VersatilitéLa simplicité du moule, le remplacement rapide et le coût bas, permettent des changements de formatrapides et économiques, en rendant la machines très versatile.
Maintenance rapide et facileLa maintenance a lieu pendant le fonctionnement de la machine, en augmentant ainsi la capacitéproductive globale.
Cambios rapidos de colorLa ausencia de canal caliente permite cambios de color muy rápidos y de consecuencia, ahorro en materia prima desechada.El molde puede ser sustituido rápidamente y con extrema simplicidad.
VersatilidadLa simplicidad del molde asícomo su rápida sustitución y su bajo costo permite cambios de formato rápidos y económicos haciendo la máquina muy versátil.
Mantenimiento rapido y facilEl mantenimiento toma lugardurante el funcionamiento de la máquina aumentando de ese modo la eficienciaproductiva total.
depl-ClosuresNew 10-07-2006 15:21 Pagina 10
[1]
CCM48S
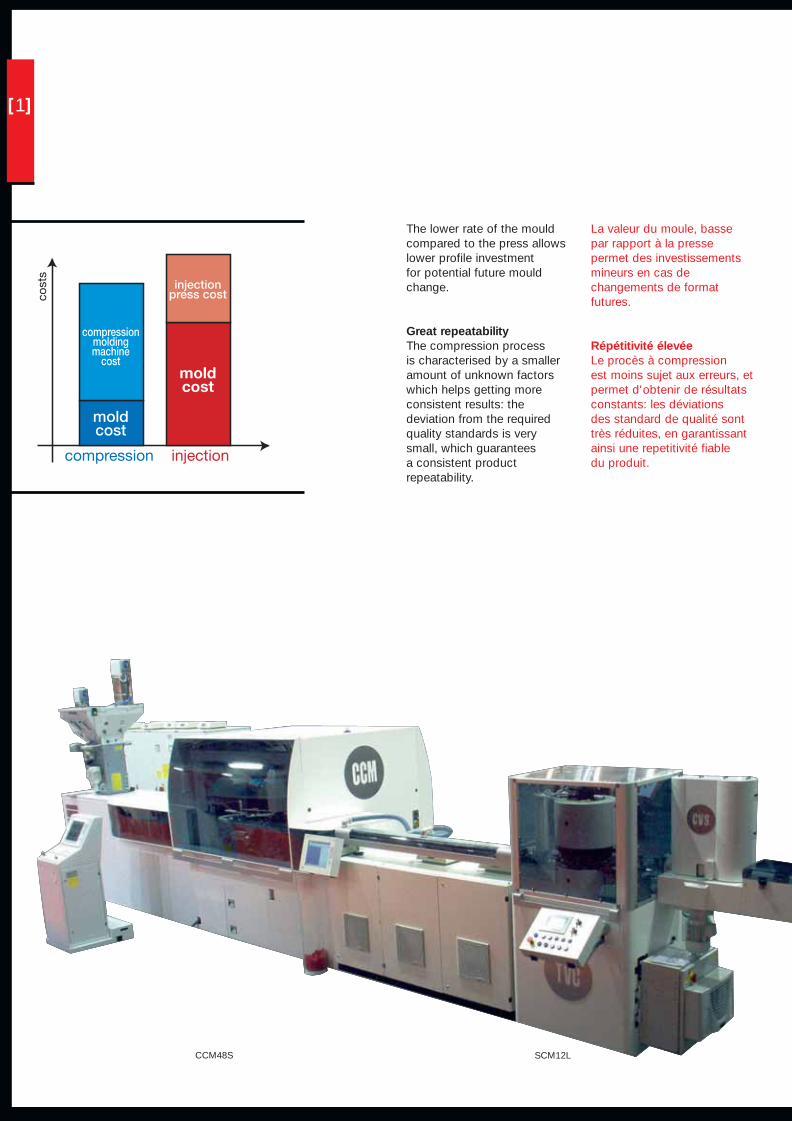
The lower rate of the mouldcompared to the press allowslower profile investment for potential future mouldchange.
Great repeatabilityThe compression process is characterised by a smalleramount of unknown factorswhich helps getting more consistent results: the deviation from the requiredquality standards is verysmall, which guarantees a consistent product repeatability.
La valeur du moule, bassepar rapport à la presse permet des investissementsmineurs en cas de changements de format futures.
Répétitivité élevée Le procès à compression est moins sujet aux erreurs, etpermet d'obtenir de résultatsconstants: les déviations des standard de qualité sonttrès réduites, en garantissantainsi une repetitivité fiable du produit.
SCM12L
depl-ClosuresNew 10-07-2006 15:21 Pagina 11
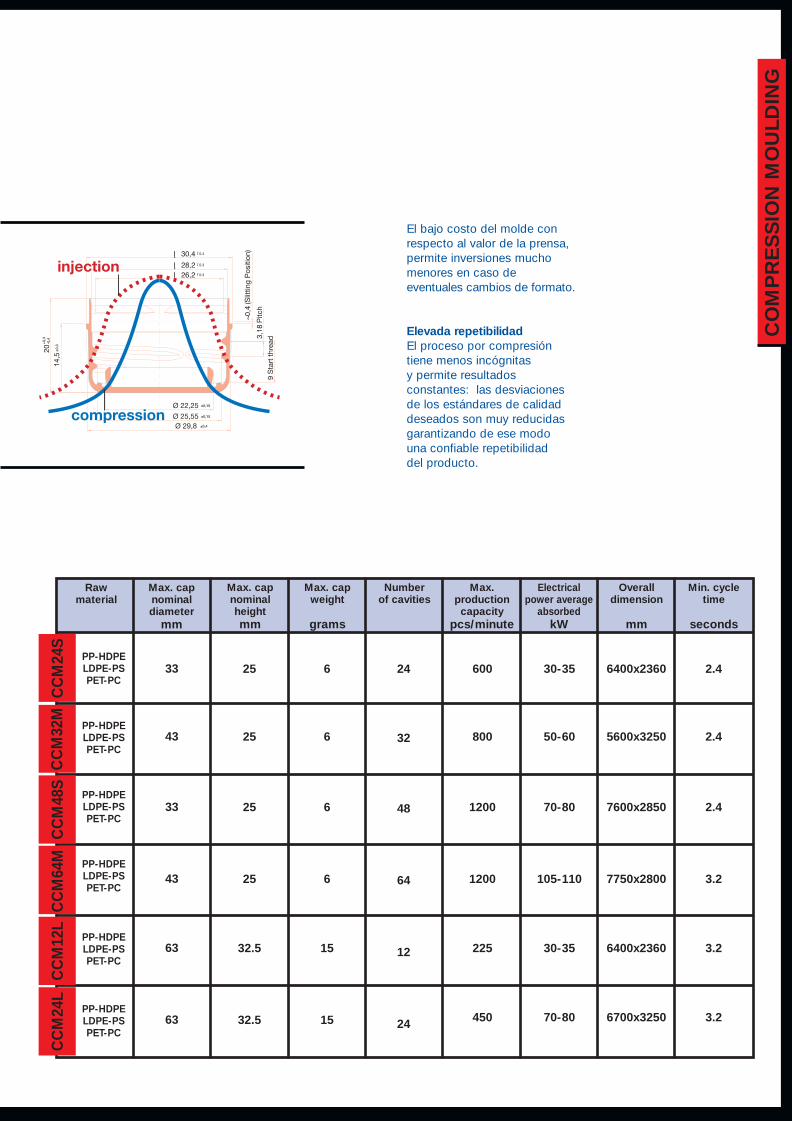
El bajo costo del molde conrespecto al valor de la prensa,permite inversiones muchomenores en caso de eventuales cambios de formato.
Elevada repetibilidadEl proceso por compresióntiene menos incógnitas y permite resultados constantes: las desviacionesde los estándares de calidad deseados son muy reducidasgarantizando de ese modo una confiable repetibilidad del producto.
CO
MP
RE
SS
ION
MO
ULD
ING
CC
M24
SC
CM
48S
CC
M64
MC
CM
12L
CC
M24
L
PP-HDPELDPE-PSPET-PC
PP-HDPELDPE-PSPET-PC
PP-HDPELDPE-PSPET-PC
PP-HDPELDPE-PSPET-PC
PP-HDPELDPE-PSPET-PC
PP-HDPELDPE-PSPET-PC
Raw material
Max. cap nominal diameter
mm
Max. cap nominal heightmm
Max. cap weight
grams
Number of cavities
Max. production
capacitypcs/minute
Electrical power average
absorbedkW
Overall dimension
mm
Min. cycle time
seconds
33
43
33
43
63
63
25
25
25
25
32.5
32.5
6
6
6
6
15
15
24
32
48
64
12
24
600
800
1200
1200
225
450
30-35
50-60
70-80
105-110
30-35
70-80
6400x2360
5600x3250
7600x2850
7750x2800
6400x2360
6700x3250
2.4
2.4
2.4
3.2
3.2
3.2
CC
M32
M
depl-ClosuresNew 10-07-2006 15:21 Pagina 12
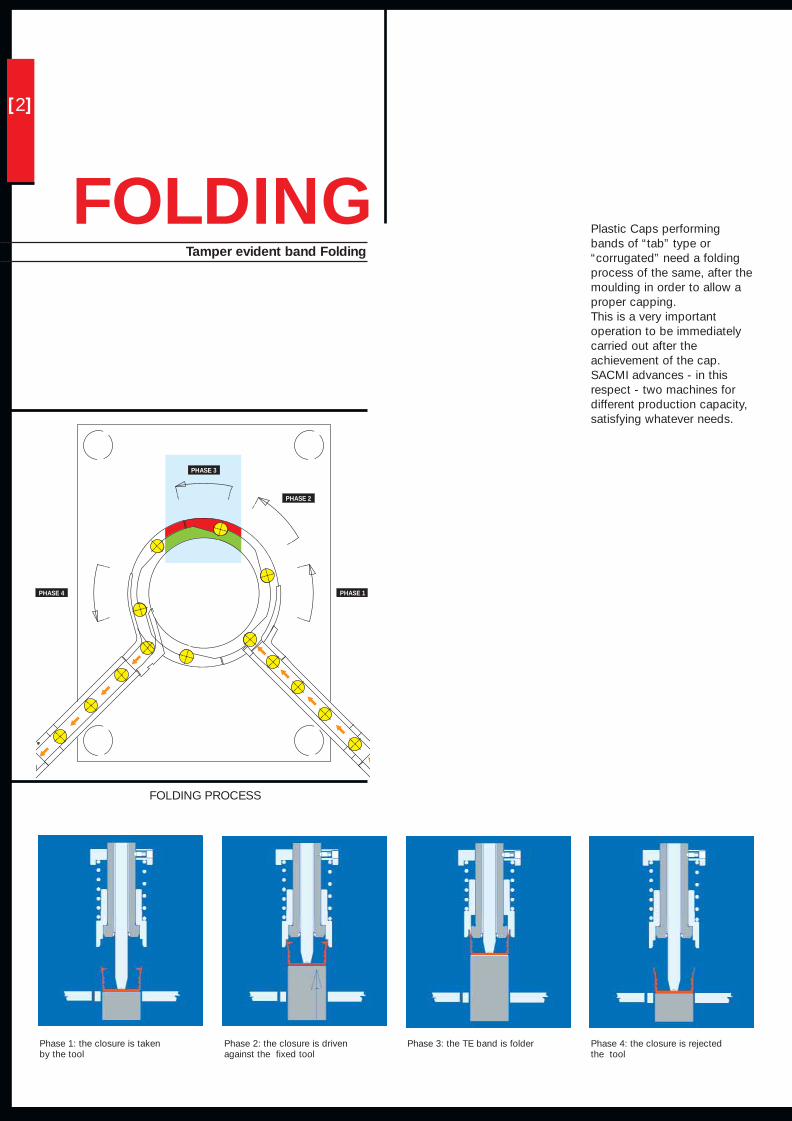
FOLDINGTamper evident band Folding
Phase 2: the closure is driven against the fixed tool
Phase 3: the TE band is folder Phase 4: the closure is rejectedthe tool
Phase 1: the closure is taken by the tool
[2]
PHASE 3
PHASE 2
PHASE 1PHASE 4
Plastic Caps performing bands of “tab” type or “corrugated” need a foldingprocess of the same, after themoulding in order to allow aproper capping. This is a very important operation to be immediatelycarried out after the achievement of the cap.SACMI advances - in thisrespect - two machines for different production capacity,satisfying whatever needs.
FOLDING PROCESS
depl-ClosuresNew 10-07-2006 15:22 Pagina 13
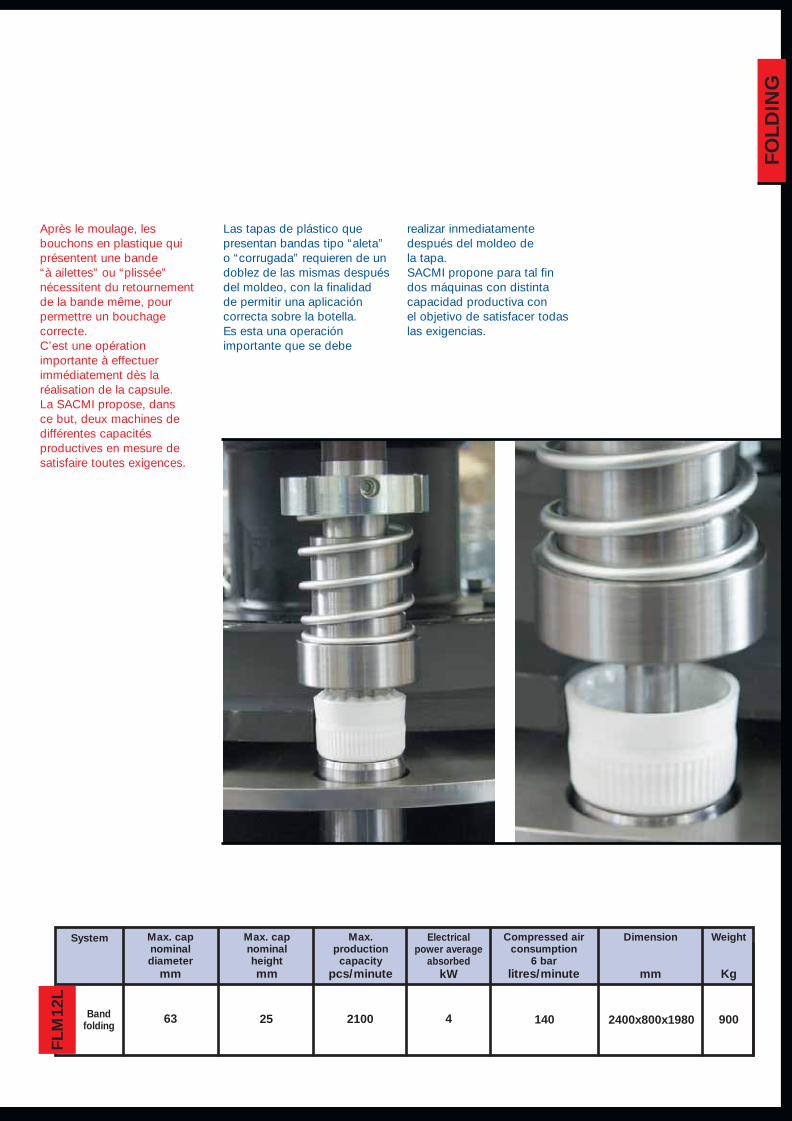
Après le moulage, les bouchons en plastique quiprésentent une bande “à ailettes” ou “plissée” nécessitent du retournementde la bande même, pour permettre un bouchage correcte. C’est une opération importante à effectuer immédiatement dès la réalisation de la capsule. La SACMI propose, dans ce but, deux machines de différentes capacités productives en mesure de satisfaire toutes exigences.
Las tapas de plástico que presentan bandas tipo “aleta”o “corrugada” requieren de undoblez de las mismas despuésdel moldeo, con la finalidad de permitir una aplicación correcta sobre la botella. Es esta una operación importante que se debe
FLM
12L
Bandfolding
System Max. cap nominal diameter
mm
Max. cap nominal heightmm
Max. production
capacitypcs/minute
63 25 2100
Electrical power average
absorbedkW
4
FOLD
ING
Compressed air consumption
6 barlitres/minute
140
Dimension
mm
2400x800x1980
Weight
Kg
900
realizar inmediatamentedespués del moldeo de la tapa. SACMI propone para tal findos máquinas con distintacapacidad productiva con el objetivo de satisfacer todaslas exigencias.
depl-ClosuresNew 10-07-2006 15:22 Pagina 14
SCORINGScoring of plastic closures tamper evident band
[3]
L’importance fonctionnelle dela bande de garantie fait de la machine de découpe unemachine très importante. La bande est découpée avecgrande précision et à trèsgrande vitesse, en maintenantquand même une versatilitéélevée. Deux sont le gammes de machines BTV et SCM lesquelles, grâce à de différentessolutions, permettent de répondre à toutes les nécessités de découpe des capsules en plastique.
CARACTÉRISTIQUES• Solutions personnalisables • Lames réchauffées pour
une meilleure qualité• Hautes capacités de
production• Flexibilité de configurations
de découpe• Haute précision de découpe• Contrôle du bouchon
particulièrement précis et délicat
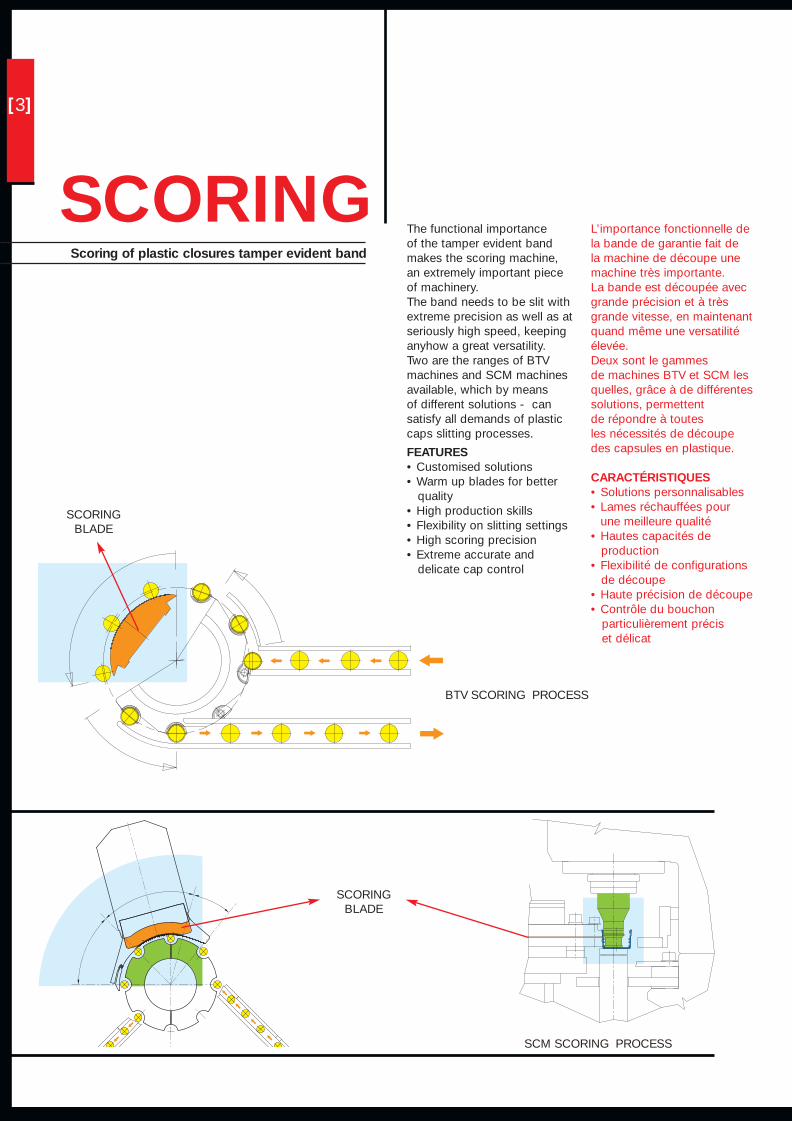
The functional importance of the tamper evident bandmakes the scoring machine, an extremely important pieceof machinery. The band needs to be slit withextreme precision as well as atseriously high speed, keepinganyhow a great versatility. Two are the ranges of BTVmachines and SCM machinesavailable, which by means of different solutions - cansatisfy all demands of plasticcaps slitting processes.
FEATURES• Customised solutions• Warm up blades for better
quality• High production skills• Flexibility on slitting settings• High scoring precision• Extreme accurate and
delicate cap control
SCM SCORING PROCESS
SCORINGBLADE
SCORINGBLADE
BTV SCORING PROCESS
depl-ClosuresNew 10-07-2006 15:22 Pagina 15
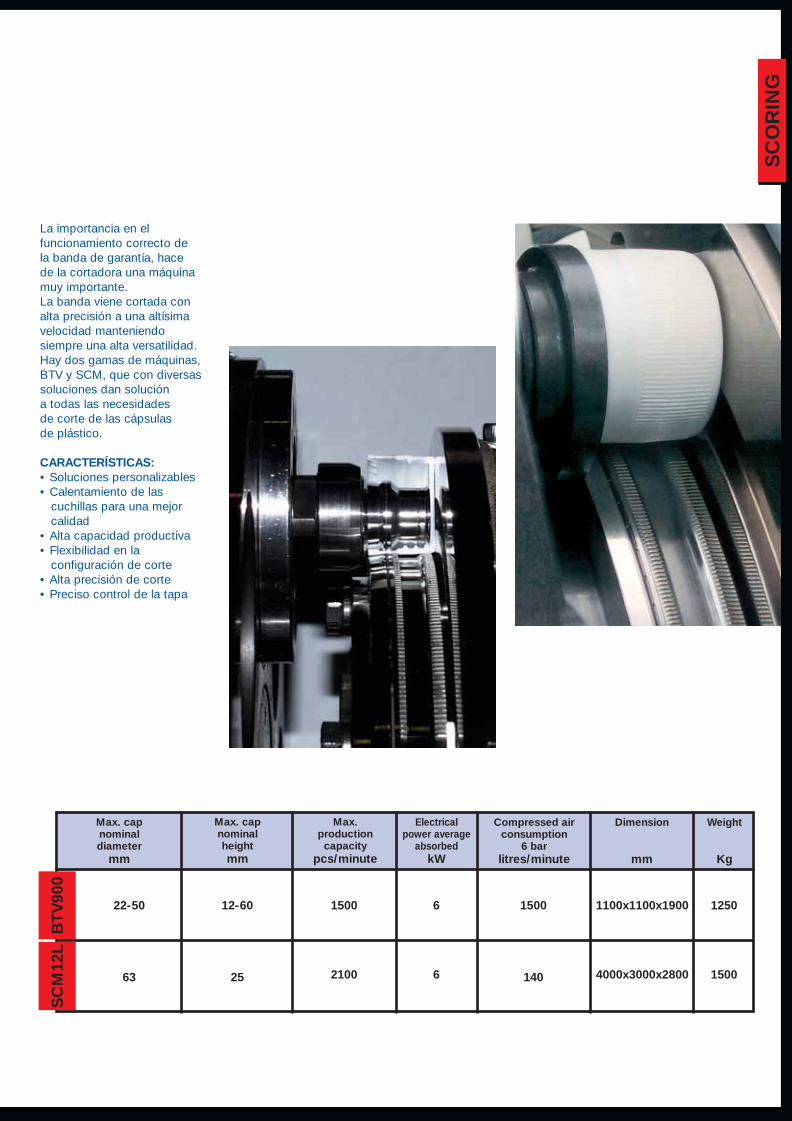
La importancia en el funcionamiento correcto de la banda de garantía, hace de la cortadora una máquinamuy importante. La banda viene cortada conalta precisión a una altísimavelocidad manteniendo siempre una alta versatilidad.Hay dos gamas de máquinas,BTV y SCM, que con diversassoluciones dan solución a todas las necesidades de corte de las cápsulas de plástico.
CARACTERÍSTICAS:• Soluciones personalizables• Calentamiento de las
cuchillas para una mejor calidad
• Alta capacidad productiva• Flexibilidad en la
configuración de corte• Alta precisión de corte• Preciso control de la tapa
BT
V90
0S
CM
12L
Max. cap nominal diameter
mm
Max. cap nominal heightmm
Max. production
capacitypcs/minute
22-50
63
12-60
25
1500
2100
Electrical power average
absorbedkW
6
6
SC
OR
ING
1500
140
Dimension
mm
Weight
Kg
1100x1100x1900
4000x3000x2800
1250
1500
Compressed air consumption
6 barlitres/minute
depl-ClosuresNew 10-07-2006 15:22 Pagina 16
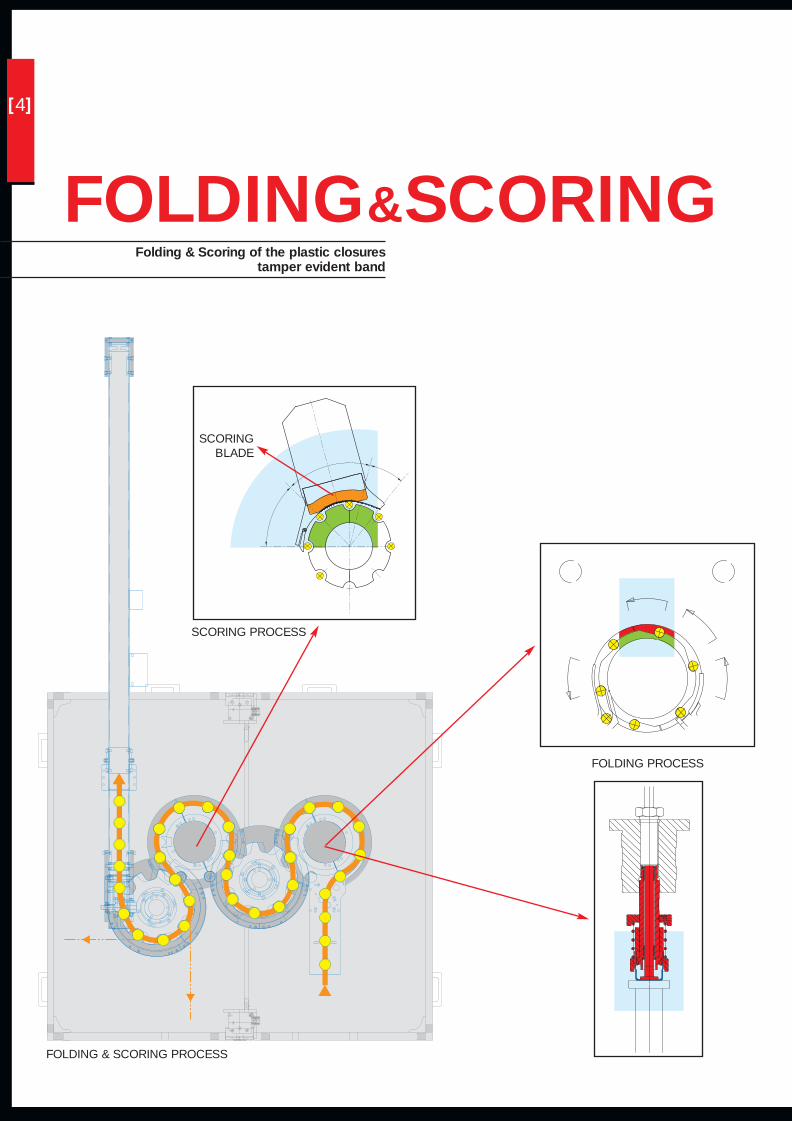
FOLDING&SCORINGFolding & Scoring of the plastic closures
tamper evident band
[4]
FOLDING PROCESS
SCORING PROCESS
SCORINGBLADE
FOLDING & SCORING PROCESS
depl-ClosuresNew 10-07-2006 15:22 Pagina 17
FSM
12L
Bandfolding
System Max. cap nominal diameter
mm
Max. cap nominal heightmm
Max. production
capacitypcs/minute
63 25 2100
Electrical power average
absorbedkW
8
Compressed air consumption
6 barlitres/minute
140
Dimension
mm
3500x2500x3000
Weight
Kg
2500
Le besoin de nos clients versune disposition des machinesde plus en plus compactenous a amené à développerune nouvelle série de machines “combinées” pour le retournement et la découpede la bande de garantie. Ces machines, quand technologiquement permis,exécutent les deux opérationsde pliage et découpe enmême temps en une seuleétape, avec une évidenteréduction des coûts, desencombrements et éliminationde machines accessoires pourle transport des capsules.
The need of reducing plantspaces has motivated the concept of a new series of machines which are meantto be combined for the foldingand scoring processes of the tamper evident band. The above machines - whentechnologically allowed - perform the two operationssimultaneously within one single step, obviously cost-effective, as well as forseizing, avoiding to employside-machines for the capstransfer.
FOLD
ING
&S
CO
RIN
G
La necesidad de un diseñomás compacto de las líneasde producción ha motivado la realización de una serie de máquinas que combinan la operación de doblez y cortede la banda de garantía. Tales máquinas, cuando es tecnológicamente posible,realizan la operación dedoblez y corte en un solopaso, con una obvia reducciónde los costos, del espacio y eliminando la presencia demaquinas y accesorios para el manejo de las cápsulas.
depl-ClosuresNew 10-07-2006 15:22 Pagina 18
Pour garantir un haut niveaude carbonatation de la boisson, on produit descapsules en PP en insérantsuccessivement un joint à base de poliethylène. Le joint, plus mou de la capsule, adhère mieux au coude la bouteille, en scellant la boisson à l’intérieur de labouteille. A ce propos, SACMI a développé deux différentestechnologies: “in shell moulding” et “out shell moulding”.
Para garantizar en las bebidasun alto nivel de carbonatación,se producen cápsulas en PPinsertando posteriormente unaguarnición a base polietilénica.La guarnición, más suave queel material de la cápsula, seadhiere mejor al acabado de la botella, sellando la bebida al interior de la botella. Para tal operación, SACMI hadesarrollado dos tecnologíasdistintas: moldeo al interior de la cápsula y moldeo exterior o liner flotante.
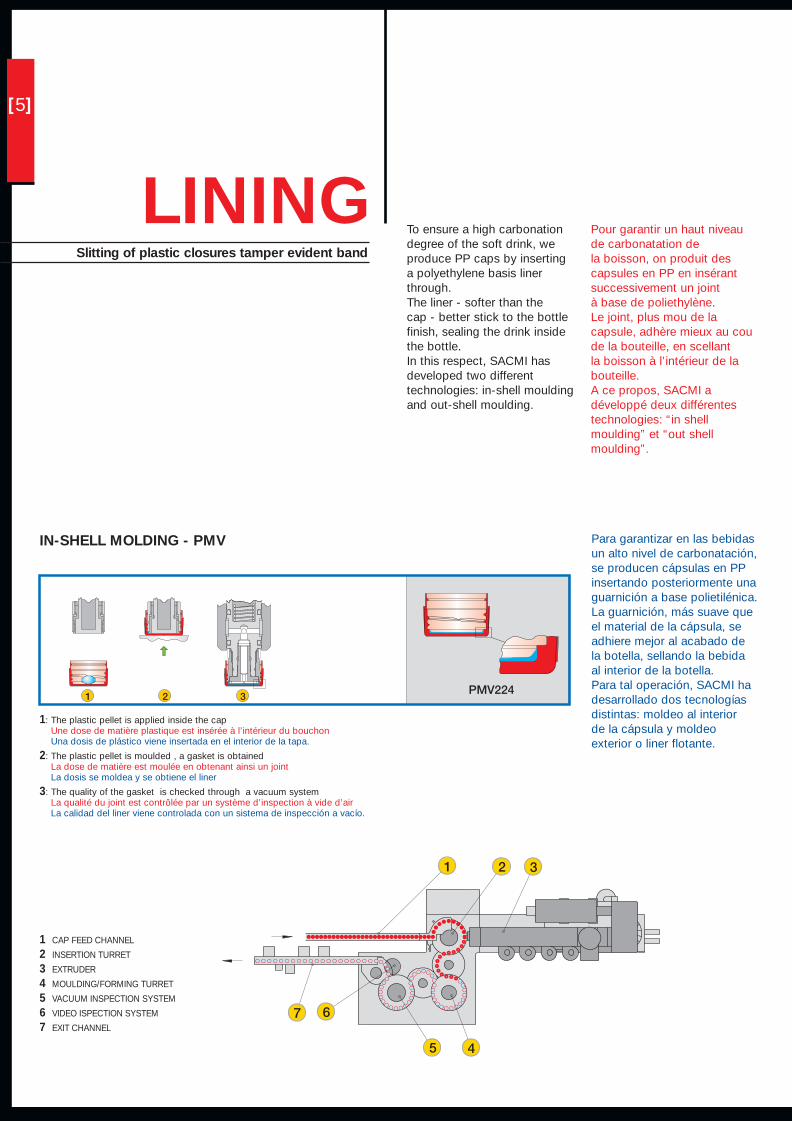
To ensure a high carbonationdegree of the soft drink, weproduce PP caps by insertinga polyethylene basis linerthrough. The liner - softer than the cap - better stick to the bottlefinish, sealing the drink insidethe bottle. In this respect, SACMI hasdeveloped two different technologies: in-shell mouldingand out-shell moulding.
LININGSlitting of plastic closures tamper evident band
1: The plastic pellet is applied inside the capUne dose de matière plastique est insérée à l’intérieur du bouchonUna dosis de plástico viene insertada en el interior de la tapa.
2: The plastic pellet is moulded , a gasket is obtainedLa dose de matière est moulée en obtenant ainsi un joint La dosis se moldea y se obtiene el liner
3: The quality of the gasket is checked through a vacuum systemLa qualité du joint est contrôlée par un système d’inspection à vide d’airLa calidad del liner viene controlada con un sistema de inspección a vacío.
IN-SHELL MOLDING - PMV
1 CAP FEED CHANNEL
2 INSERTION TURRET
3 EXTRUDER
4 MOULDING/FORMING TURRET
5 VACUUM INSPECTION SYSTEM
6 VIDEO ISPECTION SYSTEM
7 EXIT CHANNEL
[5]
depl-ClosuresNew 10-07-2006 15:22 Pagina 19
PM
V22
4P
MV
238
PM
V23
0P
MT
263
PM
D20
0
in shell
in shell
in shell
out shell
out shell
out shell
22-33
35-43
35-43
48-73
30
38
15-24
15-24
15-24
12-30
20
24
1800
800
1200
400
800
1200
17
17
31
55
15
31
LIN
ING
24
20
30
16
24
30
PM
D23
0
Max. cap nominal diameter
mm
Max. cap nominal heightmm
Number of cavities
punch
Max. production
capacitypcs/minute
Electrical power average
absorbedkW
Dimension
mm
Weight
Kg
Version Compressed air consumption
6 barlitres/minute
1200
1200
1200
900
1750
1750
4650x1600x2100
4650x1600x2100
7000x4000x2700
7500x2500x3000
6770x2430x2600
6000x3800x2500
5200
5200
600
10000
3000
6500
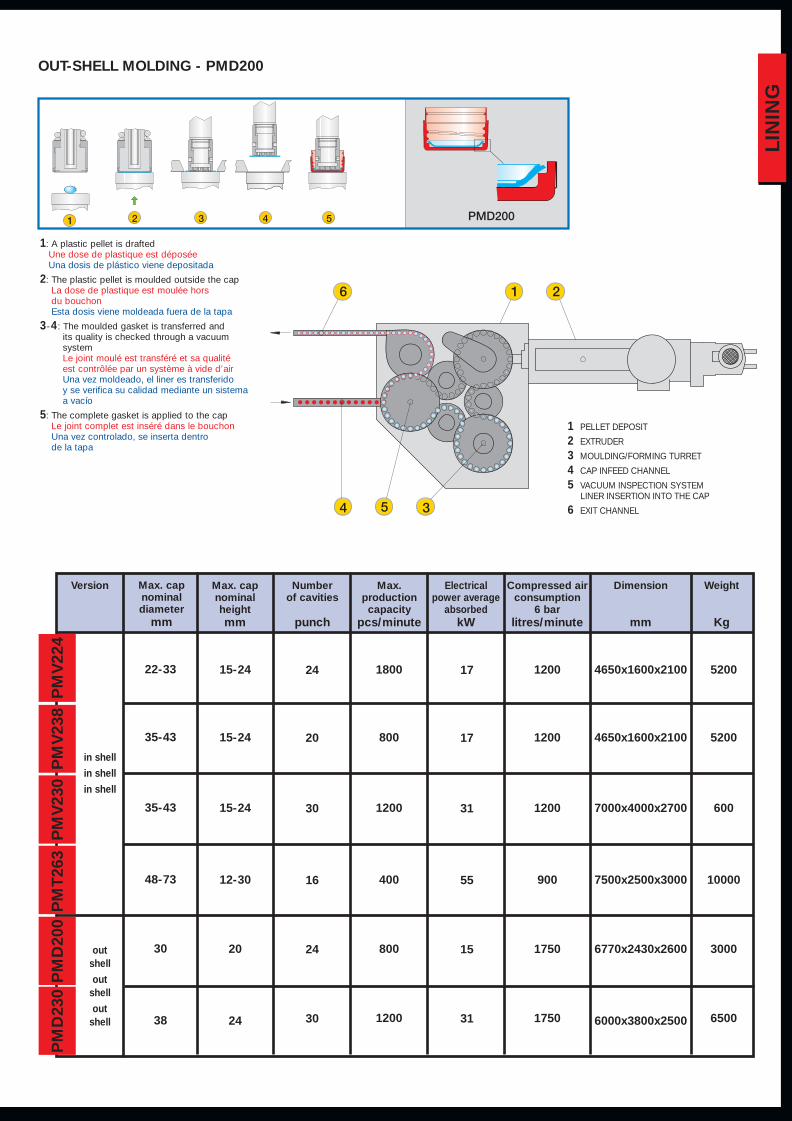
OUT-SHELL MOLDING - PMD200
1 PELLET DEPOSIT
2 EXTRUDER
3 MOULDING/FORMING TURRET
4 CAP INFEED CHANNEL
5 VACUUM INSPECTION SYSTEMLINER INSERTION INTO THE CAP
6 EXIT CHANNEL
1: A plastic pellet is draftedUne dose de plastique est déposée Una dosis de plástico viene depositada
2: The plastic pellet is moulded outside the capLa dose de plastique est moulée hors du bouchonEsta dosis viene moldeada fuera de la tapa
3-4: The moulded gasket is transferred and its quality is checked through a vacuum systemLe joint moulé est transféré et sa qualité est contrôlée par un système à vide d’airUna vez moldeado, el liner es transferido y se verifica su calidad mediante un sistemaa vacío
5: The complete gasket is applied to the capLe joint complet est inséré dans le bouchonUna vez controlado, se inserta dentro de la tapa
depl-ClosuresNew 10-07-2006 15:22 Pagina 20
SACMI IMOLA S.C.Via Selice Provinciale, 17/A
I-40026 IMOLA BOTel. +39 0542 607111Fax +39 0542 642354
E-mail: [email protected]
The manufacturer reserves the right to make changes without notice.
03-2
006
1000
cop
ieE
NG
- F
RA
- S
PA
depl-ClosuresNew 10-07-2006 15:21 Pagina 1






![ClosuresEnCinRus LINOS OK.qxd:depl-PClosures · [1] CCM Compression Moulding [3] SCM Scoring Production line for one-piece plastic closures SACMI offers a reliable, straightforward](https://img.pdfslide.net/doc/110x75/5b0d81287f8b9a8b038dd225/closuresencinrus-linos-okqxddepl-1-ccm-compression-moulding-3-scm-scoring.jpg)