Embed Size (px)
Citation preview
95
Intelligent Manufacturing Systems IMS '89
Concept of a Knowledge Based Diagnostic System for Machine Tools and Manufacturing Cells
L. Monos tor i , P. Bartal and L. Zsoldos Computer and Automation Institute, Hungarian Academy of Sciences, Kende u. 13-17, Budapest, H-1502 Hungary
One of the most important conditions for highly integrated manufacturing systems is the ability for the automatic recogni- tion of different--incipient, partial, total and catastrophic-- failure situations. Obviously this necessitates enhanced require- ments for the monitoring and diagnostic systems applied in these manufacturing complexes, which means they must corre- s p o n d - i n performance, complexity and intelligence--to the entire material and data-processing system. Having sum- marized the principal requirements for comprehensive supervi- sion of machine tools and manufacturing ceils, the concept of a hierarchical monitoring and diagnostic system for manufactur- ing cells is introduced. Special emphasis is given to the cell-level part of the system, which incorporates knowledge based tech- niques. The structure of the cell-level diagnostic system, the chosen internal knowledge representation and maintenance approaches and reasoning procedures are treated.
Keywords: Diagnostics, Intelligent manufacturing, Knowledge based systems, Machine tools, Manufacturing cells, Real time systems.
Elsevier Computers in Industry 15 (1990) 95-102
0166-3615/90/$03.50 © 1990 - Elsevier Science Publishers B.V.
1. Introduction
The general way a control subsystem operates is that it compares a current state of a physical device with the desired state of that device. The control subsystem obtains the information about the current state via a sensor system and a world model, which contains information about the mac- hine, the part and the tools. Aiming at a real-time system, the information about the state of the system and its environment has to be supplied in real-time. There are usually various timing re- quirements for the different items of information. This fact very often leads to a hierarchical struc- ture of both the control and sensor systems [1].
It must be mentioned that the gradual increase in processing investment, which goes with higher levels of information exchange between a hierarchical control and sensor system, is generally finely coupled with the gradual reduction of the
l~z16 Monostori was born in Budap- est, Hungary, in 1953. He received the M.Sc. degree in electrical engineering in 1976 from the Technical University, Budapest. Upon completing his post- graduate studies he received the doctorate degree in 1979. In 1977 he joined the Mechanical Engineering Automation Division of The Com- puter and Automation Institute of the Hungarian Academy of Sciences. He conducted research work in the fields of numerical control of machine tools,
robots and manufacturing cells, and of design and manufac- ture of sculptured surfaces. He has been working in the field of machine tool monitoring and diagnostics since 1980, In the 1983/84 academic year he spent one year on a DAAD scholar- ship at the Machine Tool Laboratory of the Technical Univer- sity of Aachen (FRG). In 1986 he received the C.Sc. (Candi- date of Technical Sciences) degree from the Hungarian Academy of Sciences. He published more than 60 scientific papers. At present he is a senior research associate of the Computer and Automation Institute.
96 Intelligent Manufacturing Systems--lMS '89 (omputers m lndust O'
required response time. Sensor systems have two main tasks. On the one hand, they are essential for the control subsystem in its operation, and on the other, they provide information for the monitoring and diagnostic subsystem.
The aim of monitoring is to detect failures, while diagnostics includes fault localization and identification. Consequently there is a significant difference between the speed requirements of the two consecutive processes. While the monitoring phase should proceed within the shortest period of time (to avoid additional damage), diagnostics can apply further actions (e.g. measurement and mo- tion cycles) and strictly has no time limit.
Both monitoring and diagnostics can and should appear at every level of the control-monitoring hierarchy, but their ratio changes in accordance with the speed requirements of the consecutive levels.
The aim of this paper is to briefly survey the requirements for comprehensive monitoring and diagnostic systems of machine tools and manufac- turing cells, to introduce the concept of a hierarchical monitoring and diagnostic system for manufacturing complexes and to outline some of its features with respect to incorporating knowl-
m real-time monitoring
Peter Bartal was born in Budapest, Hungary in 1960. In 1984 he received the M.Sc. degree in electrical engineer- ing from the Technical University, Budapest. In the same year he joined the Mechanical Engineering Automa- tion Division of the Computer and Automation Institute of the Hungarian Academy of Sciences. In 1987/88 he spent 15 month at the Machine Tool Laboratory of University Aachen, FRG. His interest involves commum- cation and microcomputer technology and diagnostics,
I.Aszl6 Zsoldos was born. Budapest, Hungary in 1%2. In 1986, he gained the M.Sc. degree in electrical engineer- hag from the Technical University, Budapest. At the same year he got the scientific postgraduate scholarship of the Hungarian Academy of Sciences and began a three year course in 1986 at the Mechanical Engineering Auto- mation Division of the Computer and Automation Institute of the Academy, supervised by Dr. Lfiszl6 Monostori. His field is the automatic monitoring
and diagnostics of manufacturing processes and systems. The 1989,/90 academic year he spent at the Laboratory for Manu- facturing and Productivity, Massachusetts Institute of Technol- ogy under the supervision of Prof. G. Chryssolouris. Director of the Intelligent Manufacturing Systems Program.
edge based techniques for diagnostics and failure localization.
2. Requirements for Comprehensive Supervision of Manufacturing Processes
In the following section the main requirements for comprehensive supervision of manufacturing processes, machine tools and cells are sum- marized. Subsystem-level supervision, including monitoring and diagnostics of the process as well as the machine, and cell-level supervision will be distinguished and separately treated. The special requirements for monitoring and diagnostics necessitating some intelligence induced by the complexity level of both the manufacturing sys- tems and their monitoring/diagnostics are also outlined.
2.1. Supervision of Machining Processes and Mac- hine Tools
Investigations have showed [2], that machine- tool monitoring systems of the near future must incorporate-in a homogeneous, coherent manner -- the monitoring functions at present fulfilled by different equipment, moreover they must signifi- cantly surpass the performance of previous ones. At the same time they must be able to perform new, unforeseen monitoring assignments too. Accordingly these--essentially universal--moni- toring systems must comply with the following requirements: • the ability to measure and process relatively
numerous analogue and digital signals; • the capability of profound preprocessing of
measured signals, including statistical and frequency-based analysis as well;
• the ability for complex, multiparameter deci- sions;
• modular, extendable, reconfigurable structure; • programmibility in all their functions; • standardized bidirectional software/hardware
interfaces to the C N C / D N C controllers. The first system of such a kind was conceived
and developed in the Machine Tool Laboratory (WZL) of the Technical University of Aachen [3-5]. A slightly different approach characterizes the multipurpose monitoring system developed in
Computers in Industry L. Monostori et al. / Knowledge Based Diagnostic System 97
the Computer and Automation Institute of the Hungarian Academy of Sciences [6,7].
2.2. Supervision of Manufacturing Cells
Supervising a manufacturing cell consisting of different machine tools, robots, etc., means to continuously control and check its operation and state. The requirements derived from this defini- tion are (among others): • the ability to acquire a broad range of informa-
tion coming from the different components of a cell including human operators;
• the capability to combine upcoming monitoring and diagnostic messages in order to follow the operation of the cell;
• the ability to recognize cell-state deviations and to investigate the error(s) producing them (i.e. start cell-level diagnostics);
• flexibility and reconfigurability in the sense of both being adapted to several manufacturing cells and dynamically conforming to various unforeseen situations in a given cell;
• communication links between the cell and lower (machine tool) levels;
• information link between the cell-level monitor- ing/diagnostics and its corresponding cell con- troller;
• shared database that contains all the informa- tion about the manufacturing cell and can be accessed by both the cell-level controller and monitoring/diagnostic system. The complexity of the tasks performing some
of these requirements needs new types of methods used in system building. At present, knowledge based techniques are expected to overcome these problems.
2.3. Knowledge Based Monitoring and Diagnostics
The intention is to use an increased level of machine intelligence which adds some new points of view to the traditional concept of diagnostic systems. The demands can be divided into two groups:
(i) Functional requirements. The incorporation of knowledge based techniques in such complex systems, where the separated levels present differ- ent demands on processing and timing, etc., re- quires some additional aspects to be taken into account. The most important ones are:
• the support of building complex structures that enable a high level organization of the knowl- edge: - t h e application of both rule-based and
structural representations; - the combination of several partial models of
both the process and the machine tool; - the efficient integration of numerical data
and symbolic information; - the application of shallow and deep knowl-
edge; - the ability to mix procedural and declarative
knowledge; • the application of a multilevel decision mecha-
nism that allows algorithms of different com- plexity to be built in;
• the management of uncertain and /o r incom- plete knowledge;
• temporal reasoning; • the ability of learning: the system should gradu-
ally improve its ability to recognize and identify essential situations;
• incremental system development, test and en- largement. (ii) Real-time requirements. One of the most
important features of industrial processes is their real-time nature. This involves additional diagnos- tic requirements that are among others: • continuous operation: a real-time diagnostic
system is allowed to cease its work only by an appropriate command from the operator or if a global system fault is encountered that disables its operation;
• interruptable reasoning; • focus of attention on significant events; • integration with real-time environmental com-
ponents; • predictable system response with a given time; • critical decisions: the knowledge based system
should first make the process or machine safe, before trying to deal with the large number of alarms in case of a fault;
• multiple reasoning lines initiated by multiple events occurring at the same time. The majority of the requirements mentioned
above are partially fulfilled in different AI based systems (e.g. medical or technical diagnostic appli- cations). Great care is needed to determine the importance of them in a given development and they must be asserted in the gradual realisation of such a system.
98 Intelligent Manufacturing Systems--IMS "89 Computers in Industry
3. Concept of an Intelligent, Hierarchical Monitor- ing and Diagnostic System
In recognizing the need for monitoring and diagnostic systems which--in performance, com- plexity and intelligence--considerably surpass previous efforts, a multipurpose, multiprocessor based, modular machine tool monitoring and di- agnostic system was developed in the Computer and Automation Institute, Budapest [2].
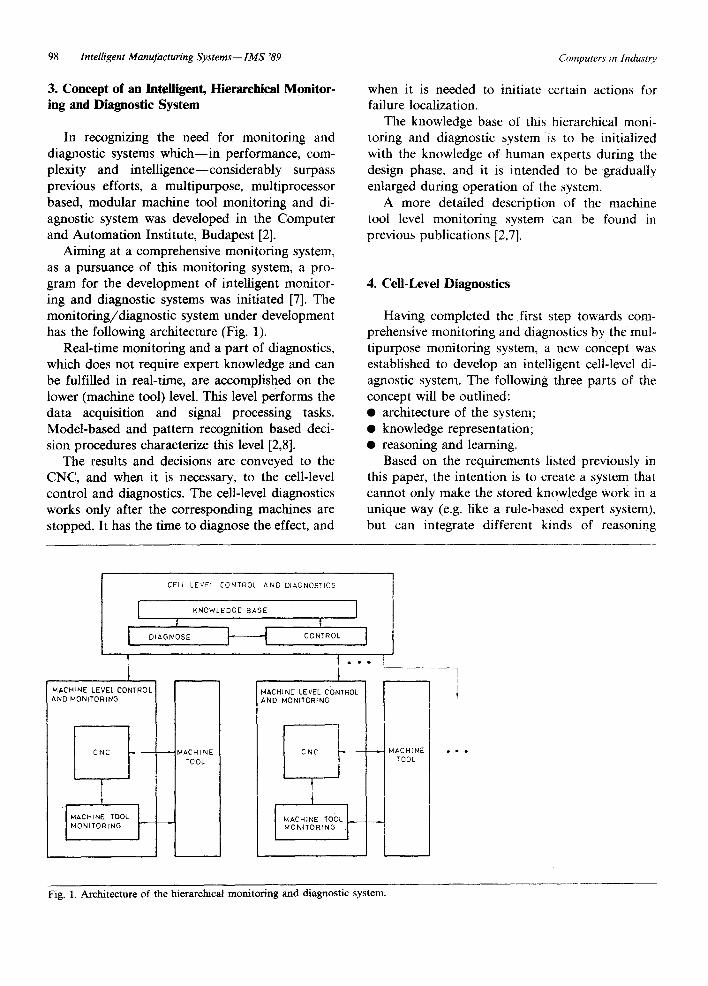
Aiming at a comprehensive monitoring system, as a pursuance of this monitoring system, a pro- gram for the development of intelligent monitor- ing and diagnostic systems was initiated [7]. The monitoring/diagnostic system under development has the following architecture (Fig. 1).
Real-time monitoring and a part of diagnostics, which does not require expert knowledge and can be fulfilled in real-time, are accomplished on the lower (machine tool) level. This level performs the data acquisition and signal processing tasks. Model-based and pattern recognition based deci- sion procedures characterize this level [2,8].
The results and decisions are conveyed to the CNC, and when it is necessary, to the cell-level control and diagnostics. The cell-level diagnostics works only after the corresponding machines are stopped. It has the time to diagnose the effect, and
when it is needed to initiate certain actions for failure localization.
The knowledge base of this hierarchical moni- toring and diagnostic system is to be initialized with the knowledge of human experts during the design phase, and it is intended to be gradually enlarged during operation of the system.
A more detailed description of the machine tool level monitoring system can be found in previous publications [2,7].
4. Ceil-Level Diagnostics
Having completed the first step towards com- prehensive monitoring and diagnostics by the mul- tipurpose monitoring system, a new concept was established to develop an intelligent cell-level di- agnostic system. The following three parts of the concept will be outlined: • architecture of the system; • knowledge representation; • reasoning and learning.
Based on the requirements listed previously in this paper, the intention is to create a system that cannot only make the stored knowledge work in a unique way (e.g. like a rule-based expert system), but can integrate different kinds of reasoning
I I -q
MACHINE LEVEL CONTROL AND MONITORING
CNC ~ I
_ i _ MACHINE TOOL MONITORING
CELL LEVEL CONTROL AND DiAGNOS'[ICS
KNOWLEDGE BASE ]
DIAGNOSE }= "-~ CONTROL J
= MACHINE TOOL
1,4ACHINE LEVEL CONTROL AND MONITORING
I ACHINE '0oLL-- MONITOR'NO i
MACHINE TOOL
Fig. 1. Architecture of the hierarchical monitoring and diagnostic system.
Computers in Industry L. Monostori et at / Knowledge Based Diagnostic System 99
methods as well. At present there seems to be no unique method, strategy or algorithm covering the entire field of monitoring and diagnostics so the system must be able to incorporate different solu- tions of the present and future in these tasks.
4.1. Architecture of the System
The increased flexibility expected in knowledge management means that the possible least part of the whole system must be preprogrammed and thus the knowledge entered and gained during the
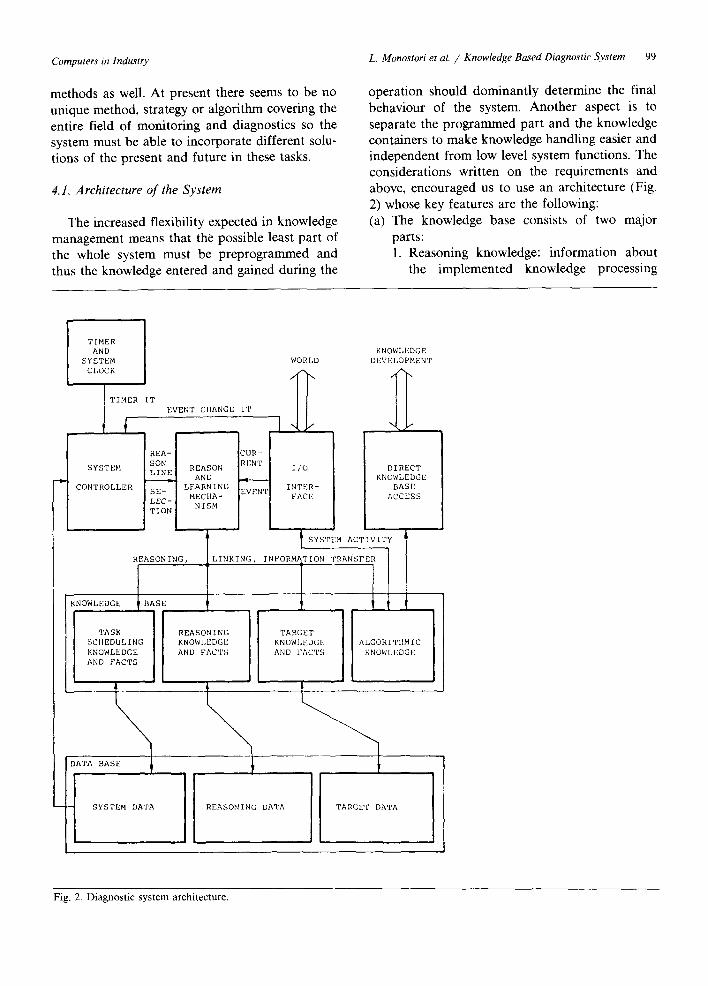
operation should dominantly determine the final behaviour of the system. Another aspect is to separate the programmed part and the knowledge containers to make knowledge handling easier and independent from low level system functions. The considerations written on the requirements and above, encouraged us to use an architecture (Fig. 2) whose key features are the following: (a) The knowledge base consists of two major
parts: 1. Reasoning knowledge: information about
the implemented knowledge processing
TIMER I AND KNOWLEDGE SYSTEM WORLD DEVELOPMENT CLOCK , ~
ITIM~ R IT I EVENT CIIANGE I'l'
REA- CUR- SYSTEH SON REASON RENT I/O DIRECT
LINE AND KNOWLEDGE CONTROLLER SE- LEARNING INTER- BASE
MECHA- EVEN FACE ACCESS L E C - NISM TION
REASONING, LINKING, IN,FOR ION TRANSFER
INOWLEDGE I,~ASE
_ i ] l SCIIEDHLING KNOWLEDGE KNOWLEDGE ALGORITIIMIC ] KNOWLEDGE AND FACTS AND FACTS KNOWLEDGE i AND FACTS
22" ;Ai:i BA
:I i I SYSTEM DATA
! i
REASONING DATA TARQET DATA
Fig. 2. Diagnostic system architecture.
100 Intelligent Manufacturing Systems--IMS "89 Computers in lndusto~
methods (e,g. different kind of probability, uncertainty or fuzzy representations, frame management or rule evaluation).
2. Target knowledge: information about the external world that the system has to rea- son about.
We intend to couple the suitable methods of reasoning to all items of the (target) knowl- edge. As mentioned above, the system is not to be rigidly programmed, thus the reasoning methods must be obviously placed in the knowledge base. It was also realized that sys- tem activities are fulfilled by sequences of small, programmable functions. This informa- tion (programs) will be placed in an additional part of the knowledge base called algorithmi- cat knowledge. Low level input and output handling is also a part of this knowledge.
(b) The active blocks in the system are the system controller, the reasoning-learning mechanism and the I / O interface. The task of the system controller is to manage both the reasoning lines (initiate, stop, hold, etc.) and the inter- rupts generated by external events or internal timing. The reasoning-learning mechanism can perform either simple reasoning or use the reasoning method assigned to a certain item of knowledge, while continuously checking for new connections between knowledge parts currently used. The purpose of the I / O inter- face is to create the connection between the events of the external world and the internal knowledge and reasoning.
(c) There is a supplementary block called the di- rect knowledge base access that makes it pos- sible to create and modify the knowledge of the system in the early stage of development.
4. 2. Knowledge Representation
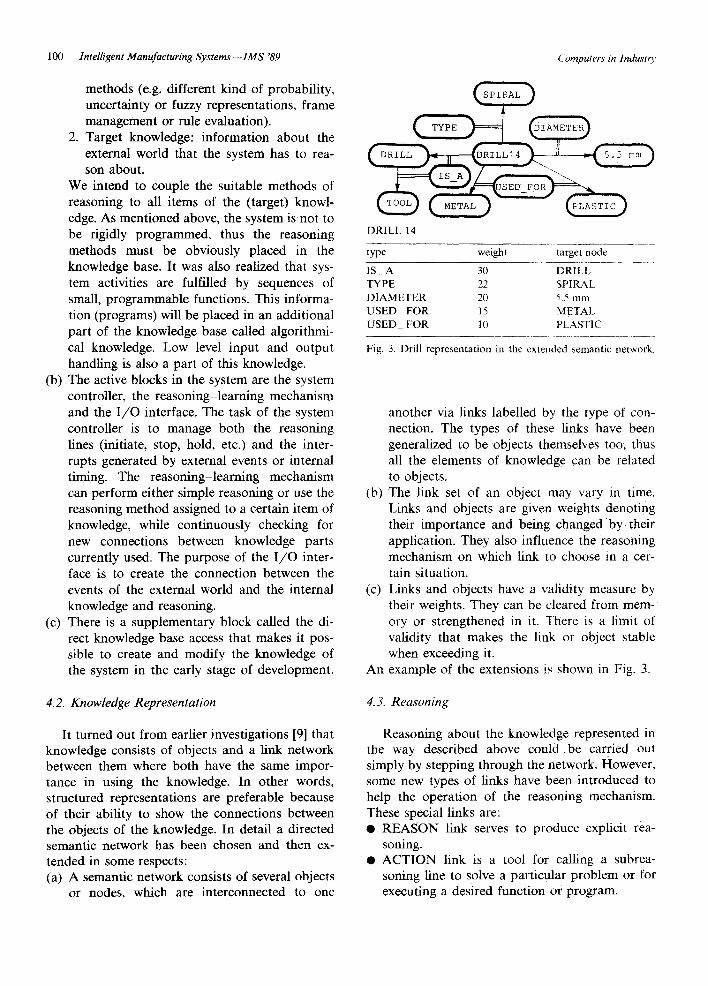
It turned out from earlier investigations [9] that knowledge consists of objects and a link network between them where both have the same impor- tance in using the knowledge. In other words, structured representations are preferable because of their ability to show the connections between the objects of the knowledge. In detail a directed semantic network has been chosen and then ex- tended in some respects: (a) A semantic network consists of several objects
or nodes, which are interconnected to one
DRILL 14
type weight target node
IS A 30 DRILL TYPE 22 SPIRAl_. DIAMETER 20 5.5 mm USED FOR 15 METAL USED FOR 10 PLASTIC
Fig. 3. Drill representation in the exteJlded semantic network~
another via links labelled by the type of con- nection. The types of these links have been generalized to be objects themselves too, thus all the elements of knowledge can be related to objects.
(b) The link set of an object may vary in time. Links and objects are given weights denoting their importance and being changed by their application. They also influence the reasoning mechanism on which link to choose in a cer- tain situation.
(c) Links and objects have a validity measure by their weights. They can be cleared from mem- ory or strengthened in it. "['here is a limit of validity that makes the link or object stable when exceeding it.
An example of the extensions is shown in Fig. 3.
4.3. Reasoning
Reasoning about the knowledge represented in the way described above could be carried out simply by stepping through the network. However, some new types of links have been introduced to help the operation of the reasoning mechanism: These special finks are: • REASON link serves to produce explicit rea-
soning. • ACTION link is a toot for calling a subrea-
soning line to solve a particular problem or for executing a desired function or program.
Computers in Industry L. Monostori et al. / Knowledge Based Diagnostic System 101
• END link is to mark the end of a subreasoning line and to return to caller.
• ERROR link has to be chosen in the case of a fault encountered while executing an ACTION link. Simple reasoning thus means to use REASON
links, while more sophisticated ones are carried out by applying reasoning knowledge.
4. 4. Learning
Based on the representation learning is accom- plished through three stages: • Cognitive stage: Given a certain reasoning
situation a number of objects are present and learning begins by creating a new object and establishing new links between the new and the existing objects.
• Associative stage: Due to the dynamic change of weights joined to objects and links, some of them will be cleared and others will be strengthened. This is how the important objects and links are selected by their rate of applica- tion.
• Autonomous stage: There is another link set modifying mechanism beside creating a new object and its links, which creates a new link between the current object and the one used before the previous object. Thus objects not being directly connected before are allowed to become linked.
5. Conclusions
Having summarized the principal requirements for comprehensive supervision of machine tools and manufacturing cells, the concept of a hierarchical monitoring and diagnostic system for manufacturing cells was introduced. A multipur- pose, multiprocessor based, modular enhanceable, user programmable machine tool monitoring sys- tem was shortly demonstrated, which attempts to overcome the limitations of the known monitoring equipment in industrial use and builds the lower (machine tool) level part of the hierarchical sys- tem. Special emphasis was given to the cell-level part of the system, where knowledge based tech- niques are intended to be used. The architecture of the cell-level diagnostic system, the chosen inter- nal knowledge representation and maintenance
techniques, reasoning and learning procedures were treated.
The conceived hierarchical monitoring and di- agnostic system for manufacturing cells and sys- tems is to be gradually implemented and is ex- pected to be a contribution to make these complex material and data-processing systems more under- standable and manageable for human beings, whom these systems were made for.
References
[1] R.W. Yeomans, A. Choudry and ten Hagen, Design Rules for a CIM System, North Holland, Amsterdam, 1985.
[2] L. Monostori, "Multipurpose machine tool monitoring systems", Proc. 4th IMEKO Int. Syrup. on Technical Di- agnostics, Dubrovnik, 1986, pp. 3.42-3.45.
[3] L. Ktihne, Entwicklung eines universellen Uberwachungs- und Diagnosesysterns fur Fertigungseinrichtungen, Disserta- tion, Th. Aachen, 1985.
[4] L. Monostori, "Learning procedures in machine tool monitoring", Computers in Industry, Vol. 7, No. 1986, pp. 53-64.
[5] M. Weck, L. Monostori and L. Ktihne, "Universelles System zur Prozess- und Anlageniiberwachung", Vortrag und Berichtsband der VDI/VDE-GMR, Tagung Verfah- ren und Systeme zur technisehen Fehlerdiagnose, Langen, FRG, 1984, pp. 139-154.
[6] L. Monostori, "New trends in machine tool monitoring and diagnostics", Robotics & Computer-Integrated Manu- facturing, (Special Issue: Manufacturing Systems and Technology of the Future), Vol. 4, Nos. 3-4. 1988, pp. 457-464.
[7] L. Monostori, P. Bartal, L. Horv~th, G. Pasztirfik, J. So6s and B. Szab6, "A comprehensive concept for monitoring and diagnostics of manufacturing cells", Proc. Third Int. Conf. on Computer-Aided Production Engineering, Ann Arbor, Michigan, June 1-3, 1988, pp. 411-420.
[8] P. Bartal and L. Monostori, "A pattern recognition based vibration monitoring module for machine tools", Robotics & Computer-Integrated Manufacturing, (Special Issue: Manufacturing Systems and Technology of the Future), Vol. 4, Nos, 3-4, 1988, pp. 465-469.
[9] S. Grossberg, Cognition, Learning, Reinforcement, and Rythm, Elsevier, North Holland, Amsterdam, 1986.
[10] G. Chryssolouris, M. Guillot and M. Domroese, "An approach to intelligent machining", Proc. of the 1987 Am. Control Conf., Minneapolis, MN, June 10-12, 1987, pp. 152-160.
[l l] F. Erd61yi and Cs. S/mtha, "Monitoring tasks on boring and milling production cells", Computers in Industry, Vol. 7, No. 1, 1986, pp. 65-71.
[12] J. Hatvany, "Artificial intelligence technologies in CAD/CAM and computer integrated manufacturing", Proc. of the Fifth Convocation of Nat. Eng. Academies, London, 1985, pp. 351-358.
[13] L. Horvtlth and B. Szab6, "Tool condition monitoring
102 Intelligent Manufacturing Systems--IMS "89 Computers in lnd~'trI'
system", Prepr. LCA "86 IFAC Syrup., Valencia, Spain, 1986, pp. 165-169.
[14] R.L. Kegg, "On-line machine and process diagnostics", Ann. CIRP, Vol. 33, No. 2, 1984, pp. 469-473.
[151 S.H. Kim, "A unified framework for self-learning systems", Proc. Manufacturing "88 Int. Conf., Atlanta, Georgia, April 17-20, Vol. III., 1988, pp. 165-170.
[16] B. Kotterba and H. Urban, "Milling process monitoring by a multisensor system and knowledged based informa- tion processing", Fortschritte in der Mess-und Automat# sierungstechnik durch Informationstechnik, I N T E R - KAMAKONGRESS 1986, Springer, 1986, pp. 540-547.
[17] V. Milacic and V. Majstorovic, "EXMAS--Knowledge
[181
U9]
based system for maintenance of complex mechanical systems", Prepr. Int. Conf. on Intelligent Manufacturing Systems, Budapest, 1986, pp. 63-68. L. Monostori, "Intelfigence in machine tool monitoring and diagnostics", Proc. l lth Triennial World Congress ~[ the Int. Measurement Con ted, Plenaries, Invited Papers, Computers and Intelligent Systems, Houston, Texas, 16-21 October, 1988, pp. 267-273. L. Zsoldos and L. Monostori, "Requirements for cell level diagnostics in intelligent machining", Proc. 6th IMEKO Int. Syrup. on Technical Diagnostics, Prague, Czechoslo- vakia, May 31-June 2, 1989, pp. 49-53.





























