Embed Size (px)
Citation preview
1
CONCEPTION ROBUSTE
EXEMPLES : mise en situation
Méthodologie TAGUCHI
EXEMPLES : analyse
chapitre 9Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Chapitre 9Conception robuste et Taguchi
http://www.groupes.polymtl.ca/mth6301/mth8301/PDF/Clement-DesignRobuste.pdfTexte de 30 pages
2
Ingénierie : outils
DOE Design Of ExperimentTM Taguchi Methods - Robust Design
DFSS Design For Six Sigma QFD Quality Function Deployment TRIZ Theory Inventive Problem SolvingDFM Design For ManufacturingSE Simultaneous EngineeringFMEA Failure Mode and Effect AnalysisFTA Fault Tree AnalysisR-FTA Reverse FTAJIT Just In TimeTQM Total Quality ManagementVE Value EngineeringCBM Competitive Bench Marking
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
3
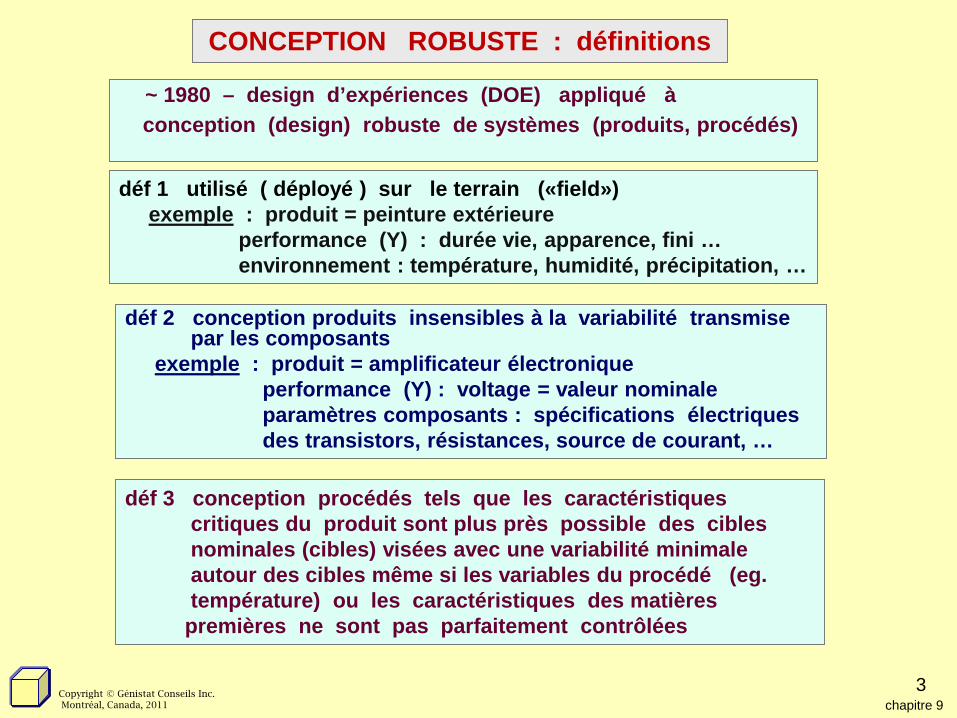
CONCEPTION ROBUSTE : définitions
~ 1980 – design d’expériences (DOE) appliqué àconception (design) robuste de systèmes (produits, procédés)
déf 1 utilisé ( déployé ) sur le terrain («field»)exemple : produit = peinture extérieure
performance (Y) : durée vie, apparence, fini …environnement : température, humidité, précipitation, …
déf 2 conception produits insensibles à la variabilité transmisepar les composants
exemple : produit = amplificateur électroniqueperformance (Y) : voltage = valeur nominale paramètres composants : spécifications électriques des transistors, résistances, source de courant, …
déf 3 conception procédés tels que les caractéristiquescritiques du produit sont plus près possible des ciblesnominales (cibles) visées avec une variabilité minimaleautour des cibles même si les variables du procédé (eg.température) ou les caractéristiques des matièrespremières ne sont pas parfaitement contrôlées
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
4
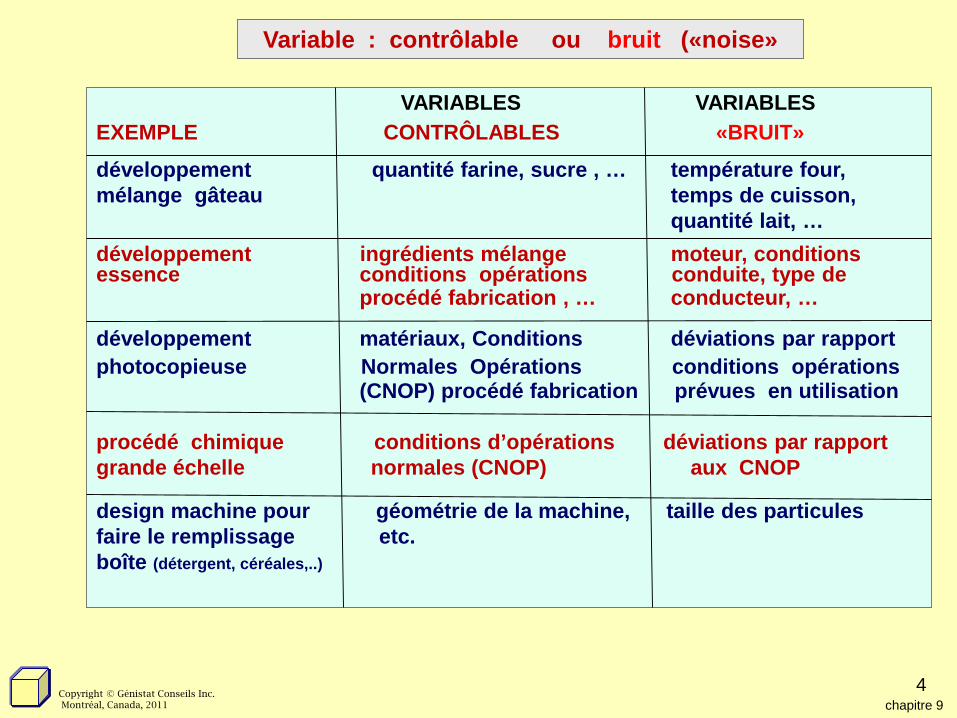
Variable : contrôlable ou bruit («noise»
VARIABLES VARIABLESEXEMPLE CONTRÔLABLES «BRUIT»développement quantité farine, sucre , … température four, mélange gâteau temps de cuisson,
quantité lait, …développement ingrédients mélange moteur, conditions essence conditions opérations conduite, type de
procédé fabrication , … conducteur, …
développement matériaux, Conditions déviations par rapport photocopieuse Normales Opérations conditions opérations
(CNOP) procédé fabrication prévues en utilisation
procédé chimique conditions d’opérations déviations par rapport grande échelle normales (CNOP) aux CNOP
design machine pour géométrie de la machine, taille des particules faire le remplissage etc. boîte (détergent, céréales,..)
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
5
RL
V
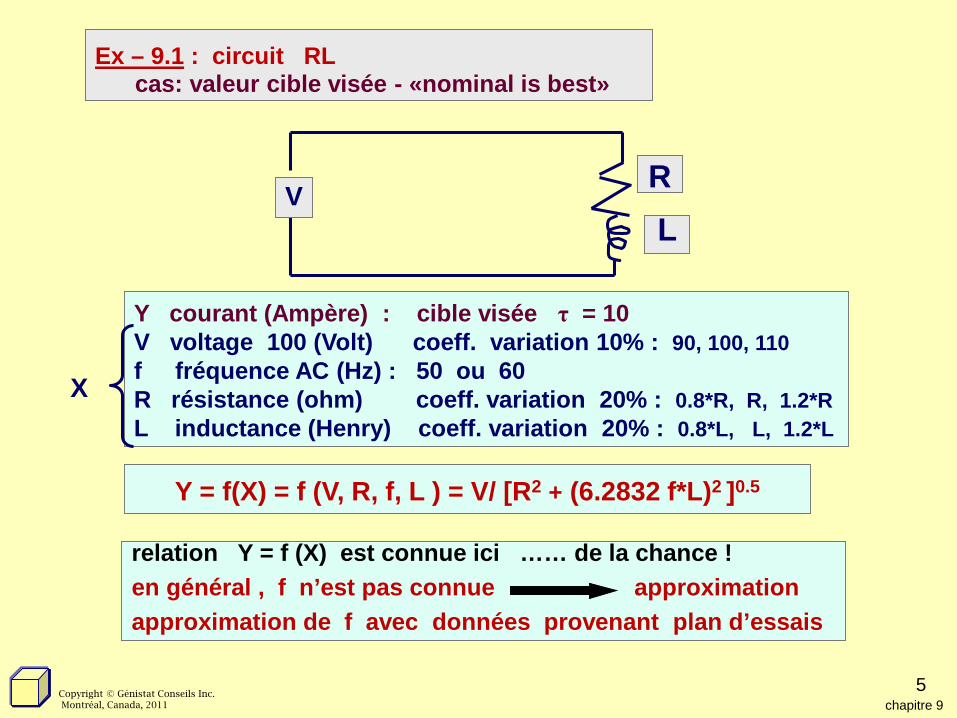
Y courant (Ampère) : cible visée τ = 10V voltage 100 (Volt) coeff. variation 10% : 90, 100, 110f fréquence AC (Hz) : 50 ou 60R résistance (ohm) coeff. variation 20% : 0.8*R, R, 1.2*RL inductance (Henry) coeff. variation 20% : 0.8*L, L, 1.2*L
Y = f(X) = f (V, R, f, L ) = V/ [R2 + (6.2832 f*L)2 ]0.5
relation Y = f (X) est connue ici …… de la chance !en général , f n’est pas connue approximationapproximation de f avec données provenant plan d’essais
X
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
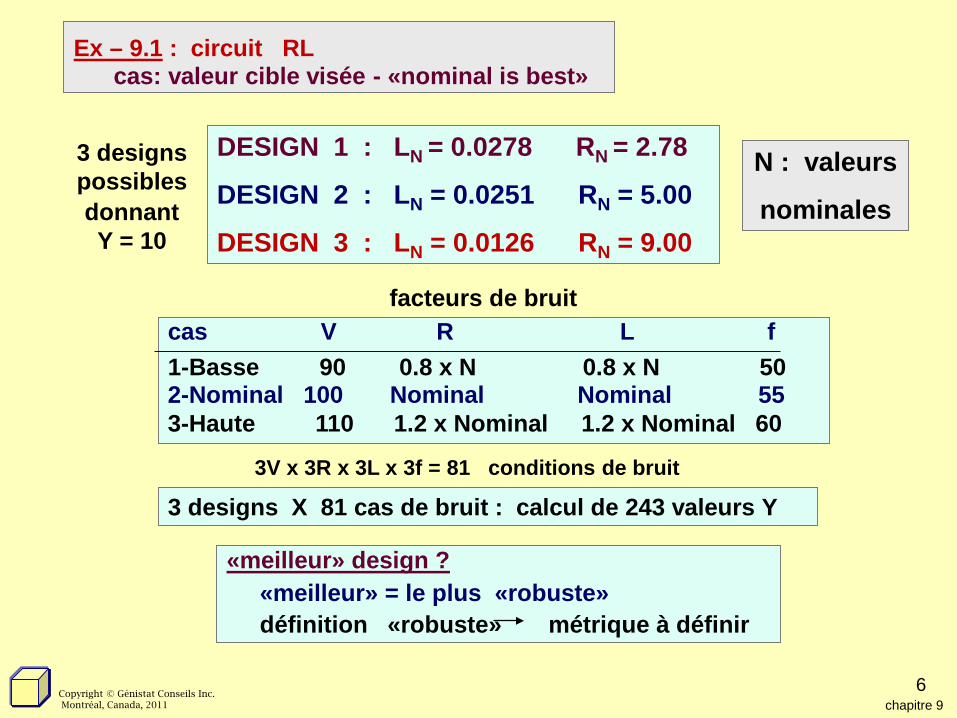
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
6
cas V R L f1-Basse 90 0.8 x N 0.8 x N 502-Nominal 100 Nominal Nominal 553-Haute 110 1.2 x Nominal 1.2 x Nominal 60
DESIGN 1 : LN = 0.0278 RN = 2.78
DESIGN 2 : LN = 0.0251 RN = 5.00
DESIGN 3 : LN = 0.0126 RN = 9.00
N : valeurs
nominales
3 designs X 81 cas de bruit : calcul de 243 valeurs Y3V x 3R x 3L x 3f = 81 conditions de bruit
3 designs possiblesdonnantY = 10
«meilleur» design ?«meilleur» = le plus «robuste»définition «robuste» métrique à définir
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
facteurs de bruit
chapitre 9
7
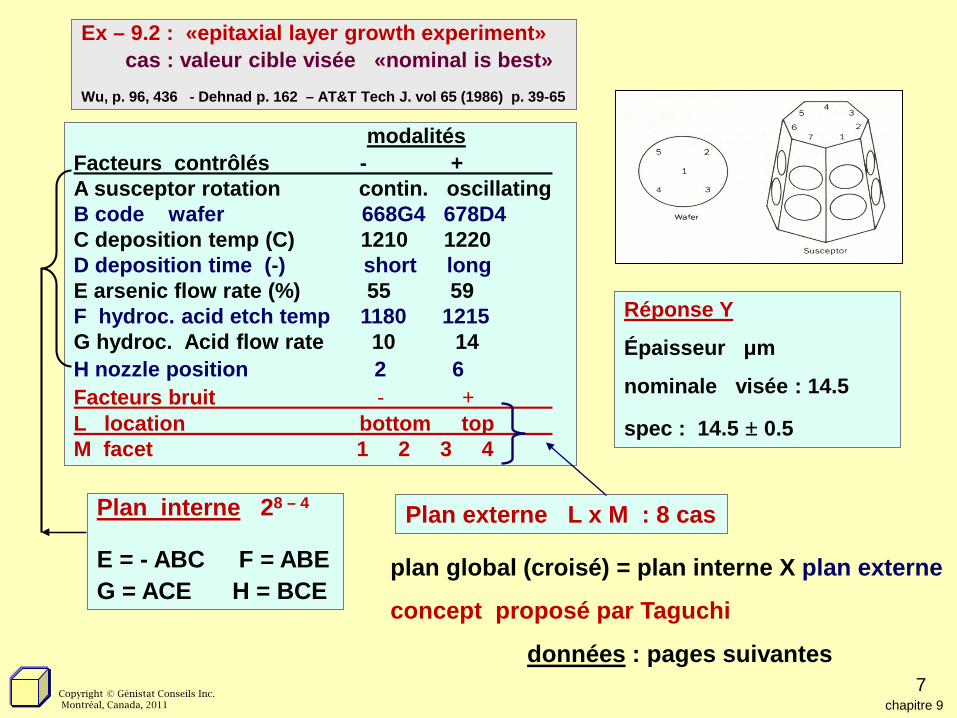
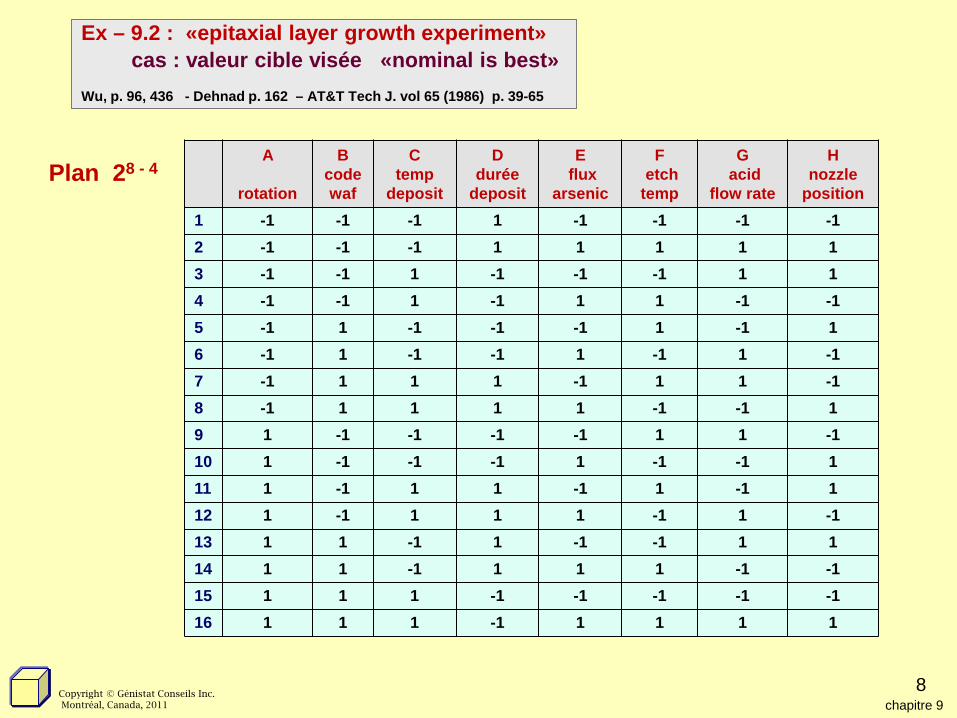
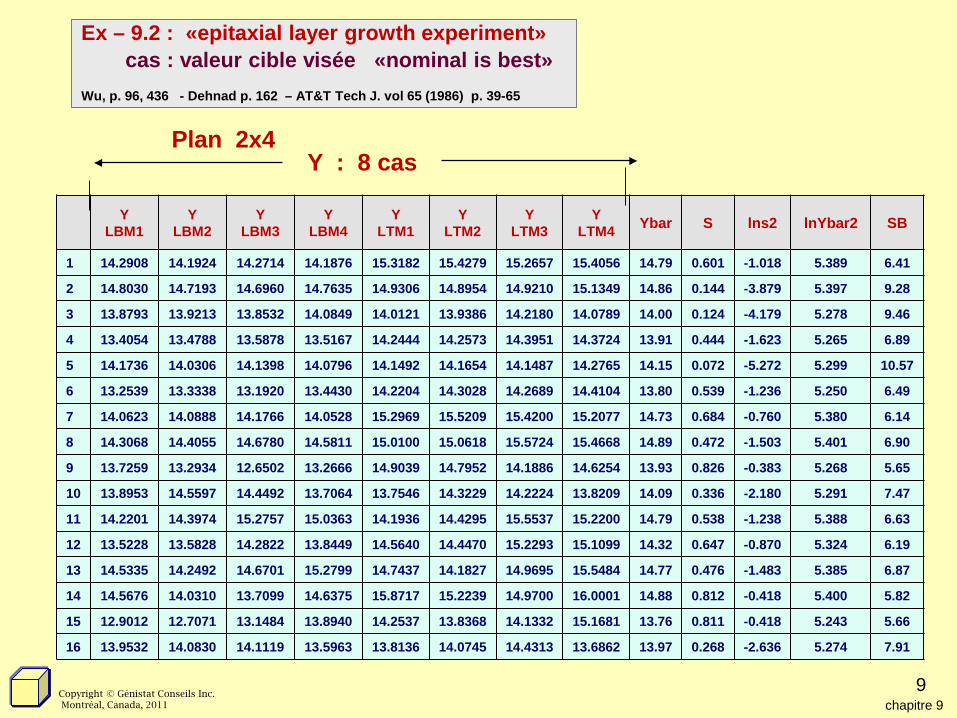
Ex – 9.2 : «epitaxial layer growth experiment» cas : valeur cible visée «nominal is best»
Wu, p. 96, 436 - Dehnad p. 162 – AT&T Tech J. vol 65 (1986) p. 39-65
modalitésFacteurs contrôlés - +A susceptor rotation contin. oscillatingB code wafer 668G4 678D4C deposition temp (C) 1210 1220D deposition time (-) short longE arsenic flow rate (%) 55 59F hydroc. acid etch temp 1180 1215G hydroc. Acid flow rate 10 14H nozzle position 2 6 Facteurs bruit - +L location bottom topM facet 1 2 3 4
Plan interne 28 – 4
E = - ABC F = ABEG = ACE H = BCE
Plan externe L x M : 8 cas
données : pages suivantes
Réponse Y
Épaisseur μm
nominale visée : 14.5
spec : 14.5 ± 0.5
plan global (croisé) = plan interne X plan externe
concept proposé par Taguchi
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
8
A
rotation
B code waf
Ctemp
deposit
Ddurée
deposit
Eflux
arsenic
Fetch
temp
Gacid
flow rate
H nozzle
position1 -1 -1 -1 1 -1 -1 -1 -12 -1 -1 -1 1 1 1 1 13 -1 -1 1 -1 -1 -1 1 14 -1 -1 1 -1 1 1 -1 -15 -1 1 -1 -1 -1 1 -1 16 -1 1 -1 -1 1 -1 1 -17 -1 1 1 1 -1 1 1 -18 -1 1 1 1 1 -1 -1 19 1 -1 -1 -1 -1 1 1 -110 1 -1 -1 -1 1 -1 -1 111 1 -1 1 1 -1 1 -1 112 1 -1 1 1 1 -1 1 -113 1 1 -1 1 -1 -1 1 114 1 1 -1 1 1 1 -1 -115 1 1 1 -1 -1 -1 -1 -116 1 1 1 -1 1 1 1 1
Plan 28 - 4
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
Ex – 9.2 : «epitaxial layer growth experiment» cas : valeur cible visée «nominal is best»
Wu, p. 96, 436 - Dehnad p. 162 – AT&T Tech J. vol 65 (1986) p. 39-65
9
Y LBM1
Y LBM2
Y LBM3
Y LBM4
Y LTM1
Y LTM2
Y LTM3
Y LTM4 Ybar S lns2 lnYbar2 SB
1 14.2908 14.1924 14.2714 14.1876 15.3182 15.4279 15.2657 15.4056 14.79 0.601 -1.018 5.389 6.41
2 14.8030 14.7193 14.6960 14.7635 14.9306 14.8954 14.9210 15.1349 14.86 0.144 -3.879 5.397 9.28
3 13.8793 13.9213 13.8532 14.0849 14.0121 13.9386 14.2180 14.0789 14.00 0.124 -4.179 5.278 9.46
4 13.4054 13.4788 13.5878 13.5167 14.2444 14.2573 14.3951 14.3724 13.91 0.444 -1.623 5.265 6.89
5 14.1736 14.0306 14.1398 14.0796 14.1492 14.1654 14.1487 14.2765 14.15 0.072 -5.272 5.299 10.57
6 13.2539 13.3338 13.1920 13.4430 14.2204 14.3028 14.2689 14.4104 13.80 0.539 -1.236 5.250 6.49
7 14.0623 14.0888 14.1766 14.0528 15.2969 15.5209 15.4200 15.2077 14.73 0.684 -0.760 5.380 6.14
8 14.3068 14.4055 14.6780 14.5811 15.0100 15.0618 15.5724 15.4668 14.89 0.472 -1.503 5.401 6.90
9 13.7259 13.2934 12.6502 13.2666 14.9039 14.7952 14.1886 14.6254 13.93 0.826 -0.383 5.268 5.65
10 13.8953 14.5597 14.4492 13.7064 13.7546 14.3229 14.2224 13.8209 14.09 0.336 -2.180 5.291 7.47
11 14.2201 14.3974 15.2757 15.0363 14.1936 14.4295 15.5537 15.2200 14.79 0.538 -1.238 5.388 6.63
12 13.5228 13.5828 14.2822 13.8449 14.5640 14.4470 15.2293 15.1099 14.32 0.647 -0.870 5.324 6.19
13 14.5335 14.2492 14.6701 15.2799 14.7437 14.1827 14.9695 15.5484 14.77 0.476 -1.483 5.385 6.87
14 14.5676 14.0310 13.7099 14.6375 15.8717 15.2239 14.9700 16.0001 14.88 0.812 -0.418 5.400 5.82
15 12.9012 12.7071 13.1484 13.8940 14.2537 13.8368 14.1332 15.1681 13.76 0.811 -0.418 5.243 5.66
16 13.9532 14.0830 14.1119 13.5963 13.8136 14.0745 14.4313 13.6862 13.97 0.268 -2.636 5.274 7.91
Y : 8 cas
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
Ex – 9.2 : «epitaxial layer growth experiment» cas : valeur cible visée «nominal is best»
Wu, p. 96, 436 - Dehnad p. 162 – AT&T Tech J. vol 65 (1986) p. 39-65
Plan 2x4
10
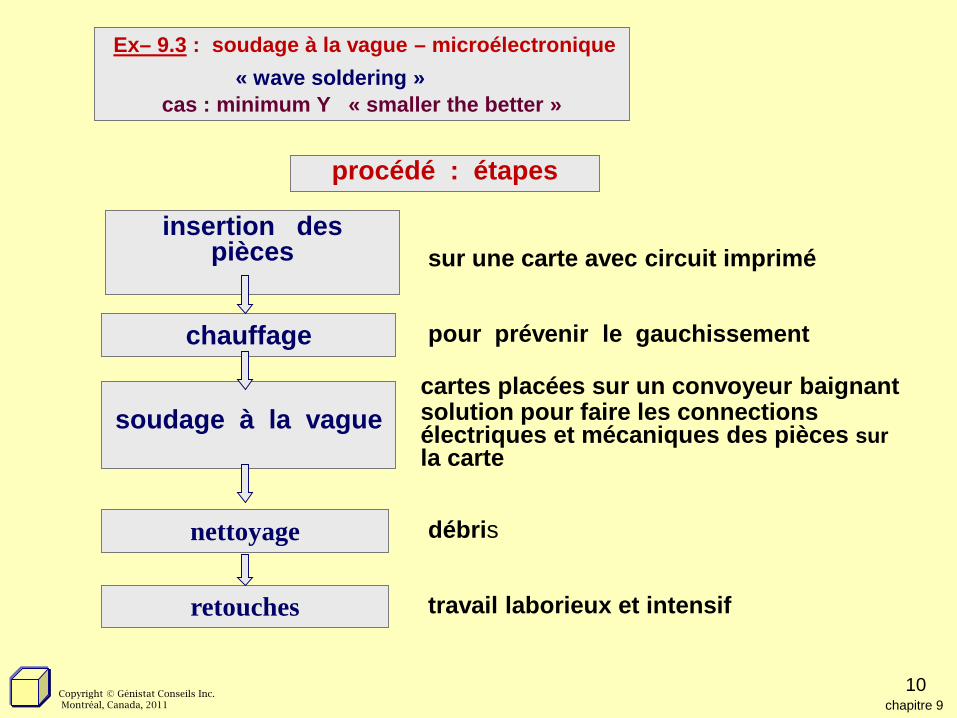
procédé : étapes
insertion des pièces
chauffage
soudage à la vaguecartes placées sur un convoyeur baignant solution pour faire les connectionsélectriques et mécaniques des pièces surla carte
pour prévenir le gauchissement
sur une carte avec circuit imprimé
nettoyage débris
retouches travail laborieux et intensif
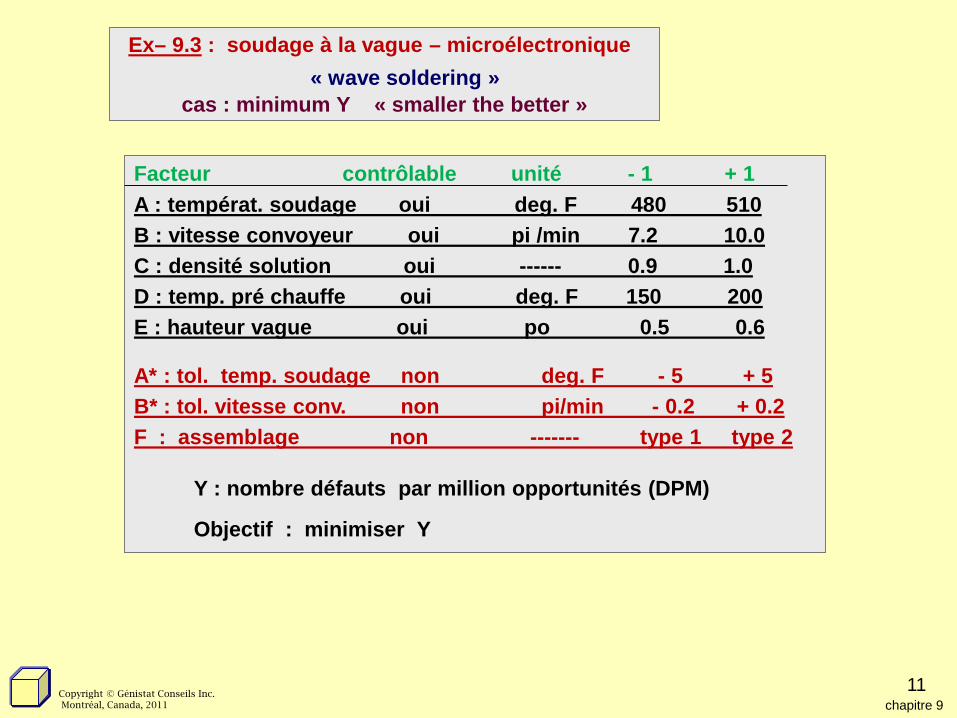
Ex– 9.3 : soudage à la vague – microélectronique« wave soldering »
cas : minimum Y « smaller the better »
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
11
Facteur contrôlable unité - 1 + 1A : températ. soudage oui deg. F 480 510B : vitesse convoyeur oui pi /min 7.2 10.0C : densité solution oui ------ 0.9 1.0D : temp. pré chauffe oui deg. F 150 200E : hauteur vague oui po 0.5 0.6
A* : tol. temp. soudage non deg. F - 5 + 5B* : tol. vitesse conv. non pi/min - 0.2 + 0.2 F : assemblage non ------- type 1 type 2
Y : nombre défauts par million opportunités (DPM)
Objectif : minimiser Y
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex– 9.3 : soudage à la vague – microélectronique« wave soldering »
cas : minimum Y « smaller the better »
chapitre 9
12
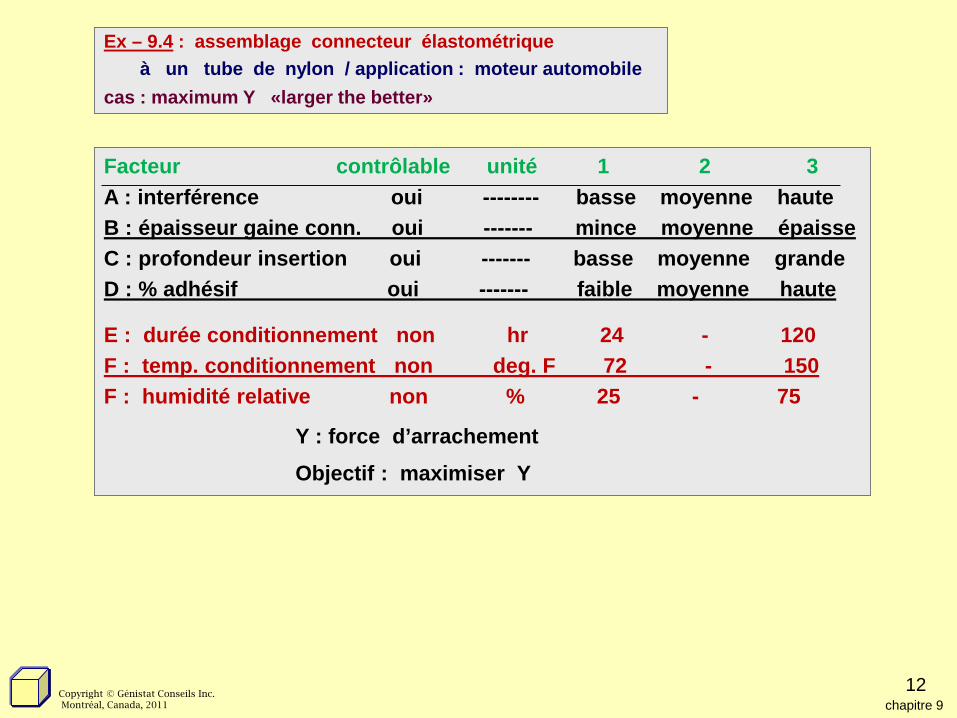
Ex – 9.4 : assemblage connecteur élastométriqueà un tube de nylon / application : moteur automobile
cas : maximum Y «larger the better»
Facteur contrôlable unité 1 2 3A : interférence oui -------- basse moyenne hauteB : épaisseur gaine conn. oui ------- mince moyenne épaisseC : profondeur insertion oui ------- basse moyenne grande D : % adhésif oui ------- faible moyenne haute
E : durée conditionnement non hr 24 - 120F : temp. conditionnement non deg. F 72 - 150F : humidité relative non % 25 - 75
Y : force d’arrachement Objectif : maximiser Y
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
13
Taguchi : concepts
conception robuste fonction perte quadratique facteurs de bruit plan croisé rapport signal bruit optimisation
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
14
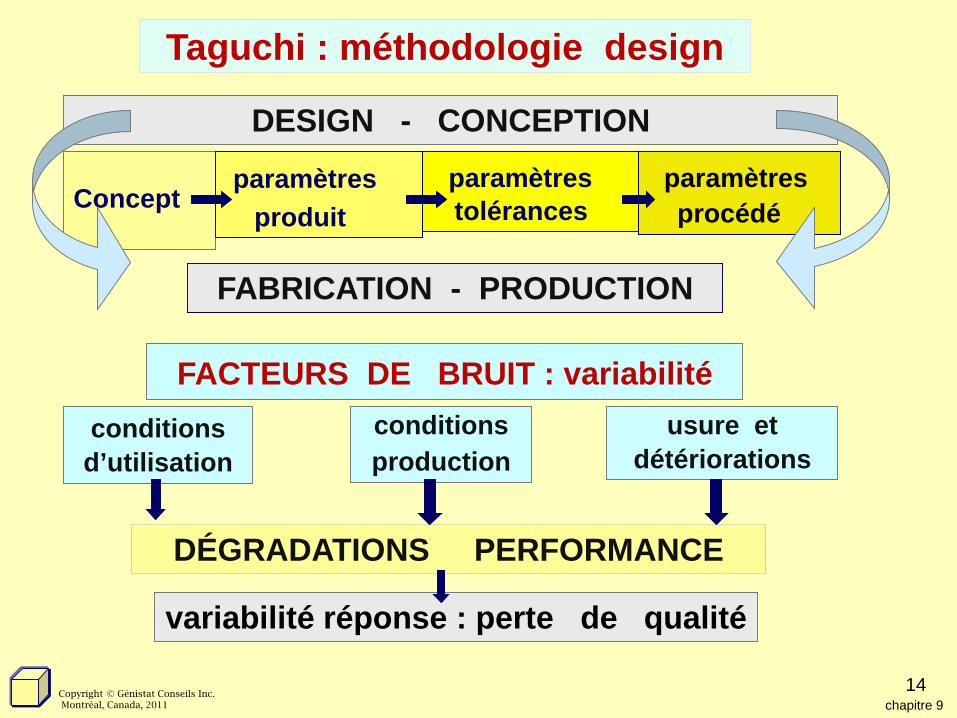
Conceptparamètres
produitparamètrestolérances
paramètresprocédé
DESIGN - CONCEPTION
FABRICATION - PRODUCTION
FACTEURS DE BRUIT : variabilitéconditionsd’utilisation
conditionsproduction
usure etdétériorations
DÉGRADATIONS PERFORMANCE
variabilité réponse : perte de qualité
Taguchi : méthodologie design
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
15
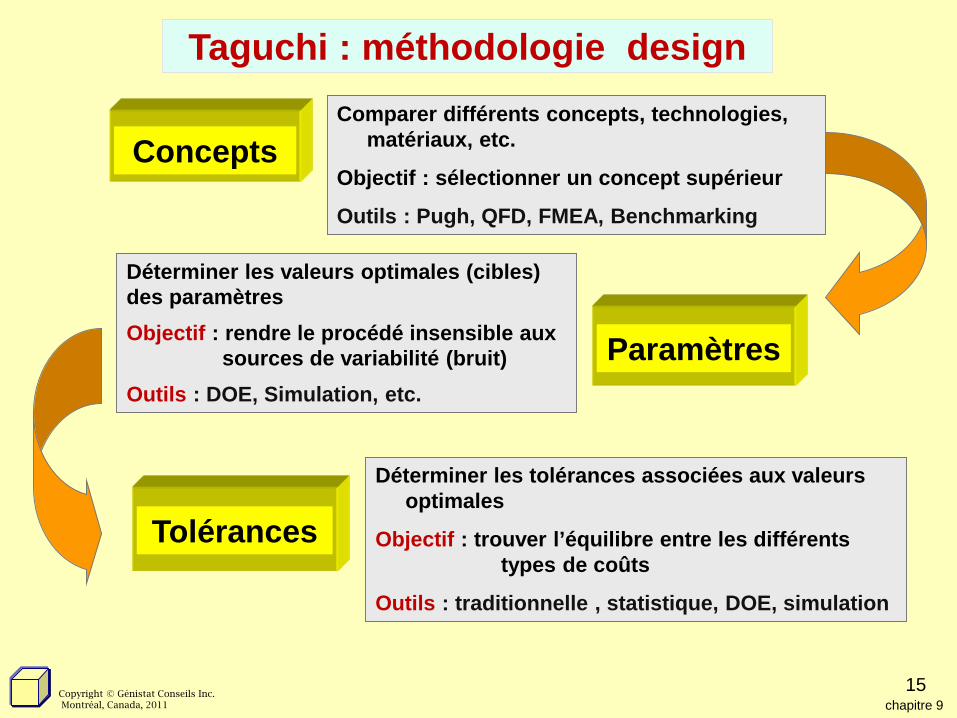
Paramètres
Concepts
Tolérances
Comparer différents concepts, technologies, matériaux, etc.
Objectif : sélectionner un concept supérieur
Outils : Pugh, QFD, FMEA, Benchmarking
Déterminer les valeurs optimales (cibles) des paramètresObjectif : rendre le procédé insensible aux
sources de variabilité (bruit)Outils : DOE, Simulation, etc.
Déterminer les tolérances associées aux valeurs optimales
Objectif : trouver l’équilibre entre les différents types de coûts
Outils : traditionnelle , statistique, DOE, simulation
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
Taguchi : méthodologie design
16
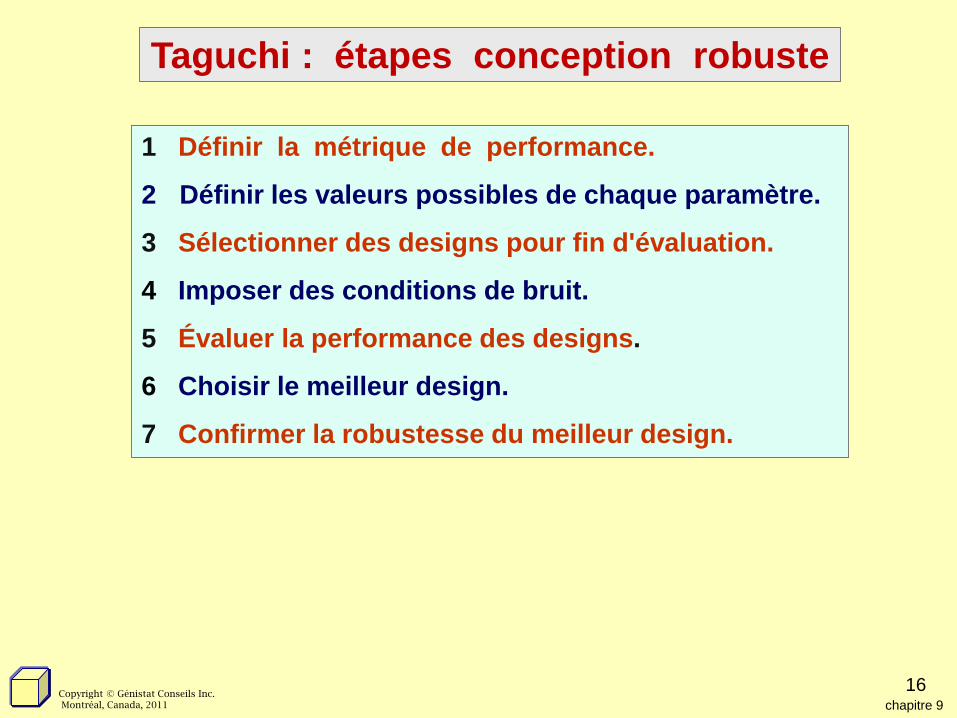
1 Définir la métrique de performance.
2 Définir les valeurs possibles de chaque paramètre.
3 Sélectionner des designs pour fin d'évaluation.
4 Imposer des conditions de bruit.
5 Évaluer la performance des designs.
6 Choisir le meilleur design.
7 Confirmer la robustesse du meilleur design.
Taguchi : étapes conception robuste
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
17
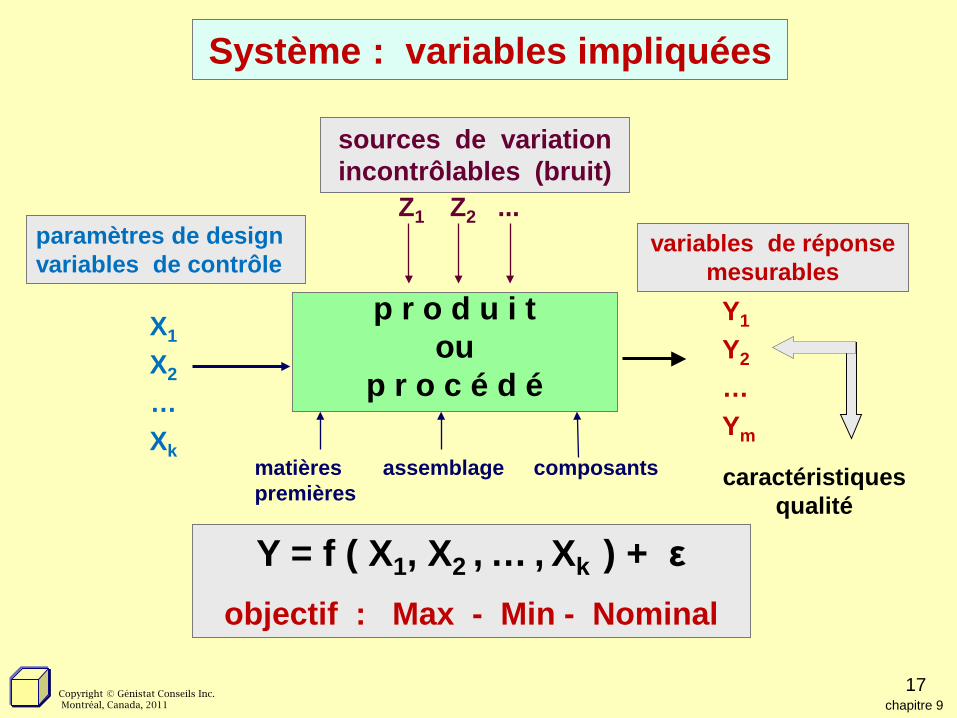
Système : variables impliquées
p r o d u i tou
p r o c é d é
X1
X2
…Xk
Y1
Y2
…Ym
sources de variation incontrôlables (bruit)
variables de réponse mesurables
Z2Z1 ...
matières premières
composantsassemblage caractéristiques qualité
Y = f ( X1, X2 , … , Xk ) + εobjectif : Max - Min - Nominal
paramètres de design variables de contrôle
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
18
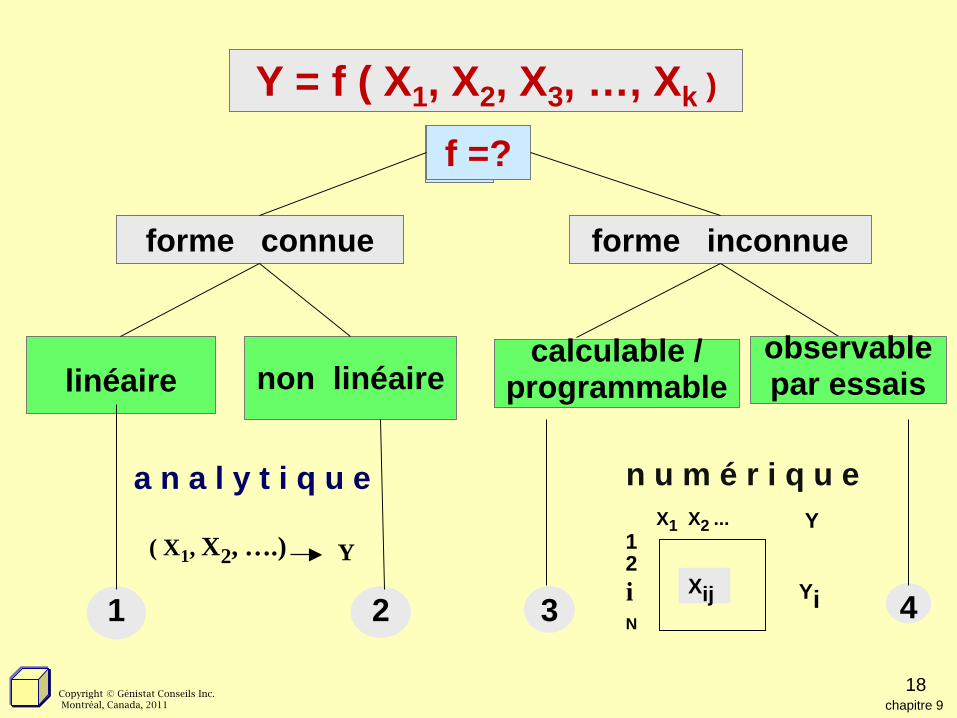
f =?
forme connue forme inconnue
linéaire non linéaire
a n a l y t i q u e n u m é r i q u e
1 2 3 4
12
N
X1 X2 ... Y
Xij Yi
( X1, X2, ….) Y
Y = f ( X1, X2, X3, …, Xk )
calculable /programmable
observablepar essais
i
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
19
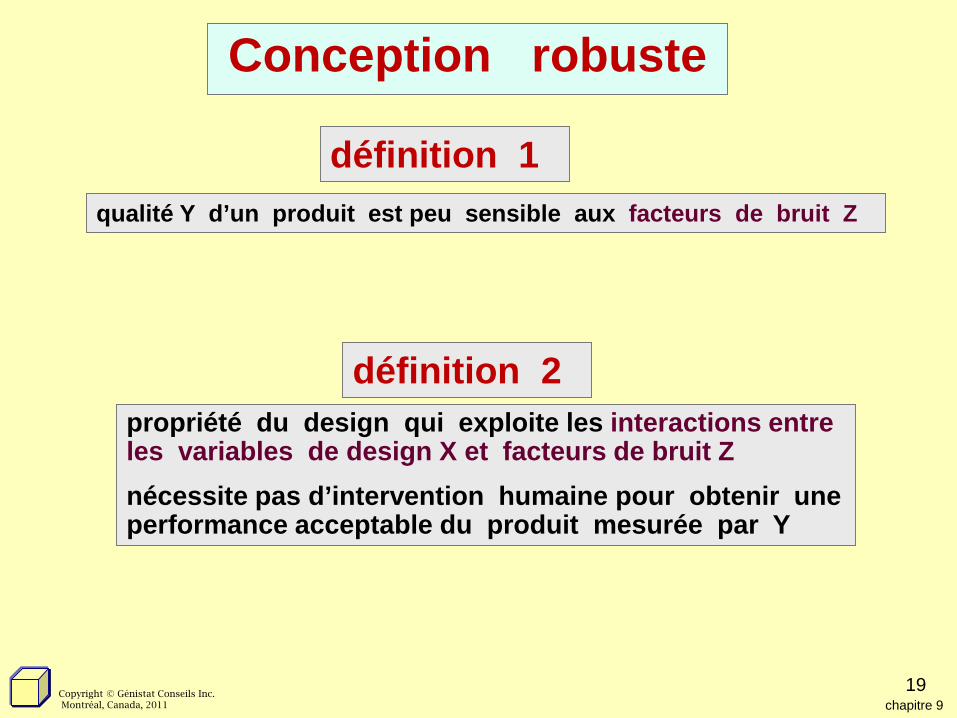
Conception robuste
propriété du design qui exploite les interactions entre les variables de design X et facteurs de bruit Znécessite pas d’intervention humaine pour obtenir une performance acceptable du produit mesurée par Y
définition 1
définition 2
qualité Y d’un produit est peu sensible aux facteurs de bruit Z
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
20
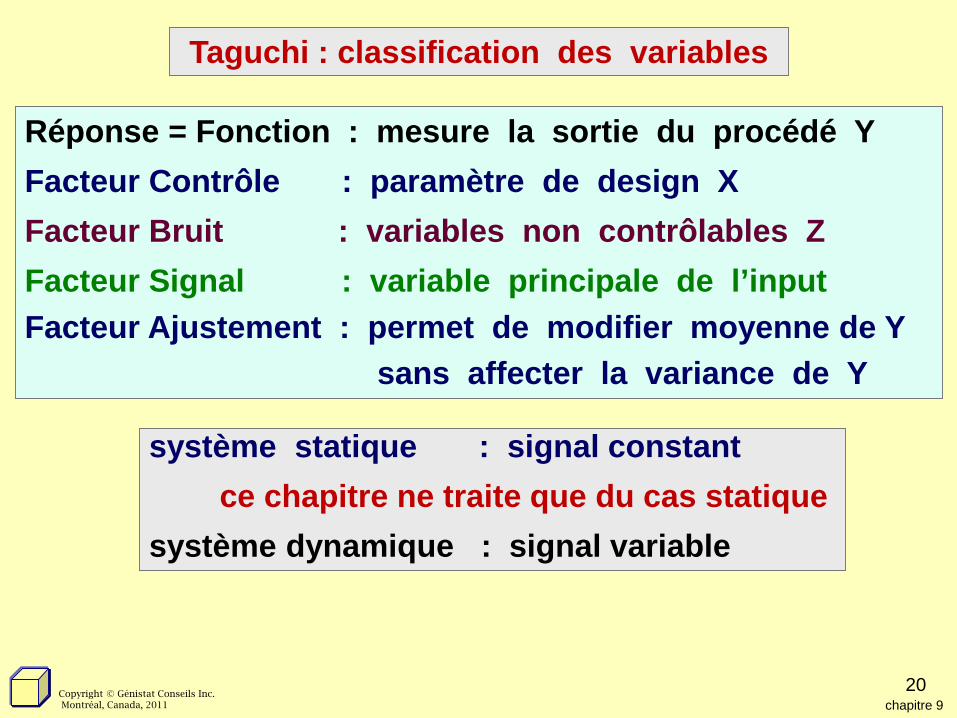
Taguchi : classification des variables
Réponse = Fonction : mesure la sortie du procédé YFacteur Contrôle : paramètre de design XFacteur Bruit : variables non contrôlables ZFacteur Signal : variable principale de l’inputFacteur Ajustement : permet de modifier moyenne de Y
sans affecter la variance de Y
système statique : signal constantce chapitre ne traite que du cas statique
système dynamique : signal variable
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
21
RL
V
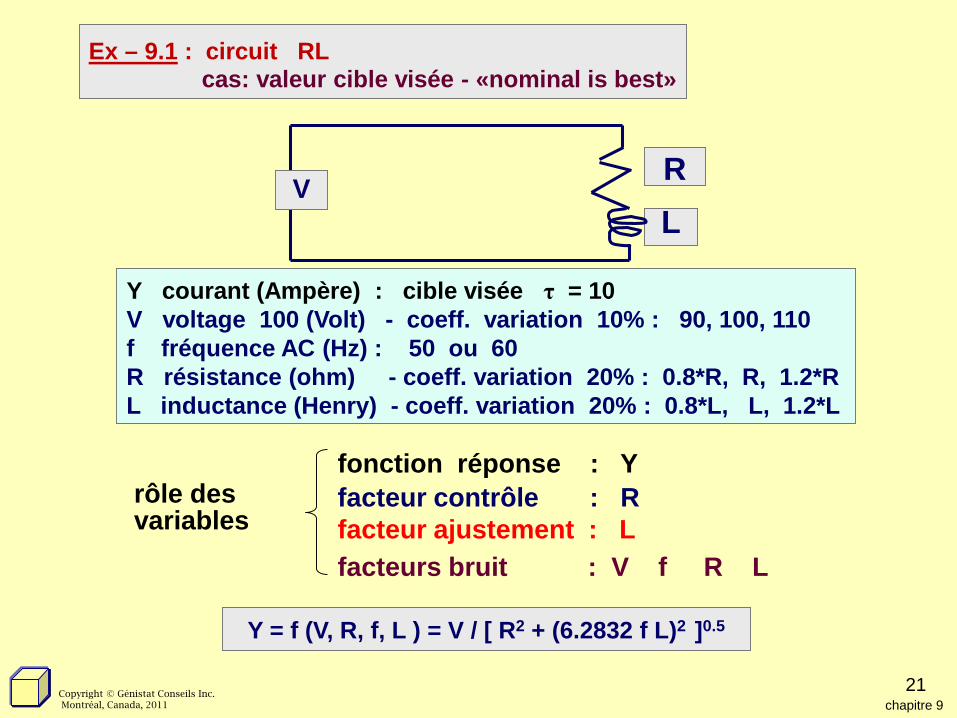
Y courant (Ampère) : cible visée τ = 10V voltage 100 (Volt) - coeff. variation 10% : 90, 100, 110f fréquence AC (Hz) : 50 ou 60R résistance (ohm) - coeff. variation 20% : 0.8*R, R, 1.2*RL inductance (Henry) - coeff. variation 20% : 0.8*L, L, 1.2*L
Y = f (V, R, f, L ) = V / [ R2 + (6.2832 f L)2 ]0.5
fonction réponse : Yfacteur contrôle : Rfacteur ajustement : L facteurs bruit : V f R L
rôle desvariables
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
22
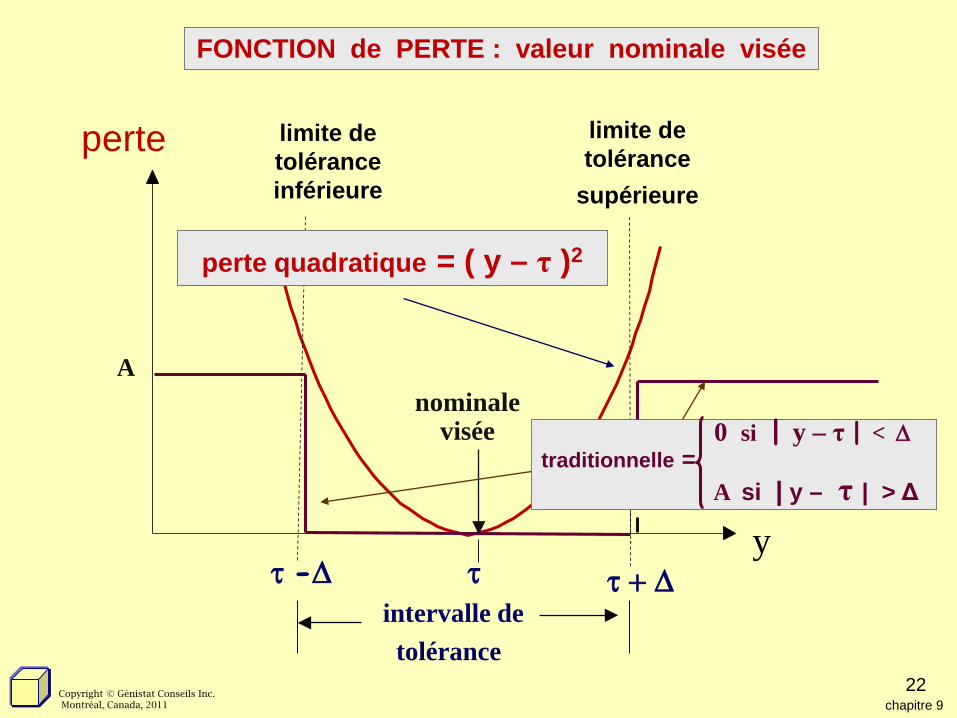
limite de toléranceinférieure
A
FONCTION de PERTE : valeur nominale visée
y
limite de tolérance
supérieure
nominalevisée
intervalle detolérance
0 si | y – τ | < ∆traditionnelle =
A si | y – τ | > Δ
perte quadratique = ( y – τ )2
perte
τ -∆ τ + ∆
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
τ
23
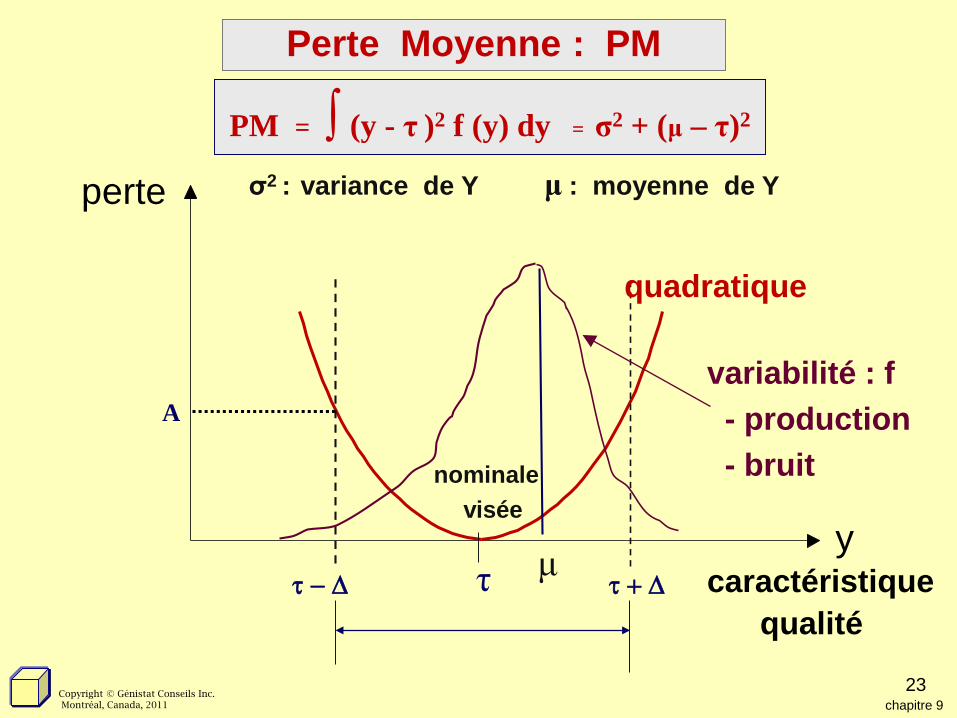
τ
A
Perte Moyenne : PM
y
nominalevisée
quadratique
caractéristiquequalité
variabilité : f- production- bruit
PM = ∫ (y - τ )2 f (y) dy = σ2 + (μ – τ)2
μ
σ2 : variance de Y μ : moyenne de Yperte
τ − ∆ τ + ∆
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
24
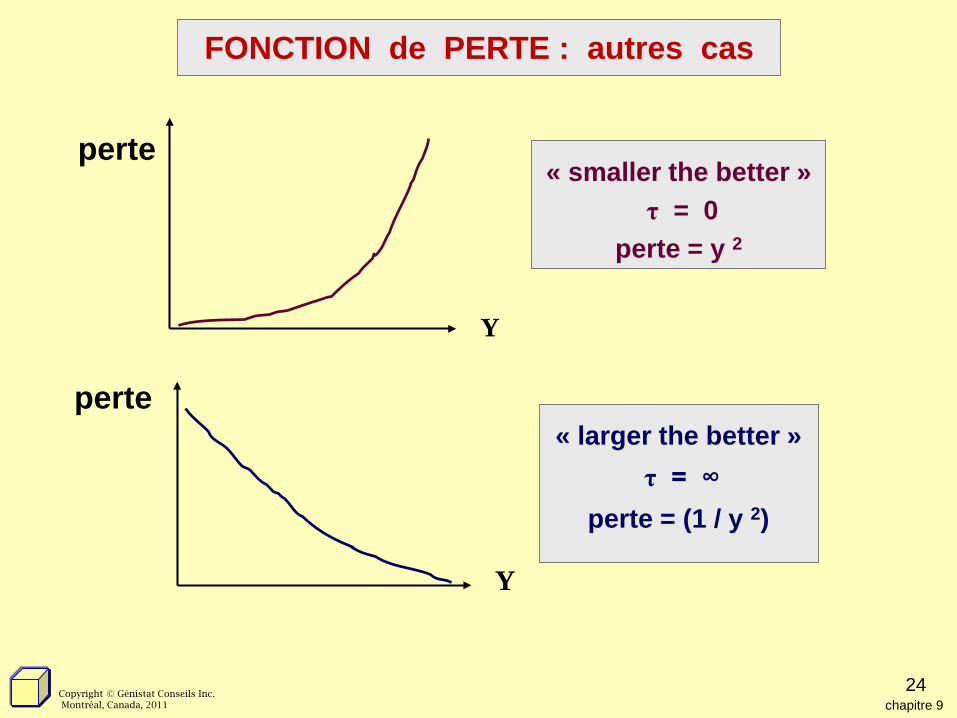
FONCTION de PERTE : autres cas
Y
Y
perte
perte
« smaller the better »τ = 0
perte = y 2
« larger the better »τ = ∞
perte = (1 / y 2)
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
25
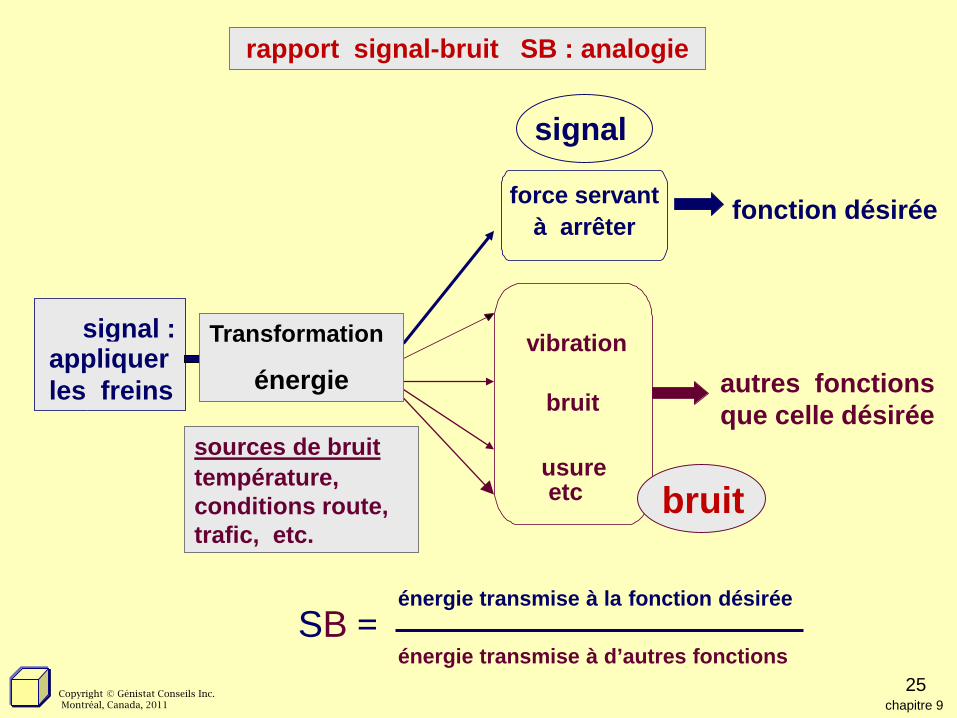
rapport signal-bruit SB : analogie
signal :appliquer les freins bruit
vibration
usure
signal
fonction désirée
autres fonctionsque celle désirée
sources de bruittempérature,conditions route,trafic, etc.
bruit
SB =énergie transmise à la fonction désirée
énergie transmise à d’autres fonctions
force servantà arrêter
etc
Transformation
énergie
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
26
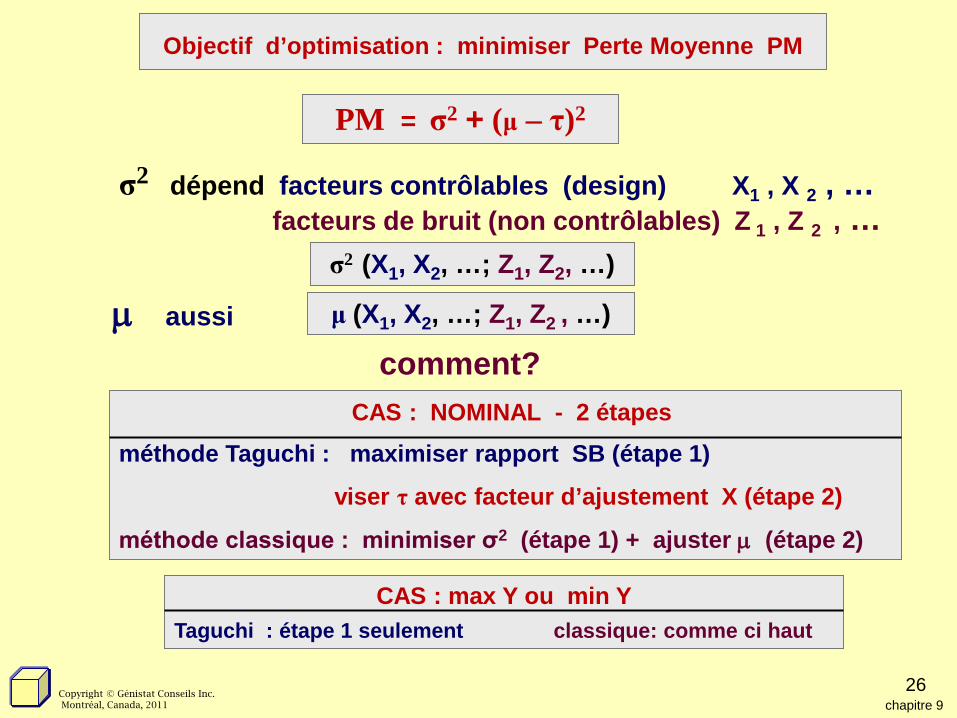
Objectif d’optimisation : minimiser Perte Moyenne PM
σ2 dépend facteurs contrôlables (design) X1 , X 2 , …facteurs de bruit (non contrôlables) Z 1 , Z 2 , …
µ aussi
comment?CAS : NOMINAL - 2 étapes
méthode Taguchi : maximiser rapport SB (étape 1)
viser τ avec facteur d’ajustement X (étape 2)
méthode classique : minimiser σ2 (étape 1) + ajuster µ (étape 2)
σ2 (X1, X2, …; Z1, Z2, …)
μ (X1, X2, …; Z1, Z2 , …)
CAS : max Y ou min Y Taguchi : étape 1 seulement classique: comme ci haut
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
PM = σ2 + (μ – τ)2
27
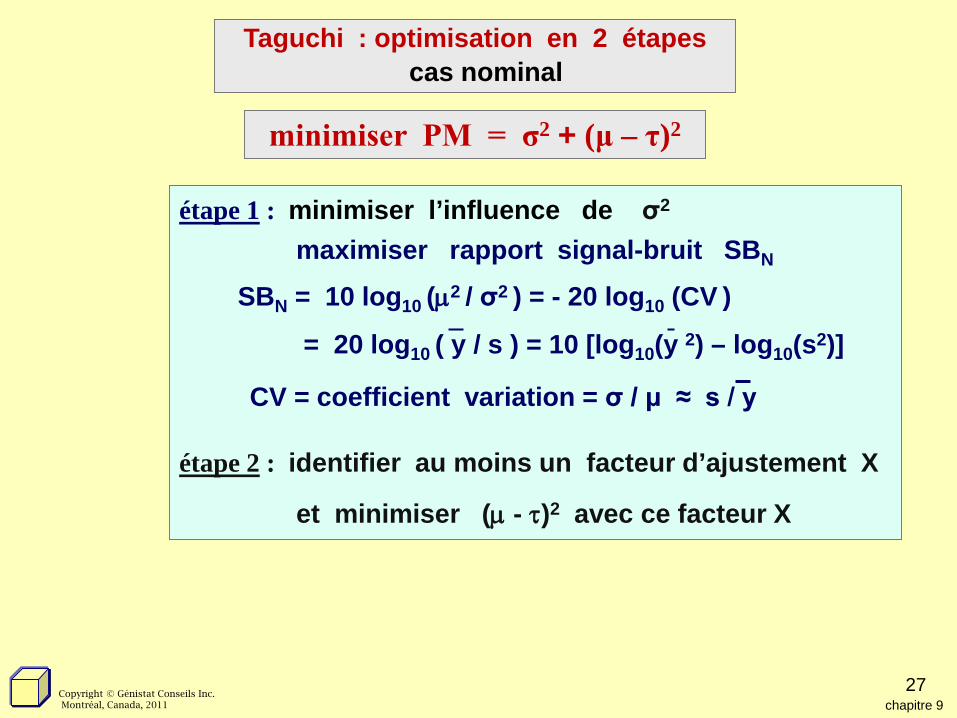
Taguchi : optimisation en 2 étapescas nominal
étape 1 : minimiser l’influence de σ2
maximiser rapport signal-bruit SBN
SBN = 10 log10 (µ2 / σ2 ) = - 20 log10 (CV )
= 20 log10 ( y / s ) = 10 [log10(y 2) – log10(s2)]
CV = coefficient variation = σ / μ ≈ s / y
étape 2 : identifier au moins un facteur d’ajustement X
et minimiser (µ - τ)2 avec ce facteur X
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
minimiser PM = σ2 + (μ – τ)2
28
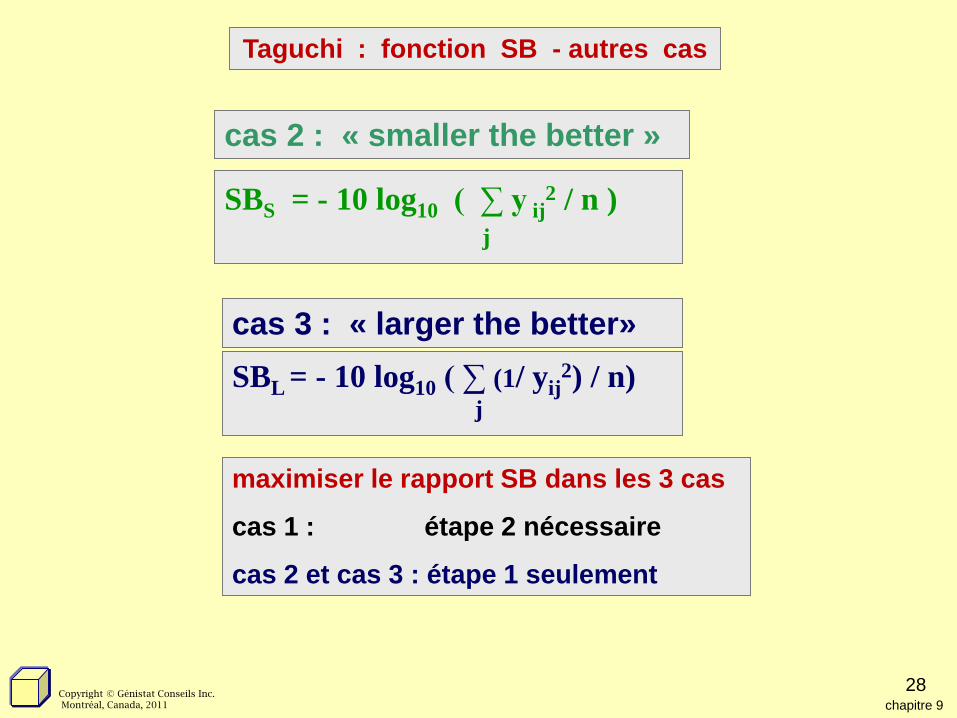
Taguchi : fonction SB - autres cas
cas 2 : « smaller the better »
SBS = - 10 log10 ( ∑ y ij2 / n )
cas 3 : « larger the better» SBL = - 10 log10 ( ∑ (1/ yij
2) / n)
j
j
maximiser le rapport SB dans les 3 cas
cas 1 : étape 2 nécessaire
cas 2 et cas 3 : étape 1 seulement
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
29
1 1 1 1
1 2 2 2
1 3 3 3
2 1 2 3
2 2 3 1
2 3 1 2
3 1 3 2
3 2 1 3
3 3 2 1
1
2
3
4
5
6
7
8
9
X1 X2 X3 X4
facteurs contrôlables
1 1 1
1 2 2
2 1 2
2 2 1
1
2
3
4
Z1 Z2 Z3facteurs de bruit
1 1 11 2 2
2 1 2
2 2 1
12
3
4
Z1 Z2 Z3
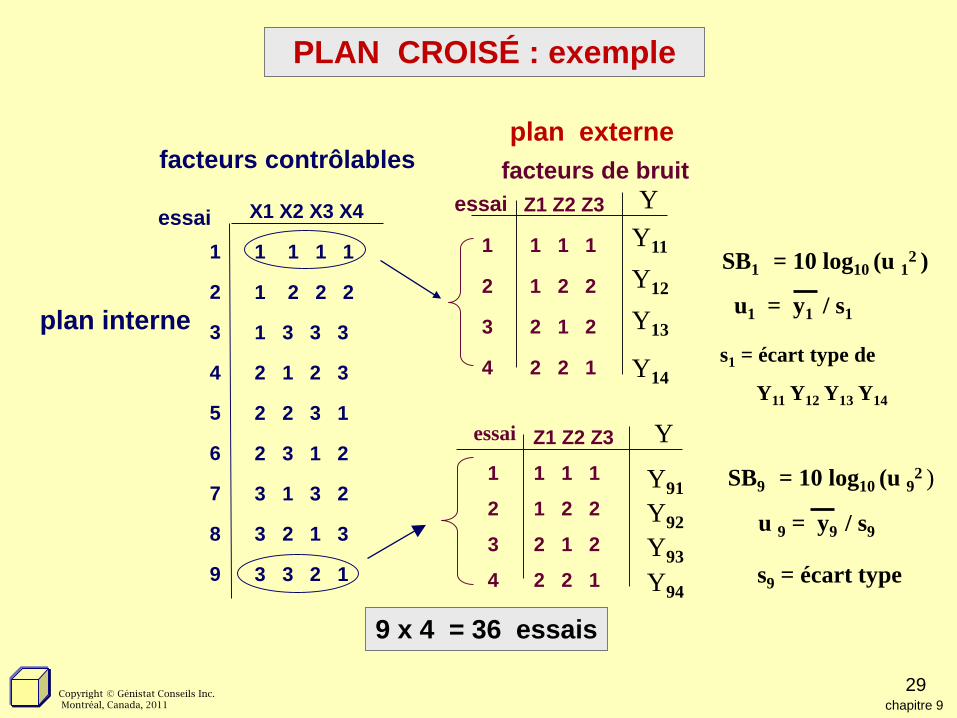
PLAN CROISÉ : exemple
plan interne
essai essai
essai
9 x 4 = 36 essais
Y11
Y12
Y13
Y14
plan externe
Y91Y92Y93Y94
Y
Y
SB1 = 10 log10 (u 12 )
SB9 = 10 log10 (u 92 )
u1 = y1 / s1
s1 = écart type de
Y11 Y12 Y13 Y14
u 9 = y9 / s9
s9 = écart type
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
30
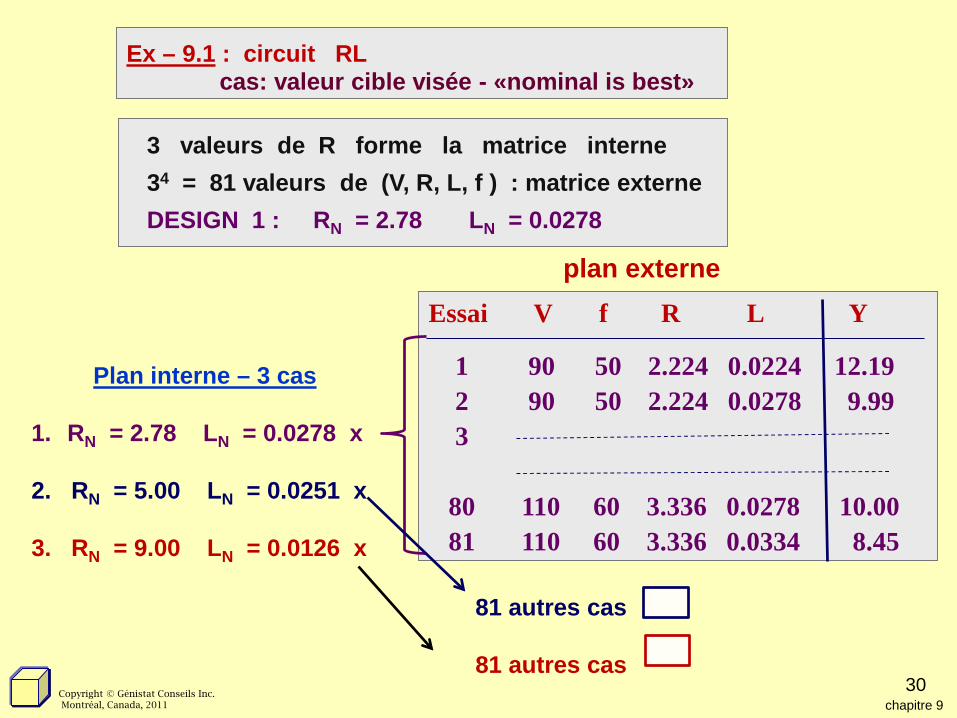
3 valeurs de R forme la matrice interne34 = 81 valeurs de (V, R, L, f ) : matrice externeDESIGN 1 : RN = 2.78 LN = 0.0278
Essai V f R L Y
1 90 50 2.224 0.0224 12.192 90 50 2.224 0.0278 9.993
80 110 60 3.336 0.0278 10.00 81 110 60 3.336 0.0334 8.45
plan externe
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
Plan interne – 3 cas
1. RN = 2.78 LN = 0.0278 x
2. RN = 5.00 LN = 0.0251 x
3. RN = 9.00 LN = 0.0126 x
81 autres cas
81 autres cas
31
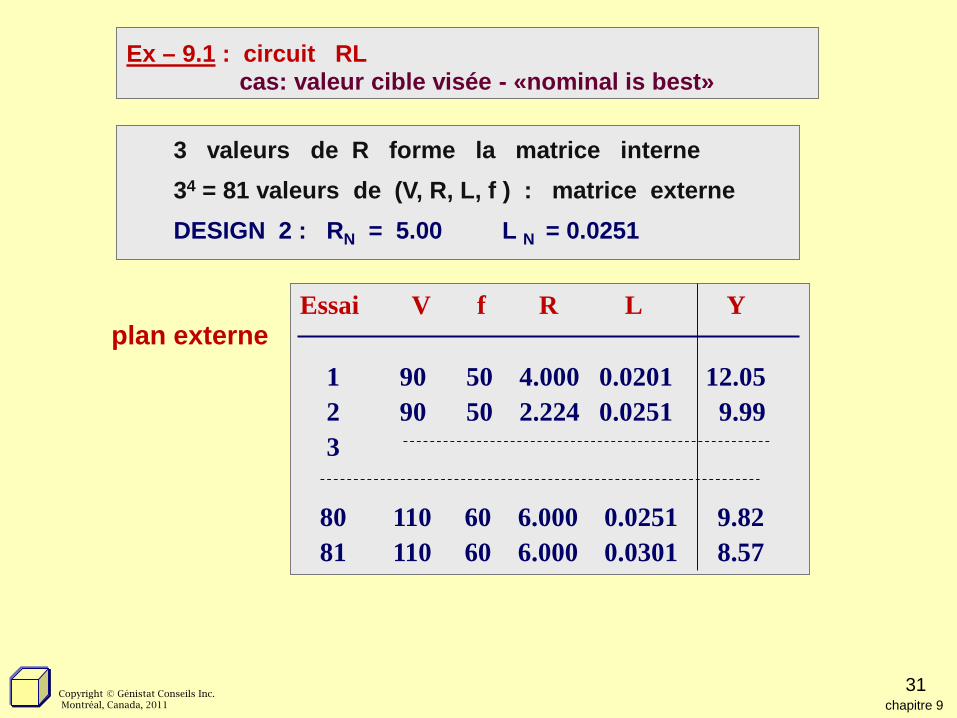
3 valeurs de R forme la matrice interne34 = 81 valeurs de (V, R, L, f ) : matrice externeDESIGN 2 : RN = 5.00 L N = 0.0251
Essai V f R L Y
1 90 50 4.000 0.0201 12.052 90 50 2.224 0.0251 9.993
80 110 60 6.000 0.0251 9.8281 110 60 6.000 0.0301 8.57
plan externe
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
32
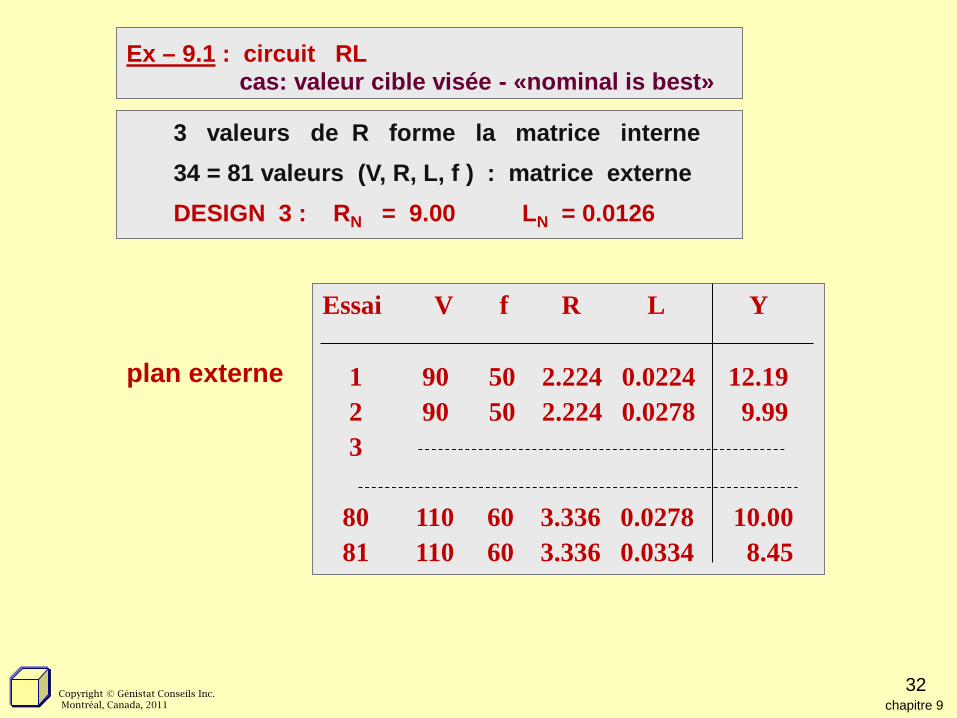
3 valeurs de R forme la matrice interne34 = 81 valeurs (V, R, L, f ) : matrice externeDESIGN 3 : RN = 9.00 LN = 0.0126
Essai V f R L Y
1 90 50 2.224 0.0224 12.192 90 50 2.224 0.0278 9.993
80 110 60 3.336 0.0278 10.00 81 110 60 3.336 0.0334 8.45
plan externe
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
33
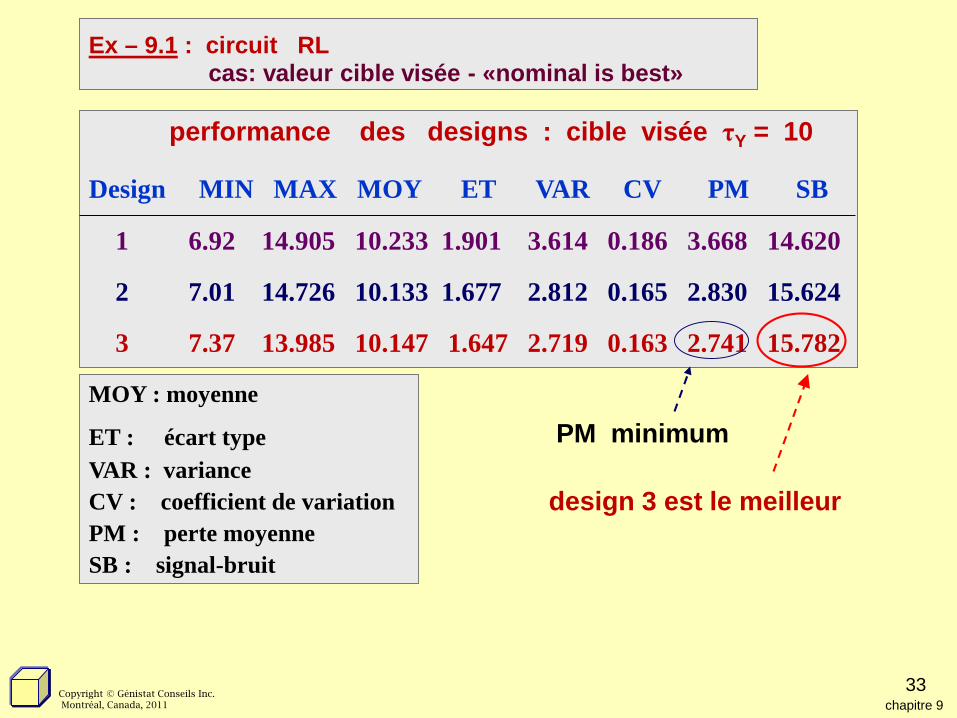
performance des designs : cible visée τY = 10
Design MIN MAX MOY ET VAR CV PM SB
1 6.92 14.905 10.233 1.901 3.614 0.186 3.668 14.620
2 7.01 14.726 10.133 1.677 2.812 0.165 2.830 15.624
3 7.37 13.985 10.147 1.647 2.719 0.163 2.741 15.782
MOY : moyenne
ET : écart typeVAR : variance CV : coefficient de variationPM : perte moyenneSB : signal-bruit
design 3 est le meilleur
PM minimum
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.1 : circuit RLcas: valeur cible visée - «nominal is best»
chapitre 9
34
No
of o
bs
0
1
2
3
4
5
6
7
8
9
10
11
6.06.5
7.07.5
8.08.5
9.09.5
10.010.5
11.011.5
12.012.5
13.013.5
14.014.5
15.0
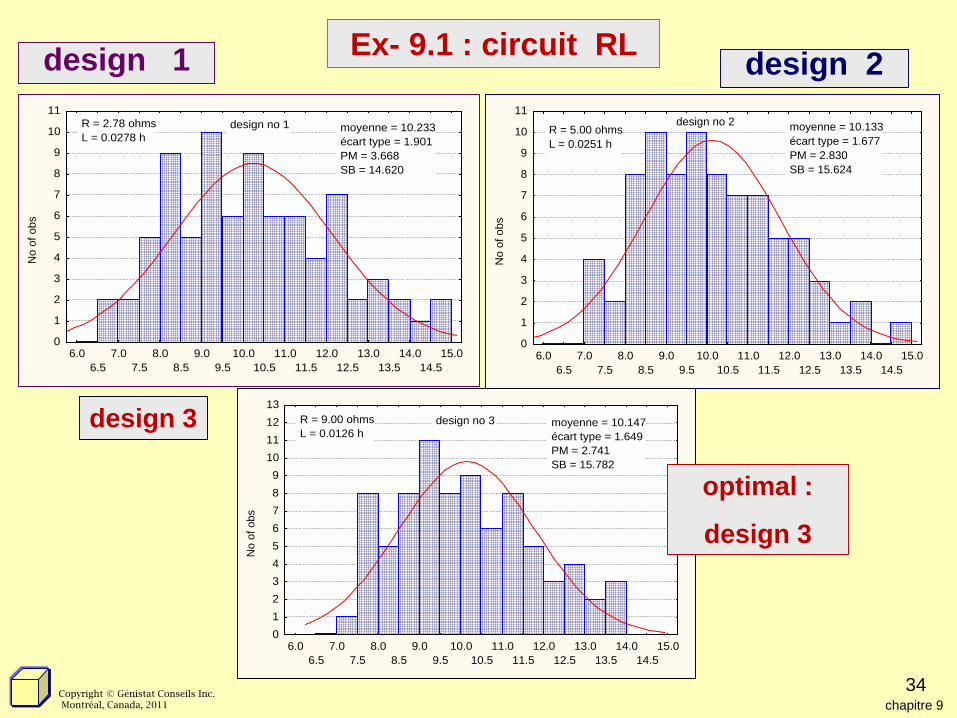
design no 1 moyenne = 10.233écart type = 1.901PM = 3.668SB = 14.620
R = 2.78 ohmsL = 0.0278 h
design 1
No
of o
bs
0
1
2
3
4
5
6
7
8
9
10
11
6.06.5
7.07.5
8.08.5
9.09.5
10.010.5
11.011.5
12.012.5
13.013.5
14.014.5
15.0
design no 2 moyenne = 10.133écart type = 1.677PM = 2.830SB = 15.624
R = 5.00 ohmsL = 0.0251 h
design 2Ex- 9.1 : circuit RL
No
of o
bs
0123456789
10111213
6.06.5
7.07.5
8.08.5
9.09.5
10.010.5
11.011.5
12.012.5
13.013.5
14.014.5
15.0
design no 3 moyenne = 10.147écart type = 1.649PM = 2.741SB = 15.782
R = 9.00 ohmsL = 0.0126 h
design 3
optimal :
design 3
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
35
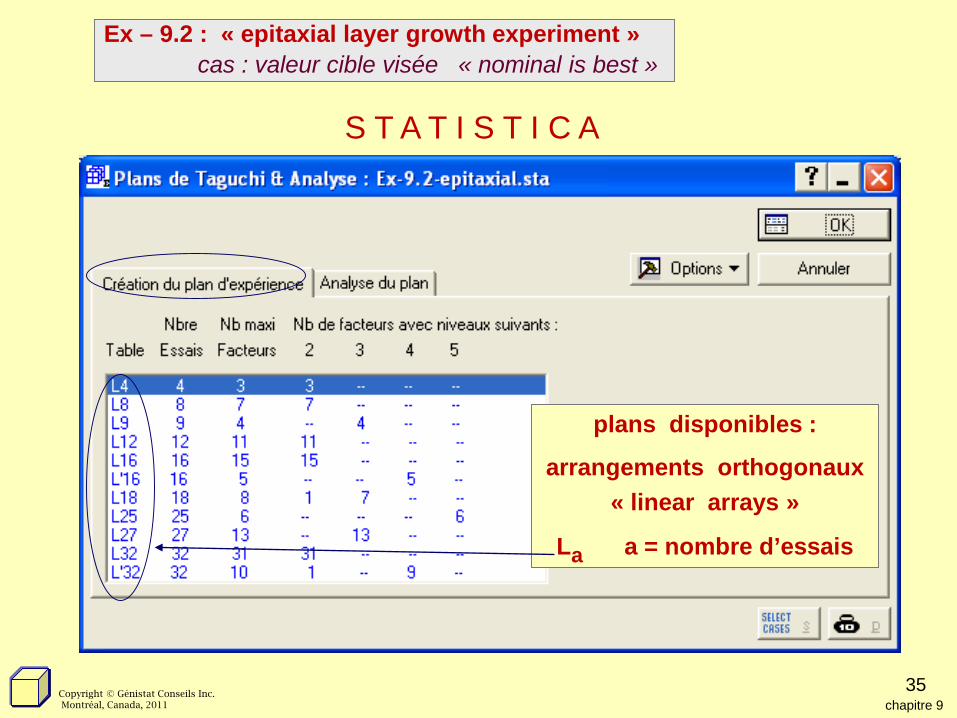
Ex – 9.2 : « epitaxial layer growth experiment » cas : valeur cible visée « nominal is best »
S T A T I S T I C A
plans disponibles :
arrangements orthogonaux« linear arrays »
La a = nombre d’essais
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
36
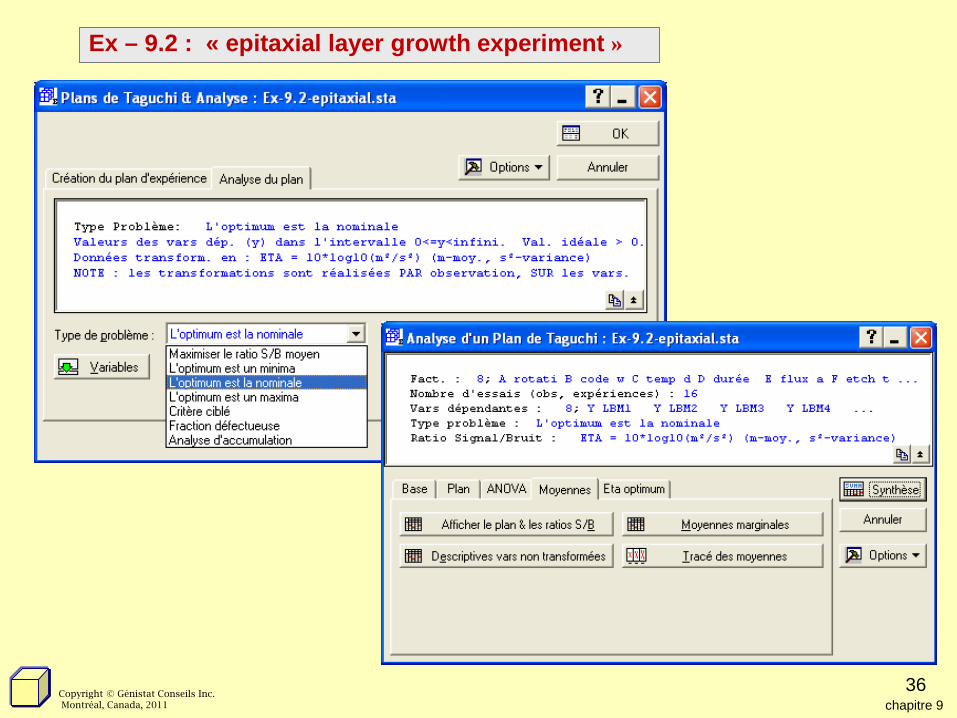
Ex – 9.2 : « epitaxial layer growth experiment »
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
37
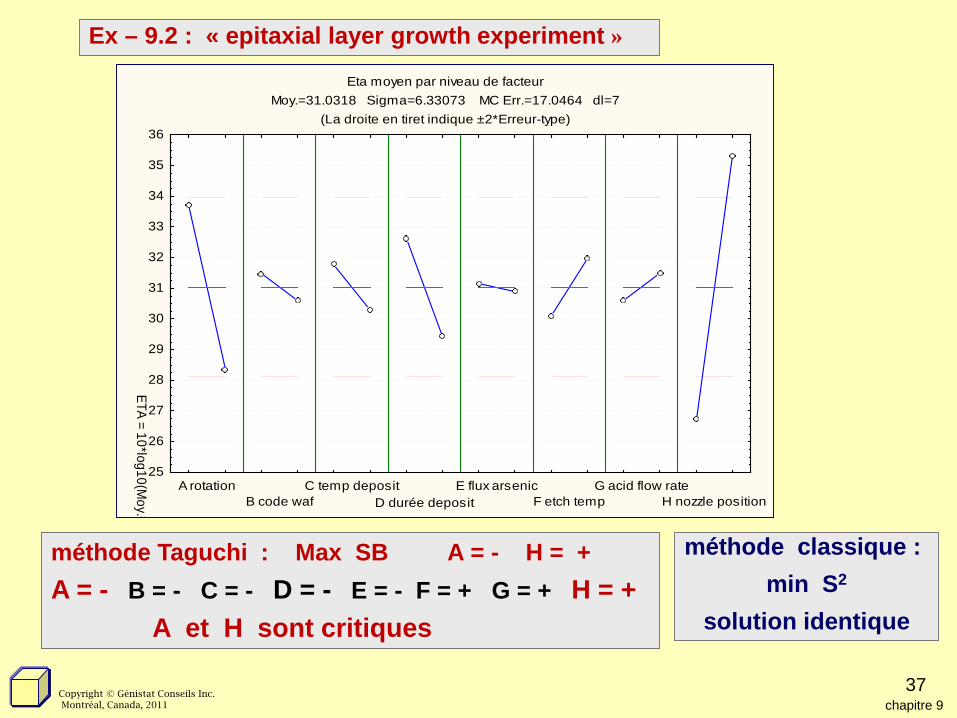
Eta moyen par niveau de facteurMoy.=31.0318 Sigma=6.33073 MC Err.=17.0464 dl=7
(La droite en tiret indique ±2*Erreur-type)
A rotationB code waf
C temp depositD durée deposit
E flux arsenicF etch temp
G acid flow rateH nozzle position
25
26
27
28
29
30
31
32
33
34
35
36
ETA = 10*log10(Moy.²
méthode Taguchi : Max SB A = - H = +A = - B = - C = - D = - E = - F = + G = + H = +
A et H sont critiques
méthode classique :min S2
solution identique
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.2 : « epitaxial layer growth experiment »
chapitre 9
38
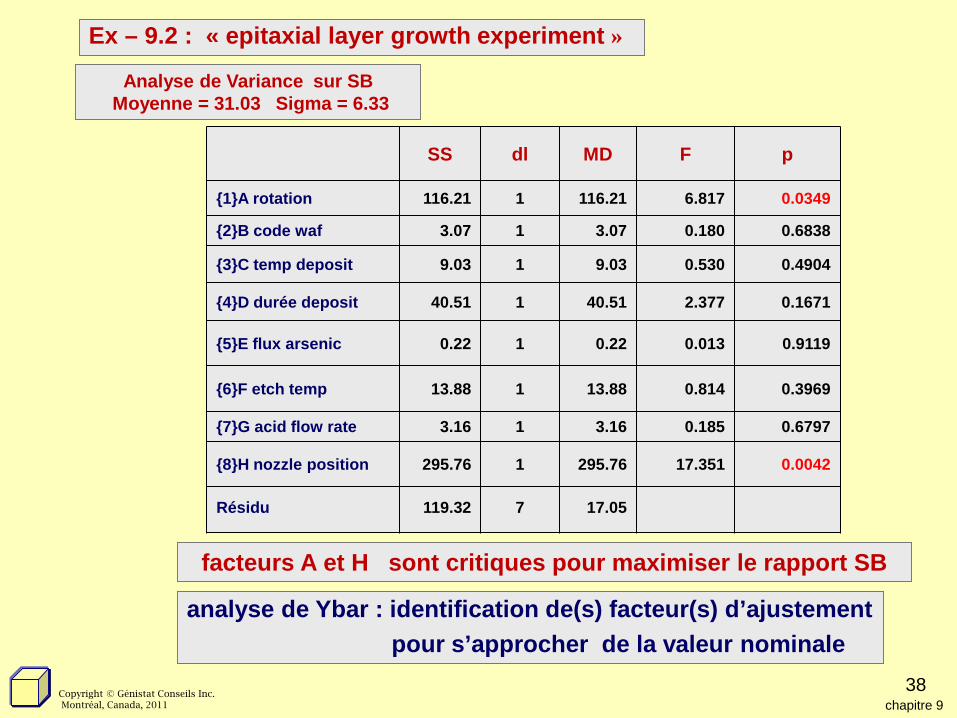
Analyse de Variance sur SBMoyenne = 31.03 Sigma = 6.33
SS dl MD F p
{1}A rotation 116.21 1 116.21 6.817 0.0349
{2}B code waf 3.07 1 3.07 0.180 0.6838
{3}C temp deposit 9.03 1 9.03 0.530 0.4904
{4}D durée deposit 40.51 1 40.51 2.377 0.1671
{5}E flux arsenic 0.22 1 0.22 0.013 0.9119
{6}F etch temp 13.88 1 13.88 0.814 0.3969
{7}G acid flow rate 3.16 1 3.16 0.185 0.6797
{8}H nozzle position 295.76 1 295.76 17.351 0.0042
Résidu 119.32 7 17.05
facteurs A et H sont critiques pour maximiser le rapport SB
analyse de Ybar : identification de(s) facteur(s) d’ajustementpour s’approcher de la valeur nominale
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.2 : « epitaxial layer growth experiment »
chapitre 9
39
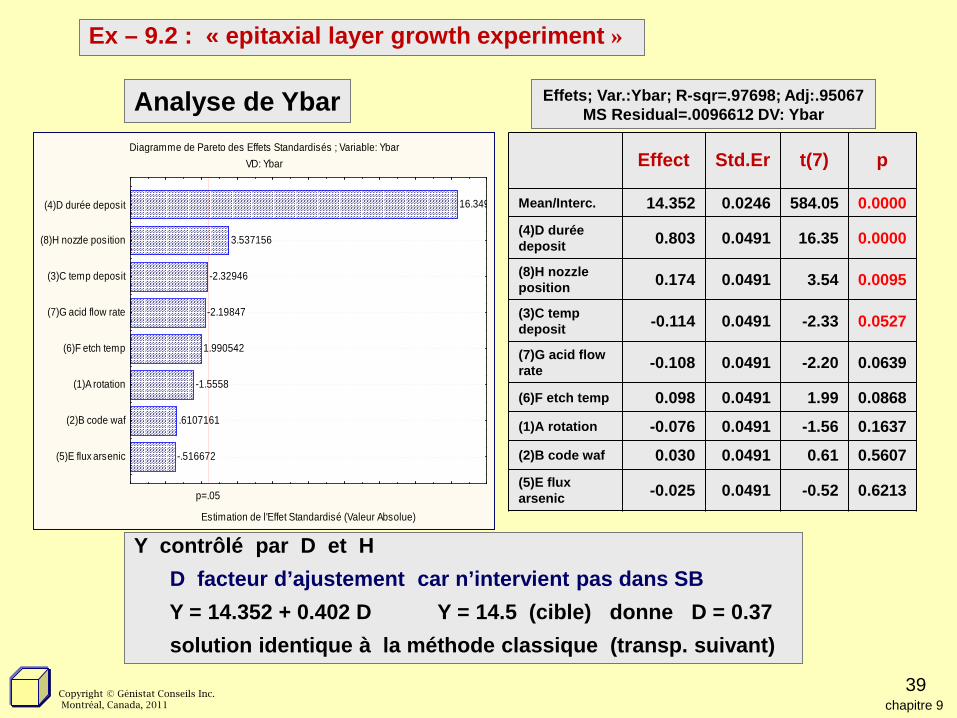
Diagramme de Pareto des Effets Standardisés ; Variable: YbarVD: Ybar
-.516672
.6107161
-1.5558
1.990542
-2.19847
-2.32946
3.537156
16.349
p=.05
Estimation de l'Effet Standardisé (Valeur Absolue)
(5)E flux arsenic
(2)B code waf
(1)A rotation
(6)F etch temp
(7)G acid flow rate
(3)C temp deposit
(8)H nozzle position
(4)D durée deposit
Analyse de Ybar
Y contrôlé par D et H D facteur d’ajustement car n’intervient pas dans SB Y = 14.352 + 0.402 D Y = 14.5 (cible) donne D = 0.37 solution identique à la méthode classique (transp. suivant)
Effets; Var.:Ybar; R-sqr=.97698; Adj:.95067MS Residual=.0096612 DV: Ybar
Effect Std.Er t(7) p
Mean/Interc. 14.352 0.0246 584.05 0.0000(4)D durée deposit 0.803 0.0491 16.35 0.0000
(8)H nozzle position 0.174 0.0491 3.54 0.0095
(3)C temp deposit -0.114 0.0491 -2.33 0.0527
(7)G acid flow rate -0.108 0.0491 -2.20 0.0639
(6)F etch temp 0.098 0.0491 1.99 0.0868(1)A rotation -0.076 0.0491 -1.56 0.1637(2)B code waf 0.030 0.0491 0.61 0.5607(5)E flux arsenic -0.025 0.0491 -0.52 0.6213
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.2 : « epitaxial layer growth experiment »
chapitre 9
40
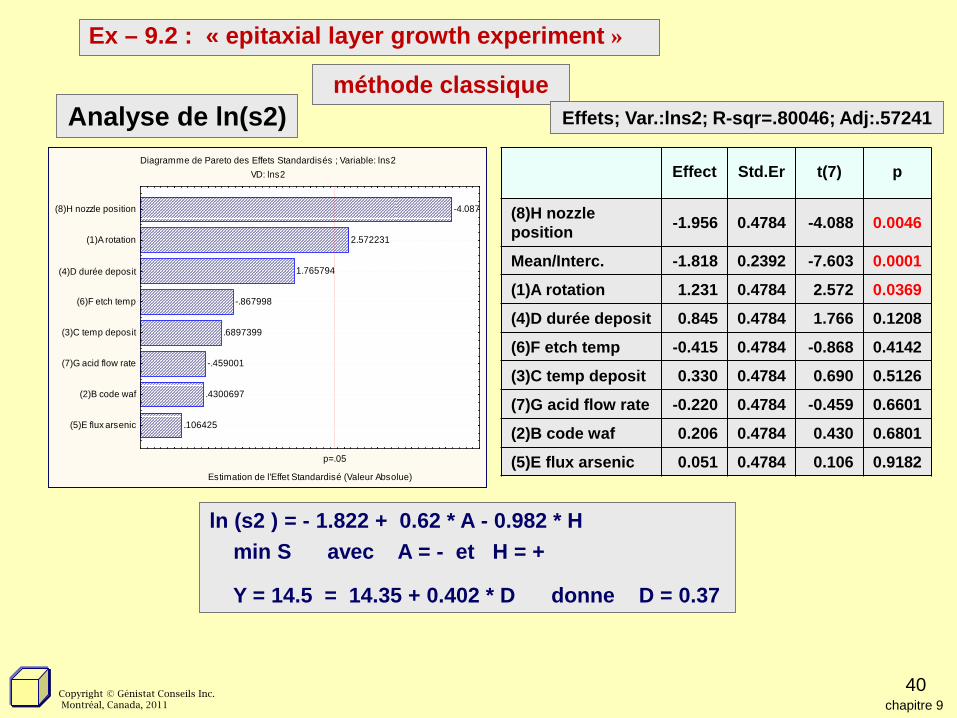
ln (s2 ) = - 1.822 + 0.62 * A - 0.982 * H min S avec A = - et H = +
Y = 14.5 = 14.35 + 0.402 * D donne D = 0.37
Analyse de ln(s2)Diagramme de Pareto des Effets Standardisés ; Variable: lns2
VD: lns2
.106425
.4300697
-.459001
.6897399
-.867998
1.765794
2.572231
-4.0877
p=.05
Estimation de l'Effet Standardisé (Valeur Absolue)
(5)E flux arsenic
(2)B code waf
(7)G acid flow rate
(3)C temp deposit
(6)F etch temp
(4)D durée deposit
(1)A rotation
(8)H nozzle position
méthode classiqueEffets; Var.:lns2; R-sqr=.80046; Adj:.57241
Effect Std.Er t(7) p
(8)H nozzle position -1.956 0.4784 -4.088 0.0046
Mean/Interc. -1.818 0.2392 -7.603 0.0001
(1)A rotation 1.231 0.4784 2.572 0.0369
(4)D durée deposit 0.845 0.4784 1.766 0.1208
(6)F etch temp -0.415 0.4784 -0.868 0.4142
(3)C temp deposit 0.330 0.4784 0.690 0.5126
(7)G acid flow rate -0.220 0.4784 -0.459 0.6601
(2)B code waf 0.206 0.4784 0.430 0.6801
(5)E flux arsenic 0.051 0.4784 0.106 0.9182
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex – 9.2 : « epitaxial layer growth experiment »
chapitre 9
41
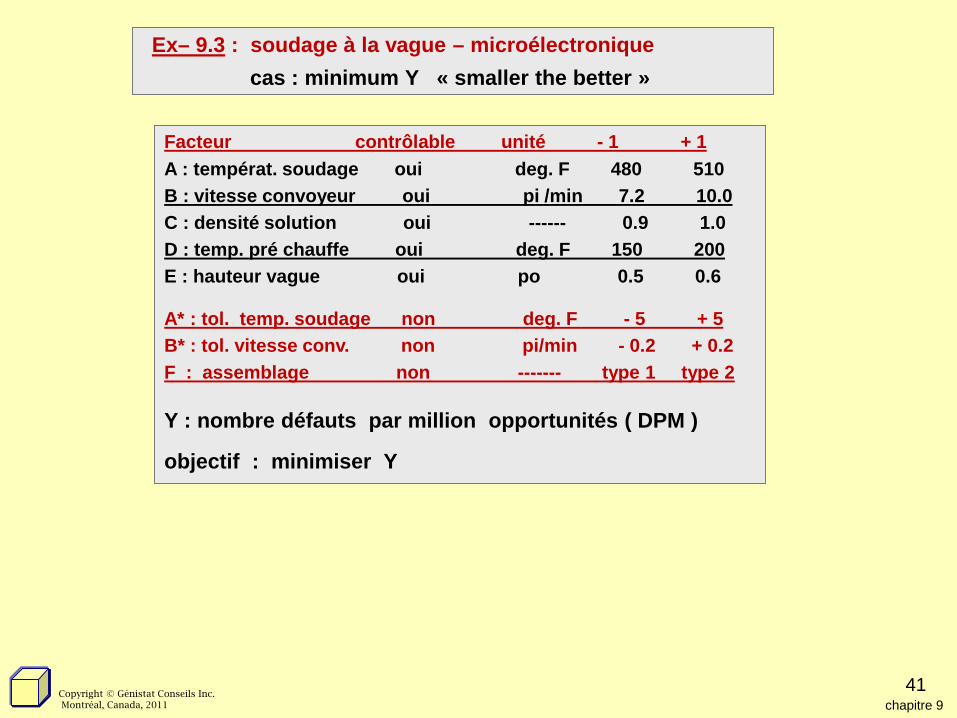
Facteur contrôlable unité - 1 + 1A : températ. soudage oui deg. F 480 510B : vitesse convoyeur oui pi /min 7.2 10.0C : densité solution oui ------ 0.9 1.0D : temp. pré chauffe oui deg. F 150 200E : hauteur vague oui po 0.5 0.6
A* : tol. temp. soudage non deg. F - 5 + 5B* : tol. vitesse conv. non pi/min - 0.2 + 0.2 F : assemblage non ------- type 1 type 2
Y : nombre défauts par million opportunités ( DPM )
objectif : minimiser Y
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex– 9.3 : soudage à la vague – microélectroniquecas : minimum Y « smaller the better »
chapitre 9
42
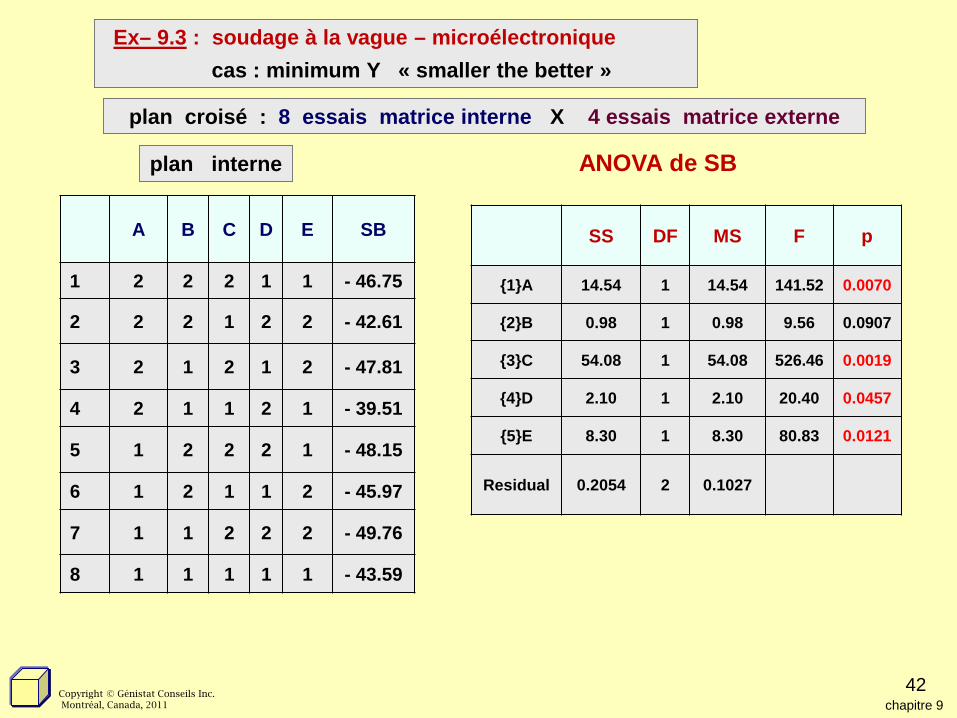
plan interne
A B C D E SB
1 2 2 2 1 1 - 46.75
2 2 2 1 2 2 - 42.61
3 2 1 2 1 2 - 47.81
4 2 1 1 2 1 - 39.51
5 1 2 2 2 1 - 48.15
6 1 2 1 1 2 - 45.97
7 1 1 2 2 2 - 49.76
8 1 1 1 1 1 - 43.59
plan croisé : 8 essais matrice interne X 4 essais matrice externe
SS DF MS F p
{1}A 14.54 1 14.54 141.52 0.0070
{2}B 0.98 1 0.98 9.56 0.0907
{3}C 54.08 1 54.08 526.46 0.0019
{4}D 2.10 1 2.10 20.40 0.0457
{5}E 8.30 1 8.30 80.83 0.0121
Residual 0.2054 2 0.1027
ANOVA de SB
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex– 9.3 : soudage à la vague – microélectroniquecas : minimum Y « smaller the better »
chapitre 9
43
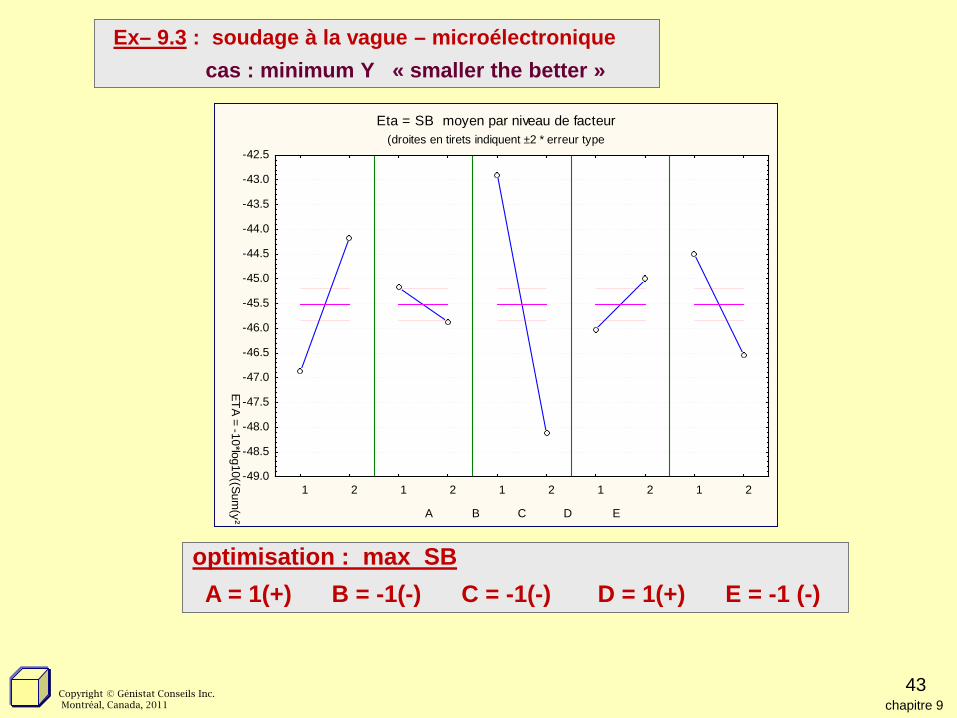
optimisation : max SBA = 1(+) B = -1(-) C = -1(-) D = 1(+) E = -1 (-)
Eta = SB moyen par niveau de facteur(droites en tirets indiquent ±2 * erreur type
1 2 1 2 1 2 1 2 1 2
A B C D E
-49.0
-48.5
-48.0
-47.5
-47.0
-46.5
-46.0
-45.5
-45.0
-44.5
-44.0
-43.5
-43.0
-42.5
ETA = -10*log10((Sum(y²)
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex– 9.3 : soudage à la vague – microélectroniquecas : minimum Y « smaller the better »
chapitre 9
44
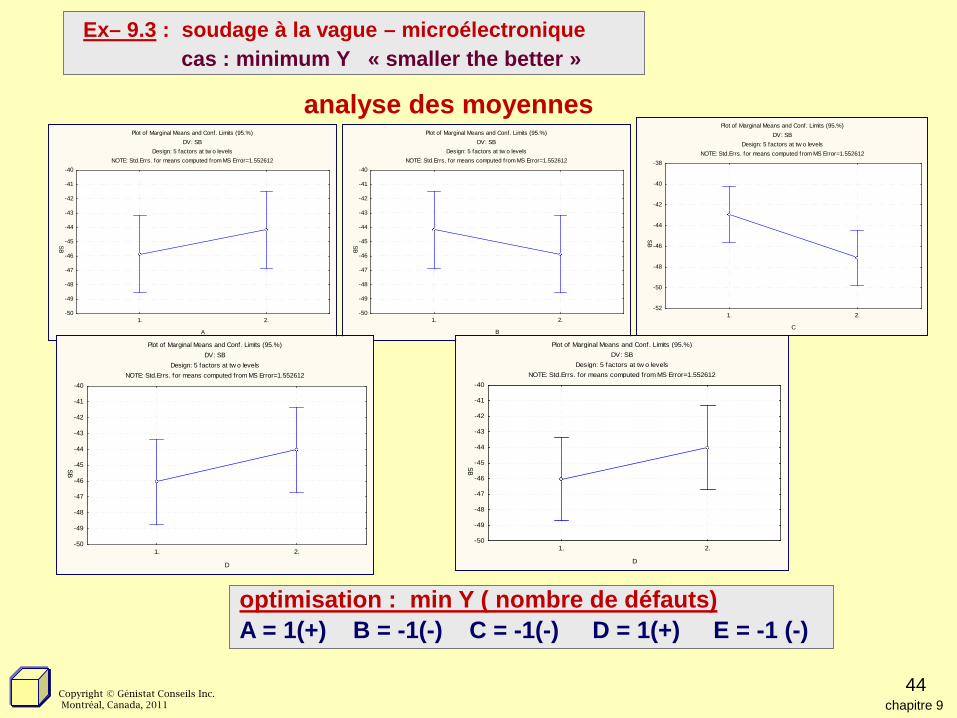
optimisation : min Y ( nombre de défauts)A = 1(+) B = -1(-) C = -1(-) D = 1(+) E = -1 (-)
analyse des moyennesPlot of Marginal Means and Conf. Limits (95.%)
DV: SBDesign: 5 factors at tw o levels
NOTE: Std.Errs. for means computed from MS Error=1.552612
1. 2.
A
-50
-49
-48
-47
-46
-45
-44
-43
-42
-41
-40
SB
Plot of Marginal Means and Conf. Limits (95.%)DV: SB
Design: 5 factors at tw o levelsNOTE: Std.Errs. for means computed from MS Error=1.552612
1. 2.
B
-50
-49
-48
-47
-46
-45
-44
-43
-42
-41
-40
SB
Plot of Marginal Means and Conf. Limits (95.%)DV: SB
Design: 5 factors at tw o levelsNOTE: Std.Errs. for means computed from MS Error=1.552612
1. 2.
C
-52
-50
-48
-46
-44
-42
-40
-38
SB
Plot of Marginal Means and Conf. Limits (95.%)DV: SB
Design: 5 factors at tw o levelsNOTE: Std.Errs. for means computed from MS Error=1.552612
1. 2.
D
-50
-49
-48
-47
-46
-45
-44
-43
-42
-41
-40
SB
Plot of Marginal Means and Conf. Limits (95.%)DV: SB
Design: 5 factors at tw o levelsNOTE: Std.Errs. for means computed from MS Error=1.552612
1. 2.
D
-50
-49
-48
-47
-46
-45
-44
-43
-42
-41
-40
SB
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011
Ex– 9.3 : soudage à la vague – microélectroniquecas : minimum Y « smaller the better »
chapitre 9
45
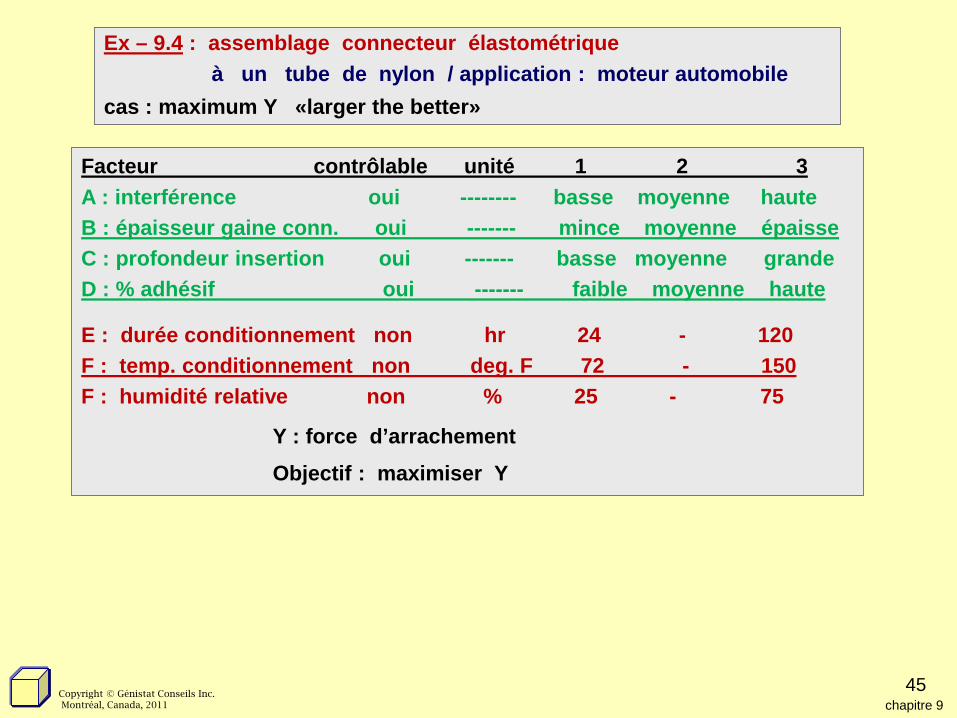
Ex – 9.4 : assemblage connecteur élastométriqueà un tube de nylon / application : moteur automobile
cas : maximum Y «larger the better»
Facteur contrôlable unité 1 2 3A : interférence oui -------- basse moyenne hauteB : épaisseur gaine conn. oui ------- mince moyenne épaisseC : profondeur insertion oui ------- basse moyenne grande D : % adhésif oui ------- faible moyenne haute
E : durée conditionnement non hr 24 - 120F : temp. conditionnement non deg. F 72 - 150F : humidité relative non % 25 - 75
Y : force d’arrachement Objectif : maximiser Y
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
46
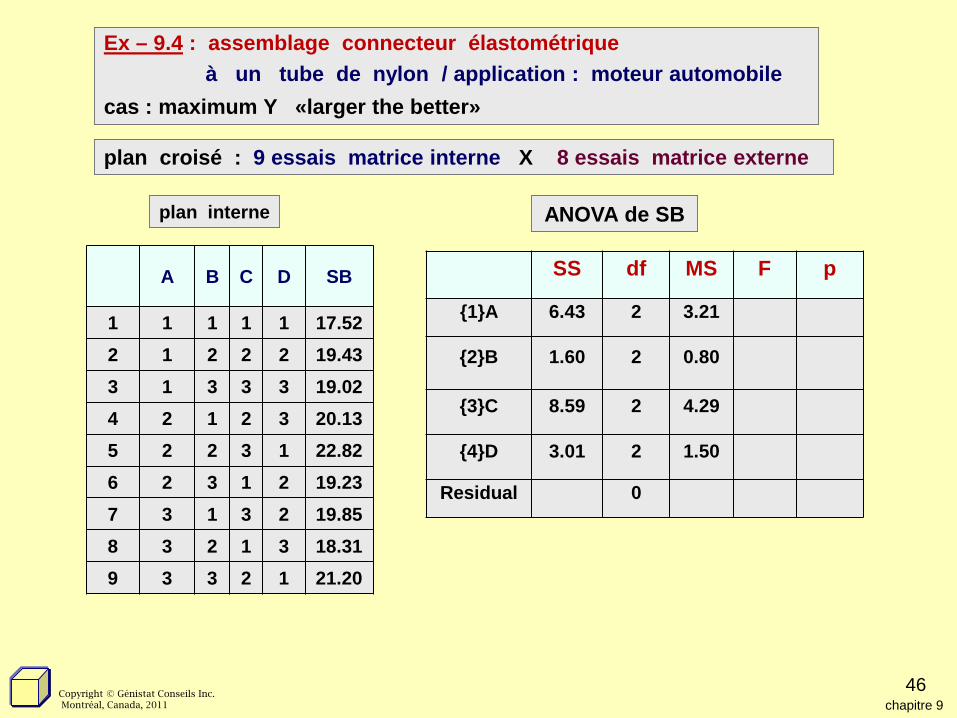
plan interne
A B C D SB
1 1 1 1 1 17.522 1 2 2 2 19.433 1 3 3 3 19.024 2 1 2 3 20.135 2 2 3 1 22.826 2 3 1 2 19.237 3 1 3 2 19.858 3 2 1 3 18.319 3 3 2 1 21.20
ANOVA de SB
SS df MS F p
{1}A 6.43 2 3.21
{2}B 1.60 2 0.80
{3}C 8.59 2 4.29
{4}D 3.01 2 1.50
Residual 0
plan croisé : 9 essais matrice interne X 8 essais matrice externe
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
Ex – 9.4 : assemblage connecteur élastométriqueà un tube de nylon / application : moteur automobile
cas : maximum Y «larger the better»
47
Mea
n of
SN
ratio
s
321
26.0
25.5
25.0
321
321
26.0
25.5
25.0
321
A B
C D
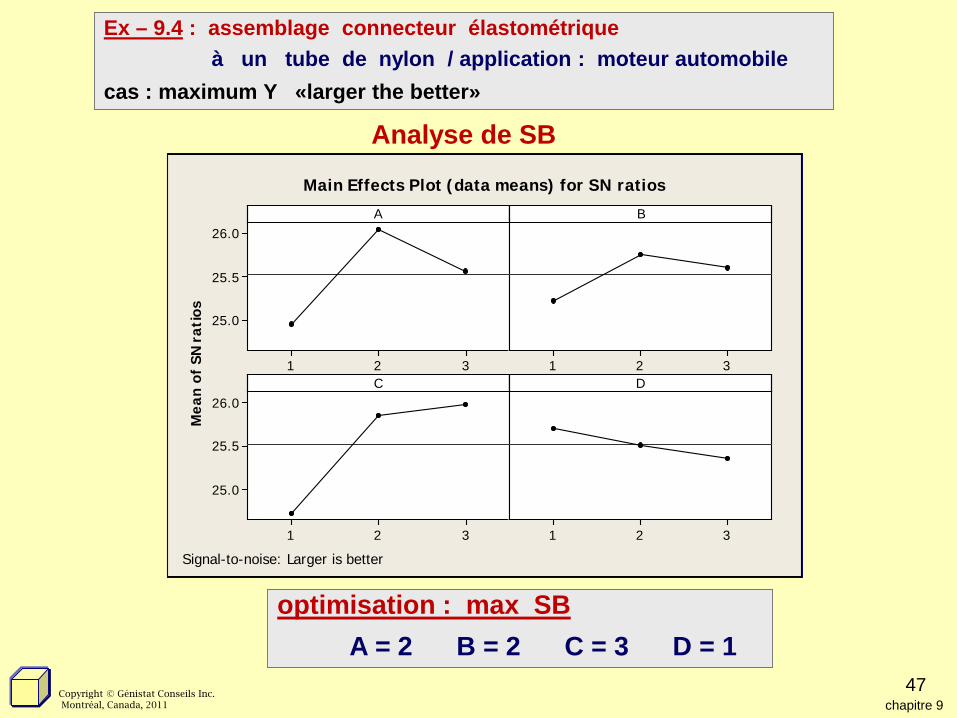
Main Effects Plot (data means) for SN ratios
Signal-to-noise: Larger is better
optimisation : max SBA = 2 B = 2 C = 3 D = 1
Analyse de SB
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9
Ex – 9.4 : assemblage connecteur élastométriqueà un tube de nylon / application : moteur automobile
cas : maximum Y «larger the better»
48
Méthode Taguchi
rapport signal bruit SB comme variable de réponsereliée au coefficient de variation CV : ne distingue pasle rôle et l’influence des facteurs X sur σ et sur μ
optimisation de SB pas toujours meilleure stratégie plan croisé : augmente le nombre d’essais plan interne : souvent de résolution III
interactions X par X (matrice interne) : négligées« réponse de Taguchi »
‘ choisir la réponse Y pour refléter le plus possible transformation d’énergie du système; alors Y est surtout une fonction additive ’
Copyright © Génistat Conseils Inc.Montréal, Canada, 2011 chapitre 9







![[Agile Testing Day] La métrique "test"](https://img.pdfslide.net/doc/110x75/58714fd11a28ab55588b78b9/agile-testing-day-la-metrique-test.jpg)





















