Embed Size (px)
Citation preview
Construction and Building Materials 25 (2011) 371–378
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Concrete incorporating rice-husk ash without processing
R. Zerbino a,*, G. Giaccio b, G.C. Isaia c
a CONICET Researcher, Fac of Eng UNLP, LEMIT-CIC, La Plata, Argentinab CIC Researcher, Fac of Eng UNLP, LEMIT-CIC, La Plata, Argentinac GEPECON, Civil Eng Department of Federal University of Santa Maria, Brasil
a r t i c l e i n f o
Article history:Received 4 September 2009Received in revised form 17 April 2010Accepted 7 June 2010Available online 16 July 2010
Keywords:Rice-husk ashCementConcreteMechanical propertiesWaste management
0950-0618/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2010.06.016
* Corresponding author at: LEMIT, calle 52 entre 12Tel.: +54 221 483 1144; fax: +54 221 425 0471.
E-mail address: [email protected] (R. Zerbin
a b s t r a c t
The rice-husk is a residue with low nutritional properties for animals. When it is incinerated rice-huskgenerates a great quantity of ashes (RHA). The use of RHA as a supplementary cementing material isof great interest to many developing countries where rice production is in abundance. A highly reactivepozzolan is obtained when RHA is burnt under controlled conditions. In other conditions a ‘‘residual RHA”is produced with a lower quality, but it can be improved by grinding. In this paper the residual RHA wasused ‘‘as nature”, without any previous grinding. Mixing RHA together with the coarse aggregates duringa convenient period of time, before incorporating the other component materials, an adequate RHA par-ticle size can be obtained. The fresh and mechanical properties and the water permeability were analysedin concretes replacing cement by residual RHA. The incorporation of natural RHA in structural concreterepresents a good alternative for the disposal of this residue, even without the previous optimizationthrough a grinding process.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
The incorporation of sustainable development criteria in theconstruction industry promotes a reduction of the clinker con-sumption along the world. Considering that near 7% of the totalCO2eq emanations are produced by the cement industry it is evi-dent that the clinker production should not be increased and theincrement in the demand of Portland cement must be covered bythe use of mineral additions. The incorporation of mineral addi-tions in concrete can produce benefits like improvements in themechanical properties and durability. As concrete is one of themost used construction materials the consequent technical andeconomical advantages can be very significant [1–4].
Agriculture constitutes one of the main sectors of the economyof Brazil, Argentina and Uruguay. There was estimated a rice pro-duction of 12 million t from Brazil, 1 million t from Argentinaand 1.3 million t from Uruguay during 2007/2008, that means atotal production of 14.3 million t. Most of it is produced at adefined region of the Mercosur corresponding to the State of RioGrande do Sul (Brazil), Uruguay, and the provinces of Corrientesand Entre Ríos of Argentina. This region is a continuous area of660,000 km2 with a total population close to 16.5 million, wherethe production of rice achieves near 8 million t, which represents1.4% of the world production of rice and 40% of the South America
ll rights reserved.
1 y 122, La Plata, Argentina.
o).
production. Each year 2 million tons of rice-husk are produced,most of them are used as biomass for energy production in the ricebeneficiation processes. Considering the energetic capacity of therice-husk (3200 kcal/kg, two barrels of oil by rice-husk ton) it canbe estimated that it is equivalent to 4 millions oil barrelseq by year.
The rice-husk is a residue not appropriate as feed for animalsdue to its low nutritional properties. Its siliceous composition isresistant to natural degradation, which produces serious accumu-lation problems. In rice-producing zones of Brazil the incinerationof the ashes, besides being a very effective method for the reduc-tion of rice-husk volume, is also used for energy generation. Whenit is incinerated rice-husk produces a great quantity of ashes (RHA).On average each tonne of rice produces 200 kg of rice-husks, whichon complete combustion lead to 40 kg of RHA. No other crop resi-due generates a greater quantity of ash when it is burnt. A hardestimation indicates that near 320,000 t/year of RHA could be gen-erated at the region, and adequate alternative dispositions must beplanned to avoid environmental effects.
The use of RHA as a supplementary cementing material in con-crete production is of great interest to many developing countrieswhere Portland cement is in short supply but rice production is inabundance. A highly reactive pozzolan is obtained when RHA isburnt under controlled conditions [5–7]; advances in combustiontechnology were recently presented, showing improvements inthe RHA performance [8]. In other conditions a ‘‘residual RHA” isproduced with a lower quality. In addition the presence of residualcarbon increases the water demand and produces a darker colourin mortar and concretes. Nevertheless the residual RHA can be

372 R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378
improved by grinding up to an appropriated particle size, but theprocess means a considerable cost, as expected [9]. The optimizedRHA, by controlled burnt and/or grinding, has been used in highperformance concretes; mechanical and durability propertiescomparable to silica fume high-strength concretes were obtained[8–13].
This paper shows that the residual RHA ‘‘as nature”, withoutprevious grinding, can be used in normal-strength concrete if anappropriate sequence for the incorporation of component materi-als is adopted during the mixing process of concrete. An adequateRHA particle size can be obtained mixing RHA together with thecoarse aggregates during a convenient period of time. The viabilityof this option, besides avoiding grinding costs, can increase thepossibilities of using the residual RHA, particularly in the neigh-bourhood of rice production zones, and for small constructorproducers.
A joint Project ‘‘Produção de concreto estrutural com cinza decasca de arroz in natura, sem beneficiamento” (production of struc-tural concrete with natural rice-husk ash without optimizationprocess), was performed by the Centro de Tecnologia, Departamen-to de Estruturas e Construção Civil (GEPECON/UFSM UniversidadeFederal de Santa Maria, Brasil), the Universidad de la República(UDELAR, Montevideo, Uruguay) and the LEMIT-CIC, La Plata,Argentina. The project supported by the Programa Sul-Americanode Apoio às Atividades de Cooperação em Ciência e Tecnología(PROSUL), was developed with the general objective of analyzingthe feasibility and economical advantages for the use of naturalresidual RHA (without burnt control and grinding optimization)in conventional structural concrete and other cement based mate-rials. This paper presents the studies performed at LEMIT-CIC; theeffects of the incorporation of this residue in fresh and hardened
Fig. 1. Natural rice-husk ashes produced at Rio Grande do Sul, Brazil. Left: open filedlaboratory studies.
concrete, including mechanical and durability properties, arediscussed.
2. Experimental program
A preliminary study for mixture optimization on concretes withdifferent water/cement ratios and RHA contents was performed.The residual RHA was used both in natural conditions and afteroptimizing by grinding. Afterwards it was developed the mainstudy, which includes a comparative analysis of a reference con-crete without RHA and two structural concretes replacing 15% ofweight of cement by natural and ground RHA. The properties offresh concrete, the compressive strength, the response after expo-sure at high temperatures, and the differed strain behaviour (creepand shrinkage) were analysed. In addition the matrix – aggregatebond strength and some durability aspects as the water permeabil-ity were considered.
2.1. RHA characteristics
A residual RHA obtained from open filed burning, at the RioGrande do Sul State of Brazil, was used (see Fig. 1). The materialwas carefully homogenised and prepared in two conditions:
� Natural RHA (NRHA): the ash was only dried, homogenised, andpacked to enhance the transport to the laboratory.� Grinded RHA (GRHA): after drying and homogenization process
the RHA was ground in a laboratory ball mill by one hour foroptimization.
burning and aspect of the ashes; Right: storage and homogenization processes for

NRHA GRHA
1 mm 1 mm
Fig. 2. Left: Natural (NRHA); Right: grinded (GRHA) rice-husk ashes.
R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378 373
Fig. 2a shows the aspect of the NRHA after the burnt process. Inthis condition the size and shape of the particles make difficult thedevelopment of pozzolanic reactions and the water demandstrongly increases. Fig. 2.b shows the GRHA, the main size rangedbetween 4 and 6 lm, but few particles can reach up to 100 lm.
As the burnt particles of the NRHA are weak, then they can begrinded when they are mixed with coarse aggregates. Adoptingan adequate sequence for concrete mixing process, where theRHA and the coarse aggregates are mixed during a certain timeand after that the rest of component materials are incorporated,the RHA characteristics can be improved. Table 1 presents somephysical characteristics and the chemical composition of the ashes.From X-ray diffraction analysis of GRHA it was found significantamount of vitreous material, 2h angles between 15� and 30�, anda small peak at 4.05 Å that can be attributed to cristobaliteformation.
The original properties of NRHA can be compared with thoseobtained after 10 min mixing together with the coarse aggregates(N�RHA). It can be clearly seen that the amount of particles be-tween #50 and #100 sieves was significantly modified due to thegrinding effect produced during mixing. It must be noted thatthe relative volumes of RHA and coarse aggregates, the type ofmixer and the mixing times strongly affect the effectiveness of thisgrinding process.
Table 1Physical properties and chemical composition of RHA and cement.
NRHA N�RHA GRHA Cement
Physical propertiesFineness Original After 10 min
mixing togetherwith coarseaggregates
Previously grinded
Pass (%) #50 47 81 100#100 23 39 100#200 18 15 95 96.5
Density 1.45–1.60 2.00–2.10 3.13Compressive
strength(MPa)
1 d28 d
14.149.2
Chemical composition (%)SiO2 95.04 94.84 21.8Al2O3 0.30 0.39 3.7Fe2O3 0.44 0.54 4.0CaO 1.25 1.32 64.8MgO 0.45 0.40 0.7SO3 0.01 0.01 2.5Na2O 0.09 0.11 0.1K2O 1.40 1.45 1.1Loss on ignition 0.51 0.25 1.3
2.2. Materials used in mortars and concretes
Ordinary Portland cement CPN40 (Table 1), potable water, nat-ural siliceous sand (modulus of fineness 2.36, density 2.63), andgranite coarse aggregate (19 mm maximum size, density 2.68)were used in mortars and concretes. A high range polycarboxilicbased superplasticizer was incorporated to compensate the differ-ences in the water demand, especially in the case of NRHA.
3. Preliminary study for mixture optimization
A preliminary study was performed with the aim of evaluatingthe possibilities to obtain structural concretes using RHA in naturalcondition. The mixing procedure, the water and chemical admix-ture demand, and the content of RHA, were considered as vari-ables. The strength levels and their evolution along the timewere also studied.
Three series of concretes with water/(cement + RHA) ratiosequal to 0.45, 0.55 and 0.65 were done. Each series included aControl concrete (C) without RHA and four concretes replacing15 and 25% of NRHA and GRHA in cement weight (N15, G15,N25, G25). The volume increase due to the difference of den-sities between cement and RHA was compensated by a reductionin the sand content. In Control concretes (C-0.45, C-0.55 andC-0.65) the cement contents were 385, 315 and 265 kg/m3
respectively.Batches of 35 l of 80 ± 20 mm slump concretes were prepared
using a tilting mixer. The dosage of superplasticizer was modifiedto keep the water content in all concretes constant. Different mix-ing procedures were studied in order to optimize the grinding pro-cess of the NRHA. The following ones were selected:
(a) GRHA and Control concretes: 2 min (coarse aggre-gates + water) + 2 min (adding cement and GRHA) + 2 min(adding superplasticizer) + 4 min (adding fine aggregate).Total time: 10 min.
(b) NRHA concretes: 2 min (coarse aggregates + NRHA) + 2 min(adding cement) + 1 min (adding water) + 1 min (addingsuperplasticizer) + 9 min (adding fine aggregate). Total time:15 min.
The superplasticizer requirement notably increased in NRHAconcretes. The increments in superplasticizer demand are attrib-uted to the higher absorption of NRHA particles due to their highporosity and carbon content. This behaviour was observed whenfly ash was incorporated in concrete [14]. In concretes with 25%of NRHA it was not possible to obtain the desired slump eventhough the use of the maximum admissible dosage of superplasti-cizer. Compared to NRHA, in GRHA concretes the superplasticizerdemand was significantly reduced.
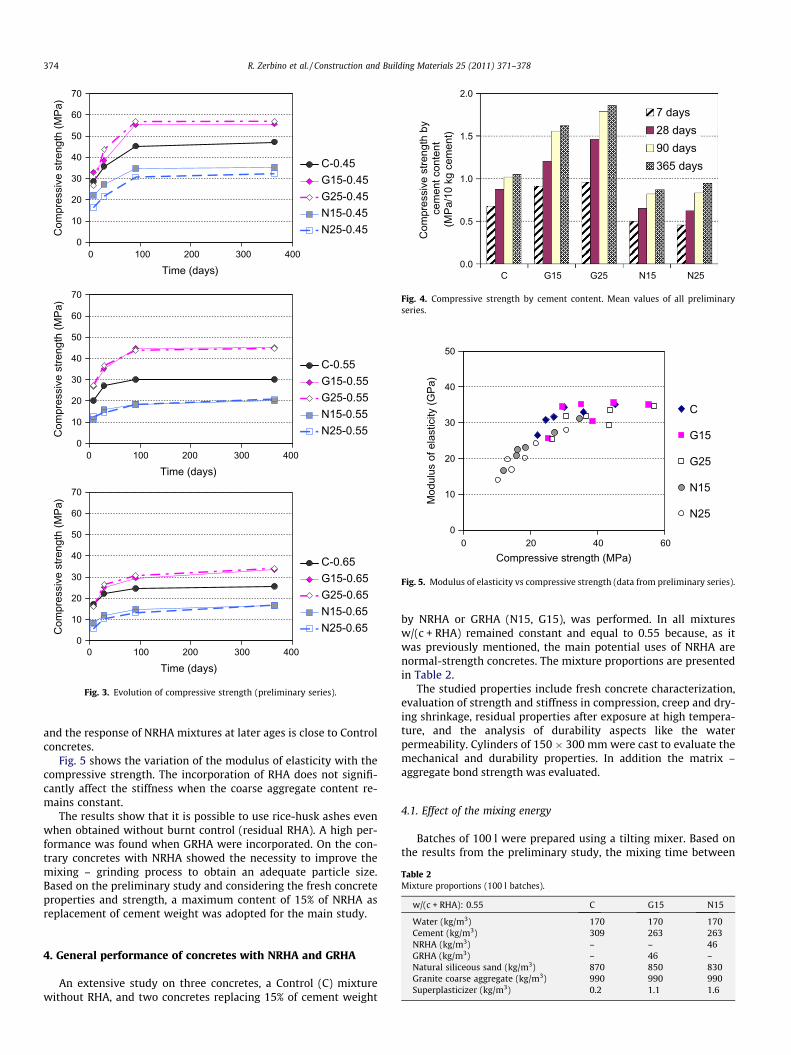
To evaluate the mechanical properties cylinders of100 � 200 mm were cast. They were cured in moist room untilthe age of testing. Fig. 3 shows the strength evolution from 7 to365 days, each value represents the mean of four tests, with coef-ficients of variation lower than 7%. It can be seen that concreteswith GRHA clearly increased the compressive strength even replac-ing 25% of cement weight by RHA, indicating an important pozzo-lanic capacity. On the contrary in NRHA concretes the strengthswere smaller than in Control concrete.
Fig. 4 represents the compressive strength results as relativevalues of the cement content of the mixtures. The mean values ofthe binder performance (compressive strength per Portland ce-ment content by cubic meter) at 7, 28, 90 and 365 days obtainedfor each series (0.45, 0.55, and 0.65) are shown. It appears thatthe strength performance is notable enhanced in GRHA concretes
0
10
20
30
40
50
60
70
0 100 200 300 400
Time (days)
Com
pres
sive
stre
ngth
(MPa
)
C-0.45G15-0.45G25-0.45N15-0.45N25-0.45
0
10
20
30
40
50
60
70
Com
pres
sive
stre
ngth
(MPa
)
C-0.55G15-0.55G25-0.55N15-0.55N25-0.55
0
10
20
30
40
50
60
70
Com
pres
sive
stre
ngth
(MPa
)
C-0.65G15-0.65G25-0.65N15-0.65N25-0.65
0 100 200 300 400
Time (days)
0 100 200 300 400
Time (days)
Fig. 3. Evolution of compressive strength (preliminary series).
0.0
0.5
1.0
1.5
2.0
C G15 G25 N15 N25
Com
pres
sive
stre
ngth
by
cem
ent c
onte
nt
(MPa
/10
kg c
emen
t)
7 days28 days90 days365 days
Fig. 4. Compressive strength by cement content. Mean values of all preliminaryseries.
0
10
20
30
40
50
0 20 40 60Compressive strength (MPa)
Mod
ulus
of e
last
icity
(GPa
)
C
G15
G25
N15
N25
Fig. 5. Modulus of elasticity vs compressive strength (data from preliminary series).
Table 2Mixture proportions (100 l batches).
w/(c + RHA): 0.55 C G15 N15
Water (kg/m3) 170 170 170
374 R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378
and the response of NRHA mixtures at later ages is close to Controlconcretes.
Fig. 5 shows the variation of the modulus of elasticity with thecompressive strength. The incorporation of RHA does not signifi-cantly affect the stiffness when the coarse aggregate content re-mains constant.
The results show that it is possible to use rice-husk ashes evenwhen obtained without burnt control (residual RHA). A high per-formance was found when GRHA were incorporated. On the con-trary concretes with NRHA showed the necessity to improve themixing – grinding process to obtain an adequate particle size.Based on the preliminary study and considering the fresh concreteproperties and strength, a maximum content of 15% of NRHA asreplacement of cement weight was adopted for the main study.
Cement (kg/m3) 309 263 263NRHA (kg/m3) – – 46GRHA (kg/m3) – 46 –Natural siliceous sand (kg/m3) 870 850 830Granite coarse aggregate (kg/m3) 990 990 990Superplasticizer (kg/m3) 0.2 1.1 1.6
4. General performance of concretes with NRHA and GRHA
An extensive study on three concretes, a Control (C) mixturewithout RHA, and two concretes replacing 15% of cement weight
by NRHA or GRHA (N15, G15), was performed. In all mixturesw/(c + RHA) remained constant and equal to 0.55 because, as itwas previously mentioned, the main potential uses of NRHA arenormal-strength concretes. The mixture proportions are presentedin Table 2.
The studied properties include fresh concrete characterization,evaluation of strength and stiffness in compression, creep and dry-ing shrinkage, residual properties after exposure at high tempera-ture, and the analysis of durability aspects like the waterpermeability. Cylinders of 150 � 300 mm were cast to evaluate themechanical and durability properties. In addition the matrix –aggregate bond strength was evaluated.
4.1. Effect of the mixing energy
Batches of 100 l were prepared using a tilting mixer. Based onthe results from the preliminary study, the mixing time between
0
40
80
120
160
200
0 30 60 90 120 150 180 210
Time (minutes)
Volu
me
of w
ater
(cm
3 )
C G-15 N-15
C: Capacity = 8.7 %, Velocity = 55*10-6 cm/s
N-15: Capacity = 5.4 %, Velocity = 85*10-6 cm/s
G-15: Capacity = 4.7 %, Velocity = 50*10-6 cm/s
Fig. 6. Bleeding tests.
R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378 375
NRHA and coarse aggregates was extended to 8 min and the finallapse of the process (adding fine aggregate) was reduced, leadingto a total mixing time of 16 min. As a direct consequence of theoptimization in the mixing process the superplasticizer demandstrongly decreased in concrete with NRHA, which was attributedto a higher reduction in the particle size of the ashes.
Table 3 compares the superplasticizer demand, the slump, andthe 28 days compressive strength of control mixtures and con-cretes replacing 15% of cement weight by GRHA and NRHA ob-tained during the adjustment step (35 l batches) and thosecorresponding to the main program (100 l batches). The propertiesof concretes C and G15 were in accordance with the results of thepreliminary series, but concrete N15 showed a significant reduc-tion of superplasticizer demand, improvements in workability,and a notable increase in strength (90% of the compressivestrength of G15 and higher than Control concrete). In the bigbatches the obtained compressive strengths at 28 days (mean ofthree specimens) were 27.0, 33.3 and 30.3 MPa for concretes C,G15 and N15, which represent typical structural concretes. The re-sults given in Table 3 make evident the importance of the mixingoptimization when natural residual RHA is incorporated.
4.2. Properties of fresh concrete
Table 4 shows the properties in fresh state of concretes C, G15and N15. In addition to the slump test, there were measured theair content, the bulk density and the Powers remoulding test toevaluate the compaction ability of the concretes.
All concretes have the same initial slump but the air contentand the number of the Powers remoulding test decreased in G15;this can be attributed to a beneficial effect of the finer particlesof GRHA which enhanced the workability and the compaction ofthe concrete. The higher slump losses of RHA concretes are attrib-uted to the higher content of superplasticizer.
Table 3Effect of mixing energy.
Concrete C – 0.55 G15 – 0.55 N15 – 0.55
Superplasticizer (kg/m3) 35 l batchesPreliminary series
0.2 1.3 3.2Slump (mm) 110 100 60f0c (MPa) 27.1 35.2 15.9
Concrete C G15 N15
Superplasticizer (kg/m3) 100 l batchesMain program
0.2 1.1 1.6Slump (mm) 90 90 90f0c (MPa) 27.0 33.3 30.3
In all mixtures the w/(c + RHA) ratio remained constant (0.55) and the c + RHAcontent was 310 kg/m3
Table 4Properties of the fresh concretes.
w/(c + RHA): 0.55 C G15 N15
Slump Initial (mm) 90 90 90After 30 min(mm)
70 45 50
Bulk density (kg/m3) 2390 2390 2330Air content (%) 3.7 2.4 3.6Temperature (�C) 24 25 25Powers remoulding test
(number)22 16 24
Bleeding tests Capacity (%) 8.7 4.7 5.4Velocity(10�6 cm/s)
55 50 85
Duration (min) 160 100 100
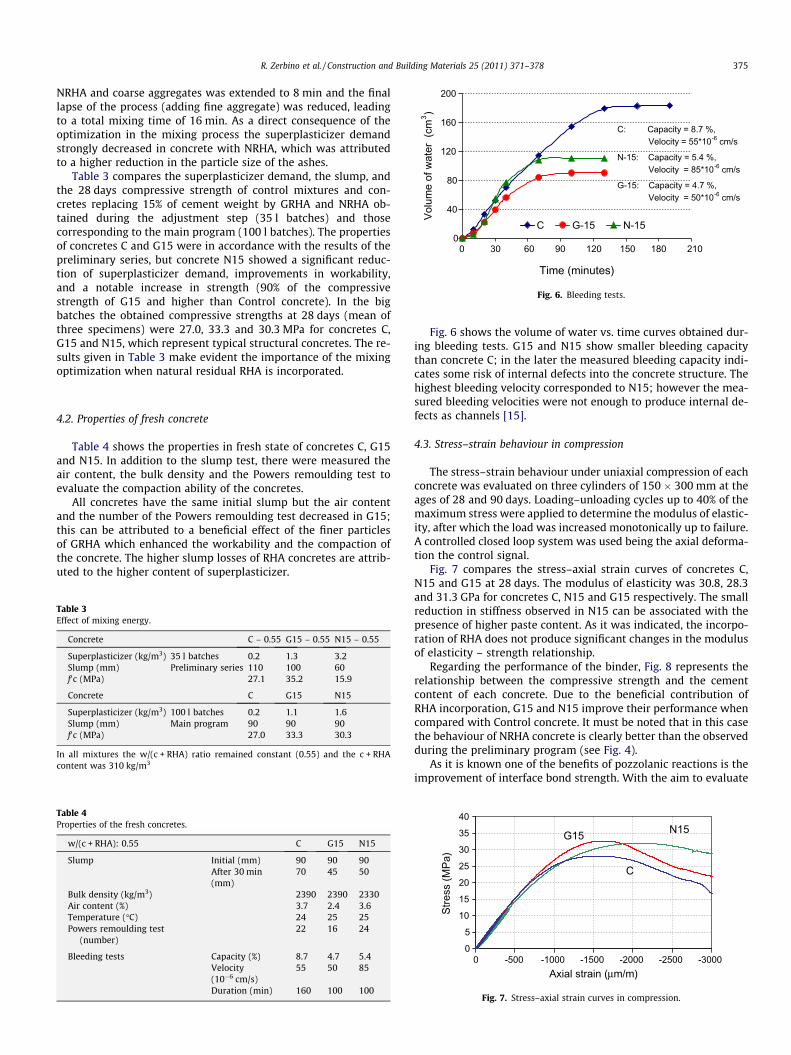
Fig. 6 shows the volume of water vs. time curves obtained dur-ing bleeding tests. G15 and N15 show smaller bleeding capacitythan concrete C; in the later the measured bleeding capacity indi-cates some risk of internal defects into the concrete structure. Thehighest bleeding velocity corresponded to N15; however the mea-sured bleeding velocities were not enough to produce internal de-fects as channels [15].
4.3. Stress–strain behaviour in compression
The stress–strain behaviour under uniaxial compression of eachconcrete was evaluated on three cylinders of 150 � 300 mm at theages of 28 and 90 days. Loading–unloading cycles up to 40% of themaximum stress were applied to determine the modulus of elastic-ity, after which the load was increased monotonically up to failure.A controlled closed loop system was used being the axial deforma-tion the control signal.
Fig. 7 compares the stress–axial strain curves of concretes C,N15 and G15 at 28 days. The modulus of elasticity was 30.8, 28.3and 31.3 GPa for concretes C, N15 and G15 respectively. The smallreduction in stiffness observed in N15 can be associated with thepresence of higher paste content. As it was indicated, the incorpo-ration of RHA does not produce significant changes in the modulusof elasticity – strength relationship.
Regarding the performance of the binder, Fig. 8 represents therelationship between the compressive strength and the cementcontent of each concrete. Due to the beneficial contribution ofRHA incorporation, G15 and N15 improve their performance whencompared with Control concrete. It must be noted that in this casethe behaviour of NRHA concrete is clearly better than the observedduring the preliminary program (see Fig. 4).
As it is known one of the benefits of pozzolanic reactions is theimprovement of interface bond strength. With the aim to evaluate
0
5
10
15
20
25
30
35
40
-3000-2500-2000-1500-1000-5000Axial strain (µm/m)
Stre
ss (M
Pa)
C
G15 N15
Fig. 7. Stress–axial strain curves in compression.
0.0
0.5
1.0
1.5
2.0
C G15 N15
Com
pres
sive
stre
ngth
by
cem
ent c
onte
nt
(MPa
/10
kg c
emen
t)
28 days
90 days
Fig. 8. Compressive strength by cement content. Main program.
Table 5Study of matrix – aggregate bond strength.
Mortar C G N
Water (kg/m3) 280 280 280Cement 560 475 475GRHA 0 85 0N�RHA 0 0 85Sand 1400 1360 1330Superplasticizer 0 1.5 1.9
Matrix Modulus of Rupture MMR (MPa) 21 days 7.7 7.3 6.4110 days 8.4 8.4 7.4
Interfaces Modulus of Rupture IMR (MPa) 21 days 2.6 2.8 2.6110 days 3.1 3.4 3.1
IMR/MMR 21 days 0.34 0.38 0.41110 days 0.37 0.40 0.42
376 R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378
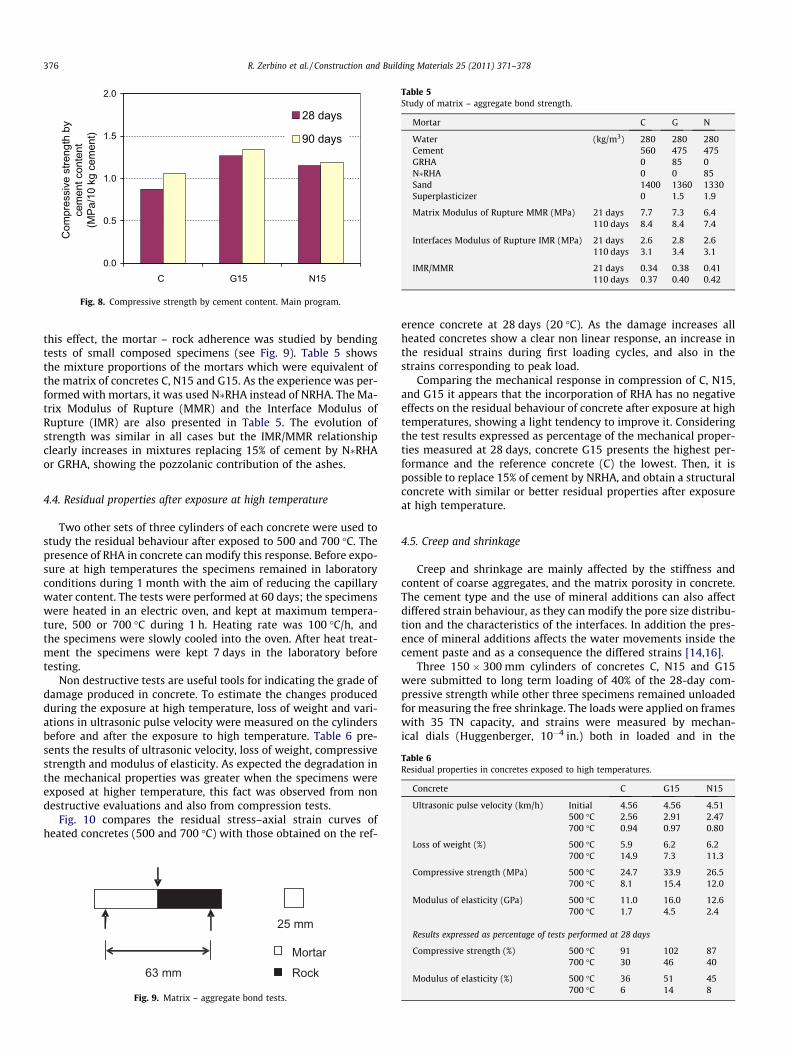
this effect, the mortar – rock adherence was studied by bendingtests of small composed specimens (see Fig. 9). Table 5 showsthe mixture proportions of the mortars which were equivalent ofthe matrix of concretes C, N15 and G15. As the experience was per-formed with mortars, it was used N�RHA instead of NRHA. The Ma-trix Modulus of Rupture (MMR) and the Interface Modulus ofRupture (IMR) are also presented in Table 5. The evolution ofstrength was similar in all cases but the IMR/MMR relationshipclearly increases in mixtures replacing 15% of cement by N�RHAor GRHA, showing the pozzolanic contribution of the ashes.
Table 6Residual properties in concretes exposed to high temperatures.
Concrete C G15 N15
Ultrasonic pulse velocity (km/h) Initial 4.56 4.56 4.51500 �C 2.56 2.91 2.47700 �C 0.94 0.97 0.80
4.4. Residual properties after exposure at high temperature
Two other sets of three cylinders of each concrete were used tostudy the residual behaviour after exposed to 500 and 700 �C. Thepresence of RHA in concrete can modify this response. Before expo-sure at high temperatures the specimens remained in laboratoryconditions during 1 month with the aim of reducing the capillarywater content. The tests were performed at 60 days; the specimenswere heated in an electric oven, and kept at maximum tempera-ture, 500 or 700 �C during 1 h. Heating rate was 100 �C/h, andthe specimens were slowly cooled into the oven. After heat treat-ment the specimens were kept 7 days in the laboratory beforetesting.
Non destructive tests are useful tools for indicating the grade ofdamage produced in concrete. To estimate the changes producedduring the exposure at high temperature, loss of weight and vari-ations in ultrasonic pulse velocity were measured on the cylindersbefore and after the exposure to high temperature. Table 6 pre-sents the results of ultrasonic velocity, loss of weight, compressivestrength and modulus of elasticity. As expected the degradation inthe mechanical properties was greater when the specimens wereexposed at higher temperature, this fact was observed from nondestructive evaluations and also from compression tests.
Fig. 10 compares the residual stress–axial strain curves ofheated concretes (500 and 700 �C) with those obtained on the ref-
25 mm
63 mm
Mortar
Rock
Fig. 9. Matrix – aggregate bond tests.
erence concrete at 28 days (20 �C). As the damage increases allheated concretes show a clear non linear response, an increase inthe residual strains during first loading cycles, and also in thestrains corresponding to peak load.
Comparing the mechanical response in compression of C, N15,and G15 it appears that the incorporation of RHA has no negativeeffects on the residual behaviour of concrete after exposure at hightemperatures, showing a light tendency to improve it. Consideringthe test results expressed as percentage of the mechanical proper-ties measured at 28 days, concrete G15 presents the highest per-formance and the reference concrete (C) the lowest. Then, it ispossible to replace 15% of cement by NRHA, and obtain a structuralconcrete with similar or better residual properties after exposureat high temperature.
4.5. Creep and shrinkage
Creep and shrinkage are mainly affected by the stiffness andcontent of coarse aggregates, and the matrix porosity in concrete.The cement type and the use of mineral additions can also affectdiffered strain behaviour, as they can modify the pore size distribu-tion and the characteristics of the interfaces. In addition the pres-ence of mineral additions affects the water movements inside thecement paste and as a consequence the differed strains [14,16].
Three 150 � 300 mm cylinders of concretes C, N15 and G15were submitted to long term loading of 40% of the 28-day com-pressive strength while other three specimens remained unloadedfor measuring the free shrinkage. The loads were applied on frameswith 35 TN capacity, and strains were measured by mechan-ical dials (Huggenberger, 10�4 in.) both in loaded and in the
Loss of weight (%) 500 �C 5.9 6.2 6.2700 �C 14.9 7.3 11.3
Compressive strength (MPa) 500 �C 24.7 33.9 26.5700 �C 8.1 15.4 12.0
Modulus of elasticity (GPa) 500 �C 11.0 16.0 12.6700 �C 1.7 4.5 2.4
Results expressed as percentage of tests performed at 28 days
Compressive strength (%) 500 �C 91 102 87700 �C 30 46 40
Modulus of elasticity (%) 500 �C 36 51 45700 �C 6 14 8
C
05
10152025303540
-15000-12000-9000-6000-30000Axial strain (µm/m)
Stre
ss (M
Pa) 20 °C
500 °C
700 °C
G15
05
10152025303540
-15000-12000-9000-6000-30000
Stre
ss (M
Pa)
20 °C
500 °C
700 °C
N15
05
10152025303540
-15000-12000-9000-6000-30000
Stre
ss (M
Pa)
700 °C
20 °C
500 °C
Axial strain (µm/m)
Axial strain (µm/m)
Fig. 10. Stress–axial strain curves in compression after exposure at hightemperatures.
-3000
-2500
-2000
-1500
-1000
-500
00 100 200 300 400 500
Time (days)
Stra
ins
(*10
-6)
C G15 N15
Total strains under loading
Shrinkage strains
Differed strains
0
1
2
3
4
Wei
ght l
oss
(%)
C G15 N15
0 100 200 300 400 500Time (days)
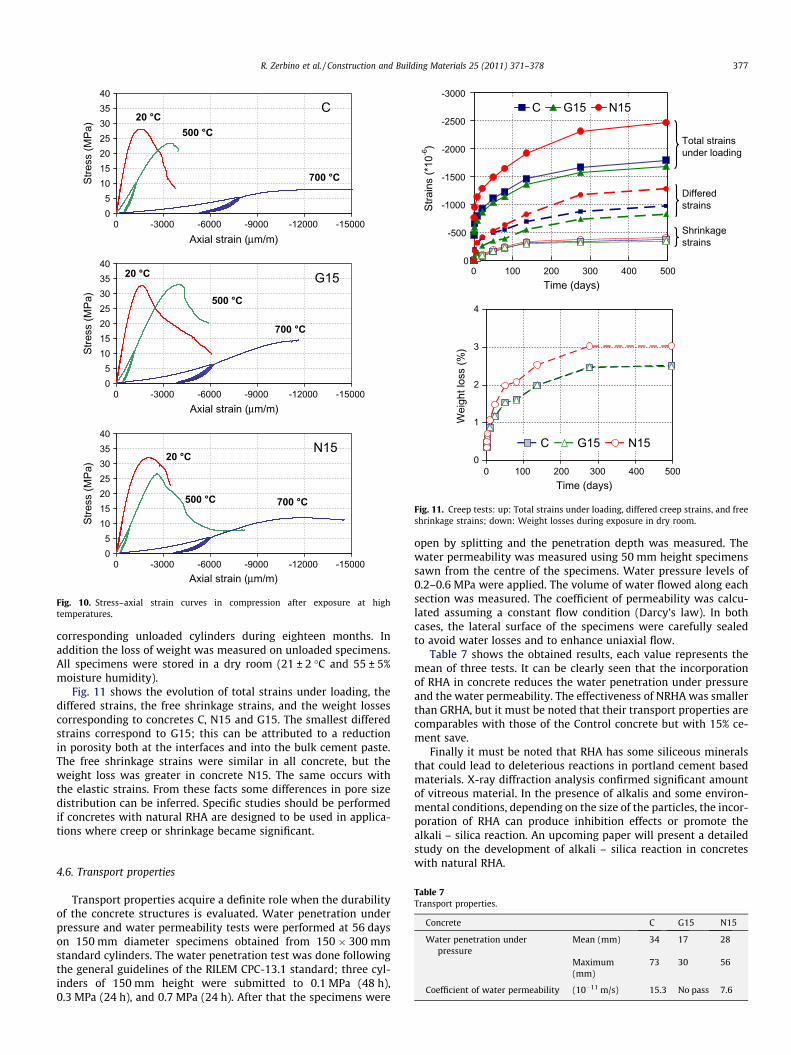
Fig. 11. Creep tests: up: Total strains under loading, differed creep strains, and freeshrinkage strains; down: Weight losses during exposure in dry room.
R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378 377
corresponding unloaded cylinders during eighteen months. Inaddition the loss of weight was measured on unloaded specimens.All specimens were stored in a dry room (21 ± 2 �C and 55 ± 5%moisture humidity).
Fig. 11 shows the evolution of total strains under loading, thediffered strains, the free shrinkage strains, and the weight lossescorresponding to concretes C, N15 and G15. The smallest differedstrains correspond to G15; this can be attributed to a reductionin porosity both at the interfaces and into the bulk cement paste.The free shrinkage strains were similar in all concrete, but theweight loss was greater in concrete N15. The same occurs withthe elastic strains. From these facts some differences in pore sizedistribution can be inferred. Specific studies should be performedif concretes with natural RHA are designed to be used in applica-tions where creep or shrinkage became significant.
Table 7Transport properties.
Concrete C G15 N15
Water penetration underpressure
Mean (mm) 34 17 28
Maximum(mm)
73 30 56
Coefficient of water permeability (10�11 m/s) 15.3 No pass 7.6
4.6. Transport properties
Transport properties acquire a definite role when the durabilityof the concrete structures is evaluated. Water penetration underpressure and water permeability tests were performed at 56 dayson 150 mm diameter specimens obtained from 150 � 300 mmstandard cylinders. The water penetration test was done followingthe general guidelines of the RILEM CPC-13.1 standard; three cyl-inders of 150 mm height were submitted to 0.1 MPa (48 h),0.3 MPa (24 h), and 0.7 MPa (24 h). After that the specimens were
open by splitting and the penetration depth was measured. Thewater permeability was measured using 50 mm height specimenssawn from the centre of the specimens. Water pressure levels of0.2–0.6 MPa were applied. The volume of water flowed along eachsection was measured. The coefficient of permeability was calcu-lated assuming a constant flow condition (Darcy’s law). In bothcases, the lateral surface of the specimens were carefully sealedto avoid water losses and to enhance uniaxial flow.
Table 7 shows the obtained results, each value represents themean of three tests. It can be clearly seen that the incorporationof RHA in concrete reduces the water penetration under pressureand the water permeability. The effectiveness of NRHA was smallerthan GRHA, but it must be noted that their transport properties arecomparables with those of the Control concrete but with 15% ce-ment save.
Finally it must be noted that RHA has some siliceous mineralsthat could lead to deleterious reactions in portland cement basedmaterials. X-ray diffraction analysis confirmed significant amountof vitreous material. In the presence of alkalis and some environ-mental conditions, depending on the size of the particles, the incor-poration of RHA can produce inhibition effects or promote thealkali – silica reaction. An upcoming paper will present a detailedstudy on the development of alkali – silica reaction in concreteswith natural RHA.

378 R. Zerbino et al. / Construction and Building Materials 25 (2011) 371–378
5. Conclusions
In this paper the performance of structural concretes preparedwith natural residual RHA was studied. The main conclusions arepresented as follows:
� Natural rice-husk ashes (RHA) represent a residue apt to beincorporated in cement based materials, reducing the cementcontents with a consequent positive environmental impact.However the use of natural RHA requires an optimization pro-cess to reach a convenient particle size.� Concretes prepared with RHA previously grinded (GRHA)
showed excellent characteristics in the fresh state and signifi-cant increments in the mechanical properties, even replacingup to 25% of the cement weight.� It is possible to incorporate natural RHA without grinding
(NRHA) in concrete, adapting the mixing process to optimizethe ashes particle size. The results are highly dependent of theequipment and mixing cycle adopted.� When compared, Control concrete without ashes and concrete
replacing 15% of the cement by NRHA achieved similar mechan-ical and durability properties. However better results wereobtained with GRHA.� Creep and shrinkage were similar in Control concrete and con-
cretes replacing cement by GRHA or NRHA. However, increasesin weight losses and higher elastic and differed strains, that canbe associated with differences in the pore size distribution,were observed in NRHA concrete. Specific studies should beperformed in constructions where creep or shrinkage becamesignificant.� Regarding other particular properties, it was shown that
matrix-aggregate bond strength improved when GRHA or NRHAwere incorporated. No significant effects on the stress–strainbehaviour in compression or in the residual properties afterhigh temperature exposure were found.
These results definitively prove that the incorporation of natu-ral RHA in concrete represents a good alternative to take advanta-ges or for disposal of this residue, even without the previousoptimization through a grinding process. This represents a signifi-cant ecological positive impact, and opens interesting possibilitiesof application in small scale constructions. It is important to re-mark that to obtain the best performance (environmental/techni-cal/economical) the equipment and other aspects of theproduction process must be carefully selected.
Acknowledgements
This paper was developed as a part of the project ‘‘Produção deconcreto estrutural com cinza de casca de arroz in natura, sem ben-
eficiamento” (Production of structural concrete with natural rice-husk ash without optimization process) supported by the Progra-ma Sul-Americano de Apoio às Atividades de Cooperação em Ciên-cia e Tecnologia PROSUL-CNPq. The general coordination was doneby Prof. Geraldo C. Isaia (Universidad Federal de Santa Maria, RS,Brazil), and the local coordination of Prof. Gemma Rodriguez deSensale (Facultad de Ingeniería, Universidad de la República, Mon-tevideo, Uruguay) and Prof. Raúl Zerbino (LEMIT-CIC, Argentina).The authors specially thank the collaboration of Dr. María C. Torri-jos, Eng. Anahí López and Dr. Juan M. Tobes.
References
[1] Horton R. Factor ten emission reductions: the key of sustainable developmentand economic prosperity for the cement and concrete industry. In: MalhotraVM, editor. ACI SP-202, ACI int, Michigan, USA; 2001. p. 1–14.
[2] Mehta PK. Bringing the concrete industry into a new era of sustainabledevelopment. In: M. Collepardi symposium on advances in concrete scienceand technology, fifth CANMET/ACI int conf on superplasticizers and otherchemical admixtures in concrete, Rome; 1997. p. 49–67.
[3] Meyer C. The greening of the concrete industry. Cem Concr Res2009;31:601–5.
[4] Aïtcin PC. Binders for durable and sustainable concrete. New York: Taylor &Francis; 2008 [Modern Concrete Technology, 16].
[5] Mehta PK. Highly durable cement products containing siliceous ashes. UnitedStates Patent Number 5, 346, 548. USA; 1994 [15p].
[6] RILEM committee 73-SBC. Final report: siliceous by-products for use inconcrete. Mater Struct 1988;21(121):69–80.
[7] Malhotra VM, Mehta PK. Pozzolanic and cementitious materials. Canada:Gordon and Breacch Publ; 1996 [191p].
[8] Nehdi M, Duquette J, El Damatty A. Performance of rice husk ash producedusing a new technology as a mineral admixture in concrete. Cem Concr Res2003;33:1203–10.
[9] Rodriguez de Sensale G. Strength development of concrete with rice-husk ash.Cem Concr Compos 2006;28(2):158–60.
[10] Isaia GC, Gastaldini ALG, Moraes R. Physical and pozzolanic action of mineraladditions on the mechanical strength of high-performance concrete. CemConcr Compos 2003;25:69–76.
[11] Giaccio G, Rodríguez de Sensale G, Zerbino R. Failure mechanism of normal andhigh-strength concrete with rice-husk ash. Cem Concr Compos2007;29(7):566–74.
[12] Maeda N, Wada I, Kawakammi M, Ueda T, Pushpalal GKD. Development of anew furnace of the production of rice husk ash. In: Malhotra VM, editor. ACISP-199 proc 7th international conference on fly ash, silica fume, slag andnatural pozzolans in concrete. Farmington Hills (USA): American ConcreteInstitute; 2001. p. 835–52.
[13] Mahmud HB, Majuar E, Zain MFM, Hamid BAA. Mechanical properties anddurability of high strength concrete containing rice husk ash. In: Malhotra VM,editor. ACI SP 221 proc 8th international conference on fly ash, silica fume, slagand natural pozzolans in concrete. Farmington Hills (USA); American ConcreteInstitute; 2004. p. 751–65.
[14] Berry EE, Malhotra VM. Fly ash in concrete. CANMET SP85-3, Canada; 1986.[178p].
[15] Giaccio G, Giovambattista A. Bleeding: evaluation of its effects on concretebehaviour. Mater Struct 1986;19(112):265–71.
[16] Belaribia N, Ponsa G, Perrin B. Delayed behaviour of concrete: influence ofadditions and aggregate characteristics in relation to moisture variations. CemConcr Res 1997;27(9):1429–38.





























