Embed Size (px)
Citation preview

S
Ct
PU
a
ARR1A
KTFBF
1
iac[df
ibtiatSmrtbb
0d
Wear 271 (2011) 2660– 2664
Contents lists available at ScienceDirect
Wear
j o ur nal ho me p age: www.elsev ier .com/ locate /wear
hort communication
ontribution to perform high temperature tests (fading) on a laboratory-scaleribometer
.D. Neis ∗, N.F. Ferreira, F.J. Lorininiversidade Federal do Rio Grande do Sul, Sarmento Leite 425, Porto Alegre 90050-170, Brazil
r t i c l e i n f o
rticle history:eceived 10 October 2010eceived in revised form4 December 2010ccepted 15 December 2010
a b s t r a c t
The current research intends to make a laboratory-scale tribometer to perform high temperature tests(fading). Results from a full-scale brake dynamometer, which were run according to the AK Master stan-dard procedure, are used as a reference. Firstly, operating parameters from both laboratory-scale andfull-scale machine have been adjusted according to the theory of scale. Secondly, a good correlationbetween the thermal results from both machines has been aimed. For doing that, various factors havebeen tested in the tribometer: changes in the apparent contact area of the samples, thickness of the disk
eywords:ribometerrictionrakeading test
(4 mm and 6 mm) and the presence of thermal insulating on its back surface. Finally, friction results havebeen compared. Combination of the sample with diameter of 34 mm and disk 6 mm thick (insulated)provides the best thermal correlation. For this specific condition, the friction results produced from bothmachines exhibit approximately the same trends, mainly during the first half part of the stops. Apartfrom the stop number 15, a good correlation in friction magnitude has been encountered between bothfriction curves when a variability of 6% in coefficient of friction is considered for the dynamometer result.
. Introduction
Manufacturers of brake systems have shown particular interestn assessing the performance of friction materials at high temper-tures (above 300 ◦C). Under these conditions, a reduction of theoefficient of friction may occur, an effect known as fading or fade1]. An excessive fading is undesirable [2] and may put the driver inanger, especially in extreme situations, such as driving downhillor a long time.
Designing a scale machine capable of successfully correspond-ng results from fading test to those in brake dynamometers haseen a challenge, since no equipment seems to be able to performhis task. According to data from a manufacturer [3], Chase test-ng machine can be used to evaluate the fading effect. However,
publication [4] mentions that such equipment does not effec-ively reproduce results from real applications, as in car brakes.imilar conclusion has been made by [5] with respect to the FASTachine. According to the author, some reports indicate that test
esults from FAST machine can produce significant evidence abouthe friction loss in high temperature (fading effect), which cannote observed in more realistic tests, such as those performed onrake dynamometers.
∗ Corresponding author. Tel.: +55 513308 3567; fax: +55 513308 3355.E-mail address: [email protected] (P.D. Neis).
043-1648/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2010.12.023
© 2011 Elsevier B.V. All rights reserved.
Within this context, the current article intends to contributefor reproducing as close as possible fading tests in a laboratory-scale tribometer, taking as reference similar tests performed on afull-scale brake dynamometer according to AK Master [6].
2. Experimental apparatus
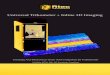
Fig. 1 shows the experimental apparatus used in the currentresearch.
The laboratory-scale tribometer (Fig. 1b) has been designed tomatch the range of contact pressure and sliding speed as those inreal car brakes, according to a previous study [7]. In this equipment,the sample has a small size in order to allow versatility during thetests and reduce the costs.
Regarding to the rotating system, the tribometer can operate intwo modes:
(I) Constant drag mode: rotation speed of the disk is kept constantover time during the tests.
(II) Disk deceleration mode: the rotation speed of the disk decreasesat a pre-set rate as the braking proceeds, similar to the braking
process in cars and the tests performed on brake dynamome-ters.Regarding to the load/actuator system, the tribometer can oper-ate in two different modes:

P.D. Neis et al. / Wear 271 (2011) 2660– 2664 2661
Nomenclature
T is the braking torque in the tribometer [N m]i is the inertia simulated on the tribometer [kg m2]
is the angular deceleration of the tribometer shaft[rad/s2]
I is the inertia used on dynamometer [kg m2]a is the sample area used on tribometer [m2]r is the slip radius set in the tribometer [m]A is the pad area used in the dynamometer [m2]R is the slip radius set in the dynamometer [m]t is the average braking time [s]ω is the angular velocity of the tribometer shaft, where
“i” and “f” are the sub-indexes that denote the veloc-
(
r
3
aAse
tc
T
ska
between the test machines, the variations in emissivity are sup-
ity at the beginning and the end of each stop
(I) Constant force mode: the normal force on the disk, which is doneby means a pneumatic actuator, is kept constant over time dur-ing the tests. At the same time, the braking torque remains freeto vary according to the changes in the coefficient of friction.
II) Constant torque mode: the braking torque is kept constant overtime during the tests. This is done by a closed loop process thatcontrols the applied force at each fraction of a second. A feed-back from the current torque is performed by means of a torquetransducer installed on the tribometer shaft.
Fig. 2 illustrates the scheme of the tribometer, where both theotating and actuator systems are presented.
. Coupling the scales
Theory of scale, which was previously proposed by [8] and laterlso followed by [9,10], has been adopted in the current research.ccording to this theory, density of energy dissipated in the pads,liding velocity, deceleration and braking stop time should bequivalent in both full and scale machines.
Based on the theory of scale, the braking torque set in theribometer, expressed in terms of geometrical parameters is cal-ulated by Eq. (1):
= i = Iar2
AR2
(ωi − ωf
t
)(1)
By Eq. (1), braking torque is altered by using different sampleizes. Thus, it is possible to vary the total energy in each stop byeeping constant the density of energy dissipated over the samplerea.
Fig. 1. Experimental apparatus: (a) brake d
Fig. 2. Scheme of the tribometer.
4. Experimental procedure
Firstly, a fading test has been run on the brake dynamometer inaccordance to the AK-Master standard procedure [6]. This test wasperformed with two brake pads, a disk with diameter of 160 mm(12 mm thick) and inertia of 6.15 kg m2.
Cylindrical-shaped samples with four different diameters havebeen used on the tribometer in order to evaluate the influence of theapparent contact area on the thermal results. Other factors inves-tigated were the effect of changing in the thermal mass (thickness)of the tribometer disks and the presence of a 3 mm layer of thermalinsulating material (ceramic fiber paper) at its back surface. Boththe two disks used on the tribometer have the same diameter asin the dynamometer disk (160 mm), but lower thickness (4 mm or6 mm). The thickest disk (6 mm) used in the tribometer has beenchosen based on fact that in the scale machine only one sample ispressed against the disk. Consequently, the energy generated dur-ing the braking process in this case is half the energy produced inthe brake dynamometer, which uses two pads. So, the thickest diskin the tribometer is not higher than half the thickness of the brakedynamometer disk, whose thickness is 12 mm.
Table 1 shows the parameters used on each machine for doingthe fading tests in the current research.
Although the AK Master standard recommends to using thermo-couples for temperature measurement on the disk, in the currentexperiment an infrared sensor (optical pyrometer) has been useddue to the difficulty of installing thermocouples inside the thintribometer disks.
The distance between the infrared sensor and the disk was60 mm, giving a spot diameter of 3 mm. The emissivity was set to 1during the tests performed on both test equipments. For this rea-son, the temperature values should be analyzed as a relative scale,since the brake disk emissivity is not equal to 1 and besides, it canvary considerably during braking tests [12]. However, consideringboth a close thermal behavior and equivalent operating parameters
posed to be approximately the same in the tests from both cases.Based on that, the temperature curves from the tests performed onthe tribometer and dynamometer can be compared to each other.An in depth analysis of the emissivity variations in the brake disk
ynamometer and in (b) tribometer.

2662 P.D. Neis et al. / Wear 271 (2011) 2660– 2664
Table 1Operating parameters used for the fading tests.
Parameter Brake dynamometer Tribometer
Initial/final sliding speed [m/s] 10/0Initial temperature[◦C]
46–86–107–125–142161–186–210–240–270293–314–325–342–354
Total area of the samples [mm2] 3200 491 (d = 25 mm)a 707 (d = 30 mm)a 804 (d = 32 mm)a 908 (d = 34 mm)a
Braking energy [J] 82,500 12,650 18,687 20,730 23,400Braking torque [N m] 130 13
Braking time [s] 7.8
a d is the diameter of the samples.
Fd
sa
5
fbwtttt
in
di(
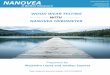
ig. 3. Evolution of the disk temperature during the fading test run on theynamometer and tribometer.
urface during fading tests would need additional research effortnd, for this reason, it will be the subject of a further publication.
. Thermal analysis
Fig. 3 shows results of disk temperature in each stop for theading-cycle (set of 15 stops), run on the dynamometer and tri-ometer. The points plotted in this graph represent data acquiredith a sampling rate of 2 Hz, where a continuous line connects
hese points in order to facilitate the visualization of patterns andrends. A sample with diameter of 34 mm, and disks 6 mm and 4 mmhick (insulated and uninsulated, respectively) were used in theribometer during the current test.
A delay in the initial temperature (trigger) has been identifiedn the tribometer curves. This effect becomes clearer in the stop
umbers 7, 8, 9, 11, 13, 14 and 15.Notice that the test results performed on the tribometer with theisk 6 mm thick (insulated) reproduce better the thermal behav-
or from the brake dynamometer tests than the disk 4 mm thickuninsulated).
10
20
30
40
50
60
70
80
90
100
110
109876543210
Stop number
Tem
per
atu
re g
ain
[°C
]
-
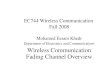
Fig. 4. Gain of disk temperature in each stop for both d
18.75 21.3 24.1
Below, the influence of each factor (contact area, thickness ofthe disk and the presence of insulating) on the thermal behavioris investigated separately. In order to facilitate the analysis of thetemperature curves, the comparison will be made with respect tothe temperature gains in each stop. This parameter is calculated bysubtracting the maximum disk temperature by the initial temper-ature in each stop. The temperature gain is the average between 3replicates performed on each condition.
Fig. 4 shows the comparison of the temperature gains in thefading test for the disk 4 mm thick. It is observed a decrease ofthe temperature gain with the increase in the stop number for allcurves of the tribometer, behavior not observed for the dynamome-ter curve. It is mainly due to the bigger thermal mass associated tothe brake dynamometer, where the metallic parts (shaft, screws,structure, etc.) are larger than in the scale tribometer, and make thethermal inertia effect more significant in the full-scale machine.
From the evaluation of the sample size, it can be concluded thatthe increase in contact area of the samples leads to increase in tem-perature gain. Regarding to the thermal insulator, its presence alsoincreases the temperature gain.
Fig. 5 shows the evaluation of different disk thicknesses (4 mmand 6 mm). The increase in the disk thickness of the tribometercauses two effects: firstly it reduces the magnitude of temperaturegain in all stops and secondly this reduction is higher during thebeginning of the fading-cycle than in the end. Contrary to expecta-tions, there is no increase in the temperature gain in the last stopsusing the ticker disk. However, the reduction in the temperaturegain in the beginning is a desired effect in order to better reproducethe thermal behavior of the brake dynamometer tests.
6. Friction analysis
Fig. 6 shows the comparison of the friction results generated bythe brake dynamometer and tribometer for the fading tests. The
1514131211
d=25mm not insulated
d=30mm not insulated
d=32mm not insulated
d=34mm not insulated
d=25mm insulated
d=30mm insulated
d=32mm insulated
d=34mm insulated
Dynamometer
ynamometer and tribometer (disk 4 mm thick).

P.D. Neis et al. / Wear 271 (2011) 2660– 2664 2663
-
10
20
30
40
50
60
70
80
90
100
110
1514131211109876543210
Stop number
Tem
per
atu
re g
ain
[°C
]
d=34mm and disk thickness of 6mm (insulated)
d=34mm and disk thickness of 4mm (insulated)
Dynamometer
Fig. 5. Comparison of temperature gain for different disk thicknesses (diameter of the samples of 34 mm).
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
161514131211109876543210
Stop
Coef
fici
ent
of
fric
tion
Tribometer
Dynamometer
r (disk
ptuoiee
aotsbcbp
7
aiadbrsmm
Fig. 6. Coefficient of friction for dynamometer and tribomete
resent graph was produced in the condition where the closesthermal behavior between both machines has been occurred, i.e.sing the disk 6 mm thick (insulated) and sample with diameterf 34 mm. A previous investigation [11] showed that the variabil-ty in the coefficient of friction for the mating materials currentlymployed is, on average, of 6% (level of confidence of 95%). So, anrror bar of 6% was used for the dynamometer curve in Fig. 6.
Friction curves from both tribometer and dynamometer exhibitpproximately the same trends, mainly during the first half partf the stops. It is mostly due to the better thermal correlation inhis stage, according to previously showed in Fig. 3. Apart from thetop number 15, a good correlation in the friction magnitude haseen encountered between both curves when the error bar of 6% isonsidered. For this reason, a set of 14 stops (and not 15 as in therake dynamometer) will be defined as the standard fading-cyclerocedure in the laboratory-scale machine from now and on.
. Conclusions
According to the methodology adopted, the increase in contactrea of the samples, disk thickness and the presence of thermalnsulation in the back surface of the disk, all of them contribute to
better thermal correlation between the results from the brakeynamometer and scale tribometer. Differences in the thermal
ehavior have occurred mainly due to the bigger thermal masselated to the brake dynamometer, where the metallic parts (shaft,crews, structure, etc.) are larger than in the scale tribometer, andake the thermal inertia effect more significant in the full-scaleachine.number
6 mm thick, insulated and sample with diameter of 34 mm).
The isolated effects of each factor on the thermal behavior of thetribometer tests are:
(1) The increase in the contact area of the samples leads to increasein temperature gain.
(2) The presence of the thermal insulator in the back surface of thetribometer disk increases the temperature gain.
(3) The increase in the disk thickness of the tribometer reduces themagnitude of temperature gain in all stops, mainly during thebeginning (first stops) of the fading-cycle.
(4) The friction results, produced from both tribometer anddynamometer, exhibit approximately the same trends, mainlyduring the first half part of the stops. It is mostly due to thebetter thermal correlation in this stage. Apart from the stopnumber 15, a good correlation in the friction magnitude hasbeen encountered between both friction curves when a vari-ability of 6% in the coefficient of friction is considered.
Acknowledgement
Authors are grateful to the Fras-le S/A by the technical supportsupplied.
References
[1] R. Limpert, Brake Design and Safety, second ed., SAE International, 1999.[2] G.P. Ostermeyer, M. Müller, New insights into the tribology of brake systems,
Journal of Automotive Engineering – Special Issue on Automotive Braking 222(2008) 1167–1200.

2 ar 271
[
[
664 P.D. Neis et al. / We
[3] Greening Incorporated, Company Website, Available in: <http://www.greeninginc.com> (accessed 04.07.2010).
[4] P.H.S. Tsang, M.G. Jacko, S.K. Rhee, Comparison of chase and inertial brakedynamometer testing of automotive friction materials, Wear of Materials:International Conference on Wear of Materials (1985) 129–137.
[5] P.J. Blau, Compositions, Functions and Testing of Friction Brake Materials and
their Additives, Oak Ridge National Laboratory, Oak Ridge, USA, 2001.[6] AK-Master Stand, In Brake German Procedures, Germany, 1998.[7] M.B. Infantini, Variáveis de desempenho dos sistemas de freios, Master disser-
tation, Universidade Federal do Rio Grande do Sul, Brazil, 2008, 96 pp.[8] A.J. Wilson, W.G. Belford, G.T. Bowsher, Testing machines for scale vehicle brake
installations, The Engineer (1968) 317–323.
[
(2011) 2660– 2664
[9] P.G. Sanders, T.M. Dalka, R.H. Basch, A reduced-scale brake dynamometer forfriction characterization, Tribology International 34 (2001) 609–615.
10] G.A.S. Kruze, Avaliac ão do coeficiente de atrito em um dinamômetro em escalareduzida, Dissertation, Universidade Federal do Rio Grande do Sul, Brazil, 2009,79 pp.
11] P.D. Neis, J.F. Lorini, N.F. Ferreira, J.F. Giacomelli, Contribution to the analysis of
the dispersion of the coefficient of friction in brakings performed on a tribome-ter with friction material, in: VI National Congress of Mechanical Engineering,Brazil, 2010.12] J. Thevenet, M. Siroux, B. Desmet, Measurements of brake disc surface temper-ature and. emissivity by two-color pyrometry, Applied Thermal Engineering 30(2010) 753–759.