Embed Size (px)
Citation preview

~ PergamonCanadian Metallurgical Quarterly, Vol. 38, No.5, pp. 311-321, 1999
© 2000 Canadian Institute of Mining and MetallurgyPrinted in Great Britain. All rights reserved
0008-4433/00 $20.00+ 0.00
PH: S0008-4433(99)00026-9
CONTROL OF INCLUSION CHARACTERISTICS INDIRECT CAST STEEL BILLETS t
MARTIN GAGNEt* and ERIC THIBAULTt
tRio Tinto Iron and Titanium-Technology, 1625 route Marie-Victorin, Tracy, Quebec, J3R 1M6 Canadaand tEcole Polytechnique de Montreal, Canada
(Received 1 October 1999; in revised/orm 1 October 1999; accepted 1 October 1999)
Abstract-Two main criteria are used to characterize steel cleanliness. First the number and size of in-clusions must be at the minimum level achievable with state-of-the-art steelmaking and casting equip-ment and procedures. Second the remaining small inclusions must have a chemical composition suitablefor the steel application. In high carbon steel destined for wire drawing, inclusions need to be as de-formable as possible.
In this paper the inclusion behavior during hot rolling continuously cast (c.c.) billets to wire rods isreviewed. The relationship between inclusion deformability and composition was investigated at the lab-oratory scale and the results were applied to the control of cleanliness in c.c. billets. Production par-ameters affecting steel cleanliness are discussed. © 2000 Canadian Institute of Mining and Metallurgy.Published by Elsevier Science Ltd. All rights reserved.
Resume-Deux criteres sont principalement utilises pour caracteriser la proprete d'un acier. Toutd'abord Ie nombre et la taille des inclusions doivent etre reduits au minimum possible en utilisant lestechniques de pointe de production et de coulee de l'acier. De plus, les inclusions de petite tailledemeurant dans l'acier doivent avoir une composition sur mesure compte tenu de l'application del'acier. Dans les aciers haut carbone utilises pour Ie trefilage, les inclusions doivent etre tres deform-abIes.
Dans cet article, Ie comportement des inclusions au cours du laminage a chaud de billettes de couleecontinue est revu. Les resultats d'une etude sur la relation entre la composition des inclusions et leurdeformabilite y sont presentes. Enfin, l'effet de differents parametres de production de l'acier sur Ie con-tenu en inclusions est discute. © 2000 Canadian Institute of Mining and Metallurgy. Published byElsevier Science Ltd. All rights reserved.
INTRODUCTION
The mechanical performance of an ideal material iscontrolled by its chemical composition and the treatment,either thermal, mechanical or a combination of both, towhich it has been subjected. However, structural defects areinescapable features in any material. Hence the objective ofthe metallurgist is to limit the extent of such defects andtheir influence on mechanical properties.
Non-metallic inclusions are "natural" components of steel.Extensive R&D resources have been invested to improvethe control of inclusion size, number, shape, distribution andcomposition, particularly in continuously cast (c.c.) billetproducts. As a result, c.c. billets compete successfully withingot and bloom cast products for demanding cold-headingand wire drawing applications. This paper describes thedifferent types of inclusions found in c.c. steel productsintended for such applications and discusses the effect of
tMost of the information presented in this paper was originally pub-lished under the title "Behavior of Inclusions during Rolling ofDirect Cast Billets" in the June 1998 issue of the CIM Bulletin.
*Author to whom correspondence should be addressed.
production parameters on inclusion behavior during rolling.The influence of casting speed on cleanliness is brieflyintroduced.
INCLUSION BEHAVIOR DURING HOT ROLLING
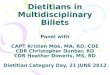
Continuously cast billets are hot rolled to wire rods priorto further processing to the finished products such as boltsand wires. For example, during rolling to 5.5 mm wire rodstheir section size is reduced by a factor varying from about600 for 120 mm billets to more than a 1000 for 160 mmbillets. Therefore, non-metallic inclusions must exhibit adeformability behavior compatible with that of steel to avoidrupture of the rods during rolling. Figure 1 [1] showsschematically that this area of compatibility between thedeformability of inclusions and steel remains limited and, asa critical temperature is exceeded, the inclusions couldbecome even more deformable than the steel matrix. As alsoshown in Fig. 1 [1], the viscosity of an inclusion is mainlyinfluenced by its composition while that of steel is a functionof the strain rate. As a result the deformability (or viscosity)of the inclusions must be such that it can accommodate the
311

312 M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
deformation rate of the steel during the slow initial rolling ofthe billets as well as that of the high speed finishing step.
Figure 2 shows the typical appearance of inclusions thatmay be found in 0.7% C steel wire rods. They were classifiedaccording to the ASTM E-45 specification [2]. Types "A"(MnS) and "C" (silicates) inclusions exhibit high ductility atthe rolling temperature, i.e. their viscosity at thattemperature is equal to or higher than that of steel. Becauseof the high reduction ratio, most of these inclusions becomeundetectable in the wire rod. For example, a 25 fl diameterdeformable inclusion in a 120 mm billet will have a crosssection of approximately only 0.6 Jl2 in a 5.5-mm diameterwire rod.
Undeformable inclusions are of two different types. Theycan appear as aligned blocky fragments of an inclusion thathas been broken during rolling, Fig. 3a. Such inclusions,which are classified as type "B", may exhibit regions ofvarious deformability due to variations in chemicalcomposition. An example is presented in Fig. 4. Figure 3btypifies the globular non-deformable type "D" inclusion.Such inclusions resist the deformation incurred by hot rollingand act as crack initiation sites during deformation.
INCLUSION CHEMICAL COMPOSITION ANDDEFORMABILITY
Numerous publications [1, 3-6] have pointed out therelationship between the composition of the inclusions andtheir deformability. It is usually assumed that low meltingpoint oxides such as those found in the pseudo-wollastonite/anorthite eutectic region of the CaO-AI203-Si02 phasediagram or the spessartite zone of the CaO-Si02-MnOdiagram would exhibit ideal deformability characteristicsduring hot rolling. However, as shown by Bernard et al. [1],a supercooled inclusion that may appear soft in a billet maycrystallize and become brittle (or hard) during furtherthermo-mechanical treatment. Therefore, the crystal structureof the inclusions is also a determinant factor incharacterizing their deformability.
The behavior of different oxide compositions was studiedin the laboratory where tests were conducted to simulate thetypes of inclusions that may be found in high carbon steel.To do so, pure fine oxide powders of comparable particlesize distributions were mixed and melted under an argonatmosphere in a molybdenum crucible using a 35 kVAgraphite resistance furnace. After holding for 5 min at2020°C, the oxide mixtures were furnace-cooled at anaverage cooling rate of --35°C/min from 2020 to I500°C and--20°C/min from 1500 to I200°C. The compositions of theoxide mixtures are listed in Table 1 with their structures asidentified by microscopic examination and X-ray diffraction.As seen in Fig. 5a, the oxide mixtures with an amorphousstructure are characterized by an X-ray diffraction patternshowing a very large peak with a smooth profile. On theother hand, the crystallized or partially crystallized materialsshow narrow diffraction peaks which may be superimposedon the amorphous one, Fig. 5b.
~(Pa.s)101Dr--.....,----..,.--_r--..
v> 2.0...
w:::i>-_£0... ~:3~ 1.0wa:a:Ou.wC
~ 108
(;)ouen:> 10'
01---+--
500 Te 1000 1500TEMPERATURE (OC)
Fig. 1. Top: Schematic comparison of the Yiscosity. Il. of an in-clusion and the apparent Yiscosity of a steel. (= 10-1-10-4 and=( 4/s. Bottom: Relatiye deformability, \', of the inclusion. \' = (incl/(stecl.
(After references [1] and [9]).
The solidified mixtures were subn1itted to a semi-quantitative deformation test which consisted of theapplication of a compressive stress of 115 kPa on a circularrod having an area of 127.6 mm2. The initial and finalthicknesses of the specimen under the rod were measuredand the deformability index of the oxides was defined as thepercent reduction in thickness of the specimens. As seen inTable 1, the test matrix was divided into two series: the firstseries (A to E) was used to study the effect of the basiccomponents of the inclusions while to the second series smallamounts of MgO and Ti02, compounds found in lowconcentrations in inclusions [1, 5, 7], were added to the basicconstituents.
Materials of Series I were initially compressed at 1000'C.Under these conditions, mixtures A, Band C easilydeformed without showing any significant difference in theirdeformation behavior while the oxides D and E resisteddeformation. In order to distinguish the deformability levelbetween materials A, Band C and between materials D andE, the test temperature of the first group was decreased to950°C and that of the second was increased to 1150 (D) andI250cC (E). Results are presented in Fig. 6a. Even at atemperature as low as 950°C, oxide mixtures A, Band Cdeformed significantly; the small crystalline heterogineitiespresent in the specimens did not affect the plasticity of theamorphous phase which dominates the deformation behaviorof the materials. On the other hand increasing thedeformation temperature of the crystalline materials (D andE) did not improve their deformability. By locating the

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS 313
(b)
(a)
Fig. 2. Examples of deformable inclusions: (a) Type A; and (b) Type C.
various composItIons tested on the CaO-Si02_Ah03 phasediagram, Fig. 6b, it was then possible to determine theirmelting points. Figure 6c presents the relationship betweenthe deformability index of the oxides and their melting point.Although obeying the general expected tendency, i.e. thehigher the melting point of the inclusion the lower itsdefonnability, it is worth noting that the composition of the
vitreous phase affects its viscosity. For example, mixture Awhich exhibits a melting point lower than mixtures Band Cby 100 and 230°C, respectively, did not deform as easily.This is believed to be due to the high silica content ofmaterial A (62% vs 42 and 530/0);silica tends to form longchains that increase the viscosity of the compounds. In thecase of mixtures D and E, although a relationship with the

314 M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
(b)
(a)
Fig. 3. Examples of undefonnab1e inclusions: (a) Type B; and (b) Type D.
melting point is seen on this graph, the fact that these oxidesare partially crystallized may mask the real effect of themelting temperature. According to Bernard et al. [1], suchoxide compositions exhibit measurable deformability whenpresent in the amorphous state.
Additions of MgO and Ti02, alone or in combination(Series II), did not cause the crystallization of the amorphousstructure of the oxides, although they affect theirdeformability behavior. As shown in Fig. 7, the addition of
5% MgO to composition A reduced the deformability whileadding 3 % Ti02 to this composition had an opposite effect,i.e. increased its deformability. Melting 50/0 MgO and 30/0Ti02 in mixture B resulted in a highly malleable material.Published data [1, 5] report that MgO behaves like CaO.Therefore it tends to increase the melting point and viscosityof CaO-Si02-Ah03 mixtures and to reduce thedeformability of the oxide. No data was found in theliterature as to the effect of Ti02 on the deformability of

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS 315
Fig. 4. Example of a multiphase Type "B" inclusion.
CaO-Ab03-Si02 compounds. However, this study indicatesthat a small amount of Ti02 in low melting point oxidemixtures (compositions A or B) improves the deformability,probably by reducing the viscosity of the amorphous phase.
PRACTICAL ASPECTS OF INCLUSION CONTROL
Non-metallic inclusions may be the result of themechanical erosion of the refractories or of the entrainmentof ladle or tundish slags but most of them originate from thereaction of oxidizable elements such as AI, Ca, Si, Ti, Mgand Mn with oxygen. Because the formation of inclusions isan unavoidable phenomenon, the objectives of thesteelmaker then are to reduce their number and to make theremaining ones as small and deformable as possible.
The characterization of steel cleanliness, via the ASTMmethod or others, is a time-consuming process that involvesa significant delay between the production of the steel billetand the characterization of the wire rods. Therefore thesteelmaker has to develop a procedure that would give in-process evaluation of the steel cleanliness. Total oxygen,when properly sampled, may provide this informationassuming that extensive validation work is initially carriedout.
Such work is required for all steel grades sincecomposition (ex: %C) and steel processing procedures affectthe formation and removal of inclusions. For example, asshown in Fig. 8a, a low carbon silicon-killed steel whichretains a significant amount of oxygen in solution whenliquid [8] exhibits a higher total oxygen content than a highcarbon steel. However, in spite of significantly differentoxygen contents, the cleanliness when expressed by the crosssection area of the inclusions in the billet (FTB) is similar in
the range 100-300 x 10-6 mm2, implying that the size
distributions of the inclusions are different. As seen in Fig.8b, which presents the relationship between the total oxygencontent and the inclusion mean diameter, low carbon steelcontains numerous small inclusions which form because ofthe high nucleation potential created by the higherconcentration of oxygen in solution in the melt. On the otherhand, high carbon steels contain a lower level of oxygen insolution, and inclusion growth rather than nucleation isreflected by the larger average diameter value of theinclusions in the billet.
Process changes may also affect the oxygen content andthe cleanliness of the steel. Figure 9 presents the relationshipbetween the total oxygen index and the cleanliness of highcarbon steel processed in a ladle furnace. Through processadjustment it has been possible to reduce the total oxygen
Table 1.Composition and structure of oxide mixtures
Series Identification Composition, wt % Structure
Ab03 Si02 CaO MgO Ti02
A 14 62 24 0 0 Amorphous*B 19 42 39 0 0 Amorphous*C 8 53 39 0 0 Amorphous*D 40 40 20 0 0 50% crystallizedE 35 60 5 0 0 700/0crystallized
II F 13 59 23 5 0 Amorpholis*G 13.5 60 23.5 0 3 Amorpholis*H 17 39 36 5 3 Amorphous*
* Very small crystalline areas were observed by optical microscopy,typically < 1%; these were not detected by X-ray diffraction.

316 M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
(a)
60 80
144
100
64
3.6
16
20 40
[\] . (b)
100
Fig. 5. X-ray diffraction patterns of: (a) an amorphous oxide mixture (B), and (b) a crystallized oxide mixture (D).
6.4
36
16
index below 0.4. By comparing with the data of Fig. 8,which was obtained for steel not processed in a ladlefurnace, this is an improvement of about 40% (0.4 vs 0.6).Moreover, values as low as 0.2 are achievable with theoptimization of the ladle furnace treatment parameters. Thisdecrease in oxygen content is accompanied by a significantimprovement in cleanliness. The ladle furnace allows theextension of the steel refining time and therefore animproved control of the inclusion separation. For example,Fig. 10, the argon rinsing cycle can be extended beyond thecritical time" te" which is needed to float out a large numberof inclusions and to reduce the total oxygen content.
Although technologies such as vacuum degasing [10] canefficiently reduce the total oxygen content of the steel andhence the inclusion content, a total eradication of non-metallic inclusions remains unrealistic. Therefore, thechemical composition of the small inclusions remaining inthe steel must be adjusted through the steelmaking practicesto match as closely as possible the composition and structureidentified as being optimum for deformable inclusions. Thesecorrespond to the amorphous pseudo-wollastonite/anorthiteregion in the AI203-Si02-CaO phase diagram and to thespessartite phase in the AI203-Si02-MnO diagram.Therefore the optimization of many process variables is

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS 317
80~ (a)0
><w 60c2!:~::::i 40iii«~~0 20LLWC
0A B C 0 E
MATERIAL
A,B,C: TESTED AT 950 °C.D: TESTED AT 1100 °C.E: TESTED AT 1200 °C.
Fig. 6. (a) Comparison of the deformability of materials from Series I, (b) localization of materials of Series I on the Si02-CaO-Ah03 phasediagram, and (c) effect of melting point on deformability of materials from Series I.
needed to achieve that objective, e.g. slag carry-over fromthe furnace, choice and quantity of ferroalloys, calciumtreatment, slag composition, refractories and reoxidation.
For example, an important factor affecting the chemistryof the inclusions is the composition of the ladle slag. Figure11 shows that for given steel processing practices, adjustingthe CaO content of the ladle slag (or its basicity) is
instrumental for the formation of inclusions with specificdeformability.
When combined with a high purity liquid iron feedstockand state-of-the-art steelmaking processes theimplementation of optimized ladle metallurgy and castingprocedures can yield significant improvement in steelcleanliness. As shown in Table 2 the ratings on "heavy"

318 M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
80 --r-----------....-------._- __ --,~o
(c)70 ._. ._. :... ------ .. -.-~.------.- .... -:--.-- .... _· . .· . .
• • I~ 60c~ 50~~ 40<I:~~ 30u.wc 20
............................. , .· . .· . .· . .· . .· . .............................. " .
10 .
O-l-----+-----+-----I!!!!!!:::::::,:=~I--~1000 1200 1400 1600
Me. TlNGTEMPERATURE, °c1800
Fig. 6 (continued)
inclusions decreased for each inclusion type by improving theargon stirring practice. These results reveal that the efficiencyof inclusion removal by flotation was improved and thatinclusion formability was adjusted. While the total oxygencontent was reduced with practice B, the ratings of the"thin" inclusions show a global transfer from undeformable(type D) to deformable inclusions (type C). This modificationof the small inclusions deformability is directly attributableto the slag practice.
COMMENTS ON THE EFFECT OF BILLET CASTINGSPEED ON STEEL CLEANLINESS
The primary objective of a steel plant when increasing thecasting speed is to improve the productivity of the caster[11]. However, adjustment of other process parameters isneeded to maintain, and possibly improve, the quality of thesteel product. Increasing casting speed would result,
100~0>< 80wc~~ 60::::iiii<I: 40~0::0u.w 20c
0A
B + 5% MgO + 3% Ti02~
A + 3% Ti02
F G
MATERIAL
B H
Fig. 7. Effect of trace levels of MgO and/or Ti02 on the deformabil-ity behavior of oxide mixtures.
assuming that the other parameters are kept constant, inslower cooling of the billets and higher level of centralcarbon segregation. However, by increasing the secondarycooling of the billets, the segregation level can be controlledto the level of the one measured in billets cast atconventional speeds [11].
The influence of casting speed on steel cleanliness is,however, not as clearly defined. Although an increased speedmay affect the floatation of inclusions in the mold, it is anaccepted fact that the cleanliness of the steel is mainlydetermined by the ladle metallurgy and tundish practices.Therefore, as stated by McLean [12], the effect of a castingprocess change, such as an increased casting speed, on theother processing steps has to be considered. For example,increasing the casting speed may affect the treatment time atthe ladle furnace and reduce the time for inclusions to floatat the surface. In such a case, stirring practices would needto be adjusted. Also, faster steel flow at the exit nozzle mayincrease the erosion rate of the refractory and generateexogenous inclusions; this may also affect the depth at whichvortexing would occur. Increasing casting speed wouldprobably require an adjustment of the tundish design. Aminimum residence time of the steel in the tundish and awell controlled flow pattern are needed for the tundish to be
Table 2. Effect of metallurgical practices at ladle-furnace on steelcleanliness (ASTM indices)
ASTM inclusion Practice A Practice Btype (normal stirring (optimized stirring
high basicity slag) low basicity slag)
B Thin 0.6 0.7Heavy 0.2 0
C Thin 1.5 2.1Heavy 0.4 0
D Thin 1.0 0.5Heavy 0.3 0.1

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
2
1.8
>< 1.6WC 1.4~Z 1.2WC) 1~0 0.8...I~ 0.60 0.4I-
0.2
00
2
1.8>< 1.6WC~ 1.4Z 1.2WC) 1~0 0.8...I
0.6~0 0.4I-
0.2
319
(a) 1 1 1 : 1 1____-; ~ -: ~ -:-e- - - .L
: : •• : 1 1 : I 1 1
- - - - ...,- - - - - r - - - - - - - r - - - - -1- - - - - "T- - - - -1- - - - - ., - - - - -1- - - - -
I 1 1 1 1 1 11 I 1 I 1 1 1 1
_____ 1 __ • _ L ' 1.. 1 1 1 1 1 _
: : : , : : i : :1 1 1 I 1 I I 1 1
- - - -., - - - - - t- - - - - -1- - - - - r - - - - -1- - - - - -t - - - - -1- - - - -""t - - - - -1- - - ~-
1 1 1 1 1 I 1 1 I1 I 1 1 1 I 1 1 I1 1 1 1 1 1 1 I I
- - - - -1- - - - -1- - - - -1- - - - -,- - - - -1- - - - -"1- - - - -1- - - - -,- - - - -1- _. - --
1 1 I I 1 1 1 I 11 1 I I 1 1 1 1 I
- - - --I - - -.- - r - - - - -m- - - - - t- - - - - -1- - - - - -t - - - - -1- - - - - -t - - - - -1- - - - -
rlJ I £? d 1 I 1 I 1
1 0 : 0 ,IjO; 0 1 1 I 1 : _
- - - - i 1 00 rJD I 0 I: 0: 13!2I2J: 1 1 I 1 :
- - - - -1- - - - - I- - - - - -1- - - - - +- - _ - - -1- - - - - ~ - - - - -1- - - - - -+ - - - - -1- - - - -
: : : : : : • low carbon steel1 I I I 1 I-----:-----;-----:-----i-----:-----;--- 0 high carbon steel -I 1 1 1 1 1
100 200 300 400 500 600Ftb, 10.2 mn6
800 1000900700
(b) e: : ~ : : :- - - - - - ...,- - - - - - - T - - - - - e-I- - - - - - - , - - - - - - - r - - - - - - -1- - - - - - -
• :.: e : : :- - - - - - ...,- - - - - - - T - - - - - - - 1- - - - - - - , - - - - - - - r - - - - - - -1- - - - - - -
ell I 1 1 I1 1 1 1 1 1- _e ~ ~ _ • • : ~ ~ _ - - - - - -:- - - - - - -I I 1 1 I 1
- - - - - - -1- - - - - - - + - - - - - - -1- - - - - - - -l - - - - - - - I- - - - - - - -1- - - - - - -1 1 1 1 1 I1 I 1 I 1 1
______ --I J. - - - - - - -1- - ~ ~ _ - - - - - -1- - - - - - -
I 1 1 1 1 II I \ 1 I I
- - - - - - -I - - - - - - - J. - - - - - - -1- - - - - - - ~ -G - - - - - I- - - - - - - -1- - - - - - -I 1 I 0 1 0 1 1
______ ~ 1_0 0 __ : q ~~-G0_.n _ ~ Q _: : : 0 0 0:0 mO :
-------:-------~-------:------:-~- -leLow carbon SteelI 1 I 1
- - - - - - ~- - - - - - - ~- - - - - - -:- - - - - - - ~- - 0 High Carbon SteeI1 I 1 Io 1 I 1 I
8.5 9 9.5 10 10.5 11 11.5 12DM'J.1m
Fig. 8. Examples of the relationship between total oxygen content in industrial quality silicon-killed steel billets and; (a) steel cleanliness, (b)inclusion mean diameter for low and high carbon steels.
2U)Z0 1.8US::J
1.6..J0ZW ~1.4..JC
~ a; 1.2:E0::0u.wC 0.8Z::J
0.60
1
1
1 1 1 I
- - - - - - - - - -:- - - - - - - - - - -:- - - - - - - - - - -: - - - - - - - - - - -:- - - - - - -.-1 1 1 1
- - - - - - - - - - ~ - - - - - - - .-- :- - - - - - - - - - -: - - - - - - - - - - -: - - - - - - - - - -1 I 1 11 I I I1 , I 1
1 I •• 1 1----------r----------r---------~----------~----------: . : : :I. I 1 1
- - - - - - - - - -:- - - - - - - - - - -:- - - - - - - - - -: - - - - - - - - - - -:- - - - - - - - - -I I I 1I I I 1I I I I
- - - - - - - - - -;-.- -. - - -. - -. - -11- - - - - -;- - - - - - - - - - -:- - - - - - - - - -I 1 I 1I 1 1 1
- - - - - - - - • r - - -, - - - - -1.- - - - - - - - - - -1- - - - - - - - - - -1- - - - - - - - - -I 1 I I1 1 1 I1 I 1 II 1 1 1
0.2 0.4 0.6 0.8
Fig. 9. Effect of total oxygen content on the cleanliness of high carbon steel processed in a ladle-furnace.
TOTAL OXYGEN INDEX

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS320
0.60~~ 0.55~~
0.50Z~C-' 0.45~0 0.40
~f-I 0.350f-I
:.•...... -1-· - ~•.....•• ,. - .: t •••••••• ~ ••••• -. ~ ••••••••
• I' I, .· ........ ., ~ ; ~ ; ; ~ ~ .
j: ~: I
•••••••• 1 ••••••••• :- ••••••••••••••••• : •••••••• ; •••••••• : •••••••••••••••••
· . ,I I • I
........ , ~ ~ ~ ~ ~ .
........ : ~ ~ ~ ~ ~ ~.~ .I • •
0.30 +-----....:.-----..:-----'--_+-- ----142 ~
ARGON STIRRING TIME, min.
Fig. 10. Effect of ladle-furnace rinsing time on total oxygen contentof high carbon steels.
an effective reactor that allows inclusion floatation.Increasing the speed of the liquid steel in the tundish withoutadapting it to the new casting conditions may result inpremature vortexing.
These are only a few comments on a possible indirectinfluence of an increased billet casting speed on steel
cleanliness. It shows the need, as clearly stated by McLean[12], to recognize the dependance of the steel processing stepson each other and on the final quality of the product.
CONCLUDING REMARKS
Mini-mills producing continuously cast billets havesubstantially improved quality since the early days of c.c.billets. The economical advantage of mini-mills overintegrated steelplants is not the only reason for the success ofcontinuously cast billets. Steady improvement in quality hasalso demonstrated that wires produced from such billets canbe applied in the most demanding products. However, it isof paramount importance to combine consistent high purityiron feedstock with the appropriate steelmaking and castingpractices to achieve the ever more stringent specificationsthat rule the market.
A definite need for cleaner steel was identified in order forc.c. billets to be used in demanding cold-heading and wireproducts. Laboratory and plant tests have demonstrated thatclean steel, i.e. a steel containing fewer inclusions withadjusted deformability, can be manufactured in mini-mills
Fig. 11. Effect of ladle slag composition on the composition of the inclusions in the tundish. (LBS: Low Basicity Slag; ~1BS: ;MediumBasicity Slag; HBS: High Basicity Slag).

M. GAGNE and E. THIBAULT: CONTROL OF INCLUSION CHARACTERISTICS
equipped with state-of-the-art facilities and optimizedprocedures.
Acknowledgements-The authors wish to thank Rio Tinto Iron andTitaniun and QIT-Fer et Titane for the permission to publish thispaper. They also gratefully acknowledge the collaboration of Dr G.L'Esperance and Dr A. Pelton of Ecole Poly technique de Montrealwho supervised the work on the deformability of oxides carried outat the Ecole Polytechnique by E. Thibault and of Mr Robin Thibauof Rio Tinto Iron and Titanium for his comments on the manu-script.
REFERENCES1. Bernard, G., Riboud, P. V. and Urbain, G., Revue de
Mhallurgie - CIT, May, 1981, 421-434.2. Standard Practice for Determining the Inclusion Content of
Steel, ASTM E45-85 Standard, ASTM.3. Gatellier, C., Gaye, H. and Lehmann, J., Revue de Mhallurgie
- CIT, April, 1995, 541-553.
321
4. Shiraiwa, T., Fujino, N. and Matsuno, F., The Sumitomo Search,1974, 11, 85-100.
5. Kimura, H., Suzuki, M., Takeda, K. and Tashiro, H.Proceedings of the 36th MWSP Conference, ISS-AIME, 1995.XXXII. p. 241-249.
6. Takamura, J. and Mizoguchi, S. Proceedings of the Sixth Ironand Steel Congress, Nagoya, 1990. p. 591-597.
7. Shinsho, Y., Nozaki, T., Sorimachi, K. and Yamanaka, E.Proceedings of the 57th Annual Convention of the WireAssociation International, Atlanta, 1987. p. 65-69.
8. Turkdogan, E. T., Fundamentals of Steelmaking, The Institute ofMaterials, London, 1996.
9. Hilty, D. C. and Kay, D. A. K., Electric Furnace Steelmaking,Iron and Steel Society of the AIME, 1985.
10. Miki, Y. et at., Iron & Steel Making, August, 1997, 31-38.11. Kaell, N., Houbart, M. and Schergen, P. The 2nd International
Metallurgical Conference on Continuous Casting of Billets,Trinec (Czech Republic), 1997.
12. McLean, A. The 37th Annual Conference of Metallurgists,Calgary, 16-19 August, 1998.