Embed Size (px)
Citation preview
Controllo per il rilievo di difetticon tecnica ad ultrasuoni laser
Donatella Cerniglia, Claudio Cosenza, Gianfranco GirardiTECNOGAMMA SPA, vicolo Ongarie 13 - 31050 MORGANO (TV)
SOMMARIO
I sistemi moderni di produzione richiedono un controllo del prodotto costante in ogni fase del ciclo. Un aspetto importante è quello del controllo per il rilievo di difetti interni e superficiali, soprattutto nei settori ferroviario-siderurgico-automobilistico dove i test non distruttivi sui componenti sono una necessità costante e primaria sia durante il processo di produzione, per evitare lavorazioni successive, che alla fine per poter garantire la qualità finale del prodotto. I metodi di ispezione attualmente usati includono il controllo visivo, con ultrasuoni a contatto e con correnti indotte. I limiti associati a tali metodi creano un continuo e crescente interesse verso nuove soluzioni.Il sistema di ispezione ad ultrasuoni basato sull’uso del laser consente di controllare i pezzi durante le fasi di lavorazione ma anche in esercizio, per il rilievo di difetti che con il loro progredire porterebbero al fuori servizio della struttura, con i seguenti vantaggi: - tempi di ispezione più rapidi e conseguentemente costi minori;- elevata ripetibilità dei risultati rispetto ai metodi a contatto (nessun influenza dovuta alla pressione esercitata e alla quantità del mezzo di accoppiamento);- possibilità di eseguire l’ispezione su geometrie complesse, oggetti in moto, in ambienti ostili e ad elevate temperature.L'unità di ispezione è composta dal laser pulsato per la generazione delle onde ultrasonore e da sensori non a contatto per la ricezione. Il fascio laser, focalizzato sulla superficie del pezzo in esame, genera le onde ultrasonore che in caso di discontinuità presenti lungo il percorso subiscono sostanziali variazioni. Il sistema è reso automatizzato grazie alla gestione tramite software, le cui funzioni principali sono:- regolazione dei parametri di configurazione di sistema- conteggio delle parti analizzate e delle tipologie differenti di difetto- statistiche dei dati secondo il lotto o la data di produzione- controllo della scansione anche a velocità variabile, azzeramento automatico a inizio misura e calibrazione- archiviazione dati.
IntroduzioneNella produzione industriale sono previste modalità esplicite di gestione del controllo che può essere di qualità a fine linea, svolto unicamente a posteriori quando ormai la difettosità si è verificata, e di qualità dei processi, centrato sulla prevenzione più che sull'intervento a posteriori. Le ispezioni in genere sono più concentrate nel test dei prodotti finiti ma per un efficace ed economico controllo del processo produttivo è importante valutare postazioni di controllo:• prima di fasi che aggiungono valore al prodotto, in modo che i pezzi già difettosi
vengono scoperti prima che si aggiungano altri costi;• prima di operazioni che rendono difficile o impossibile un'eventuale riparazione del
prodotto;• nei punti del processo produttivo dove le operazioni di controllo sono relativamente
poco costose.Migliorare la qualità non sempre significa innalzare i costi. Infatti aumentano i costi di controllo (prevenzione ed ispezione) ma diminuiscono i costi per mancanza di resi, assistenza, ripetizioni delle lavorazioni, ecc. Dal bilanciamento tra questi andamenti si può identificare il punto di minimo nei costi della qualità. In servizio le ispezioni vengono eseguite periodicamente al fine di rilevare difetti che con il loro progredire, sotto l’azione di carichi ciclici, porterebbero al fuori servizio della struttura. I metodi non distruttivi più comunemente usati durante i processi produttivi e in servizio sono elencati in tabella per alcune applicazioni tipiche.
Metodi NDT Uso inproduzione servizio
Applicazioni tipiche
Esami visivi Necessario Necessario Tubi per applicazioni meccaniche, rotaie, camicie per cilindri, condotte, ecc..
Liquidi penetranti
Regolare Dove accessibile
Tubazioni, saldature su recipienti a pressione, impianti riscaldamento a vapore, ecc..
Radiografia Estensivo Limitato Saldature, getti, prodotti stampati, palette di turbine, ecc.
Ultrasuoni Prevalente Estensivo Strutture incollate, compositi, saldature, prodotti di laminazione, parti automobilistiche e particolari ferroviari, ecc..
Magnetoscopia Regolare Dove accessibile
Alberi turbina, componenti elicotteri, anelli, billette, molle, ecc..
Correnti indotte Prevalente Regolare Serbatoi, tubi, componenti di turbine e compressori, corrosione, ecc..
Termografia Prevalente Limitato Componenti d’impianto, delaminazioni in compositi, ecc..
Fare la selezione del corretto metodo richiede la conoscenza dei principi base, limitazioni, vantaggi e svantaggi dei metodi disponibili e del rapporto efficacia/costo. I fattori da considerare nella scelta sono:
- materiale, dimensione, forma e peso del pezzo da ispezionare- tipo di difetto cercato, dimensione limite accettabile, posizione e orientamento - accessibilità del pezzo
- numero di pezzi da ispezionare e tempi richiesti.Molti dei metodi sono usati in genere in modo complementare poiché per una determinata applicazione possono essere necessarie diverse ispezioni separate.I settori ferroviario-siderurgico-automobilistico sono tra quelli in cui la qualità finale del prodotto è una necessità primaria. Il controllo per il rilievo di difetti interni e superficiali viene attualmente realizzato con esame visivo, ultrasuoni a contatto e correnti indotte. I limiti associati a tali metodi creano un continuo e crescente interesse verso nuove soluzioni [1-2].Il sistema di ispezione ad ultrasuoni basato sull’uso del laser [3] consente di controllare i pezzi durante le fasi di lavorazione ma anche in esercizio con i seguenti vantaggi: - tempi di ispezione più rapidi e conseguentemente costi minori;- elevata ripetibilità dei risultati rispetto ai metodi a contatto (nessun influenza dovuta alla pressione esercitata e alla quantità del mezzo di accoppiamento);- possibilità di eseguire l’ispezione su geometrie complesse, oggetti in moto, in ambienti ostili e ad elevate temperature.I componenti base dell’unità di ispezione sono il laser pulsato per la generazione delle onde ultrasonore e il sensore non a contatto per la ricezione. Il fascio laser, focalizzato sulla superficie del pezzo in esame, genera le onde ultrasonore, di volume e di superficie [3], che in caso di discontinuità presenti lungo il percorso subiscono sostanziali variazioni. Vengono presentate due applicazioni del sistema ad ultrasuoni laser per l’ispezione in produzione di camicie di cilindri ed in servizio di rotaie ferroviarie.
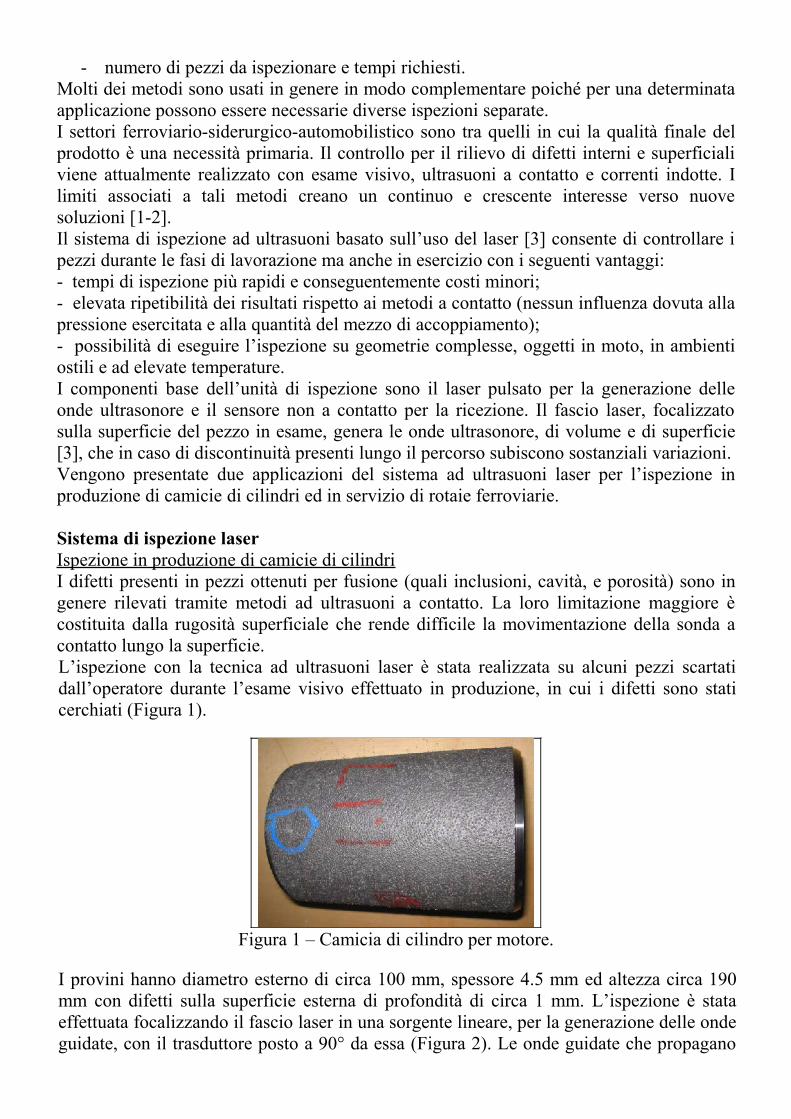
Sistema di ispezione laserIspezione in produzione di camicie di cilindriI difetti presenti in pezzi ottenuti per fusione (quali inclusioni, cavità, e porosità) sono in genere rilevati tramite metodi ad ultrasuoni a contatto. La loro limitazione maggiore è costituita dalla rugosità superficiale che rende difficile la movimentazione della sonda a contatto lungo la superficie.L’ispezione con la tecnica ad ultrasuoni laser è stata realizzata su alcuni pezzi scartati dall’operatore durante l’esame visivo effettuato in produzione, in cui i difetti sono stati cerchiati (Figura 1).
Figura 1 – Camicia di cilindro per motore.
I provini hanno diametro esterno di circa 100 mm, spessore 4.5 mm ed altezza circa 190 mm con difetti sulla superficie esterna di profondità di circa 1 mm. L’ispezione è stata effettuata focalizzando il fascio laser in una sorgente lineare, per la generazione delle onde guidate, con il trasduttore posto a 90° da essa (Figura 2). Le onde guidate che propagano
in tutto lo spessore vengono rilevate dopo aver percorso ¼ della circonferenza; l’ispezione completa è quindi realizzata traslando e ruotando il pezzo contemporaneamente.
Figura 2 - Configurazione per l’ispezione dei cilindri.
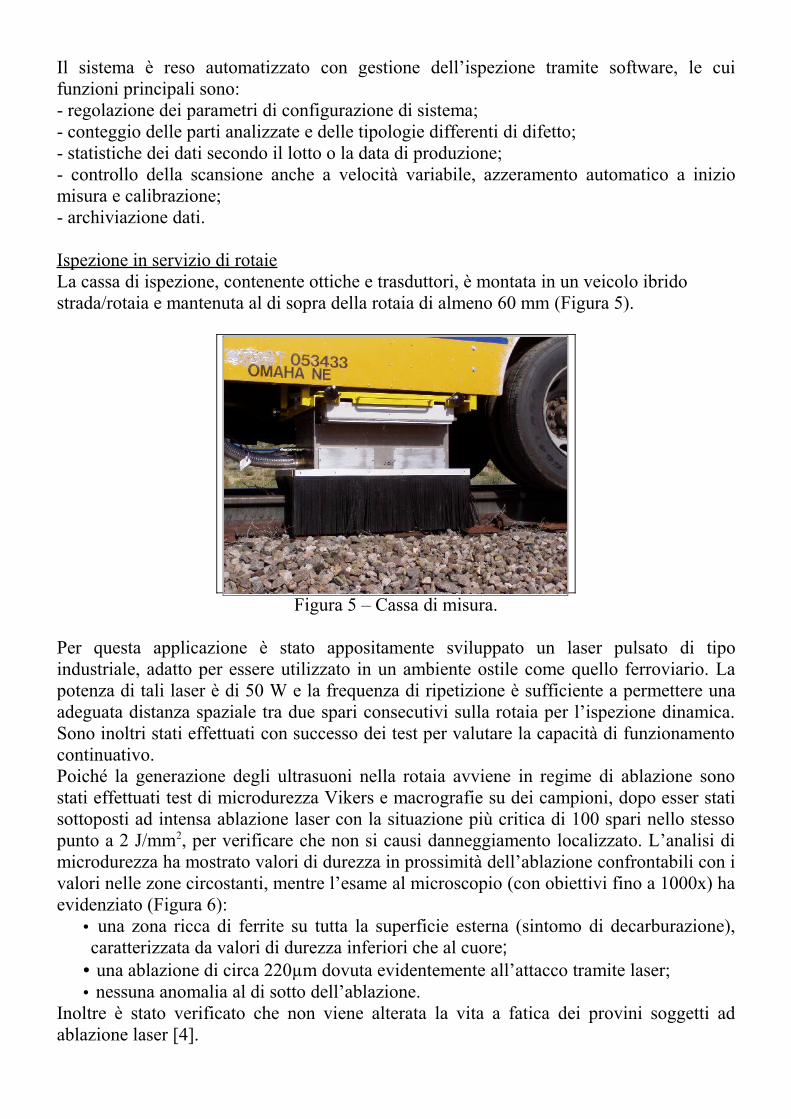
I segnali tipicamente acquisiti in zona integra e con difetto sono mostrati in Figura 3, mentre in Figura 4 è riportato l’andamento picco-picco dell’ampiezza dell’onda facendo la scansione in direzione assiale. Anche se c’è una certa dispersione dei risultati nella zona integra dovuta alla rugosità superficiale, il minimo dell’ampiezza dell’onda guidata si raggiunge solo nella zona con difetto, a circa 15 mm dal bordo.
(a)20 30 40 50 60
-1.0
-0.5
0.0
0.5
1.0
Am
plitu
de (V
)
Time (µ sec)
C01035
(b)20 30 40 50 60
-1.0
-0.5
0.0
0.5
1.0
Am
plitu
de (V
)
Time (µ s)
C01040
Figura 3 – Segnali in zona integra (a) e con difetto (b).
C020
0.5
1
1.5
2
2.5
0 20 40 60 80 100 120
Lenght (mm)
Sign
al a
mpl
itude
(V)
Figura 4 – Andamento dell’ampiezza dell’onda lungo il cilindro.
Il vantaggio di questa tecnica è di fare contemporaneamente l’ispezione per difetti interni e superficiali (sia esterni che interni) e di completare l’ispezione del pezzo in pochi secondi.
Laser
Trasduttore
Il sistema è reso automatizzato con gestione dell’ispezione tramite software, le cui funzioni principali sono:- regolazione dei parametri di configurazione di sistema;- conteggio delle parti analizzate e delle tipologie differenti di difetto;- statistiche dei dati secondo il lotto o la data di produzione;- controllo della scansione anche a velocità variabile, azzeramento automatico a inizio misura e calibrazione;- archiviazione dati.
Ispezione in servizio di rotaieLa cassa di ispezione, contenente ottiche e trasduttori, è montata in un veicolo ibrido strada/rotaia e mantenuta al di sopra della rotaia di almeno 60 mm (Figura 5).
Figura 5 – Cassa di misura.
Per questa applicazione è stato appositamente sviluppato un laser pulsato di tipo industriale, adatto per essere utilizzato in un ambiente ostile come quello ferroviario. La potenza di tali laser è di 50 W e la frequenza di ripetizione è sufficiente a permettere una adeguata distanza spaziale tra due spari consecutivi sulla rotaia per l’ispezione dinamica. Sono inoltri stati effettuati con successo dei test per valutare la capacità di funzionamento continuativo. Poiché la generazione degli ultrasuoni nella rotaia avviene in regime di ablazione sono stati effettuati test di microdurezza Vikers e macrografie su dei campioni, dopo esser stati sottoposti ad intensa ablazione laser con la situazione più critica di 100 spari nello stesso punto a 2 J/mm2, per verificare che non si causi danneggiamento localizzato. L’analisi di microdurezza ha mostrato valori di durezza in prossimità dell’ablazione confrontabili con i valori nelle zone circostanti, mentre l’esame al microscopio (con obiettivi fino a 1000x) ha evidenziato (Figura 6):
• una zona ricca di ferrite su tutta la superficie esterna (sintomo di decarburazione), caratterizzata da valori di durezza inferiori che al cuore;
• una ablazione di circa 220µm dovuta evidentemente all’attacco tramite laser;• nessuna anomalia al di sotto dell’ablazione.
Inoltre è stato verificato che non viene alterata la vita a fatica dei provini soggetti ad ablazione laser [4].
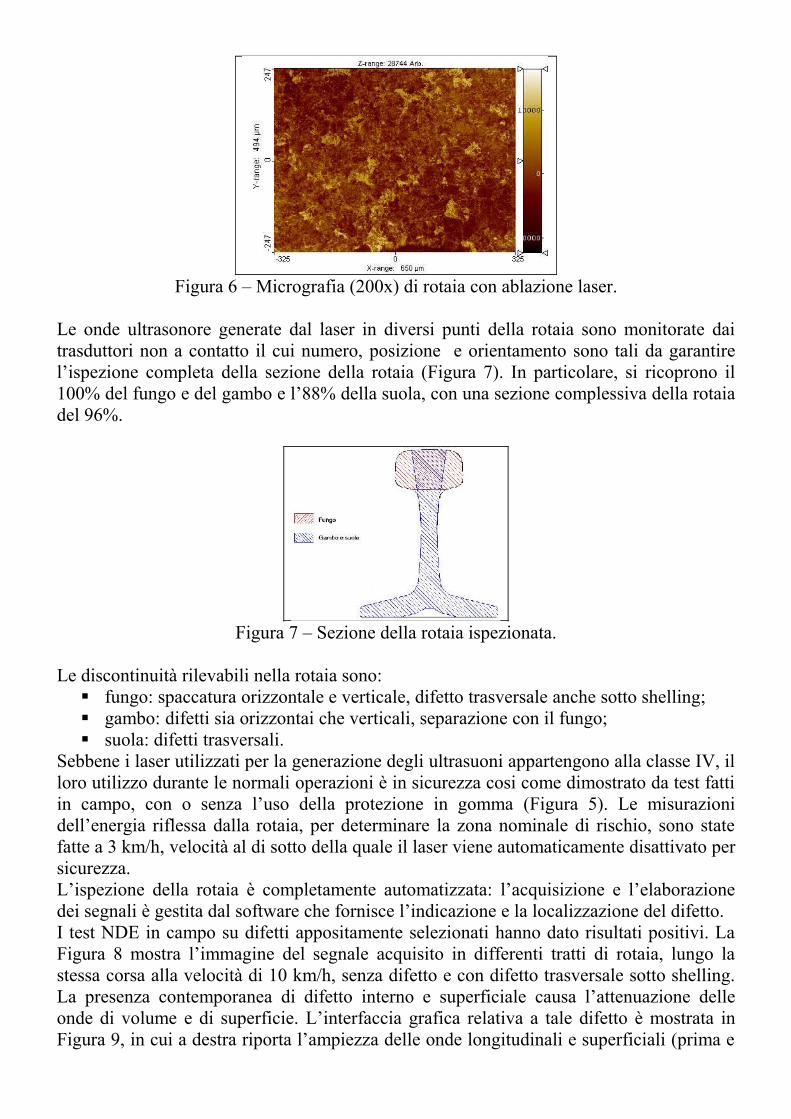
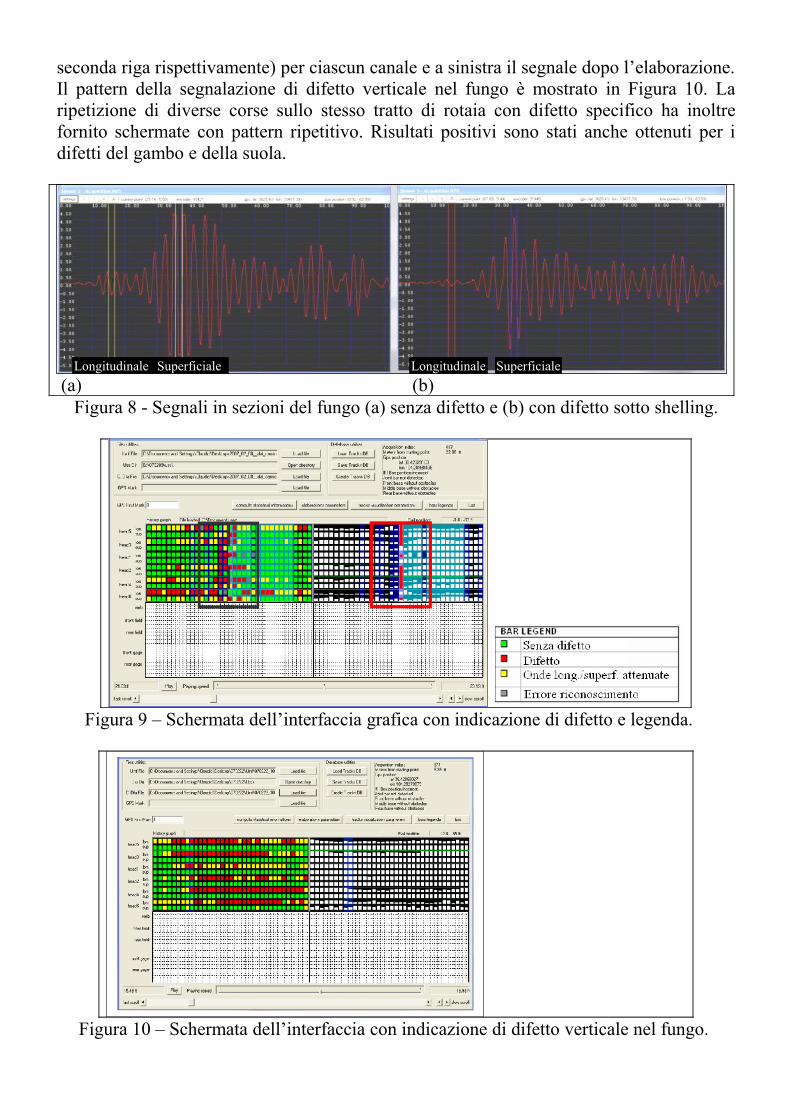
Figura 6 – Micrografia (200x) di rotaia con ablazione laser.
Le onde ultrasonore generate dal laser in diversi punti della rotaia sono monitorate dai trasduttori non a contatto il cui numero, posizione e orientamento sono tali da garantire l’ispezione completa della sezione della rotaia (Figura 7). In particolare, si ricoprono il 100% del fungo e del gambo e l’88% della suola, con una sezione complessiva della rotaia del 96%.
Figura 7 – Sezione della rotaia ispezionata.
Le discontinuità rilevabili nella rotaia sono: fungo: spaccatura orizzontale e verticale, difetto trasversale anche sotto shelling; gambo: difetti sia orizzontai che verticali, separazione con il fungo; suola: difetti trasversali.
Sebbene i laser utilizzati per la generazione degli ultrasuoni appartengono alla classe IV, il loro utilizzo durante le normali operazioni è in sicurezza cosi come dimostrato da test fatti in campo, con o senza l’uso della protezione in gomma (Figura 5). Le misurazioni dell’energia riflessa dalla rotaia, per determinare la zona nominale di rischio, sono state fatte a 3 km/h, velocità al di sotto della quale il laser viene automaticamente disattivato per sicurezza. L’ispezione della rotaia è completamente automatizzata: l’acquisizione e l’elaborazione dei segnali è gestita dal software che fornisce l’indicazione e la localizzazione del difetto. I test NDE in campo su difetti appositamente selezionati hanno dato risultati positivi. La Figura 8 mostra l’immagine del segnale acquisito in differenti tratti di rotaia, lungo la stessa corsa alla velocità di 10 km/h, senza difetto e con difetto trasversale sotto shelling. La presenza contemporanea di difetto interno e superficiale causa l’attenuazione delle onde di volume e di superficie. L’interfaccia grafica relativa a tale difetto è mostrata in Figura 9, in cui a destra riporta l’ampiezza delle onde longitudinali e superficiali (prima e
seconda riga rispettivamente) per ciascun canale e a sinistra il segnale dopo l’elaborazione. Il pattern della segnalazione di difetto verticale nel fungo è mostrato in Figura 10. La ripetizione di diverse corse sullo stesso tratto di rotaia con difetto specifico ha inoltre fornito schermate con pattern ripetitivo. Risultati positivi sono stati anche ottenuti per i difetti del gambo e della suola.
(a) (b)Figura 8 - Segnali in sezioni del fungo (a) senza difetto e (b) con difetto sotto shelling.
Figura 9 – Schermata dell’interfaccia grafica con indicazione di difetto e legenda.
Figura 10 – Schermata dell’interfaccia con indicazione di difetto verticale nel fungo.
Longitudinale Superficiale Longitudinale Superficiale
ConclusioniIl sistema di ispezione ad ultrasuoni basato sull’uso del laser è un sistema industriale per il rilievo di difetti interni e superficiali che può essere facilmente adattato per l’uso in uno stabilimento di produzione e in servizio per una ispezione veloce, affidabile, automatizzata e controllabile da un singolo operatore. I vantaggi principali del sistema ad ultrasuoni non a contatto rispetto ai metodi tradizionali sono tempi di ispezione più rapidi e conseguentemente costi minori, elevata ripetibilità dei risultati, ispezione di oggetti in movimento, effetti dello stato superficiale minimizzati.
Bibliografia
1. R. Huber, D. Chinn, O. Balogun, T. Murray – “High Frequency Laser-Based Ultrasound”, Atti QNDE Conference, Brunswick (USA), 20052. E. Blomme, D. Bulcaen, F. Declercq – “Recent observations with air-coupled NDE in the frequency range of 650 kHz to 1.2 MHz”, Ultrasonics, 2002, Volume 40, pp 153-1573. C. B. Scruby, L. E. Drain - “Laser ultrasonics, Techniques and applications”, Adam Hilger, Bristol, 1990.4. University of Liege (BE) - “Investigation of steel structure after laser ablation”, Deliverable n.5, European Research Project U-Rail, 2006.