-
7/28/2019 CP3 Independent Demand Inventory
1/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 1 of 30
FUNDAMENTALS OF INVENTORY
Within most organizations inventory exists in a variety of
places, and in a variety of forms, and
for a variety of reasons. Although these inventories represent a
substantial cost investment (insome cases as much as 50% of total
capital invested), they are necessary to provide a desiredlevel of
service to customers. The objective of inventory management is to
strike a balancebetween inventory investment and customer
service.
-
7/28/2019 CP3 Independent Demand Inventory
2/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 2 of 30
FUNCTIONS OF INVENTORY
Inventory exists for a variety of reasons (i.e., serves several
functions) within organizations.
1. Decoupling stages in the production process. Inventory
between successive stages of atransformation process make each
stage less dependent upon the output of the prior stage.If there is
an interruption in output at one stage, succeeding stages may be
able tocontinue operation by feeding off the inventory held between
stages. This applies both tointernal operations and to external
linkages with suppliers. This inventory is calledbuffering
inventory.
2. Decoupling from demand fluctuations. This manifests itself in
both seasonal inventoryand safety stock. When there is predictable
variation in demand throughout the year, andwhen an organization
does not have the capacity to produce peak demand when it
isdemanded, the organization may have to produce and store finished
products in advance
of that demand. This inventory is called seasonal inventory.
When there is unpredictable(i.e. erratic and random) short term
variation in demand, the organization may have tomaintain
additional inventory to cover the unpredictable spikes in demand.
Thisinventory is called safety stock.
3. Volume purchasing.Purchases in large quantities may result in
reduced purchase priceand/or reduced delivery cost. Such incentives
often lead organizations to acquire moreinventory than is
immediately needed. This inventory is called volume
discountinventory.
4. Hedge against possible future events. In many instances
organizations perceive thatthere may be a disruptive economic or
environmental event in the not too distant future.Inflation may
suggest that there will soon be a price increase in some supply.
Labor
negotiations may suggest that an impending trucker strike might
affect delivery ofsupplies. Weather conditions indicate that a
brewing tropical storm might affectshipments of supplies. In
circumstances like these organizations may choose to ordermore
inventory than is immediately needed to provide protection in the
event that any ofthese situations actually occur. This inventory is
called hedge inventory.
-
7/28/2019 CP3 Independent Demand Inventory
3/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 3 of 30
TYPES OF INVENTORY
To better accommodate the functions of inventory, organizations
maintain four types of
inventories.
1. Raw material inventory. Materials that are usually purchased
and have not yet enteredthe transformation process.
2. Work-in-process (WIP) inventory. Materials and components
that have undergone somechange but have not yet advanced to the
stage of completed product.
3. Finished-goods inventory. Completed products awaiting
shipment.4. Maintenance/repair/operating (MRO) inventory. Supplies
necessary to keep machinery,
processes, facilities, and office operations running. These
items do not get absorbed intothe products being made, but are
crucial to the smooth operation of the organization.They range from
such things as lubricating oil for machines and janitorial
cleaning
products, to printer toner cartridges and other office
supplies.
-
7/28/2019 CP3 Independent Demand Inventory
4/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 4 of 30
BASIC INVENTORY DECISIONS
There are two basic decisions that must be made for every item
that is maintained in inventory.
These decisions have to do with the timing of orders for the
item and the size of orders for theitem. We will be examining
several models and philosophies related to these two decisions.
Asnoted on page 1, the objective of these inventory management
models is to strike a balancebetween inventory investment and
customer service.
How Much?
Lot sizing decision
Determination of thequantity to be ordered.
When?
Lot timing decision
Determination of thetiming for the orders
Basic Inventory Decisions
-
7/28/2019 CP3 Independent Demand Inventory
5/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 5 of 30
INDEPENDENT VS. DEPENDENT DEMAND INVENTORY
Before examining specific inventory models, an important
distinction must be made. Some
inventory items can be classified as independent demand items,
and some can be classified asdependent demand items. We need to
make the timing and sizing decisions for all inventoryitems, but we
will find that the manner in which we make these decisions will
differ dependingupon whether the item has independent demand or
dependent demand.
Independent demand inventory item: Inventory item whose demand
is not related to (ordependent upon) some higher level item. Demand
for such items is usually thought of asforecasted demand.
Independent demand inventory items are usually thought of as
finishedproducts.
Dependent demand inventory item: Inventory item whose demand is
related to (or dependent
upon) some higher level item. Demand for such items is usually
thought of as derived demand.Dependent demand inventory items are
usually thought of as the materials, parts, components,and
assemblies that make up the finished product.
-
7/28/2019 CP3 Independent Demand Inventory
6/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 6 of 30
RELEVANT INVENTORY COSTS
Relevant Inventory Costs
Item
Costs
Holding
Costs
Ordering/Setup
Costs
Shortage
CostsDirect cost forgetting an item.Purchase cost foroutside
orders,manufacturing costfor internal orders.
Costs associatedwith carrying itemsin inventory. Storageand
other relatedcosts.
Fixed costsassociated with
placing an order(either an orderingcost for outsideorders, or a
setupcost for internalorders).
Costs associatedwith not havingenough inventory tomeet
demand.
-
7/28/2019 CP3 Independent Demand Inventory
7/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 7 of 30
BEHAVIOR OF COSTS FOR DIFFERENT INVENTORY DECISIONS
When assessing the cost effectiveness of an inventory policy, it
is helpful to measure the total
inventory costs that will be incurred during some reference
period of time. Most frequently, thattime interval used for
comparing costs is one year. Over that span of time, there will be
a certainneed, or demand, or requirement for each inventory item.
In that context, the following describeshow the annual costs in
each of the four categories will vary with changes in the inventory
lotsizing decision.
Item costs: How the per unit item cost is measured depends upon
whether the item is one that isobtained from an external source of
supply, or is one that is manufactured internally. For itemsthat
are ordered from external sources, the per unit item cost is
predominantly the purchase pricepaid for the item. On some
occasions this cost may also include some additional charges,
likeinbound transportation cost, duties, or insurance. For items
that are obtained from internal
sources, the per unit item cost is composed of the labor and
material costs that went into itsproduction, and any factory
overhead that might be allocated to the item. In many instances
theitem cost is a constant, and is not affected by the lot sizing
decision. In those cases, the totalannual item cost will be
unaffected by the order size. Regardless of the order size (which
impactshow many times we choose to order that item over the course
of the year), our total annualacquisitions will equal the total
annual need. Acquiring that total number of units at the
constantcost per unit will yield the same total annual cost. (This
situation would be somewhat different ifwe introduced the
possibility of quantity discounts. We will consider that
later.)
Cost
Lot Size (how much decision)
Total Annual Item Cost (assumesno quantity discounts)
-
7/28/2019 CP3 Independent Demand Inventory
8/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 8 of 30
INVENTORY COST BEHAVIOR (CONTINUED)
Holding costs (also called carrying costs): Any items that are
held in inventory will incur a
cost for their storage. This cost will be comprised of a variety
of components. One obvious costwould be the cost of the storage
facility (warehouse space charges and utility charges, cost
ofmaterial handlers and material handling equipment in the
warehouse). In addition to that, thereare some other, more subtle
expenses that add to the holding cost. These include such things
asinsurance on the held inventory; taxes on the held inventory;
damage to, theft of, deterioration of,or obsolescence of the held
items, and opportunity costs associated with having money tied up
ininventory. The order size decision impacts the average level of
inventory that must be carried. Ifsmaller quantities are ordered,
on average there will be fewer units being held in
inventory,resulting in lower annual inventory holding costs. If
larger quantities are ordered, on averagethere will be more units
being held in inventory, resulting in higher annual inventory
holdingcosts.
Total Annual Holding Cost
Cost
Lot Size (how much decision)
-
7/28/2019 CP3 Independent Demand Inventory
9/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 9 of 30
INVENTORY COST BEHAVIOR (CONTINUED)
Ordering (or setup) costs: Any time inventory items are ordered,
there is a fixed cost
associated with placing that order. When items are ordered from
an outside source of supply, thatcost reflects the cost of the
clerical work to prepare, release, monitor, and receive the order.
Thiscost is considered to be constant regardless of the size of the
order. When items are to bemanufactured internally, the order cost
reflects the setup costs necessary to prepare theequipment for the
manufacture of that order. Once again, this cost is constant
regardless of howmany items are eventually manufactured in the
batch. If one increases the size of the orders for aparticular
inventory item, fewer of those orders will have to be placed during
the course of theyear, hence the total annual cost of placing
orders will decline.
Cost
Lot Size (how much decision)
Total Annual Ordering Cost
-
7/28/2019 CP3 Independent Demand Inventory
10/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 10 of 30
INVENTORY COST BEHAVIOR (CONTINUED)
Shortage costs: Companies incur shortage costs whenever demand
for an item exceeds the
available inventory. These shortage costs can manifest
themselves in the form of lost sales, lossof good will, customer
irritation, backorder and expediting charges, etc. Companies are
lesslikely to experience shortages if they have high levels of
inventory, and are more likely toexperience shortages if they have
low levels of inventory. The order size decision directlyimpacts
the average level of inventory. Larger orders mean more items are
being acquired thanare immediately needed, so the excess will go
into inventory. Hence, smaller order quantitieslead to lower levels
of inventory, and correspondingly a higher likelihood of shortages
and theirassociated shortage costs. Larger order quantities lead to
higher levels of inventory, andcorrespondingly a lower likelihood
of shortages and their associated costs. The bottom line isthis:
larger order sizes will lead to lower annual shortage costs.
Cost
Lot Size (how much decision)
Total Annual Shortage Cost
-
7/28/2019 CP3 Independent Demand Inventory
11/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 11 of 30
INVENTORY COST BEHAVIOR (CONTINUED)
All Four Cost Categories Combined: When all four inventory cost
categories are
superimposed on the same graph, we obtain the following
(somewhat cluttered) picture whichsuggests that there is one best
answer to the how much decision. The quantity that should beordered
is the lot size that corresponds to the lowest point on the total
annual cost curve. Thisquantity is referred to as the economic
order quantity, or EOQ.
AnnualShortage Cost
Annual Item Cost
AnnualHolding Cost
Total Annual Cost
AnnualOrdering Cost
Cost
Lot Size (how much decision)
-
7/28/2019 CP3 Independent Demand Inventory
12/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 12 of 30
BASIC ECONOMIC ORDER QUANTITY (EOQ) MODEL
The EOQ model is a technique for determining the best answers to
the how much and when
questions. It is based on the premise that there is an optimal
order size that will yield the lowestpossible value of the total
inventory cost. There are several assumptions regarding the
behaviorof the inventory item that are central to the development
of the model
EOQ assumptions:
1. Demand for the item is known and constant.2. Lead time is
known and constant. (Lead time is the amount of time that elapses
between
when the order is placed and when it is received.)3. When an
order is received, all the items ordered arrive at once
(instantaneous
replenishment).
4. The cost of all units ordered is the same, regardless of the
quantity ordered (no quantitydiscounts).
5. Ordering costs are known and constant (the cost to place an
order is always the same,regardless of the quantity ordered).
6. Since there is certainty with respect to the demand rate and
the lead time, orders can betimed to arrive just when we would have
run out. Consequently the model assumes thatthere will be no
shortages.
Based on the above assumptions, there are only two costs that
will vary with changes in the orderquantity, (1) the total annual
ordering cost and (2) the total annual holding cost. Shortage
costcan be ignored because of assumption 6. Furthermore, since the
cost per unit of all items ordered
is the same, the total annual item cost will be a constant and
will not be affected by the orderquantity. Inventory levels will
fluctuate over time as in the following graph:
EOQ symbols:
D = annual demand (units per year)S = cost per order (dollars
per order)H = holding cost per unit per year (dollars to carry one
unit in inventory for one year)Q = order quantity
Q = Order SizeQ QQ
Time
Q/2
InventoryLevel
-
7/28/2019 CP3 Independent Demand Inventory
13/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 13 of 30
CLASSIC ECONOMIC ORDER QUANTITY (EOQ) MODEL
We saw on the previous page that the only costs that need to be
considered for the EOQ model
are the total annual ordering costs and the total annual holding
costs. These can be quantified asfollows:
Annual Ordering Cost
The annual cost of ordering is simply the number of orders
placed per year times the cost ofplacing an order. The number of
orders placed per year is a function of the order size.
Biggerorders means fewer orders per year, while smaller orders
means more orders per year. In general,the number of orders placed
per year will be the total annual demand divided by the size of
theorders. In short,
Total Annual Ordering Cost = (D/Q)S
Annual Holding Cost
The annual cost of holding inventory is a bit trickier. If there
was a constant level of inventory inthe warehouse throughout the
year, we could simply multiply that constant inventory level by
thecost to carry a unit in inventory for a year. Unfortunately the
inventory level is not constantthroughout the year, but is instead
constantly changing. It is at its maximum value (which is theorder
quantity, Q) when a new batch arrives, then steadily declines to
zero. Just when thatinventory is depleted, a new order is received,
thereby immediately sending the inventory level
back to its maximum value (Q). This pattern continues
throughout, with the inventory levelfluctuating between Q and zero.
To get a handle on the holding cost we are incurring, we can usethe
average inventory level throughout the year (which is Q/2). The
cost of carrying thosefluctuating inventory levels is equivalent to
the cost that would be incurred if we had maintainedthat average
inventory level continuously and steadily throughout the year. That
cost would havebeen equal to the average inventory level times the
cost to carry a unit in inventory for a year. Inshort,
Total Annual Holding Cost = (Q/2)H
Total Annual Cost
The total annual relevant inventory cost would be the sum of the
annual ordering cost and annualholding cost, or
TC = (D/Q)S + (Q/2)H
This is the annual inventory cost associated with any order
size, Q.
-
7/28/2019 CP3 Independent Demand Inventory
14/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 14 of 30
CLASSIC ECONOMIC ORDER QUANTITY (EOQ) MODEL
At this point we are not interested in any old Q value. We want
to find the optimal Q (the EOQ,
which is the order size that results in the lowest annual cost).
This can be found using a littlecalculus (take a derivative of the
total cost equation with respect to Q, set this equal to zero,
thensolve for Q). For those whose calculus is a little rusty, there
is another option. The uniquecharacteristics of the ordering cost
line and the holding cost line on a graph are such that theoptimal
order size will occur where the annual ordering cost is equal to
the annual holding cost.
EOQ occurs when:
(D/Q)S = (Q/2)H
a little algebra clean-up on this equation yields the
following:Q2 = (2DS)/H
and finally______
Q* = 2DS/H
(Q* represents the optimal value for Q; this is what we call the
EOQ)
Economic Order Quantity (EOQ)
AnnualHolding Cost
Total Annual Cost
AnnualOrdering Cost
Cost
Lot Size (how much decision)
-
7/28/2019 CP3 Independent Demand Inventory
15/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 15 of 30
EOQ ILLUSTRATION
Given the following data for an inventory scenario whose
characteristics fit the assumptions ofthe basic EOQ model:
D = 15,000 units per yearS = $3 per orderH = $1 per unit per
yearLT = Replenishment lead time = 2 daysAssume we have 300
operating days per year
Find the following:1. Average daily demand2. EOQ3. Number of
orders placed per year
4. Total annual ordering cost5. Total annual holding cost6. Time
between orders7. Reorder point (in units)8. Average inventory
level
Answers:1. Average daily demand
15,000 units/yr 300 days/yr = 50 units per day______
______________
2. EOQ = 2DS/H = (2)(15,000)(3)/(1) = 300 units/order
3. Number of orders placed per yearD/Q = (15,000 units/yr)/(300
units/order) = 50 orders/yr
4. Total annual ordering cost(D/Q)(S) = [(15,000units/yr)/(300
units/order)]($3/order) = $150/yr
5. Total annual holding cost(Q/2)H = [(300
units/order/2)]($1/unit/yr) = $150/yr
6. Time between orders
(Q/d) = (300 units/order)/(50 units/day) = 6 days/order[or,
300days/yr50 orders/yr = 6 days/order]
7. Reorder point (in units)ROP = (daily demand)(Lead time) = (50
units/day)(2 days) = 100 units
8. Average inventory levelQ/2 = 300 units/2 = 150 units
-
7/28/2019 CP3 Independent Demand Inventory
16/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 16 of 30
OBSERVATIONS ABOUT OUR EOQ ILLUSTRATION
Results of computations
EOQ = 300 unitsNumber of orders placed per year = 50Average
inventory level = 150 unitsAnnual ordering cost = $150Annual
holding cost = $150Time between the placement of orders = 6
days
Observation #1: Watch the inventory level instead of the
calendar for when decision
We discovered that our order quantity of 300 units would lead to
a replenishment every 6 days.We projected that we would run out on
days 6, 12, 18, 24, 30, 36, etc. With a 2 day lead time,
we were smart enough to order 2 days in advance of when we would
run out, which had usplacing orders on days 4, 10, 16, 22, 28, 34,
etc. We only have to watch the calendar to keeptrack of when those
order instants arise so that we can place the orders.
An alternative to watching the calendar would be to watch the
inventory levels. Recall that theaverage daily demand for this item
is 50 units per day. This means that at the moment we placean
order, we have just enough inventory to cover the demand that will
occur during the 2 daylead time. The demand during the 2 day lead
time is 2 days x 50 units per day = 100 units. So, allwe have to do
is keep our eyes on our inventory level, and when it reaches 100
units, that is thesignal that it is time to reorder. This level of
inventory that triggers a reorder is called the reorderpoint
(R).
EOQ = 300
100ROP
Inventory Level
Time
-
7/28/2019 CP3 Independent Demand Inventory
17/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 17 of 30
OBSERVATIONS ABOUT OUR EOQ ILLUSTRATION
Observation #2: Model is robust (insensitive to errors in
estimates for input data)
We estimated our holding cost to be $1/unit/yr when we made our
EOQ calculation. Suppose thisestimate was in error, and the actual
holding cost that will be incurred is $2/unit/yr (an error
of100%!). If we had been aware of this true holding cost, and had
used $2/unit/yr in our EQQcalculation, we would have determined the
EOQ to be 212 units, and the ordering cost andholding cost would
have each been $212, for a total annual cost of $424 (you can
practice theapplication of the model to confirm these numbers on
your own).
But, unfortunately we were not aware that the holding cost would
be $2/unit/yr, so we made ourEOQ calculation using the incorrect
$1/unit/yr. That calculation had us ordering 300 units eachtime we
placed an order. With this order size, the true cost we will incur
is as follows:
Ordering cost: (D/Q)S = (15,000 units/yr/300
units/order)($3/order) = $150Holding cost: (Q/2)H = (300
units/order/2)($2/unit/yr) = $300Total annual cost = $150 + $300 =
$450
In summary, we could have been incurring an annual cost of $424
if we had better informationabout the holding cost, and were
ordering the correct EOQ of 212 units. But, we used the
wrongholding cost in our model (we were off by 100%), ended up
ordering 300 units every time weordered, and incurred an annual
cost of $450.
Notice that the cost we are incurring ($450) is a little more
than 6% higher than the absolute
minimum cost ($424) that we might have incurred. Not bad. We
made a 100% error on the inputside, but our results are only about
6% worse than they could have been. That is because the totalcost
line on our cost graph is relatively flat in the vicinity of the
EOQ. You can drift to the rightor left of the optimal order size
and find that the resulting cost doesnt rise substantially. This
iswhat is meant by the model being robust (or insensitive to
errors).
-
7/28/2019 CP3 Independent Demand Inventory
18/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 18 of 30
IMPACT OF CHANGING ASSUMPTIONS ON MODEL DEVELOPMENT
Our focus has been on the basic EOQ model. That is just one of
dozens of inventory models for
independent demand items. The basic EOQ model was derived from a
set of underlyingassumptions. If any of those assumptions do not
fit a particular situation, then one must turn to adifferent model.
Each of those available models is predicated upon a different set
of underlyingassumptions. Some of the more popular ones (and ones
described in the textbook) aresummarized below. We will not be
expected to be knowledgeable about or work with any ofthese model
extensions.
Economic Production Quantity (EPQ) Model: When replenishment
items come from insidesources, the entire batch is usually not
received all at once (instantaneous replenishment), butinstead is
gradually received as a production batch is run (continuous
replenishment). The patternof inventory level fluctuations over
time changes, resulting in a slightly different quantitative
model for the optimal lot size.
Quantity Discount Model: When the supplier is willing to offer a
lower price if large quantitiesof an item are ordered, the total
annual purchase cost line will no longer be horizontal, but
willinstead have step decreases in it. This will lead to a total
cost curve that has breaks in itscontinuity (step changes)
resulting in a slightly different model for determining the optimal
ordersize.
Controlled Backorder Model (not mentioned in the book): In some
instances it might bebeneficial to have shortages. If the backorder
cost of a shortage is not very high, but the cost ofcarrying
inventory is relative high, it may be more cost effective to incur
some back orders on
each order cycle (the saw tooth graph dips below the horizontal
axis on each order cycle). Thismeans that there will be less
inventory being carried on average (resulting in lower
holdingcosts) and some shortages that will incur some cost. How low
below the horizontal axis thisgraph dips is a function of the
relative values of the cost of holding inventory and the cost
ofincurring a shortage.
Single-Period Inventory Model: Sometimes a unique situation that
arises is one in which therewill be demand for an item in only one
period, so the challenge is to determine the order size(stock size)
that will best accommodate the anticipated (and uncertain) demand.
Any itemsstocked in excess of demand will be scrapped. Any demand
in excess of what has been stockedwill represent a missed
opportunity for more profit. (This problem is sometimes referred to
as the
newsboy problem, or the Christmas tree problem.)
These are but a few of the many variations to the basic EOQ
model that are in existence. They allare designed to provide
optimal answers to the how much and when questions. Choice of
amodel should be dictated by the characteristics of the inventory
situation that you are facing.
-
7/28/2019 CP3 Independent Demand Inventory
19/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 19 of 30
DEMAND VARIABILITY AND UNCERTAINTY
The basic EOQ model assumes that demand rate is constant and
predictable. As a result wealways knew when we were going to run
out of inventory, so we could always reorder in a
timely fashion so that the new replenishment order would be
received just when we ran out ofinventory.
In reality demand rates are rarely constant and rarely
completely predictable. It is more likelythat demand rates will
vary from day to day, and there will be uncertainty about what
thosedemand rates will be at any one time. Consequently, there is a
possibility that we may run out ofinventory before a replenishment
order arrives. To prevent a shortage situation organizationsmust
rely on safety stock.
-
7/28/2019 CP3 Independent Demand Inventory
20/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 20 of 30
ILLUSTRATION OF SAFETY STOCK DETERMINATION
Data:
Average daily demand = 50 units per dayOperating year contains
300 days of operation (D = 15,000 units per year)Ordering cost S =
$3 per orderHolding cost H = $1 per unit per yearLead time = 1
day
Computations:
EOQ (from EOQ formula) = 300 units per orderResulting number of
orders per year = 50 orders per yearReorder point = 50 units (the
average number of units demanded during the 1 day lead time)
Additional Data:Demand is not always a constant 50 units per
day. There is variability in daily demand accordingto the following
table of demands and probabilities:
Daily Demand 10 20 30 40 50 60 70 80 90Probability .01 .04 .05
.2 .4 .2 .05 .04 .01
Cumulative Probability .01 .05 .10 .30 .70 .90 .95 .99 1.00
LTLT
Time
ReorderPoint, 50
Inventory Level
300 300
-
7/28/2019 CP3 Independent Demand Inventory
21/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 21 of 30
The graph above suggests that if you waited until you had 50
units left in inventory beforeplacing an order for 300 more units,
you would be O.K. if the demand during the 1 day lead timewas 10,
20, 30, 40, or 50. However, if the demand during the 1 day lead
time was 60, 70, 80, or90 you would have had a shortage. The size
of the shortage would depend upon how many units
were demanded during the lead time, but the maximum possible
shortage would have been 40units (if demand was the largest
possible value of 90).
You can prevent shortages by providing safety stock when there
is uncertainty in demand.(Safety stock can be viewed as a cushion
placed at the bottom of the saw tooth graph ofinventory
fluctuations over time.) If you wanted to guarantee that you would
never have ashortage in this situation, you would need 40 units of
safety stock at the bottom of the graph to"dip into" if demand
spiked to higher than average values. But, adding 40 units of
safety stockreally means that you have elevated your reorder point.
You are not waiting until there are only50 units in inventory to
place your order. You are ordering when there are 90 units in
inventory.And, of course, 90 units are sufficient to cover the
worst case scenario for this problem. Thegraph below illustrates
the impact of 40 units of safety stock maintained in the
system.
SafetyStock, 40 LTLT
Time
OriginalReorderPoint, 50
Inventory Level
300 300
-
7/28/2019 CP3 Independent Demand Inventory
22/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 22 of 30
HOW MUCH SAFETY STOCK IS APPROPRIATE?
Service level: The probability that demand during lead time will
not exceed the inventory on
hand when the order is placed.
In the previous illustration, it was suggested that you might
provide 40 units of safety stock. Ifyou had done so, you would
never experience a shortage. You would have achieved a servicelevel
of 100%. This might not be a desirable solution for this problem.
We are carrying arelatively high amount of safety stock, and there
is a very low probability that lead time demandwill actually go as
high as 90 units (only a 1% chance).
If you had chosen to carry only 30 units of safety stock (order
when inventory drops to 80 units),you will be fine if lead time
demand is anything up to and including 80 units. If lead timedemand
turns out to be 90 (there is a 1% chance of that), you will come up
10 units short. But,
since you had enough inventory to cover 99% of the demands that
might have occurred, youachieved a 99% service level. Many people
might opt for this policy, for it will reduce theaverage annual
level of inventory carried (i.e., reduce holding costs) and run
only a slight risk ofincurring a shortage cost.
Others might be even more aggressive, and opt for an even lower
service level. We could haveachieved a 95% service level with a
reorder point of 70 (only 20 units of safety stock). We'velowered
our inventory holding costs even further, but exposed ourselves to
even more shortagecost risk.
-
7/28/2019 CP3 Independent Demand Inventory
23/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 23 of 30
INVENTORY MONITORING APPROACHES
Fixed Quantity, or Q System: This approach maintains a constant
order size, but allows the
time between the placement of orders to vary. This method of
monitoring inventory is sometimesreferred to as aperpetual review
method, a continuous review system, a reorder point system,and a
two-bin system. The inventory level is continuously (perpetually)
monitored, and when theinventory drops to the reorder point level,
a replenishment order is placed. The size of the orderis constant
(fixed quantity, typically the calculated economic order quantity
for the item).Because demand continues to occur while we are
waiting for the replenishment order to arrive(i.e., demand
continues to occur during the lead time), the inventory level will
generally bebelow the reorder point level when the replenishment
arrives. This type of system providescloser control over inventory
items since the inventory levels are under perpetual scrutiny.
How much decision: Order size is constant (fixed).
When decision: Time between the placement of orders can
vary.
Time
ReorderPoint
LT
Q
Order#2
LT
Order#1 Q
LT
Q
Order#3
Inventory Level
-
7/28/2019 CP3 Independent Demand Inventory
24/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 24 of 30
Periodic Review Systems: There are two, Fixed Period System
(described in the textbook),
and a hybrid system (described below but not in the
textbook)
Fixed Period System: This approach maintains a constant time
between the placement of
orders, but allows the order size to vary. This method of
monitoring inventory is sometimesreferred to as afixed interval
system. It only requires that inventory levels be checked at
fixedperiods of time. The amount that is ordered at a particular
time point is the difference betweenthe current inventory level and
a predetermined maximum inventory level (also called an orderup to
level, or a target level). If demand has been low during the prior
time interval, inventorylevels will be relatively high when the
review time occurs, and the amount to be ordered will berelatively
low. If demand has been high during the prior time interval,
inventory levels will havebeen depleted to low levels when the
review time occurs, and the amount to be ordered will behigher.
Since demand continues to occur during the lead time, inventory
levels will increasewhen the replenishment order arrives, but not
all the way up to the maximum (i.e., target) level.
How much decision: Order size can vary.
When decision: Time between the placement of orders is constant
(fixed).
LT
Q3
Order#3
Q2
LT
Q1
T1
Maximum (or order up to or target) inventory level
Time
LT
Order#2
Order#1
Inventory Level
T2
T3
Review time, T1
Review time, T2
Review time, T3
-
7/28/2019 CP3 Independent Demand Inventory
25/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 25 of 30
Hybrid System: This approach allows both the order size and the
time between the placementof orders to vary. This method of
monitoring inventory is sometimes referred to as an
optionalreplenishment system, or a min-max system. It is a hybrid
system because it combines elementsof both the fixed quantity
system and the fixed period system. It is similar to the periodic
review
system in that it only checks inventory levels at fixed
intervals of time, and it has a maximuminventory level (or order up
to or target level). However, when one of those review
periodsarises the system does not automatically place an order. An
order is only placed if the size of theorder would be sufficient to
warrant placing the order. This determination is made
byincorporating the reorder point concept from the continuous
review system. At the review periodthe inventory level on hand is
compared to a minimum level for the item. If inventory has
notfallen below this minimum level, no order is placed. However, if
the inventory level has droppedbelow this minimum level, an order
is placed. The size of the order is the difference between
theinventory on hand and the maximum inventory level. Since demand
continues to occur duringthe lead time, inventory levels will
increase when the replenishment order arrives, but not all theway
up to the maximum (i.e., target) level.
How much decision: Order size can vary.
When decision: Time between the placement of orders can
vary.
Second order is placedat T
3since the inventory
has fallen blow theminimum LT
Q2
Order#2
LT
Q1
T1
Maximum (or order up to or target) inventory level
Time
MinimumLevel
Order#1
Inventory Level
T2
T3
First order is placedat T
1since the
inventory has fallenblow the minimum
No order at T2
since inventory isnot below theminimum
-
7/28/2019 CP3 Independent Demand Inventory
26/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 26 of 30
POSITIVES AND NEGATIVES OF
INVENTORY MONITORING APPROACHES
ApproachAdvantages
(Positive aspects)Disadvantages
(Negative aspects)
Fixed Quantity
- provides tighter control overinventory items
- less safety stock needed
- requires constant monitoring(constant scrutiny)
- problems with multiple itemsfrom same source (many itemsarrive
in separate shipments)
Fixed Period
- joint shipping advantage withmultiple items from same
source
- does not require constant
monitoring
- requires more safety stock- occasional small nuisance
orders may result
- provides looser control overinventory items
Hybrid
- joint shipping advantage withmultiple items from same
source
- does not require constantmonitoring
- no small nuisance orders
- requires more safety stock- provides looser control over
inventory items
COMPARISON OF INVENTORY MANAGEMENT SYSTEMS
System Order Size Time Between Orders
Fixed Quantity Constant (fixed) Varies
Fixed Period Varies Constant (fixed)
Hybrid Varies Varies
-
7/28/2019 CP3 Independent Demand Inventory
27/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 27 of 30
ABC CLASSIFICATION OF ITEMS
It is not unusual for organizations to maintain many items in
inventory (hundreds or eventhousands). Each of these items needs to
be controlled. An important question is How much
scrutiny does each item deserve? Some of these items may have a
high annual investment, andlogic would suggest that these items
deserve very close scrutiny. On the other hand, some itemsmay have
a low annual investment (these are often referred to as nuts and
bolts items), andthey probably do not need as much attention. ABC
analysis provides a mechanism to separate the"important few" from
the "trivial many" so that the appropriate level of control can be
assignedto each item. ABC analysis assigns all inventory items to
one of these three classifications: Aitems need the tightest degree
of control, while C items do not need very close scrutiny.
Thegeneral graphical display for an ABC classification appears as
follows:
This type of diagram is referred to as a Pareto graph, and is
relevant to a variety of situations.
Cumulative % of Items 100%
A Items B Items C Items
Cumulative % of Value
100%
-
7/28/2019 CP3 Independent Demand Inventory
28/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 28 of 30
ILLUSTRATION OF ABC ANALYSIS
The following table displays an organizations inventory items,
their value per unit, and their
annual usage. (Note: To keep things manageable on the page, this
illustration is greatly scaleddown from reality. Most organizations
would be dealing with considerably more than the teninventory items
displayed below.)
InventoryItem Number
AnnualUsage
ValuePer Unit
AnnualDollar Usage
1 10,000 $13 130,0002 14,000 $5 70,0003 2,000 $6 12,0004 10,000
$3 30,0005 5,000 $5 25,000
6 50,000 $8 400,0007 30,000 $10 300,0008 5,000 $1 5,0009 4,000
$5 20,00010 2,000 $4 8,000
Total $1,000,000Rearrange items in decreasing order of annual
dollar usage:
ItemNumber
Annual$ Usage
% ofLine Items
Cumulative% of Items
% ofValue
Cumulative% of Value
ABCClass*
6 $400,000 10% 10% 40 40 A7 $300,000 10% 20% 30 70 A1 $130,000
10% 30% 13 83 B2 $70,000 10% 40% 7 90 B4 $30,000 10% 50% 3 93 C5
$25,000 10% 60% 2.5 95.5 C9 $20,000 10% 70% 2 97.5 C3 $12,000 10%
80% 1.2 98.7 C10 $8,000 10% 90% .8 99.5 C8 $5,000 10% 100% .5 100
C
Total $1,000,000
*Note: When classifying the items as A, B, or C items, it can be
somewhat subjective as towhere the lines are drawn. With the
unrealistically small demonstration above, the first 20% ofthe
inventory items constitute 70% of the inventory value, so these
items (Items 6 and 7) will bedesignated as A items. On the other
extreme, 60% of the items constitute only 10% of theinventory
value, so these items (Items 4, 5, 9, 3, 10, and 8) will be
designated as C items. In themiddle, 20% of the items constitute 20
% of the inventory value, so these items (Items 1 and 2)will be
designated as a B item.
-
7/28/2019 CP3 Independent Demand Inventory
29/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 29 of 30
DEVELOPMENT OF THE ABC INVENTORY PARETO GRAPH
Cumulative percentages extracted from previous table (and
rotated 90 degrees)
Items (rearranged order)1st
11st
21st
31st
41st
51st
61st
71st
81st
9All10
Cumulative % of items 10 20 30 40 50 60 70 80 90 100Cumulative %
of value 40 70 82 90 93 95.5 97.5 98.7 99.5 100
-
7/28/2019 CP3 Independent Demand Inventory
30/30
MAN 3520 Fall 2012
CP3 Independent Demand Inventory: Page 30 of 30
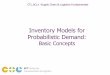
ALTERNATE REPRESENTATION OF OUR ABC ANALYSIS
The data reflected in the Pareto graph could also be displayed
in a bar chart, as illustrated in the
textbook. The following is such a representation for our simple
ABC illustration.
10 20 30 40 50 60 70
A items
B items
C items