Embed Size (px)
Citation preview

OMEGA Int. J. of Mgmt Sci., Vol. 15, No. 6. pp. 495-502. 1987 0305-0483/87 53 0~ + 0.00 Printed in Great Britain. All rights rese,"x, ed Copyright ~ 1987 Pergamon Journals Lid
Decision Support Flexible Manufacturing Systems
SULEIMAN K KASSICIEH CARL R SCHULTZ
University of New Mexico, USA
(Received April 1987)
The justification of flexible manufacturing systems (FMS) is a topic that has gained a lot of attention due to the strategic effect it has on the competitive stature of industrial firms. The decision to convert to FMS should follow a pattern of feasibility assessments, cost/benefit analysis where consideration of issues such as increased quality, productivity and capability as well as tangible benefits takes place. Difficulties, however, arise in the modeling of the behavior of the proposed FMS. This paper introduces the design of a decision support framework that aids the strategic planner in simulating the performance of proposed FMS and in determining the parameters that affect the costs and benefits, tangible and intangible, of such a system. The decision support system (DSS) allows the user to use subjective evaluations of benefits accruing from intangible considerations of new product design, faster turnaround on design-to-market cycles and new marketing strategies in fragmented markets. The DSS enhances the examination of issues such as changing demand, varied tasks and routings, job and machine flexibility, etc. which affect costs and benefits. It performs these important functions by allowing for the development of scenarios that aid in the evaluation of the effect of the conversion from non-flexible to flexible manufacturing on the organization's financial position.
1. I N T R O D U C T I O N
THE DECISION by manufacturing companies to convert to flexible manufacturing systems (FMS) is a major strategic move that affects the profitability as well as the competitive edge of the firm. The conversion should be supported by cost considerations such that the cost of the system is recaptured in a relatively short period and is offset by future tangible and intangible benefits. The use of FMS instead of the more traditional assembly line or job shop environ- ments should be determined by these consid- erations rather than by the popular push of the literature or the competition towards new tech- nologies. There is enough evidence in the litera- ture to support the cost justification argument [14].
An FMS is defined by Canuto, Menga and Bruno [6] as a system that has three important parts:
(a) flexible machines,
(b) a materials handling system that routes the parts between these flexible machines depending on availability and requisite machining, and
(c) a host computer that controls the ma- chines through downloaded programs and the handling system through scheduling algorithms.
Buzacott [4] maintains that two different al- ternatives exist in manufacturing systems. One is job flexibility where the job can be performed differently by routing the product to the re- quired work centers in a variety of sequences. The other is machine flexibility where machines are retooled and as such can perform the different operations required by the different products. Other papers that use financial anal- ysis to justify machines and model the behavior of FMS are [21], which examines the justification of numerical control turning ma- chines while doing a case study of a manu-
495
496 Kassicieh. Schultz--Decision Support Flexible Manufacturing Systerns
facturing firm, and [5] which models the effect of storage, unreliable machines and breakdowns on FMS capacity.
This paper presents a framework for the analysis of the manufacturing environment where strategic planners simulate scenarios of proposed FMS to predict operating character- istics such as mean throughput, average work- in-process (WIP) and machine utilization. They also use information from the database to con- trast costs and benefits while supplying subjec- tive judgements for intangible benefits such as increased quality, salvage values and discount rate used in modeling the payback, net present value or other capital budgeting models. Since these activities differ from one plaht to another and from one company to another, we need an approach that allows the use of a database and models while at the same time accepting user inputs of subjective evaluations needed in scen- ario analysis. One possible development which accomplishes these tasks is that of Decision Support Systems (DSS). Keen and Morton [17] and Sprague and Carlson [25] maintained that DSS offer the concepts and methodologies to exploit available technologies. They are a new, practical approach for applying computers and mathematical modeling to the decisions faced by management. According to Alter [2], DSS are beneficial because they:
(a) allow quick access to information other- wise unavailable,
(b) enable the users to use explicit modeling capabilities that provide structure for a particular decision, and
(c) facilitate communication among people and/or organizational units whose work must be coordinated.
manufacturing. This paper incorporates these models into a decision support framework re- sulting in the development of a totally inte- grated system.
This DSS:
1. Allows planners to assess the effect of con- version to a flexible manufacturing environ- ment.
2. Provides information on the effect of changes in waiting, idle, setup times as well as utiliza- tion and capacity rates, labor and material requirements.
3. Allows decisionmakers to examine the sensi- tivity of changes.
4. Allows strategic planners to estimate and anticipate the effect of social and economic changes such as labor requirement changes.
5. Provides a mechanism for the collection of performance measures.
The next sections describe the DSS and the user-defined simulation-based model that de- picts the posssible FMS scenarios that the de- cisionmakers need to consider. The relevant operational costs and benefits considered in the justification study are outlined along with the intangible benefits that the strategic planners have to consider for proper analysis.
2. DSS DESCRIPTION
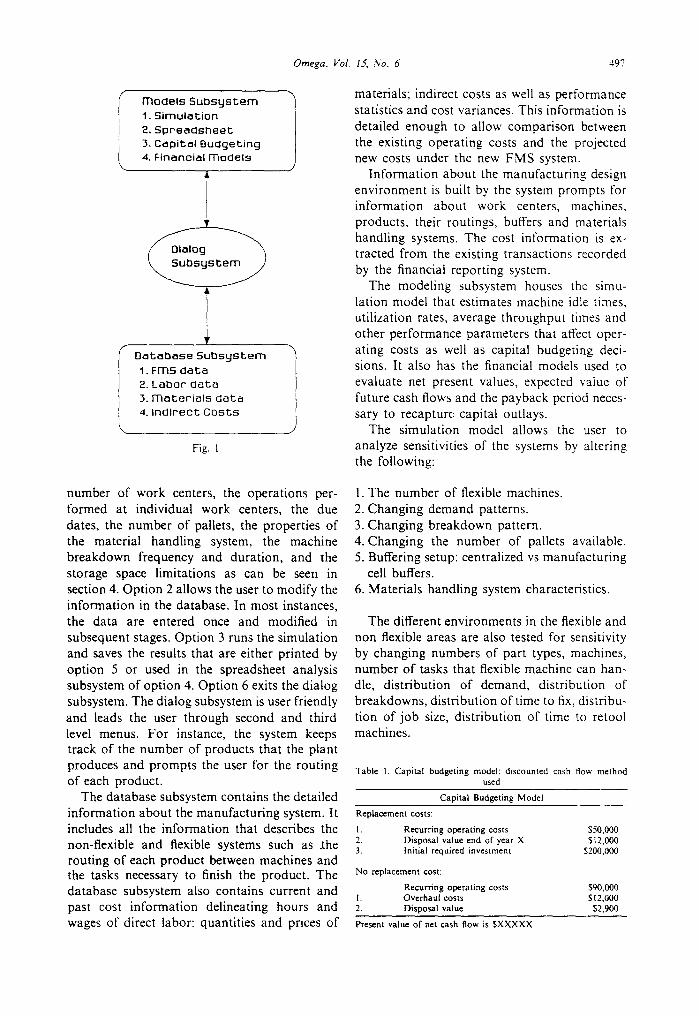
The DSS consists of three different sub- systems: the dialog, database and modeling subsystems. The dialog subsystem is the link that the decisionmaker has to both the modeling and database subsystems. It is set up to be menu driven. The user is greeted by the following menu of choices:
The identification of the decisionmaker, the real decisions to be made, the required informa- tion and the necessary output format of the results must all be considered in a DSS frame- work. Implied in this framework is the realiz- ation that the resulting system supports the managers responsible for making and imple- menting decisions rather than replacing them with some sort of automated decisionmaker.
The purpose of this paper is to design a model-based DSS for different manufacturing environments that establishes results needed to evaluate the decision of converting to flexible
1. Enter manufacturing system descriptions. 2. Modify manufacturing system descriptions. 3. Simulate manufacturing system. 4. Enter spreadsheet subsystem. 5. Print the results. 6. Exit this program and stop.
Option 1 allows the user to load the database files with the parameters of the existing non- flexible and the proposed flexible systems. The system prompts the user for the system descrip- tion. It asks the user to specify the product mix, the product demand, the product routings, the
Omega, Vol. 15, No. 6 497
I IT~oOels Suosgstem 1 1. Simulation 2.5preaclsheet 3, Capital Buclgeting 4, Financial models
L v/.
Y
~, ~ m s data E. Labor clat~
3, materials date
4. Incllreot Costs \
Fig. 1
materials; indirect costs as well as performance statistics and cost variances. This information is detailed enough to allow comparison between the existing operating costs and the projected new costs under the new FMS system.
Information about the manufacturing design environment is built by the system prompts for information about work centers, machines, products, their routings, buffers and materials handling systems. The cost intbrmation is ex- tracted from the existing transactions recorded by the financial reporting system.
The modeling subsystem houses the simu- lation model that estimates machine idle times, utilization rates, average throughput times and other performance parameters that affect oper- ating costs as well as capital budgeting deci- sions. It also has the financial models used to evaluate net present values, expected value of future cash flows and the payback period neces- sary to recapture: capital outlays.
The simulation model allows the user to analyze sensitivities of the systems by altering the following:
number of work centers, the operations per- formed at individual work centers, the due dates, the number of pallets, the properties of the material handling system, the machine breakdown frequency and duration, and the storage space limitations as can be seen in section 4. Option 2 allows the user to modify the information in the database. In most instances, the data are entered once and modified in subsequent stages. Option 3 runs the simulation and saves the results that are either printed by option 5 or used in the spreadsheet analysis subsystem of option 4. Option 6 exits the dialog subsystem. The dialog subsystem is user friendly and leads the user through second and third level menus. For instance, the system keeps track of the number of products that the plant produces and prompts the user for the routing of each product.
The database subsystem contains the detailed information about the manufacturing system. It includes all the information that describes the non-flexible and flexible systems such as .the routing of each product between machines and the tasks necessary to finish the product. The database subsystem also contains current and past cost information delineating hours and wages of direct labor: quantities and prices of
1. The number of flexible machines. 2. Changing demand patterns. 3. Changing breakdown pattern. 4. Changing the number of pallets available. 5. Buffering setup: centralized vs manufacturing
cell buffers. 6. Materials handling system characteristics.
The different environments in the flexible and non flexible areas are also tested for sensitivity by changing numbers of part types, machines, number of tasks that flexible machine can han- dle, distribution of demand, distribution of breakdowns, distribution of time to fix, distribu- tion of job size, distribution of time to retool machines.
Table 1. Capital budgeting model: discounted cash flow method used
Capital Budgeting Model
Replacement costs:
1. Recurring operating costs SS0,000 2. Disposal value end of year X 512,000 3. Initial required investment S200,000
No replacement cost:
Recurring operating costs S90,000 1. Overhaul costs S 12,000 2. Disposal value S2,900
Present value of net cash flow is $XXXXX.
498 Kassicieh, Schultz--Decision Support Flexible Manufacturing Systems
The modeling subsystem has a spreadsheet subsystem that allows the decisionmaker the use of a spreadsheet analysis software package such as Lotus 1-2-3 by downloading to a micro- computer or by using a mainframe spreadsheet package such as IFPS or Express. The deci- sionmaker can load or download the data files to examine the different cost scenarios that he wishes to look at. These scenarios would typi- cally use results of the simulations discussed in sections 4 and 5. The user can save the files containing the scenarios for future use.
3. COST/BENEFIT ANALYSIS
Two important sets of considerations have to be examined in the analysis of costs and benefits. The operational economies of scale entwine with the strategic considerations to form the crux of feasibility assessment. Jelinek and Goldhar [14] compare the typical cost of conventional and robot production lines indi- cating that flexibility, control, information and integration in a tightly coupled system are be- coming the important issues in manufacturing due to fragmentation of markets and the need for more information, better controls and efficiency improvements. They list actual experi- ences of multinational firms that have reduced lead time, the number of machines, floor space requirements, personnel and annual costs while increasing utilization rates of machines through the use of FMS. In a related article, Goldhar and Jelinek [9] expose the importance of the economies of scope as well as the economies of scale in manufacturing. They maintained that flexibility, rapid response to markets, greater control, reduced waste, greater predictability, faster throughput and distributed processing provide new challenges to strategic planning, marketing and financial decisionmakers. Kaplan [15] advocated the need for new meth- odologies to measure performance due to the difference between the old and new manu- facturing systems. He listed a variety of mea- surements that are not addressed by current accounting methods and indicated the need for new ways to include measurements of quality, inventory and productivity in the new scheme of cost/benefit analysis. Other authors [8, 12, 16, 20, 28, 29, 30] stressed that the im- portant issues in the new technological age of operations are quality, productivity, group tech-
nology, innovation and competitive edge. The balancing of quantitative and qualitative issues is becoming the new guideline in operations management.
Turning to the traditional capital budgeting framework, several issues have to be addressed in this feasibility assessment. These are:
1. The capacity of the plant which is affected by two sets of factors: (a) A set of factors that is affected directly by the conversion. These factors include queue, run, setup, move and wait times. The con- version is designed to lower these times and to increase capacity. (b) Other factors that might be affected bythe conversion but are not the main reason for the conversion. These include materials and labor availability and materials requirement planning.
2. To justify the conversion to a flexible system, the following relevant costs have to be exam- ined: (a) Cost of the new flexible machines: number of machines is the most important issue here due to the possibility that in a flexible en- vironment a lesser number of machines can effect productivity and efficiency comparable to non-flexible machines. It should be noted that although comparable productivity is effected with a smaller number of machines, the main issue is higher future capacity that is possible if a similar number of flexible machines is used thus increasing productivity and capacity. (b) Cost of conversion: the cost of site prepa- ration, training of workers and supervisors, feasibility studies, analysis and design of a proposed system need to be considered. (c) Cost of operations: operating personnel, materials required for operation and main- tenance, space and overhead costs have to be estimated for the new proposed flexible system.
3. The savings are the sum of displaced costs plus the value of the resulting operating efficiencies and intangible benefits. The list of potential benefits is long but it is helpful to identify some here to use them in our calcu- lations: (a) Reduction in the number of machines needed.
Omega, Vol. 15, No. 6 499
(b) Savings in space needed. (c) Reduction in inventories. (d) Reduction in waiting and idle times. (e) Faster reaction to changing external en- vironments. (f) Ability to alter production plans without a major effort. (g) More reliable operations due to mech- anization of operations. (h) Added capability of host computer con- trolling the flexible system to collect data and produce meaningful results that management can utilize in their decisionmaking activities. (i) Improved overall performance.
Some of these benefits can be translated into monetary terms but others are intangible. Top management can, however, use judgement in weighing their effect on the total organization. The three categories of relevant costs need to be evaluated. Issues in the cost/benefit analysis and the capital budgeting need to be addressed to make the optimal decision for the organization. In capital budgeting [I 1] the main items consid- ered are:
1. Recurring operating costs. 2. Disposal value of old equipment. 3. Cost of new equipment. 4. Opportunity cost of disposal of the old equip-
ment in the future.
The recurring operating costs are direct labor and materials; indirect labor for idle time, trans- fer and setup costs; utilities; supplies; rework labor; maintenance and repair costs. It is obvi- ous that these might change given the different environment of the flexible work centers. Table 1 shows the use of these categories in the replacement/no replacement decision under the discounted cash flow method. When replacing the machines now, the disposal value of the replaced machines is recaptured and pays for part of the cost of new equipment. If the no replacement alternative is examined, the dis- posal value of the current machines recaptured in the future is less than current disposal value (i.e. as machines get older their disposal value goes down).
4. SIMULATION MODEL
The simulation model allows strategic plan- ners to study proposed flexible manufacturing
system designs. The user interfaces with the simulation model via a user-friendly dialog sys- tem. The simulation model, using input from the user and database files, can estimate im- portant operating characteristics of the pro- posed system such as average ftowtime, machine utilization, and work-in-process. The output from the simulation is saved for analysis of costs and benefits.
The dialog subsystem would prompt the user to describe the proposed system. The following characteristics were identified by Yao (1984) as the necessary elements of an FMS:
1. A set of work stations, J = { j l j = 1, 2 . . . . . N}, in which machines that perform similar functions, such as drilling, milling and grinding, are grouped together. The number of operations performed at work station j is 0(j) . There are M(j) machines at work center j. T(1 , j ) is the set of operations capa- ble of being performed by machine 1 in work station j. In other words, the machines at a given work station can have varying degrees of flexibility, ranging from zero flexibility where a machine can perform only a single operation, to total flexibility where a machine is capable of performing all of the work station's operations. Buzacott [4] refers to this type of flexibility as "machine level job flexibility". This type of flexibility, can be achieved by making provisions for numerical control, a tool magazine, and automatic tool changing equipment. Provided with these sophisticated controls, the machine becomes more expensive, complex, and more costly to operate and maintain.
2. Local storage at each work station is limited to sj jobs.
3. A material handling station (MHS), indexed as station 0, consists of so transporters (carts) and a common storage area with room for C parts.
4. The system has P pallets which dictates the maximum number of parts that can be in the system.
These characteristics are used to simulate the system which operates in the following manner:
1.The system is to process k = 1,2, 3 . . . . . K part types. Production orders of various sizes for the different part types arrive according to

500 Kassicieh, Schultz--Decision Support Flexible Manufacturing Systems
a Poisson process with mean interarrival time 2. The probability that the production order is for part type K is P~ whereas the number of parts to be processed for each production order also follows a Poisson distribution with mean #.
2. Each part type, k, has a unique routing which specifies an ordered set of work stations Jk, which is a subset of J, to which the job must go, and what operations must be performed at each work station on the routing.
3. Parts can enter the system if there is a pallet available. If no pallet is available, the part must wait in a part release queue. Once released, the part proceeds to the first "work station on its routing, if space is available there, after securing a transporter.
4. At work station j jobs are selected on a FIFO basis. The processing time per part is constant and depends on the operation to be per- formed. If the part requires multiple oper- ations at a given work station or the part must be reworked (assume the rework proba- bilities for each part type k, p~, are known), it goes to the front of the work station queue after each operation. Upon completion of the last work station operation, the job is sent back to work station 0, the MSH, after securing a transporter.
5. At the MHS the part is routed to its next work station for further processing if space is available, otherwise it remains at the common storage area. If space at the next work station is not available, the part enters the common storage area if there is room, otherwise it remains with the transporter. The time to route a part between work station 0 and work station j, tj, is constant and includes the transit time as well as the loading/unloading time.
6. Individual machines are subject to occasional breakdowns with the time between break- downs and the length of the downtime follow- ing exponential distributions.
Since the modeling subsystem of the proposed DSS contains such a simulation model, the user can collect performance parameters of various system design alternatives without actual imple- mentation. The simulation results of each design alternative then become part of the inpu t to the feasibility model which evaluates the costs and benefits of the changeover to flexible systems.
5. A NUMERICAL EXAMPLE
Manufacturing facilities differ [1] due to many factors such as type of product manufactured, objectives and goals of top management, manu- facturing processes, plant layout, available ca- pacity. It is helpful, therefore, to use an example to explain the issues involved. For this purpose flexible and non-flexible job shop environments are compared as far as one parameter, the number of machines used, is concerned.
The simulation model can be used for study- ing the effects of various system design alterna- tives. The simulation model could be used, for example, to determine the number and location of flexible machines. A procedure for making those design decisions is outlined below.
I. Replace non-flexible machines with flexible machines on a one-for-one basis.
2. Simulate the system and estimate various operating characteristics.
3. Eliminate a machine from the work center with the lowest average machine utilization.
4. Repeat steps 2 and 3 until the system per- forms at a statistically equivalent level to the existing non-flexible system.
Consider the following example used to de- pict the proposed DSS. In terms of our previous notation, the system is described as follows:
1 . N = 4 2.0(1) = 3, 0(2) = 2, 0(3) = 3 and 0(4) = 4 3. M (1) = 3, M (2) = 2, M (3) = 3 and
M(4) = 4 4. For the non-flexible machines, T(1 , j ) = {i} 5. For the flexible machines, T ( 1 , j ) =
{ 1, 2 . . . . . O(j)} 6. s0 =s~ = s~ = s3 = s , = C = P = ov 7. K = 3 8. J~ = {1, 2, 4}, J, = {1, 3, 4} and -/3 =
{1,2,3,4} 9 . 2 = 1
10. Pj =0 .3 , / '2=0.1 and P3=0 .6 11.pt = P ~ = P 3 = 0 12. tl = t2= t3= 14 = 0 13. The number of operations, type of oper-
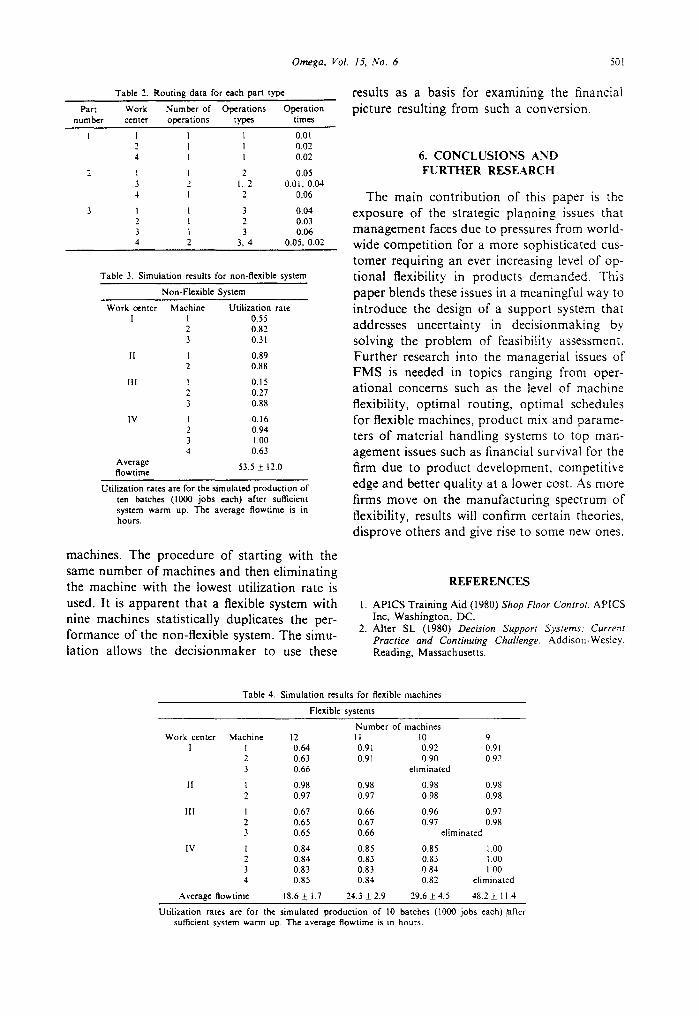
ations and operation time for each part type at each work center are shown in Table 2.
Table 3 shows the utilization of the non- flexible system whereas Table 4 is for the flexible
Omega, Vol. 15, No. 6 501
Table 2. Routing data for each part type
Part Work Number of Operations Operation number center operations types times
I I I 1 0.0l 2 I I 0.02 4 I I 0.02
2 1 I 2 0.05 3 2 I, 2 0.01, 0.04 4 1 2 0.06
3 I I 3 0.04 2 I 2 0.03 3 1 3 0.06 4 2 3, 4 0.05, 0.02
Table 3. Simulation results for non-flexible system
Non-Flexible System
Work center Machine Utilization rate I I 0.55
2 0.82 3 0.31
II I 0.89 2 0.88
III I 0.15 2 0.27 3 0.88
IV I 0.16 2 0.94 3 1.00 4 0.63
Average 53.5 + 12.0 flowtime
Utilization rates are for the simulated production of ten batches (1000 jobs each) after sufficient system warm up. The average flowtime is in hours.
machines. The procedure of starting with the same number of machines and then eliminating the machine with the lowest utilization rate is used. It is apparent that a flexible system with nine machines statistically duplicates the per- formance of the non-flexible system. The simu- lation allows the decisionmaker to use these
results as a basis for examining the financial picture resulting from such a conversion.
6. CONCLUSIONS AND FURTHER RESEARCH
The main contribution of this paper is the exposure of the strategic planning issues that management faces due to pressures from world- wide competition for a more sophisticated cus- tomer requiring an ever increasing level of op- tional flexibility in products demanded. This paper blends these issues in a meaningful way to introduce the design of a support system that addresses uncertainty in decisionmaking by solving the problem of feasibility assessment. Further research into the managerial issues of FMS is needed in topics ranging from oper- ational concerns such as the level of machine flexibility, optimal routing, optimal schedules for flexible machines, product mix and parame- ters of material handling systems to top man- agement issues such as financial survival for the firm due to product development, competitive edge and better quality at a lower cost. As more firms move on the manufacturing spectrum of flexibility, results will confirm certain theories, disprove others and give rise to some new ones.
REFERENCES
1. A P I C S Tra in ing Aid (1980) Shop Floor Control. A P I C S Inc, Wash ing ton , DC.
2. Al ter SL (1980) Decision Support Systerns: Current Practice and Continuing Challenge. Addison-Wesley , Reading, Massachuset ts .
Table 4. Simulation results for flexible machines
Flexible systems
Number of machines Work center Machine 12 I t 10 9
I I 0.64 0.91 0.92 0.91 2 0.63 0.91 0.90 0.92 3 0.66 eliminated
I1 I 0.98 0.98 0.98 0.98 2 0.97 0.97 0.98 0.98
II1 I 0.67 0.66 0.96 0.97 2 0.65 0.67 0.97 0.98 3 0.65 0.66 eliminated
IV I 0.84 0.85 0.85 1.00 2 0.84 0.83 0.83 1.00 3 0.83 0.83 0.84 1.00 4 0.85 0.84 0.82 eliminated
Average flowtime 18.6 + t.7 24.3 + 2.9 29.6 + 4.5 48.2 + 11.4
Utilization rates are for the simulated production of l0 batches (1000 jobs each) ~fter sufficient system warm up. The average flowtime is in hours.
502 Kassicieh, Schult:--Decision Support Flexible Manufacturing Systems
3. Buzacott JA (1982) Optimal operating rules for auto- mated manufacturing systems. IEEE Transactions on Automatic Control AC-27(I), 80-86.
4. Buzacott JA (1983) The fundamental principles of flexibility in manufacturing systems. In Flexible Manu- facturing Systems, Proceedings of the 1st International Conference, pp. 13-22. IFS, Bedford, England.
5. Buzacott JA and Shanthikumar JG (1980) Models for understanding flexible manufacturing systems. AIIE Transactions 12(4), 339-350.
6. Canuto E, Menga G and Bruno G (1983) Analysis of flexible manufacturing systems. In Efficiency of Manu- facturing Systems (Edited by Wilson B, Berg CC and French D), pp. 189-201. Plenum, New York.
7. Digman LA (1977) Organizational factors related to technology transfer and innovation. J. Technology Transfer 2(1), 61~58.
8. Gold B (1982) CAM sets new rules for production. Harv. Bus. Rev. 16(6), 88-94.
9. Goldhar JD and Jelinek M (1983) Plan for economics of scope. Harv. Bus. Rev. 17(6), 141-148.
10. Gunn TG (1982) The mechanization of design and manufacturing. Scient. Am. 247(3), 115-130.
11. Horngren CT (1981) Accounting for Management Con- trol. Prentice-Hall, Englewood Cliffs, New Jersey,
12. Hyer NL and Wemmerlov U (1984) Group technology and productivity. Harv. Bus. Rev. 18(4), 140-149.
13. Jaffe M (1983) Decision support systems for manu- facturing. Infosystems 30(7), 112-114.
14. Jelinek M and Goldhar JD (1984) The strategic impli- cations of the factory of the future. Sloan Mgmt Rev. 25(4), 29-37.
15. Kaplan RS (1983) Measuring manufacturing per- formance: a new challenge for managerial accounting research. Acctng Rev. 58(4), 686-705.
16. Kaplan RS (1984) Yesterday's accounting undermines production. Hart'. Bus. Rev. 18(4), 95-101.
17. Keen PGW and Scott Morton MS (1978) Decision Support Systems: An Organizational Perspective. Addison-Wesley, Reading, Massachusetts.
18. Kutatilaka N (1984) A managerial decision support system to evaluate investments in flexible manu- facturing systems. In Proceedings of the First ORSA/TIMS Conference on Flexible Manufacturing Systems, pp. 16-21.
19. Law A and Kelton D (1982) Simulation Modeling and Analysis. McGraw-Hill, New York.
20. Limprecht JA and Hayes RA (1982) Germany's world- class manufacturers. Hart'. Bus. Ret'. 16(6), 137-145.
21. Littlefield T, Rathmi[l K and Leonard R (1980) Criteria for the selection and financial justification on NC turning machines. In Proceedings of the 20th Inter- national Machine Tool Design and Research Conference (Edited by Tobias SA), pp. 499-507.
22. Nof SY (1983) Theory and practice in decision support for manufacturing control. In Data Base Management: Theory and Applications (Edited by Holsapple CW and Whinston AB), pp. 325-348. Reidel, New York.
23. Ritz'man LP, King BE and Krajewski LA (1984) Manu- facturing performance--pulling the right levers. Harv. Bus. Rev. 18(2), 143-[52.
24. Sol HG (1984) The emerging role of simulation based inquiry systems for decision support. In Beyond Productivity: Information Systems Development for Organizational Effectiveness (Edited by Bemelmare DA), pp. 23-35. Elsevier, New York.
25. Sprague RH Jr and Carlson ED (1982) Building Effective Decision Support Systems. Prentice-Hall, Englewood Cliffs, New Jersey.
26. Stecke KE and Solberg JJ (1981) Loading and control policies for flexible manufacturing systems. Int. J. Prod. Res. 19(5), 481-490.
27. Suri R (1984) An overview of evaluative models for fexible manufacturing systems. In Proceedings of the First ORSA/TIMS Conference on Flexible Manu- facturing Systems, pp. 8-15.
28. Takeuchi H and Quelch JA (1983) Quality is more than making a good product. Hart,. Bus. Rev. 17(4), 139-145.
29. Thompson H and Paris M (1982) The changing face of manufacturing technology. J. Bus. Strategy, 3( 1 ), 45-52.
30. Wheelwright SC and Hayes RH (1985) Competing through manufacturing. Harv. Bus. Rev. 19(1), 99-108.
31. Zelenovic DM (1982) Flexibility--a condition for effective production systems. Int. J. Prod. Res. 20(3), 319-337.
ADDRESS FOR CORRESPONDENCE: Mr S K Kassicieh, Graduate School of Management, University of A'ew Mexico, A lbu- querque, New Mexico 87131, USA.











![Flexible Manufacturing Systems [F.M.S] · PDF fileFigure 2: - Block Diagram of a Flexible Manufacturing Cell (F.M.C.), Courtesy Flexible Manufacturing systems in Practice, Bonneto](https://img.pdfslide.net/doc/110x75/5a9e4e527f8b9a077e8b7393/flexible-manufacturing-systems-fms-2-block-diagram-of-a-flexible-manufacturing.jpg)











