Embed Size (px)
Citation preview
Die Bedeutung des Druckbehalterbaus fur Entwicklungen in der Technik
H. Clausmeyer
1 Die Anfange der Kenntnisse uber Druck und Druckwirkungen
Das physikalische Phanomen des Drucks gehort in das Gebiet der Mechanik und unterliegt ihren Gesetzen. Solange diese Gesetze nicht in ausreichendem Umfang bekannt waren und keine Methoden zur Erzeugung von hoheren Driicken zur Verfiigung standen, fehlten wesentliche Voraussetzungen fiir eine Entwicklung auf dem Gebiet der Druckbehalter, die sich in einer relativ geordneten Linie verfolgen liefie.
In der Antike wurde die Kraft des Menschen und des Tieres zur Arbeitsleistung herangezogen. Die zerstorerische Kraft des sturzenden Wassers war zwar seit langem bekannt, Maschinen zur Bbdigung dieser Krafte sind aber erst im ersten vorchristlichen Jahrhundert in Form von Wassermiihlen nachweisbar.
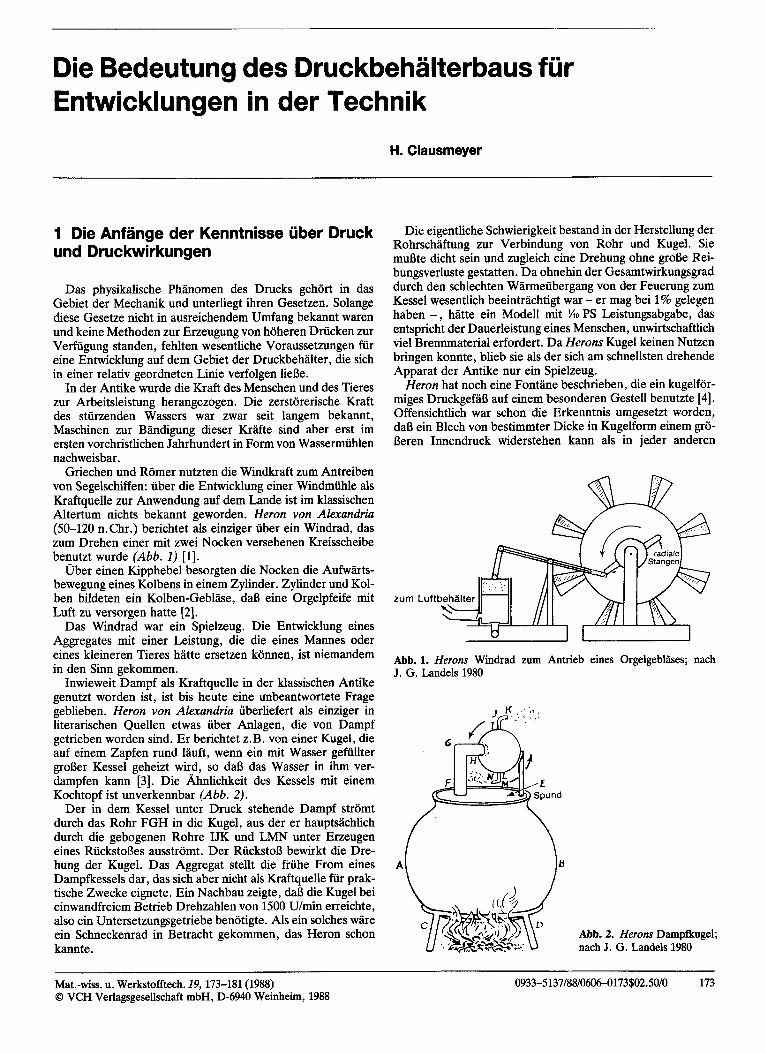
Griechen und Romer nutzten die Windkraft zum Antreiben von Segelschiffen: iiber die Entwicklung einer Windmiihle als Kraftquelle zur Anwendung auf dem Lande ist im klassischen Altertum nichts bekannt geworden. Heron von Alexandria (50-120 n.Chr.) berichtet als einziger uber ein Windrad, das zum Drehen einer mit zwei Nocken versehenen Kreisscheibe benutzt wurde (Abb. 1) [l].
Uber einen Kipphebel besorgten die Nocken die Aufwkts- bewegung eines Kolbens in einem Zylinder. Zylinder und Kol- ben bildeten ein Kolben-Geblhe, daB eine Orgelpfeife mit Luft zu versorgen hatte [2].
Das Windrad war ein Spielzeug. Die Entwicklung eines Aggregates mit einer Leistung, die die eines Mannes oder eines kleineren Tieres hatte ersetzen konnen, ist niemandem in den Sinn gekommen.
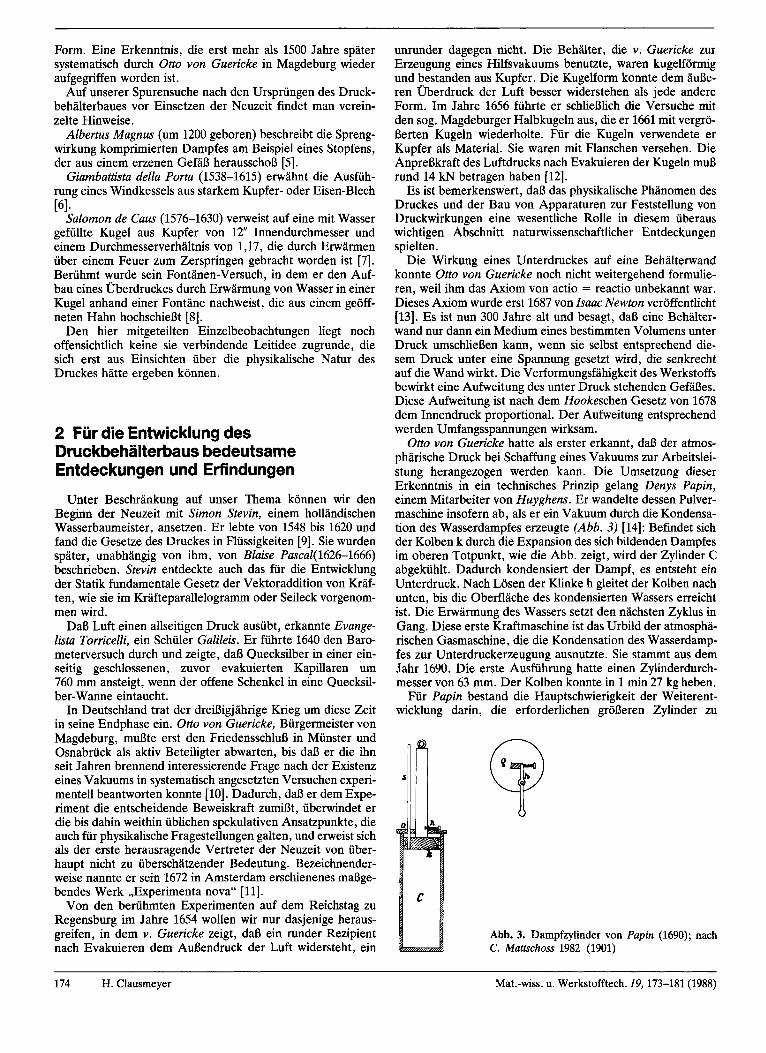
Inwieweit Dampf als Kraftquelle in der klassischen Antike genutzt worden ist, ist bis heute eine unbeantwortete Frage geblieben. Heron von Alexandria iiberliefert als einziger in literarischen Quellen etwas uber Anlagen, die von Dampf getrieben worden sind. Er berichtet z.B. von einer Kugel, die auf einem Zapfen rund lauft, wenn ein mit Wasser gefiillter groBer Kessel geheizt wird, so daB das Wasser in ihm ver- dampfen kann [3]. Die Ahnlichkeit des Kessels mit einem Kochtopf ist unverkennbar (Abb. 2).
Der in dem Kessel unter Druck stehende Dampf stromt durch das Rohr FGH in die Kugel, aus der er hauptsachlich durch die gebogenen Rohre IJK und LMN unter Erzeugen eines RiickstoSes ausstromt. Der RuckstoS bewirkt die Dre- hung der Kugel. Das Aggregat stellt die friihe From eines Dampfkessels dar, das sich aber nicht als Kraftquelle fiir prak- tische Zwecke eignete. Ein Nachbau zeigte, daS die Kugel bei einwandfreiem Betrieb Drehzahlen von 1500 U/min erreichte, also ein Untersetzungsgetriebe benotigte. Als ein solches wiire ein Schneckenrad in Betracht gekommen, das Heron schon kannte.
Die eigentliche Schwierigkeit bestand in der Herstellung der Rohrschaftung zur Verbindung von Rohr und Kugel. Sie m a t e dicht sein und zugleich eine Drehung ohne groSe Rei- bungsverluste gestatten. Da ohnehin der Gesamtwirkungsgrad durch den schlechten Warmeubergang von der Feuerung zum Kessel wesentlich beeintrachtigt war - er mag bei 1% gelegen haben -, hatte ein Model1 mit %O PS Leistungsabgabe, das entspricht der Dauerleistung eines Menschen, unwirtschaftlich vie1 Brennmaterial erfordert. Da Herons Kugel keinen Nutzen bringen konnte, blieb sie als der sich am schnellsten drehende Apparat der Antike nur ein Spielzeug.
Heron hat noch eine Fontane beschrieben, die ein kugelfor- miges Druckgefs auf einem besonderen Gestell benutzte [4]. Offensichtlich war schon die Erkenntnis umgesetzt worden, daS ein Blech von bestimmter Dicke in Kugelform einem gro- Seren Innendruck widerstehen kann als in jeder anderen
zurn 1
Abb. 1. Herons Windrad zum Antrieb eines Orgelgeblases; nach J. G. Landels 1980
Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988) 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1988
0933-5137/88/0604-0173$02.50/0 173
Form. Eine Erkenntnis, die erst mehr als 1500 Jahre spater systematisch durch Otto von Guericke in Magdeburg wieder aufgegriffen worden ist.
Auf unserer Spurensuche nach den Urspriingen des Druck- behalterbaues vor Einsetzen der Neuzeit findet man verein- zelte Hinweise.
Albertus Magnus (um 1200 geboren) beschreibt die Spreng- wirkung kompnmierten Dampfes am Beispiel eines Stopfens, der aus einem erzenen G e f a herausschoa [ 5 ] .
Giambattista della Porta (1538-1615) erwahnt die Ausfiih- rung eines Windkessels aus starkem Kupfer- oder Eisen-Blech
Salomon de Caus (1576-1630) verweist auf eine mit Wasser gefiillte Kugel aus Kupfer von 12" Innendurchmesser und einem Durchmesserverhaltnis von 1,17, die durch Erwarmen iiber einem Feuer zum Zerspringen gebracht worden ist [7]. Beriihmt wurde sein Fontanen-Versuch, in dem er den Auf- bau eines Uberdruckes durch Erwarmung von Wasser in einer Kugel anhand einer Fontane nachweist, die aus einem geoff- neten Hahn hochschieBt [8] .
Den hier mitgeteilten Einzelbeobachtungen liegt noch offensichtlich keine sie verbindende Leitidee zugrunde, die sich erst aus Einsichten iiber die physikalische Natur des Druckes hatte ergeben konnen.
[61.
2 Fur die Entwicklung des Druckbehalterbaus bedeutsame Entdeckungen und Etfindungen
Unter Beschrankung auf unser Thema konnen wir den Beginn der Neuzeit mit Simon Stevin, einem hollandischen Wasserbaumeister, ansetzen. Er lebte von 1548 bis 1620 und fand die Gesetze des Druckes in Fliissigkeiten [9]. Sie wurden spater, unabhangig von ihm, von Blaise Pascal(1626-1666) beschrieben. Stevin entdeckte auch das fiir die Entwicklung der Statik fundamentale Gesetz der Vektoraddition von Kraf- ten, wie sie im Krafteparallelogramm oder Seileck vorgenom- men wird.
DaB Luft einen allseitigen Druck ausiibt, erkannte Evange- lista Torricelli, ein Schiiler Galileis. Er fiihrte 1640 den Baro- meterversuch durch und zeigte, daB Quecksilber in einer ein- seitig geschlossenen, zuvor evakuierten Kapillaren um 760 mm ansteigt, wenn der offene Schenkel in eine Quecksil- ber-Wanne eintaucht.
In Deutschland trat der dreiBigjahrige Krieg um diese Zeit in seine Endphase ein. Otto von Guericke, Biirgermeister von Magdeburg, muBte erst den FriedensschluS in Miinster und Osnabriick als aktiv Beteiligter abwarten, bis daJ3 er die ihn seit Jahren brennend interessierende Frage nach der Existenz eines Vakuums in systematisch angesetzten Versuchen experi- mentell beantworten konnte [ lo] . Dadurch, daB er dem Expe- riment die entscheidende Beweiskraft zumil3t , iiberwindet er die bis dahin weithin iiblichen spekulativen Ansatzpunkte, die auch fiir physikalische Fragestellungen galten, und erweist sich als der erste herawsragende Vertreter der Neuzeit von iiber- haupt nicht zu iiberschatzender Bedeutung. Bezeichnender- weise nannte er sein 1672 in Amsterdam erschienenes maBge- bendes Werk ,,Experiments nova" [ 111.
Von den beriihmten Experimenten auf dem Reichstag zu Regensburg im Jahre 1654 wollen wir nur dasjenige heraus- greifen, in dem v. Guericke zeigt, daS ein runder Rezipient nach Evakuieren dem AuBendruck der Luft widersteht, ein
unrunder dagegen nicht. Die Behater, die v. Guericke zur Erzeugung eines Hilfsvakuums benutzte, waren kugelformig und bestanden aus Kupfer. Die Kugelform konnte dem auBe- ren Uberdruck der Luft besser widerstehen als jede andere Form. Im Jahre 1656 fiihrte er schliel3lich die Versuche mit den sog. Magdeburger Halbkugeln aus, die er 1661 mit vergro- Berten Kugeln wiederholte. Fur die Kugeln verwendete er Kupfer als Material. Sie waren mit Flanschen versehen. Die AnpreBkraft des Luftdrucks nach Evakuieren der Kugeln muB rund 14 kN betragen haben [12].
Es ist bemerkenswert, daS das physikalische Phanomen des Druckes und der Bau von Apparaturen zur Feststellung von Druckwirkungen eine wesentliche Rolle in diesem iiberaus wichtigen Abschnitt naturwissenschaftlicher Entdeckungen spielten.
Die Wirkung eines Unterdruckes auf eine Behalterwand konnte Otto von Guericke noch nicht weitergehend formulie- ren, weil ihm das Axiom von actio = reactio unbekannt war. Dieses Axiom wurde erst 1687 von Isaac Newton veroffentlicht [13]. Es ist nun 300 Jahre alt und besagt, daB eine Behalter- wand nur dann ein Medium eines bestimmten Volumens unter Druck urnschlieBen kann, wenn sie selbst entsprechend die- sem Druck unter eine Spannung gesetzt wird, die senkrecht auf die Wand wirkt. Die Verformungsfahigkeit des Werkstoffs bewirkt eine Aufweitung des unter Druck stehenden GefaBes. Diese Aufweitung ist nach dem Hookeschen Gesetz von 1678 dem Innendruck proportional. Der Aufweitung entsprechend werden Umfangsspannungen wirksam.
Otto von Guericke hatte als erster erkannt, daB der atmos- phiirische Druck bei Schaffung eines Vakuums zur Arbeitslei- stung herangezogen werden kann. Die Umsetzung dieser Erkenntnis in ein technisches Prinzip gelang Denys Papin, einem Mitarbeiter von Huyghens. Er wandelte dessen Pulver- maschine insofern ab, als er ein Vakuum durch die Kondensa- tion des Wasserdampfes erzeugte (Abb. 3) [14]: Befindet sich der Kolben k durch die Expansion des sich bildenden Dampfes im oberen Totpunkt, wie die Abb. zeigt, wird der Zylinder C abgekiihlt. Dadurch kondensiert der Dampf, es entsteht ein Unterdruck. Nach Losen der Klinke h gleitet der Kolben nach unten, bis die Oberflache des kondensierten Wassers erreicht ist. Die Erwarmung des Wassers setzt den nachsten Zyklus in Gang. Diese erste Kraftmaschine ist das Urbild der atmospha- rischen Gasmaschine, die die Kondensation des Wasserdamp- fes zur Unterdruckerzeugung ausnutzte. Sie stammt aus dem Jahr 1690. Die erste Ausfiihrung hatte einen Zylinderdurch- messer von 63 mm. Der Kolben konnte in 1 min 27 kg heben.
Fur Papin bestand die Hauptschwierigkeit der Weiterent- wicklung darin, die erforderlichen groBeren Zylinder zu
Abb. 3. Dampfzylinder von Papin (1690); nach C. Muttschoss 1982 (1901)
174 H. Clausmeyer Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988)
bekommen. Deswegen empfahl er, Fabriken zu griinden, die sich nur mit der Herstellung von Dampfzylindern beschaftigen sollten. Damit gebiihrt ihm das Verdienst, als Erster vor 300 Jahren die Notwendigkeit von Werkstatten zur Herstellung von Druckbehaltern ausgesprochen zu haben.
Die an sich naheliegende Ausnutzung des direkten Dampf- druckes scheiterte nicht zuletzt an den fehlenden Moglichkei- ten zur Herstellung groBer widerstandsfahiger GefUe, insbe- sondere aus Schmiedeeisen. Da auch Explosionen mit betrachtlichen Schaden unvermeidlich waren, wurden die Arbeiten 1706 eingestellt.
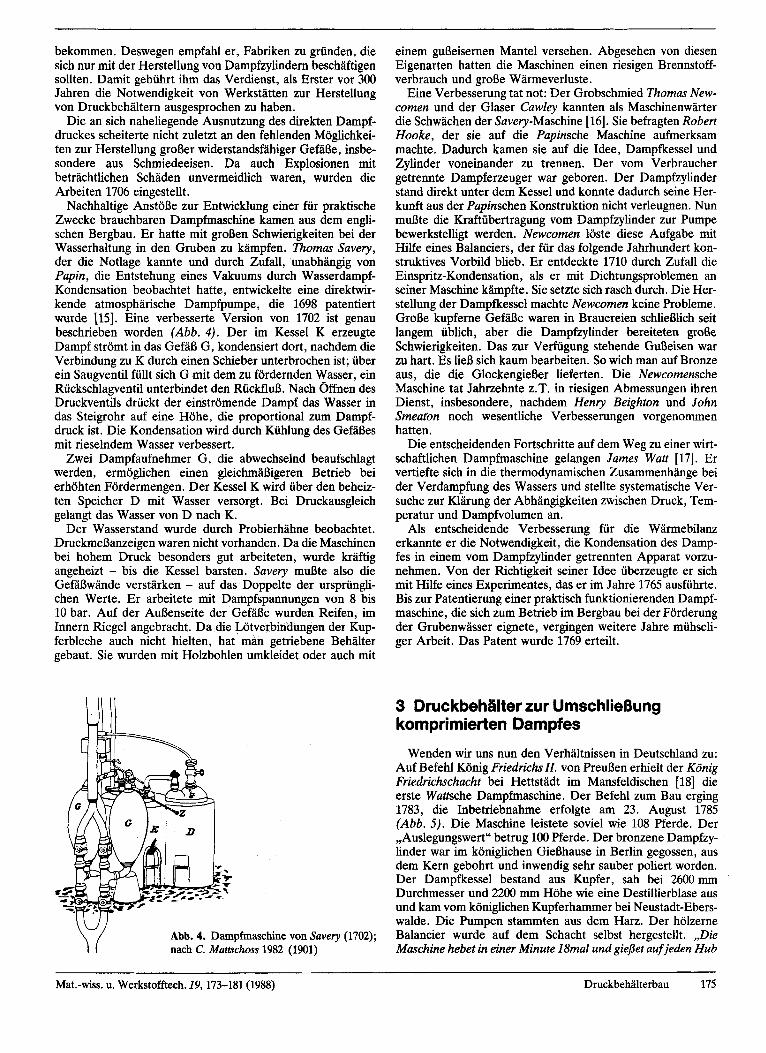
Nachhaltige AnstoBe zur Entwicklung einer fiir praktische Zwecke brauchbaren Dampfmaschine kamen aus dem engli- schen Bergbau. Er hatte mit groRen Schwierigkeiten bei der Wasserhaltung in den Gruben zu kampfen. Thomas Savery, der die Notlage kannte und durch Zufall, unabhhgig von Papin, die Entstehung- eines Vakuums durch Wasserdampf- Kondensation beobachtet hatte, entwickelte eine direktwir- kende atmospharische Dampfpumpe, die 1698 patentiert wurde 1151. Eine verbesserte Version von 1702 ist genau beschrieben worden (Abb. 4). Der im Kessel K erzeugte Dampf stromt in das GefaB G, kondensiert dort, nachdem die Verbindung zu K durch einen Schieber unterbrochen ist; iiber ein Saugventil fiillt sich G mit dem zu fordernden Wasser, ein Riickschlagventil unterbindet den RiickfluR. Nach Ofhen des Druckventils driickt der einstromende Dampf das Wasser in das Steigrohr auf eine Hohe, die proportional zum Dampf- druck ist. Die Kondensation wird durch Kiihlung des GefUes mit rieselndem Wasser verbessert.
Zwei Dampfaufnehmer G, die abwechselnd beaufschlagt werden, ermoglichen einen gleichmaBigeren Betrieb bei erhohten Fordermengen. Der Kessel K wird iiber den beheiz- ten Speicher D mit Wasser versorgt. Bei Druckausgleich gelangt das Wasser von D nach K.
Der Wasserstand wurde durch Probierhahne beobachtet. DruckmeRanzeigen waren nicht vorhanden. Da die Maschinen bei hohem Druck besonders gut arbeiteten, wurde krtiftig angeheizt - bis die Kessel barsten. Savery muBte also die GefaBwhde versttirken - auf das Doppelte der urspriingh- chen Werte. Er arbeitete mit Dampfspannungen von 8 bis 10 bar. Auf der AuBenseite der GefaRe wurden Reifen, im Innern Riegel angebracht. Da die Lotverbindungen der Kup- ferbleche auch nicht hielten, hat man getriebene Behalter gebaut. Sie wurden rnit Holzbohlen umkleidet oder auch mit
UI /i
Abb. 4. Dampfmaschine von Savery (1702); nach C. Muttschoss 1982 (1901)
einem guaeisernen Mantel versehen. Abgesehen von diesen Eigenarten hatten die Maschinen einen riesigen Brennstoff- verbrauch und groRe Warmeverluste.
Eine Verbesserung tat not: Der Grobschmied Thomas New- comen und der Glaser Cawley kannten als Maschinenwarter die Schwachen der Savery-Maschine [16]. Sie befragten Robert Hooke, der sie auf die Papinsche Maschine aufmerksam machte. Dadurch kamen sie auf die Idee, Dampfkessel und Zylinder voneinander zu trennen. Der vom Verbraucher getrennte Dampferzeuger war geboren. Der Dampfzylinder stand direkt unter dem Kessel und konnte dadurch seine Her- kunft aus der Papinschen Konstruktion nicht verleugnen. Nun muBte die Kraftiibertragung vom Dampfzylinder zur Pumpe bewerkstelligt werden. Newcomen loste diese Aufgabe rnit Hilfe eines Balanciers, der fiir das folgende Jahrhundert kon- struktives Vorbild blieb. Er entdeckte 1710 durch Zufall die Einspritz-Kondensation, als er mit Dichtungsproblemen an seiner Maschine khpf te . Sie setzte sich rasch durch. Die Her- stellung der Dampfkessel machte Newcomen keine Probleme. GroBe kupferne GefiiRe waren in Brauereien schlieBlich seit langem iiblich, aber die Dampfzylinder bereiteten groCe Schwierigkeiten. Das zur Verfiigung stehende GuSeisen war zu hart. Es lieR sich kaum bearbeiten. So wich man auf Bronze aus, die die GlockengieDer lieferten. Die Newcomensche Maschine tat Jahrzehnte z.T. in riesigen Abmessungen ihren Dienst, insbesondere, nachdem Henry Beighton und John Smeafon noch wesentliche Verbesserungen vorgenommen hatten.
Die entscheidenden Fortschritte auf dem Weg zu einer wirt- schaftlichen Dampfmaschine gelangen James Watt [ 171. Er vertiefte sich in die thermodynamischen Zusammenhange bei der Verdampfung des Wassers und stellte systematische Ver- suche zur Kliirung der Abhangigkeiten zwischen Druck, Tem- peratur und Dampfvolumen an.
Als entscheidende Verbesserung fiir die Warmebilanz erkannte er die Notwendigkeit, die Kondensation des Damp- fes in einem vom Dampfzylinder getrennten Apparat vorzu- nehmen. Von der Richtigkeit seiner Idee iiberzeugte er sich mit Hilfe eines Experimentes, das er im Jahre 1765 ausfiihrte. Bis zur Patentierung einer praktisch funktionierenden Dampf- maschine, die sich zum Betrieb im Bergbau bei der Forderung der Grubenwasser eignete, vergingen weitere Jahre miihseli- ger Arbeit. Das Patent wurde 1769 erteilt.
3 Druckbehalter zur UmschlieBung komprimierten Dampfes
Wenden wir uns nun den Verhaltnissen in Deutschland zu: Auf Befehl Konig FriedrichsZZ. von PreuBen erhielt der Konig Friedrichschacht bei Hettstadt im Mansfeldischen [ 181 die erste Wansche Dampfmaschine. Der Befehl zum Bau erging 1783, die Inbetriebnahme erfolgte am 23. August 1785 (Abb. 5). Die Maschine leistete soviel wie 108 Pferde. Der ,,Auslegungswert" betrug 100 Pferde. Der bronzene Dampfzy- linder war im koniglichen GieBhause in Berlin gegossen, aus dem Kern gebohrt und inwendig sehr sauber poliert worden. Der Dampfkessel bestand aus Kupfer, sah bei 2600 mm Durchmesser und 2200 mm Hohe wie eine Destillierblase aus und kam vom koniglichen Kupferhammer bei Neustadt-Ebers- walde. Die Pumpen stammten aus dem Harz. Der holzerne Balancier wurde auf dem Schacht selbst hergestellt. ,,Die Maschine hebet in einer Minute 18mal und gieljet auf jeden Hub
Mat.-wiss. u. Werkstofftech. 19,173-181 (1988) Druckbehalterbau 175
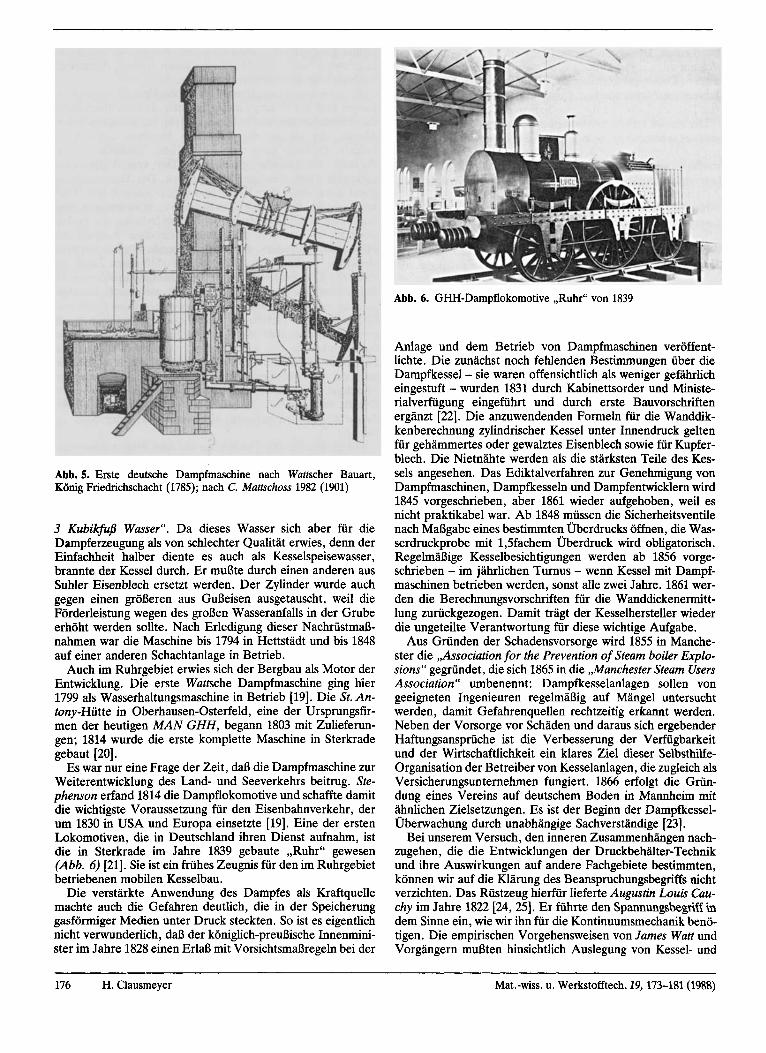
Abb. 6. GHH-Dampflokomotive ,,Ruhr" von 1839
Abb. 5. Erste deutsche Dampfmaschine nach Wattscher Bauart, Konig Friedrichschacht (1785); nach C. Muttschoss 1982 (1901)
3 Kubikfup Wasser". Da dieses Wasser sich aber fiir die Dampferzeugung als von schlechter Qualitat erwies, denn der Einfachheit halber diente es auch als Kesselspeisewasser, brannte der Kessel durch. Er muRte durch einen anderen aus Suhler Eisenblech ersetzt werden. Der Zylinder wurde auch gegen einen groBeren aus GuReisen ausgetauscht, weil die Forderleistung wegen des groRen Wasseranfalls in der Grube erhoht werden sollte. Nach Erledigung dieser NachriistmaB- nahmen war die Maschine bis 1794 in Hettstadt und bis 1848 auf einer anderen Schachtanlage in Betrieb.
Auch im Ruhrgebiet erwies sich der Bergbau als Motor der Entwicklung. Die erste Wattsche Dampfmaschine ging hier 1799 als Wasserhaltungsmaschine in Betrieb [19]. Die St. An- tony-Hiitte in Oberhausen-Osterfeld, eine der Ursprungsfir- men der heutigen MAN GHH, begann 1803 mit Zulieferun- gen; 1814 wurde die erste komplette Maschine in Sterkrade gebaut [20].
Es war nur eine Frage der Zeit, daR die Dampfmaschine zur Weiterentwicklung des Land- und Seeverkehrs beitrug. Ste- phenson erfand 1814 die Dampflokomotive und schaffte damit die wichtigste Voraussetzung fiir den Eisenbahnverkehr, der um 1830 in USA und Europa einsetzte [19]. Eine der ersten Lokomotiven, die in Deutschland ihren Dienst aufnahm, ist die in Sterkrade im Jahre 1839 gebaute ,,Ruhr" gewesen (Abb. 6) [21]. Sie ist ein friihes Zeugnis fiir den im Ruhrgebiet betriebenen mobilen Kesselbau.
Die verstarkte Anwendung des Dampfes als Kraftquelle machte auch die Gefahren deutlich, die in der Speicherung gasforrniger Medien unter Druck steckten. So ist es eigentlich nicht verwunderlich, daR der konighch-preuhche Innenmini- ster im Jahre 1828 einen ErlaB mit Vorsichtsmaljregeln bei der
Anlage und dem Betrieb von Dampfmaschinen veroffent- lichte. Die zunachst noch fehlenden Bestimmungen uber die Dampfkessel - sie waren offensichtlich als weniger gef&hrlich eingestuft - wurden 1831 durch Kabinettsorder und Ministe- rialverfiigung eingefiihrt und durch erste Bauvorschriften erganzt [22]. Die anzuwendenden Formeln fiir die Wanddik- kenberechnung zylindrischer Kessel unter Innendruck gelten fiir gehammertes oder gewalztes Eisenblech sowie fiir Kupfer- blech. Die Nietniihte werden als die starksten Teile des Kes- sels angesehen. Das Ediktalverfahren zur Genehmigung von Dampfmaschinen, Dampfkesseln und Dampfentwicklem wird 1845 vorgeschrieben, aber 1861 wieder aufgehoben, weil es nicht praktikabel war. Ab 1848 mussen die Sicherheitsventile nach MaRgabe eines bestimmten Uberdrucks offnen, die Was- serdruckprobe mit 1,Sfachem Uberdruck wird obligatorisch. RegelmaRige Kesselbesichtigungen werden ab 1856 vorge- schrieben - im jahrlichen Tumus - wenn Kessel mit Dampf- maschinen betrieben werden, sonst alle zwei Jahre. 1861 wer- den die Berechnungsvorschriften fiir die Wanddickenermitt- lung zuriickgezogen. Damit tragt der Kesselhersteller wieder die ungeteilte Verantwortung fiir diese wichtige Aufgabe.
Aus Griinden der Schadensvorsorge wird 1855 in Manche- ster die ,,Association for the Prevention of Steam boiler Explo- sions'' gegriindet, die sich 1865 in die ,,ManChester Steam Users Association" umbenennt: Dampfkesselanlagen sollen von geeigneten Ingenieuren regelmaBig auf Mange1 untersucht werden, damit Gefahrenquellen rechtzeitig erkannt werden. Neben der Vorsorge vor Schaden und daraus sich ergebender Haftungsanspriiche ist die Verbesserung der Verfiigbarkeit und der Wirtschaftlichkeit ein klares Ziel dieser Selbsthilfe- Organisation der Betreiber von Kesselanlagen, die zugleich als Versicherungsunternehmen fungiert. 1866 erfolgt die Griin- dung eines Vereins auf deutschem Boden in Mannheim mit ahnlichen Zielsetzungen. Es ist der Beginn der Dampfkessel- Uberwachung durch unabhangige Sachverstandige [23].
Bei unserem Versuch, den inneren Zusammenhhgen nach- zugehen, die die Entwicklungen der Druckbehdter-Technik und ihre Auswirkungen auf andere Fachgebiete bestimmten, konnen wir auf die Klarung des Beanspruchungsbegriffs nicht verzichten. Das Rustzeug hierfiir lieferte Augustin Louk Cau- chy im Jahre 1822 [24,25]. Er fiihrte den Spannungsbegriffin dem Sinne ein, wie wir ihn fiir die Kontinuumsmechanik beno- tigen. Die empirischen Vorgehensweisen von James Watt und Vorgangern muaten hinsichtlich Auslegung von Kessel- und
176 H. Clausmeyer Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988)
Dampfzylinder-Winden vor unuberwindlichen Hindemissen stehen, solange auf die Frage nach der Werkstoff-Anstren- gung in der Druckbehalter-Wand keine richtigen und ausrei- chend vollstindigen Antworten gegeben werden konnten.
Der zu betrachtende Sachverhalt lUt sich an dem verhiilt- nismliaig einfachen Beispiel der Kreiszylinder-Schale unter Innendruck verdeutlichen (Abb. 7). Innendruck und Innen- durchmesser sind im allgemeinen von dem Verwendungs- zweck der Schale vorgegeben. Das Produkt aus beiden Gro- Ben bestimmt bei einer als bekannt vorausgesetzten Werk- stoff-Beanspruchbarkeit die Wanddicke. Das gilt zumindest naherungsweise. Unter der Annahme eines linearen Werk- stoffgesetzes und mit Hilfe der Gleichgewichtsbedingungen sowie der geometrischen Beziehungen zwischen Verzermngeri und Verschiebungen 1 s t sich die Verteilung der Umfangs- und Radialspannungen uber dem Wandquerschnitt bestim- men. Ubersichtlicher werden die Verhaltnisse, wenn man die Umfangs- und Radialspannungen zu einer Vergleichsspan- nung a, zusammenfaRt, die nach gut begriindeten Kriterien die Werkstoffanstrengung beschreibt, wie sie z.B. im Zugver- such ermittelt wird und sich von absoluten GroBen unabhangig macht, indem man a, auf den Innendruck p bezieht. In analo- ger Weise wird aus Wanddicke und Innendurchmesser ein Verhdtniswert in Form des Durchmesserverhaltnisses (dddi) gebildet. Die Auftragung der GroRen (uv/p) gegen (dddi) ver- anschaulicht die Tatsache, daR ni t relativer Zunahme der Wanddicke die spezifische Werkstoffanstrengung nach einem hyperbolischen Abklinggesetz sinkt. Das gilt unterschiedlich stark fiir jeden Punkt der Wand.
Als wesentliche SchluRfolgerung bleibt festzuhalten: Dunne GefaBwande tragen gleichmaaiger als dicke. Ein MaB hierfiir ist das Verhdtnis 3,,/5,,, das von 1 auf den theoretischen Grenz- wert 4 steigen kann. Eine Absenkung der Werkstoffbeanspru- chung in dunnwandigen Schalen bewirkt keine ausschlagge- bende relative Dicken-Zunahme, umgekehrt - ein Anheben der Werkstoff-Festigkeit lohnt sich in diesem Fall nicht. Bei dickwandigen Schalen kann dagegen durch maRiges Anheben der Werkstoff-Anstrengung die Wanddicke so verringert wer- den, dal3 eine merkliche Material-Einsparung eintritt.
GroBe Innendurchmesser di korrespondieren im allgemei- nen mit groBen (u,/p)-Werten. Bei gegebener zulassiger Werk- stoffanstrengung bedeutet das naturlich eine unter Umstanden drastische Begrenzung der zulassigen Innendrucke.
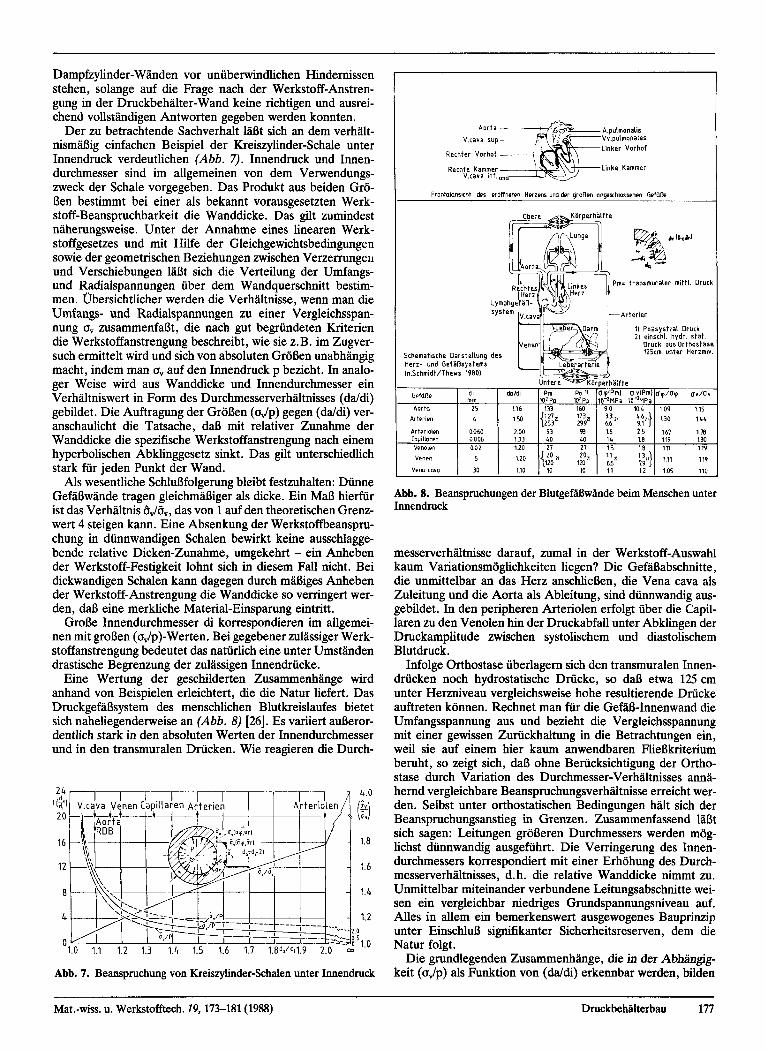
Eine Wertung der geschilderten Zusammenhinge wird anhand von Beispielen erleichtert, die die Natur liefert. Das DruckgefaBsystem des menschlichen Blutkreislaufes bietet sich naheliegenderweise an (Abb. 8) [26]. Es variiert auBeror- dentlich stark in den absoluten Werten der Innendurchmesser und in den transmuralen Driicken. Wie reagieren die Durch-
A.pulmonalis Vv.pulmonales tinker Vorhof
Rechter Vorhof
Rechte Kamrner Linke Kammer
I Frontolonsrht der woffneten HWZ- und der groRen angenhlorsenen Gef&
Abb. 7. Beanspruchung von Kreiszylinder-Schalen unter Innendruck
= transmuraler mittl.
Arterien
Druc
11 P o i r y s t r a l Druck 21 einschl. hydr stat.
Oruck ausorthostas 125rm unter Herzmi! Srhematische Darstellung des
Herz- und Gefaflsystemr In.Schmidt/Thewr 19801
a l f t e di doid, ~m PO (1 'UlplPm) av(Pml av/aip by/[rv
4
mm G e h R e
Aorta 25 10'Pa 1O'Po 1 -'MPa IO-'MPa
Artmen
0060 0006
veno1en 002 133 LO 40 1 4 i n 119 130 120 27 27 15 18 111 119
VeW" 5 120 (;;21 1;21 Y62l ;>} 111 119
veno COVO 30
Abb. 8. Beanspruchungen der Blutgefawande beim Menschen unter Innendruck
messerverhiltnisse darauf, mmal in der Werkstoff-Auswahl kaum Variationsmoglichkeiten liegen? Die Gefaabschnitte, die unmittelbar an das Herz anschlieRen, die Vena cava als Zuleitung und die Aorta als Ableitung, sind dunnwandig aus- gebildet. In den peripheren Arteriolen erfolgt uber die Capil- laren zu den Venolen hin der Druckabfall unter Abklingen der Druckamplitude zwischen systolischem und diastolischem Blutdruck.
Infolge Orthostase uberlagern sich den transmuralen Innen- driicken noch hydrostatische Driicke, so daR etwa 125 cm unter Herzniveau vergleichsweise hohe resultierende Driicke auftreten konnen. Rechnet man fiir die GefaR-Innenwand die Umfangsspannung aus und bezieht die Vergleichsspannung mit einer gewissen Zuriickhaltung in die Betrachtungen ein, weil sie auf einem hier kaum anwendbaren FlieRkriterium beruht, so zeigt sich, daB ohne Beriicksichtigung der Ortho- stase durch Variation des Durchmesser-Verhaltnisses anna- hemd vergleichbare Beanspruchungsverhdtnisse erreicht wer- den. Selbst unter orthostatischen Bedingungen hiilt sich der Beanspruchungsanstieg in Grenzen. Zusammenfassend l a t sich sagen: Leitungen groBeren Durchmessers werden mog- lichst dunnwandig ausgefiihrt . Die Verringerung des Innen- durchmessers korrespondiert mit einer Erhohung des Durch- messerverhaltnisses, d. h. die relative Wanddicke nimmt zu. Unmittelbar miteinander verbundene Leitungsabschnitte wei- sen ein vergleichbar niedriges Grundspannungsniveau auf. Alles in allem ein bemerkenswert ausgewogenes Bauprinzip unter EinschluR signifikanter Sicherheitsreserven, dem die Natur folgt.
Die grundlegenden Zusammenhage, die in der Abhingig- keit (u,,/p) als Funktion von (dddi) erkennbar werden, bilden
Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988) Druckbehaiterbau 177
I Jahr I 1831
Spannungsverg(eichswert
Sm [MPal
I Rechnerisch erforderliche I o , o m di D r0.1
S m = 2 0 0 p *
Sm i 20
IWanddicke I I Z O l l l
MaOgebende Spannung
daldi =I+ ISmlp1-1
Zugfestigkeit
Rm [MPal I 245
Bemessungsfaktor R m l Sm
- 12
Sm = 333p‘
Sm - 33
2 4 5
-7.5
1923
!w *o,l 2 KZQ
[ c m l
Mittlere Urnfongs- spannung
Zvr&++ Sm
1 + I S m / p l - l
Sm=Kz V / J
1-4.5 V.0.7
S m = 67
4 3 0
- 6.5
1984
2 ! L L 2 Sm-p
[ m m l
M i t t l e re Vergleichs- spannung IMohrI
2.. rSm
I t 1
Sm= RrnRT13
Sm = 1 3 0
2Smlp-1
4 0 2
3
die Grundlage von Entwicklungen, wie das Ausnutzen von Teilplastifizierungen und den Aufbau von Druckeigenspan- nungen zur Anhebung von Belastungsgrenzen oder wie der Mehrlagenbauweise nach den verschiedenen ausgefiihrten Systemen [27]. Sie haben den Anstol3 gegeben, Spannungen in Kategorien einzuteilen, die auf die Unterschiede im Ausmal3 der plastischen Verformung Rucksicht nehmen, wenn durch Last- und Temperatur-Einwirkungen eine Uberbeanspru- chung auftreten sollte. Diese Kategorisierung erlaubt eine dif- ferenzierte und zugleich sinnvolle Begrenzung der Spannun- gen, die den Bediirfnissen nach ausreichender Sicherheit Rechnung tragt.
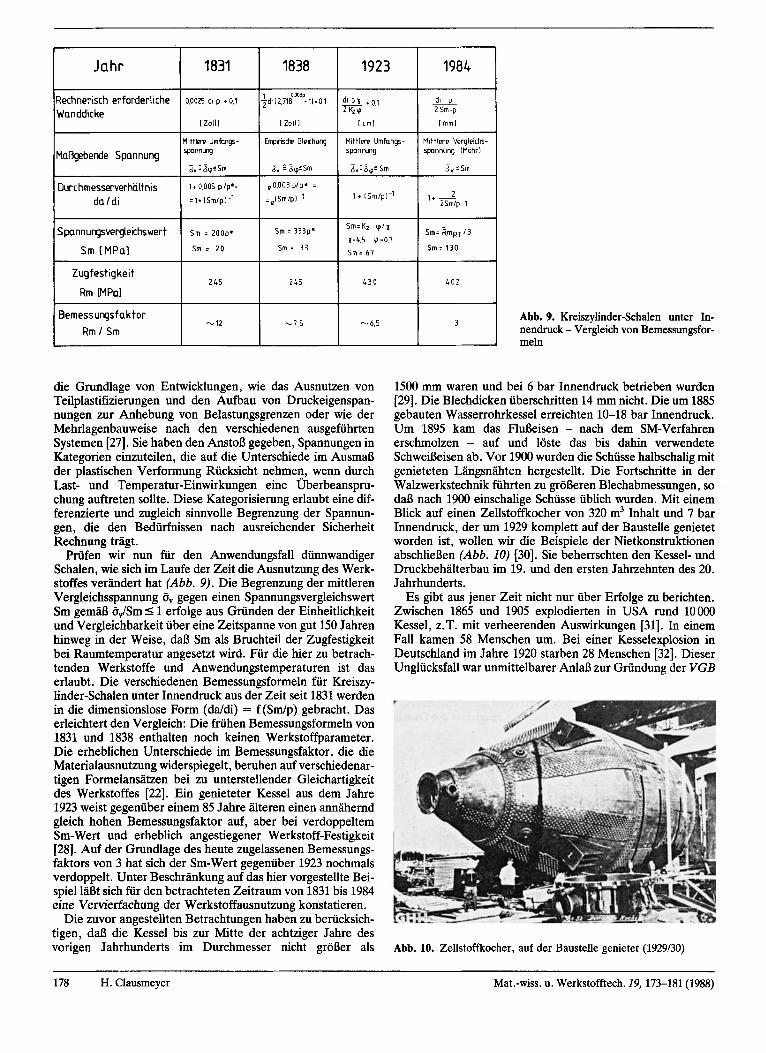
Priifen wir nun fiir den Anwendungsfall dunnwandiger Schalen, wie sich im Laufe der Zeit die Ausnutzung des Werk- stoffes verhdert hat (Abb. 9). Die Begrenzung der mittleren Vergleichsspannung Bv gegen einen Spannungsvergleichswert Sm gemal3 &Em 5 1 erfolge aus Griinden der Einheitlichkeit und Vergleichbarkeit uber eine Zeitspanne von gut 150 Jahren hinweg in der Weise, dal3 Sm als Bruchteil der Zugfestigkeit bei Raumtemperatur angesetzt wird. Fiir die hier zu betrach- tenden Werkstoffe und Anwendungstemperaturen ist das erlaubt. Die verschiedenen Bemessungsformeln fiir Kreiszy- linder-Schalen unter Innendruck aus der Zeit seit 1831 werden in die dimensionslose Form (dddi) = f (Sdp) gebracht. Das erleichtert den Vergleich: Die friihen Bemessungsformeln von 1831 und 1838 enthalten noch keinen Werkstoffparameter. Die erheblichen Unterschiede im Bemessungsfaktor, die die Materialausnutzung widerspiegelt , beruhen auf verschiedenar- tigen Formelansatzen bei zu unterstellender Gleichartigkeit des Werkstoffes [22]. Ein genieteter Kessel aus dem Jahre 1923 weist gegenuber einem 85 Jahre tilteren einen annahernd gleich hohen Bemessungsfaktor auf, aber bei verdoppeltem Sm-Wert und erheblich angestiegener Werkstoff-Festigkeit [28]. Auf der Grundlage des heute zugelassenen Bemessungs- faktors von 3 hat sich der Sm-Wert gegenuber 1923 nochmals verdoppelt. Unter Beschriinkung auf das hier vorgestellte Bei- spiel laat sich fiir den betrachteten Zeitraum von 1831 bis 1984 eine Vervierfachung der Werkstoffausnutzung konstatieren.
Die zuvor angestellten Betrachtungen haben zu beriicksich- tigen, daR die Kessel bis zur Mitte der achtziger Jahre des vorigen Jahrhunderts im Durchmesser nicht grol3er als
Abb. 9. Kreiszylinder-Schalen unter In- nendruck - Vergleich von Bemessungsfor- meln
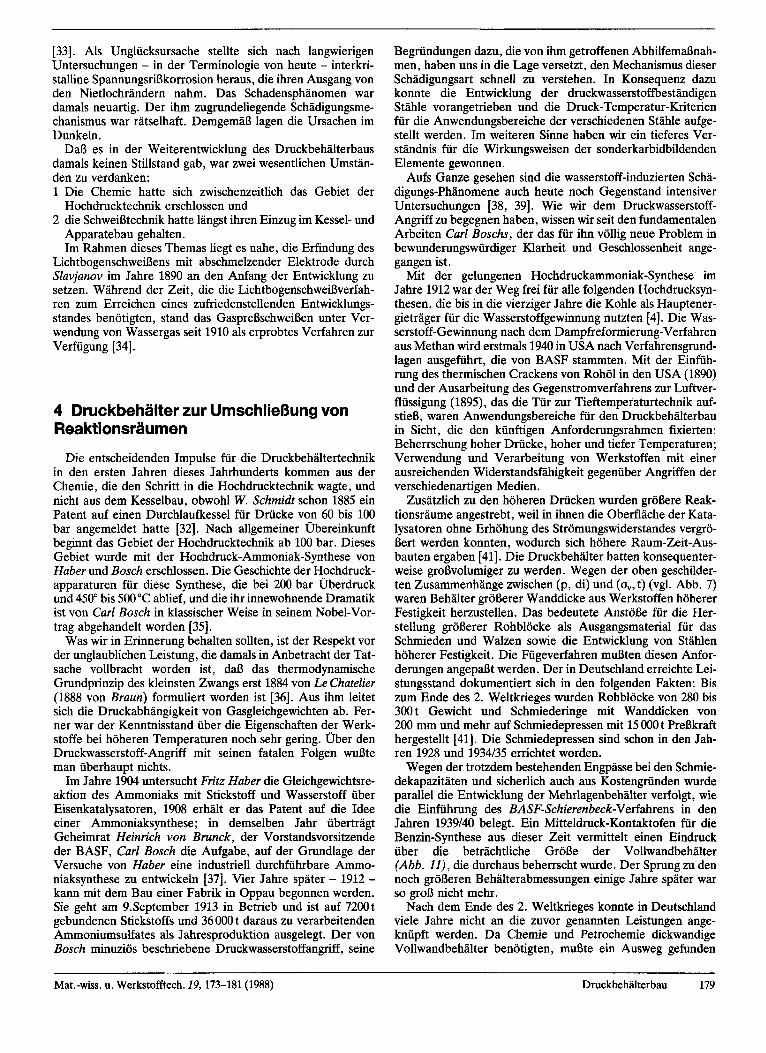
1500 mm waren und bei 6 bar Innendruck betrieben wurden [29]. Die Blechdicken uberschritten 14 mm nicht. Die um 1885 gebauten Wasserrohrkessel erreichten 10-18 bar Innendruck. Um 1895 kam das Flufieisen - nach dem SM-Verfahren erschmolzen - auf und loste das bis dahin verwendete Schweiaeisen ab. Vor 1900 wurden die Schiisse halbschalig mit genieteten Lhgsnahten hergestellt. Die Fortschritte in der Walzwerkstechnik fiihrten zu grol3eren Blechabmessungen, so dal3 nach 1900 einschalige Schiisse ublich wurden. Mit einem Blick auf einen Zellstoffkocher von 320 m3 Inhalt und 7 bar Innendruck, der um 1929 komplett auf der Baustelle genietet worden ist, wollen wir die Beispiele der Nietkonstruktionen abschliel3en (Abb. 10) [30]. Sie beherrschten den Kessel- und Druckbehalterbau im 19. und den ersten Jahrzehnten des 20. Jahrhunderts.
Es gibt aus jener Zeit nicht nur uber Erfolge zu berichten. Zwischen 1865 und 1905 explodierten in USA rund loo00 Kessel, z.T. mit verheerenden Auswirkungen [31]. In einem Fall kamen 58 Menschen um. Bei einer Kesselexplosion in Deutschland im Jahre 1920 starben 28 Menschen [32]. Dieser Unglucksfall war unmittelbarer Anlal3 zur Griindung der VGB
Abb. 10. Zellstoffkocher, auf der Baustelle genietet (1W9/30)
178 H. Clausmeyer Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988)
[33]. Als Unglucksursache stellte sich nach langwierigen Untersuchungen - in der Terminologie von heute - interkri- stalline SpannungsriBkorrosion heraus, die ihren Ausgang von den Nietlochrandern nahm. Das Schadensphanomen war damals neuartig. Der ihm zugrundeliegende Schadigungsme- chanismus war ratselhaft. DemgemaB lagen die Ursachen im Dunkeln.
Dan es in der Weiterentwicklung des Druckbehalterbaus damals keinen Stillstand gab, war zwei wesentlichen Umstan- den zu verdanken: 1 Die Chemie hatte sich zwischenzeitlich das Gebiet der
Hochdrucktechnik erschlossen und 2 die SchweiBtechnik hatte langst ihren Einzug im Kessel- und
Apparatebau gehalten. Im Rahmen dieses Themas liegt es nahe, die Erfindung des
Lichtbogenschweiaens mit abschmelzender Elektrode durch Sluvjunov im Jahre 1890 an den Anfang der Entwicklung zu setzen. Wahrend der Zeit , die die LichtbogenschweiBverfah- ren zum Erreichen eines zufriedenstellenden Entwicklungs- standes benotigten, stand das GaspreBschweiBen unter Ver- wendung von Wassergas seit 1910 als erprobtes Verfahren zur Verfugung [34].
4 Druckbehalter zur UmschlieBung von Reaktionsraumen
Die entscheidenden Impulse fiir die Druckbehaltertechnik in den ersten Jahren dieses Jahrhunderts kommen aus der Chemie, die den Schritt in die Hochdrucktechnik wagte, und nicht aus dem Kesselbau, obwohl W. Schmidt schon 1885 ein Patent auf einen Durchlaufkessel fiir Driicke von 60 bis 100 bar angemeldet hatte [32]. Nach allgemeiner Ubereinkunft beginnt das Gebiet der Hochdrucktechnik ab 100 bar. Dieses Gebiet wurde mit der Hochdruck-Ammoniak-Synthese von Huber und Bosch erschlossen. Die Geschichte der Hochdruck- apparaturen fiir diese Synthese, die bei 200 bar Uberdruck und 450" bis 500°C ablief, und die ihr innewohnende Dramatik ist von Curl Bosch in klassischer Weise in seinem Nobel-Vor- trag abgehandelt worden [35].
Was wir in Erinnerung behalten sollten, ist der Respekt vor der unglaublichen Leistung, die damals in Anbetracht der Tat- sache vollbracht worden ist, daB das thermodynamische Grundprinzip des kleinsten Zwangs erst 1884 von Le Chatelier (1888 von Bruun) formuliert worden ist [36]. Aus ihm leitet sich die Druckabhangigkeit von Gasgleichgewichten ab. Fer- ner war der Kenntnisstand uber die Eigenschaften der Werk- stoffe bei hoheren Temperaturen noch sehr gering. Uber den Druckwasserstoff-Angriff mit seinen fatalen Folgen wul3te man uberhaupt nichts.
Im Jahre 1904 untersucht Fritz Haber die Gleichgewichtsre- aktion des Ammoniaks mit Stickstoff und Wasserstoff uber Eisenkatalysatoren, 1908 erhalt er das Patent auf die Idee einer Ammoniaksynthese; in demselben Jahr ubertragt Geheimrat Heinrich von Brunck, der Vorstandsvorsitzende der BASF, Carl Bosch die Aufgabe, auf der Grundlage der Versuche von Huber eine industriell durchfiihrbare Ammo- niaksynthese zu entwickeln [37]. Vier Jahre spater - 1912 - kann mit dem Bau einer Fabrik in Oppau begonnen werden. Sie geht am 9.September 1913 in Betrieb und ist auf 7200t gebundenen Stickstoffs und 36 000 t daraus zu verarbeitenden Ammoniumsulfates als Jahresproduktion ausgelegt. Der von Bosch minuzios beschriebene Druckwasserstoffangriff, seine
Begriindungen dazu, die von ihm getroffenen Abhilfemdnah- men, haben uns in die Lage versetzt, den Mechanismus dieser Schadigungsart schnell zu verstehen. In Konsequenz dazu konnte die Entwicklung der druckwasserstoffbestiindigen Stahle vorangetrieben und die Druck-Temperatur-Kriterien fiir die Anwendungsbereiche der verschiedenen Stahle aufge- stellt werden. Im weiteren Sinne haben wir ein tieferes Ver- stiindnis fiir die Wirkungsweisen der sonderkarbidbildenden Elemente gewonnen.
Aufs Ganze gesehen sind die wasserstoff-induzierten Scha- digungs-Phanomene auch heute noch Gegenstand intensiver Untersuchungen [38, 391. Wie wir dem Druckwasserstoff- Angriff zu begegnen haben, wissen wir seit den fundamentalen Arbeiten Carl Boschs, der das fiir ihn vollig neue Problem in bewunderungswiirdiger Klarheit und Geschlossenheit ange- gangen ist.
Mit der gelungenen Hochdruckammoniak-Synthese im Jahre 1912 war der Weg frei fiir alle folgenden Hochdrucksyn- thesen, die bis in die vierziger Jahre die Kohle als Hauptener- gietrager fiir die Wasserstoffgewinnung nutzten [4]. Die Was- serstoff-Gewinnung nach dem Dampfreformierung-Verfahren aus Methan wird erstmals 1940 in USA nach Verfahrensgrund- lagen ausgefiihrt, die von BASF stammten. Mit der Einfiih- rung des thermischen Crackens von Rohol in den USA (1890) und der Ausarbeitung des Gegenstromverfahrens zur Luftver- flussigung (1895), das die Tiir zur Tieftemperaturtechnik auf- stieB, waren Anwendungsbereiche fiir den Druckbehalterbau in Sicht, die den kunftigen Anforderungsrahmen fixierten: Beherrschung hoher Driicke, hoher und tiefer Temperaturen; Venvendung und Verarbeitung von Werkstoffen mit einer ausreichenden Widerstandsfahigkeit gegenuber Angriffen der verschiedenartigen Medien.
Zusatzlich zu den hoheren Driicken wurden groRere Reak- tionsraume angestrebt, weil in ihnen die Oberflache der Kata- lysatoren ohne Erhohung des Stromungswiderstandes vergro- Bert werden konnten, wodurch sich hohere Raum-&it-Aus- bauten ergaben [41]. Die Druckbehdter hatten konsequenter- weise groBvolumiger zu werden. Wegen der oben geschilder- ten Zusammenhange zwischen (p, di) und (av, t) (vgl. Abb. 7) waren Behalter grol3erer Wanddicke aus Werkstoffen hoherer Festigkeit herzustellen. Das bedeutete Anstol3e fiir die Her- stellung groRerer Rohblocke als Ausgangsmaterial fiir das Schmieden und Walzen sowie die Entwicklung von Stahlen hoherer Festigkeit. Die Fugeverfahren muRten diesen Anfor- derungen angepaBt werden. Der in Deutschland erreichte Lei- stungsstand dokumentiert sich in den folgenden Fakten: Bis zum Ende des 2. Weltkrieges wurden Rohblocke von 280 bis 300t Gewicht und Schmiederinge mit Wanddicken von 200 mm und mehr auf Schmiedepressen mit 15 000 t PreBkraft hergestellt [41]. Die Schmiedepressen sind schon in den Jah- ren 1928 und 1934135 errichtet worden.
Wegen der trotzdem bestehenden Engpasse bei den Schmie- dekapazitaten und sicherlich auch aus Kostengriinden wurde parallel die Entwicklung der Mehrlagenbehalter verfolgt, wie die Einfiihrung des BASF-Schierenbeck-Verfahrens in den Jahren 1939140 belegt. Ein Mitteldruck-Kontaktofen fiir die Benzin-Synthese aus dieser &it vermittelt einen Eindruck uber die betrachtliche GroBe der Vollwandbehdter (Abb. l l ) , die durchaus beherrscht wurde. Der Sprung zu den noch groBeren Behalterabmessungen einige Jahre spater war so groB nicht mehr.
Nach dem Ende des 2. Weltkrieges konnte in Deutschland viele Jahre nicht an die zuvor genannten Leistungen ange- knupft werden. Da Chemie und Petrochemie dickwandige Vollwandbehalter benotigten, muBte ein Ausweg gefunden
Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988) Druckbehdterbau 179
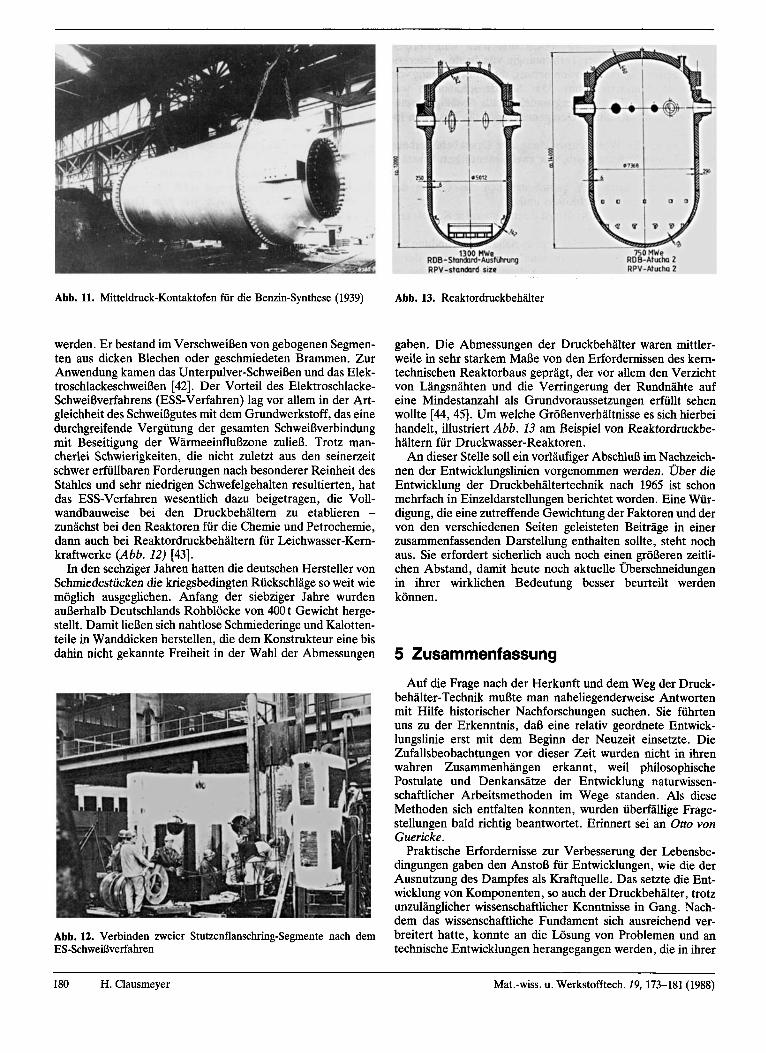
Abb. 11. Mitteldruck-Kontaktofen fir die Benzin-Synthese (1939)
werden. Er bestand im VerschweiRen von gebogenen Segmen- ten aus dicken Blechen oder geschmiedeten Brammen, Zur Anwendung kamen das Unterpulver-SchweiRen und das Elek- troschlackeschweiRen [42]. Der Vorteil des Elektroschlacke- SchweiRverfahrens (ESS-Verfahren) lag vor allem in der Art- gleichheit des SchweiRgutes mit dem Grundwerkstoff, das eine durchgreifende Vergutung der gesamten SchweiRverbindung mit Beseitigung der WarmeeinfluRzone zulieR. Trotz man- cherlei Schwierigkeiten, die nicht zuletzt aus den seinerzeit schwer erfiillbaren Forderungen nach besonderer Reinheit des Stahles und sehr niedrigen Schwefelgehalten resultierten, hat das ESS-Verfahren wesentlich dazu beigetragen, die Voll- wandbauweise bei den Druckbehdtern zu etablieren - mnachst bei den Reaktoren fiir die Chemie und Petrochemie, dann auch bei Reaktordruckbehaltern fiir Leichwasser-Kern- kraftwerke (Abb. 12) [43].
In den sechziger Jahren hatten die deutschen Hersteller von Schmiedestiicken die kriegsbedingten Ruckschlage so weit wie moglich ausgeglichen. Anfang der siebziger Jahre wurden auRerhalb Deutschlands Rohblocke von 400 t Gewicht herge- stellt. Damit lieBen sich nahtlose Schmiederinge und Kalotten- teile in Wanddicken herstellen, die dem Konstrukteur eine bis dahin nicht gekannte Freiheit in der Wahl der Abmessungen
Abb. 12. Verbinden zweier Stutzenflanschring-Segmente nach dem ES-Schweiaverfahren
Abb. 13. Reaktordruckbehalter
gaben. Die Abmessungen der Druckbehalter waren mittler- weile in sehr starkem MaRe von den Erfordernissen des kern- technischen Reaktorbaus gepragt, der vor allem den Verzicht von Langsnahten und die Verringerung der Rundniihte auf eine Mindestanzahl als Grundvoraussetzungen erfiillt sehen wollte [44, 451. Um welche GroRenverhiltnisse es sich hierbei handelt, illustriert Abb. 13 am Beispiel von Reaktordruckbe- haltern fiir Druckwasser-Reaktoren.
An dieser Stelle sol1 ein vorlaufiger AbschluR im Nachzeich- nen der Entwicklungslinien vorgenommen werden. Uber die Entwicklung der Druckbehdtertechnik nach 1965 ist schon mehrfach in Einzeldarstellungen berichtet worden. Eine Wiir- digung, die eine mtreffende Gewichtung der Faktoren und der von den verschiedenen Seiten geleisteten Beitrage in einer zusammenfassenden Darstellung enthalten sollte, steht noch aus. Sie erfordert sicherlich auch noch einen groBeren zeitli- chen Abstand, damit heute noch aktuelle nerschneidungen in ihrer wirklichen Bedeutung besser beurteilt werden konnen.
5 Zusammenfassung
Auf die Frage nach der Herkunft und dem Weg der Druck- behalter-Technik muRte man naheliegendenveise Antworten mit Hilfe historischer Nachforschungen suchen. Sie fiihrten uns zu der Erkenntnis, daR eine relativ geordnete Entwick- lungslinie erst mit dem Beginn der Neuzeit einsetzte. Die Zufallsbeobachtungen vor dieser Zeit wurden nicht in ihren wahren Zusammenhiingen erkannt , weil philosophische Postulate und Denkansatze der Entwicklung naturwissen- schaftlicher Arbeitsmethoden im Wege standen. Als diese Methoden sich entfalten konnten, wurden uberfallige Frage- stellungen bald richtig beantwortet. Erinnert sei an Otto yon Guericke .
Praktische Erfordernisse zur Verbesserung der Lebensbe- dingungen gaben den AnstoB fiir Entwicklungen, wie die der Ausnutzung des Dampfes als Kraftquelle. Das setzte die Ent- wicklung von Komponenten, so auch der Druckbehdter, trotz unzulanglicher wissenschaftlicher Kenntnisse in Gang. Nach- dem das wissenschaftliche Fundament sich ausreichend ver- breitert hatte, konnte an die Losung von Problemen und an technische Entwicklungen herangegangen werden, die in ihrer
180 H. Clausmeyer Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988)

Vielfalt uberraschen, wenn man bedenkt, daB ein Druckbehd- ter keine aktiven Funktionen ausiibt. Fortschritte wurden nicht nur auf den Gebieten der Konstruktion und der Herstel- lungsmethoden, sondern auch auf denen der Werkstoff-Ent- wicklung und -Auswahl, der Berechnungsverfahren sowie der Priiftechnik gemacht. Wesentliche Impulse gingen in neuerer Zeit von der Chemie und Kerntechnik aus. Sie beeinfluaten in sehr starkem MaSe Entwicklungstendenzen, die die Integritat der Druckbehalter und einen sicheren Anlagenbetrieb als Orientierungspunkte in den Vordergrund riickten.
Literatur
1. J . G. Landels: Die Technik in der antiken Welt. Durchges. Nach-
2. T. Beck: Beitrage zur Geschichte des Maschinenbaus. 2. ver-
3. J . G. Landels: ebd. S . 32/34. 4. J. G. Landels: ebd. S . 35. 5. T. Beck: ebd. S . 256. 6. T. Beck: ebd. S . 2631264 u. S. 268. 7. T. Beck: ebd. S . 503. 8. C. Matschoss: Geschichte der Dampfinaschine. Reprogr. Druck
d. Ausgabe Berlin (1901). Hildesheim Gerstenberg (1977), 2. Auflage, S. 29 (1982).
9. A . C. Crornbie: Von Augustinus bis Galilei. Munchen. Deutscher Taschenbuch Verlag, S. 365 (1977).
10. H. Schimank: Otto von Guericke. Leben und Werk eines deut- schen Ingenieurs. Beitrage zur Geschichte der Technik und Indu- strie. Berlin: VDI-Verlag 19, 13-30 (1929).
11. 0. v. Guericke: Experimenta nova ut vocantur Magdeburgica de vacuo spatio, Amsterdam (1672), zitiert nach [lo].
12. Chr. Gerthsen: Physik, 6. Auflage, BerlidGottingedHeidelberg: Springer, S. 57 (1960).
13. I. Newton: Philosophiae naturalis principia mathernatica, London (1687).
14. C. Matschoss: ebd. S . 33-34. 15. C. Matschoss: ebd. S . 39-41. 16. C. Matschoss: ebd. S . 44-46. 17. C. Matschoss: ebd. S . 58-72. 18. C. Matschoss: ebd. S . 90-94. 19. H.J. Joest: Pionier im Ruhrrevier. Gutehoffnungshiitte - Vom
dtesten Montan-Untemehmen Deutschlands zurn groaten Maschinenbau-Konzern Europas. Stuttgart-Degerloch. Seewald, 77 und 100 (1982).
20. Druckschrift ,,200 Jahre ,Gute Hoffnung' in Sterkrade" 1782-1982. Hrsg. M.A.N. Unternehmensbereich GHH STERK- RADE. S. 9 (1982).
druck der 1. Auflage, Munchen, Beck, S. 30 (1980).
mehrte Auflage, Berlin: Springer, S. 25 (1900).
21. LOC. cit. [20]: s. 12. 22. B. Hilliger: Die geschichtliche Entwicklung der Dampfkesselauf-
sicht in PreuBen. Beitrage zur Geschichte der Technik und Indu- strie, Berlin: Springer 7, 62-80 (1917).
23. W. Weber: Technische Sicherheit in der deutschen Industriegesell- schaft. Festakt 100-Jahr-Feier der V d m V , 14. Juni 1984, Beethovenhalle Bonn. Hrsg. Vereinigung der technischen Uber- wachungs-Vereine Essen, S. 43-56 (1984).
24. I. Szabd: Die Grundlegung der linearen Elastizitatstheorie f i r homogene und isotrope Korper. Technik-Geschichte 40 Nr. 4,
25. A. L. Cauchy: Recherches sur l'tquilibre et le mouvement inte- rieur des corps solides ou fluides, tlastiques ou non tlastique. Vortrag vor der AcadCmie des Sciences am 30.9.1988, Zit. nach
26. R. F. Schmidt, G. Thews: Physiologie des Menschen. 20. Auflage, BerlinMeidelberglNew York: Springer, S. 391ff. und S . 434ff. (1980).
27. R. Tschiersch: Der Mehrlagenbehdter. Eigenschaften, Versuche und Stand der Anwendung. Der Stahlbau 45, 108-119 (1976).
28. F. Termer: Die Dampfkessel. 7. Auflage, Berlin: Springer (1923). 29. Kugler: Beitrage zur Entwicklung des Dampfkesselbaues in den
letzten 50 Jahren. Beitrage zur Geschichte der Technik und Indu- strie. Berlin: Springer 9, 53-68 (1919).
30. Druckschrift ,,GHH Kesselbau". Hrsg. Gutehoffnungshutte Oberhausen Aktiengesellschaft, Werk Sterkrade, Rhld., ohne Jahreszahl.
31. J. W. Stokes, L. Holly, K. H. Mayer: Amerikanische Dampfkes- sel- und Druckbehdtervorschriften. VGB Kraftwerkstechnik 54,
32. 50 Jahre VGB. Hrsg. Vereinigung der GroRkesselbetreiber e.V., 1920-1970. Essen (1970).
33. Anonym: Mitteilungen der Vereinigung der GroRkesselbesitzer 1920-1924. VGB Essen.
34. I. Class: Mit der SchweiRtechnik zusammenhangende Entwick- lungslinien im Kessel-, Apparate- und Rohrleitungsbau. Schwei- Ben und Schneiden 15, H. 6, 303-311 (1963).
35. C. Bosch: Uber die Entwicklung der chemischen Hochdrucktech- nik bei dem Aufbau der neuen Ammoniakindustrie. Z. VDI 77, Nr. 12, 305-317 (1933).
36. H. Ulich, W . Jost: Kurzes Lehrbuch der physikalischen Chemie. 12.113. Auflage, Darmstadt, Dr. Dietrich Steinkopf, S . 91 (1960).
37. B. Tirnrn: Carl Bosch zum 27. August 1974. BASF-Informatio- nen, S. 4-9 u, 10-13 (1974).
38. P. Neumann: Grundlagen der Wirkung von Wasserstoff auf die Ril3bildung in Stahlen. Stahl und Eisen 107, Nr. 12, 577-583 (1987).
39. W. Haurnann, W. Heller, H.-A. Jungblut, H. Pircher, R. Popper- ling, W . Schwenk: Der EinfluB von Wasserstoff auf die Gebrauchseigenschaften von unlegierten und niedriglegierten Stahlen. Stahl und Eisen 107, Nr. 12, 585-594 (1987).
40. M. Appl: Fortschritte der Ammoniakerzeugung. BASF-Informa- tionen, S.14-25 (1974).
41. H. Spiihn: Anforderungen an Stahle in der chemischen Industrie und deren Einsatz unter erschwerten Betriebsbedingungen. Stahl und Eisen 100 H. 4, 153-160 (1980).
42. Druckschrift ,,GHH Hochdruckapparate", Technische Berichte 21 64 und 3/64. Hrsg. Gutehoffnungshutte Sterkrade Aktiengesell- schaft, Oberhausen (Rhld).
43. G. R. Lohrmann: iiber das SchweiRen des Druckgefaes fiir das 1146-MWe-Kernkraftwerk Biblis A. SchweiRen und Schneiden
44. U. Rosler, W . Debray: Meilensteine der Werkstofftechnik auf dem Weg der kemtechnischen Entwicklung, Mannheim. Hrsg. VGB Essen, S. 24-38 (1985).
45. E. Tenckhofl, U. Rosler: Werkstoffe f i r Leichtwasserreaktoren. atomwirtschaft 31, H. 3, 118-126 (1986).
301-336 (1973).
1241.
H. 12,835-842_(1974).
25, H. 9, 371-374 (1973).
Anschrift: Prof. Dr.-Ing. H. Clausrneyer, MAN Gutehoffnungs- hutte GmbH, BahnhofstraRe 66,4200 Oberhausen 11.
Mat.-wiss. u. Werkstofftech. 19, 173-181 (1988) Druckbehalterbau 181





























