Embed Size (px)
Citation preview

1 Einleitung
An der Funktion der Nockenwelle, mit ihrenaus Kreisen und Geraden bestehendenNocken die Einlass- und Auslassventileeines Verbrennungsmotors zeitlich be-grenzt zu öffnen und zu schließen, hat sichnichts geändert, seitdem ventilgesteuerteVerbrennungsmotoren betrieben werden –auch heute dreht sich die Nockenwelle mitder halben Kurbelwellendrehzahl.
Die Entwicklung ist dabei aber nicht ste-hen geblieben: So hat sich die Lage der
ENTWICKLUNG Ventiltrieb
172 MTZ 3/2002 Jahrgang 63
Die Nockenwelle im Wandel der ZeitDer vorliegende Beitragbeschreibt die konstruktiveund werkstoffseitige Verän-derung eines bis heute beiventilgesteuerten Verbren-nungsmotoren erfolgreicheingesetzten Bauteils: derNockenwelle. Abgesehenvom Motorblock hat sichbei nur wenigen Motorbau-teilen ein solch grundlegen-der Wandel bei den Gestal-tungsmöglichkeiten vollzo-gen. So kann dem Motor-konstrukteur für den jeweili-gen Anwendungsfall einegeeignete spezifischeLösung angeboten werden.Eine der neuesten Entwick-lungen ist die gegossene,im Lost-Foam-Verfahrenhergestellte Stahlnocken-welle der Mahle VentiltriebGmbH.
Nockenwelle bei modernen Motoren mithängenden Ventilen vom Antrieb überStoßstangen, Stirnräder, Kettentrieb zumKipphebel- beziehungsweise Rollenstößel-antrieb von unten nach oben verlagert.Außerdem wurde die Zahl der Nockenwel-len eines Verbrennungsmotors erhöht, undes wurden verschieden operierende, ver-stellbare Nockenwellenantriebe entwickeltund eingeführt.
Auch Material und Herstellungsverfah-ren hat sich verändert. Und dieser Prozessist keinesfalls am Ende der Entwicklung, da
bis zur Serienreife von nockenwellenlosenVerbrennungsmotoren, deren Ventile übermagnetische Systeme (EVT) gesteuertwerden, an der verschiedene Firmen arbei-ten, noch einige Jahre verstreichen wer-den.
Nockenwellen sind rotierende Massenim Antriebsstrang eines Verbrennungsmo-tors, die ständig beschleunigt und abge-bremst werden. Durch die Reduzierung derNockenwellenmasse wird der Energieein-satz eines Verbrennungsmotors günstigbeeinflusst.

Dr.-Ing. Manfred D.Röhrle war langjähri-ger Geschäftsführerfür Forschung und Ent-wicklung der MahleGmbH in Stuttgart.
Seit seinem Ruhestand ist er Leiterdes Beratungsbüros RÖ-Consult inOstfildern und journalistisch tätig.
wellen vornehmlich in Dieselmotoren ein-gesetzt. Ihre Bearbeitung ist jedoch auf-wändig, insbesondere bei der Herstellungder gewichtsreduzierenden Hohlräumedurch Tieflochbohren. An alternativenLösungen wird deshalb gearbeitet.
4 Gebaute Nockenwellen
Die Möglichkeit, Nockenwellen bedingtdurch das Herstellungsverfahren Gießen
173MTZ 3/2002 Jahrgang 63
Der Autor2 Hartschalenguss-Nockenwellen
Standard in heutigen Ottomotoren sindbeim Ventiltrieb vielfach Nockenwellen, dieim Hartschalenguss aus Sondergusseisen,Bild 1, Sphäro-Hartguss oder Tempergusshergestellt werden. Mit Kunststoff-Nocken-wellenmodellen in Sand geformt, werdensie als Rohlinge gegossen, wobei durchKühleisen beim Guss örtlich gezielt eineraschere Erstarrung erfolgt. Es werdendadurch Nockenoberflächen mit einer Rock-well-C-Härte von über 45 erzielt, womit imBetrieb ein ausgezeichnetes Verschleißver-halten erreicht wird. Um das Gewicht derNockenwellen zu reduzieren werden seitetlichen Jahren von Firmen wie Mahle-Wizemann-Pleuco (heute Mahle VentiltriebGmbH), hohlgegossene Nockenwellen pro-duziert. Hergestellt werden diese Nocken-wellen durch Einlegen eines Glasrohrs in dieGießform, Bild 2, das nach dem Gießen undEntformen wieder entfernt wird. Hohlge-gossene Nockenwellen weisen eine beacht-liche Gewichtsreduzierung gegenüber voll-gegossenen Nockenwellen auf. Dabei über-nimmt die Längsbohrung in einigen Moto-ren die Ölversorgung der Nockenwellenla-ger. Nachteilig ist bei beiden Ausführungenjedoch die anschließende aufwändige Fer-tigbearbeitung, die auf modernen Hochleis-tungs-Bearbeitungszentren, Bild 3, undNockenform-Schleifmaschinen erfolgt.
Beim Hartschalenguss werden Hertz’-sche Pressungen von zirka 1000 Mpa ertra-gen. Bei Nockenwellen aus Gusseisenwerk-stoffen, bei denen die Nockenoberflächenachträglich durch Umschmelzverfahren zuLedeburit umgewandelt wird, werden –abhängig vom Gusseisengrundwerkstoff –bei der Hertz’schen Pressung Werte vonzirka 1200 Mpa (WIG) beziehungsweise 1400bis 1800 Mpa (Elektronenstrahl) ertragen.
3 Geschmiedete Stahlnockenwellen
Bei Verwendung der geeigneten Nocken-werkstoffe und der Herstellungsverfahrender Nockenwelle spielt die Hertz´sche Pres-sung an der Nockenoberfläche jedoch eineentscheidende Rolle. Während bei Nocken-wellen aus Sondergusseisen und sphärolit-hischem Gusseisen, hergestellt im Hart-schalenguss-Gießverfahren, Hertz’schePressungen von 1000 MPa eine Grenze bil-den, sind bei der Verwendung von gegosse-nen Stahlnocken Hertz’sche Pressungen von2000 bis 2500 MPa möglich. In gepresstemZustand haben Stahlnocken bei 1800 bis2000 MPa ihre Belastungsgrenze. Da in Die-selmotoren höhere spezifische Pressungenauftreten, werden geschmiedete Nocken-
2 Hartschalenguss-Nockenwellen
Bild 1: Gussrohling und fertig bearbeitete Hartschalenguss-NockenwelleFigure 1: Casting and finish-machined chilled cast iron camshaft
Bild 2: Formkasten mit eingelegten Glas-HohlrohrenFigure 2: Molding box with inserted hollow glass tubes
Bild 3: Nockenwellen-Hochleistungs-BearbeitungszentrumFigure 3: High-performance camshaft machining center

oder Pressen aus nur einem Werkstoff zufertigen, zeigte zunehmend auch die Gren-zen ihrer jeweiligen Anwendung auf. Mitder gebauten Nockenwelle, Bild 4, könnenverschiedene Werkstoffe kombiniert undgleichzeitig das Gewicht der Nockenwellereduziert werden. Bereits 1982 begannMahle/Süko die Entwicklung der gebautenNockenwelle für Pkw-Ottomotoren, die beieinem Ventiltrieb mit Tassenstößeln einge-setzt werden.
Bei gebauten Nockenwellen wird jenach der gewählten Verbindungstechnikein Stahlrohr zum Beispiel aus einem Präzi-sionsstahlband hoher Werkstoffqualitätgeformt und nach der Pressschweißungkaltgezogen mit einer Festigkeit von min-destens 800 N/mm2 bei einer Oberflächen-härte von HV = 230–280 eingesetzt. Oder eswird ein kaltgezogenes, geschweißtes, wei-ches Präzisionsstahlrohr (ST 52-3) mit einerWandstärke von 4 mm eingesetzt, das
nachträglich an den Lagerstellen gehärtetwird, Bild 5.
Bis heute setzt Mahle/Süko, inzwischenunter Mahle Ventiltrieb GmbH firmierend,als beste Verbindungstechnik den klassi-schen Schrumpfsitz zwischen Rohr undNocken ein, Bild 6. Andere Hersteller(Krupp-Presta) wählen für die zu fügendenAußenteile (Nocken, Ringe) eine Strählungdes weichen Rohrs an den Nockenpositio-nen. Die zu fügenden Teile werden aufge-
ENTWICKLUNG Ventiltrieb
174 MTZ 3/2002 Jahrgang 63
4 Gebaute Nockenwellen
Bild 4: Gebaute NockenwelleFigure 4: Composite camshaft
Bild 5: Das System der gebauten Nockenwelle mit Stahlrohr,Nocken, Antriebs- und EndstückenFigure 5: The composite camshaft system with steel tube, cams
Bild 6: Schrumpfsitz einer gebauten NockenwelleFigure 6: Shrink fit of a composite camshaft


176 MTZ 3/2002 Jahrgang 63
5 Gegossene Stahlnockenwellen
Bild 8: Modell einer Lost-Foam-NockenwelleFigure 8: Model of a lost foam camshaft
presst, wodurch sich ein form- und kraft-schlüssiger Presssitz ergibt, Bild 7 (oben).Durch Hartlöten/Aufsintern stellen Her-steller wie Nippon Piston Ring (NPR) gebau-te Nockenwellen her. Auf mechanischesInnenaufweiten setzen Hersteller wie Tor-rington, USA, General Motors, Emitec undGSA, Bild 7 (Mitte und unten). Das Unter-nehmen Bleistahl in Chemnitz bietet einegebaute Innenhochdruck-umgeformte(IHU)-Nockenwelle an, bei der bereitsgehärtete Nockenringe im IHU-Prozessform- und kraftschlüssig mit der Welle ausgut umformbarem Stahl verbunden wer-den. Die Innenkontur des Nockenringsweicht dabei erheblich von der Kreisformab, um den Formschluss zu realisieren. Dieaxiale Sicherung der Nocken erfolgtdadurch, dass neben den Nocken das Rohr-material im Zehntelmillimeter-Bereichnach außen gedrückt wird.
Beim Schrumpfsitz wird die gebauteNockenwelle nach dem thermischen Füge-verfahren hergestellt, das heißt durchErwärmung der Einzelteile und Kühlungdes Rohrs, Bild 6. Das Verfahren erlaubtFügevorgänge in kurzen Zeitabständen mithoher Genauigkeit der Axial- und Winkel-maße. In NC-gesteuerten Sondermaschi-nen werden die Nocken und Einzelteile(Lagerringe, Exzenter) in Folge zur komplet-ten Nockenwelle gefügt. Die Fügegenauig-keit beträgt dabei +/- 20 bis 30 Winkelmi-nuten bei Axialmaßen von +/- 0,2 bis 0,3mm. Mit gebauten Nockenwellen ist eineGewichtsreduzierung bis zu 40 % gegen-über gegossenen und geschmiedeten Voll-nockenwellen möglich. Der Nockenwerk-stoff (Stahl 100 Cr 6 oder Sinterwerkstoffe)ist dem Laufpartner entsprechend freiwählbar. Die Herstellung der Nockenerfolgt durch Sintern oder durch Schmieden
in vier Stufen. Für das Schleifen ist nur eingeringes Aufmaß auf den Nocken erforder-lich. Auch enge Nockenabstände sind pro-blemlos zu fertigen. Die Nockenstellung istbeliebig wählbar. Bei Verwendung von Prä-zisions-Sinternocken kann auf das Schlei-fen ganz verzichtet werden.
Bei PM(Powder Metal)-Sinterwerkstof-fen liegen die Grenzwerte bei der Hertz’-schen Pressung bei 1200 Mpa, und je nachder Zusammensetzung der Sinterlegierungkönnen auch Werte bis zu 2000 Mpaerreicht werden.
Gebaute Nockenwellen werden heuteserienmäßig zum Beispiel bei Ford-Otto-und Dieselmotoren sowie beim Smart ein-gesetzt. Auch in Formel-1-Rennmotorenwurden sie erfolgreich verwendet.
5 Gegossene Stahlnocken-wellen
Bei neu entwickelten Otto- und Dieselmo-toren mit Rollenstößeln werden heuteHertz’sche Pressungen an den Nockenerreicht, die die bisherigen Grenzen beimHartschalenguss und bei Sinternockenübersteigen. Andererseits besteht auch beigeringeren Pressungen firmenseitig einegewisse Philosophie bezogen auf die gegos-sene Vollwelle aus Hartschalenguss, diegeschmiedete Stahlvollwelle oder diegebaute Nockenwelle. Dies führte bei derMahle Ventiltrieb GmbH in Gaildorf zuÜberlegungen, eine kostengünstige Alter-native zu geschmiedeten oder aus demVollen bearbeiteten Stahlnockenwellen zuentwickeln. Anforderungen waren redu-ziertes Gewicht, höhere konstruktive Frei-heitsgrade bei guten tribologischen Eigen-schaften sowie die Produktion in großenStückzahlen.
Für die Herstellung wurde das Lost-Foam-Verfahren gewählt, das bislang vor-nehmlich bei Aluminium-Motorblöckenund -Zylinderköpfen, bei Saugrohren,innenbelüfteten Bremsscheiben und ver-
4 Gebaute Nockenwellen
Bild 7: Verschiedene andere Herstellungsverfahren von gebauten NockenwellenFigure 7: Other manufacturing methods of composite camshafts

ENTWICKLUNG Ventiltrieb
177MTZ 3/2002 Jahrgang 63
schiedenen Kleinteilen aus unterschiedli-chen Werkstoffen eingesetzt wird. Mit die-sem Verfahren ist es möglich, eine Außen-kontur mit geringer Bearbeitungszugabeund eine Nockenwelle mit durchgehendenoder nur als Sackloch vorgesehenen zylin-drischen Bohrungen zur Gewichtsreduzie-rung zu gießen. Einzige Voraussetzung istdie Lost-Foam-gerechte Konstruktion.
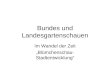
Das Lost-Foam-Gießverfahren, das 1958von H. F. Shroyer zum Patent angemeldetwurde, fand erste Anwendungen beimKunstguss. Heute wird es bevorzugt beiAluminiumteilen eingesetzt. Das Modelldes Gussstücks und des Angusssystemswird aus Polyurethan-Schaumperlen (T-beads) mit 0,3 bis 0,5 mm Durchmesserunter Verwendung von 5 bis 8 % Pentan alsTreibmittel durch Vorschäumen und Fertig-schäumen unter Beaufschlagung von Was-serdampf hergestellt, Bild 8. Dabei mussdas Schwindmaß für den Guss berücksich-tigt werden. Um Hinterschnitte herstellenzu können, werden die Modelle aus mehrenSegmenten zusammengeklebt oder -ge-steckt. Der gleichmäßige, dünne Klebstoff-auftrag ist dabei extrem wichtig. Ein zen-traler Eingießkanal ist mit dem sternförmi-gen Speisersystem am unteren Ende desaus mehreren Satelliten bestehendentraubenförmigen Modells verbunden. Dasganze Styropor-Schaum-Gebilde wirddurch Eintauchen in eine flüssige Schlichtemit einem dünnen Keramik-Überzug verse-hen, Bild 9. Die Schlichte übernimmt beimGuss die Stützwirkung in dem gasgefülltenBereich zwischen Modell und Gießmetall.Die Gasdurchlässigkeit der Schlichtebestimmt den Vergasungsablauf desModells. Nach dem Trocknen wird dasModell in einem Gießzylinder unter Vibrie-ren mit Sand ummantelt. Danach kann
gegossen werden. Bild 10 zeigt eine im Lost-Foam-Verfahren gefertigte Stahlguss-Nockenwelle.
Die Mahle Ventiltrieb GmbH arbeitetbeim Lost-Foam-Gießverfahren mit einemSpezialisten für Stahlguss zusammen. Dieerste in Lost Foam gegossene Stahlnocken-welle aus 100 Cr 6 mit einer Wandstärkevon 5 bis 6 mm und einer Härte von HB 230wird zur Zeit von einem deutschen Moto-renhersteller getestet.
6 Zusammenfassung
In diesem Beitrag wird über die Verände-rung der lange gleichartigen Nockenwelleberichtet, die durch die Forderung nachGewichtsreduzierung des Bauteils, dieErhöhung der spezifischen Pressung sowie
Bild 10: Im Lost-Foam-Verfahren hergestellteStahlguss-NockenwelleFigure 10: Cast steel camshaft producedusing the lost foam method
den nur dafür einsetzbaren Werkstoffenausgelöst wurde. Ausgehend von Hart-schalenguss-Nockenwellen aus Sondergus-seisen oder sphärolithischem Gusseisenwird über geschmiedete Stahl-Nockenwel-len und schwerpunktmäßig über gebauteNockenwellen verschiedener Herstellungs-verfahren informiert. Abschließend wirdauf die gegossene, im Lost-Foam-Verfahrenhergestellte Stahlnockenwelle als jüngsteEntwicklung eingegangen. ■
ENTWICKLUNG Ventiltrieb
5 Gegossene Stahlnockenwellen
Bild 9: Eintauchen des Styropor-Schaumgebildes in die flüssigeKeramikschlichteFigure 9: Immersion of the styro-foam structure into the liquidceramic black wash
For an English version of this article,see MTZ worldwide
For information on subscriptions, just call us or send an email or fax.
Vieweg Verlag Postfach 1546 D-65173 WiesbadenHotline 06 11/78 78-151 Fax 06 11/78 78-423email: [email protected]