Embed Size (px)
Citation preview

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 1/56
December 2011DEUTSCHE NORM
Normenausschuss Bergbau (FABERG) im DINDIN-Sprachendienst
English price group 21No part of this translation may be reproduced without prior permission of DIN Deutsches Institut für Normung e. V., Berlin. Beuth Verlag GmbH, 10772 Berlin, Germany,has the exclusive right of sale for German Standards (DIN-Normen).
ICS 53.040.20
!$~Sa"1914862
www.din.de
DDIN 22101
Continuous conveyors –Belt conveyors for loose bulk materials –
Basis for calculation and dimensioning,
English translation of DIN 22101:2011-12
Stetigförderer –
Gurtförderer für Schüttgüter –Grundlagen für die Berechnung und Auslegung,Englische Übersetzung von DIN 22101:2011-12
Engins de manutention continue –Transporteurs à bandes pour produits en vrac –Principes de base pour le calcul et la conception,Traduction anglaise de DIN 22101:2011-12
©
SupersedesDIN 22101:2002-08
www.beuth.de
Document comprises 56 pages
05.13
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 2/56
DIN 22101:2011-12
2
A comma is used as the decimal marker.
ContentsPage
Foreword ......................................................................................................................................................... 4
1 Scope ................................................................................................................................................. 5
2 Normative references ....................................................................................................................... 5
3 Terms and definitions ...................................................................................................................... 6
4 Symbols and units ............................................................................................................................ 7
5 Volume flow and mass flow ........................................................................................................... 12
6 Resistance to motion and required power for the steady operating condition ....................... 14
6.1 General ............................................................................................................................................. 14
6.2 Primary resistances ........................................................................................................................ 15
6.2.1 General ............................................................................................................................................. 15
6.2.2 Determination of primary resistance ....................................................................................... 15
6.2.3 Determination of the hypothetical friction coefficient ................................................................ 16
6.3 Secondary resistances ................................................................................................................... 17
6.3.1 General ............................................................................................................................................. 17
6.3.2 Determination of individual secondary resistances ................................................................... 18
6.3.3 Approximate calculation of secondary resistances.................................................................... 19
6.4 Gradient resistance ........................................................................................................................ 20
6.5 Special resistances ........................................................................................................................ 20
6.5.1 General ............................................................................................................................................. 20
6.5.2 Determination of individual special resistances ......................................................................... 20
7 Design and layout of the drive system ......................................................................................... 21
7.1 General ............................................................................................................................................. 21
7.2 Location of the drive units, size and number of drive motors ................................................... 22 7.2.1 General ............................................................................................................................................. 22
7.2.2 Horizontal and slightly inclined installations .............................................................................. 22
7.2.3 Uphill conveying installations ....................................................................................................... 23
7.2.4 Downhill conveying installations .................................................................................................. 23
7.2.5 Installations with uphill and downhill sections ........................................................................... 23
7.3 Starting, stopping and holding ...................................................................................................... 23
7.3.1 Starting ............................................................................................................................................ 23
7.3.2 Stopping and holding ..................................................................................................................... 24
8 Belt tensions and take-up forces .................................................................................................. 25
8.1 General ............................................................................................................................................. 25
8.2 Required belt tensions ................................................................................................................... 25
8.2.1 General ............................................................................................................................................. 25
8.2.2 Minimum belt tensions required for the transmission of pulley peripheral forces ................. 25
8.2.3 Minimum belt tensions required for the limitation of the belt sag and for correct beltguiding ............................................................................................................................................. 27
8.3 Local belt tension variations in the top and return strands ....................................................... 27
8.3.1 General ............................................................................................................................................. 27
8.3.2 Steady operating condition ........................................................................................................... 28
8.3.3 Non-steady operating condition .................................................................................................... 28
8.4 Take-up forces and take-up distances ......................................................................................... 29
8.5 Local belt tensions in the upper and lower strands .................................................................... 31
8.5.1 General ............................................................................................................................................. 31
8.5.2 Non-steady operating conditions .................................................................................................. 31
8.5.3 Steady operating condition ........................................................................................................... 31
F H
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 3/56
DIN 22101:2011-12
3
9 Distribution of belt tensions across the belt width ...................................................................... 31
9.1 General ............................................................................................................................................. 31
9.2 Transition curves ............................................................................................................................. 32
9.2.1 General ............................................................................................................................................. 32
9.2.2 Distribution of the belt tension for textile conveyor belts .......................................................... 34
9.2.3 Distribution of the belt tension for steel cord conveyor belts .................................................... 34 9.3 Curves............................................................................................................................................... 35
9.3.1 Horizontal curves ............................................................................................................................ 35
9.3.2 Vertical curves ................................................................................................................................. 35
10 Design and layout of the conveyor belt ........................................................................................ 37
10.1 General ............................................................................................................................................. 37
10.2 Design and layout of the tension member .................................................................................... 37
10.3 Design and layout of cover layers ................................................................................................. 40
11 Minimum pulley diameter ............................................................................................................... 41
12 Design and layout of transition curves and vertical curve radii................................................. 42
12.1 General ............................................................................................................................................. 42
12.2 Determination of the minimum transition length ......................................................................... 43
12.2.1 General ............................................................................................................................................. 43
12.2.2 Conveyor belts with textile plies .................................................................................................... 43
12.2.3 Steel cord conveyor belts ............................................................................................................... 43
12.3 Determination of the minimum radius of vertical curves ............................................................ 44
12.3.1 General ............................................................................................................................................. 44
12.3.2 Convex curves ................................................................................................................................. 44
12.3.3 Concave curves ............................................................................................................................... 44
13 Dimensioning of belt turnovers ..................................................................................................... 44
Annex A (informative) Explanatory notes .................................................................................................... 46
Annex B (informative) Explanations of relationship of this standard to international standards ........ 53
Bibliography .................................................................................................................................................. 55
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 4/56
DIN 22101:2011-12
4
Foreword
This standard has been prepared by Working Committee Fördergurte (Conveyor Belts) of the Normenaus-
schuss Bergbau (FABERG) (Mining Standards Committee).
Annexes A and B are provided for information and are informative.
This standard relates to the standards ISO 5048:1989, ISO/DIS 3870:1996, ISO 5293:1981 andISO 3684:1990 issued by the International Organization for Standardization (ISO) (see Annex B).
Amendments
This standard differs from DIN 22101:2002-08 as follows:
a) the method for calculating motion resistances has been extended to cover belt conveyors where the
number of sections relevant for the calculation varies for the top and bottom strands;
b) the start-up factor p A and braking factor pB are now defined;
d) in the clause on the design and layout of the conveyor belt a factor has been introduced to account for anirregular distribution of belt tension across the belt width;
e) information on calculating the pulley load factor has been added in Clause “Minimum pulley diameter”;
f) Clause “Determination of the minimum transition length” has been completely revised;
g) normative references have been updated;
h) the standard has been editorially revised.
Previous editions
DIN BERG 2101 Part 1: 1933-07
DIN BERG 2101 Part 2: 1933-07
DIN BERG 2101 Part 3: 1933-07
DIN 22101: 1942-02, 1982-02, 2002-08
c) the clause “transition curves” has been condensed by combining the theoretical principles common to
textile and steel cord belts;
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 5/56
DIN 22101:2011-12
5
1 Scope
This standard is applicable to belt conveyor installations for conveying bulk materials, and contains theprinciples relating to their design. The standard makes it possible to specify essential requirements applicableto major belt conveyor components such as drives, brakes and take-up devices for particular conveying
conditions. The standard also gives a description of the design and dimensioning of the conveyor belt.
2 Normative references
The following referenced documents are indispensable for the application of this document. For datedreferences, only the edition cited applies. For undated references, the latest edition of the referenceddocument (including any amendments) applies.
DIN 15207-1, Continuous mechanical handling equipment — Idlers for belt conveyors — Main dimensions ofidlers for belt conveyors for bulk material
DIN 22102-1, Conveyor belts with textile plies for bulk goods — Part 1: Dimensions, specifications, marking
DIN 22102-3, Conveyor belts with textile plies for bulk goods — Part 3: Permanent joints
DIN 22107, Continuous mechanical handling equipment — Idler sets for belt conveyors for loose bulkmaterials — Principal dimensions
DIN 22109-1, Conveyor belts with textile plies for coal mining — Part 1: Monoply belts for undergroundapplications — Dimensions, requirements
DIN 22109-2, Conveyor belts with textile plies for coal mining — Part 2: Rubber-belts with two plies forunderground applications — Dimensions, requirements
DIN 22109-4, Conveyor belts with textile plies for coal mining — Part 4: Rubber-belts with two plies for above
ground applications — Dimensions, requirements
DIN 22110-3, Testing methods for conveyor belt joints — Part 3: Determination of time strength for conveyorbelt joints (dynamical testing method)
DIN 22112-1, Belt conveyors for underground coal mining — Idlers — Part 1: Dimensions
DIN 22112-2, Belt conveyors for underground coal mining — Idlers — Part 2: Requirements
DIN 22121, Conveyor belts with textile plies for coal mining — Permanent joints for belts with one or two plies— Dimensions, requirements, marking
DIN 22129-1, Steel cord conveyor belts for underground coal mining — Dimensions, requirements
DIN 22129-4, Steel cord conveyor belts for use in underground coal mining — Belt joints — Dimensions,requirements
DIN EN 15236-11) Steel cord conveyor belts — Part 1: Design, dimensions and mechanical requirements forconveyor belts for general use
ISO 3684:1990-3, Conveyor belts — Determination of minimum pulley diameters
1) Translator ’s note. The German original is incorrect. The standard number should read “DIN EN ISO 15236-1”.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 6/56
DIN 22101:2011-12
6
3 Terms and definitions
For the purposes of this document, the following term and definition apply.
3.1
belt conveyor continuous belt conveyor for bulk materials with circulating conveyor belts which feature tension members oftextile or steel cord ply and cover layers of rubber or plastic supported on carrying idlers and idler stations,and driven or braked by friction grip via pulleys and driving belts where appropriate
1) Translator ’s note. The German original is incorrect. The standard number should read “DIN EN ISO 15236-1”.
NOTE Conveyor belts with cover plates made of rubber or plastic are described e.g. in DIN 22102-1, DIN 22109-1,
DIN 22109-2, DIN 22109-4, DIN 22129-1 and DIN EN 15236-11)
. Idlers and idler sets are described e.g. in DIN 15207-1,
DIN 22107, DIN 22112-1 und DIN 22112-2.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 7/56
DIN 22101:2011-12
7
4 Symbols and units
Table 1 — Symbols and units
Symbol Meaning Unit
A Cross section of fill m2
A1 Partial cross section above water fill m2 (mm2)a
A2 Partial cross section with β = 0 (water fill)
AGr Effective contact area between cleaner and belt mm2
B Belt width mm
C Coefficient for the approximate calculation of total secondary resistance –
DTr Pulley diameter mm
E LGk Elasticity module related to the width of the belt N/mm
F a Forces resulting from acceleration/deceleration under non-steady operatingconditions
N
F Auf Inertia resistance of material conveyed and frictional resistance betweenmaterial conveyed and belt at the feeding point
N
F E Indentation rolling resistance: Sum of all indentation rolling resistances in theupper and/or lower strands
N
F E,3 Indentation rolling resistance for a 3-roller idler set N
F ' E Indentation rolling resistance related to the belt width N/m
F Ga Resistances of material transfer devices arranged along the belt conveyor path N
F Gr Friction resistance caused by belt cleaners N
F H Primary resistance: Sum of all primary resistances in the upper and/or lowerstrands
N
F ' M,v Vertical force related to the belt width N/mm
F n Normal force acting on an idler N
F N Secondary resistance: Sum of all secondary resistances in the upper and/orlower strands
N
F R Running resistance of idlers: Sum of all running resistances in the upper and/orlower strands
N
F Rst Camber resistance: Sum of all camber resistances for an idler set N
F S Special resistance: Sum of all special resistances in the upper and/or lowerstrands
N
F Sch Friction resistance between material conveyed and lateral chutes outside theacceleration zone of feeding points
N
m2 (mm2)a
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 8/56
DIN 22101:2011-12
8
Table 1 (continued)
Symbol Meaning Unit
F Schb Friction resistance between material conveyed and lateral chutes within theacceleration zone of a feeding point
N
F Sp Take-up force at the axis of the take-up pulley N
F St Gradient resistance: Sum of all gradient resistances in the upper and/or lowerstrands
N
F T Local belt tension (strand tension) N
F Tm Mean belt tension of upper strand and lower strand N
F Tr Total pulley peripheral force N
F T1 Belt tension (strand tension) of the belt running onto a pulley N
F T2 Belt tension (strand tension) of the belt running off a pulley N
F W Motion resistance: Sum of all resistances to motion in the upper and/or lowerstrands N
I m Mass flow kg/s
I m,N Nominal mass flow kg/s
I V Volume flow m3/s
I V,N Nominal volume flow m3/s
L Distance axis-to-axis m
P M Total power of drive motors kW
P M,N Nominal drive motor capacity kW
P W Total power at the periphery of the driving pulley(s) required due to the motionresistances in steady operation
kW
Ra Radius of a concave vertical transition curve m (mm)a
Re Radius of convex vertical transition curve m (mm)a
S Safety factor related to the nominal breaking strength of the belt –
S 0 Safety factor taking belt splice manufacturing characteristics into consideration –
S 1 Safety factor taking into consideration expected belt life and operationalstresses on belt
–
S min Minimum value for the safety factor, related to the minimum nominal breaking
strength of the belt –
Acceleration or deceleration m/s2
b Usable belt width mm
bR Length of the contact line between belt and idler face m
bS Part of belt lying on a side idler (only for 2- or 3-roller idler sets) mm
bSch Clear width between chutes m
ca Factor used in the numerical equation describing the indentation rollingresistance determined in relation to the belt width
–
cb Exponent used in the numerical equation describing the indentation rolling
resistance determined in relation to the belt width
–
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 9/56
DIN 22101:2011-12
9
Table 1 (continued)
Symbol Meaning Unit
cK Coefficient for determination of the minimum dynamic splice efficiencycorresponding to the width related belt tension in the belt edges
–
cR Coefficient for calculating the masses of the idlers reduced to their periphery –
cRank Rankine factor –
cRst Coefficient for the calculation of camber resistance –
cSchb Coefficient for taking into account additional resistance between materialconveyed and lateral chutes in the feeding zones caused by dynamic pressureof the mass flow fed in
–
cTr Coefficient for the determination of the minimum pulley diameter –
cÜ Coefficient for the determination of the standard value for the minimumtransition length
–
d Gk Thickness of the load-bearing longitudinal tension member (without outer warplayer or weft, for example) mm
e Base of natural logarithms (e = 2,718 28.....) –
eK Distance from the centre line of belt plies at the edge of the belt to the neutralaxis of the belt
mm
eM Distance from the centre line of belt plies at the centre of the belt to the neutralaxis of the belt
mm
fHypothetical friction coefficient for the approximate calculation of the totalprimary resistance to motion of the upper and lower strands
–
f i Hypothetical friction coefficient for the approximate calculation of the primaryresistance of a section of the upper or lower strand
g Acceleration due to gravity ( g = 9,81 m/s2) m/s2
hHeight difference of a section of the upper or lower strand (h > 0 for uphill belttravel, h < 0 for downhill belt travel)
m
hK0 Distance from the belt edge to the deepest level of the trough mm
hK1 Distance from the belt edge to the pulley surface level mm
hrel Maximum belt sag related to spacing between carrying idlers –
hTr Lift of the pulley in the transition zone above the deepest level of the trough mm
k Belt tension related to belt width N/mm
k K Tension at belt edge related to belt N/mm
k M Tension at belt centre related to belt N/mm
k N Nominal belt breaking strength related to belt width N/mm
k N,min Minimum nominal belt breaking strength related to belt width N/mm
k t Reference dynamic splice efficiency N/mm
k t,rel Relative reference dynamic splice efficiency –
∆k Difference between width-related belt tension at the edges and that at thecentre of the conveyor belt
N/mm
l Length of a section of upper or lower strand m
l b Length of the acceleration path in the feeding zone m
–
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 10/56
DIN 22101:2011-12
10
Table 1 (continued)
Meaning Unit
l K Length of the belt edge in the transition zone m
l M Length of the central roller in a 3-roller idler set mm (m)a
l Sch Length of lateral chutes m
l R Spacing between carrying idlers m
l Ü Length of transition zone m
l Ü,eff Reference length of transition zone for steel cord belts m
∆l Ü l Ü,eff − l Ü for steel cord belts m
l W Belt turnover length m
Σm Total of translatorially moving masses and non-driven and non-braked rotatingmasses reduced to their periphery
kg
m' G Line load resulting from the conveyor kg/m
m' L Line load resulting from the material conveyed kg/m
m' L,N Line load resulting from nominal load kg/m
m' R Line load resulting from rotating idler parts kg/m
n Number of sections of the upper or lower strands of a belt –
p A Start-up factor related to the drive pulley: ratio of the total pulley peripheralforce at start-up F Tr,A, to the force F W determined by the height anddistribution of the material conveyed
–
p A0
Start-up factor related to the drive: ratio of the drive torque resulting from the
effective drive characteristics during the start-up phase of the conveyor and thenominal torque corresponding to the rated power of the motors actuallyinstalled P M,inst
–
pB
Braking factor related to the brake pulley: ratio of the total pulley peripheralforce at braking F Tr,B to the force F W determined by the height and distributionof the material conveyed
–
pB0
Braking factor related to the brake: ratio of the braking torque resulting from theeffective braking characteristics during the braking phase of the conveyor andthe nominal torque corresponding to the rated power of the motors actuallyinstalled P M,inst
–
pGr Pressure between belt cleaner and belt N/mm2
q Coefficient for the determination of primary resistances for the upper and lowerstrands
–
sB Braking distance m
sSp Take-up pulley travel m
t B Braking time s
v Conveying speed m/s
v0 Feeding speed in the direction of conveying m/s
z R Number of carrying idlers in one section (upper strand or lower strand) –
z Rst Number of carrying idlers in one section (upper or lower strand) set at a tilt –
Symbol
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 11/56
DIN 22101:2011-12
11
Table 1 (continued)
Meaning Unit
α Angle of pulley belt wrap ° or rad
β Equivalent angle of slope for the calculation of the partial cross-section A
1th °
β dyn Dynamic angle of slope of the material conveyed °
δ Angle of inclination of a section of upper or lower strand, δ > 0 for uphill belttravel, δ < 0 for downhill belt travel)
°
ε Angle of tilt of a side idler °
∆ε K Additional elongation (pos. or neg.) at the edge of the belt in concave or convextransition curves, in relation to the neutral belt axis
–
∆ε K∞ Limit of ∆ε K at the centre of very long transition curves –
∆ε M Additional elongation (pos. or neg.) at the centre of the belt in concave orconvex transition curves, in relation to the neutral belt axis
–
∆ε M∞ Limit of ∆ε M at the centre of very long transition curves –
∆ε ∞
Difference of elongation at the belt edge and in the middle of very longtransition curves
–
η ges Overall efficiency of all transmission members between motor shaft and pulleyshaft
–
λ Troughing angle of the conveyor belt in the upper strand or lower strand °
µ Friction coefficient between belt and pulley –
µ 1 Friction coefficient between belt and material conveyed –
µ 2 Friction coefficient between material conveyed and lateral chutes –
µ 3 Friction coefficient between belt and carrying idler –
µ 4 Friction coefficient between belt and belt cleaner –
ρ Bulk density of material conveyed kg/m3
ϕ Effective filling ratio –
ϕ Betr Filling ratio corresponding to the operating conditions of the conveyor –
ϕ St Reduction factor of filling ratio for the theoretical total cross section of fill Ath inthe case of inclined installations
–
ϕ St1 Reduction factor of filling ratio for the theoretical partial cross section A1,th in the
case of inclined installations
–
a in some equations these variables are used with the unit mentioned in brackets.
Symbol
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 12/56
DIN 22101:2011-12
12
Table 2 — Indices
Index Meaning
A At start-up
B At stopping (braking)
a Non-steady operation (start-up, braking)eff Effective
erf Required
i Running index for belt strand sections
j Running index for belt deflection points (at pulleys)
inst Installed
m Centre idler
max Maximum
min Minimum
o Upper strand
s Side idlerth Theoretical
u Bottom strand
zul Allowable
* Index for identifying operating conditions
5 Volume flow and mass flow
The maximum volume flow and mass flow of a belt conveyor is determined by the potential cross section offill, which is dependent on the dynamic angle of slope of the material conveyed and on the feeding conditions,among other factors.
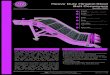
To calculate the maximum volume and mass flow a simple equivalent geometrical cross section needs to befound. This theoretical cross section Ath is calculated from the shape of the conveyor belt on the carrying idlersand from the shape of the slope formed by the material conveyed. Figure 1 shows this cross section for a beltsupported by a 3
roller idler set, which is commonly used.
Figure 1 — Theoretical cross section of fill in the case of horizontal conveyanceand a 3 roller idler set
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 13/56
DIN 22101:2011-12
13
The theoretical cross section of fill is dependent on the length and arrangement of the carrying idlers(troughing angle), the usable belt width b and the equivalent slope angle β describing a cross section of thesame area as the actual one. In this case, the usable belt width b shall be calculated as a function of the beltwidth B as follows:
B ≤ 2 000mm b = 0,9 × B − 50 mm (1)
B > 2 000mm b = B − 250 mm (2)
The usable belt width of belt conveyors with horizontal curves and inclined idlers installed to stabilize the beltmay be smaller.
With 1-, 2- and 3-roller idler sets in horizontal belt conveyors, the theoretical cross section of fill Ath that isequivalent to the real cross section of fill can be established using angle β as the sum of partial cross sections A1,th and A2,th (see [1], Figure 1 and Annex A):
( )[ ]4
tan cos 2
MMth1, β
λ ⋅⋅−+= l bl A (3)
λ λ sin2
cos2
MMMth,2 ⋅
−⋅
⋅
−+=
l bl bl A (4)
The selection of an equivalent slope angle depends on the material to be conveyed as well as on the length ofthe conveying distance. In case of lacking experience in selecting an adequate slope angle, the followingstandard values can be applied:
The value will be β = 20° for materials with normal flow properties. Values below β = 20° down to β = 0° will becharacteristic for nearly liquid materials. Equivalent slope angles of more than 20° can be applied only in caseof materials with high internal friction.
For 1-roller and 2-roller idler sets, the length of the central roller shall be taken to be l M = 0.
The following parameters can be calculated on the basis of the theoretical cross section fill:
Theoretical volume flow v A I ⋅= ththV, (5)
And on the basis of the effective filling ratioStBetr ϕ ϕ ϕ ⋅= (6)
the following can be calculated:
Nominal volume flow I V,N = ϕ ⋅ I v,th (7)
Nominal mass flow I m,N = ϕ ⋅ ρ I v,th (8)
Line load resulting from nominal load m' L,N = ϕ ⋅ρ th (9)
The filling ratio ϕ Betr depends on:
properties of material conveyed
lumpiness
max. edge length
dynamic angle of slope β dyn (characterizing the actual dynamic property of the slope)
operating conditions of the conveyor
uniform material feeding
tracking of the conveyor belt
reserve capacity
A⋅
⋅
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 14/56
DIN 22101:2011-12
14
For horizontal, straight conveyors, the theoretical cross section can be fully utilized if uniform feeding ofmaterial and straightforward belt movement is ensured (ϕ = ϕ Betr = 1).
The reduction factor ϕ St takes into consideration the fact that the partial cross section A1,th is reduced undersloped conveying conditions:
( )1Stth
th,1St 11 ϕ ϕ −⋅−
A
A= (10)
A properly aligned belt uniformly loaded with non-lumpy material and δ max ≤ β dyn can be calculated as follows:
dyn2
dyn2
max2
St1cos1
coscos
β
β ϕ
−
−δ= (11)
Applying Equations (10) and (11) it shall be borne in mind that the angle of slope for downhill conveyingcannot be higher than the actual dynamic angle of slope β
dyn (see also Annex A) and that only the partial cross
section A2,th is available for conveying.
6 Resistance to motion and required power for the steady operating condition
6.1 General
The method described below for the determination of motion resistances, the required power, and the localbelt tensions yields fairly realistic results for state-of-the-art technology, even for complex conveyorinstallations and all possible operating conditions.
Experienced design engineers can simplify the calculation method for ordinary belt conveyors withmanageable operating conditions and for those that do not require a high degree of accuracy, provided thatsafety requirements are met.
Prior to calculating the resistance to motion, individual base values shall be estimated. These values shall bechecked and corrected, if necessary, after completing the calculation. The calculation shall be repeated asmany times as necessary to match the results with the input values.
During steady operation, the forces resisting belt movement (resistances to motion) F W are calculated by thesummation of friction, weight and mass forces. The required power for the conveyor P W is calculated as aproduct of the total motion resistance of the upper and lower strands and the conveying speed v.
P W = F W ⋅ v (12)
For the calculation of motional resistances, the following parts are defined:
primary resistance F H
secondary resistance F N
gradient resistance F St
special resistance F S
The sum of the above types of resistance to motion F W is equal to the total pulley peripheral force F Tr to betransmitted to the belt:
∑∑ =+++=+=n
i
n
i
F F F F F F F F uo
1=Tr SStNHiu,W,
1=io,W,W (13)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 15/56
DIN 22101:2011-12
15
6.2 Primary resistances
6.2.1 General
Primary resistance occurs along the entire length of the conveyor path. The parameters of primary resistanceshall be determined for individual sections.
Figure 2 — Creation of belt sections and calculation of motion resistances for each sectionin a steady operating condition
6.2.2 Determination of primary resistance F H
The primary resistances F H,i of all sections are to be determined separately for the upper and lower strands ofeach individual section, in a simplified manner assuming a linear relationship between the resistance and themoved load:
( )[ ]immm g f l F δ cosiL,GiR,iiiH, ⋅′+′+′⋅⋅⋅= (14)
The primary resistances of the upper strand sections F H,o,i and lower strand sections F H,u,i are indispensablefor the determination of belt tensions (see 8.3).
The primary resistance of the conveyor, i.e. the sum of primary resistances for the upper strand F H,o and those
for the lower strand F H,u can be calculated as follows:
uH,oH,1
iu,H,1
io,H,H
uo
F F F F F n
i
n
i
+=+= ∑∑==
(15)
Primary resistances for each section shall be calculated for the nominal loading range (filling ratio ϕ within therange 0,7 to 1,1) along the entire conveyance path.
For belt conveyors with downhill and uphill sections, and for extreme loading conditions (non-uniform load,partial loading or idling), the cumulative resistance determined under these conditions can deviate significantlyfrom that arising under nominal conditions.
The resistances shall be established for individual sections. Each section is characterized by the fact that
parameters such as the angle of inclination i of the section, the hypothetical friction coefficients f i and the line
loads due to material to be conveyed iR,' m and the rotating idler parts iL,' m have constant values for both the
upper and lower strands. Hence it is advisable — particularly with regard to computer calculations — to assign
a running index i to the start points and end points of all part sections of the conveyor installation, starting from
the tail station toward the head station. Upper strand values shall be identified by index o, lower strand valuesby index u (see Figure 2). In order to maintain the assigned descriptions, belt deflection points (at pulleys) and
their parameters shall be identified by index j (see Figures 5 and 6).
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 16/56
DIN 22101:2011-12
16
6.2.3 Determination of the hypothetical friction coefficient
The selection of a hypothetical friction coefficient f i is of major importance as regards the magnitude of primaryresistances. This is especially important for conveyors with small gradient resistances. Attempts to be on thesafe side with calculations, together with a case-by-case inaccurate description of the operating features and
a wide range of possible values can lead to considerable over-dimensioning. In order to avoid disproportionaldimensioning, the friction coefficients f i are to be established as precisely as possible for the individualsections. The values for f given in Table 4 can serve as guidelines in a global calculation of the sum of allprimary resistances in the top and bottom strands.
The friction coefficient f i of a section is defined mainly by the rolling resistance of the carrying idlers and theindentation rolling resistance of the belt. Also the flexing resistance can have a large share in this, if the sag ofthe conveyor belt is relatively large.
For a more precise determination of the friction coefficient f i aiming for a safe conveyor design combined witha minimum investment and lower operational costs, the running resistance of the idlers and the indentationrolling resistance can be measured for given parameters and the other resistances can be estimated (see [2],
[3], [4] and [5]).With a normal magnitude of flexing resistance the running resistance of the idlers and rolling indentationresistance of the loaded strand (usually of the upper strand) with a filling ratio ϕ within the range of 0,7 ≤ ϕ ≤ 1,1, generate between 50 % and 85 %, on average 70 %, of the primary resistance F H,o. Theyamount to approx. 90 % of the primary resistance for the unloaded strand (usually that of the lower strand, F H,u. Considering this following relationships apply:
Upper strand (loaded) )(1
oE,oR,o
oH, F F q
F +⋅= (16)
Lower strand (unloaded) )(1
E,uR,uu
H,u F F
q
F +⋅= (17)
with 0,5 ≤ qo ≤ 0,85, on average qo = 0,7 and qu = 0,9.
Guidelines for estimating coefficient qo are given in Table 3.
Table 3 — Standard values for coefficient q0 for a filling ratio ϕ within the range 0,7 ≤ ϕ ≤ 1,1
Characteristic Values for characteristic
Relative sag hrel medium high, but ≤ 0,01 low
Internal friction of material conveyed medium high low
Running resistance of carrying idlers medium low high
Indentation rolling resistance medium low high
Coefficient qo Standard value ≈ 0,7
causesreduction of increase of
coefficient qo to
0,5 0,85
Equations (16) and (17) can be used to check the plausibility of, and if necessary adjust, the values of theprimary resistances determined using the hypothetical friction coefficients f i and the other resistances as inEquations (14) and (15).
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 17/56
DIN 22101:2011-12
17
If there are no values which have been obtained by measurement or on the basis of experience, or if only anapproximate dimensioning is intended, standard values for the hypothetical friction coefficient f can beselected from Table 4 for estimating the total primary resistance of the upper and lower strands on the basis ofthe operating conditions and design features (see also Annex A). These values are based on numerouscombined upper and lower strand measurements and for the following limiting conditions:
3 roller fixed idler sets in the top run
carrying idlers with antifriction bearings and labyrinth seals
values of relative belt sag hrel ≤ 0,01
filling ratio ϕ within a range from 0,7 to 1,1
Table 4 — Standard values for the hypothetical friction coefficient f for estimating
the total primary resistance in the upper and lower strands of conveyorswith a filling ratio ϕ within the range 0,7 to 1,1
Characteristic Values for characteristic
Internal friction of material to be conveyed medium low high
Belt conveyor alignment medium good bad
Belt tension medium high low
Operating conditions (dusty, sticky) medium good bad
Idler diameter 108 to 159 > 159 < 108
Spacing of upper strand idlers in m 1,0 to 1,5 < 1,0 > 1,5
Spacing of lower strand idlers in m 2,5 to 3,5 < 2,5 > 3,5
Belt speed in m/s 4 to 6 < 4 > 6
Troughing angle in ° 25 to 35 < 25 > 35
Ambient temperature in °C 15 to 25 > 25 < 15
Standard value≈ 0,020
causesFriction coefficient f reduction of increase of
friction coefficient f to
0,010 0,040
When the drives function as generators, an assumed smaller friction coefficient f leads to greater safety withregard to the dimensioning; for drives functioning as motors this effect will be achieved by assuming a largerfriction coefficient f .
The application of these friction coefficients f in the calculation of primary resistances according toEquation (14) is acceptable only if the calculation does not need to be very accurate.
6.3 Secondary resistances
6.3.1 General
Secondary resistances include friction resistances and inertia resistances arising only in some places on theconveyor. Secondary resistances are calculated from several individual resistances.
The secondary resistances in the upper strand F N,o,i and in the lower strand F N,u,i are required for the
calculation of the belt tensions (see 8.3).
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 18/56
DIN 22101:2011-12
18
The secondary resistance of the conveyor belt F N, i.e. the sum of secondary resistances in the upper strand F N,o and in the lower strand F N,u , is calculated as:
uN,oN,
1
iu,N,
1
io,N,N
uo
F F F F F n
i
n
i
+=+= ∑∑==
(18)
6.3.2 Determination of individual secondary resistances
Inertia resistance of material conveyed and friction resistance between material conveyed and the belt in thefeeding zone
F Auf = I m ⋅ (v − v0) (19)
Friction resistance between conveyor belt and lateral chutes in the acceleration zone of a feeding point:
Figure 3 — Chute configuration
The following applies to feeding points with 3-roller idler sets and bSch > l M (see [6]):
( ) ( )
⋅⋅
−=>
⋅⋅⋅⋅
⋅−−
⋅+
⋅⋅⋅=
1
20
2
minb,b
2Sch
2b2
2M
2Sch
0
mRankSchbSchb
2
4
tan2
µ
µ ρ λ
ρ
g
vvl l
b
l g l b
vv
I cc F
for 0 ≤ v0 ≤ v
(20)
(21)
with
−°=
245tan
dyn2Rank
β c (22)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 19/56
DIN 22101:2011-12
19
l M = bSch shall be applied for bSch ≤ l M
l M = 0 shall be applied for 2-roller idler sets
l M = bSch shall be applied for 1-roller idlers
The following approach applies to other types of idler set (e.g. 5-roller idler sets):
a) determination of the height of material pressing against lateral chute walls on the basis of the volumeflow and average conveying speed in the feeding zone (v + v0)/2.
b) determination of potential wall pressure caused by a fluid pressing against the side walls of the chute.If applicable, multiply with cSchb and cRank.
c) determination of friction resistance from average wall pressure, friction coefficient and size of wallareas
The following applies to belt conveyors of customary design:
cSchb ⋅ cRank = 1 (see Annex A)
As a general rule, the friction coefficients µ 1 and µ 2 are within the range from 0,5 to 0,7.
Friction resistance caused by belt cleaners
For the use of scraper bars as belt cleaners, the friction resistance can be determined as follows:
F Gr = µ4 ⋅ pGr ⋅ AGr (23)
As a general rule, the contact pressure pGr is within a range of approx. 0,03 N/mm2 to 0,1 N/mm2, whereas thefriction coefficient µ4 approximately ranges between 0,6 and 0,7.
The total secondary resistance F N is the sum of the secondary resistances of each section.
(24)
Further secondary resistances are the bending resistance of the conveyor belt where it runs over a pulley andthe resistance of the bearings of non-driven pulleys. These secondary resistances are relatively small inconveyors of customary design as compared with the above mentioned resistances and can be neglected inalmost all cases. If necessary, calculation equations can be taken from the referenced documents (e.g. [1]).
6.3.3 Approximate calculation of secondary resistances
If the portion of secondary resistances in the total resistance is small, e.g. with conveyor lengths L > 80 m andconveyors with just one feeding point, an approximate calculation of secondary resistances F N from theprimary resistance F H applying coefficient C (see [1]) is permissible:
( ) HN 1 F C F ⋅−= (25)
The coefficient C can be selected from Table 5:
uN,oN,1
iu,Gr,iu,Schb,iu, Auf,1
io,Gr,io,Schb,io, Auf,N
uo
F F F F F F F F F n
i
n
i
+=+++++= ∑∑==
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 20/56
DIN 22101:2011-12
20
Table 5 — Standard values for coefficient C for belt conveyor installationswith filling ratios ϕ ranging from 0,7 to 1,1
L in m 80 100 150 200 300 400 500 600 700 800 900 1 000 1 500 ≥ 2 000
C 1,92 1,78 1,58 1,45 1,31 1,25 1,20 1,17 1,14 1,12 1,10 1,09 1,06 1,05
6.4 Gradient resistance
The gradient resistance of the conveyor belt and material conveyed can be calculated as follows for eachsection:
iL,GiiSt, ' ' mm g h F +⋅⋅= (26)
The total gradient resistance of the conveyor F St, that is, the sum of gradient resistances in the upper strand
F St,o and in the lower strand F St,u , is calculated as follows:
uSt,oSt,1
iu,St,1
io,St,St
uo
F F F F F n
i
n
i
+=+= ∑∑==
(27)
6.5 Special resistances
6.5.1 General
Special resistances are resistances that do not occur with all belt conveyors. These resistances are calculatedon the basis of several individual resistances (see Annex A).
The special resistances of a conveyor section i are composed of:
F S,i = F Rst,i + F Sch,i + F Ga,i (29)
The total special resistance of a conveyor F S, i.e. the sum of the special resistances in the upper strand F S,o and in the lower strand F S,u are calculated as follows:
( ) ( ) uS,oS,1 iu,Ga,iu,Sch,iu,Rst,1 io,Ga,io,Sch,io,Rst,
uo
F F F F F
F F F
F n
i
n
iS +=+++++=
∑∑ ==
(30)
6.5.2 Determination of individual special resistances
Camber resistance
The camber resistance which arises at an individual side carrying idler will depend on its normal force, on thefriction coefficient µ 3 between the belt and the carrying idler, and also on the angle of tilt ε . The camberresistance F Rst,i in section i of the conveyor is then obtained from the total of individual camber resistances,and taking the angle of inclination δ i of the installation into consideration:
( )iL,Gii3iRst,iiR,
iRst,
iRst, cossin m+m g cl z
z
F ′′⋅⋅⋅⋅⋅⋅⋅=
δ ε µ (31)
applying
h i = l i ⋅ sin δ i (28)
(for uphill belt travel: h i > 0 and δ i > 0; for downhill belt travel: h i < 0 and δ i < 0)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 21/56
DIN 22101:2011-12
21
The friction coefficient µ3 depends on the angle of tilt ε . For angles ε > 5° it can reach a value of 0,5 (see [7]).
In Equation (31), the parameters cRst,i are dependent on the idler arrangement and, in the case of the upperstrand, on the geometry of the bulk material. In the case of 3-roller idler sets with rollers of equal length in the
upper strand, and with filling ratios ϕ within the range of 0,7 to 1,1 (see [7]) it follows:
cRst,o = 0,4 for λ = 30°
cRst,o = 0,5 for λ = 45°
The following applies to 2-roller idler sets in the (unloaded) lower strand:
cRst,u = cos λ
Friction resistance between the material conveyed and the lateral chutes outside the feeding points
With bSch > l M and 3-roller idler sets (see Figure 3) the relationship below applies:
( )2Sch
2Sch2
2M
2Sch
mRankSch
4
tan
b
l g l b
v
I c F
µ ρ λ
ρ
⋅⋅⋅⋅
⋅−−
⋅⋅= (32)
As a general rule, the friction coefficient µ2 is within the range from 0,5 to 0,7.
l M = bSch shall be applied for bSch < l M;
l M = 0 shall be applied for 2-roller idler sets;
l M = bSch shall be applied for 1-roller idler sets.
Resistances F Ga of material transfer devices arranged along the belt conveyor path
If, in special cases, material is discharged laterally along the conveying path, e.g. through scrapers serving asbelt cleaners, the forces occurring at these locations shall be taken into account as special resistances.
7 Design and layout of the drive system
7.1 General
The design and layout of the drive system comprises:
the selection of the location and number of drives
decisions relating to starting aids
the sizing of the drive motors (rated output)
the determination of the required braking forces (stopping and holding)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 22/56
DIN 22101:2011-12
22
7.2 Location of the drive units, size and number of drive motors
7.2.1 General
To minimize belt tension, the drive power is to be distributed among several drive pulleys situated at the head
and at the rear of the installation, and in certain cases among intermediate drives, unless there are otherconsiderations to be taken into account.
Such other considerations include:
available space
availability of energy
driving and braking options
In order to ensure minimum belt tension, the type and arrangement of drives will depend heavily on themagnitude and local distribution of motion resistances for the conveyor in a steady operating condition, F W,o
for the upper strand and F W,u for the lower strand. Variations in belt tension occurring in the direction ofbelt travel can be calculated by adding the resistances of the conveyor sections i in accordance withEquation (13).
uW,oW,1
iu,W,1
io,W,W
uo
F F F F F n
i
n
i
+=+= ∑∑==
(33)
In the case of extreme loading (non-uniform loading, partial loading or idling) of a belt conveyor with downhilland uphill grade stretches, the maximum force F w,max can deviate significantly from the force F W determinedfor the nominal loading range (see 6.2.2):
F W,max = F W,o + F W,umax ≥ F W (34)
P W,max ≥ P W (35)
This extreme power requirement shall be taken into consideration when selecting the type of drive system —motor drives or generators — however, in due consideration of the thermal rating of the motors.
7.2.2 Horizontal and slightly inclined installations
F W,o > 0, F W,u > 0 (for uniformly loaded upper strand)
In the case of belt conveyors with drives at the installation head and rear, but without intermediate drives, thebelt tensions will be minimal if the drive power is appropriately distributed between the head and tail stations,i.e. by a proportional distribution of the motion resistances occurring in the upper and lower strands. Therequired total power of the drive motors can be calculated with the aid of the following equation:
ges
maxW,erf M,
η
P P = (36)
The rated motor power actually installed, i.e. the sum of the nominal powers of the individual motors P M,N
∑= NM,instM, P P (37)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 23/56
DIN 22101:2011-12
23
is, as a general rule, greater than the required power
erf M,instM, P P ≥ (38)
7.2.3 Uphill conveying installations
F W,o > 0, F W,u ≤ 0 (for uniformly loaded upper strand)
In such installations, the belt tensions will be minimal if all the drives are arranged at the head of theinstallation, assuming that no intermediate drives are installed.
P M,erf and P M,inst can be calculated using Equations (36), (37) and (38).
7.2.4 Downhill conveying installations
F W,o ≤ 0, F W,u > 0 (for uniformly loaded upper strand)
In these installations, to obtain minimum belt tensions it is essential that drives are at the rear end of theinstallation where the drive is achieved through generators. For the purpose of determining the total power ofthe drives, the required power of the driving motors at the motor shafts shall be calculated as follows,depending on whether the drives operate as motors ( P W,max > 0) or generators ( P W,max < 0):
ges
maxW,erf M,
η
P P = where P W,max > 0 (39)
gesmaxW,erf M, η ⋅= P P where P W,max < 0 (40)
In this design stage it is not possible to precisely determine the overall efficiency η ges. For safety reasons,
within the estimated range a higher value for the overall efficiency is to be chosen for a generator drive thanfor a motor drive.
As a rule, the rated power of the motors actually installed (see Equation (37)) is greater than the amount ofrequired power:
P M,inst ≥ P M,erf (41)
7.2.5 Installations with uphill and downhill sections
An appropriate arrangement of the drives for belt conveyor installations with uphill and downhill sectionsensuring minimum belt tensions can be suggested only if all actual operating conditions are taken intoaccount.
7.3 Starting, stopping and holding
7.3.1 Starting
In order to achieve minimum belt tensions, it is necessary to limit the total pulley peripheral forces on start-up F Tr,A generated at the drive end during run-up to full speed of the belt conveyor installation. However the force F Tr,A shall not be allowed to decrease below a given minimum value in order to safeguard the positive controlof the initial breakaway and start-up process. The following is recommended especially for large beltconveyors
The maximum pulley peripheral force on start-up F Tr,A,max should not exceed 1,7 times the force F W,max in
accordance with Equation (34) used for the determination of the installation design. This means: the start-up factor p A,max ≤ 1,7.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 24/56
DIN 22101:2011-12
24
In order to break away and accelerate the masses in the upper and lower strands, however, the forceavailable under the most unfavourable start-up conditions (loading condition, distribution of load) shouldequal at least 20 % of the primary, secondary and special resistances to be taken into account and ensure the starting of the conveyor within the maximum time period allowed in accordance with the thermal ratingof the drives (see [8]).
The force F Tr,A shall be suitably selected to ensure friction grip between the material conveyed and theconveyor belt for the corresponding start-up acceleration a A. It follows for fine grained bulk material:
a A ≤ (µ 1 ⋅ cos δ i,max − sin δ i,max) ⋅ g (42)
(for uphill belt travel: δ i > 0; for downhill belt travel: δ i < 0)
The force F Tr,A should be introduced into the belt slowly enough to ensure that the installation runs up to fulloperating speed under quasi steady conditions, and consequently with the small additional dynamic forces(see [8] and [9]).
The start-up factor p A,0 related to the nominal torque of all drive motors shall be applied for the determinationof the start-up factor p A in accordance with the equation below, where there are relatively small mass inertiatorques of the rotating components of drives operating as motors in the steady operating condition, i.e. forhorizontal and uphill conveying installations:
M
instM, A0 A
P
P p p ⋅= (43)
For designs according to Equation (35) the following shall be applied: P M = P M,erf
7.3.2 Stopping and holding
The operation of belt conveyor installations generally requires the provision of braking equipment to stop themoving masses, and/or holding devices to hold inclined installations under load.
For the dimensioning of the braking equipment the following is to be considered:
total required braking force F Tr,B on the periphery of the braked pulleys or the braking factor pB (see 8.3.3)
W
BTr,B
F
F p = (44)
number and arrangement of brakes
braking frequency and braking time or braking distance
energy of the rotating drive components to be absorbed by braking
The required braking force F Tr,B or the braking factor pB shall be determined for the most unfavourable braking
conditions governed by the filling ratio ϕ and by the distribution of the load in downhill and uphill stretches ofthe installation with the relevant total motion resistance F W. In this connection, either the braking distance sB or braking time t B is to be specified. This will determine the braking deceleration aB, which shall be such that
the friction grip between the material conveyed and the belt is maintained. In the case of fine-grained bulkmaterial, the following applies:
aB ≤ µ 1 ⋅ cos δ i,max + sin δ i,max ⋅ g (45)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 25/56
DIN 22101:2011-12
25
The braking factor pB0 related to the nominal torque of all drive motors shall be applied for the determination ofthe braking factor pB in the case of relatively small mass inertia torques of the rotating components of drivesoperating as motors in the steady operating condition, i.e. for horizontal and uphill conveyors with the power P M of the drives:
(46)
It may be necessary to limit the total braking force to a given value F Tr,B,max, and consequently the brakingdeceleration to a limiting value B,max, in order to reduce the belt stresses and those on other parts of theinstallation as much as possible, and in order to maintain the friction grip on the braked pulleys (see 8.2.2).
As regards the design and dimensioning of holding devices, the maximum gradient resistance F St,max likely toarise under the maximum permissible loading conditions and most unfavourable load distribution, shall beused as the base value, minus the primary resistance arising under these conditions. For safety reasons, onlythe minimum primary resistance anticipated shall be used in calculations. If a number of mechanical holdingdevices are used, the loads shall be suitably distributed.
8 Belt tensions and take-up forces
8.1 General
The belt tension in a belt conveyor installation is a quantity which varies along the path of the installation, andwhich is governed by the following influences (see Figure 5):
length and course of the installation
number and arrangement of drives
characteristics of the driving and braking equipment
type and arrangement of the belt take-up device
operating condition (loading and movement conditions)
Belt tensions should be kept to the lowest possible value in view of the stressing and layout of the belt and ofother parts of the installation.
8.2 Required belt tensions
8.2.1 General
The operation of belt conveyor installations requires minimum belt tensions in order to enable the transmission
of forces to the belt by friction grip on the drive pulleys, to limit the belt sag and to enable the belt to be guidedcorrectly.
8.2.2 Minimum belt tensions required for the transmission of pulley peripheral forces
The transmission of the maximum pulley peripheral forces which arise during starting, braking, or in the steadyoperating condition by friction grip on the individual driven or braked pulleys requires certain minimum belttensions at the point where the belt runs onto and off the pulley. In the case illustrated in Figure 4, with theforces F T1 and F T2 and the associated maximum pulley peripheral force F Tr,max > 0 the following applies:
M
instM,2ges
B0B
P P p p ⋅=
η
a
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 26/56
DIN 22101:2011-12
26
Figure 4 — Minimum belt tensions at the belt run-on and run-off point on the drive pulleyrequired to ensure transmission of the pulley peripheral force F Tr,max
F T1 − F T2 = F Tr,max (47)
, (48)
where α is to be expressed in radians.
It follows that:
F T2 ≥ 1
1
−⋅α µ e
⋅ F Tr,max (49)
F T1 = F T2 + F Tr,max (50)
In the case of more than one driven or braking pulley, whether or not the friction grip is ensured in accordancewith Equations (48) and (49) is to be verified for each individual pulley and for all operating conditions. In thisconnection it shall be borne in mind that the total pulley peripheral forces F Tr , F Tr,A or F Tr,B are distributed ontothe individual pulleys in proportion to the torques induced in said pulleys by the driving or braking equipment.
Table 6 gives preferred friction coefficients µ for the friction between belts with rubber covers and pulleysurfaces of different finishes to be used in the design of belt conveyors for the steady operating condition.
Table 6 — Recommended friction coefficients µ for the friction between belts with a rubber cover a and pulley surfaces of different finishes (see 10]) for the design of belt conveyor installations
for the steady operating condition
Operating
condition
Friction coefficients µfor pulley surfaces of
bright metal surface(plain steel pulley)
polyurethanelagging
(arrow pattern)
rubber lagging
(arrow pattern)
ceramic laggingwith pores,
(arrow pattern)dry 0,35 to 0,4 0,35 to 0,4 0,4 to 0,45 0,4 to 0,45
wet(clear water)
0,1 0,35 0,35 0,35 to 0,4
wetdirty
(with mud and clay)0,05 to 0,1 0,2 0,25 to 0,3 0,35
a For conveyor belts with a PVC cover approx. 10 % smaller friction coefficients shall be assumed.
α µ ⋅≤ e F
F
T2
T1
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 27/56
DIN 22101:2011-12
27
8.2.3 Minimum belt tensions required for the limitation of the belt sag and for correct belt guiding
For the purpose of technical optimization of the belt conveyor installation, especially as regards energyefficiency, the calculated maximum relative belt sag hrel related to the distance between carrying idler centresshall be limited to values lower than 0,01 in the steady operating condition. A greater belt sag is permitted inthe non-steady operating condition. The greater the conveying speed and the lumpier the material conveyed,the smaller the sag should be. Greater conveying speeds require either considerably lower sag values or theacceptance of higher primary resistances (see 6.2). The following minimum belt tensions are required for agiven maximum belt sag and a given distance between carrying idler centres:
Upper strand (with load):rel
oR,GLmino,T,
)(
h
l mm g F
⋅
⋅+⋅=
' ' (51)
Lower strand:rel
u,RGminu,T, h
l m g F
⋅
⋅⋅=
' (52)
If a maximum value of hrel is specified, different distances between carrying idler centres can be allocated tothe belt tension occurring along the path of an installation. When these distances between centres are finallyselected, the load-carrying capacity of the carrying idlers and the transverse vibration behaviour of the beltshall be taken into account (see [11]).
In order to ensure the trouble-free operation of belt conveyor installations, it may be necessary to maintainhigher minimum belt tensions in addition to the belt sag, especially for:
belts with turnover in the lower strand (see [12])
belts with a low degree of transverse rigidity
inclined belt conveyor installations at the lower pulley
belts with locally non-uniform force distribution across the belt width (see Clause 9)
8.3 Local belt tension variations in the top and return strands
8.3.1 General
From the point of view of the correct sizing of the belt and of other parts of the installation, sufficientknowledge of the course or pattern of the belt tension along the length of the installation, and in particular themagnitude of the extreme values of the force, is extremely important. Local belt tensions F T,i can bedetermined by summation of the motion resistances F W, i (see Clause 6) and superimposition of the take-upforce (see 8.4) and, where applicable, the acceleration/deceleration force components F a,i (see 8.3.3).
8
8
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 28/56
DIN 22101:2011-12
28
Figure 5 — Pulley peripheral forces, resistances to motion and belt tensionsillustrated for a conveyor installation with no = nu = 2 sections and 4 pulleys
under steady operating condition
8.3.2 Steady operating condition
The calculation of motion resistances F w,i for the individual sections of a belt conveyor installation in thestationary operating condition is given in Clause 6.
8.3.3 Non-steady operating condition
During the starting and stopping process, the magnitude and pattern of the forces generated by the drivingand braking equipment, and the breakaway resistance and motion resistances of a belt conveyor installationresult in additional dynamic belt tensions. These additional tensions are a function of the following factors, ifwe assume a belt acceleration independent of local conditions and, hence, quasi steady operating conditionsof the conveyor (see also Annex A):
the total pulley peripheral force F Tr,A during starting or F Tr,B during stopping
the total acting motion resistance (approximately equal to the motion resistance occurring under steadyoperation F W)
the masses moving in a straight line and the non-driven or non-braked rotating masses Σm reduced totheir periphery
For the frequently occurring case where the secondary resistance represents only a small proportion of thetotal resistance, the forces F a,i resulting from acceleration or deceleration can be determined as follows for anindividual section i with the aid of the belt acceleration :
starting:
(53)
stopping:
(54)
( ) 0== >⋅−−
∑ F
pm
F F W A
WTr,A A 1
( ) 0<== ⋅−− F
p F F W
BWBTr,
B 1
∑m
∑m∑m
a
a
a
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 29/56
DIN 22101:2011-12
29
Thus:
(55)
Value cR,i depends on the design of the carrying idler. A standard value of cR,i = 0,9 can be assumed.
8.4 Take-up forces and take-up distances
Take-up devices are required for the generation of the necessary take-up forces (see 8.2) and for thecompensation of the elastic elongations. Such devices shall enable the compensation of elastic, plastic, andthermal length variations of the belt, and additional lengths originating from the installation process andreserve lengths. The calculation of the take-up distance provided below takes into consideration only theportion due to elastic elongation of the conveyor belt.
The magnitude of the take-up forces will depend on the type and location of the take-up device, and on theoperating conditions of the belt conveyor. In view of the costs and time needed for construction and design,
take-up devices are preferably installed in those positions where the minimum belt tensions in the steadyoperating condition are anticipated.
Other aspects to be taken into consideration include:
availability of energy
availability of space
pre-tensioning force to be ensured under non-steady operating conditions
In principle, a distinction is made between take-up devices with a fixed take-up pulley and take-up deviceswith a flying take-up pulley. Irrespective of the type of take-up device, the relationship below exists between
the quantities which characterize any given operating condition (identified by an asterisk *):
local belt tensions *
iT, F and force variations *iw, F , *
ia, F
mean belt tensions *mT, F of belt tension distribution *
T F in accordance with Figure 6
take-up pulley path *Sp s
For steady operating conditions, changes in belt tension will only occur as a result of the motion resistances F W, i , so that the following applies:
(56)
The most unfavourable operating condition shall be selected for the calculation used for dimensioning take-up
devices (take-up force *Sp F and take-up pulley path *
Sp s ) on the basis of Equation (56).
∑ ∑ ⋅⋅=⋅
+⋅⋅=⋅
+
⋅⋅= +
L
s E Bl
F F Ll
F F
L F
*Sp
LGki
*
* iT,i
*
1iT,
*
iT,*Tm 22
1
22
1 W,i
( ) i i L, G i R, i R, i , a l m m m c F ⋅ ′ ′ ′ ⋅ ⋅ + + =
*
a
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 30/56
DIN 22101:2011-12
30
Figure 6 — Belt tension in the upper and lower strand of a belt conveyor installationwith no = nu = 3 sections and 2 pulleys (steady operating condition)
If the take-up device is installed at the spot where the minimum belt tensile force *minT, F occurs, the take-up
force *Sp F at the axis of the take-up pulley will be:
(57)
In cases which deviate from the above, one must additionally take into consideration the difference between
the force at the spot where the take-up pulley is actually installed and the force at the spot where ∗minT, F
occurs.
In case of tensioning devices with a fixed take-up pulley (see also Annex A) the mean belt tension *Tm F is a
constant parameter, independent of the operating condition:
(58)
This will result in the belt being operated with greater belt tensions than those required according to 8.2 underoperating conditions which deviate from the most unfavourable operating condition.
However, in the case of take-up devices with a flying take up pulley (see also Annex A) the take-up force willeither remain constant under all operating conditions (e.g. for gravity take-up devices) or will be adjusted tothe varying operating conditions by means of “adapted tensioning devices” (e.g. by adjustable take-upwinches). In both cases, suitably altered take-up pulley paths *
Sp s will result to compensate for the elasticelongation:
(59)
Take-up devices shall be suitably designed to prevent, as far as possible, the belt from sliding and slipping onthe drive pulley under non-steady operating conditions (see Annex A).
*minT,
*Sp 2 F F ⋅=
const*Tm = F
constLGk
*Tm*
Sp ≠⋅⋅
= L E B
F s
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 31/56
DIN 22101:2011-12
31
8.5 Local belt tensions in the upper and lower strands
8.5.1 General
In general the belt tensions in the steady and in the non-steady operating conditions of a belt conveyorinstallation are decisive for the design and layout of:
the conveyor belt
the drive pulleys and return pulleys
idler spacing
radii of horizontal and vertical curves
troughing lengths at the transition from flat belt to troughed and from troughed to flat
belt turnovers
the design of other parts of the belt conveyor installation
The maximum local belt tension, which is to be taken into consideration for the dimensioning of the conveyorbelt, is determined taking into consideration all loading and operating conditions.
8.5.2 Non-steady operating conditions
For the purpose of determining the local belt tensions in non-steady operating conditions, the minimum belttensions in accordance with 8.2, the local motion resistances in accordance with Clause 6 and the additionaldynamic belt tensions due to acceleration and deceleration in accordance with 8.3.3 shall be taken intoconsideration.
Of the local minimum belt tensions at start-up F T,min,A and at braking F T,min,B in general it is F T,min,A which isdecisive for the calculation of the take-up forces and the force F T,min in the steady operating condition.
8.5.3 Steady operating condition
The belt tensions in the steady operating condition are determined by the required local minimum belttensions in accordance with 8.2 under the most unfavourable loading conditions, as well as by the local belttension variations in accordance with 8.3, and they have the minimum F T,min. However, there is, as a generalrule, a greater minimum F T,min, dependent on the mimima F T,A,min or F T,B,min which occur during the non-steadyconditions, and dependent also on the type of take-up device uses. This consequently results in higher belttensions than those required under the steady operating condition in accordance with 8.2. The thusestablished maximum belt tension F T,max is, as a general rule, the determining one for the calculation of theconveyor belt. However, in the case of unfavourable transitions or curves, even local belt tensions smallerthan F T,max may cause the highest stress across the belt cross section (see Clause 9).
9 Distribution of belt tensions across the belt width
9.1 General
The mean belt tension k i, related to the belt width at the point i can be calculated in accordance with theequation below
(60)
Almost all conveyor belts are designed as troughed belts in order to enable larger cross section fills. For thispurpose, the belts are reshaped from a flat belt into a troughed belt or vice versa (transition zone). In the
transition zones, the belt edges will travel a longer distance than the central zone of the conveyor belt.
B
F k
iT,i =
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 32/56
DIN 22101:2011-12
32
Consequently, the calculated belt tensions are non-uniformly distributed across the cross section of the belt;and the edges are to bear a higher portion of the belt tensions than the central zone of the conveyor belt.
The same effect also occurs where troughed belt conveyors are routed through convex, vertical curves. Iftroughed belts are routed through concave, vertical curves, the central zone of the belt will be subject to
higher tensions, whereas the belt tensions arising at the edges will be lower. In horizontal curves, one side ofthe belt will be subject to higher tensions than the other one.
The geometry of the transition zone shall be suitably designed for the given belt tensions at the respectivespots so as to avoid impermissible high stress and to prevent compression across the entire cross section ofthe conveyor belt.
The belt tensions are dependent on the geometry of the curve (radius) or transition zone (transition length,trough angle, position of pulley surface relative to the deepest level of the trough). Therefore, the geometricalconsiderations are of vital importance with regard to the design and layout of the conveyor belt.
The stresses in the conveyor belt are also dependent on its elastic characteristics and the belt tensions arisingin the relevant positions. Once the initial calculations required for the design and layout of the conveyor belt
have been carried out, the geometry of the transitions and curves of the belt conveyor and the characteristicsof the conveyor belt can be modified for further optimization (see Clause 12).
9.2 Transition curves
9.2.1 General
If there are no particular requirements, the standard value of minimum transition length for 2-roller and 3-rollercarrying idler sets shall be determined as follows:
l Ü,min = cÜ ⋅ hK1 (61)
withcÜ = 8,5 for belts with EP textile plies
cÜ = 14 for steel cord belts
In this connection
hK1 = hK0 − hTr (62)
is the distance of the belt edge from the level of the pulley surface (see Figure 7). If the pulley is arranged ata higher position, shorter transition lengths are possible, resulting in a reduction of the belt tensions at the beltedge. The standard value of maximum pulley lift is hTr,max = 1/3 · hK0.
If the belt pulley is positioned at a lower position longer transitions will be necessary or result in higher belttensions at the edges and lower tensions in the central zone of the belt.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 33/56
DIN 22101:2011-12
33
Figure 7 — Transition length without pulley elevation (above) and with pulley elevation (below)
With the tension difference ∆k between the belt edge and the central zone of the belt according to Figure 8,the width-related belt tension is calculated as follows:
Central zone of the belt:
(63)
with
(64)
Belt edge
(65)
To avoid compression of the conveyor belt, the following applies:
k m ≥ 0 (66)The length of the belt edge l K is the decisive parameter for the magnitude of the occurring belt tensions (seeFigure 7).
(67)
k B
bk k ∆⋅− S
M =
2M
Sl B
b −=
k k k ∆+= MK
( )λ λ cossin22 STr S2S
2Tr
2Ü
⋅+⋅⋅⋅−⋅++= bhbbhl l K
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 34/56
DIN 22101:2011-12
34
Keya) uniform distribution along the conveyor path outside the transition zonesb) non-uniform distribution in the transition zonec) idealized distribution according to the approach in accordance with Equations (63) and (65)
Figure 8 — Distribution of belt tensions across the belt width in transition zones
9.2.2 Distribution of the belt tension for textile conveyor belts
Forced length variations of textile conveyor belts are almost completely compensated for in the transitionzone. Therefore, the determination of the elongations and tensions occurring is simpler than for steel cord
belts.
Provided the belt runs in the middle of the trough, the difference ∆k of the width-related belt tension at the beltedge and in the central zone of the belt can be calculated for 2-roller and 3-roller carrying idler sets with theaid of the equation below (see [13]):
(68)
where l k is taken from equation (67).
9.2.3 Distribution of the belt tension for steel cord conveyor belts
In contrast to the characteristics of textile conveyor belts, with steel cord belts forced length variations will becompensated not only in the zone in which they occur, but also along considerably long portions of theadjacent belt.
Due to the relatively small elastic elongation of the steel cords of steel cord conveyor belts, the transitionzones and convex curves have particularly serious effects on the stresses caused in the conveyor belt andother parts of the belt conveyor installation. Therefore, it is necessary to calculate the stresses as precisely aspossible.
The stresses occurring with steel cord conveyor belts can be calculated very precisely thanks to the results ofpertinent research work (see [12] and [14]). The stress calculation method for steel cord conveyor belts is notonly based on the geometry of the transition zone and the modulus of elasticity, but also on the belt designand modulus of shear of the rubber between the steel cords. This calculation is complex and therefore
requires electronic data processing.
LGkÜ
ÜK E
l
l l k ⋅
−=∆
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 35/56
DIN 22101:2011-12
35
The rough calculation below can be applied to 2-roller and 3-roller troughed idler sets. The followingconditions are assumed for this purpose:
The elastic properties of the belts correspond to the state-of-the-art. The selected length of the transition zone is not shorter than the standard value determined in
accordance with Equation (61).
In the calculation of the elongation of the conveyor belt, the elongation of the edge shall not be related to thetransition length l Ü but to the length l Ü,eff :
(69)
with
(70)
This, however, is based on the condition that there is at least a section of belt with a length l Ü,eff – l Ü tocompensate for length variations before or behind the next pulley. This condition is not fulfilled when there is aconvex curve directly adjacent to the transition zone. In this case l Ü,eff shall be approximated as l Ü, i.e.∆l Ü = 0.
In analogy with Equation (68), the difference ∆k of the width-related belt tension k between the belt edge andcentral belt zone is calculated as follows:
(71)
with the width-related belt tension in the central zone k M in accordance with Equation (63) and that in the beltedge k K in accordance with Equation (65).
Subclause 10.2 describes how the value of k K determined using Equation (65) is used in the design of tensionmembers.
9.3 Curves
In the following, a differentiation is made between horizontal and vertical curves, each with constant radii.
9.3.1 Horizontal curves
In the horizontal plane, changes of direction can only be accommodated to a limited extent, and they require a
quite extensive calculation (see [15]).
9.3.2 Vertical curves
In the case of convex belt guidance (see Figure 9) of troughed belts, additional elongations at the edge of thebelt and compressions of the belt centre will occur. These superimpose themselves on the elongations causedby the belt tension in the form of positive and negative elongations, ∆ε K and ∆ε M.
In the case of concave belt guidance (see Figure 9), however, additional elongation of the belt centre andcompressions of the edge of the belt will occur. The absolute values of the resulting elongations are the sameas elongations in a convex curve of the same radius, as long as the belt is not lifted from the conveyor idlers.
ÜÜÜ,eff l l l ∆+=
( )
⋅−⋅−⋅=∆
maxTr,
Tr Tr Ü 3
190h
hhhl K0
LGkeff Ü,
Ü E l
l l k K ⋅
−=∆
The belt design is in accordance with DIN 22129-1 or DIN EN 15236-1 1) or along the lines of thesestandards.
1) Translator ’s note. The German original is incorrect. The standard number should read “DIN EN ISO 15236-1”.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 36/56
DIN 22101:2011-12
36
Figure 9 — Conveyor installation with concave and convex transition curves
In the case of short and medium curve lengths, the additional elongations resulting from convex and concavetransition curves can only be calculated with a relatively high level of complexity (see [16]); however, as far astheir magnitude is concerned they are always smaller than the limiting values ∆ε K∞ and ∆ε M∞ occurring in themiddle zone of very long curves independently of the construction of the belt, and can be calculated with theaid of Table 7 and Figure 10 below.
Table 7 — Definition of the limiting values ∆ε K∞ and ∆ε M∞
Limiting values Transition curve
convex conkave
∆ε K∞
e
K
R
e+
a
K
R
e−
∆ε M∞ e
M
R
e−
a
M
R
e+
Figure 10 — Aid to the calculation of the limiting values of elongation ∆ε K∞ and ∆ε M∞ at the centreof long convex and concave transition curves
The distances eK and eM of the centre lines of the belt carcass from its neutral axis are illustrated in Figure 10.The position of the neutral axis can be assumed in this case to pass through the centre of gravity of the beltcarcass.
The following approximation equation can be used for the calculation of the difference of elongations betweenthe belt edge and the belt centre for long transition curves and for 2-roller and 3-roller troughed idler sets, withbS calculated in accordance with Equation (64):
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 37/56
DIN 22101:2011-12
37
Convex curve:
Me
S
Me
KM sin
e R
b
e R
ee
−
⋅=
−
+=∆ ∞
λ ε (72)
Concave curve:
Ma
S
Ma
KM sin
e R
b
e R
ee
+
⋅−=
+
+−=∆ ∞
λ ε (73)
In design drawings the radius of vertical transition curves is frequently related to the upper edge of the centreidler. In the equations above, Re − eM and Ra + eM give the radius of the middle of the tension member in thebelt. This difference from the middle of the tension member to the upper edge of the centre idler can beneglected as insignificant compared to the curve radius.
LGk E k ⋅∆∆ ∞ε = (74)
By introducing this value ∆k in Equation (63) and Equation (65), the width-related belt tensions in the centralzone of the belt and at the belt edge can be calculated for textile and steel cord conveyor belts passingthrough the curve.
|∆k | for short and medium curve lengths will be slightly smaller than the result of the above calculation.
The additional elongation of steel cord belts can be determined with sufficient accuracy for small and mediumcurves as well by applying the method in accordance with [16].
Usually no excessive stresses will occur in the conveyor belt in concave curves with small radii, as the belt willlift off the idlers (see 12.3.3).
10 Design and layout of the conveyor belt
10.1 General
The tension members and cover layers of a conveyor belt shall be selected according to the operatingconditions. Their specification will be governed to a considerable extent by the characteristics of the bulkmaterial conveyed (physical and chemical characteristics, grain structure) and by the application conditions ofthe belt (environmental influences, scheduled service life, mechanical stresses, e.g. at the feeding points).
10.2 Design and layout of the tension member
The dynamic strength of the conveyor belt verified for vulcanized splices on a test stand according to
DIN 22110-3 shall form the basis for the selection of conveyor belts and splices. The design and layout shallbe based on the reference dynamic splice efficiency k t as defined in the above-mentioned test procedure(see [5], [17], [18] and [19]).
The values of the dynamic splice efficiency are established for splices made and tested under idealconditions. Deviations from these conditions, either related to the situation or due to the operating conditions,shall be taken into account by applying a safety factor S 0, which shall be established in accordance withTable 8. Chemical and physical stresses, influences of natural ageing, and the frequency of high tensions andbending stresses are represented by factor S 1 from Table 9.
At this stage, the design and layout shall be based on the highest belt tensions calculated for a belt crosssection in the steady operating condition.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 38/56
DIN 22101:2011-12
38
High belt tensions, which may arise temporarily when conveyor belts with partial loads are passing throughuphill and downhill stretches of the installation, shall be taken into account by carrying out a check inaccordance with Equation (79).
Table 8 — Determination of the safety factor S 0 based on the classification
of belt splice characteristicsCharacteristics of the belt splice Classification
Atmosphere normal dust-free dusty
Protection against solar radiation normal very good moderate
Air temperature moderate ≥ 18 °C and ≤ 22 °C < 10 °C or > 30 °C
Workspace normal roomy narrow
Qualification of technicians normal very good moderate
Quality of splicing materials normal fresh nearly expiredshelf life
Quality of vulcanizing equipment normal very good moderate
Safety factor S 0 1,1
cause
reduction of increase of
safety factor to
1,0 1,2
Table 9 — Safety factor S 1 based on the classification of operating conditions
Characteristics relevant to the dynamic strengthof belt and belt splices
Classification
Expected service life normal short long
Consequential damage due to failure normal small large
Chemical/physical stresses normal low high
Starting/stopping processes > 3/day and< 30/day
≤ 3/day ≥ 30/day
Circulation frequency > 2/hour< 1/minute
≤ 2/hour ≥ 1/minute
Safety factor S 1 1,7
causes
decrease increase
of the safety factorto
1,5 1,9
Hence the minimum dynamic splice efficiency k t,min of the belt and belt splice can be calculated as follows:
(75)
For coefficient cK the following applies:
for textile conveyor belts: cK = 1
for steel cord conveyor belts: cK = 1,25: troughing transition zones
cK = 1: horizontal and vertical curves
10maxK,Kmint, S S k ck ⋅⋅⋅=
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 39/56
DIN 22101:2011-12
39
Figure The factor cK is chosen as 1,25 where the width related belt tension at the belt edge is calculatedaccording to the method shown in 9.2.3, whereas a more precise calculation method allows a value cK = 1.
The relative dynamic splice efficiency k t,rel of a belt describes the portion of its nominal breaking strength k N :
Ntrelt, k k k = (76)
The relative dynamic splice efficiency is characteristic for a certain belt type and its splices. Therefore, it is tobe incorporated in future product standards as a minimum requirement.
Table 10 contains the relative values of dynamic splice efficiency for several belt types. The following aspectsshall be taken into consideration for their application:
The values for conveyor belts with textile plies are standard values based on practical experience. It islikely that they will need to be corrected once a larger number of test results are available.
The values for steel-cord conveyor belts have been determined in numerous tests and can be consideredas minimum requirements which need to be verified.
In the calculation of the minimum breaking force k N only the actual dynamic splice efficiency k t proven fora certain belt type and a certain type of splice may be applied.
2)
Table 10 — Values for the relative dynamic splice efficiency k t,rel
Belt typeBelt design
according to
Nominalbreaking
strength k N
N/mm
Splicingaccording to
Relative dynamicsplice efficiencya
k t,rel
Textile belts with oneply
DIN 22102-1 630 to 3 150DIN 22102-3finger splice
0,35
Textile belts with two
plies and thickintermediate layer
DIN 22102-1 200 to 2 000 DIN 22102-3, with
intermediate tensionmember
0,35
Textile belts withmore than two plies
DIN 22102-1 315 to 3 150 DIN 22102-3, withstepped splice
0,30
Textile belts with oneply
DIN 22109-1 800 to 3 150 DIN 22121 0,35
Textile belts with twoplies
DIN 22109-2 800 to 1 600DIN 22121 withintermediate tensionmember
0,30
Steel cord belts DIN 22129-1DIN EN ISO 15236-1
1 000 to 5 400 DIN 22129-4 0,45
Steel cord belts Along the lines of
DIN ISO 22129-1DIN EN 15236-1
< 1 000> 5 400
Along the lines ofDIN 22129-4 0,45
a Please note that it cannot be expected that the standard values are achieved with aged or used belts.
The term “nominal breaking strength” cited in this context corresponds to the term “mimimum breaking strength” asapplied in DIN 22110-3.2)
1)
b
Translator ’s note. The German original is incorrect. The standard number should read “DIN EN ISO 15236-1”.b
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 40/56
DIN 22101:2011-12
40
The minimum nominal breaking force k N,min is calculated as follows applying the highest value k K,max inaccordance with Equation (75) and Equation (76) under the steady operating condition:
(77)
Taking the value k N,min calculated according to Equation (77) and the width-related mean belt force k at thepoint of the value k K,max calculated according to Equation (60), the safety factor S min related to the mean localbelt force can be determined:
(78)
In order to avoid extreme stresses in non-steady operating conditions and under those conditions that mayarise when belts with a partial load are passing through uphill and downhill stretches of the conveyorinstallation, it shall be checked that the following limiting conditions are met:
k t,min ≥ 1,1 ⋅ cK ⋅ k K,a,max (79)
If this is not the case, the dimensioning of the tension member shall be corrected applying a higher value
k t = 1,1 ⋅ cK ⋅ k K,a,max.
According to this method, the tension members of the conveyor belts are dimensioned exclusively on thebasis of tensile loads. It shall be checked whether they will provide sufficient resistance against additionalstresses and whether their transversal rigidity will be sufficient for supporting the bulk material. They aretherefore to be designed with a higher strength, if necessary.
10.3 Design and layout of cover layers
The thickness of cover layers shall be suitably selected dependent on the material so as to ensure itsprotective function, even with progressing wear during the scheduled service life of the conveyor belt; thesurface structures of the tension member shall remain adequately covered (see also Annex A).
If DIN Standards and other normative regulations do not provide further details, the standard values for theminimum thickness of cover layers indicated in Table 11 and corresponding allowances for the carrying side ofthe belt as provided in Table 12 can be applied. Certain minimum thickness values are required if a beltprotection (transverse reinforcement) is incorporated in the conveyor layers. In order to avoid impermissiblecupping of the belt, the ratio of the thickness of the cover layer on the carrying side relative to the cover layeron the running side should not exceed 3:1.
Table 11 — Standard values for minimum thickness of cover layerson the carrying side and running side of the belt
Material of longitudinal tensionmember
Minimum thickness of cover layer(standard value)
B (cotton)
P (polyamide)
E (polyester)
1 mm to 2 mm depending on the textile structure
St (steel cords)0,7 ⋅ d Gk, at least 4 mm,
with transverse reinforcement possibly more than 4 mm
t,rel
10K,maxK
t,rel
t,minN,min k
S S k c
k
k k
⋅⋅⋅==
t,rel
10K,maxK
,minmin k
S S
k
k c
k
k S N ⋅
⋅⋅==
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 41/56
DIN 22101:2011-12
41
Table 12 — Determination of the standard values for additions to the minimum thicknessof carrying side cover layers in accordance with Table 11
Characteristics and their
assessment
Sum of assessment
values
Addition to minimumthickness,
mm (standard values)
Loadingconditions
favourable 1average 2 5 to 6 0 to 1unfavourable 3
Loadingfrequency
low 1average 2 7 to 8 1 to 3high 3
Maximumparticle size
small 1average 2 9 to 11 3 to 6high 3low 1
Bulk density average 2 12 to 13 6 to 10high 3low 1
Abrasiveness average 2 14 to 15 > 10high 3
11 Minimum pulley diameter
The method described here for determining the minimum pulley diameters follows ISO 3684:1990. The ideabehind the determination of minimum pulley diameters is directly linked with the expectations regarding theservice life of the conveyor belt and its splices. The minimum pulley diameters to be determined in accordancewith the method described in this clause allows the assumption that the endurance strength of splices will beat least equal to the expected service life of the conveyor belt, provided that the splices are properly executed.Smaller pulley diameters than those determined in accordance with the method described in this documentcan lead to premature failure; they also facilitate wear and tear of pulley surfaces or lagging.
The minimum pulley diameters of a belt conveyor installation will be determined by the design and layout,stresses and splicing method of the belt (see also Annex A). A distinction is made between the followinggroups of pulleys when determining the minimum diameters:
Group A: drive pulleys and all other pulleys in the zone of high belt tensions
Group B: return pulleys in the zone of low belt tensions
Group C: deflection pulleys (change of direction of belt travel ≤ 30°)
If DIN Standards and other normative regulations do not provide further relevant details, the minimumdiameters of Group A pulleys, for the four different groups of pulley load factors provided in Table 14, can bedetermined as follows:
DTr = cTr ⋅ d Gk (80)
The factor cTr is a parameter dependent on the material of the tension member according to Table 13 below:
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 42/56
DIN 22101:2011-12
42
Table 13 — Parameter cTr for the determination of the minimum pulley diameter Dtr
Material of longitudinaltension member
cTr
B (cotton)
P (polyamide)E (polyester)
St (steel cords)
80
90108
145
Each diameter determined for Group A pulleys in accordance with the above description shall be rounded upto the next standard value indicated in Table 14. The minimum diameters of Group B and C pulleys shall bechosen in relation to the pulley load factor from Table 14 that is relevant for Group A.
Table 14 — Minimum diameter of Group A, B and C pulleys in relation to the utilization of themaximum pulley load factor in the steady operating condition
Minimum diameter in mm (without lagging)
DTr
as perPulley load factor %1008 ⋅⋅
N
max
k
k a
Equation
(80)
A B C A B C A B C A B C
100 125 100 100125 160 125 100 125 100 100160 200 160 125 160 125 100 125 100 100 100200 250 200 160 200 160 125 160 125 100 125 125 100250 315 250 200 250 200 160 200 160 125 160 160 125315 400 315 250 315 250 200 250 200 160 200 200 160400 500 400 315 400 315 250 315 250 200 250 250 200500 630 500 400 500 400 315 400 315 250 315 315 250630 800 630 500 630 500 400 500 400 315 400 400 315800 1 000 800 630 800 630 500 630 500 400 500 500 400
1 000 1 250 1 000 800 1 000 800 630 800 630 500 630 630 5001 250 1 400 1 250 1 000 1 250 1 000 800 1 000 800 630 800 800 6301 400 1 600 1 400 1 000 1 400 1 250 1 000 1 250 1 000 800 1 000 1 000 8001 600 1 800 1 600 1 250 1 600 1 250 1 000 1 250 1 000 800 1 000 1 000 8001 800 2 000 1 800 1 250 1 800 1 400 1 250 1 600 1 250 1 000 1 250 1 250 1 0002 000 2 200 2 000 1 400 2 000 1 600 1 250 1 600 1 250 1 000 1 250 1 250 1 000
a k max is the mean width-related tension at the point of maximum belt tension in the zone of Group A pulleys in the steady operating
condition.
12 Design and layout of transition curves and vertical curve radii
12.1 General
Clause 9 deals with the calculation of belt tensions distributed across the belt width proceeding from thespecified design of transition curves or convex curves for the subsequent design and layout of the conveyorbelt. This clause deals with the calculation of suitable transitions and vertical curves suitable for a specifiedbelt type.
over 100 % over 60 % to 100 % over 30 % up to 60 % up to 30 %
Pulley group Pulley group Pulley group Pulley group
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 43/56
DIN 22101:2011-12
43
12.2 Determination of the minimum transition length
12.2.1 General
The following applies to 2-roller and 3-roller carrying idler sets in accordance with the approach illustrated in
Figure 8 and Equation (77):
(81)
≥ 0 and (82)
∆k = k K, zul − k M (83)
12.2.2 Conveyor belts with textile plies
With Equation (68):
LGkÜ
ÜK
E
k
l
l l ∆=
− (84)
Δk is calculated in accordance with Equation (83) applying Equations (82) and (81). In the latter equation theparameter cK = 1,0 is to be used. According to Equation (84) it follows that:
( )
11
cossin222
LGk
STr S2S
2Tr
minÜ,
−
+
∆
⋅+⋅⋅⋅−⋅+=
E
k
bhbbhl
λ λ (85)
The transition lengths thus calculated provide sufficient accuracy for textile conveyor belts.
12.2.3 Steel cord conveyor belts
Meeting the conditions mentioned in 9.2.3, the minimum transition length can be roughly determined asdetailed below.
With Equation (71):
LGkeff Ü, E
k
l
l l Ü K ∆=
− (86)
Δk is calculated in accordance with Equation (83) applying Equations (82) and (81). For the latter equation forsteel cord belts, the parameter cK is to be considered as explained in the comments to Equation (75).
According to Equation (86) it follows that:
( )
1
cossin22
LGk
ÜLGk
STr S2
S2
Tr 2
minÜ,
minÜ,+
∆
∆⋅∆
−⋅+⋅⋅⋅−⋅++
=
E
k
l E
k bhbbhl
l
λ λ
(87)
with Δl Ü in accordance with Equation (70). A comparison of Equations (87) and (85) shows that the minimum
troughing length for steel cord belts can only be calculated by iteration.
10K
relt,NzulK,
S S c
k k k
⋅⋅
⋅=
S
S
b B
k bk Bk
−
⋅−⋅=
zulK,M
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 44/56
DIN 22101:2011-12
44
Equation (86) and Equation (87) may be applied only if there is a piece of belt of sufficient length provided infront of or behind the belt pulley to compensate for length variations. If there is a convex curve right after atransition, for example, the above condition is not met. In this case l Ü,eff shall be replaced by l Ü so that l Ü,min can explicitly be determined using Equation (85).
For more precise calculations in which elongations resulting from superimposition are to be taken intoconsideration, it is recommended that the methods described in [14] and [16] be used.
12.3 Determination of the minimum radius of vertical curves
12.3.1 General
Additional elongations due to convex and concave transition curves can be calculated for small and mediumcurve lengths only with a relatively great effort (see [16]); however their magnitudes will always be smallerthan the elongations arising in the middle of long curves. These elongations form the basis of the calculationsbelow.
12.3.2 Convex curves
Proceeding from the assumption that the belt tension in the central zone of the conveyor belt is equal to 0 andthe belt is operated with the maximum allowable edge tension k K,zul, the minimum radius of a convex curve canbe determined applying Equations (72), (74), (77), with cK = 1, as follows:
10relt,N
LGkSmine,
sinS S
k k
E b R ⋅⋅
⋅
⋅⋅ λ = (88)
12.3.3 Concave curves
In the case of concave belt guidance there will be additional elongations of the belt centre and compression ofthe edge of the belt with magnitudes that will amount to the same magnitudes as the additional elongationswhich arise in the case of convex belt guidance as long as the belt does not lift off the carrying idlers. Thislifting can be avoided if the following minimum radius is met under all operating conditions.
iG
maxi,T,mini,a, cosδ ⋅′⋅m g
F R = (89)
13 Dimensioning of belt turnovers
Belt turnovers are helpful as they reduce the soiling and wear of the conveyor belt and improve belt tracking in
the lower strand.
The length and type of the belt turnovers are dependent on the following parameters:
Belt width
Belt weight
Transverse rigidity
Elastic characteristics
Conveying speed
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 45/56
DIN 22101:2011-12
45
A distinction is made between the types of turnovers of the conveyor belt with different supporting principlesas illustrated in Figure 11:
Key
top: free turnovermiddle: guided turnoverbottom: supported turnover
Figure 11 — Design variants for turnovers
Table 15 — Standard values for the dimensioning of turnover lengths l W
Type of belt turnover Maximumbelt width
mm
Minimum turnover lengthl W
for conveyor belts with
cotton plies EP plies steel cord plies
1 200 8 ⋅ B 10 ⋅ B –
1 600 10 ⋅ B 12,5 ⋅ B 22 ⋅ B
2 400 – 10 ⋅ B 15 ⋅ B
The standard values provided in Table 15 will be sufficient if the return strand is subjected to low belt tensions.If this is not the case, a more precise calculation is to be carried out (see [12]).
Free turnover
Guided turnover
Supported turnover
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 46/56
DIN 22101:2011-12
46
Annex A(informative)
Explanatory notes
General
After a 40-year validity, DIN 22101:1942-02 was completely revised and significantly expanded asDIN 22101:1982-02, of which an official English-language version is also available. The next version waspublished in 2002-08 with some formal and substantial shortcomings that required an early revision.
The working group responsible for revising DIN 22101:1982-02 was required to give a more simple descriptionof relationships, wherever possible. This task appeared to be unrealistic. In fact, the current descriptions areeven more complex than those given in the 1982 edition because of new knowledge which needed to beincorporated. The working group came to the conclusion that comprehensive computerized calculations,which are widely practiced, should be preferred in order to find improved technical and economical solutions.Nevertheless, simplified calculation methods are referred to wherever feasible (i.e. in cases not requiring high
accuracy).
Re Clause 5
In the case of a troughed belt, the bulk material cross section comprises the “water cross section” and theslope cross section lying above it. Amongst other factors, the shape of the slope will depend on the propertiesof the bulk material conveyed (e.g. its lumpiness, internal friction, friction coefficient between the conveyor beltand the material conveyed) and also on the operating conditions of the belt conveyor installation (e.g. type ofbelt feed, tracking of the belt, frequency and duration of vibrations (jarring) of the bulk material conveyed). Theslope cross section which actually takes shape is markedly smaller than the cross section given by the staticangle of slope. A calculation of this actual cross section can therefore in general only be undertaken underidealized assumptions. In the case of belt conveyor installations with a horizontal layout, in German technical
literature the slope cross section is nearly always idealized in the form of a triangular cross section, whilst inInternational Standard ISO 5048:1989 it is idealized in the form of a segment of a parabola.
The working group considered the adoption of the approach according to ISO 5048 and its incorporation inthis revision, but finally refrained from this intention for the following reasons:
─ The latest editions of international and German standards use a triangular cross section as a basis (seeISO 7189 or DIN 22200).
─ ISO 3435 uses the “angle of repose” instead of referring to the “surcharge angle” (as mentioned inISO 5048).
─ Hence it can be assumed that in its next revision, ISO 5048 will use an idealized triangular cross section.
Reduction factor ϕ st
When using Equations (10), (11) it shall be borne in mind that the equivalent angle β = 15° used in a largenumber of calculations of the cross section of fill represents a precautionary value. In the case of inclinedinstallations, to avoid determining cross sections of fill that are considerably too small when using this value, itwill be necessary to calculate the factor φst which is dependent on the inclination, with an angle of slope β dyn close to the static angle of slope (the angle of internal static friction). If accurate values are required inborderline cases, such values are to be determined by tests carried out under conditions which approximatethe actual application conditions as closely as possible.
Re 6.2
For the calculation of resistances, even complex equations are not excluded here, since computerized
calculations of this type are widely practiced.
Theoretical cross section of fill Ath and equivalent angle of slope β
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 47/56
DIN 22101:2011-12
47
In deviation from DIN 22101:1982-02 preference is given to the determination of resistances in each conveyorsection.
The simplest conceivable layout of a belt conveyor installation consists of two sections only: upper strand andlower strand. Simplifying a belt conveyor installation with uphill and downhill part sections as an installationwith only two part sections may yield extremely false results.
Re 6.2.3
In order to enable a high degree of accuracy of design and layout, the hypothetical friction coefficient f shouldbe determined more precisely by measuring two major parts of the resistance to motion, i.e.
─ the indentation rolling resistance of the conveyor belt
─ the idler running resistance
and by giving an estimate of the remaining portions (see [5]).
The indentation rolling resistance is generally measured with a single idler under consideration of theconveyor specific parameters. For the transformation to the indentation rolling resistance of a complete set
of idlers, the values of the normal forces acting on each idler must be known.
Figure A.1 shows schematically the idealized distribution of the normal forces and the indentation rollingresistance resulting thereof for an idler configuration with three rollers of equal length in a horizontal andstraight conveyor [20].
Key1 Bulk material
2 Direction of travel3 Load over length on side idler4 Load over length on centre idler5 Related indentation rolling resistance on centre idler F ' E,m6 Related indentation rolling resistance on side idler F ' E,s
Figure A.1 — Idealized distribution of the normal forces and the resulting indentation rolling resistance for a 3-roller idler set with rollers of equal length
The dependence of the relevant indentation rolling resistance F ' E on the vertical force F ' M,v for a single idlercan generally be described using the following numerical equation [20]:
b)( vM,aEc F c F ′⋅′ = (A.1)
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 48/56
DIN 22101:2011-12
48
Here the values ca and cb vary depending on the measured function of the relevant indentation rollingresistance.
The indentation rolling resistance F E,3 acting on each idler of a 3-roller idler set is determined by integratingthe locally varying value of F ' E along the contact line bR under consideration of the local line load. For the totalindentation rolling resistance acting on the idler set the following numeric equation applies [20]:
bb
sR,
sn,
b
sR,amR,
mR,
mn,aE,3
2
12
cc
b
F
c
bcb
b
F c F
⋅⋅
+
⋅⋅+⋅
⋅= (A.2)
In order to demonstrate the importance of the indentation rolling resistance for a safe dimensioning while atthe same time minimizing investments and operating costs, Figure A.2 can be used as it shows examples ofthe distribution of parts of motion resistances for long belt conveyors:
Left column: belt conveyor installation with horizontal layout
Right column: belt conveyor installation with approx. 5 % inclination
It should be borne in mind that, especially as regards the interpretation of the left column, in the future an
increasing use of energy-optimized belts will accordingly reduce the portion of the indentation rollingresistance in the total resistance to motion. Furthermore, the information shown in Figure A.2 should not betaken as basis for the design of conveyors, in view of the dependence of the single parts of the resistance tomotion on the operational and design-related parameters of the conveyor.
Key
Gradient resistances
Special resistances
Secondary resistances
Flexing resistance of the belt
Flexing resistance of the bulk material
Idler running resistance
Indentation rolling resistance
Figure A.2 — Comparison of the portions of resistance of two long belt conveyor installationsof identical design, with different inclinations
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 49/56
DIN 22101:2011-12
49
Re 6.3.2
For the secondary resistances a determination of each part is preferable to the determination of a generalizedvalue for the portion of the primary resistance.
In determining the friction resistance between conveyor belt and lateral chutes in the acceleration zone of a
feeding point, not only shall the Rankine factor
−°=
245tan
dyn2Rank
β c , which has an effect on the pressure
exerted on the chute walls by the material in the chute zone, be taken into consideration, but also thecoefficient cSchb (information on the magnitudes of β dyn is given in the explanatory notes on the reduction factor φSt). This factor characterizes the increase of the resistance due to additional pressure on the chute wallscaused by the dynamic pressure of the material flow of feed material. Consequently, the magnitude of thecoefficient cSchb will be equal to 1 for the transfer height 0; it then increases with rising conveying speeds anddropping heights. For the design and layout of customary belt conveyor installations, the product will becSchb · cRank = 1, whilst the coefficient will be applied as cSchb = 1 for hopper discharge conveyors with highloading heights.
Re 6.5
A distinction has not been made between special resistances arising along the entire stretch of the installationand those occurring in individual sections only, as introduced by ISO 5048. The calculation approach detailedin this standard requires the calculation of resistance values for individual sections which implies theconsideration of special resistances.
Detailed information on the magnitudes of the dynamic angle of slope β dyn in the Rankine factor cRank applied inthe calculation of the resistance arising at the material guide bars can be seen from the above comments onthe reduction factor φst.
Re 8.3.3
A belt conveyor installation for which the rate of increase of the pulley peripheral forces is limited during
starting or stopping procedures, and where the belt is in motion along the entire installation, exhibits a beltacceleration which is independent of location; it behaves in a quasi steady-state fashion, and enables thedynamic additional forces to be determined as mass forces. If the non-quasi steady operating conditions, e.g.the breakaway process, of a belt conveyor installation are to be calculated, it is necessary to determine theadditional dynamic forces which arise in this connection with the aid of very complex calculation methods(see [9]).
Re 8.4
For the calculations, a distinction is to be made between take-up devices with a fixed take-up pulley and thosewith a flying take-up pulley.
Take-up devices with a fixed pulley are devices on which the position of the driven and non-driven pulleysremains unaltered for every operating condition of the conveyor. The desired adjustment of the tensile force iseffected, for example, by means of spindles (screws) or jacks. Depending on the prevailing operatingcondition, a fixed take-pulley will result in varying forces at the tensioning location. Conversely, the total of thelocal belt elongations in the upper strand and the lower strand will remain constant; it is equal to twice thetake-up pulley travel during the take-up process (take-up pulley path s*Sp).
const2 *Spi =⋅=∑ sl Δ (A.3)
Take-up devices with a flying take-up pulley are devices which generate tensile forces which are eitherindependent of the operating conditions and practically constant, or which are suitably matched to theprevailing operating conditions. This is achieved, for example with the aid of take-up weights, pneumatic orhydraulic devices and force-controlled jacks in the case of take-up pulleys with an adequate travel facility.Their mode of operation is, therefore, characterized by the fact that the total of the local belt elongations in the
upper strand and the lower strand and consequently the take-up pulley travel vary:
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 50/56
DIN 22101:2011-12
50
const2 *Spi ≠⋅=∑ sl Δ (A.4)
For the calculation of Δl i a linear relationship between the elastic elongations and the belt tensions k related tothe belt width is generally assumed as a simplification, and this is expressed by means of a mean width-related longitudinal modulus of elasticity related to the belt E LGk.
Take-up forces that can be adjusted by suitable means shall be adjusted with an adequate speed in order toavoid sliding and slipping on the drive pulleys. In this context, it may be helpful to adjust the take-up force to ahigher degree than the calculated one in order to ensure an adequate belt tension at any time.
Re Clause 9
The determination of belt tensions in accordance with DIN 22101:1982-02 solely focussed on mean belttensions. Non-uniform distribution of tensions over the width of a troughed belt as arising in transitions orcurves was accounted for by a deduction r 1 introduced for this particular purpose. This, however, no longerrepresents the state of the art in respect of the design and layout of conveyor belts with a high demand ofaccuracy.
For the consideration and determination of additional elongations of the conveyor belt, a distinction shall be
made between belts with textile plies and steel-cord belts because of their extremely different elasticcharacteristics.
Elongations of belt edges in the transition zones shall be calculated proceeding from the geometricalapproach suggested by Laier (see [13]). Applying this approach, length variations and — for conveyor beltswith textile plies — elongations and additional loads can be determined with sufficient accuracy. Lengthcompensations of steel-cord belts involve considerably large belt portions adjacent to the transition zone,which is why higher belt tensions than those which actually arise will be calculated if the approachrecommended for conveyor belts with textile plies is applied to steel-cord belts. In the referenced literature(see [12) and [14]) descriptions of safe methods for the precise calculation of steel-cord conveyor belts areprovided, which can be applied without problems using computerised support, provided that the mechanicalcharacteristics of these belts are available.
Re 9.2
The belt pulley should not be arranged at a level which is lower than the deepest trough level as this requiresgreater transition lengths or may aggravate the non-uniform distribution of belt tensions across the crosssection of the belt. This also increases the load on idlers and bearings. There is also an increasing risk ofdamage to the belt as the belt may run into the gap between the rollers of the carrying idlers.
Re 10.2
Deviating from DIN 22101:1982-02, the belt tensions arising in non-steady operating conditions are notdirectly taken into consideration in the design and layout of the conveyor belt. Instead, one single limitingcondition has been specified which will be applicable only to extremely high stresses in the non-steadyoperating conditions. Safety factors are to be selected (Table 8 of the previous edition of this standard) inorder to take the frequency of non-steady operating conditions into consideration. For this reason thededuction r 2 is no longer required for the global consideration of these stresses.
The load-bearing capacity of a conveyor belt is primarily dependent on the dynamic strength of the conveyorbelt and belt splices. DIN 22101:1982-02 accounts for this aspect by applying the factor r . By testing the beltin accordance with DIN 22110-3 the dynamic splice efficiency of the conveyor belt and the belt splices can be
0
If no mechanical characteristics of the belt are available, empirical relationships are provided for conveyorbelts in accordance with DIN 22129-1 or DIN EN 15236-11) and steel-cord belts of similar design. Theserelationships will enable a sufficiently precise prediction of the stresses arising in conveyor belts installed on2-roller idlers and the more frequently used 3-roller idlers, in many cases. However, the relationships can onlybe referred to as being correct if the elastic characteristics of the belt currently ensured according to commonpractice, but not as specified in the applicable standards, are maintained, except for insignificantmodifications.
1) Translator ’s note. The German original is incorrect. The standard number should read “DIN EN ISO 15236-1”.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 51/56
DIN 22101:2011-12
51
determined. The characteristics of the belt splice manufacture are represented by the safety factors S 0 provided in Table 8. The magnitude of stresses is expressed by the safety factor S 1 to be selected fromTable 9. The values in Table 8 and 9 have been verified by comparison with the values obtained from existingand proven heavy-duty conveyor installations.
The relationship of the safety factors S 0 and S 1 to the safety factor S min in steady operation which is based onthe mean belt force over the width of the belt is given in Equation (78). Its use leads to the results inTable A.1. From them the influence of belt specific parameters (k t,rel, S 0) and conveyor-specific parameters(S 1, k K,max) on the safety factor S min can be seen.
Table A.1 — Minimum values for the safety factor min related to the minimum nominal breakingstrength of the belt as a function of the parameters S 0, S 1, k t,rel, cK and k K,max
The safety factor S which is related to the nominal breaking strength of the belt k N, as opposed to the valuek N,min can be determined analogously to Equation (78) as:
minN,
Nmin k
k S S ⋅= (A.5)
Re 10.3
Because the relevant DIN Standards, International Standards and currently available drafts of EuropeanStandards do not contain data regarding the selection of the cover layer thickness, recommendations in this
respect have been incorporated in this standard. The cover layer thickness on the running side of the conveyor belt is determined to a great extent by thetension member, or in some cases by the transverse reinforcement, whilst the cover layer thickness on thecarrying side of the belt is determined mainly by the stressing of the belt by the material conveyed, andconsequently by the following influencing quantities:
─ Nature of material conveyed: particle size and shape, density, abrasiveness
─ Loading condition: drop height, resilience of the belt support, difference in speed between bulkmaterial and conveyor belt
─ Loading frequency: frequency of belt revolutions and scheduled service life of the conveyorbelt, number of feeding points
The thickness on the carrying side shall be at least equal to the thickness on the running side of the belt.
S 0 * S 1 / k t,rel cK · k K,max / k
S
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 52/56
DIN 22101:2011-12
52
Re Clause 11
The principle and general contents of the method of calculating minimum pulley diameters is identical with thatdescribed in ISO 3684:1990. The design and layout according to the ISO Standard is based on the per-centage of utilized RMBT (Recommended Maximum Belt Tension), which was defined in DIN 22101:1982-02
as %100staN ⋅⋅ S k
k
. This standard defines this variable as 8Nk
and derived from this, the pulley load factor is
calculated as %1008N
max ⋅⋅k
k , where according to Table 14 max is the mean width-related tension at the point
of maximum belt tension in the zone of Group A pulleys in the steady operating condition.
This pulley load factor can have values higher than 100 %. Therefore, a fourth category has been introducedfor pulleys with loads exceeding the permissible values defined in DIN 22101:1982-02 and ISO 3684:1990.
Re Clause 13
This standard contains empirical values for minimum turnover lengths for different belt types and turnoverprinciples.
k
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 53/56
DIN 22101:2011-12
53
Annex B
(informative)
Explanations of relationship of this standard
to international standards
The following ISO Standards have been taken into consideration for the revision of this standard:
ISO 5048:1989 “Continuous mechanical handling equipment — Belt conveyors with carrying idlers —Calculation of operating power and tensile forces”
The recommendations contained in the above document for the determination of
— the material flow and the troughing cross section
— the resistance to motion, driving force and power requirement
— the belt tensions
are in accordance with the contents of this standard, but for the following important exceptions.
In the ISO document, the cross section of fill of a troughed belt is composed of an equal sided trapezium ortriangle surmounted by a segment of a parabola. In this standard (see Clause 5), the upper portion of thecross section of fill is idealized in the form of an isosceles triangle, in accordance with the German technicalliterature. This approach has been maintained as it can be assumed that the standard ISO 5048:1989 — likeother ISO Standards — will also be revised to refer to a triangular cross section (see Annex A, explanatorynotes to Clause 5).
According to the recommendations contained in the ISO document for the calculation of the secondary andspecial resistances, the resistances due to the belt cleaners are deemed to be special resistances. However,as belt cleaners form part of the standard equipment of belt conveyor installations for bulk materials, theassociated resistances have been allotted to the secondary resistances in this standard (see 6.3).
The ISO document takes the maximum belt tension calculated as a mean value across the belt width as abasis for the design and layout of the conveyor belt. It is expressly limited to simple, but frequently occurringcases. The present standard accounts for non-uniform belt tensions distributed across the cross section oftroughed conveyor belts taking into consideration the endurance strength of the conveyor belt and belt splicessubject to dynamic loads.
ISO/DIS 3870:1996 “Conveyor belts for loose bulk-materials — Description of types and adjustment oftake-up devices”
In the above standard, recommendations are given in respect of different types of take-up devices. It definesthe standard values of elongation and other influencing variables for the calculation of the take-up distancesapplicable to tension members of different materials. ISO/DIS 3870:1996, Annex A provides an option for thedetermination of adequate take-up distances dependent on the belt tensions determined for a belt conveyorinstallation. Applying the relationships provided in this standard (see 8.4), the elastic elongations of theconveyor belt and the corresponding take-up pulley path can be determined with a relatively high degree ofaccuracy proceeding from the distribution of belt tensions and the characteristics of the conveyor belt.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 54/56
DIN 22101:2011-12
54
ISO 5293: 1981 “Conveyor belts — Determination of minimum on three idler rollers”
The above standard gives detailed recommendations for the determination of transition distances (transitionlengths). It is based on simplified assumptions which were made by Laier (see [13]). The present standarddoes not give priority to the retroactive calculation of an adequate transition distance, but takes the maximum
belt tensions resulting from a given transition distance (or curve layout) as a basis for the design and layout ofthe conveyor belt.
ISO 3684: 1990 “Conveyor belts — Determination of minimum pulley diameter”
The recommendations contained in the above standard for the determination of minimum pulley diameters forbelt conveyor installations have been incorporated in this standard in a more concise form adapted to theirfield of application (see Clause 11). This standard does not contain any variables corresponding to the term“recommended maximum belt tension” (RMBT ), which had been introduced in ISO 3684. A pulley load factor
has been introduced as 1008N
max ⋅⋅k
k in % with the reference value
8Nk .
Here k max according to Table 14 is the mean width-related tension at the point of maximum belt tension in the
zone of Group A pulleys in the steady operating condition.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 55/56
DIN 22101:2011-12
55
Bibliography
DIN 22103, Flame resistant steel cord conveyor belts — Requirements and method of test
DIN 22109-5, Conveyor belts with textile plies for coalmining — Branding
DIN 22109-6, Conveyor belts with textile plies for coalmining — Part 6: Testing
DIN 22110-2, Testing methods for conveyor belt joints — Part 2: Endurance running tests, determination ofrunning time of belt joints at conveyor belts with textile plies
DIN 22111, Belt conveyors for underground coal mining — Light construction
DIN 22112-3, Belt conveyors for underground coalmining — Idlers — Part 3: Testing
DIN 22114, Belt conveyors for underground coalmining — Heavy construction
DIN 22118, Conveyor belts with textile plies for use in coal mining — Fire testing
DIN 22120, Elastomere scraper plates for belt conveyors in hard coal minesDIN 22200, Continuous mechanical handling equipment — Apron conveyors — Principles for calculation
DIN EN ISO 284, Conveyor belts — Electrical conductivity — Specification and test method
DIN EN ISO 340, Conveyor belts — Laboratory scale flammability characteristics — Requirements and testmethod
DIN EN ISO 1120, Conveyor belts — Determination of strength of mechanical fastenings — Static test method
ISO 1537, Continuous mechanical handling equipment for loose bulk materials — Troughed belt conveyors(other than portable conveyors) — Idlers
ISO 3435, Continuous mechanical handling equipment — Classification and symbolization of bulk materials
ISO 5048, Continuous mechanical handling equipment belt conveyors with carrying idlers — Calculation of
operating power and tensile forces
ISO 5293, Conveyor belts — Determination of minimum transition distance on three idler rollers
ISO 7189, Continuous mechanical handling equipment — Apron conveyors — Design rules
[1] Vierling, A.: Zum Stand der Berechungsgrundlagen für Gurtförderanlagen.Braunkohle. Wärme und Energie 19 (1967) No. 9, pp. 309–315.
[2] Schwarz, F.; Zum Eindrückrollwiderstand zwischen Fördergurt und Tragrolle.fördern und heben 17 (1967) No. 12, pp. 712–719.
[3] Behrens, U.: Untersuchungen zum Walkwiderstand schwerer Förderbandanlagen.Braunkohle, Wärme und Energie 20 (1968) No. 7, pp. 222–231.
[4] Hager, M. and A. Hintz: The Energy-Saving Design of Belts for Long Conveyor-Systems.
Bulk Solids Handling 13 (1993) No. 4, pp. 749–758.[5] Hager, M. and H. Simonsen: Berechnung und Auslegung von Gurtförderern für Schüttgut.
Braunkohle/Surface Mining 52 (2000) No. 3, pp. 245–259.
[6] Grimmer, K.-J. and D. Thormann: Zur Problematik der Kraft- und Bewegungsverhältnisse des Schütt-
gutes an Aufgabestellen von Förderbandanlagen, fördern und heben 17 (1967) No. 6, pp. 345–351.
[7] Grimmer, K.-J.: Zwei ausgewählte Probleme der Bandfördertechnik.Fortschrittberichte VDI-Zeitschrift, series 13, No. 10, September 1968.
[8] Funke, H.: Zur Auslegung von Anlaufhilfen für Gurtförderanlagen nach Entwurf DIN 22101.
Braunkohle 31 (1979) No. 6, pp. 188–194.
[9] Funke, H. and F.K. Könneker: Experimental Investigations and Theory for the Design of a Long-DistanceBelt Conveyor System.
Bulk Solids Handling 8 (1988) No. 5, pp. 567-579.
Licensed to Lee Becker. ANSI order X_365616. Downloaded 5/15/2014 12:34 PM. Single user license only. Copying and networking prohibited.

7/23/2019 DIN 22101 - 2011 - Belt Conveyors
http://slidepdf.com/reader/full/din-22101-2011-belt-conveyors 56/56
DIN 22101:2011-12
[10] Grimmer, K.-J.: Der Einfluss von Trommelbelägen und Feuchtigkeit auf den Reibungsbeiwert zwischenFördergurt und Antriebstrommel.Braunkohle, Wärme und Energie 18 (1966) No. 9, pp. 325–332.
[11] VDI-Guideline 2341; Belt conveyors for bulk material — Idler rolls and idler roll distances.
[12] Oehmen, K. H.: Berechnung der Dehnungsverteilung in Fördergurten infolge Muldungsübergang,Gurtwendung und Seilunterbrechung.Braunkohle 31 (1979) No. 12. pp. 394–402.
[13] Laier, D.: Ein Versuch zur rechnerischen Erfassung der zusätzlichen Dehnung in der Muldungsstreckevon Fördergurten.Braunkohle, Wärme und Energie 18 (1966) No. 1, pp. 14–19.
[14] Hager, M. and S. Tappeiner: Additional Strain in Conveyor Belts Caused by Curves and TransitionGeometry.
Bulk Solids Handling 13 (1993) No. 4, pp. 695–703.
[15] Grimmer, K.-J. and F. Kessler: Spezielle Betrachtungen zur Gurtführung bei Gurtförderern mitHorizontalkurven. Part 1: Anmerkungen and Part 2: Verbesserungen zu herkömmlichen Berechnungs-verfahren.
Berg- und Hüttenmännische Monatshefte 132 (1987), No. 2, pp. 27–32 and No. 6, pp. 206–211.[16] Oehmen, K. H.: Einfluß vertikaler und horizontaler Kurven auf die Dehnungsverteilung in Fördergurten –
Theorie und Anwendung.Braunkohle 31 (1979) No. 12, pp. 340–348.
[17] Hager, M.: Stand der Entwicklung von Verbindungen hochfester StahlseilgurteBraunkohle 39 (1987) No. 7, pp. 251–253.
[18] Flebbe, H.: Dynamic Splice Strength-Design Criterion for Conveyor BeltsBulk Solids Handling 8 (1988) No. 5. pp. 581–586.
[19] Hager, M. and H.v.d.Wroge: Design of Steel Cord Conveyor Belt Splices.Bulk Solids Handling 11 (1991) No. 4, pp. 849–860.
[20] Wennekamp, T.: Tribologie und rheologische Eigenschaften von FördergurtenDissertation Leibniz Universität Hannover 2008