Embed Size (px)
Citation preview

1
DISEÑO DE DISPOSITIVO PARA MEJORAMIENTO DEL PROCESO DE UBICACIÓN DE ELECTRODOS DE GRAFITO EN LA EROSIÓN DE
MATRICES
CARLOS EDUARDO QUINTERO OLAVE
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2008
2
DISEÑO DE DISPOSITIVO PARA MEJORAMIENTO DEL PROCESO DE UBICACIÓN DE ELECTRODOS DE GRAFITO EN LA EROSIÓN DE
MATRICES
CARLOS EDUARDO QUINTERO OLAVE
Pasantía Para Optar Al Título De Ingeniero Mecatrónico
Director HÉCTOR FABIO ROJAS
Ingeniero Eléctrico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍAS
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI 2008
3
Nota de aceptación:
Aprobado por el comité de grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de ingeniero mecatrónico Ing. HÉCTOR FABIO ROJAS DIRECTOR PASANTIA Ing. CRISTIAN CHAMORRO JURADO Ing. JULIÁN PORTOCARRERO JURADO
Santiago de Cali, 01 de Agosto de 2008
4
AGRADECIMIENTOS
A mi familia: SR. EDUARDO QUINTERO RAMÍREZ, SRA. MARÍA PATRICIA OLAVE, SRTA. ISABEL CRISTINA QUINTERO OLAVE Porque gracias a sus consejos y gran ayuda, tanto económica como moral, he logrado cumplir satisfactoriamente uno de los objetivos que me he trazado en la vida. Por esta razón estaré eternamente agradecido . A LOS SEÑORES:
FREDY ANDRÉS LÓPEZ, HÉCTOR FABIO ROJAS Y A TODO EL DEPARTAMENTO DE LA EMPRESA Alumina S.A. Por su Valiosa ayuda y apoyo en la elaboración de este trabajo. A MIS AMIGOS Eliana Romero, Luís Fernando Ledesma, Daniel Rueda Por su valiosa y sincera amistad, que de una u otra manera han contribuido con mi formación humana y profesional. A la UNIVERSIDAD AUTÓNOMA DE OCCIDENTE, con gratitud por la formación académica que me brindaron.
5
CONTENIDO
Pág.
RESUMEN 13
INTRODUCCIÓN 15
1. JUSTIFICACIÓN 17
2. PLANTEAMIENTO DEL PROBLEMA 24
2.1 ANALISIS DEL PROBLEMA 26
3. OBJETIVO 30
3.1 OBJETIVO GENERAL 30
3.2 OBJETIVO ESPECÍFICOS 30
4. MARCO TEÓRICO 31
4.1. PROCESO DE EXTRUSIÓN 31
4.2. MATRICES 32
4.3. PROCESO DE FABRICACION DE MATRICES 33
4.4. ELECTROEROSIÓN 34
5. ANTECEDENTES 37
6. PLANIFICACION DEL DISEÑO 40
6.1 PLANTEAMIENTO DE LA MISIÓN 40
6.2 IDENTIFICACION DE LAS NECESIDADES 41
6.2.1 Necesidades del cliente. 41
6.2.2 Cuantificación de las necesidades del cliente 41
6.3 MEDIDAS Y UNIDADES 43
6.3.1 Relación de Medidas y Necesidades.. 43
6.3.2 Especificaciones preliminares del dispositivo 43
7. DESARROLLO CONCEPTUAL 45
6
7.1 CLARIFICACIÓN DEL PROBLEMA 45
7.2 DESCOMPOSICIÓN FUNCIONAL. 45
7.3 BÚSQUEDAS SISTEMATICA 46
7.4 EXPLORACIÓN SISTEMATIZADA 46
7.4.1 Árboles de clasificación. 46
7.4.2 Tablas de combinación de conceptos. 48
7.4.3 Selección de conceptos. 51
7.5 DISEÑO DETALLADO 52
7.5.1 Documentación Electrónica 52
7.5.2 Documentación Mecánica 57
8. FABRICACIÓN 69
9. PRUEBA 72
10. RECOMENDACIONES 79
11. CONCLUSIONES 80
BIBLIOGRAFÍA 81
ANEXOS 82
7
LISTA DE TABLAS
Pág.
Tabla 1. Costos ciclos ................................................................................... 23
Tabla 2. Necesidades del Cliente .................................................................. 41
Tabla 3. Cuantificación de necesidades por robustez ................................ 42
Tabla 4. Cuantificación de necesidades por operaciones ......................... 42
Tabla 5. Cuantificación de necesidades otros ............................................ 42
Tabla 6. Medidas y unidades ......................................................................... 43
Tabla 7. Medidas y valores ............................................................................. 44
Tabla 8. Tamizaje de los Conceptos .............................................................. 51
Tabla 9. Matriz para evaluar conceptos . ....................................................... 52
Tabla 10. AISI 1020 .......................................................................................... 57
Tabla 11. Partes del módulo .......................................................................... 69
Tabla 12. Partes del módulo .......................................................................... 70
Tabla 13. Puntos prueba ................................................................................ 76
Tabla 14. Datos por ocupación ..................................................................... 76
Tabla 15. Datos de subgrupos ...................................................................... 77
8
LISTA DE FIGURAS
Pág.
Figura 1. Disparidad ...................................................................................... 24
Figura 2. Corte lateral de matriz ................................................................... 26
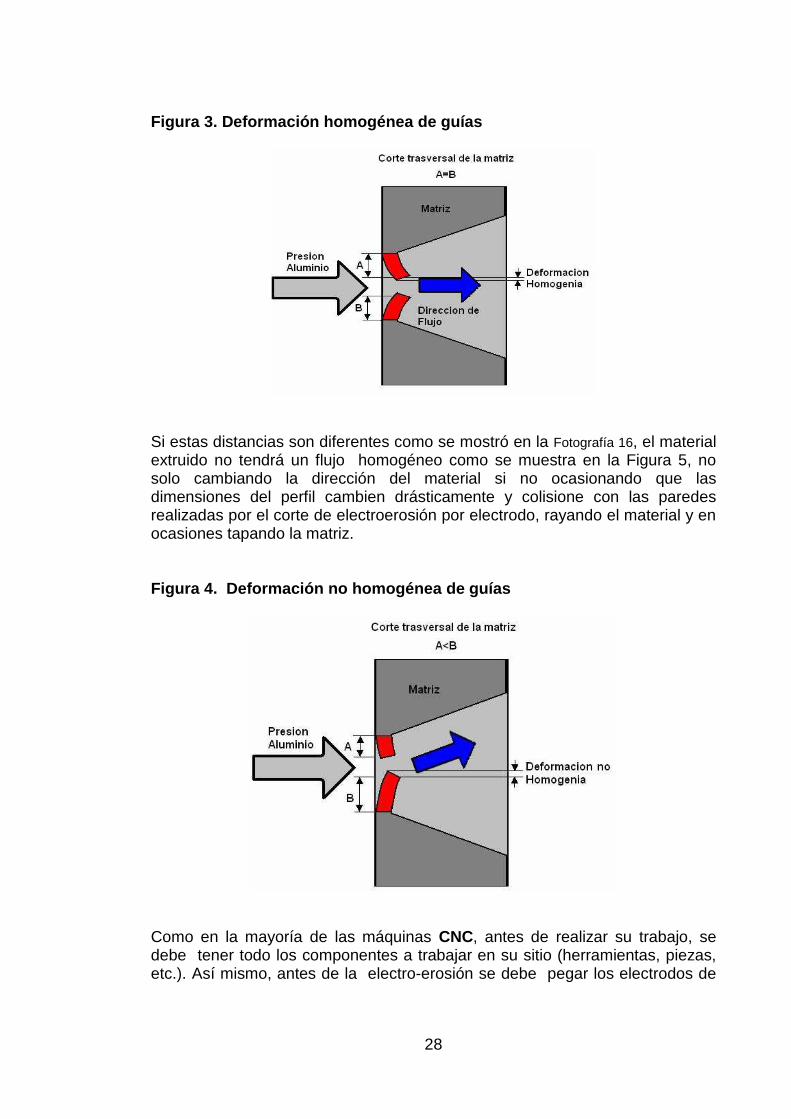
Figura 3. Deformación homogénea de guías ................................................ 28
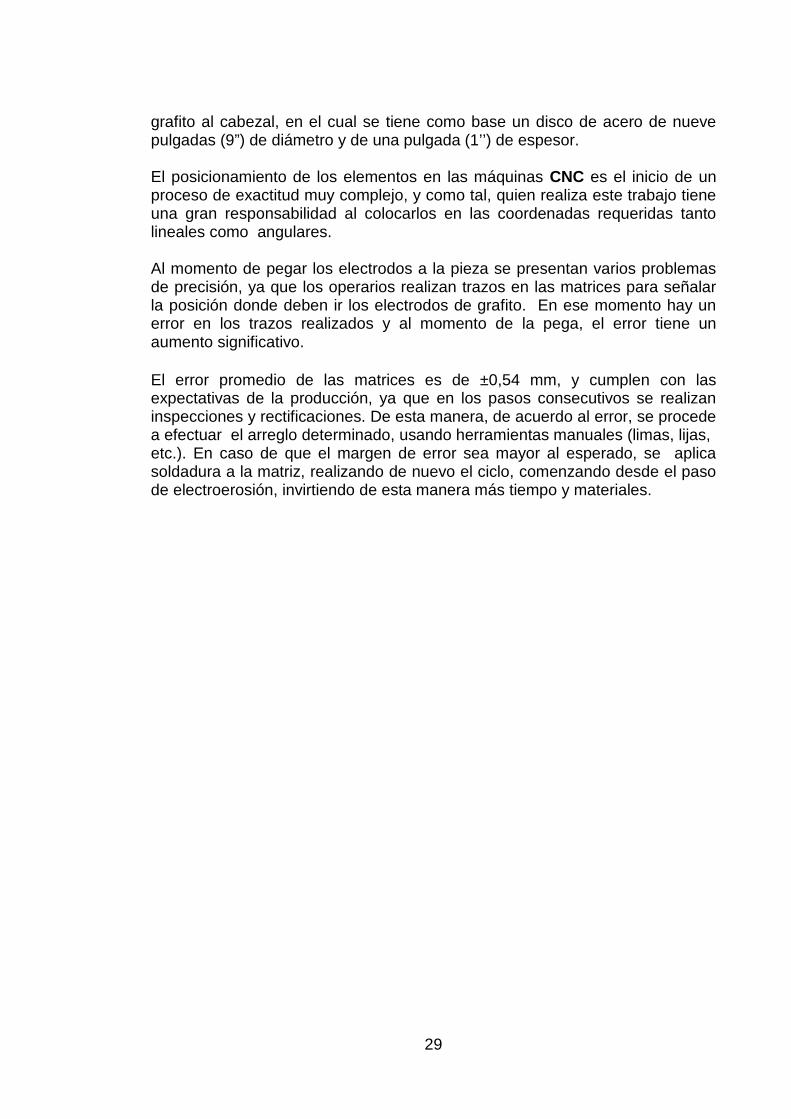
Figura 4. Deformación no homogénea de guías ......................................... 28
Figura 5. Prensa Hidráulica ............................................................................ 32
Figura 6. Etapas Para Realizar Matrices ...................................................... 34
Figura 7. Figuras de electrodos de grafito ................................................... 35
Figura 8. Electroerosión ................................................................................ 35
Figura 9. Posicionado de pines en disco y Electrodos en disco de pines 37
Figura 10. Clarificación del problema .......................................................... 45
Figura 11. Descomposición funcional ......................................................... 45
Figura 12. Árbol de clasificación 1 ............................................................... 47
Figura 13. Árbol de clasificación 2 ............................................................... 47
Figura 14. Árbol de clasificación 3 ............................................................... 47
Figura 15. Árbol de clasificación 4 ............................................................... 48
Figura 16. Combinación de conceptos ........................................................ 48
Figura 17. Combinación A ............................................................................. 49
Figura 18. Combinación B ............................................................................. 49
Figura 19. Combinación C ............................................................................. 50
Figura 20. Combinación D ............................................................................. 50
9
Figura 21. Tensiones regla de calibrador ..................................................... 55
Figura 22. Desplazamientos regla de calibrador .......................................... 56
Figura 23. Tensiones Base ............................................................................. 59
Figura 24. Desplazamientos Base ................................................................. 60
Figura 25. Deformación Base ......................................................................... 60
Figura 26. Tensiones modulo de movimiento angular ................................ 62
Figura 27. Desplazamientos modulo de movimiento angular ..................... 63
Figura 28. Deformación modulo de movimiento angular ............................ 64
Figura 29. Tensiones sujetadores de reglas ................................................ 66
Figura 30. Desplazamientos sujetadores de reglas ..................................... 67
Figura 31. Deformaciones sujetadores de reglas ........................................ 67
Figura 32. Módulos de fabricación ............................................................... 69
Figura 33. Módulos de Compra ..................................................................... 70
Figura 34. Canales para Aditivo .................................................................... 79
10
LISTA DE DE FOTOGRAFÍAS
Pág.
Fotografía 1. Limpieza con samblasteadora ................................................ 18
Fotografía 2. Pulido de matriz ....................................................................... 18
Fotografía 3. Armado de matriz .................................................................... 19
Fotografía 4. Transporte Taller-Prensa ........................................................ 19
Fotografía 5 Lavado de matriz ...................................................................... 20
Fotografía 6. Corrección de matriz ............................................................... 20
Fotografía 7. Matriz-Horno ............................................................................ 21
Fotografía 8. Lingote-Horno .......................................................................... 21
Fotografía 9. Montaje Matriz-Prensa ............................................................ 22
Fotografía 10. Extrusión de lingote .............................................................. 22
Fotografía 11. Desmontaje matriz-prensa .................................................... 23
Fotografía 12. Falla de disparidad A ............................................................ 25
Fotografía 13. Falla de disparidad B ............................................................ 25
Fotografía 14. Falla de Taponamiento .......................................................... 25
Fotografía 15. Diferencia entre cortes por electroerosión A=B ................. 27
Fotografía 16. Diferencia entre cortes por electroerosión A<B ................. 27
Fotografía 17. Matriz solida ........................................................................... 32
Fotografía 18. Matriz Tubular ........................................................................ 33
Fotografía 19. Máquina de electroerosión por hilo ..................................... 36
Fotografía 20. Vista superior de sistema de pines ...................................... 38
Fotografía 21. Detalle de sistema de pines .................................................. 38
11
Fotografía 22. Calibrador Digital A ............................................................... 53
Fotografía 23. Calibrador Digital B ............................................................... 53
Fotografía 24. Base, Módulo Angular y Base de Reglas ............................ 58
Fotografía 25. Dispositivo Toma Frontal ...................................................... 70
Fotografía 26. Dispositivo Toma Lateral ...................................................... 71
Fotografía 27. Personal a Prueba ................................................................. 72
Fotografía 28. Píxeles por milímetro ............................................................ 72
Fotografía 29. Punto prueba con capilar CNC ............................................. 73
Fotografía 30. Ajuste Dispositivo 0,0 mm .................................................... 73
Fotografía 31. Ajuste Dispositivo X16,Y30 ................................................... 74
Fotografía 32. Punto Prueba Manual ............................................................ 74
Fotografía 33. Puntos prueba manual y con capilar CNC .......................... 75
Fotografía 34. Puntos prueba ....................................................................... 75
Fotografía 35. Destape con posicionamiento convencional ...................... 77
Fotografía 36. Destape con posicionamiento dispositivo . ......................... 77
Fotografía 37. Perfil con posicionamiento Dispositivo .............................. 78
Fotografía 38. Perfil con posicionamiento convencional ........................... 78
12
LISTA DE ANEXOS
Pág.
Anexo A. Relación De Medidas Y Necesidades ........................................... 82
Anexo C. Plano de dispositivo de posicionamiento ................................... 88
Anexo D. Plano de dispositivo de posicionamiento explosionado .......... 89
Anexo E. Base A ............................................................................................ 90
Anexo F. Base B .............................................................................................. 91
Anexo G. Base de reglas lado derecho ........................................................ 92
Anexo H. Base de reglas lado izquierdo ...................................................... 93
Anexo I. Sujetador de reglas .......................................................................... 94
Anexo J. Apoyo de sujetador de reglas ........................................................ 95
Anexo K. Sujetador de regla derecho .......................................................... 96
Anexo L. Sujetador de reglas izquierdo ........................................................ 97
Anexo M. Uña guía derecha ........................................................................... 98
Anexo N. Uña guía derecha ............................................................................ 99
Anexo O. Calibrador digital ......................................................................... 100
13
RESUMEN
En el proceso de extrusión de aluminio se maneja varios tipos de fallas que hace que la producción de perfiles no sea la adecuada, entre estas fallas, dos son bastante frecuentes en el día a día de la producción, estas son la disparidad en los perfiles y el taponamiento de las matrices. El dispositivo de posicionamiento de grafito nació de la necesidad de precisión en uno de los pasos para la fabricación de matrices con el fin de disminuir la frecuencia en que se presentan las fallas de disparidad en los perfiles y el taponamiento de las matrices en el proceso de extrusión de aluminio. La extrusión es uno de los procesos más utilizados en la industria para conseguir la extensión de una figura en forma lineal. Es necesario aclarar que no sólo hay extrusión de aluminio, también se aplica en otros metales y diferentes polímeros. Para los distintos materiales que se extruyen se requiere de una matriz, que resulta ser una de las herramientas más importantes de este proceso, ya que da la forma del perfil que se requiere. La matriz es diseñada por personal capacitado, basándose en los requerimientos de los clientes, lo que genera un gran número de perfiles diferentes, ya sea por una medida o por la totalidad de la figura que se desea. Por cada perfil que se desee habrá una matriz diseñada, siendo esta el comienzo de un gran proceso. La matriz es la pieza base del proceso de extrusión y su forma más sencilla consiste en un disco de acero templado en el que se ha practicado un orificio que reproduce la forma del perfil que se desea extrusionar, la elaboración de una matriz va desde el diseño hasta el temple que requiere cada una, paso necesario para otorgarle mayor resistencia y evitar fracturas en el momento en que se le aplique presión en la extrusión. En el grupo de fases de la realización de una matriz se encuentra el proceso de electroerosión. Como su nombre lo indica, el proceso erosiona metales gracias a un flujo periódico de descargas entre dos conductores (herramienta y pieza), siendo la pieza la matriz y la herramienta es un electrodo de grafito o cobre. La herramienta es posicionada en un disco de acero y para este paso se requiere una precisión de ± 0,15 mm. Hasta el momento, los operarios realizaban trazos con un calibrador de alturas y luego posicionaban el electrodo en el disco, guiándose por trazos a partir de la vista y el pulso manejando una precisión de ± 0,54 mm. Se manejaron varias propuestas de diseño para realizarse teniendo en cuenta el ambiente en el que se operara el dispositivo, el personal que lo utilizara y las piezas que manejara, todas podrían disminuir el problema de la falta de
14
precisión e en el momento de la pega de electrodos de grafito, pero también se debía pensar en la manufactura de las piezas, el tiempo y en la economía para el desarrollo del dispositivo. Después de realizar varios análisis acerca de las opciones que se tenían, se escogió el dispositivo que mas cumplía las necesidades del cliente, el cual está dotado de piezas no solo robustas gracias a los materiales en que se realizaron sino también de fácil manufactura y adquisición, estas se encargaran no solo de soportar los discos de acero sino también de guiar al personal que operara el dispositivo de una forma más precisa de la que manejaban anteriormente. El tamaño del dispositivo es de vital importancia para el proceso de fabricación, debido a que sus medidas le permiten más funcionalidad frente las distintas problemáticas determinadas por los componentes que pertenecen a los procesos generales de la planta. Se ofrecerá un dispositivo sencillo y económico que brinda una solución a las necesidades del cliente.
15
INTRODUCCIÓN La visón de la empresa Alumina S.A . es la de ser la mejor opción en productos de aluminios extruídos y laminados en el mercado andino, incrementando su presencia internacional, con un modelo de gestión que garantice un servicio de calidad y un crecimiento responsable y sostenible en el tiempo. Alumina S.A. observó que se requiere una solución a los problemas de la disparidad en los perfiles y el taponamiento de las matrices en el proceso de extrusión de aluminio. Para realizar la extrusión de aluminio se requieren varios elementos, uno de ellos es la matriz, que brinda la forma del perfil que se requiere producir. Se requieren varios pasos para que una matriz quede en las condiciones adecuadas para brindar buenos resultados tanto en la producción como para los clientes. El proceso de la realización de una matriz tiene varias etapas. En primer lugar se parte del diseño que se realiza entre el departamento de mercadeo y el cliente, posteriormente pasa por el mecanizado de acero en bruto, temple, erosión por penetración de electrodo, erosión por hilo y rectificado, cada una de estas etapas es importante y debe realizarse con mucha precisión. El dispositivo de posicionamiento de grafito se enfoca en la etapa de erosión por penetración de electrodo en las matrices, y como perteneciente a un ciclo, sus resultados se reflejarán en las etapas consecutivas a la fabricación de la matriz y en el proceso de extrusión. Es necesario tener mucha exactitud en el momento de erosión y manejar una precisión de ± 0,1 mm en el momento de posicionar los electrodos en el husillo de la maquina erosionadora de grafito. La pega de electrodos de grafito en las matrices es esencial para obtener excelentes resultados en las dimensiones de los productos que la empresa elabora. Fue necesario diseñar un sistema que mejore el proceso, disminuyendo el error de posición del electrodo. Para el desarrollo del dispositivo de posicionamiento de electrodos de grafito se investigo los procesos que realizan los operarios para disminuir el error en la pega de electrodos, uno de ellos consiste en la adaptación de pines estrictamente posicionados y fijos que dan apoyo en el momento de colocar los electrodos, cada perfil requiere un disco con pines de posicionamiento y solo se realiza para las referencias de mayor producción de la compañía. El 3,7 % de las matrices producidas en el año presentan problemas de disparidad en perfiles y taponamiento de las matrices en el proceso de extrusión de aluminio generando perdidas a la compañía alrededor de 350 millones de pesos anules, por esta razón es necesario el desarrollo de un
16
dispositivo que disminuya el error en el proceso de pega de electrodos de grafito.
17
1. JUSTIFICACIÓN
Para justificar la realización de este dispositivo se tendrá en cuenta el costo anual que tiene el proceso cuando resulta con problemas de disparidad en perfiles y taponamiento en las matrices, empezando con conocer el número de veces que sucede en el año, el cual se puede encontrar en archivos que maneja la compañía con un historial de cada una de las matrices que es producida y que está enlazada a un código que indica el estado del perfil extruido. Anualmente son producidas un promedio de 26,000 matrices de las cuales el 3,7 % sale con defectos de disparidad y taponamiento. Para sacar este costo se debe conocer el ciclo que efectúa el servicio de matrices a prensas: • Alistamiento de matrices. • Limpieza de matrices. • Pulido de matrices. • Armado de matrices. • Transporte matriz taller-prensa. • Ingreso de la matriz al horno de precalentamiento. • Ingreso del lingote al horno de precalentamiento. • Montaje de matrices a la prensa. • Extrusión del lingote. • Desmontaje de la matriz. • Transporte matriz prensa-taller. • Lavado de matriz con soda cáustica. • Corrección de la matriz. Este ciclo lleva de forma paralela varios procesos de planeación. El ciclo de producción de una matriz es realizado por dos departamentos de la empresa. Uno de ellos es el taller de matrices y el otro es la zona de extrusión. Una depende de la otra, pero manejan diferentes procesos con diferentes complejidades, por lo tanto serán divididos de la siguiente forma: � Taller de matrices. • Alistamiento de matices. Alistar una matriz para ser producida en la prensa extrusora.

18
• Limpieza de matices. Se realiza con una máquina samblasteadora que arroja granos finos de arena a gran velocidad quitando impurezas de la superficie de la matriz como se muestra en la Fotografía 1. Fotografía 1. Limpieza con samblasteadora
• Pulido de matices. De manera manual y con herramientas especiales para este tipo de trabajo se realiza un pulido específico en las paredes internas de la matriz brindando un mejor acabado superficial en el perfil, que influirá en el producto final, este paso se observa en la Fotografía 2. Fotografía 2. Pulido de matriz
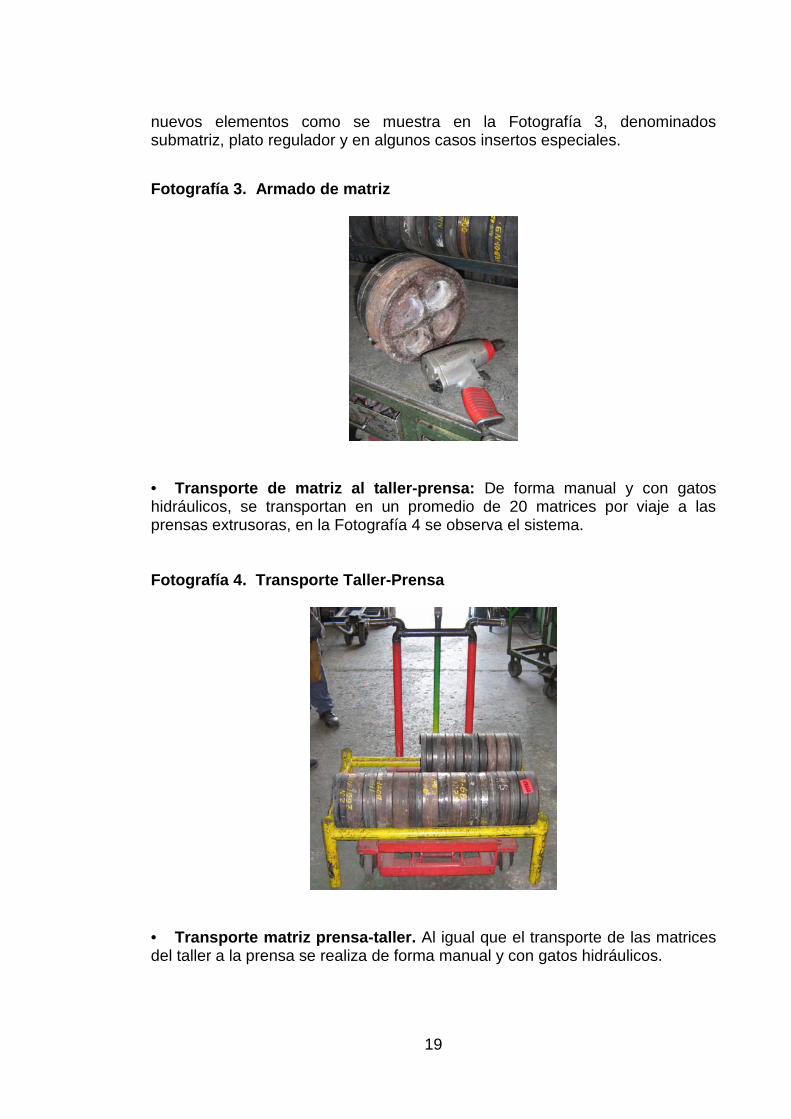
• Armado de matices. para mejorar la resistencia de la matriz y dirección del flujo del aluminio en el momento en que se extruye en la prensa se adicionan
19
nuevos elementos como se muestra en la Fotografía 3, denominados submatriz, plato regulador y en algunos casos insertos especiales. Fotografía 3. Armado de matriz
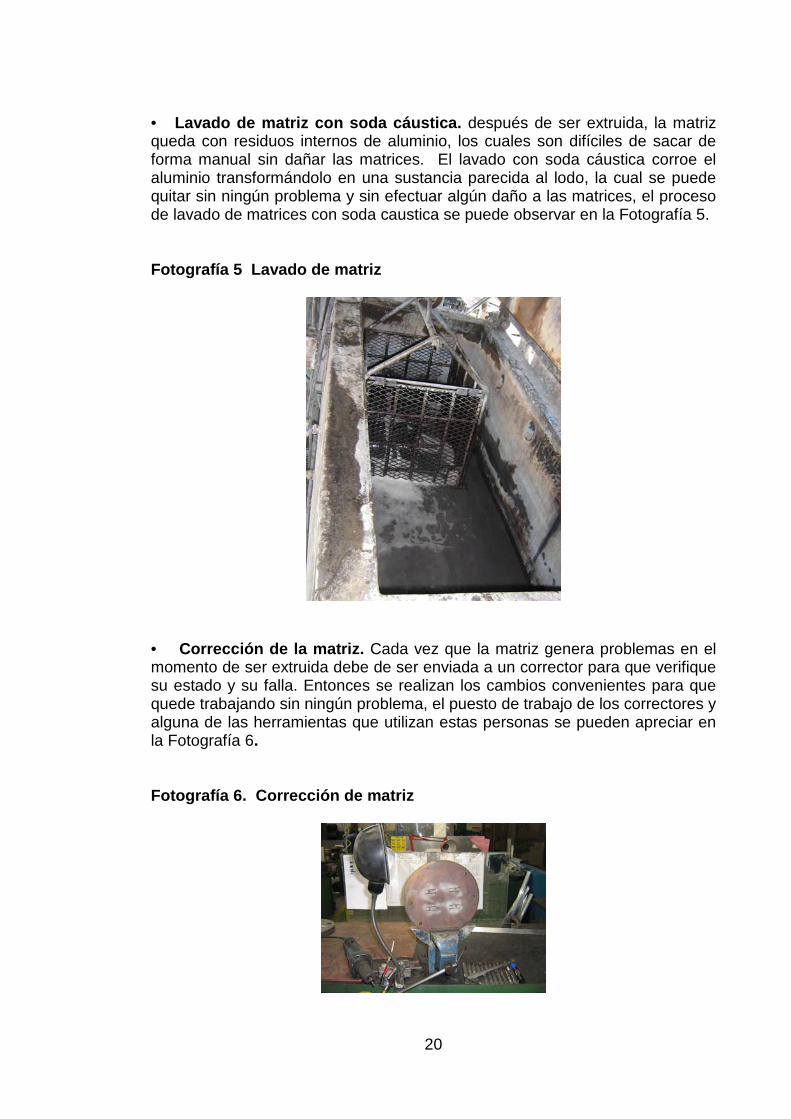
• Transporte de matriz al taller-prensa: De forma manual y con gatos hidráulicos, se transportan en un promedio de 20 matrices por viaje a las prensas extrusoras, en la Fotografía 4 se observa el sistema. Fotografía 4. Transporte Taller-Prensa
• Transporte matriz prensa-taller. Al igual que el transporte de las matrices del taller a la prensa se realiza de forma manual y con gatos hidráulicos.
20
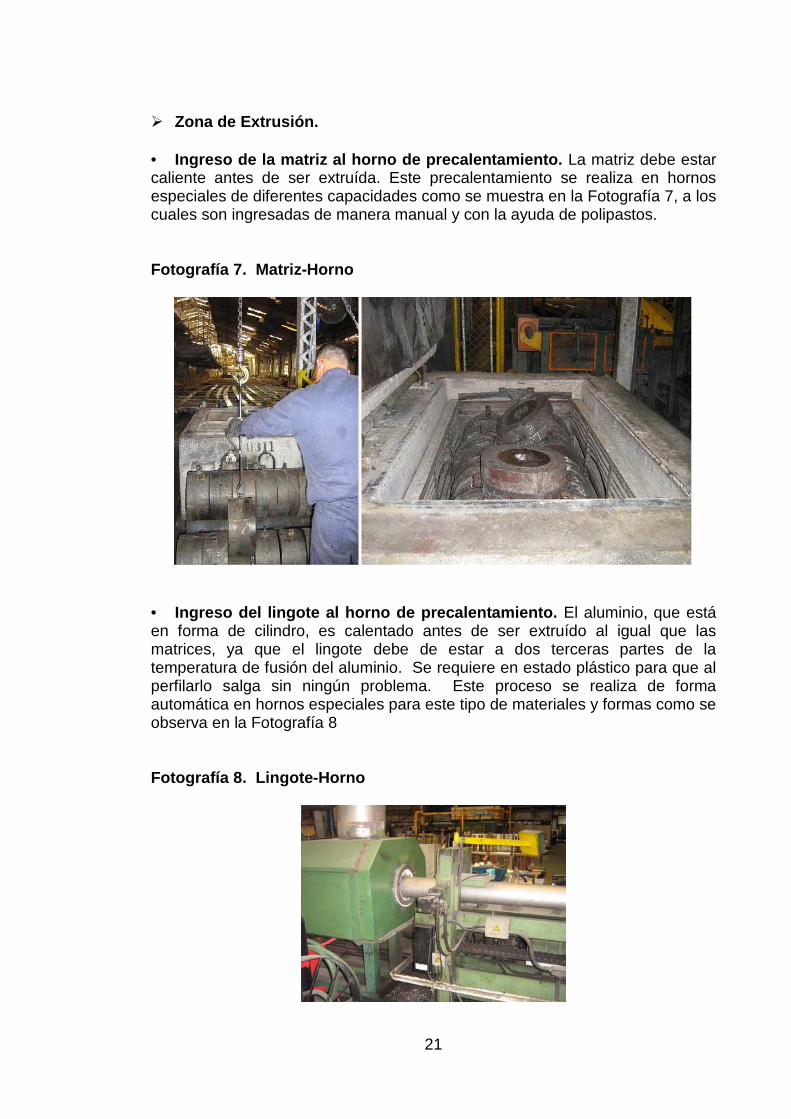
• Lavado de matriz con soda cáustica. después de ser extruida, la matriz queda con residuos internos de aluminio, los cuales son difíciles de sacar de forma manual sin dañar las matrices. El lavado con soda cáustica corroe el aluminio transformándolo en una sustancia parecida al lodo, la cual se puede quitar sin ningún problema y sin efectuar algún daño a las matrices, el proceso de lavado de matrices con soda caustica se puede observar en la Fotografía 5. Fotografía 5 Lavado de matriz
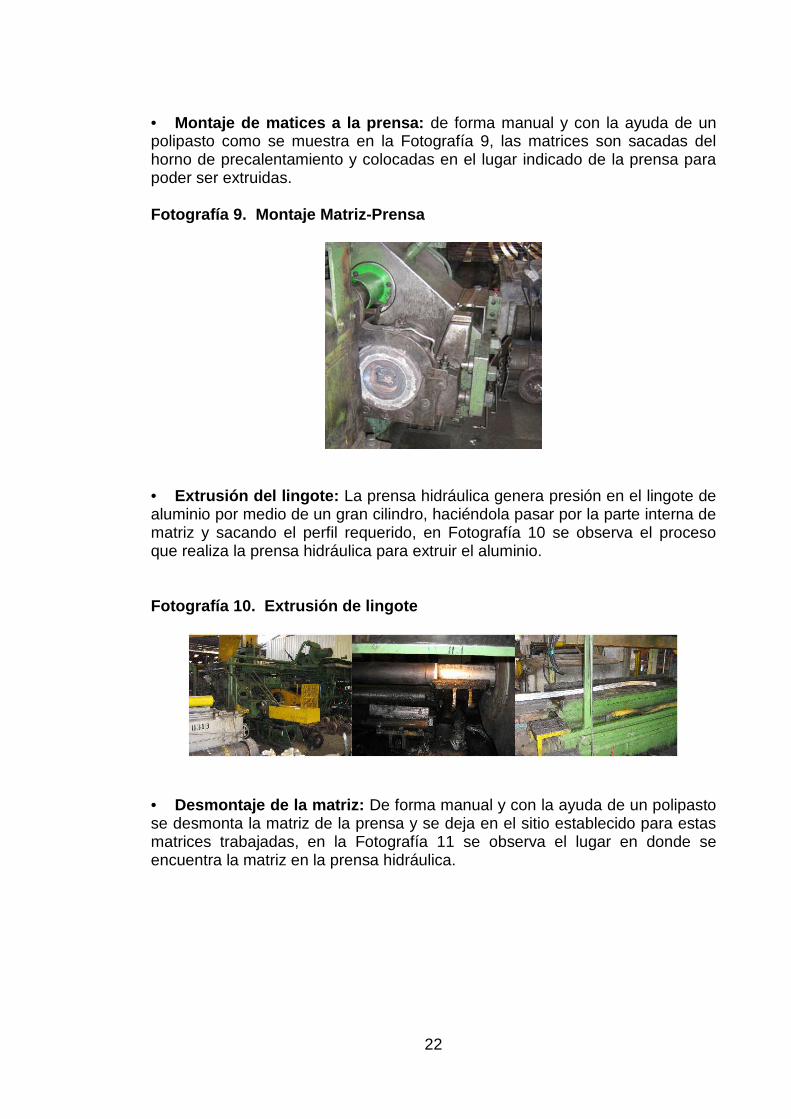
• Corrección de la matriz. Cada vez que la matriz genera problemas en el momento de ser extruida debe de ser enviada a un corrector para que verifique su estado y su falla. Entonces se realizan los cambios convenientes para que quede trabajando sin ningún problema, el puesto de trabajo de los correctores y alguna de las herramientas que utilizan estas personas se pueden apreciar en la Fotografía 6.
Fotografía 6. Corrección de matriz
21
� Zona de Extrusión. • Ingreso de la matriz al horno de precalentamiento. La matriz debe estar caliente antes de ser extruída. Este precalentamiento se realiza en hornos especiales de diferentes capacidades como se muestra en la Fotografía 7, a los cuales son ingresadas de manera manual y con la ayuda de polipastos. Fotografía 7. Matriz-Horno
• Ingreso del lingote al horno de precalentamiento. El aluminio, que está en forma de cilindro, es calentado antes de ser extruído al igual que las matrices, ya que el lingote debe de estar a dos terceras partes de la temperatura de fusión del aluminio. Se requiere en estado plástico para que al perfilarlo salga sin ningún problema. Este proceso se realiza de forma automática en hornos especiales para este tipo de materiales y formas como se observa en la Fotografía 8 Fotografía 8. Lingote-Horno
22
• Montaje de matices a la prensa: de forma manual y con la ayuda de un polipasto como se muestra en la Fotografía 9, las matrices son sacadas del horno de precalentamiento y colocadas en el lugar indicado de la prensa para poder ser extruidas. Fotografía 9. Montaje Matriz-Prensa
• Extrusión del lingote: La prensa hidráulica genera presión en el lingote de aluminio por medio de un gran cilindro, haciéndola pasar por la parte interna de matriz y sacando el perfil requerido, en Fotografía 10 se observa el proceso que realiza la prensa hidráulica para extruir el aluminio. Fotografía 10. Extrusión de lingote
• Desmontaje de la matriz: De forma manual y con la ayuda de un polipasto se desmonta la matriz de la prensa y se deja en el sitio establecido para estas matrices trabajadas, en la Fotografía 11 se observa el lugar en donde se encuentra la matriz en la prensa hidráulica.
23
Fotografía 11. Desmontaje matriz-prensa
En la Tabla 1 se muestra el costo de cada ciclo que maneja una matriz en el proceso de ser extraída. Tabla 1. Costos ciclos
Descripción de Ciclo Costo ($) Pulido $ 1,695 Limpieza $ 226 Armado $ 565 Transporte a prensa $ 28 Armado Prensa $ 339 Ingreso Horno $ 226 Calentamiento Horno Matriz $ 18,800 Montaje Prensa $ 226 Calentamiento Horno Lingote $ 26,700 Costo Proceso Lingote Aluminio $ 195,000 Costo Proceso Extrusión lingote $ 103,160 Costo Desmontaje de la matriz $ 565 Corrección $ 15,000 Lavado de Soda $ 4,486 Total $ 362,530
El ciclo en el taller de matrices tiene un costo de $ 22,000 por cada matriz enviada a prensa. El ciclo en la zona de extrusión tiene un costo de $ 345,016 por cada matriz extruida en prensa. En conclusión, teniendo en cuenta el promedio anual de matrices que al ser producidas salen con fallas de disparidad y de taponamiento, se puede decir que la empresa Alúmina S.A. gasta un promedio de $ 350’133,264 al año, como consecuencia de estos problemas. Por estas razones es necesario el desarrollo de un dispositivo que disminuya el error en el proceso de pega de electrodos.
24
2. PLANTEAMIENTO DEL PROBLEMA
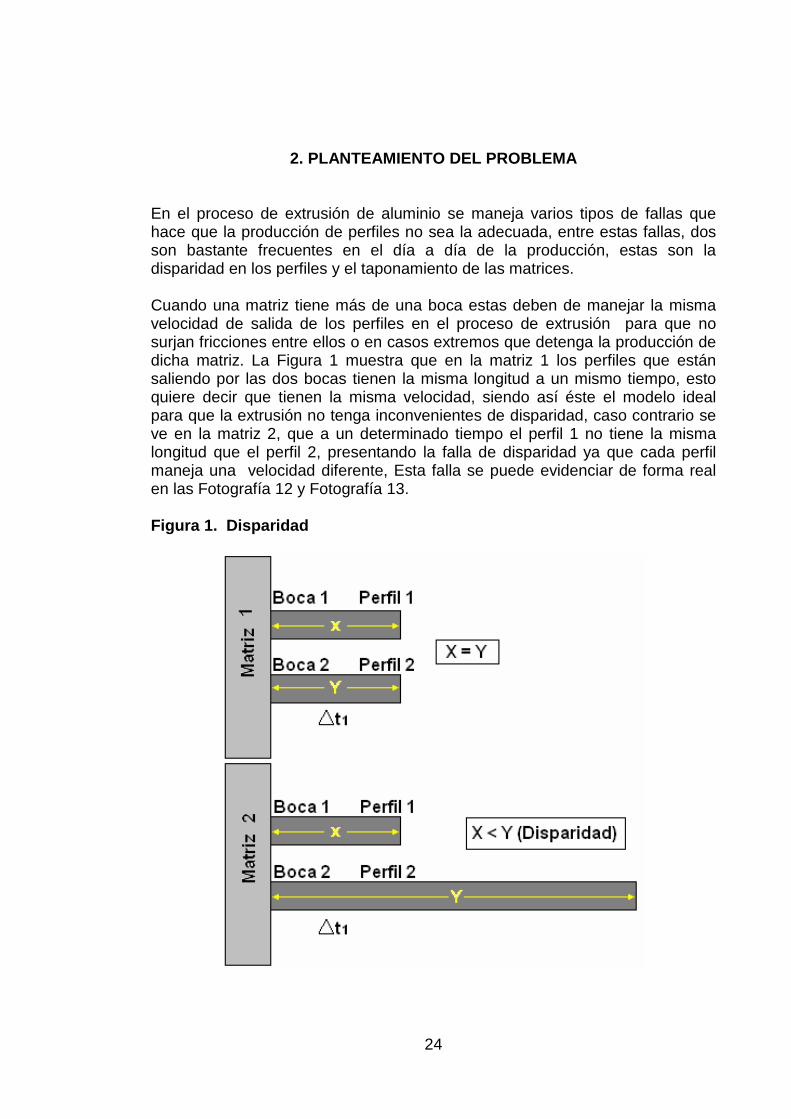
En el proceso de extrusión de aluminio se maneja varios tipos de fallas que hace que la producción de perfiles no sea la adecuada, entre estas fallas, dos son bastante frecuentes en el día a día de la producción, estas son la disparidad en los perfiles y el taponamiento de las matrices. Cuando una matriz tiene más de una boca estas deben de manejar la misma velocidad de salida de los perfiles en el proceso de extrusión para que no surjan fricciones entre ellos o en casos extremos que detenga la producción de dicha matriz. La Figura 1 muestra que en la matriz 1 los perfiles que están saliendo por las dos bocas tienen la misma longitud a un mismo tiempo, esto quiere decir que tienen la misma velocidad, siendo así éste el modelo ideal para que la extrusión no tenga inconvenientes de disparidad, caso contrario se ve en la matriz 2, que a un determinado tiempo el perfil 1 no tiene la misma longitud que el perfil 2, presentando la falla de disparidad ya que cada perfil maneja una velocidad diferente, Esta falla se puede evidenciar de forma real en las Fotografía 12 y Fotografía 13. Figura 1. Disparidad
25
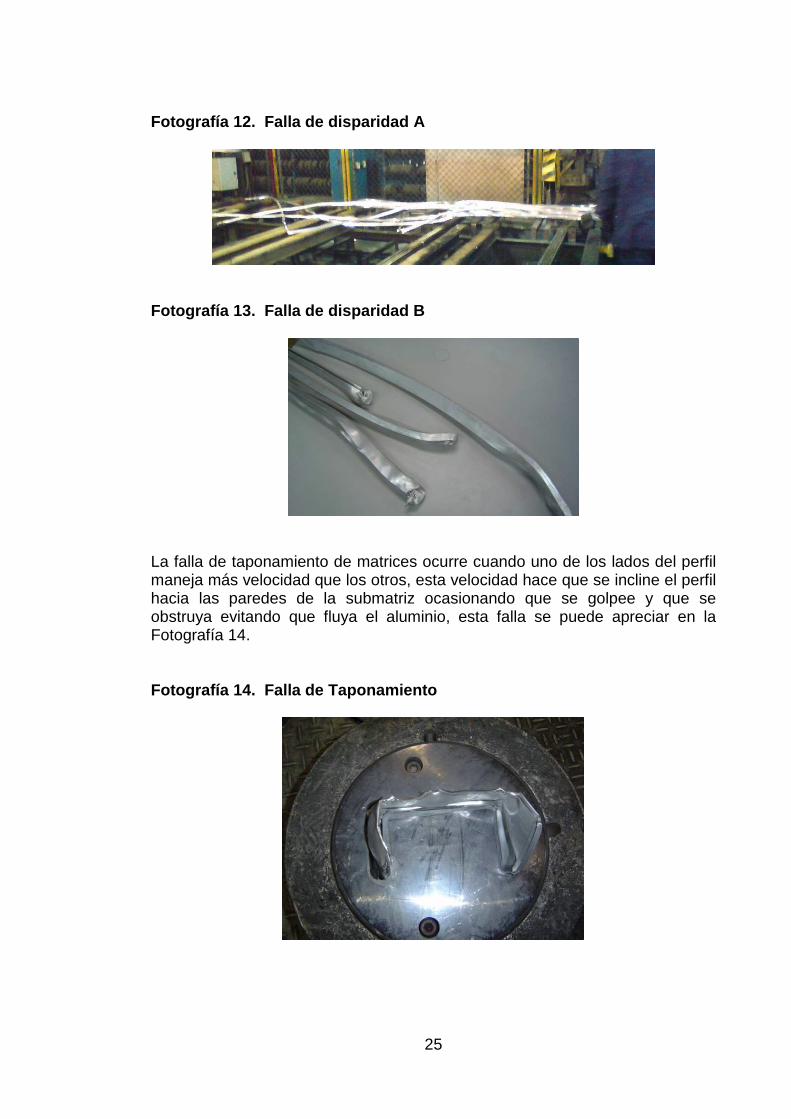
Fotografía 12. Falla de disparidad A
Fotografía 13. Falla de disparidad B
La falla de taponamiento de matrices ocurre cuando uno de los lados del perfil maneja más velocidad que los otros, esta velocidad hace que se incline el perfil hacia las paredes de la submatriz ocasionando que se golpee y que se obstruya evitando que fluya el aluminio, esta falla se puede apreciar en la Fotografía 14. Fotografía 14. Falla de Taponamiento
26
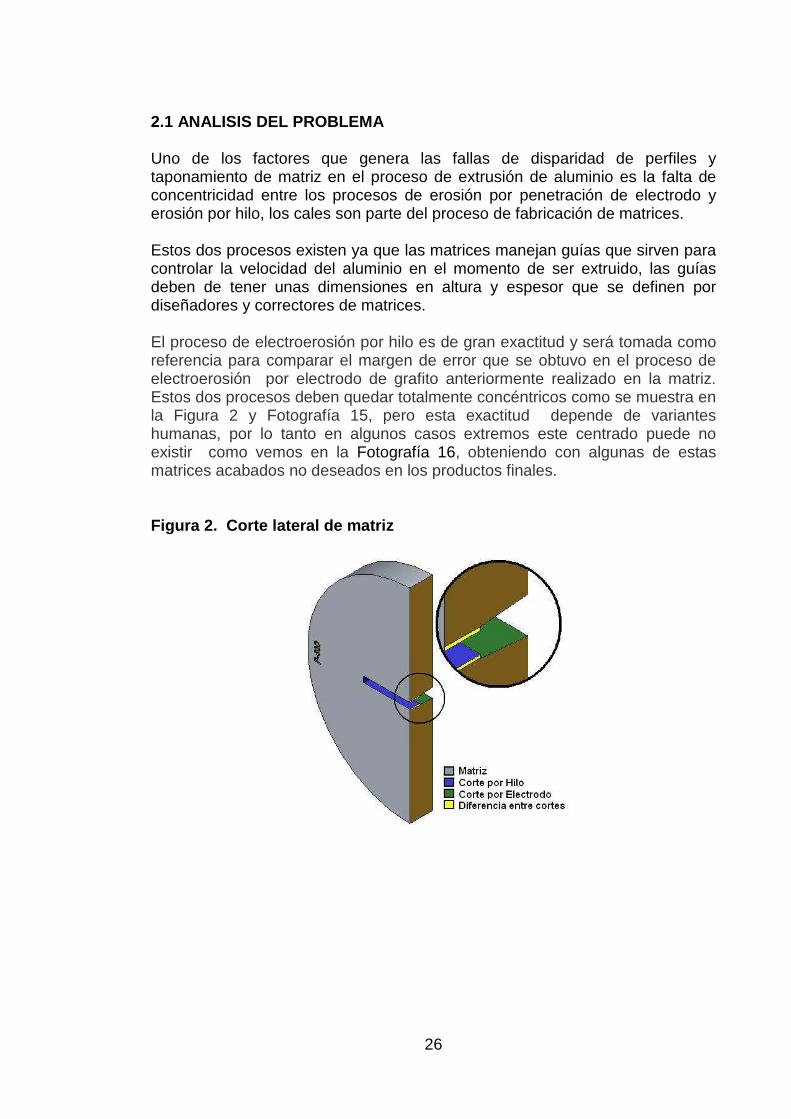
2.1 ANALISIS DEL PROBLEMA Uno de los factores que genera las fallas de disparidad de perfiles y taponamiento de matriz en el proceso de extrusión de aluminio es la falta de concentricidad entre los procesos de erosión por penetración de electrodo y erosión por hilo, los cales son parte del proceso de fabricación de matrices. Estos dos procesos existen ya que las matrices manejan guías que sirven para controlar la velocidad del aluminio en el momento de ser extruido, las guías deben de tener unas dimensiones en altura y espesor que se definen por diseñadores y correctores de matrices. El proceso de electroerosión por hilo es de gran exactitud y será tomada como referencia para comparar el margen de error que se obtuvo en el proceso de electroerosión por electrodo de grafito anteriormente realizado en la matriz. Estos dos procesos deben quedar totalmente concéntricos como se muestra en la Figura 2 y Fotografía 15, pero esta exactitud depende de variantes humanas, por lo tanto en algunos casos extremos este centrado puede no existir como vemos en la Fotografía 16, obteniendo con algunas de estas matrices acabados no deseados en los productos finales. Figura 2. Corte lateral de matriz

27
Fotografía 15. Diferencia entre cortes por electroerosión A=B
Fotografía 16. Diferencia entre cortes por electroerosión A<B
En el proceso de extrusión la matriz recibe mucha presión del lingote de aluminio por parte de la prensa hidráulica, esta presión se refleja en la distancia que hay entre el corte por hilo y el corte por electrodo de grafito generando una deformación en las guías. Esta diferencia ejerce una deformación en las guías en el momento de la extrusión, cuando son iguales las distancias A y B como se mostró en la Fotografía 15 el material procesado tendrá un flujo homogéneo y dimensiones deseadas como se muestra en la Figura 4.
28
Figura 3. Deformación homogénea de guías
Si estas distancias son diferentes como se mostró en la Fotografía 16, el material extruido no tendrá un flujo homogéneo como se muestra en la Figura 5, no solo cambiando la dirección del material si no ocasionando que las dimensiones del perfil cambien drásticamente y colisione con las paredes realizadas por el corte de electroerosión por electrodo, rayando el material y en ocasiones tapando la matriz. Figura 4. Deformación no homogénea de guías
Como en la mayoría de las máquinas CNC, antes de realizar su trabajo, se debe tener todo los componentes a trabajar en su sitio (herramientas, piezas, etc.). Así mismo, antes de la electro-erosión se debe pegar los electrodos de
29
grafito al cabezal, en el cual se tiene como base un disco de acero de nueve pulgadas (9”) de diámetro y de una pulgada (1’’) de espesor. El posicionamiento de los elementos en las máquinas CNC es el inicio de un proceso de exactitud muy complejo, y como tal, quien realiza este trabajo tiene una gran responsabilidad al colocarlos en las coordenadas requeridas tanto lineales como angulares. Al momento de pegar los electrodos a la pieza se presentan varios problemas de precisión, ya que los operarios realizan trazos en las matrices para señalar la posición donde deben ir los electrodos de grafito. En ese momento hay un error en los trazos realizados y al momento de la pega, el error tiene un aumento significativo. El error promedio de las matrices es de ±0,54 mm, y cumplen con las expectativas de la producción, ya que en los pasos consecutivos se realizan inspecciones y rectificaciones. De esta manera, de acuerdo al error, se procede a efectuar el arreglo determinado, usando herramientas manuales (limas, lijas, etc.). En caso de que el margen de error sea mayor al esperado, se aplica soldadura a la matriz, realizando de nuevo el ciclo, comenzando desde el paso de electroerosión, invirtiendo de esta manera más tiempo y materiales.
30
3. OBJETIVO 3.1 OBJETIVO GENERAL Desarrollar un dispositivo que disminuya el error de posición de electrodos de grafito en matrices a ± 0,1 mm. 3.2 OBJETIVO ESPECÍFICOS � Diseñar un elemento (dispositivo) que permita optimizar la función de la pega de electrodos. � Fabricar un elemento (dispositivo) que permita optimizar la función de la pega de los electrodos. � Desarrollar un manual de usuario claro, que tenga toda la información necesaria para que se utilice todo el potencial del dispositivo. � Capacitar al personal que manejará el dispositivo de la manera más adecuada, con el fin de utilizar todo el potencial del dispositivo. � Disminuir el error del proceso de la pega de electrodos de grafito en matrices a ± 0,1 mm.
31
4. MARCO TEÓRICO
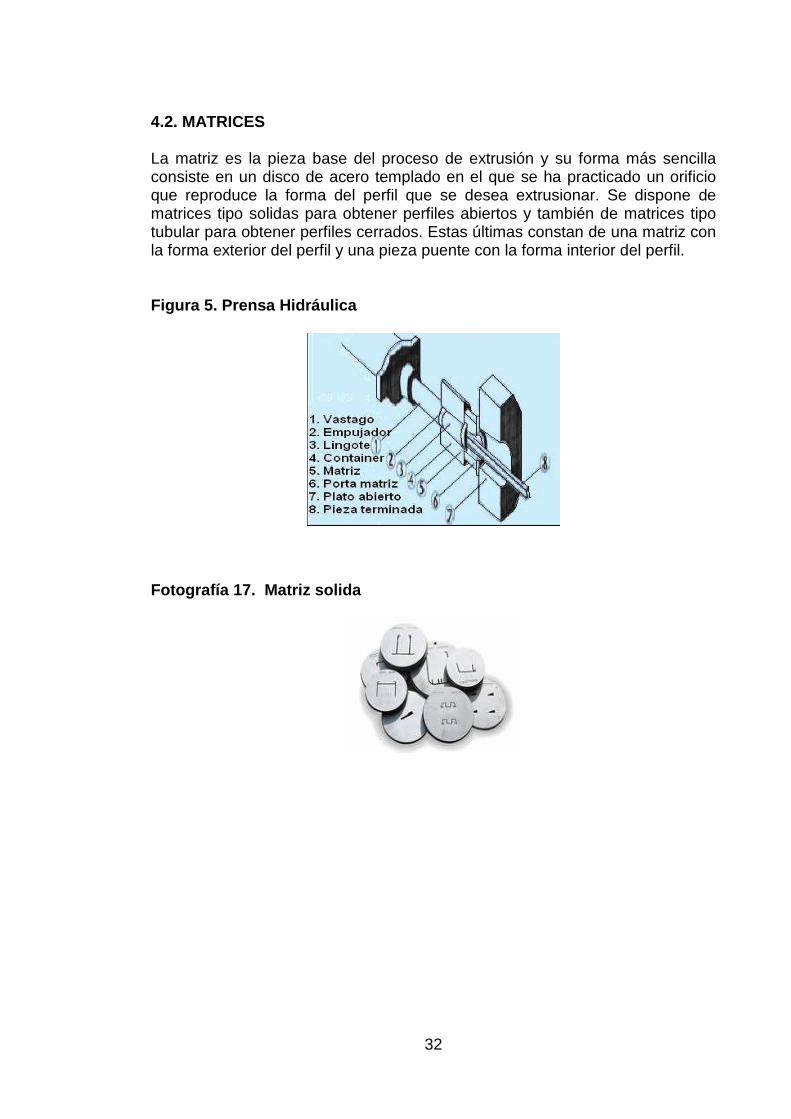
El desarrollo del dispositivo se efectuará mediante los conocimientos adquiridos en el proceso de formación que propone el programa de Ingeniería Mecatrónica de la Universidad Autónoma de occidente. El problema a desarrollar se encuentra inmerso en los siguientes campos de la Ciencia: • Resistencia de Materiales. • Desarrollo de Productos. • Prototipado Virtual. • Mecánica. • Manejo de Software Especializado (SOLIDWORKS). Estos conocimientos son necesarios para el desarrollo del proyecto, dado que en sus etapas se requiere la proyección del diseño y prototipo virtual que permita la visualización de un modelo de una manera más compacta, con el fin de observar las ventajas y desventajas de los diseños previos, para así, destacar uno, y poder realizar un análisis mayor para dar medidas finales convenientes y mejores de las actuales, para que en el momento del ensamble no ocurra ningún problema. También se requiere el conocimiento básico de los procesos que maneja una empresa extrusora de aluminio como los son: el proceso de extrusión, el proceso de fabricación de matrices o dados y proceso de electroerosión. 4.1. PROCESO DE EXTRUSIÓN El proceso de extrusión del aluminio en prensa es un procedimiento de conformación por deformación plástica, que consiste en moldear aluminio a una temperatura de 450 °C por compresión, en un rec ipiente obturado en un extremo con una matriz que presenta un orificio o perfil con las dimensiones aproximadas del producto que se desea obtener y por el otro extremo un disco macizo, llamado disco de presión, en este caso un cilindro de aluminio presionado por una prensa hidráulica. Esta prensa se muestra a continuación en la Figura 5.
32
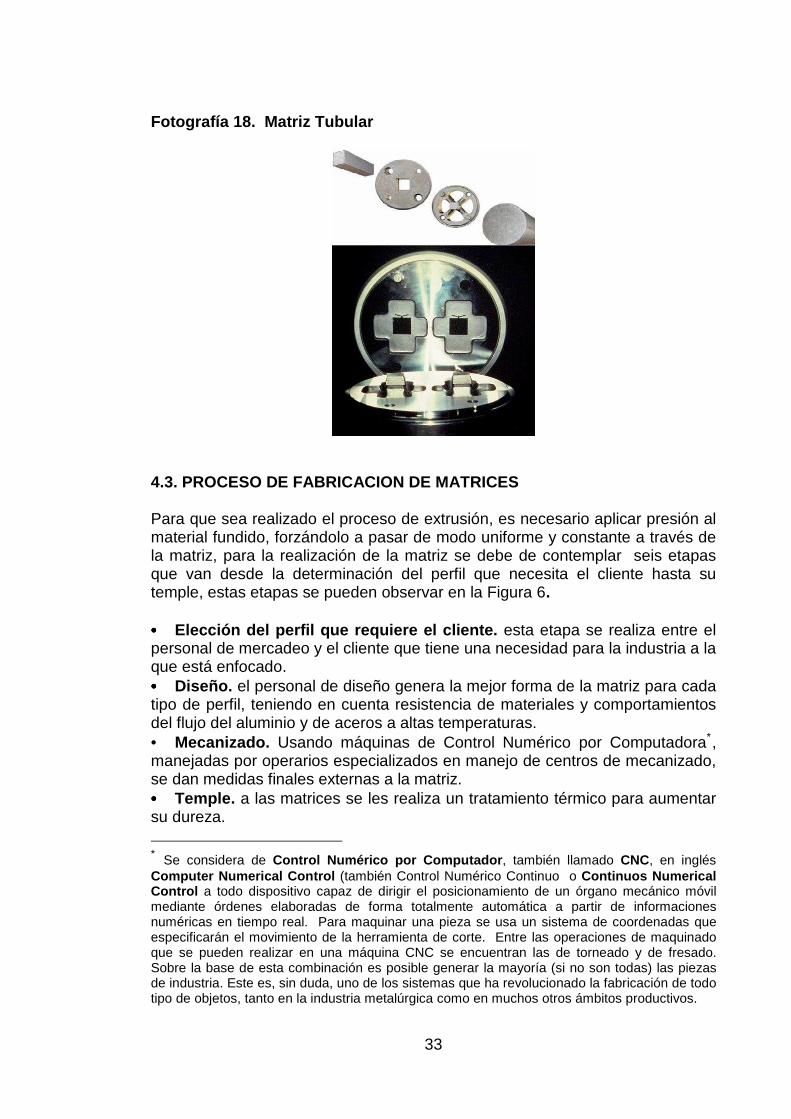
4.2. MATRICES La matriz es la pieza base del proceso de extrusión y su forma más sencilla consiste en un disco de acero templado en el que se ha practicado un orificio que reproduce la forma del perfil que se desea extrusionar. Se dispone de matrices tipo solidas para obtener perfiles abiertos y también de matrices tipo tubular para obtener perfiles cerrados. Estas últimas constan de una matriz con la forma exterior del perfil y una pieza puente con la forma interior del perfil. Figura 5. Prensa Hidráulica
Fotografía 17. Matriz solida
33
Fotografía 18. Matriz Tubular
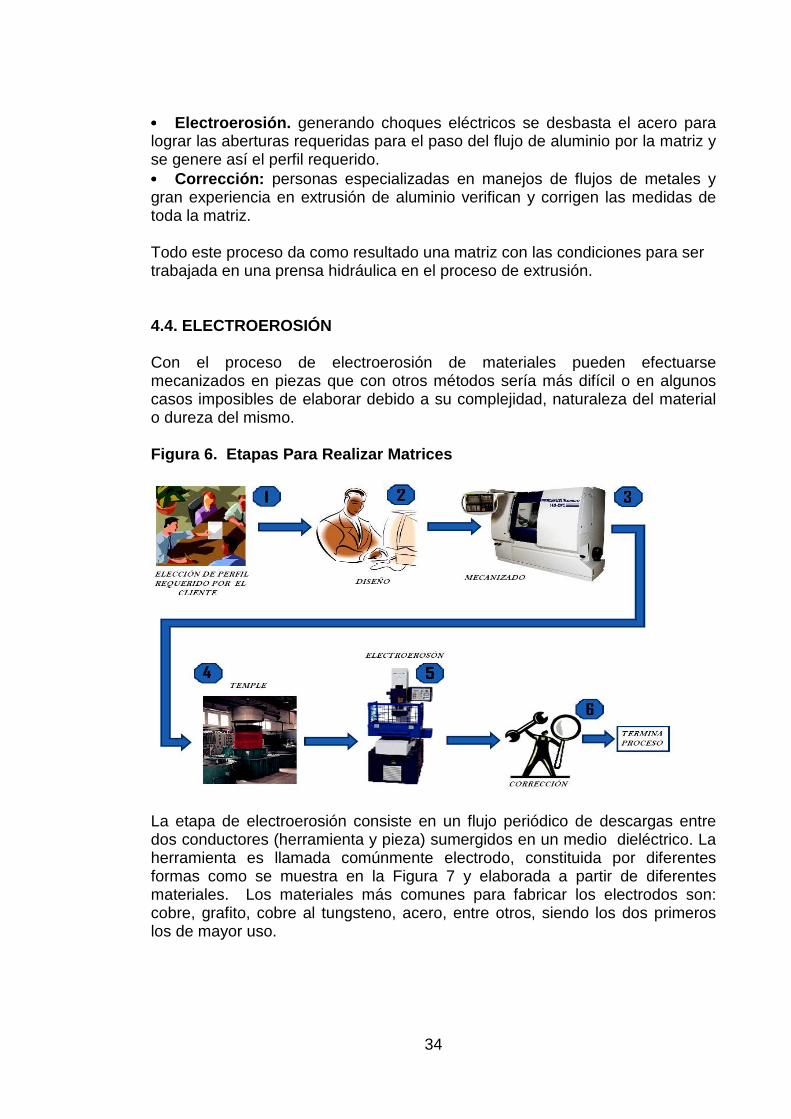
4.3. PROCESO DE FABRICACION DE MATRICES Para que sea realizado el proceso de extrusión, es necesario aplicar presión al material fundido, forzándolo a pasar de modo uniforme y constante a través de la matriz, para la realización de la matriz se debe de contemplar seis etapas que van desde la determinación del perfil que necesita el cliente hasta su temple, estas etapas se pueden observar en la Figura 6. •••• Elección del perfil que requiere el cliente. esta etapa se realiza entre el personal de mercadeo y el cliente que tiene una necesidad para la industria a la que está enfocado. •••• Diseño. el personal de diseño genera la mejor forma de la matriz para cada tipo de perfil, teniendo en cuenta resistencia de materiales y comportamientos del flujo del aluminio y de aceros a altas temperaturas. • Mecanizado. Usando máquinas de Control Numérico por Computadora∗, manejadas por operarios especializados en manejo de centros de mecanizado, se dan medidas finales externas a la matriz. •••• Temple. a las matrices se les realiza un tratamiento térmico para aumentar su dureza. ∗ Se considera de Control Numérico por Computador , también llamado CNC, en inglés Computer Numerical Control (también Control Numérico Continuo o Continuos Numerical Control a todo dispositivo capaz de dirigir el posicionamiento de un órgano mecánico móvil mediante órdenes elaboradas de forma totalmente automática a partir de informaciones numéricas en tiempo real. Para maquinar una pieza se usa un sistema de coordenadas que especificarán el movimiento de la herramienta de corte. Entre las operaciones de maquinado que se pueden realizar en una máquina CNC se encuentran las de torneado y de fresado. Sobre la base de esta combinación es posible generar la mayoría (si no son todas) las piezas de industria. Este es, sin duda, uno de los sistemas que ha revolucionado la fabricación de todo tipo de objetos, tanto en la industria metalúrgica como en muchos otros ámbitos productivos.
34
•••• Electroerosión. generando choques eléctricos se desbasta el acero para lograr las aberturas requeridas para el paso del flujo de aluminio por la matriz y se genere así el perfil requerido. •••• Corrección: personas especializadas en manejos de flujos de metales y gran experiencia en extrusión de aluminio verifican y corrigen las medidas de toda la matriz. Todo este proceso da como resultado una matriz con las condiciones para ser trabajada en una prensa hidráulica en el proceso de extrusión. 4.4. ELECTROEROSIÓN Con el proceso de electroerosión de materiales pueden efectuarse mecanizados en piezas que con otros métodos sería más difícil o en algunos casos imposibles de elaborar debido a su complejidad, naturaleza del material o dureza del mismo. Figura 6. Etapas Para Realizar Matrices
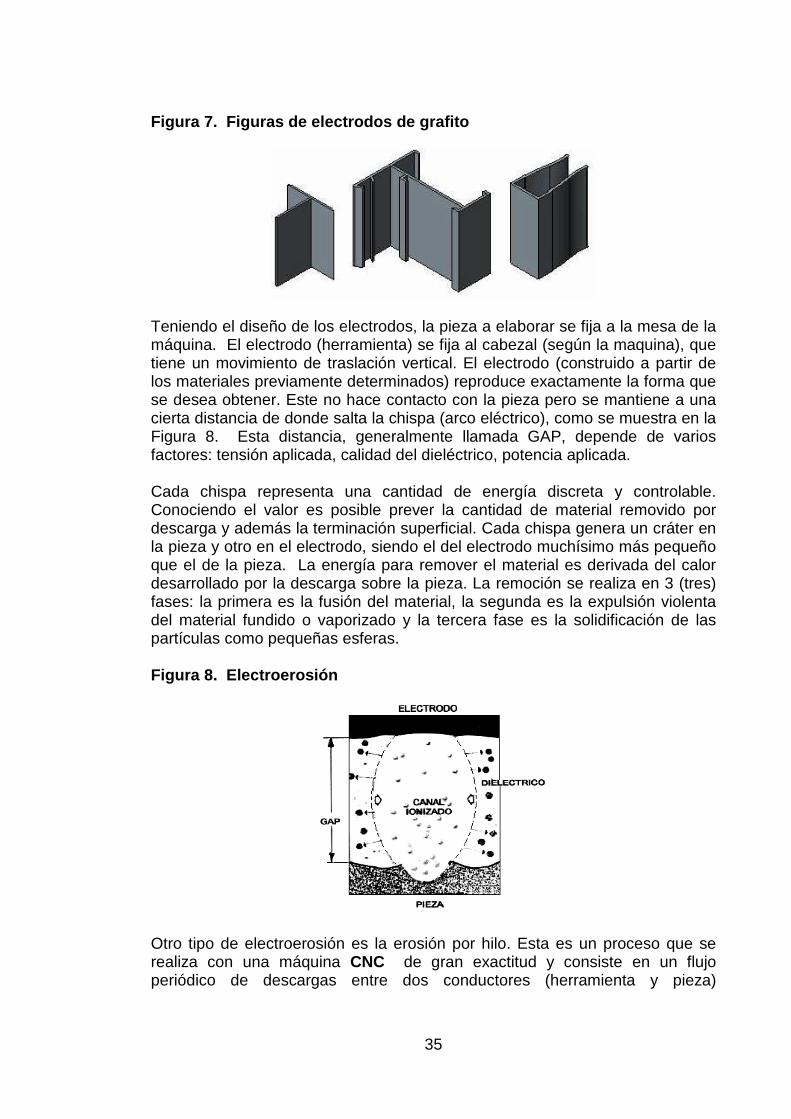
La etapa de electroerosión consiste en un flujo periódico de descargas entre dos conductores (herramienta y pieza) sumergidos en un medio dieléctrico. La herramienta es llamada comúnmente electrodo, constituida por diferentes formas como se muestra en la Figura 7 y elaborada a partir de diferentes materiales. Los materiales más comunes para fabricar los electrodos son: cobre, grafito, cobre al tungsteno, acero, entre otros, siendo los dos primeros los de mayor uso.
35
Figura 7. Figuras de electrodos de grafito
Teniendo el diseño de los electrodos, la pieza a elaborar se fija a la mesa de la máquina. El electrodo (herramienta) se fija al cabezal (según la maquina), que tiene un movimiento de traslación vertical. El electrodo (construido a partir de los materiales previamente determinados) reproduce exactamente la forma que se desea obtener. Este no hace contacto con la pieza pero se mantiene a una cierta distancia de donde salta la chispa (arco eléctrico), como se muestra en la Figura 8. Esta distancia, generalmente llamada GAP, depende de varios factores: tensión aplicada, calidad del dieléctrico, potencia aplicada. Cada chispa representa una cantidad de energía discreta y controlable. Conociendo el valor es posible prever la cantidad de material removido por descarga y además la terminación superficial. Cada chispa genera un cráter en la pieza y otro en el electrodo, siendo el del electrodo muchísimo más pequeño que el de la pieza. La energía para remover el material es derivada del calor desarrollado por la descarga sobre la pieza. La remoción se realiza en 3 (tres) fases: la primera es la fusión del material, la segunda es la expulsión violenta del material fundido o vaporizado y la tercera fase es la solidificación de las partículas como pequeñas esferas. Figura 8. Electroerosión
Otro tipo de electroerosión es la erosión por hilo. Esta es un proceso que se realiza con una máquina CNC de gran exactitud y consiste en un flujo periódico de descargas entre dos conductores (herramienta y pieza)
36
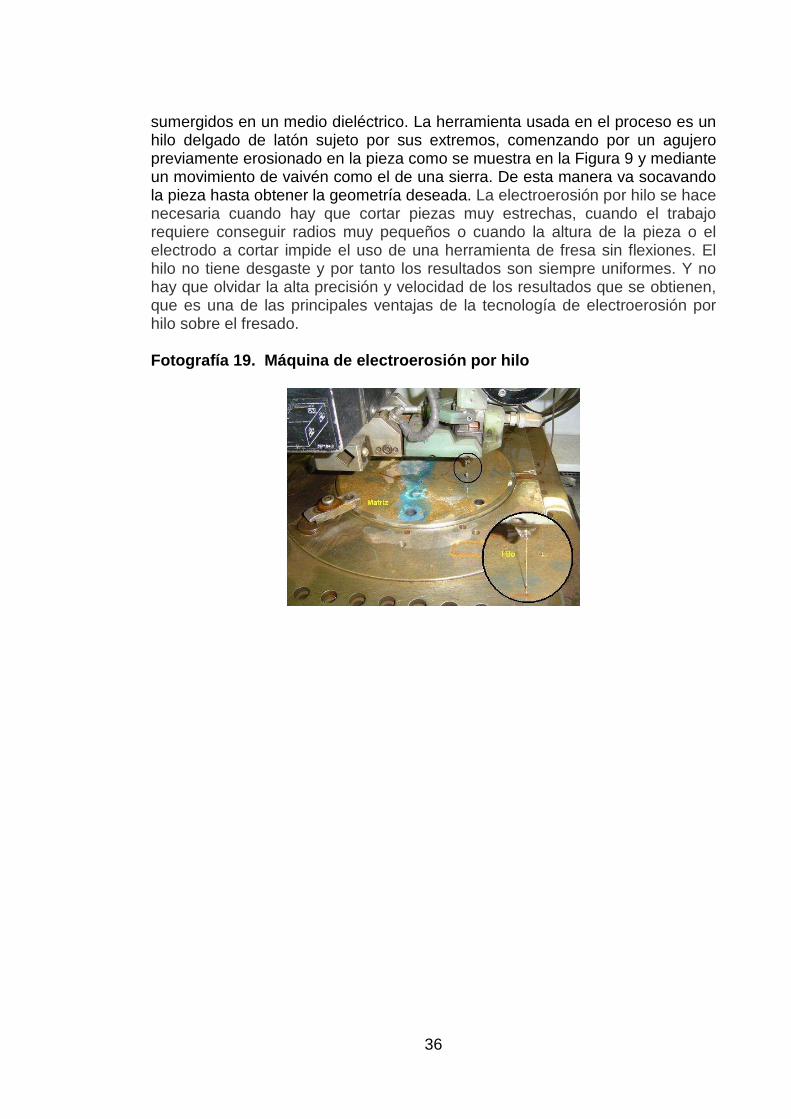
sumergidos en un medio dieléctrico. La herramienta usada en el proceso es un hilo delgado de latón sujeto por sus extremos, comenzando por un agujero previamente erosionado en la pieza como se muestra en la Figura 9 y mediante un movimiento de vaivén como el de una sierra. De esta manera va socavando la pieza hasta obtener la geometría deseada. La electroerosión por hilo se hace necesaria cuando hay que cortar piezas muy estrechas, cuando el trabajo requiere conseguir radios muy pequeños o cuando la altura de la pieza o el electrodo a cortar impide el uso de una herramienta de fresa sin flexiones. El hilo no tiene desgaste y por tanto los resultados son siempre uniformes. Y no hay que olvidar la alta precisión y velocidad de los resultados que se obtienen, que es una de las principales ventajas de la tecnología de electroerosión por hilo sobre el fresado. Fotografía 19. Máquina de electroerosión por hilo
37
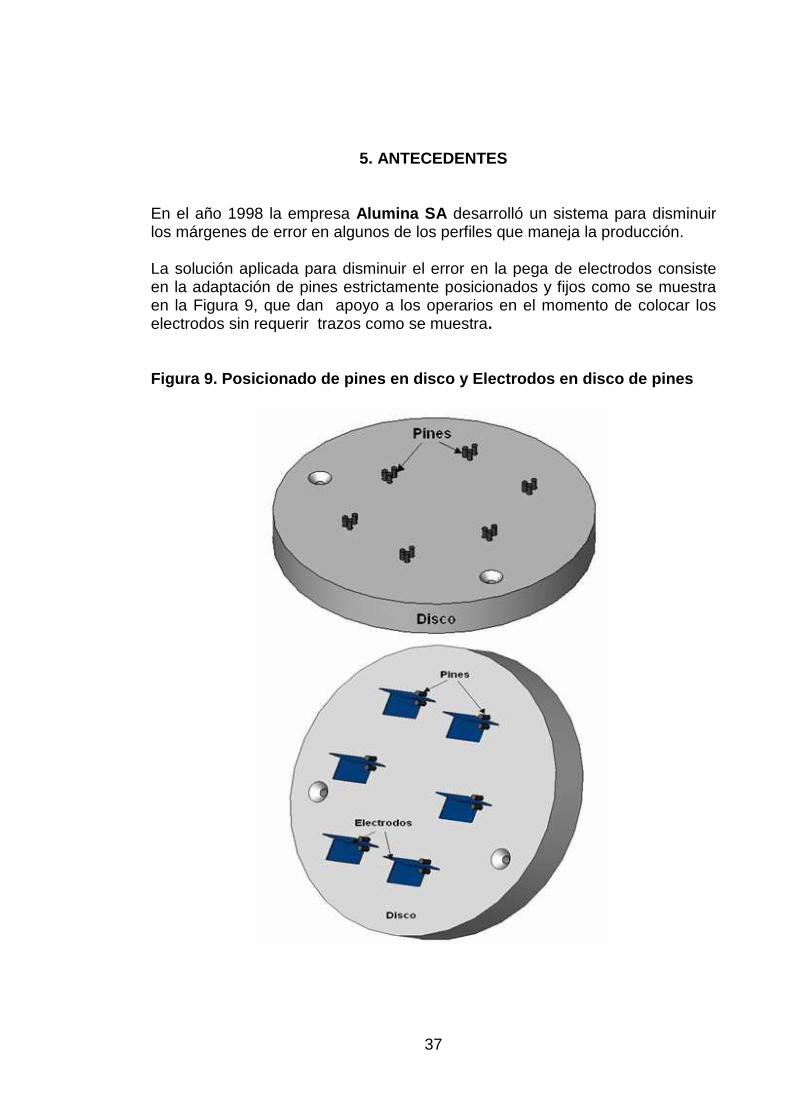
5. ANTECEDENTES En el año 1998 la empresa Alumina SA desarrolló un sistema para disminuir los márgenes de error en algunos de los perfiles que maneja la producción. La solución aplicada para disminuir el error en la pega de electrodos consiste en la adaptación de pines estrictamente posicionados y fijos como se muestra en la Figura 9, que dan apoyo a los operarios en el momento de colocar los electrodos sin requerir trazos como se muestra. Figura 9. Posicionado de pines en disco y Electrodos en disco de pines
38
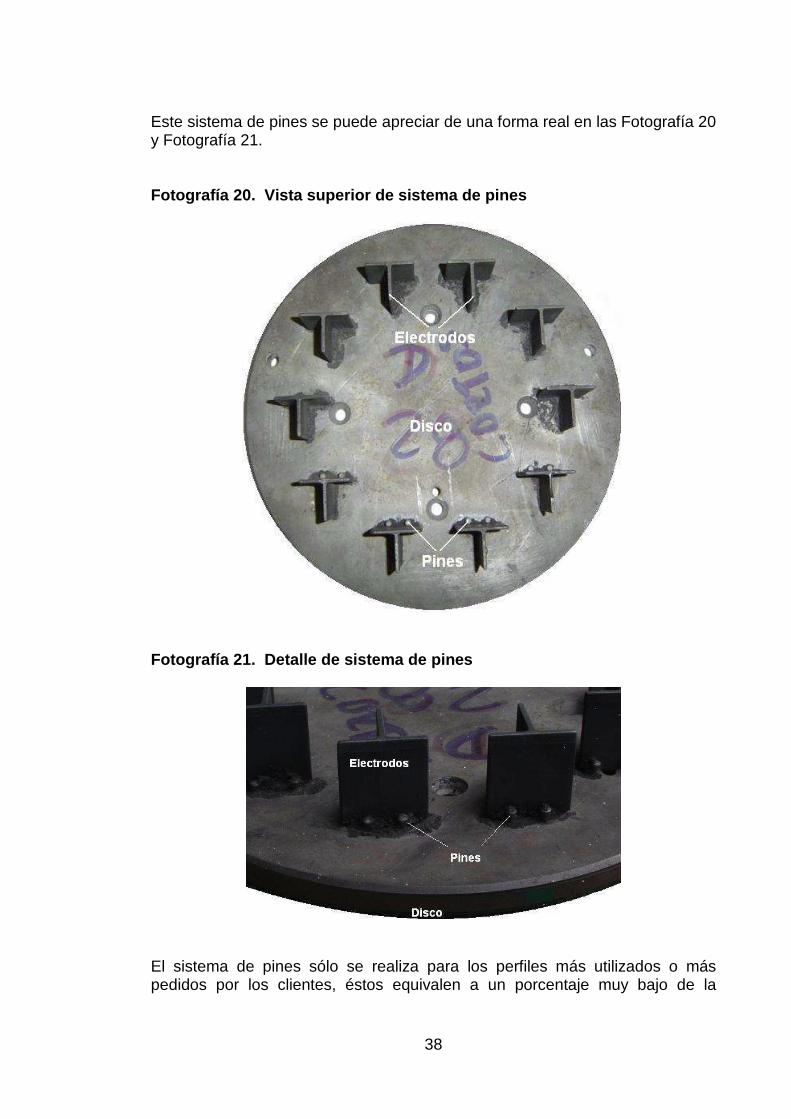
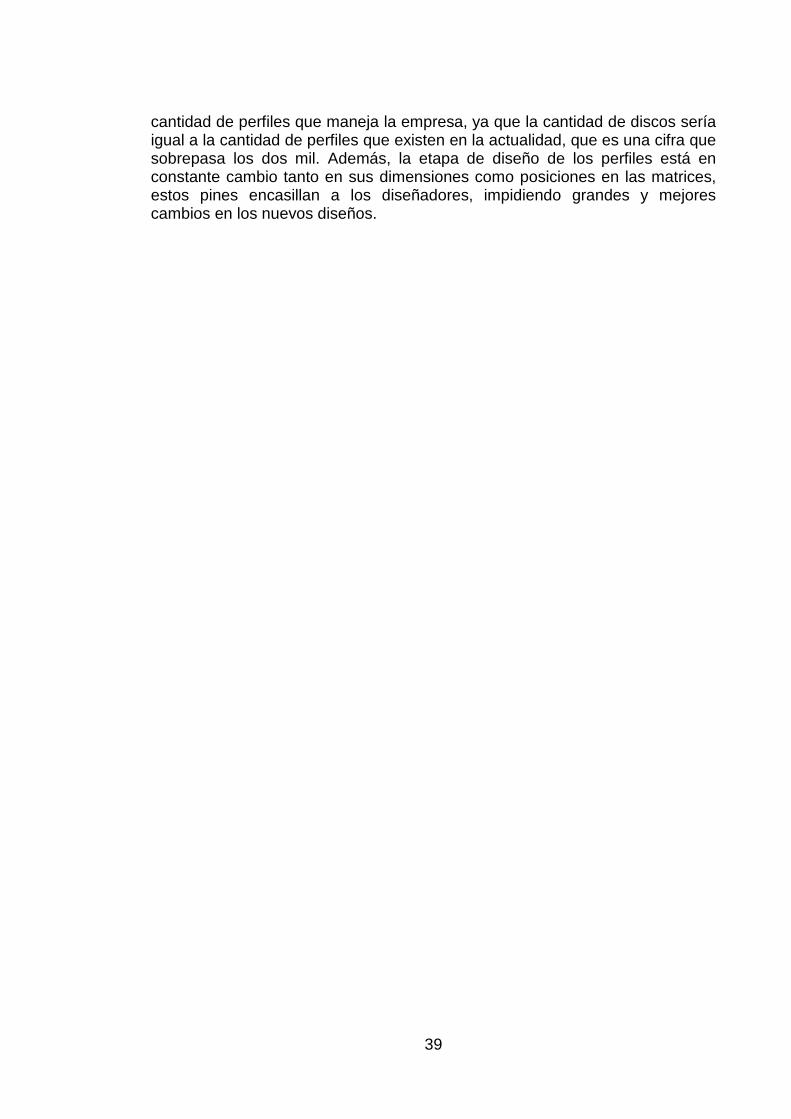
Este sistema de pines se puede apreciar de una forma real en las Fotografía 20 y Fotografía 21. Fotografía 20. Vista superior de sistema de pines
Fotografía 21. Detalle de sistema de pines
El sistema de pines sólo se realiza para los perfiles más utilizados o más pedidos por los clientes, éstos equivalen a un porcentaje muy bajo de la
39
cantidad de perfiles que maneja la empresa, ya que la cantidad de discos sería igual a la cantidad de perfiles que existen en la actualidad, que es una cifra que sobrepasa los dos mil. Además, la etapa de diseño de los perfiles está en constante cambio tanto en sus dimensiones como posiciones en las matrices, estos pines encasillan a los diseñadores, impidiendo grandes y mejores cambios en los nuevos diseños.
40
6. PLANIFICACION DEL DISEÑO 6.1 PLANTEAMIENTO DE LA MISIÓN Descripción del producto • Dispositivo para mejoramiento del proceso de ubicación de electrodos de grafito en la erosión de matrices. Principales objetivos de marketing • Servir de plataforma para futuros productos que puedan implementar unas necesidades particulares de un cliente, basadas en el desarrollo. • Introducción para el tercer trimestre del 2008. Mercado primario • Compañía Aluminio nacional Alumina S.A. Departamento de matrices. • Universidad Autónoma de Occidente. Mercado secundario • Compañías que requieran del desarrollo del producto para procesos industriales de posicionamiento. Premisas y restricciones • operará en ambientes industriales • manejará un rango de 45º y de 180x180 milímetros en los ejes x, y manejará objetos pesados y de gran dureza. Fácil mantenimiento. • Fácil calibración. • Fácil de operar. Partes Implicadas • Compradores y usuarios. • Operaciones de manufactura. • Operaciones de servicio.
41
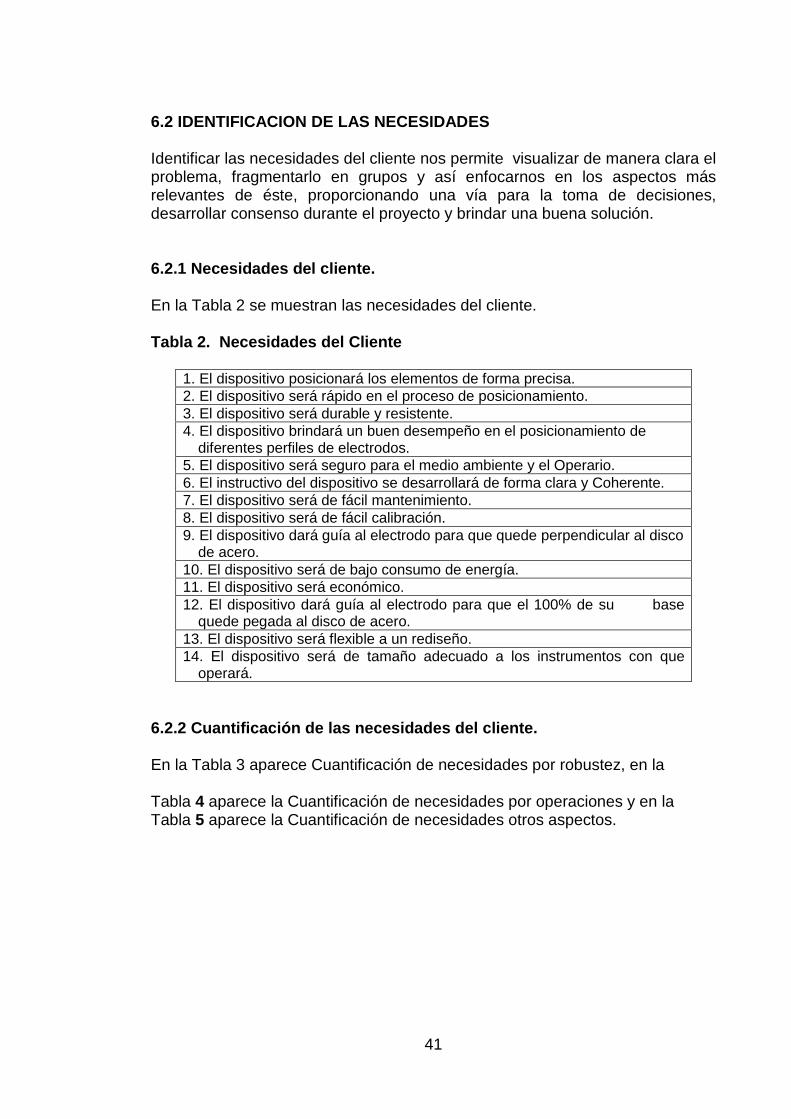
6.2 IDENTIFICACION DE LAS NECESIDADES Identificar las necesidades del cliente nos permite visualizar de manera clara el problema, fragmentarlo en grupos y así enfocarnos en los aspectos más relevantes de éste, proporcionando una vía para la toma de decisiones, desarrollar consenso durante el proyecto y brindar una buena solución. 6.2.1 Necesidades del cliente. En la Tabla 2 se muestran las necesidades del cliente. Tabla 2. Necesidades del Cliente
1. El dispositivo posicionará los elementos de forma precisa. 2. El dispositivo será rápido en el proceso de posicionamiento. 3. El dispositivo será durable y resistente. 4. El dispositivo brindará un buen desempeño en el posicionamiento de
diferentes perfiles de electrodos. 5. El dispositivo será seguro para el medio ambiente y el Operario. 6. El instructivo del dispositivo se desarrollará de forma clara y Coherente. 7. El dispositivo será de fácil mantenimiento. 8. El dispositivo será de fácil calibración. 9. El dispositivo dará guía al electrodo para que quede perpendicular al disco
de acero. 10. El dispositivo será de bajo consumo de energía. 11. El dispositivo será económico. 12. El dispositivo dará guía al electrodo para que el 100% de su base
quede pegada al disco de acero. 13. El dispositivo será flexible a un rediseño. 14. El dispositivo será de tamaño adecuado a los instrumentos con que
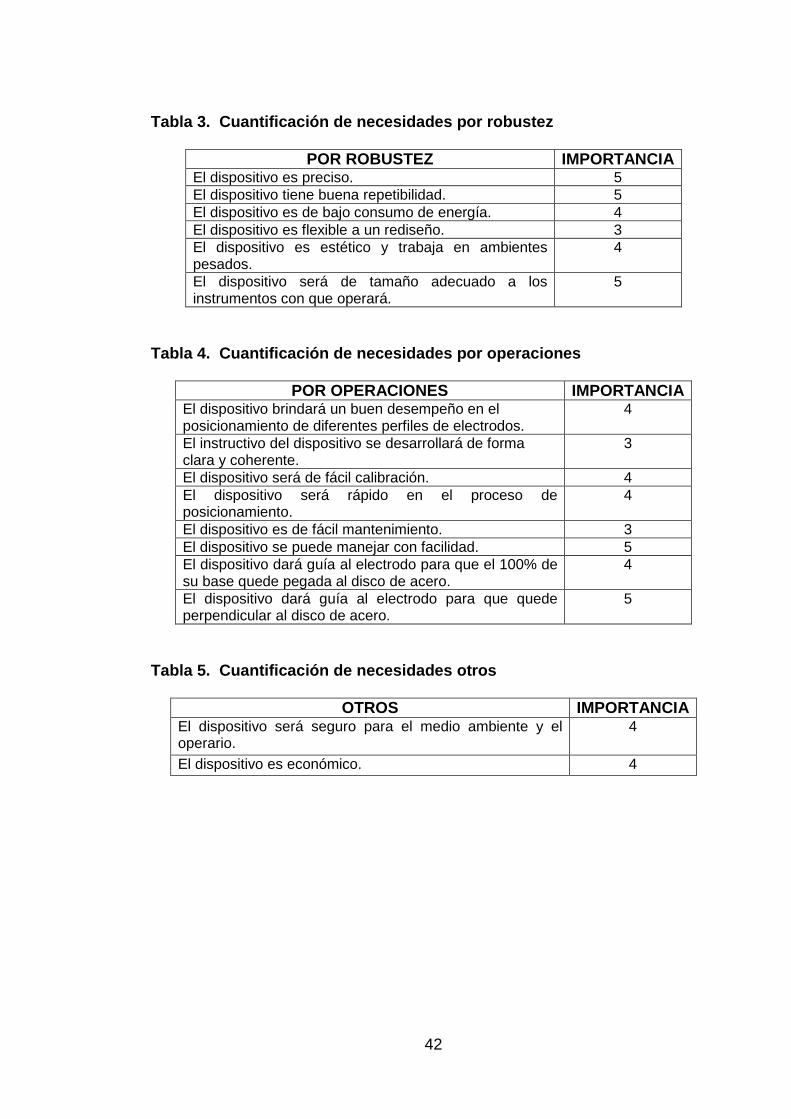
operará. 6.2.2 Cuantificación de las necesidades del cliente. En la Tabla 3 aparece Cuantificación de necesidades por robustez, en la Tabla 4 aparece la Cuantificación de necesidades por operaciones y en la Tabla 5 aparece la Cuantificación de necesidades otros aspectos.
42
Tabla 3. Cuantificación de necesidades por robustez
POR ROBUSTEZ IMPORTANCIA El dispositivo es preciso. 5 El dispositivo tiene buena repetibilidad. 5 El dispositivo es de bajo consumo de energía. 4 El dispositivo es flexible a un rediseño. 3 El dispositivo es estético y trabaja en ambientes pesados.
4
El dispositivo será de tamaño adecuado a los instrumentos con que operará.
5
Tabla 4. Cuantificación de necesidades por operaciones
POR OPERACIONES IMPORTANCIA El dispositivo brindará un buen desempeño en el posicionamiento de diferentes perfiles de electrodos.
4
El instructivo del dispositivo se desarrollará de forma clara y coherente.
3
El dispositivo será de fácil calibración. 4 El dispositivo será rápido en el proceso de posicionamiento.
4
El dispositivo es de fácil mantenimiento. 3 El dispositivo se puede manejar con facilidad. 5 El dispositivo dará guía al electrodo para que el 100% de su base quede pegada al disco de acero.
4
El dispositivo dará guía al electrodo para que quede perpendicular al disco de acero.
5
Tabla 5. Cuantificación de necesidades otros
OTROS IMPORTANCIA El dispositivo será seguro para el medio ambiente y el operario.
4
El dispositivo es económico. 4
43
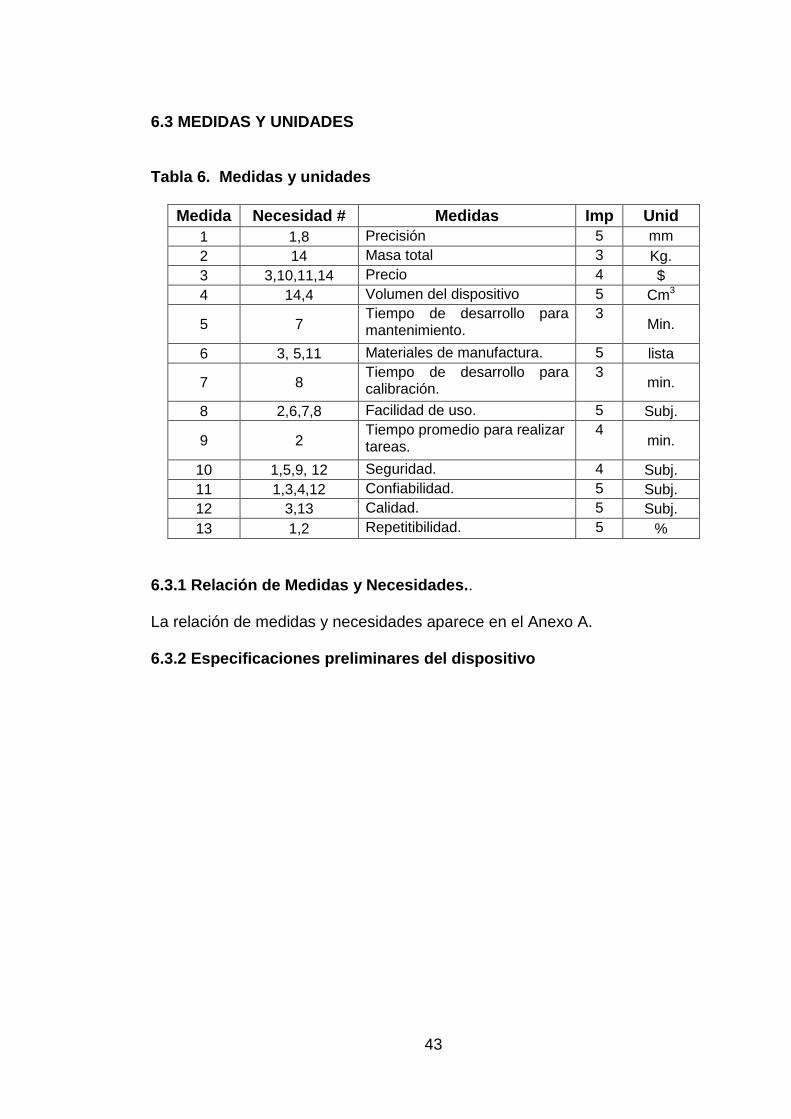
6.3 MEDIDAS Y UNIDADES Tabla 6. Medidas y unidades
Medida Necesidad # Medidas Imp Unid 1 1,8 Precisión 5 mm 2 14 Masa total 3 Kg. 3 3,10,11,14 Precio 4 $ 4 14,4 Volumen del dispositivo 5 Cm3
5 7 Tiempo de desarrollo para mantenimiento.
3 Min.
6 3, 5,11 Materiales de manufactura. 5 lista
7 8 Tiempo de desarrollo para calibración.
3 min.
8 2,6,7,8 Facilidad de uso. 5 Subj.
9 2 Tiempo promedio para realizar tareas.
4 min.
10 1,5,9, 12 Seguridad. 4 Subj. 11 1,3,4,12 Confiabilidad. 5 Subj. 12 3,13 Calidad. 5 Subj. 13 1,2 Repetitibilidad. 5 %
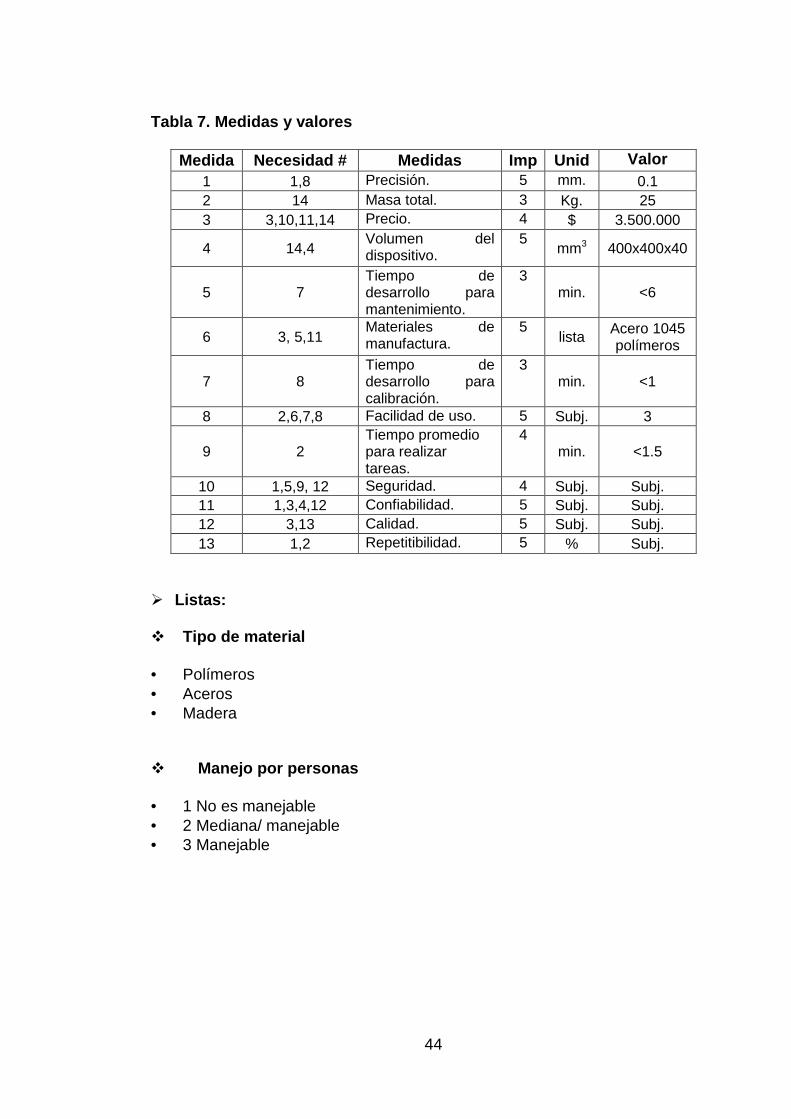
6.3.1 Relación de Medidas y Necesidades. . La relación de medidas y necesidades aparece en el Anexo A. 6.3.2 Especificaciones preliminares del dispositivo
44
Tabla 7. Medidas y valores
Medida Necesidad # Medidas Imp Unid Valor 1 1,8 Precisión. 5 mm. 0.1 2 14 Masa total. 3 Kg. 25 3 3,10,11,14 Precio. 4 $ 3.500.000
4 14,4 Volumen del dispositivo.
5 mm3 400x400x40
5 7 Tiempo de desarrollo para mantenimiento.
3 min. <6
6 3, 5,11 Materiales de manufactura.
5 lista Acero 1045
polímeros
7 8 Tiempo de desarrollo para calibración.
3 min. <1
8 2,6,7,8 Facilidad de uso. 5 Subj. 3
9 2 Tiempo promedio para realizar tareas.
4 min. <1.5
10 1,5,9, 12 Seguridad. 4 Subj. Subj. 11 1,3,4,12 Confiabilidad. 5 Subj. Subj. 12 3,13 Calidad. 5 Subj. Subj. 13 1,2 Repetitibilidad. 5 % Subj.
� Listas: � Tipo de material • Polímeros • Aceros • Madera � Manejo por personas • 1 No es manejable • 2 Mediana/ manejable • 3 Manejable
45
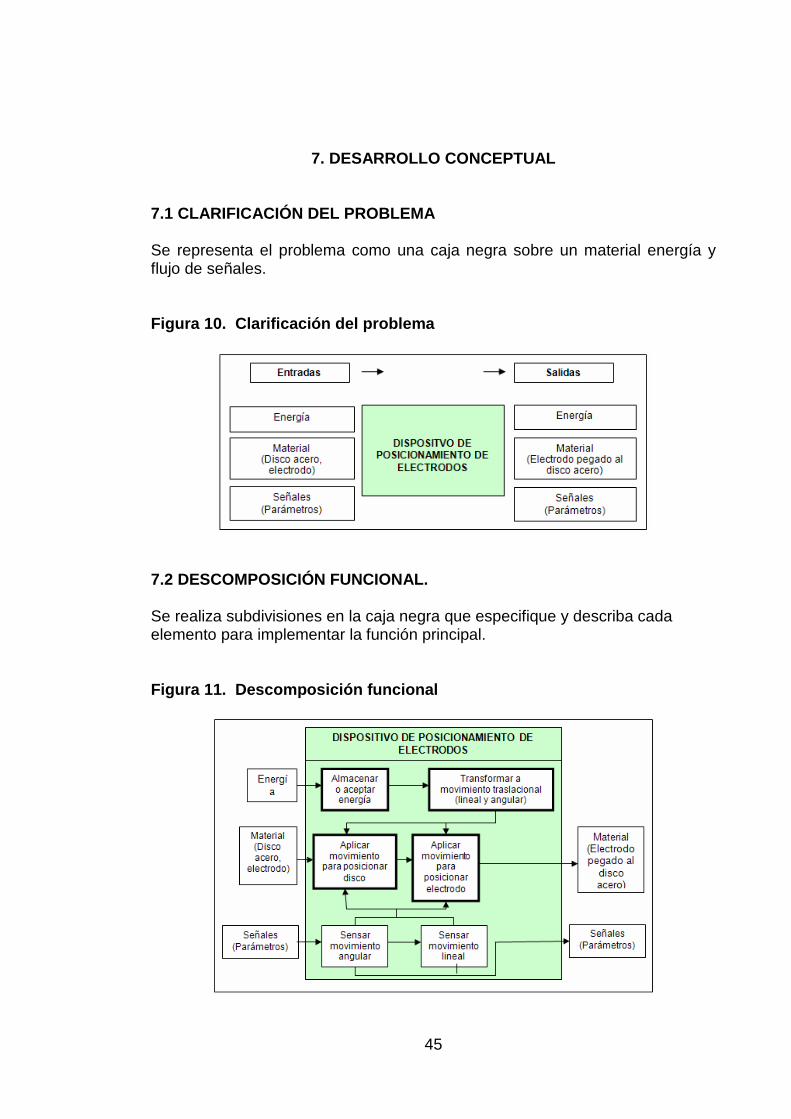
7. DESARROLLO CONCEPTUAL 7.1 CLARIFICACIÓN DEL PROBLEMA Se representa el problema como una caja negra sobre un material energía y flujo de señales. Figura 10. Clarificación del problema
7.2 DESCOMPOSICIÓN FUNCIONAL. Se realiza subdivisiones en la caja negra que especifique y describa cada elemento para implementar la función principal. Figura 11. Descomposición funcional
46
7.3 BÚSQUEDAS SISTEMATICA
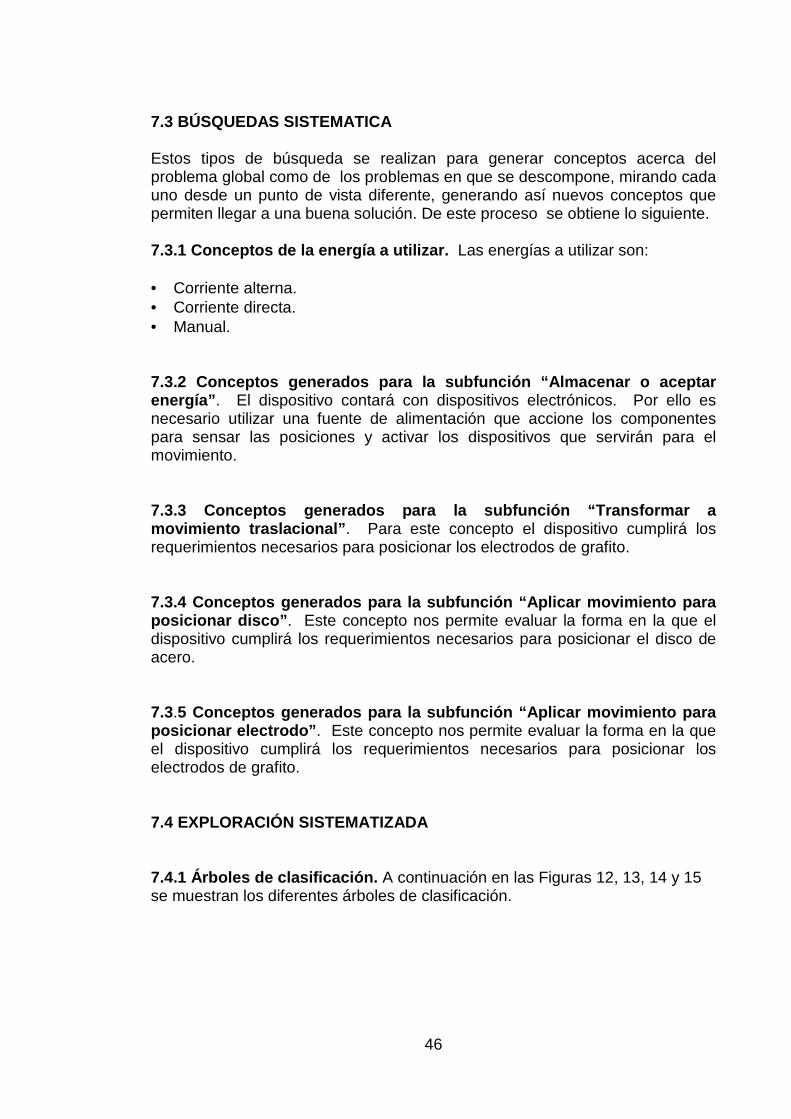
Estos tipos de búsqueda se realizan para generar conceptos acerca del problema global como de los problemas en que se descompone, mirando cada uno desde un punto de vista diferente, generando así nuevos conceptos que permiten llegar a una buena solución. De este proceso se obtiene lo siguiente. 7.3.1 Conceptos de la energía a utilizar. Las energías a utilizar son: • Corriente alterna. • Corriente directa. • Manual. 7.3.2 Conceptos generados para la subfunción “Almacenar o aceptar energía”. El dispositivo contará con dispositivos electrónicos. Por ello es necesario utilizar una fuente de alimentación que accione los componentes para sensar las posiciones y activar los dispositivos que servirán para el movimiento. 7.3.3 Conceptos generados para la subfunción “Transformar a movimiento traslacional”. Para este concepto el dispositivo cumplirá los requerimientos necesarios para posicionar los electrodos de grafito. 7.3.4 Conceptos generados para la subfunción “Aplicar movimiento para posicionar disco” . Este concepto nos permite evaluar la forma en la que el dispositivo cumplirá los requerimientos necesarios para posicionar el disco de acero. 7.3.5 Conceptos generados para la subfunción “Aplicar movimiento para posicionar electrodo”. Este concepto nos permite evaluar la forma en la que el dispositivo cumplirá los requerimientos necesarios para posicionar los electrodos de grafito. 7.4 EXPLORACIÓN SISTEMATIZADA 7.4.1 Árboles de clasificación. A continuación en las Figuras 12, 13, 14 y 15 se muestran los diferentes árboles de clasificación.
47
Figura 12. Árbol de clasificación 1
Figura 13. Árbol de clasificación 2
Figura 14. Árbol de clasificación 3
48
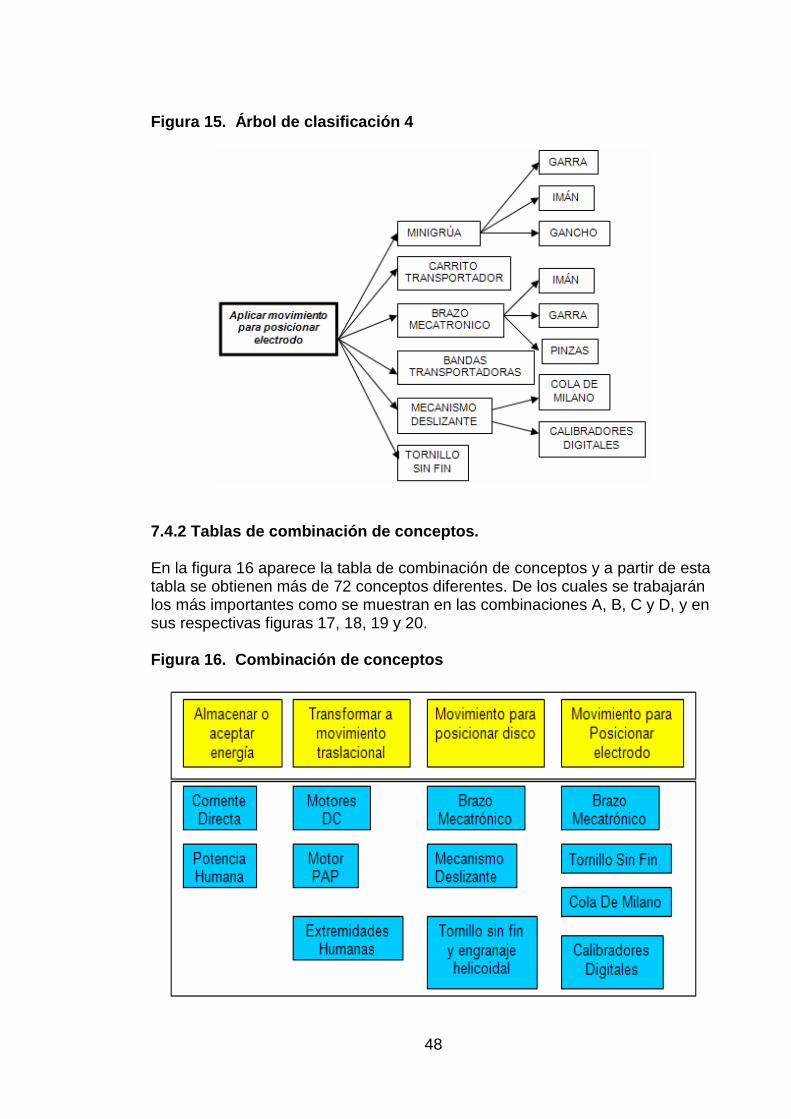
Figura 15. Árbol de clasificación 4
7.4.2 Tablas de combinación de conceptos. En la figura 16 aparece la tabla de combinación de conceptos y a partir de esta tabla se obtienen más de 72 conceptos diferentes. De los cuales se trabajarán los más importantes como se muestran en las combinaciones A, B, C y D, y en sus respectivas figuras 17, 18, 19 y 20. Figura 16. Combinación de conceptos
49
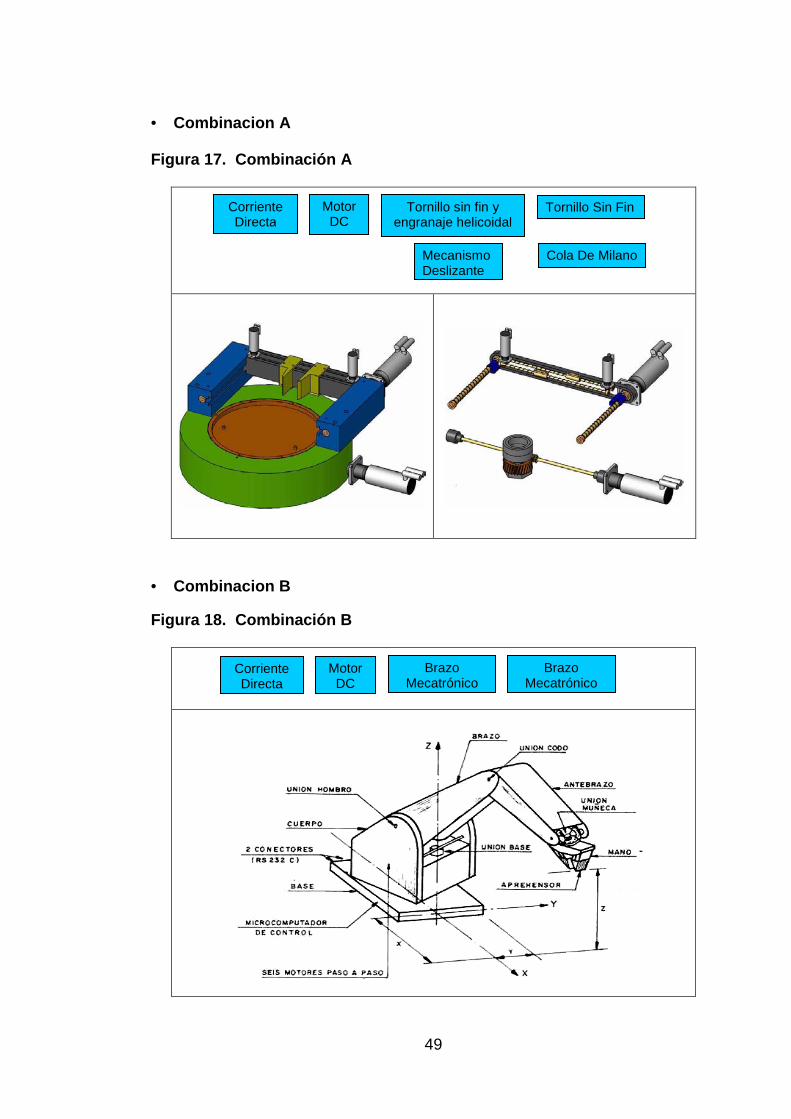
• Combinacion A Figura 17. Combinación A
• Combinacion B Figura 18. Combinación B
Corriente Directa
Cola De Milano
Tornillo Sin Fin Tornillo sin fin y engranaje helicoidal
Motor DC
Mecanismo Deslizante
Corriente Directa
Brazo Mecatrónico
Brazo Mecatrónico
Motor DC
50
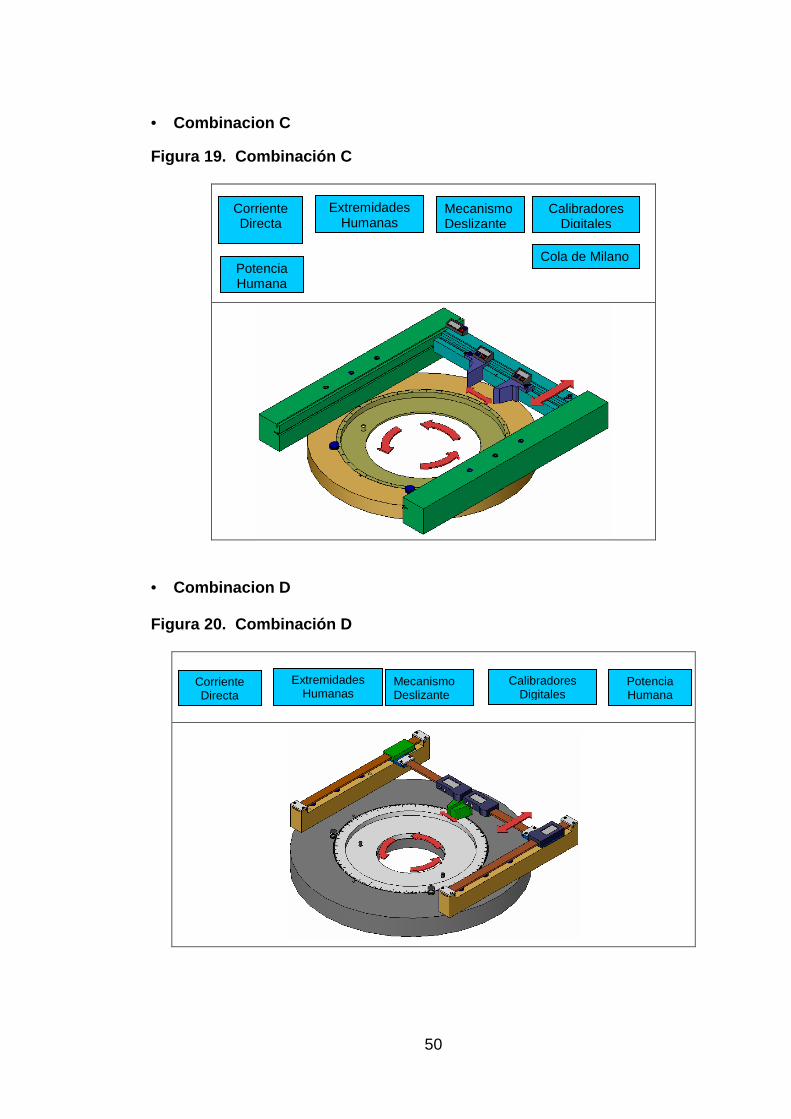
• Combinacion C Figura 19. Combinación C
• Combinacion D Figura 20. Combinación D
Corriente Directa
Calibradores Digitales
Cola de Milano Potencia Humana
Extremidades Humanas
Mecanismo Deslizante
Corriente Directa
Calibradores Digitales
Potencia Humana
Extremidades Humanas
Mecanismo Deslizante
51
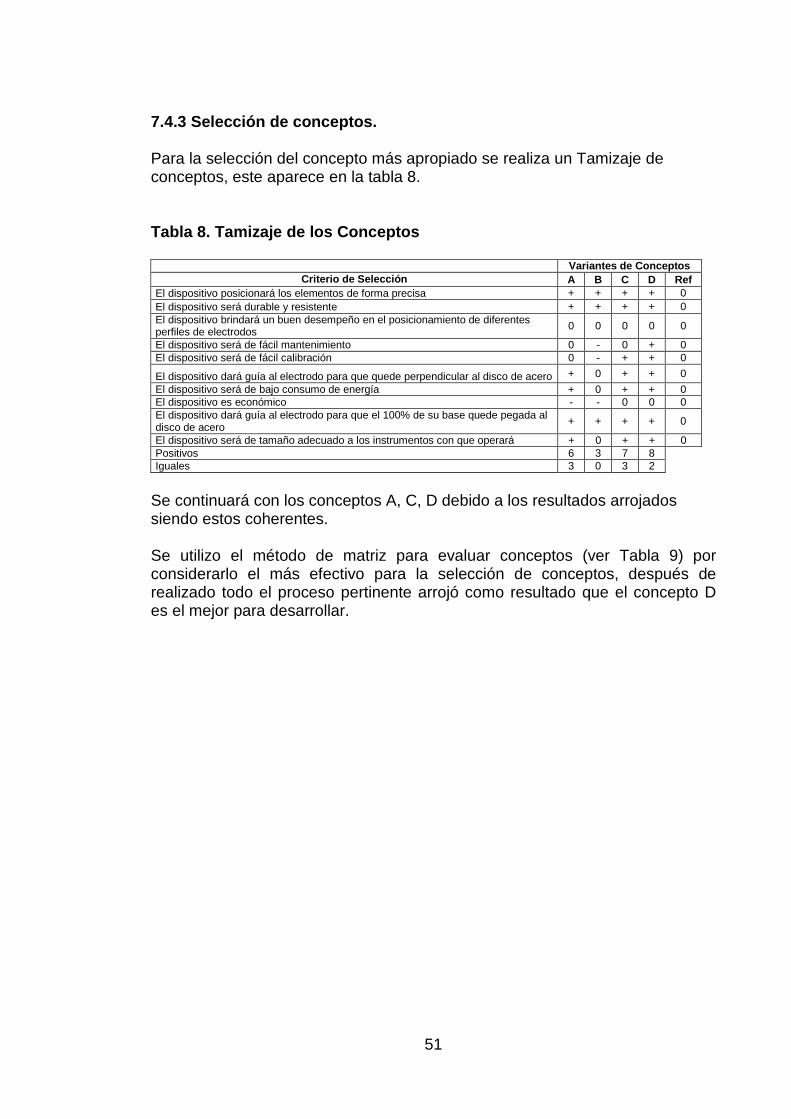
7.4.3 Selección de conceptos. Para la selección del concepto más apropiado se realiza un Tamizaje de conceptos, este aparece en la tabla 8. Tabla 8. Tamizaje de los Conceptos Variantes de Conceptos
Criterio de Selección A B C D Ref El dispositivo posicionará los elementos de forma precisa + + + + 0 El dispositivo será durable y resistente + + + + 0 El dispositivo brindará un buen desempeño en el posicionamiento de diferentes perfiles de electrodos 0 0 0 0 0
El dispositivo será de fácil mantenimiento 0 - 0 + 0 El dispositivo será de fácil calibración 0 - + + 0
El dispositivo dará guía al electrodo para que quede perpendicular al disco de acero + 0 + + 0
El dispositivo será de bajo consumo de energía + 0 + + 0 El dispositivo es económico - - 0 0 0 El dispositivo dará guía al electrodo para que el 100% de su base quede pegada al disco de acero
+ + + + 0
El dispositivo será de tamaño adecuado a los instrumentos con que operará + 0 + + 0 Positivos 6 3 7 8 Iguales 3 0 3 2
Se continuará con los conceptos A, C, D debido a los resultados arrojados siendo estos coherentes. Se utilizo el método de matriz para evaluar conceptos (ver Tabla 9) por considerarlo el más efectivo para la selección de conceptos, después de realizado todo el proceso pertinente arrojó como resultado que el concepto D es el mejor para desarrollar.
52
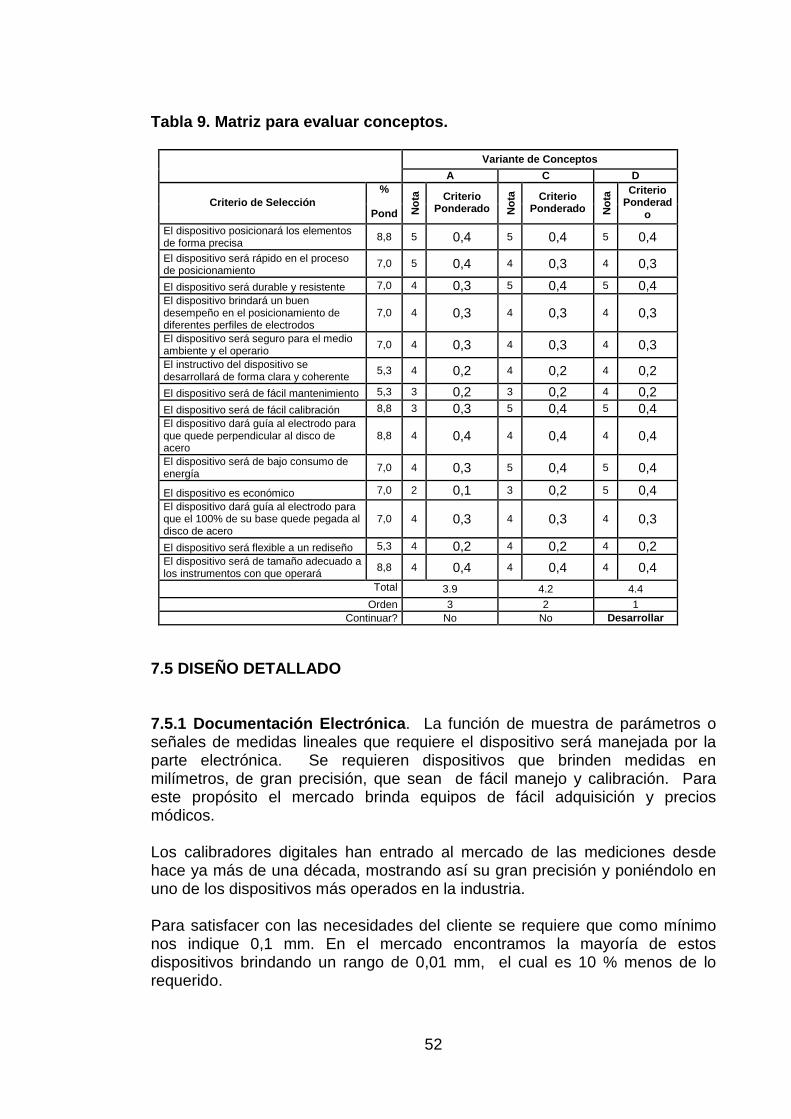
Tabla 9. Matriz para evaluar conceptos.
Variante de Conceptos A C D
% Criterio de Selección
Pond Not
a Criterio Ponderado N
ota Criterio
Ponderado Not
a Criterio Ponderad
o
El dispositivo posicionará los elementos de forma precisa
8,8 5 0,4 5 0,4 5 0,4
El dispositivo será rápido en el proceso de posicionamiento
7,0 5 0,4 4 0,3 4 0,3
El dispositivo será durable y resistente 7,0 4 0,3 5 0,4 5 0,4 El dispositivo brindará un buen desempeño en el posicionamiento de diferentes perfiles de electrodos
7,0 4 0,3 4 0,3 4 0,3
El dispositivo será seguro para el medio ambiente y el operario
7,0 4 0,3 4 0,3 4 0,3 El instructivo del dispositivo se desarrollará de forma clara y coherente
5,3 4 0,2 4 0,2 4 0,2
El dispositivo será de fácil mantenimiento 5,3 3 0,2 3 0,2 4 0,2 El dispositivo será de fácil calibración 8,8 3 0,3 5 0,4 5 0,4 El dispositivo dará guía al electrodo para que quede perpendicular al disco de acero
8,8 4 0,4 4 0,4 4 0,4
El dispositivo será de bajo consumo de energía
7,0 4 0,3 5 0,4 5 0,4
El dispositivo es económico 7,0 2 0,1 3 0,2 5 0,4 El dispositivo dará guía al electrodo para que el 100% de su base quede pegada al disco de acero
7,0 4 0,3 4 0,3 4 0,3
El dispositivo será flexible a un rediseño 5,3 4 0,2 4 0,2 4 0,2 El dispositivo será de tamaño adecuado a los instrumentos con que operará
8,8 4 0,4 4 0,4 4 0,4 Total 3.9 4.2 4.4
Orden 3 2 1 Continuar? No No Desarrollar
7.5 DISEÑO DETALLADO
7.5.1 Documentación Electrónica . La función de muestra de parámetros o señales de medidas lineales que requiere el dispositivo será manejada por la parte electrónica. Se requieren dispositivos que brinden medidas en milímetros, de gran precisión, que sean de fácil manejo y calibración. Para este propósito el mercado brinda equipos de fácil adquisición y precios módicos. Los calibradores digitales han entrado al mercado de las mediciones desde hace ya más de una década, mostrando así su gran precisión y poniéndolo en uno de los dispositivos más operados en la industria. Para satisfacer con las necesidades del cliente se requiere que como mínimo nos indique 0,1 mm. En el mercado encontramos la mayoría de estos dispositivos brindando un rango de 0,01 mm, el cual es 10 % menos de lo requerido.

53
Está dotado de botones que permiten operarlo de manera fácil, así como para calibrarlo y para realizarle su respectivo mantenimiento. Los calibradores digitales vienen acompañados de diferentes accesorios, que varían dependiendo del tipo de trabajo que realice o del ambiente y condiciones bajo las que se opere. En la Fotografía 22 y Fotografía 23 se pueden observar las diferencias en accesorios de dos calibradores de uso común en el sector industrial. Teniendo en cuenta los accesorios que posee, se selecciono el calibrador digital B, que se muestra en la figura anterior. La regla que tiene como accesorio brinda mejor apoyo para nuestros calibradores, obteniendo beneficios tanto en dinero y tiempo, ya que evitaría la manufactura de este artículo que es compleja su manufactura ya que debe de quedar recta en todos sus lados y también debe mantener su forma en los diferentes ambientes industriales. Fotografía 22. Calibrador Digital A
Fotografía 23. Calibrador Digital B
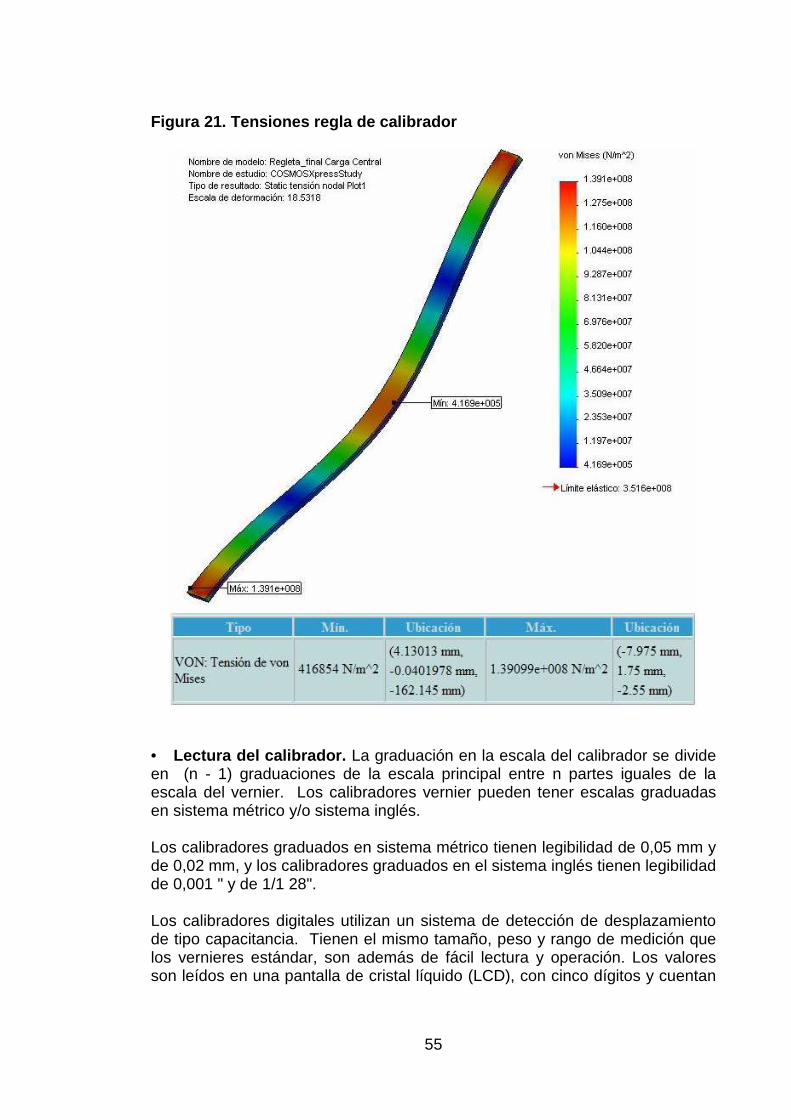
Gracias al Sofware SoliWork y COSMOSXpress se realizo el análisis de tensión, desplazamientos y deformaciones que manejara la pieza día a día, esta pieza tiene una masa de 0.138164 kg, un volumen de 1.74892e-005 m^3 y manejara 120 N fuerza aplicada en el centro como se muestra en la Figura 21 y Figura 22, esta pieza maneja un factor de seguridad de 4 bajo esta fuerza, cumpliendo con nuestras necesidades.
54
• Principio de funcionamiento. El valor de cada graduación de la escala se calcula considerando el valor de cada graduación de la escala principal divido entre el número de graduaciones.
L = d / n Donde: L Legibilidad d Valor de cada graduación en la escala principal n Número de graduaciones de vernier. Por ejemplo, un calibrador con lectura mínima de 0,05 mm deberá tener en la escala principal graduaciones cuyo valor de c/u deberá ser de 1 mm y 20 graduaciones en el vernier de tal manera que:
L = d / n ; L = 1 / 20 = 0,05 mm La distancia d' que deberá existir entre los graduaciones del vernier es
d' =d - d/n ; d' = 1 - 1/ 20 = 1 – 0,05 = 0,95 mm Por lo tanto la longitud L total del vernier con 20 graduaciones será:
L = (n - 1) d = (20 -1) 1 = 19 mm La fracción entre las dos primeras graduaciones de la escala principal y una división de la del vernier está representada por un múltiplo de d/n y se determina encontrando la graduación sobre la escala del vernier que esté más alineado con una graduación sobre la escala principal.
55
Figura 21. Tensiones regla de calibrador
• Lectura del calibrador. La graduación en la escala del calibrador se divide en (n - 1) graduaciones de la escala principal entre n partes iguales de la escala del vernier. Los calibradores vernier pueden tener escalas graduadas en sistema métrico y/o sistema inglés. Los calibradores graduados en sistema métrico tienen legibilidad de 0,05 mm y de 0,02 mm, y los calibradores graduados en el sistema inglés tienen legibilidad de 0,001 " y de 1/1 28". Los calibradores digitales utilizan un sistema de detección de desplazamiento de tipo capacitancia. Tienen el mismo tamaño, peso y rango de medición que los vernieres estándar, son además de fácil lectura y operación. Los valores son leídos en una pantalla de cristal líquido (LCD), con cinco dígitos y cuentan
56
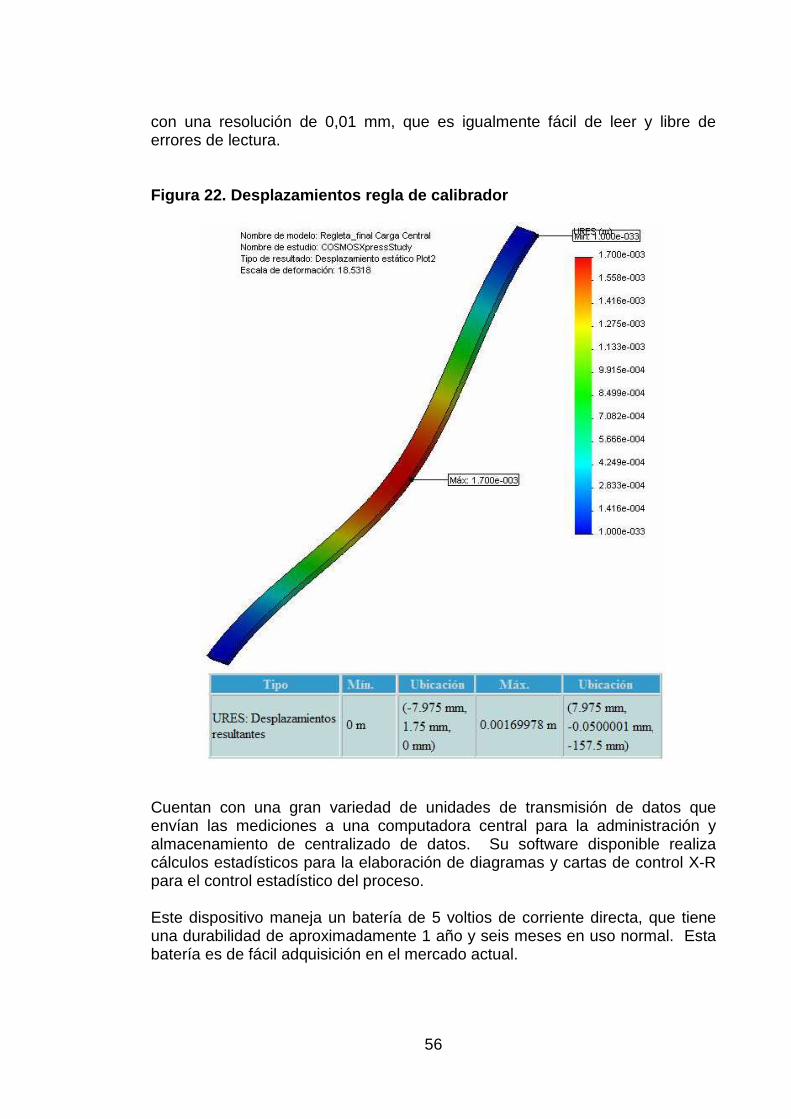
con una resolución de 0,01 mm, que es igualmente fácil de leer y libre de errores de lectura. Figura 22. Desplazamientos regla de calibrador
Cuentan con una gran variedad de unidades de transmisión de datos que envían las mediciones a una computadora central para la administración y almacenamiento de centralizado de datos. Su software disponible realiza cálculos estadísticos para la elaboración de diagramas y cartas de control X-R para el control estadístico del proceso. Este dispositivo maneja un batería de 5 voltios de corriente directa, que tiene una durabilidad de aproximadamente 1 año y seis meses en uso normal. Esta batería es de fácil adquisición en el mercado actual.
57
7.5.2 Documentación Mecánica . Las dimensiones de este dispositivo se manejarán en milímetros. Los tornillos se manejarán con rosca milimétrica. Algunas medidas del dispositivo serán en pulgadas ya que los accesorios como los discos y pines con los que se opera en la planta son del sistema inglés, el material en que se fabricaran las piezas es en acero 1020, ya que la empresa maneja esta materia prima, en la Tabla 10 se puede observar las características del acero 1020. Tabla 10. AISI 1020
Nombre de propiedad Valor Unidades Módulo elástico 2e+011 N/m^2
Coeficiente de Poisson 0.29 NA
Densidad 7900 kg/m^3
Límite elástico 3.5157e+008 N/m^2
� Base. La base del dispositivo manejará gran peso y gran volumen. Los objetos que moverá y posicionará serán de materiales metálicos, por tanto manejaremos una base robusta y pesada para evitar no sólo daños a gran escala con golpes leves de los implementos que se operan a diario, sino también, para evitar errores mínimos en la toma de medidas necesarias en el proceso de posicionamiento. Para diseñar este módulo se debe tener en cuenta los siguientes aspectos: • Orificios roscados para fijar las bases que sostienen las reglas de los calibradores digitales y para los tornillos que ajustan el módulo de movimiento angular del disco en su respectivo momento. • El tamaño de las bases que sostienen las reglas que llevan los calibradores digitales. • Tendrá que tener una cavidad circular y de ajuste deslizante con una tolerancia de 0.01 mm para colocar el módulo donde se colocará el disco de acero. Este módulo nos brindará el movimiento angular del disco. • Orificios para los pines de referencia, con los cuales se calibrará el cero de los ejes Y y X del dispositivo ante el disco de acero. Estos aspectos se pueden ver en detalle en la Fotografía 25.
58
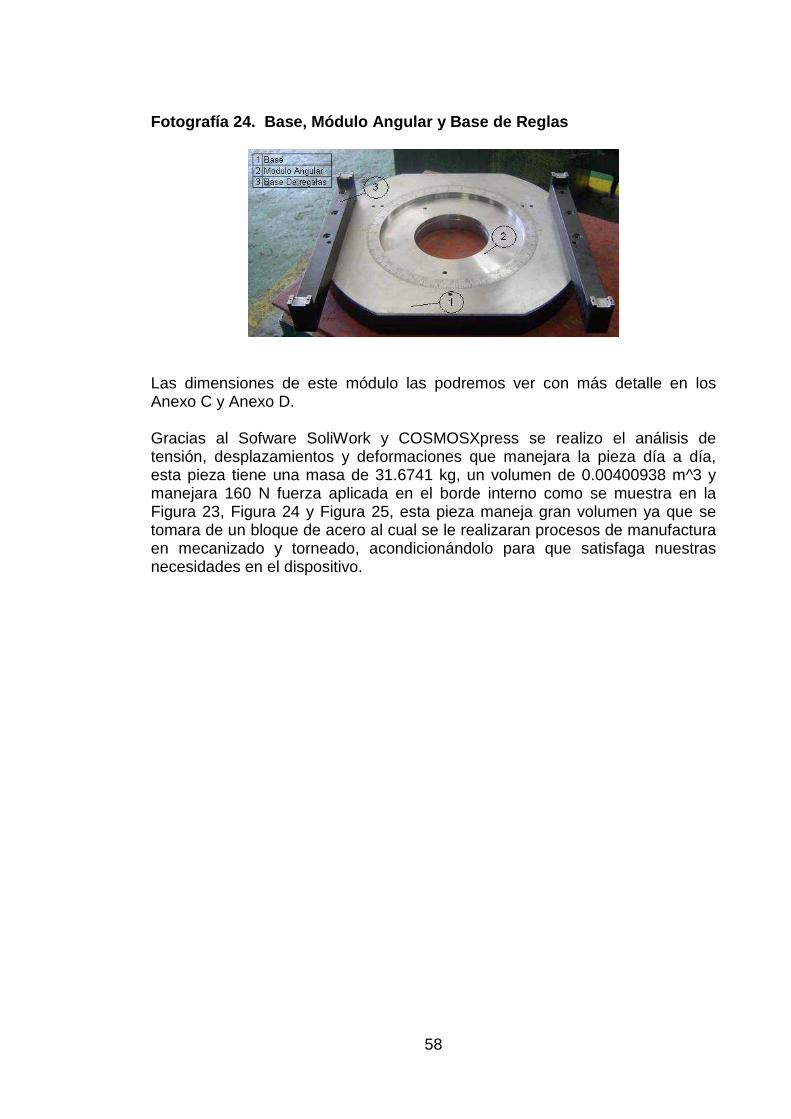
Fotografía 24. Base, Módulo Angular y Base de Reglas
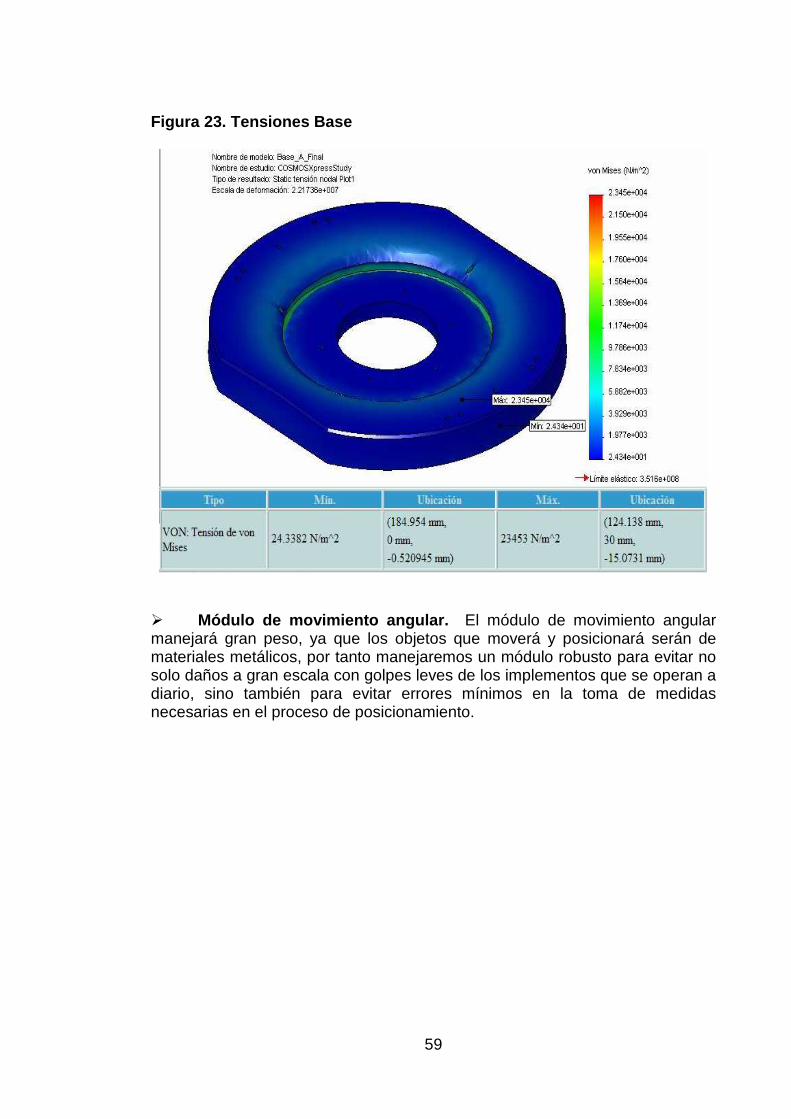
Las dimensiones de este módulo las podremos ver con más detalle en los Anexo C y Anexo D. Gracias al Sofware SoliWork y COSMOSXpress se realizo el análisis de tensión, desplazamientos y deformaciones que manejara la pieza día a día, esta pieza tiene una masa de 31.6741 kg, un volumen de 0.00400938 m^3 y manejara 160 N fuerza aplicada en el borde interno como se muestra en la Figura 23, Figura 24 y Figura 25, esta pieza maneja gran volumen ya que se tomara de un bloque de acero al cual se le realizaran procesos de manufactura en mecanizado y torneado, acondicionándolo para que satisfaga nuestras necesidades en el dispositivo.
59
Figura 23. Tensiones Base
� Módulo de movimiento angular. El módulo de movimiento angular manejará gran peso, ya que los objetos que moverá y posicionará serán de materiales metálicos, por tanto manejaremos un módulo robusto para evitar no solo daños a gran escala con golpes leves de los implementos que se operan a diario, sino también para evitar errores mínimos en la toma de medidas necesarias en el proceso de posicionamiento.
60
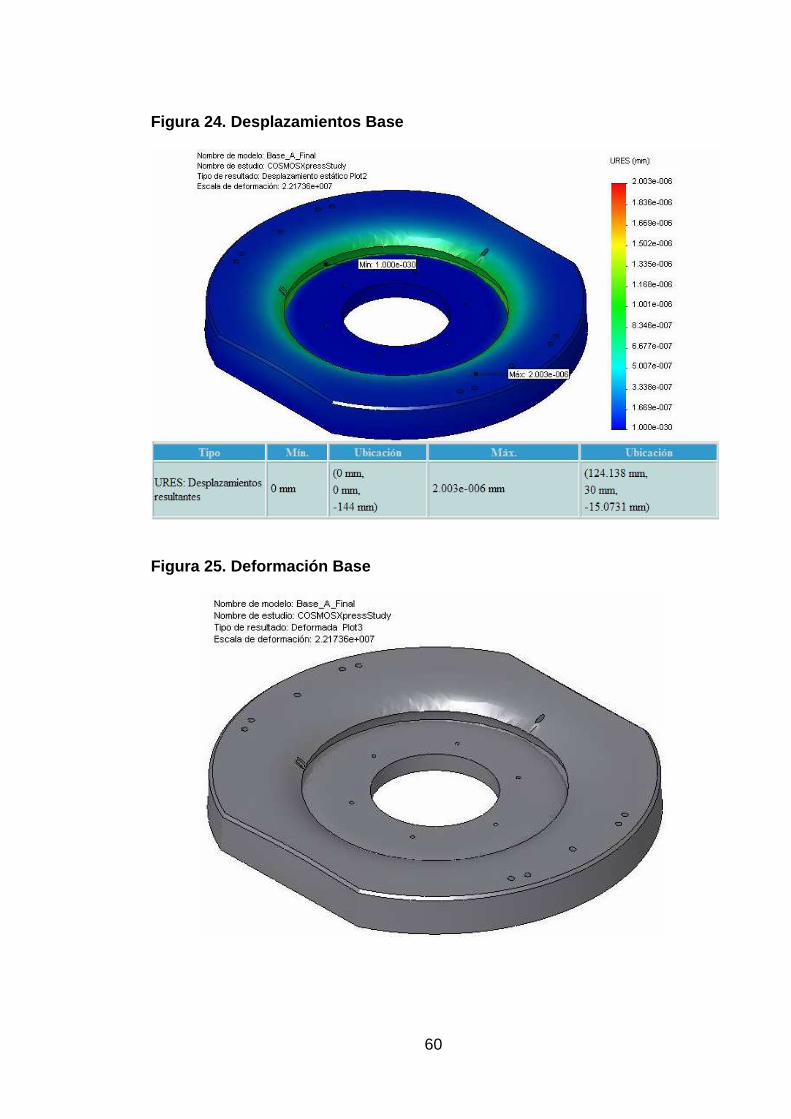
Figura 24. Desplazamientos Base
Figura 25. Deformación Base
61
Para diseñar este módulo se debe tener en cuenta los siguientes aspectos: • el tamaño de los discos de acero donde se pegarán los electrodos de grafito, las cuales son 240 mm de diámetro y 25 mm de espesor. • debe llevar enmarcados los grados para guiar a la persona que maneje el dispositivo en cuanto al girado del disco de acero. • su base tendrá que ser de ajuste deslizante para que empate con la cavidad de la base. • orificios para los pines de referencia, los cuales serán la guía para el posicionamiento del disco de acero en este módulo, estos pines tendrán un diámetro de 6.35 mm ya que esta es la medida que se maneja en los discos de acero.
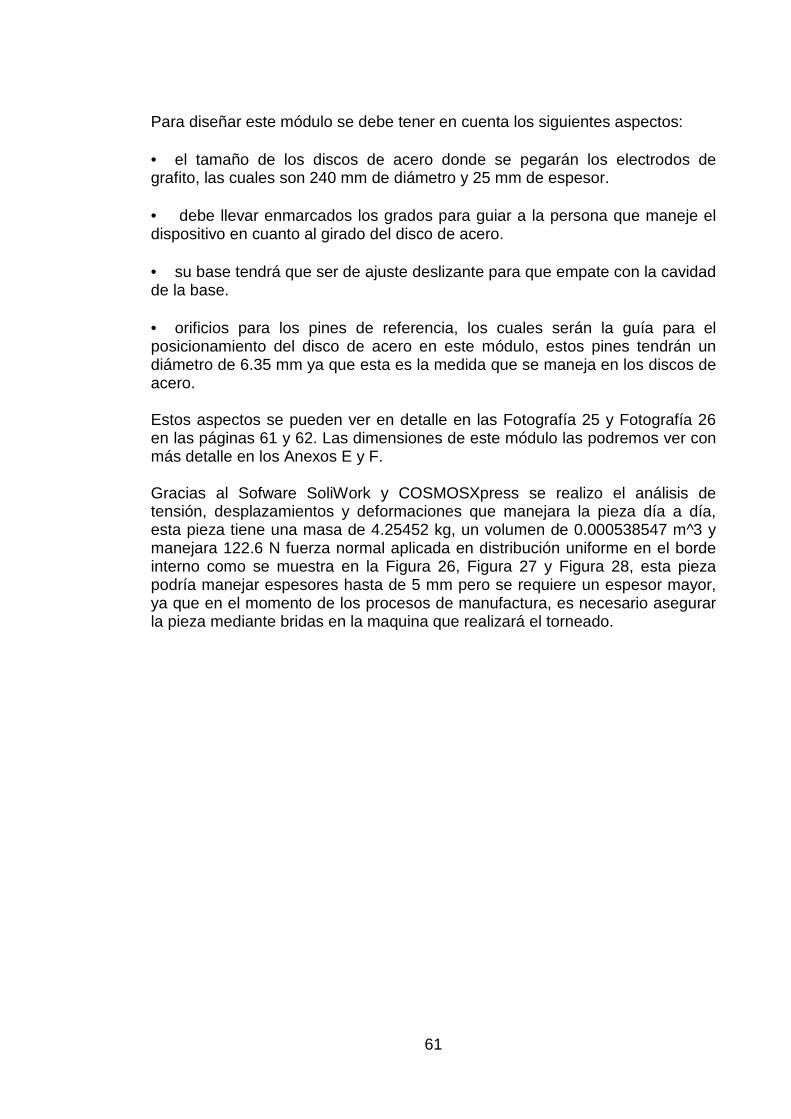
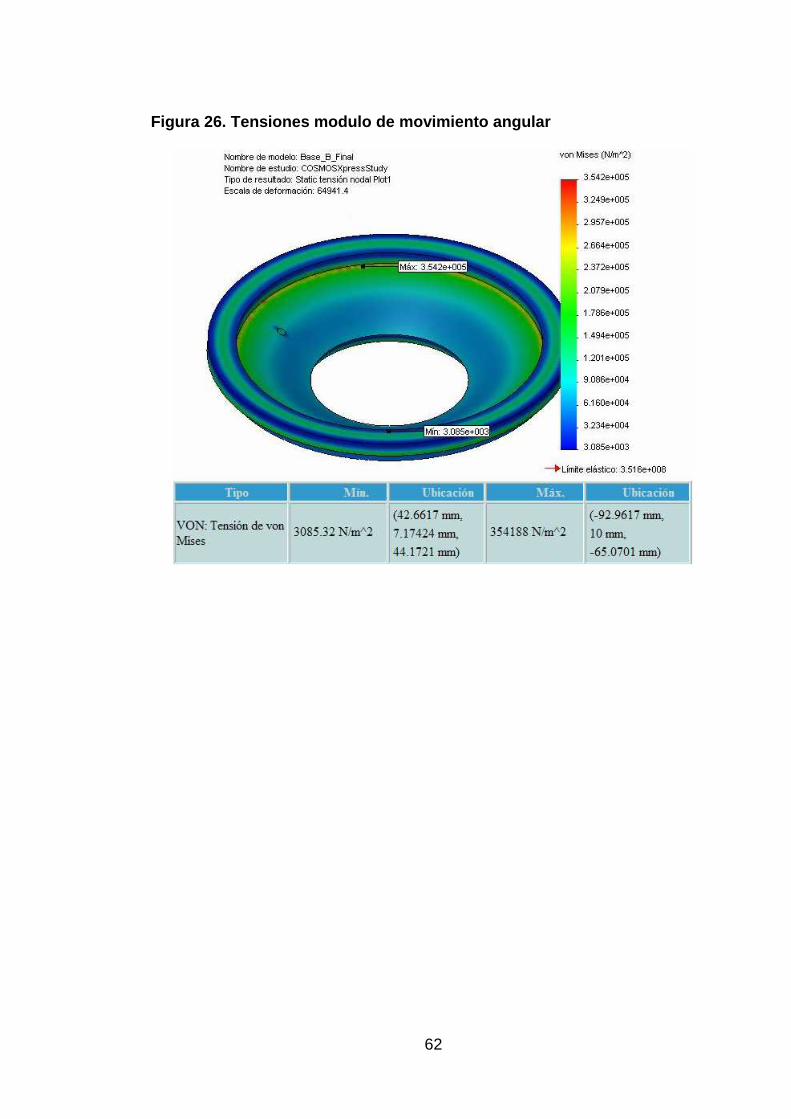
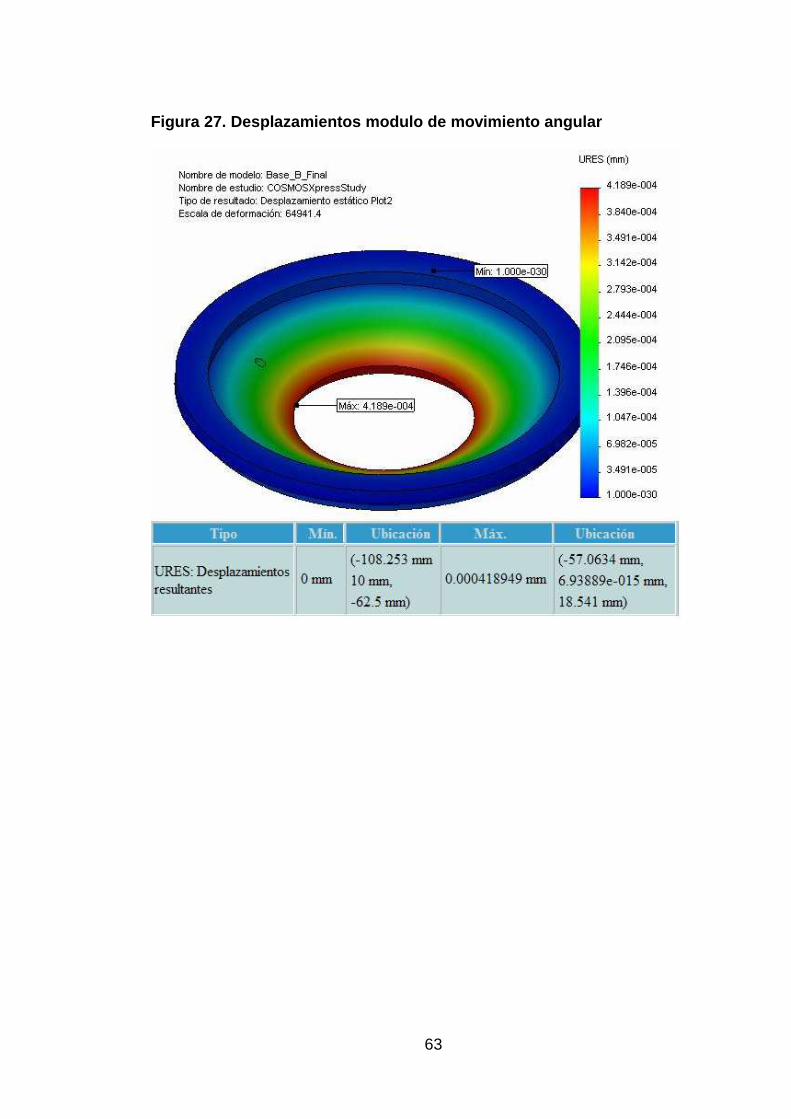
Estos aspectos se pueden ver en detalle en las Fotografía 25 y Fotografía 26 en las páginas 61 y 62. Las dimensiones de este módulo las podremos ver con más detalle en los Anexos E y F. Gracias al Sofware SoliWork y COSMOSXpress se realizo el análisis de tensión, desplazamientos y deformaciones que manejara la pieza día a día, esta pieza tiene una masa de 4.25452 kg, un volumen de 0.000538547 m^3 y manejara 122.6 N fuerza normal aplicada en distribución uniforme en el borde interno como se muestra en la Figura 26, Figura 27 y Figura 28, esta pieza podría manejar espesores hasta de 5 mm pero se requiere un espesor mayor, ya que en el momento de los procesos de manufactura, es necesario asegurar la pieza mediante bridas en la maquina que realizará el torneado.
62
Figura 26. Tensiones modulo de movimiento angular
63
Figura 27. Desplazamientos modulo de movimiento angular
64
Figura 28. Deformación modulo de movimiento angular
� Bases soportes de reglas. Este módulo no manejará grandes fuerzas ni elementos de gran volumen. El propósito de este módulo es sostener las reglas que vienen como accesorios en los calibradores digitales con los cuales se realizará este dispositivo. Para diseñar este módulo se debe tener en cuenta los siguientes aspectos: • Orificios para colocar los tornillos que dan ajuste al módulo con la base. • Orificios para colocar los pines que guíen las dos bases para que queden perpendiculares una de la otra. • Dar una altura promedio a los sujetadores de las reglas teniendo en cuenta las dimensiones de los calibradores digitales para evitar fricciones donde no sea necesario. • La dimensión de las reglas para realizar una guía en la cual estas tengan un empotramiento. • Cada sujetador de las reglas tendrán cuatro orificios roscados de 3 mm de diámetro, dos se utilizarán para evitar que las reglas se salgan de las guías, y dos más para el paralelismo entre las reglas. Estos aspectos se pueden ver en detalle en los Anexos G y H.
65
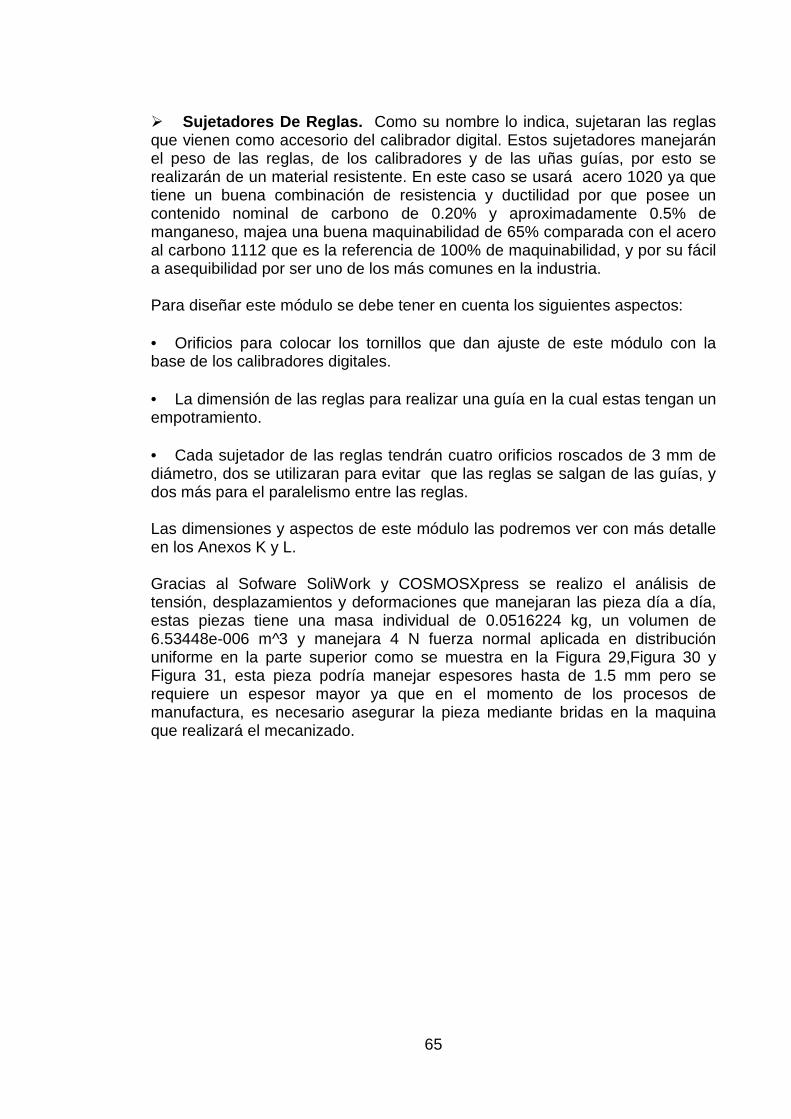
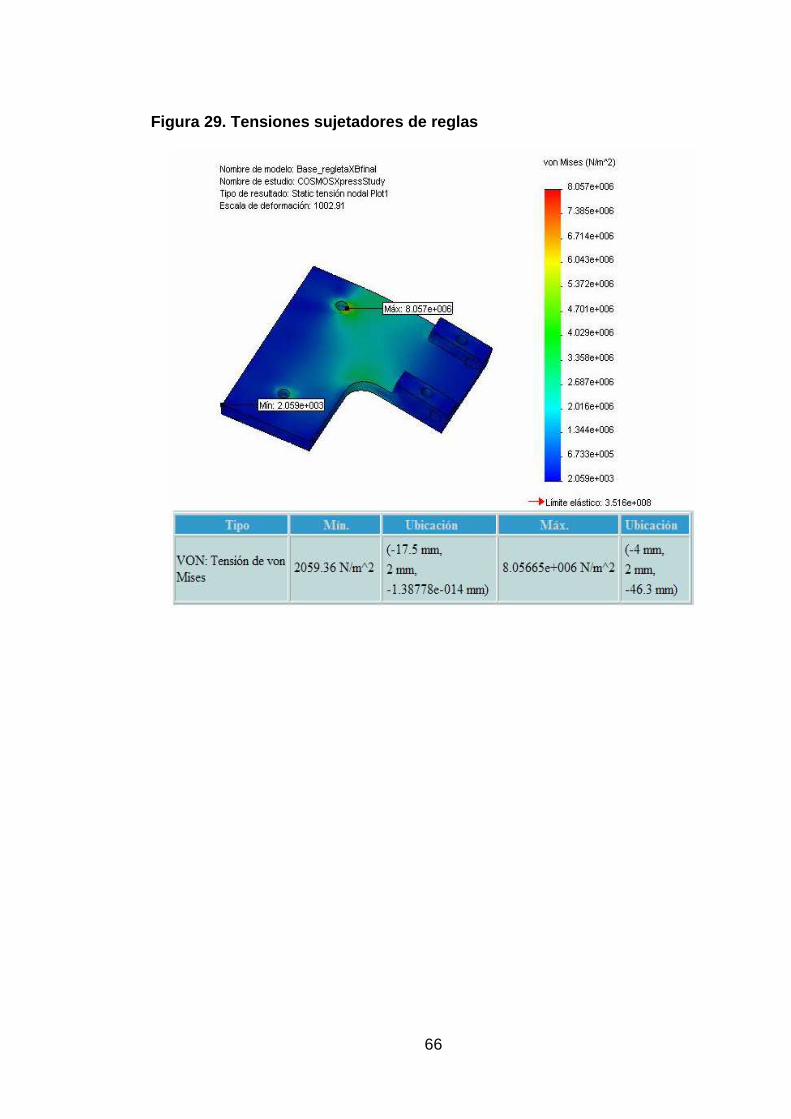
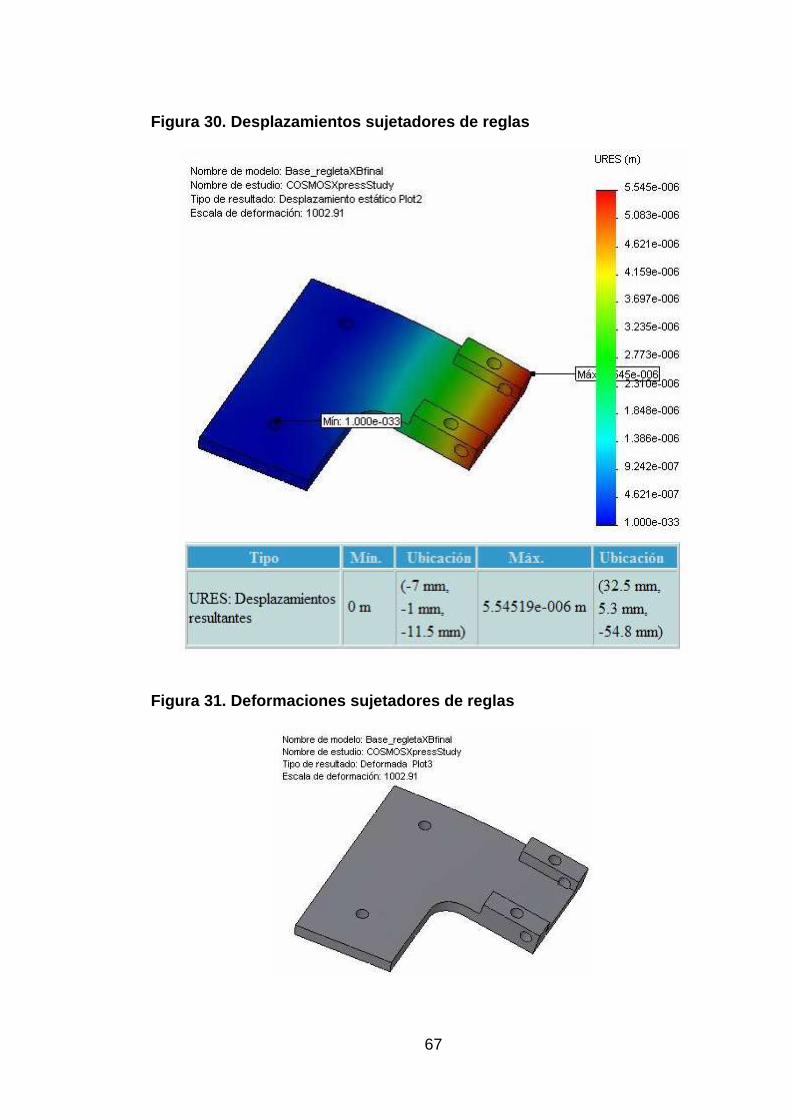
� Sujetadores De Reglas. Como su nombre lo indica, sujetaran las reglas que vienen como accesorio del calibrador digital. Estos sujetadores manejarán el peso de las reglas, de los calibradores y de las uñas guías, por esto se realizarán de un material resistente. En este caso se usará acero 1020 ya que tiene un buena combinación de resistencia y ductilidad por que posee un contenido nominal de carbono de 0.20% y aproximadamente 0.5% de manganeso, majea una buena maquinabilidad de 65% comparada con el acero al carbono 1112 que es la referencia de 100% de maquinabilidad, y por su fácil a asequibilidad por ser uno de los más comunes en la industria. Para diseñar este módulo se debe tener en cuenta los siguientes aspectos: • Orificios para colocar los tornillos que dan ajuste de este módulo con la base de los calibradores digitales. • La dimensión de las reglas para realizar una guía en la cual estas tengan un empotramiento. • Cada sujetador de las reglas tendrán cuatro orificios roscados de 3 mm de diámetro, dos se utilizaran para evitar que las reglas se salgan de las guías, y dos más para el paralelismo entre las reglas. Las dimensiones y aspectos de este módulo las podremos ver con más detalle en los Anexos K y L. Gracias al Sofware SoliWork y COSMOSXpress se realizo el análisis de tensión, desplazamientos y deformaciones que manejaran las pieza día a día, estas piezas tiene una masa individual de 0.0516224 kg, un volumen de 6.53448e-006 m^3 y manejara 4 N fuerza normal aplicada en distribución uniforme en la parte superior como se muestra en la Figura 29,Figura 30 y Figura 31, esta pieza podría manejar espesores hasta de 1.5 mm pero se requiere un espesor mayor ya que en el momento de los procesos de manufactura, es necesario asegurar la pieza mediante bridas en la maquina que realizará el mecanizado.
66
Figura 29. Tensiones sujetadores de reglas
67
Figura 30. Desplazamientos sujetadores de reglas
Figura 31. Deformaciones sujetadores de reglas
68
� Uñas Guías. Estos módulos serán los que tendrán mayor vínculo con los electrodos de grafito, ya que estos serán la guía para dar la posición del electrodo en el eje X. Para diseñar este módulo se debe tener en cuenta los siguientes aspectos: • Orificios para colocar los tornillos que dan ajuste de este módulo con la base de los calibradores digitales. • Su base debe quedar totalmente pegada a la base de los calibradores digitales. • Deben ser livianos para que no requieran mayor fuerza por el operario en el momento de manipularlos hacia las medidas deseadas. Las dimensiones y aspectos de este módulo las podremos ver con más detalle en los Anexos M y N.
69
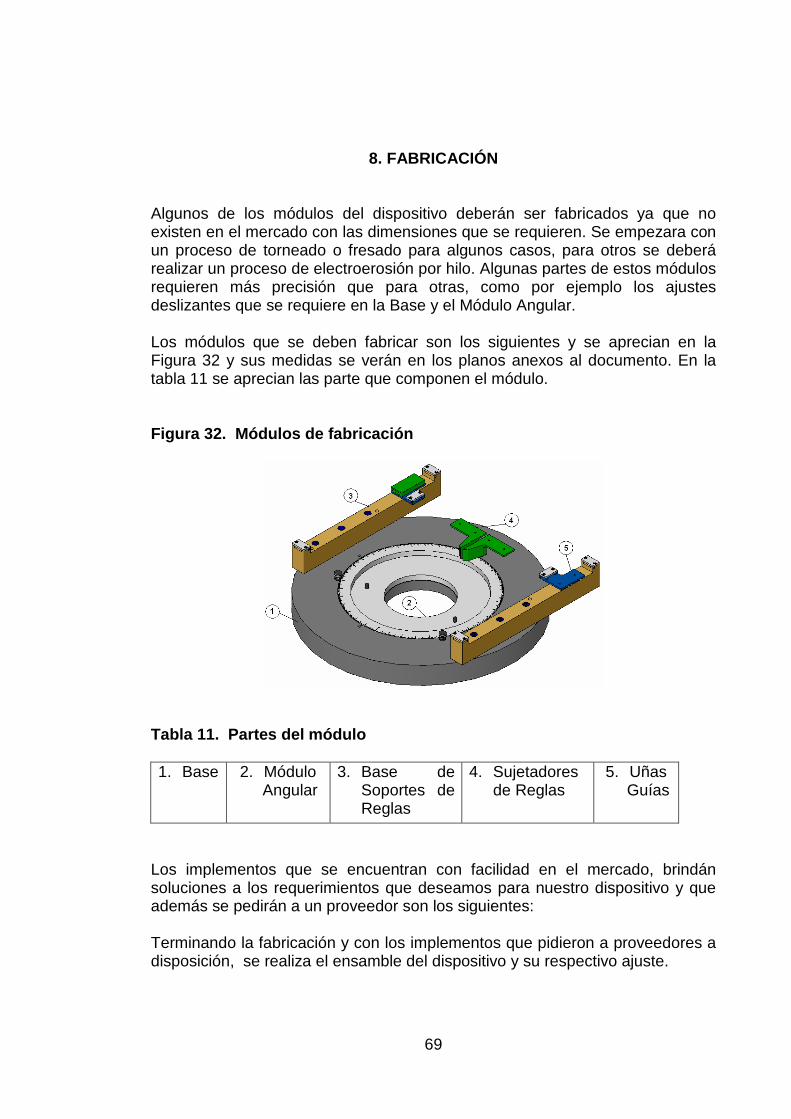
8. FABRICACIÓN Algunos de los módulos del dispositivo deberán ser fabricados ya que no existen en el mercado con las dimensiones que se requieren. Se empezara con un proceso de torneado o fresado para algunos casos, para otros se deberá realizar un proceso de electroerosión por hilo. Algunas partes de estos módulos requieren más precisión que para otras, como por ejemplo los ajustes deslizantes que se requiere en la Base y el Módulo Angular. Los módulos que se deben fabricar son los siguientes y se aprecian en la Figura 32 y sus medidas se verán en los planos anexos al documento. En la tabla 11 se aprecian las parte que componen el módulo. Figura 32. Módulos de fabricación
Tabla 11. Partes del módulo 1. Base
2. Módulo
Angular
3. Base de Soportes de Reglas
4. Sujetadores de Reglas
5. Uñas Guías
Los implementos que se encuentran con facilidad en el mercado, brindán soluciones a los requerimientos que deseamos para nuestro dispositivo y que además se pedirán a un proveedor son los siguientes: Terminando la fabricación y con los implementos que pidieron a proveedores a disposición, se realiza el ensamble del dispositivo y su respectivo ajuste.
70
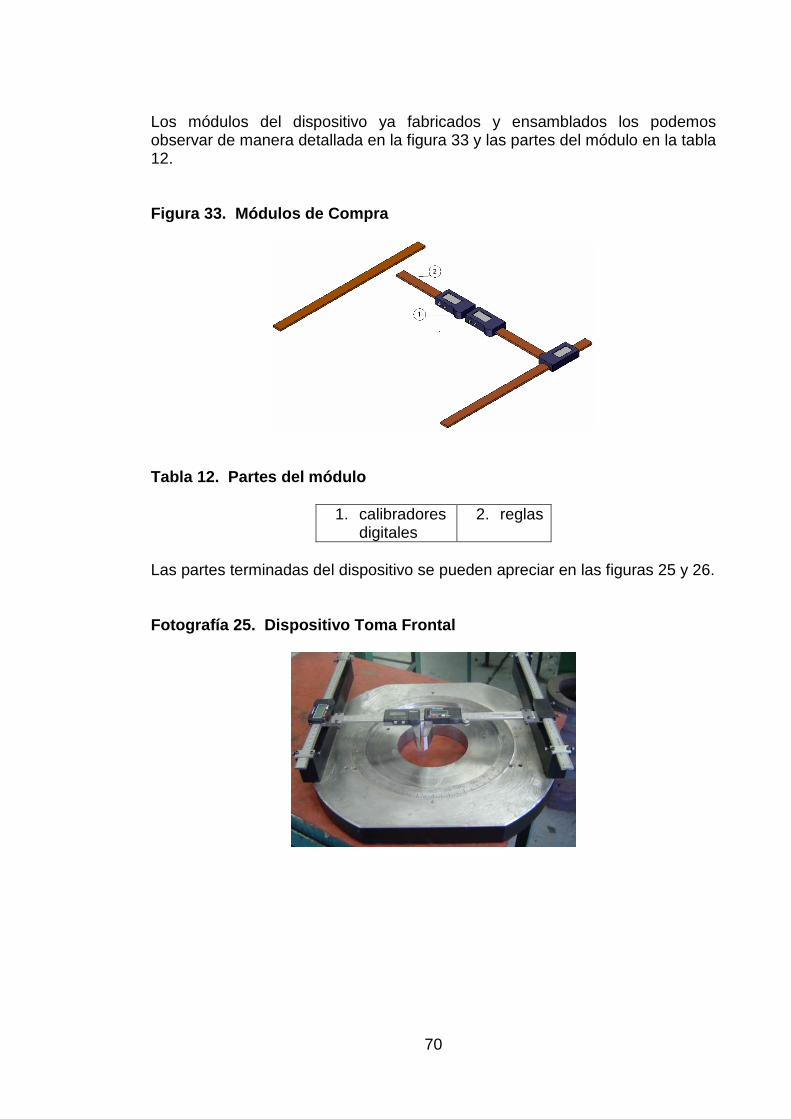
Los módulos del dispositivo ya fabricados y ensamblados los podemos observar de manera detallada en la figura 33 y las partes del módulo en la tabla 12. Figura 33. Módulos de Compra
Tabla 12. Partes del módulo
1. calibradores digitales
2. reglas
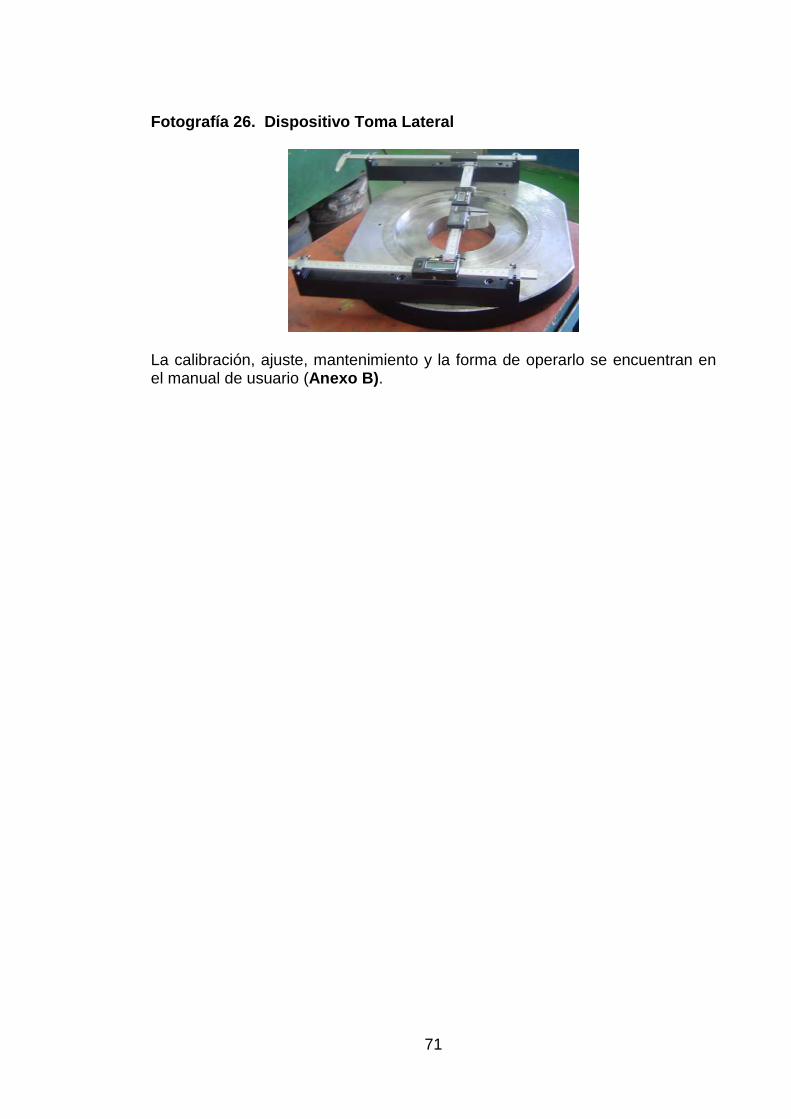
Las partes terminadas del dispositivo se pueden apreciar en las figuras 25 y 26. Fotografía 25. Dispositivo Toma Frontal
71
Fotografía 26. Dispositivo Toma Lateral
La calibración, ajuste, mantenimiento y la forma de operarlo se encuentran en el manual de usuario (Anexo B) .

72
9. PRUEBA Para mirar la precisión del módulo se realizaron dos pruebas. La primera se realizó con 5 personas de diferentes edades y diferentes trabajos como se muestra en la Fotografía 27. Se realizó una inducción del funcionamiento del dispositivo y cada uno efectuó dos pruebas. Fotografía 27. Personal a Prueba
La primera prueba consistió en los siguientes pasos: Se colocó una cámara fotográfica de 5 mega pixeles a una altura de 80 centímetros del dispositivo con la ayuda de un trípode fijo. Se toman fotografías en donde sólo varía el punto que va a posicionar cada persona, para después procesar las fotografías con programas de diseño gráfico, sobreponer las imágenes unas con otras y así verificar la repetitibilidad y precisión del módulo, teniendo en cuenta que se medirá con pixeles, manejando una relación de cinco pixeles por milímetro en la fotografía, es decir 0.2 mm por píxel. Esta escala es sacada de la regla de los calibradores digitales de las mismas fotografías sin variar su escala como se muestra en la Fotografía 28. Fotografía 28. Píxeles por milímetro
73
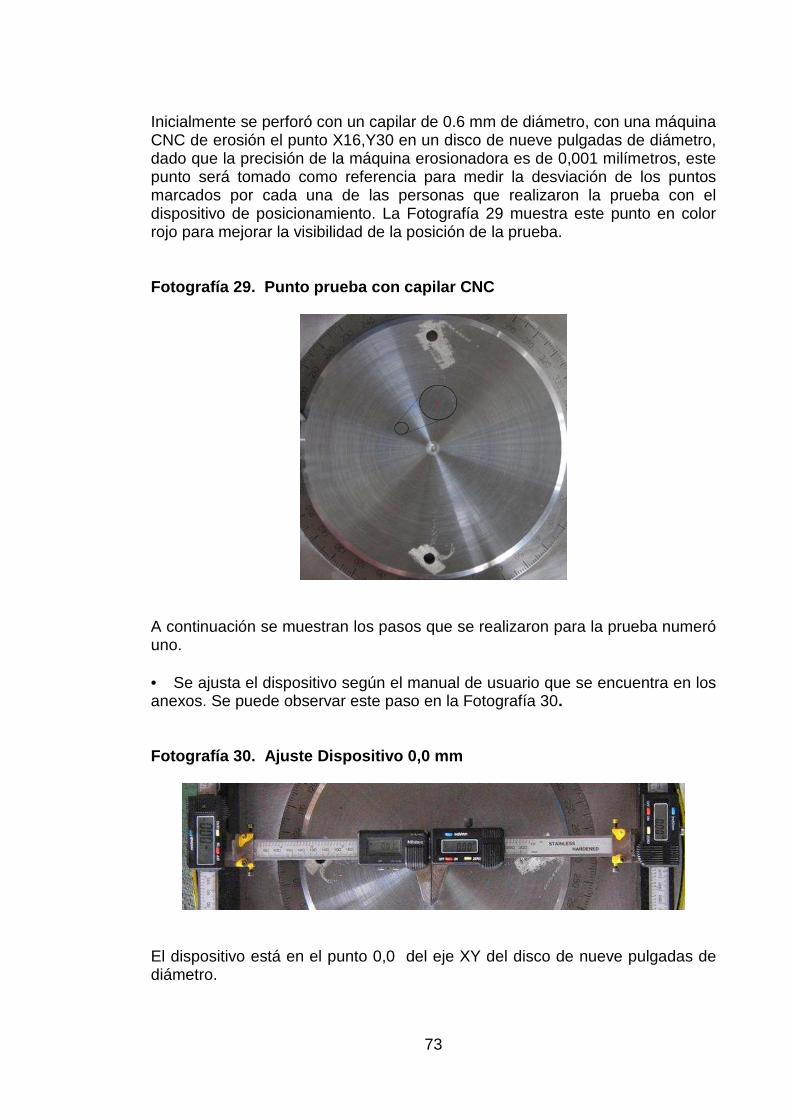
Inicialmente se perforó con un capilar de 0.6 mm de diámetro, con una máquina CNC de erosión el punto X16,Y30 en un disco de nueve pulgadas de diámetro, dado que la precisión de la máquina erosionadora es de 0,001 milímetros, este punto será tomado como referencia para medir la desviación de los puntos marcados por cada una de las personas que realizaron la prueba con el dispositivo de posicionamiento. La Fotografía 29 muestra este punto en color rojo para mejorar la visibilidad de la posición de la prueba. Fotografía 29. Punto prueba con capilar CNC
A continuación se muestran los pasos que se realizaron para la prueba numeró uno. • Se ajusta el dispositivo según el manual de usuario que se encuentra en los anexos. Se puede observar este paso en la Fotografía 30. Fotografía 30. Ajuste Dispositivo 0,0 mm
El dispositivo está en el punto 0,0 del eje XY del disco de nueve pulgadas de diámetro.
74
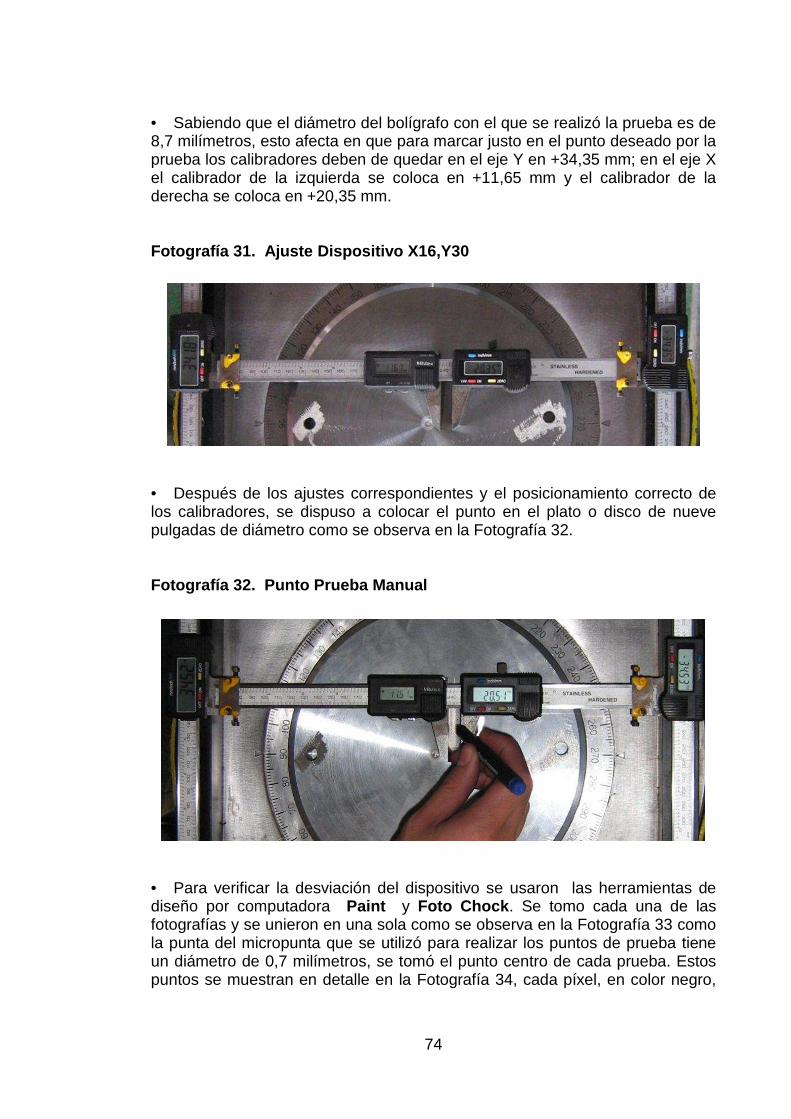
• Sabiendo que el diámetro del bolígrafo con el que se realizó la prueba es de 8,7 milímetros, esto afecta en que para marcar justo en el punto deseado por la prueba los calibradores deben de quedar en el eje Y en +34,35 mm; en el eje X el calibrador de la izquierda se coloca en +11,65 mm y el calibrador de la derecha se coloca en +20,35 mm. Fotografía 31. Ajuste Dispositivo X16,Y30
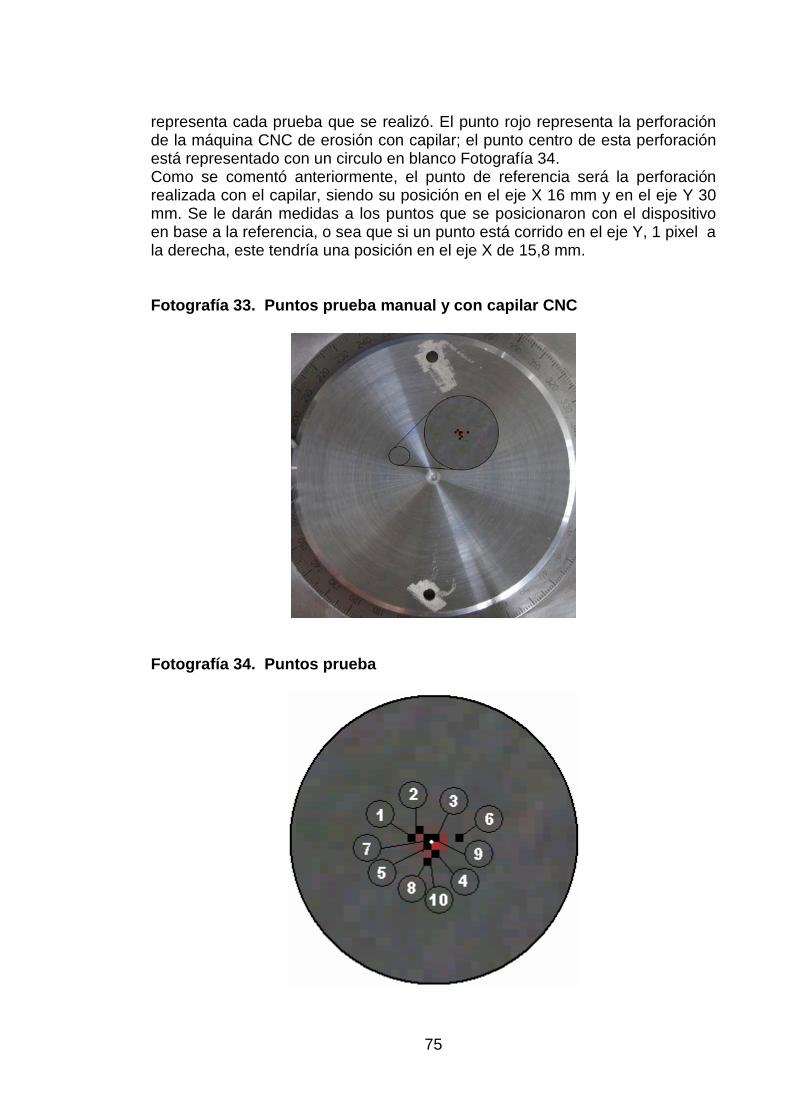
• Después de los ajustes correspondientes y el posicionamiento correcto de los calibradores, se dispuso a colocar el punto en el plato o disco de nueve pulgadas de diámetro como se observa en la Fotografía 32. Fotografía 32. Punto Prueba Manual
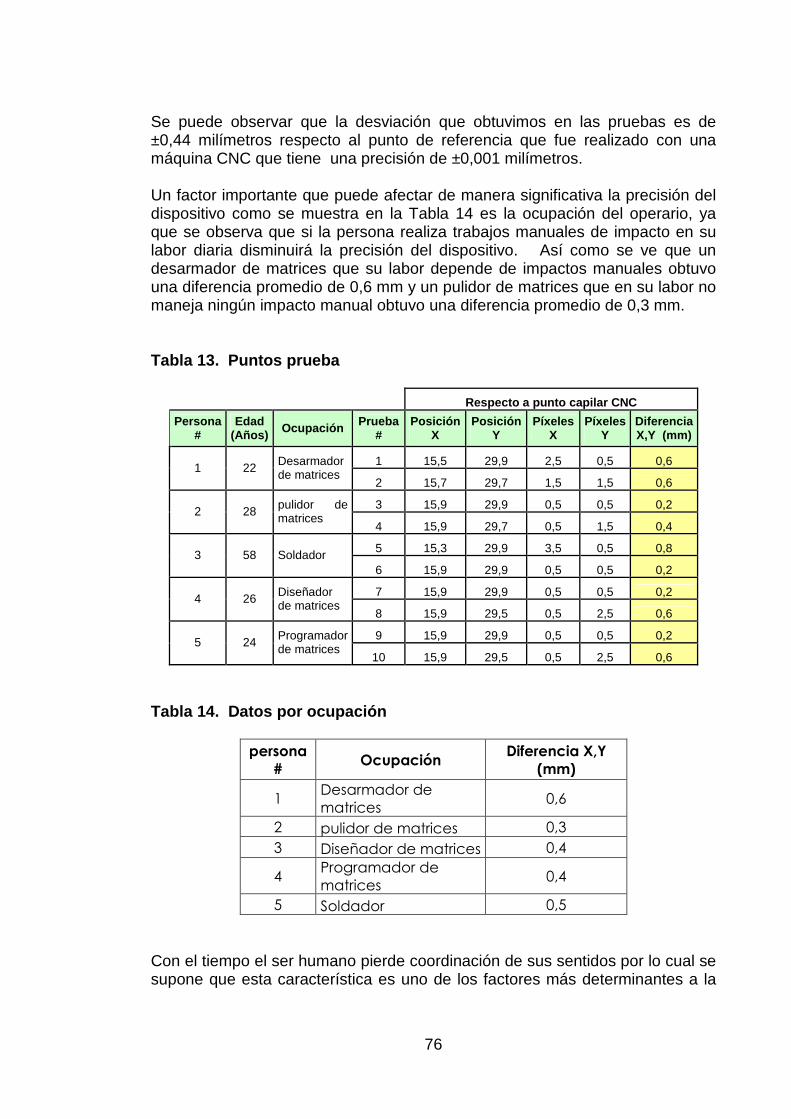
• Para verificar la desviación del dispositivo se usaron las herramientas de diseño por computadora Paint y Foto Chock . Se tomo cada una de las fotografías y se unieron en una sola como se observa en la Fotografía 33 como la punta del micropunta que se utilizó para realizar los puntos de prueba tiene un diámetro de 0,7 milímetros, se tomó el punto centro de cada prueba. Estos puntos se muestran en detalle en la Fotografía 34, cada píxel, en color negro,
75
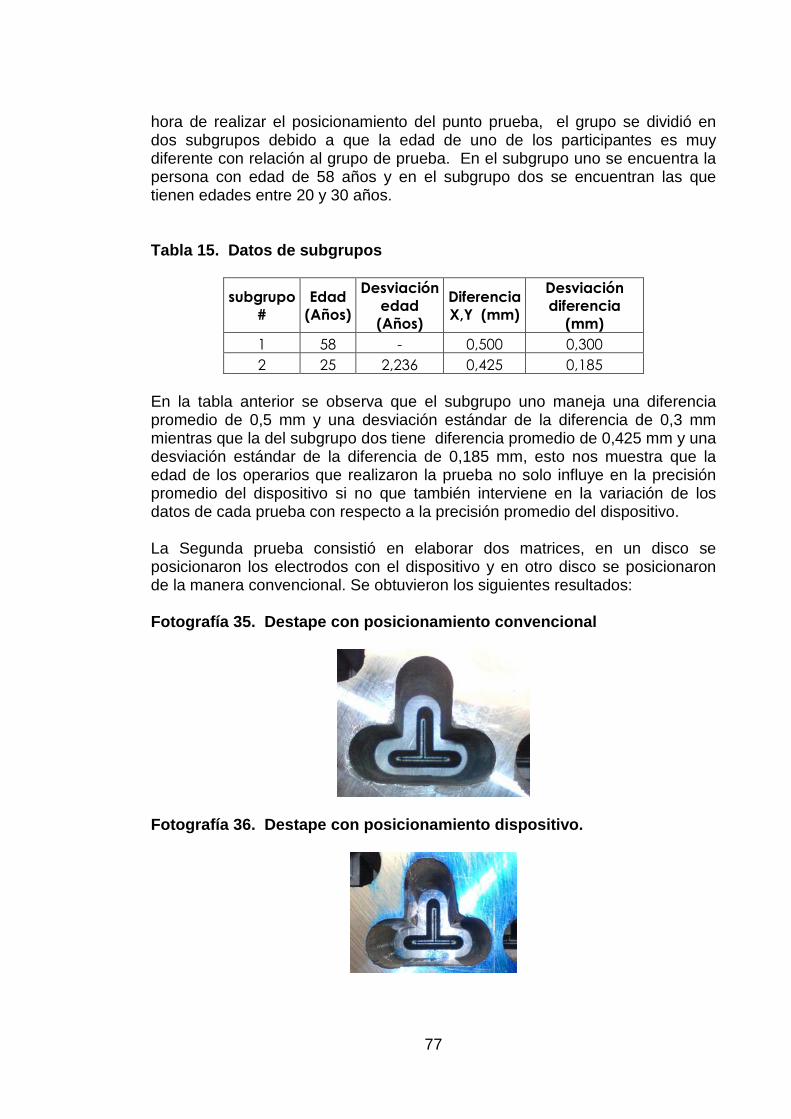
representa cada prueba que se realizó. El punto rojo representa la perforación de la máquina CNC de erosión con capilar; el punto centro de esta perforación está representado con un circulo en blanco Fotografía 34. Como se comentó anteriormente, el punto de referencia será la perforación realizada con el capilar, siendo su posición en el eje X 16 mm y en el eje Y 30 mm. Se le darán medidas a los puntos que se posicionaron con el dispositivo en base a la referencia, o sea que si un punto está corrido en el eje Y, 1 pixel a la derecha, este tendría una posición en el eje X de 15,8 mm. Fotografía 33. Puntos prueba manual y con capilar CNC
Fotografía 34. Puntos prueba
76
Se puede observar que la desviación que obtuvimos en las pruebas es de ±0,44 milímetros respecto al punto de referencia que fue realizado con una máquina CNC que tiene una precisión de ±0,001 milímetros. Un factor importante que puede afectar de manera significativa la precisión del dispositivo como se muestra en la Tabla 14 es la ocupación del operario, ya que se observa que si la persona realiza trabajos manuales de impacto en su labor diaria disminuirá la precisión del dispositivo. Así como se ve que un desarmador de matrices que su labor depende de impactos manuales obtuvo una diferencia promedio de 0,6 mm y un pulidor de matrices que en su labor no maneja ningún impacto manual obtuvo una diferencia promedio de 0,3 mm. Tabla 13. Puntos prueba
Respecto a punto capilar CNC
Persona #
Edad (Años) Ocupación Prueba
# Posición
X Posición
Y Píxeles
X Píxeles
Y Diferencia X,Y (mm)
1 15,5 29,9 2,5 0,5 0,6 1 22 Desarmador de matrices
2 15,7 29,7 1,5 1,5 0,6
3 15,9 29,9 0,5 0,5 0,2 2 28 pulidor de matrices
4 15,9 29,7 0,5 1,5 0,4
5 15,3 29,9 3,5 0,5 0,8 3 58 Soldador 6 15,9 29,9 0,5 0,5 0,2
7 15,9 29,9 0,5 0,5 0,2 4 26 Diseñador de matrices
8 15,9 29,5 0,5 2,5 0,6
9 15,9 29,9 0,5 0,5 0,2 5 24 Programador de matrices
10 15,9 29,5 0,5 2,5 0,6
Tabla 14. Datos por ocupación
persona #
Ocupación Diferencia X,Y
(mm)
1 Desarmador de
matrices 0,6
2 pulidor de matrices 0,3
3 Diseñador de matrices 0,4
4 Programador de
matrices 0,4
5 Soldador 0,5
Con el tiempo el ser humano pierde coordinación de sus sentidos por lo cual se supone que esta característica es uno de los factores más determinantes a la
77
hora de realizar el posicionamiento del punto prueba, el grupo se dividió en dos subgrupos debido a que la edad de uno de los participantes es muy diferente con relación al grupo de prueba. En el subgrupo uno se encuentra la persona con edad de 58 años y en el subgrupo dos se encuentran las que tienen edades entre 20 y 30 años. Tabla 15. Datos de subgrupos
subgrupo #
Edad (Años)
Desviación edad (Años)
Diferencia X,Y (mm)
Desviación diferencia (mm)
1 58 - 0,500 0,300
2 25 2,236 0,425 0,185
En la tabla anterior se observa que el subgrupo uno maneja una diferencia promedio de 0,5 mm y una desviación estándar de la diferencia de 0,3 mm mientras que la del subgrupo dos tiene diferencia promedio de 0,425 mm y una desviación estándar de la diferencia de 0,185 mm, esto nos muestra que la edad de los operarios que realizaron la prueba no solo influye en la precisión promedio del dispositivo si no que también interviene en la variación de los datos de cada prueba con respecto a la precisión promedio del dispositivo. La Segunda prueba consistió en elaborar dos matrices, en un disco se posicionaron los electrodos con el dispositivo y en otro disco se posicionaron de la manera convencional. Se obtuvieron los siguientes resultados: Fotografía 35. Destape con posicionamiento convencional
Fotografía 36. Destape con posicionamiento dispositivo.
78
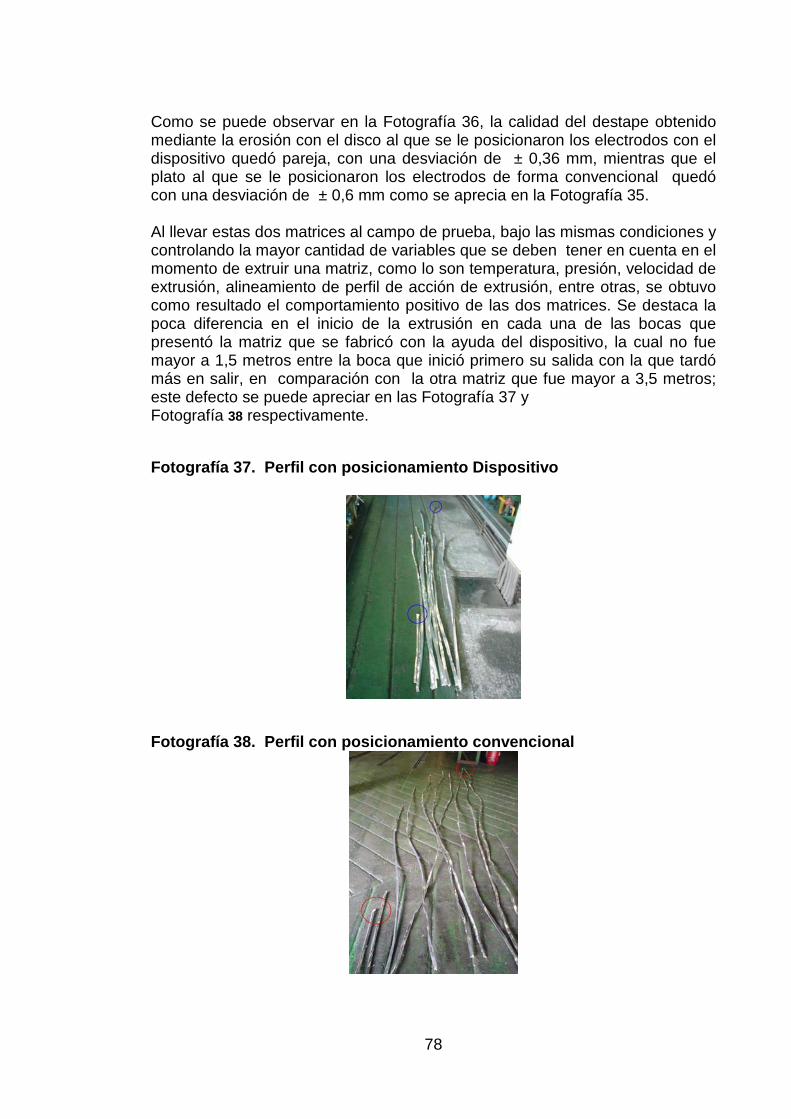
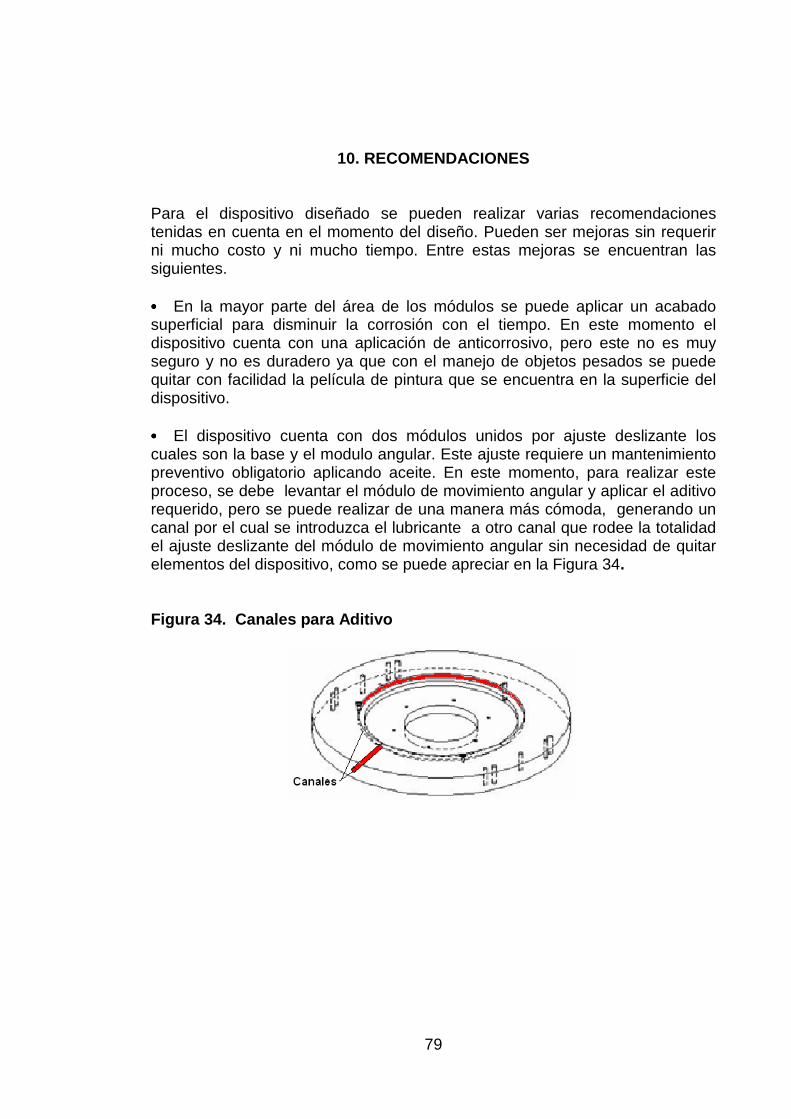
Como se puede observar en la Fotografía 36, la calidad del destape obtenido mediante la erosión con el disco al que se le posicionaron los electrodos con el dispositivo quedó pareja, con una desviación de ± 0,36 mm, mientras que el plato al que se le posicionaron los electrodos de forma convencional quedó con una desviación de ± 0,6 mm como se aprecia en la Fotografía 35. Al llevar estas dos matrices al campo de prueba, bajo las mismas condiciones y controlando la mayor cantidad de variables que se deben tener en cuenta en el momento de extruir una matriz, como lo son temperatura, presión, velocidad de extrusión, alineamiento de perfil de acción de extrusión, entre otras, se obtuvo como resultado el comportamiento positivo de las dos matrices. Se destaca la poca diferencia en el inicio de la extrusión en cada una de las bocas que presentó la matriz que se fabricó con la ayuda del dispositivo, la cual no fue mayor a 1,5 metros entre la boca que inició primero su salida con la que tardó más en salir, en comparación con la otra matriz que fue mayor a 3,5 metros; este defecto se puede apreciar en las Fotografía 37 y Fotografía 38 respectivamente. Fotografía 37. Perfil con posicionamiento Dispositivo
Fotografía 38. Perfil con posicionamiento convencional
79
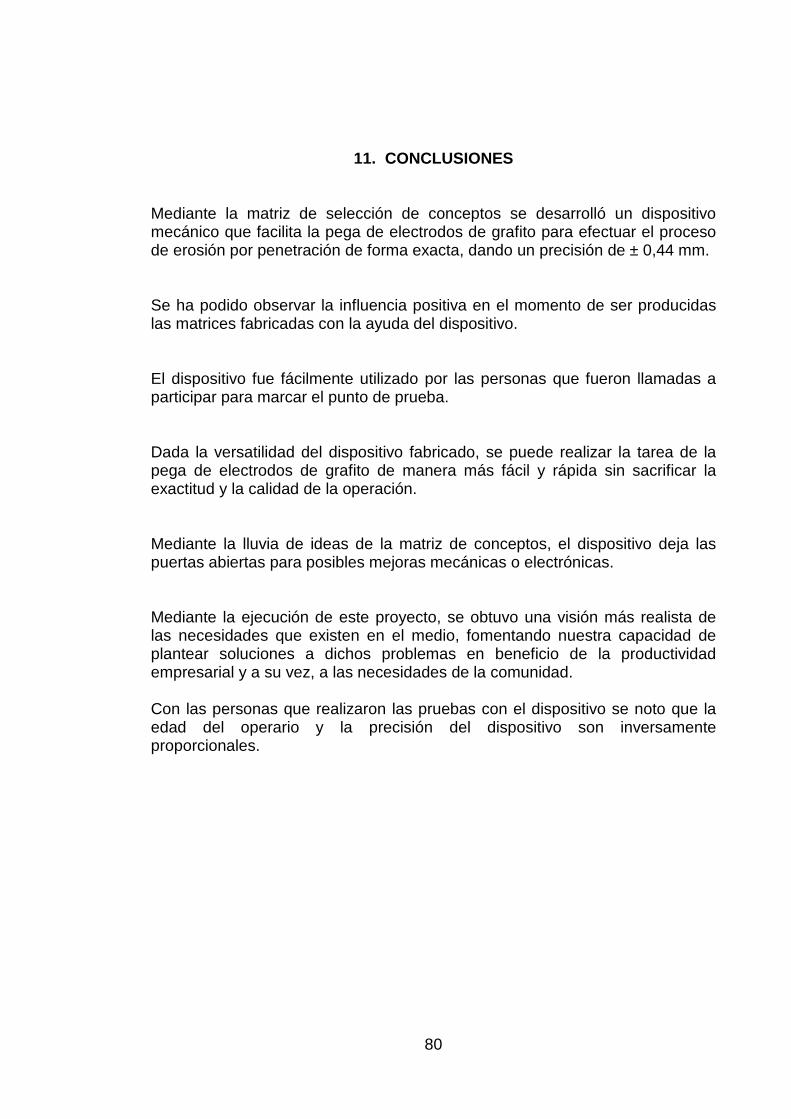
10. RECOMENDACIONES Para el dispositivo diseñado se pueden realizar varias recomendaciones tenidas en cuenta en el momento del diseño. Pueden ser mejoras sin requerir ni mucho costo y ni mucho tiempo. Entre estas mejoras se encuentran las siguientes. •••• En la mayor parte del área de los módulos se puede aplicar un acabado superficial para disminuir la corrosión con el tiempo. En este momento el dispositivo cuenta con una aplicación de anticorrosivo, pero este no es muy seguro y no es duradero ya que con el manejo de objetos pesados se puede quitar con facilidad la película de pintura que se encuentra en la superficie del dispositivo. •••• El dispositivo cuenta con dos módulos unidos por ajuste deslizante los cuales son la base y el modulo angular. Este ajuste requiere un mantenimiento preventivo obligatorio aplicando aceite. En este momento, para realizar este proceso, se debe levantar el módulo de movimiento angular y aplicar el aditivo requerido, pero se puede realizar de una manera más cómoda, generando un canal por el cual se introduzca el lubricante a otro canal que rodee la totalidad el ajuste deslizante del módulo de movimiento angular sin necesidad de quitar elementos del dispositivo, como se puede apreciar en la Figura 34. Figura 34. Canales para Aditivo
80
11. CONCLUSIONES Mediante la matriz de selección de conceptos se desarrolló un dispositivo mecánico que facilita la pega de electrodos de grafito para efectuar el proceso de erosión por penetración de forma exacta, dando un precisión de ± 0,44 mm. Se ha podido observar la influencia positiva en el momento de ser producidas las matrices fabricadas con la ayuda del dispositivo. El dispositivo fue fácilmente utilizado por las personas que fueron llamadas a participar para marcar el punto de prueba. Dada la versatilidad del dispositivo fabricado, se puede realizar la tarea de la pega de electrodos de grafito de manera más fácil y rápida sin sacrificar la exactitud y la calidad de la operación. Mediante la lluvia de ideas de la matriz de conceptos, el dispositivo deja las puertas abiertas para posibles mejoras mecánicas o electrónicas. Mediante la ejecución de este proyecto, se obtuvo una visión más realista de las necesidades que existen en el medio, fomentando nuestra capacidad de plantear soluciones a dichos problemas en beneficio de la productividad empresarial y a su vez, a las necesidades de la comunidad. Con las personas que realizaron las pruebas con el dispositivo se noto que la edad del operario y la precisión del dispositivo son inversamente proporcionales.
81
BIBLIOGRAFÍA BURGOS DE ORTIZ, Myriam; ORTIZ GONZÁLEZ, Luís Augusto. Investigaciones y trabajos de grado. 2 ed. Cali: N- textos, 2001. 158 p. CASILLAS, Alberto. Maquinas: Cálculos de taller. 20 ed. Madrid: Ediciones Maquinas, 1963. 644 p. CHAO, Lincoln L. Estadística para las ciencias administrativas. 3 ed. Long Beach: McGraw-Hill, 1997. 464 p. MÉNDEZ, Arnaldo. Identificación de necesidades. Selección de conceptos. Prueba de conceptos. Planeación de productos. Proceso de diseño y desarrollo. En: Diseño mecatrónico. Vol 1, No 1 (Feb.-Jun 2005); 230 p. Metalmecanica: aceros al carbono 1020 [en linea]. Bogotá: Metalmecanica.com, 2001-2008. [Consultado el 19 de enero de 2008]. Disponible en Internet: http://www.metalmecanica.com/pragma/documenta/mm/secciones/MM/ES/MAIN/R/REFERENCIA1/documento_HTML.jsp?idDocumento=12323 Solid Works Corporation. SolidWorks 2001 PLUS: Empezar a trabajar. Massachussets: IGES Acces Library, 2001. 450 p. Wikipedia: la enciclopedia libre [en linea]. Florida: Wikimedia foundation, 2007. [Consultado el 13 de febrero de 2008]. Disponible en Internet: http://es.wikipedia.org/wiki/Portada
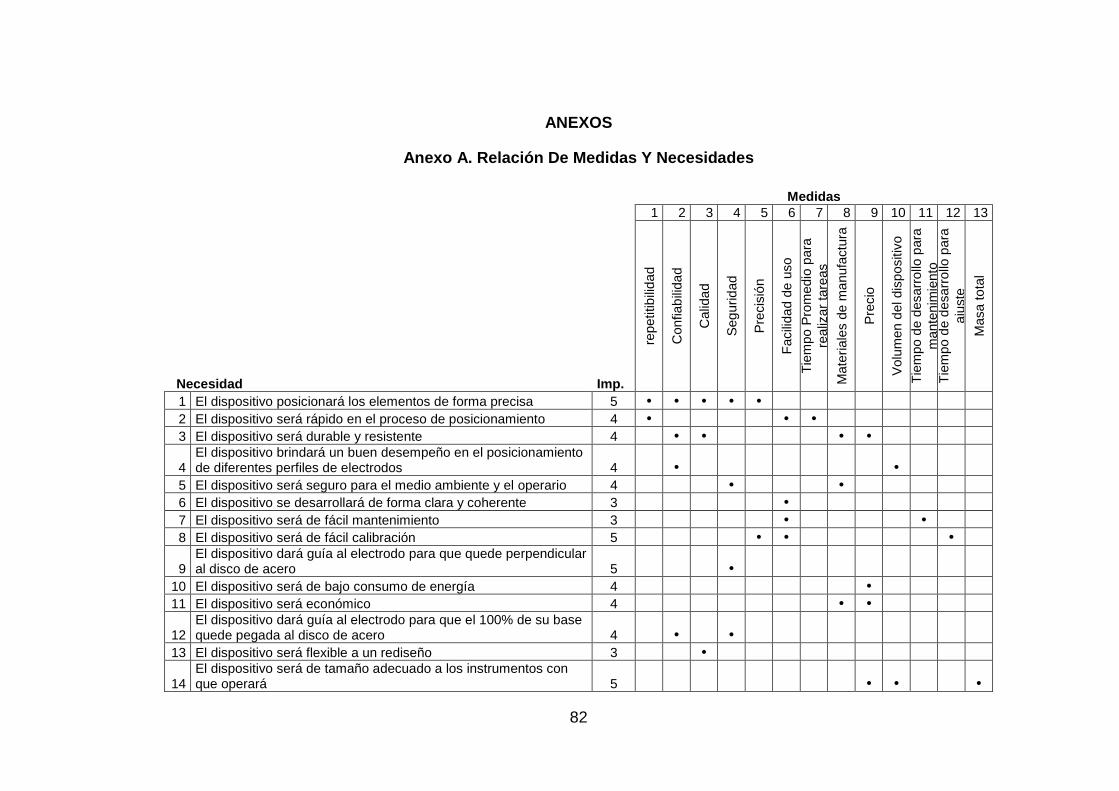
82
ANEXOS
Anexo A. Relación De Medidas Y Necesidades
Medidas 1 2 3 4 5 6 7 8 9 10 11 12 13
Necesidad Imp.
repe
titib
ilida
d
Con
fiabi
lidad
Cal
idad
Seg
urid
ad
Pre
cisi
ón
Fac
ilida
d de
uso
Tie
mpo
Pro
med
io p
ara
real
izar
tare
as
Mat
eria
les
de m
anuf
actu
ra
Pre
cio
Vol
umen
del
dis
posi
tivo
Tie
mpo
de
desa
rrol
lo p
ara
man
teni
mie
nto
Tie
mpo
de
desa
rrol
lo p
ara
ajus
te
Mas
a to
tal
1 El dispositivo posicionará los elementos de forma precisa 5 • • • • • 2 El dispositivo será rápido en el proceso de posicionamiento 4 • • • 3 El dispositivo será durable y resistente 4 • • • •
4 El dispositivo brindará un buen desempeño en el posicionamiento de diferentes perfiles de electrodos 4 • •
5 El dispositivo será seguro para el medio ambiente y el operario 4 • • 6 El dispositivo se desarrollará de forma clara y coherente 3 • 7 El dispositivo será de fácil mantenimiento 3 • • 8 El dispositivo será de fácil calibración 5 • • •
9 El dispositivo dará guía al electrodo para que quede perpendicular al disco de acero 5 •
10 El dispositivo será de bajo consumo de energía 4 • 11 El dispositivo será económico 4 • •
12 El dispositivo dará guía al electrodo para que el 100% de su base quede pegada al disco de acero 4 • •
13 El dispositivo será flexible a un rediseño 3 •
14 El dispositivo será de tamaño adecuado a los instrumentos con que operará 5 • • •
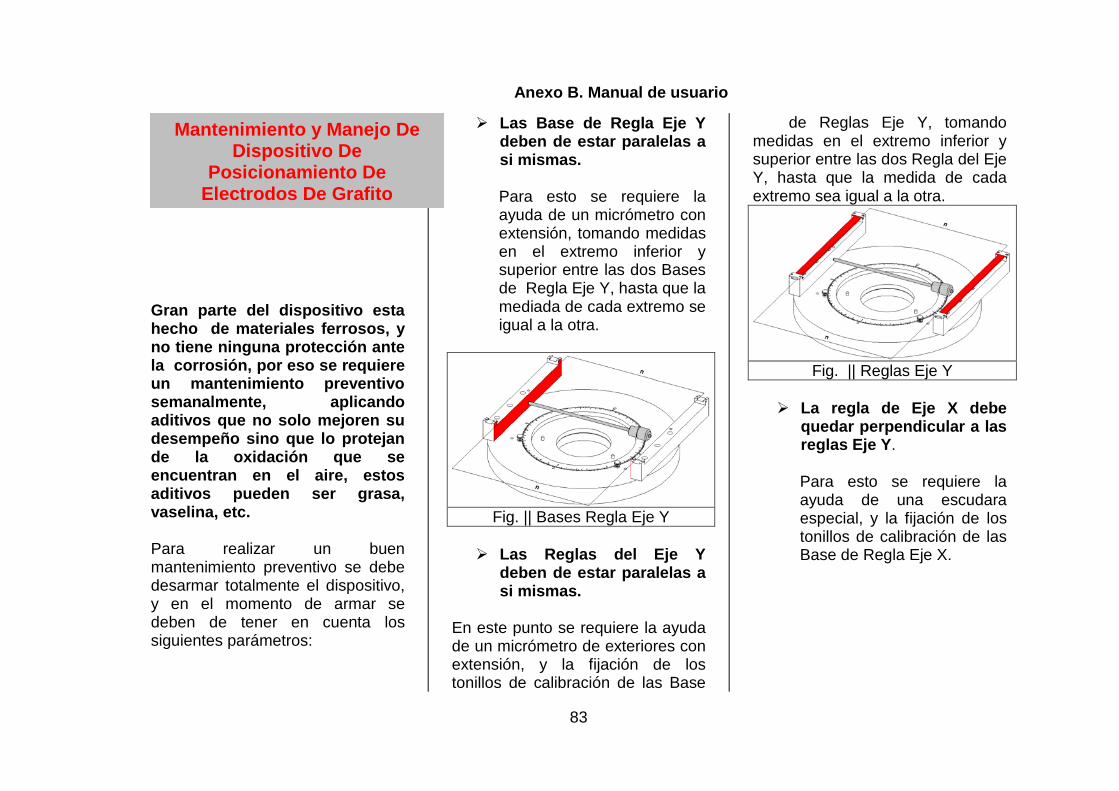
83
Gran parte del dispositivo esta hecho de materiales ferrosos, y no tiene ninguna protección ante la corrosión, por eso se requiere un mantenimiento preventivo semanalmente, aplicando aditivos que no solo mejoren su desempeño sino que lo protejan de la oxidación que se encuentran en el aire, estos aditivos pueden ser grasa, vaselina, etc. Para realizar un buen mantenimiento preventivo se debe desarmar totalmente el dispositivo, y en el momento de armar se deben de tener en cuenta los siguientes parámetros:
� Las Base de Regla Eje Y deben de estar paralelas a si mismas. Para esto se requiere la ayuda de un micrómetro con extensión, tomando medidas en el extremo inferior y superior entre las dos Bases de Regla Eje Y, hasta que la mediada de cada extremo se igual a la otra.
Fig. || Bases Regla Eje Y
� Las Reglas del Eje Y
deben de estar paralelas a si mismas.
En este punto se requiere la ayuda de un micrómetro de exteriores con extensión, y la fijación de los tonillos de calibración de las Base
de Reglas Eje Y, tomando medidas en el extremo inferior y superior entre las dos Regla del Eje Y, hasta que la medida de cada extremo sea igual a la otra.
Fig. || Reglas Eje Y
� La regla de Eje X debe
quedar perpendicular a las reglas Eje Y .
Para esto se requiere la ayuda de una escudara especial, y la fijación de los tonillos de calibración de las Base de Regla Eje X.
Mantenimiento y Manejo De Dispositivo De
Posicionamiento De Electrodos De Grafito
Anexo B. Manual de usuario
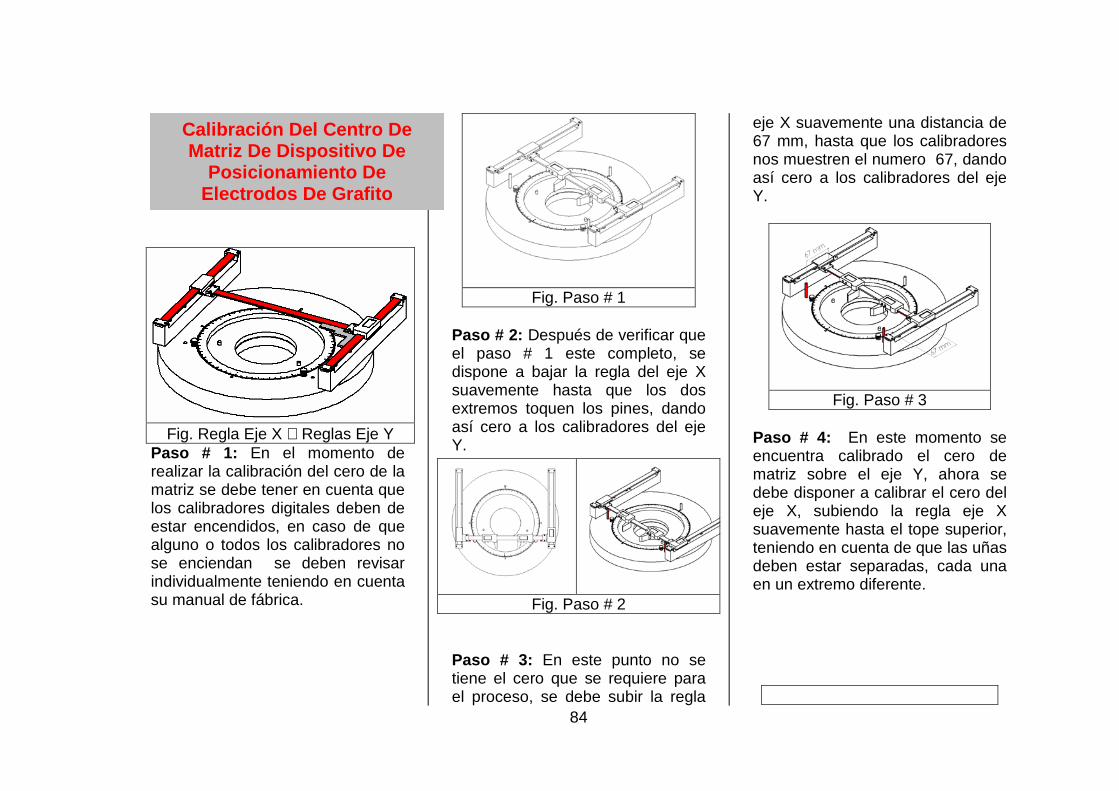
84
Fig. Regla Eje X ⊥ Reglas Eje Y
Paso # 1: En el momento de realizar la calibración del cero de la matriz se debe tener en cuenta que los calibradores digitales deben de estar encendidos, en caso de que alguno o todos los calibradores no se enciendan se deben revisar individualmente teniendo en cuenta su manual de fábrica.
Fig. Paso # 1
Paso # 2 : Después de verificar que el paso # 1 este completo, se dispone a bajar la regla del eje X suavemente hasta que los dos extremos toquen los pines, dando así cero a los calibradores del eje Y.
Paso # 3: En este punto no se tiene el cero que se requiere para el proceso, se debe subir la regla
eje X suavemente una distancia de 67 mm, hasta que los calibradores nos muestren el numero 67, dando así cero a los calibradores del eje Y.
Fig. Paso # 3
Paso # 4: En este momento se encuentra calibrado el cero de matriz sobre el eje Y, ahora se debe disponer a calibrar el cero del eje X, subiendo la regla eje X suavemente hasta el tope superior, teniendo en cuenta de que las uñas deben estar separadas, cada una en un extremo diferente.
Fig. Paso # 2
Calibración Del Centro De Matriz De Dispositivo De
Posicionamiento De Electrodos De Grafito
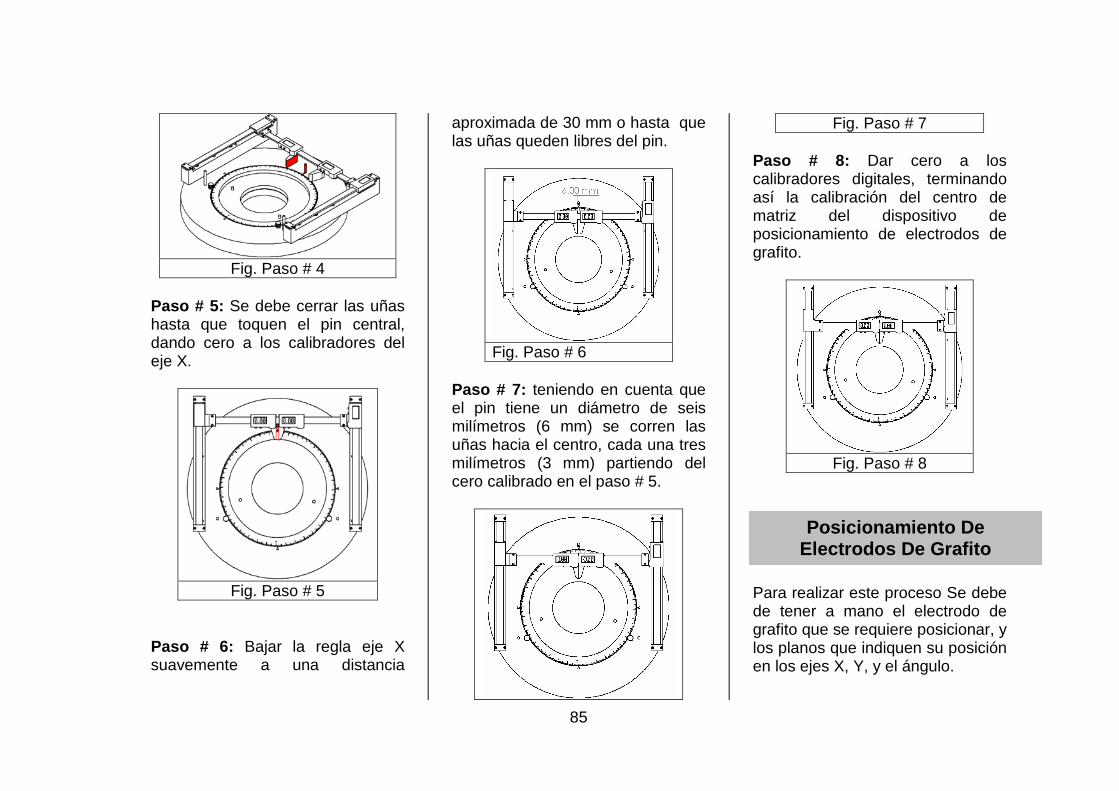
85
Fig. Paso # 4
Paso # 5: Se debe cerrar las uñas hasta que toquen el pin central, dando cero a los calibradores del eje X.
Fig. Paso # 5
Paso # 6: Bajar la regla eje X suavemente a una distancia
aproximada de 30 mm o hasta que las uñas queden libres del pin.
Fig. Paso # 6
Paso # 7: teniendo en cuenta que el pin tiene un diámetro de seis milímetros (6 mm) se corren las uñas hacia el centro, cada una tres milímetros (3 mm) partiendo del cero calibrado en el paso # 5.
Fig. Paso # 7 Paso # 8: Dar cero a los calibradores digitales, terminando así la calibración del centro de matriz del dispositivo de posicionamiento de electrodos de grafito.
Fig. Paso # 8
Para realizar este proceso Se debe de tener a mano el electrodo de grafito que se requiere posicionar, y los planos que indiquen su posición en los ejes X, Y, y el ángulo.
Posicionamiento De Electrodos De Grafito
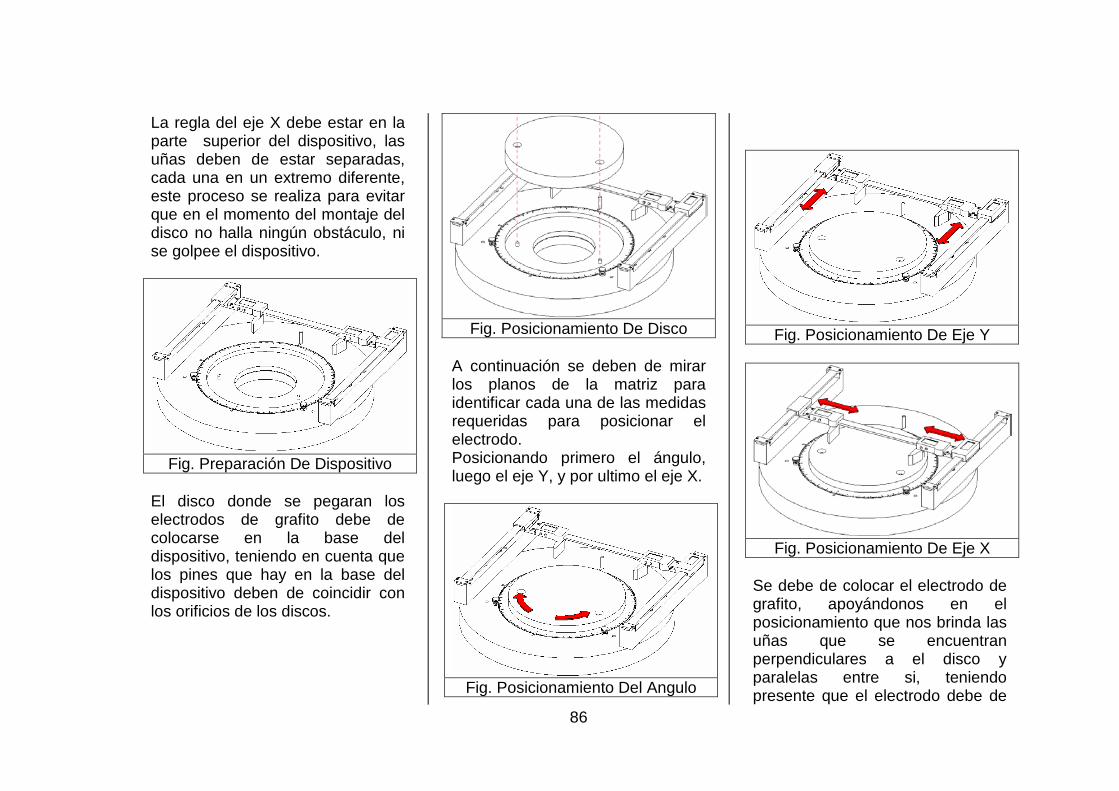
86
La regla del eje X debe estar en la parte superior del dispositivo, las uñas deben de estar separadas, cada una en un extremo diferente, este proceso se realiza para evitar que en el momento del montaje del disco no halla ningún obstáculo, ni se golpee el dispositivo.
Fig. Preparación De Dispositivo
El disco donde se pegaran los electrodos de grafito debe de colocarse en la base del dispositivo, teniendo en cuenta que los pines que hay en la base del dispositivo deben de coincidir con los orificios de los discos.
Fig. Posicionamiento De Disco
A continuación se deben de mirar los planos de la matriz para identificar cada una de las medidas requeridas para posicionar el electrodo. Posicionando primero el ángulo, luego el eje Y, y por ultimo el eje X.
Fig. Posicionamiento Del Angulo
Fig. Posicionamiento De Eje Y
Fig. Posicionamiento De Eje X
Se debe de colocar el electrodo de grafito, apoyándonos en el posicionamiento que nos brinda las uñas que se encuentran perpendiculares a el disco y paralelas entre si, teniendo presente que el electrodo debe de
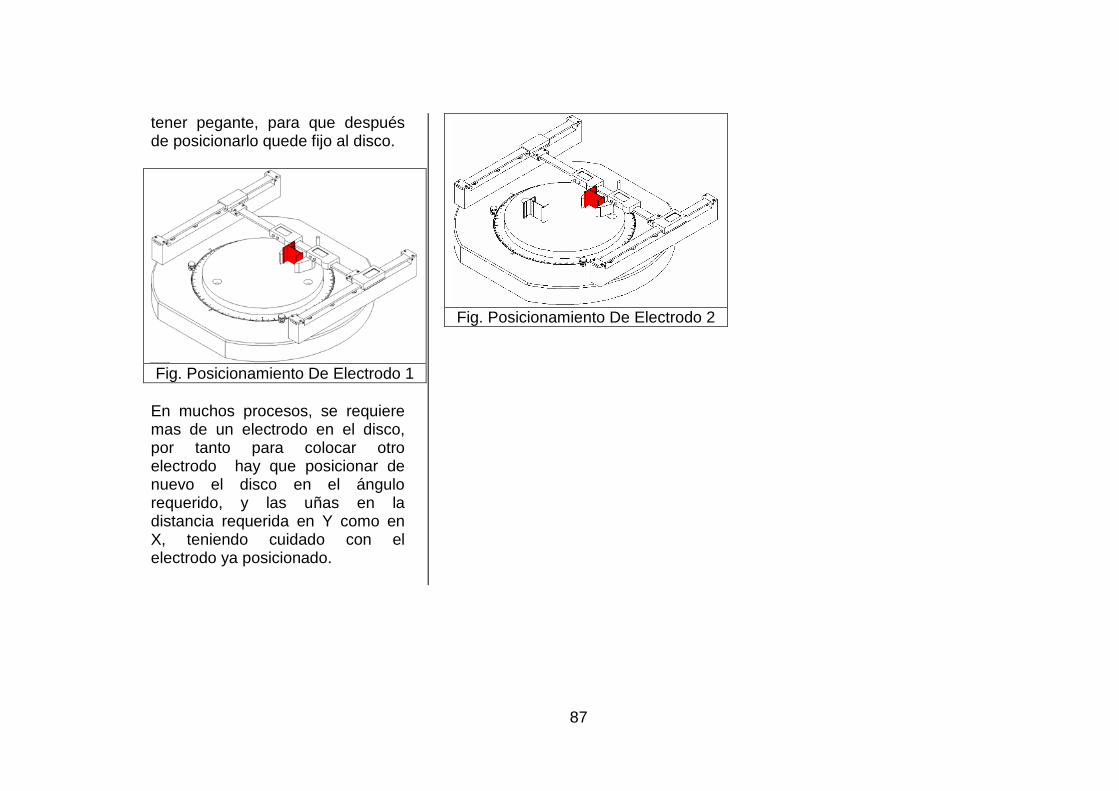
87
tener pegante, para que después de posicionarlo quede fijo al disco.
Fig. Posicionamiento De Electrodo 1
En muchos procesos, se requiere mas de un electrodo en el disco, por tanto para colocar otro electrodo hay que posicionar de nuevo el disco en el ángulo requerido, y las uñas en la distancia requerida en Y como en X, teniendo cuidado con el electrodo ya posicionado.
Fig. Posicionamiento De Electrodo 2
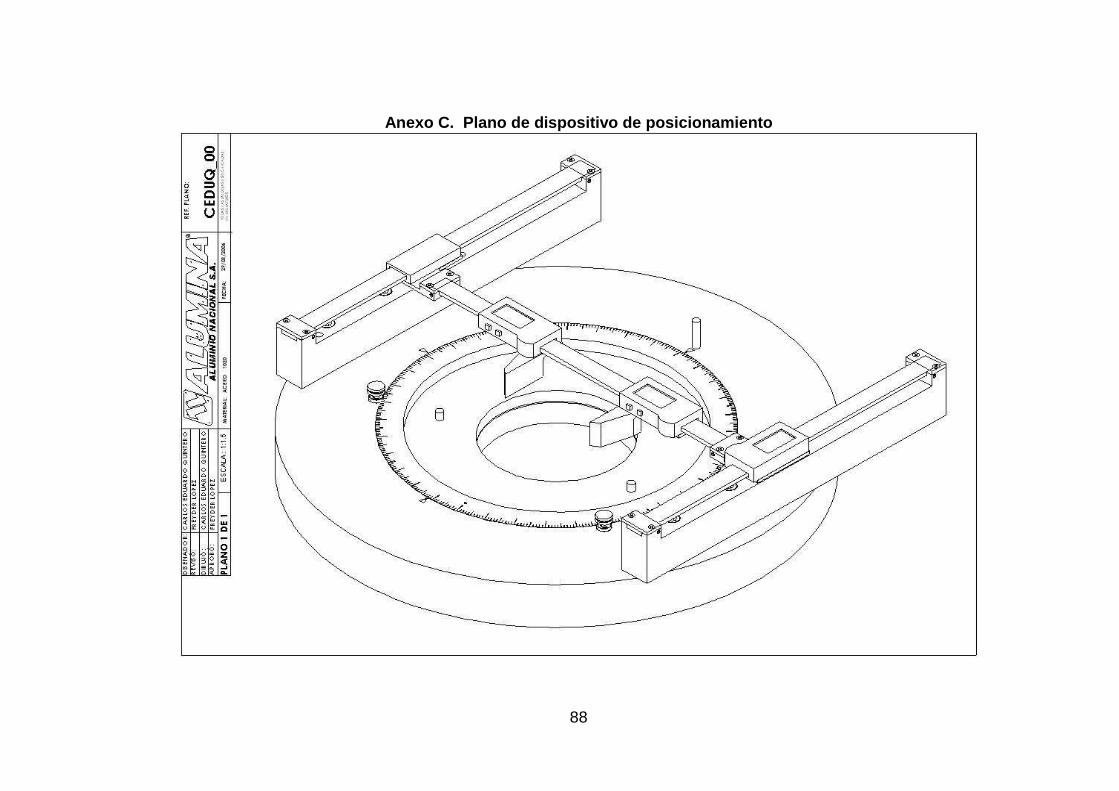
88
Anexo C. Plano de dispositivo de posicionamiento
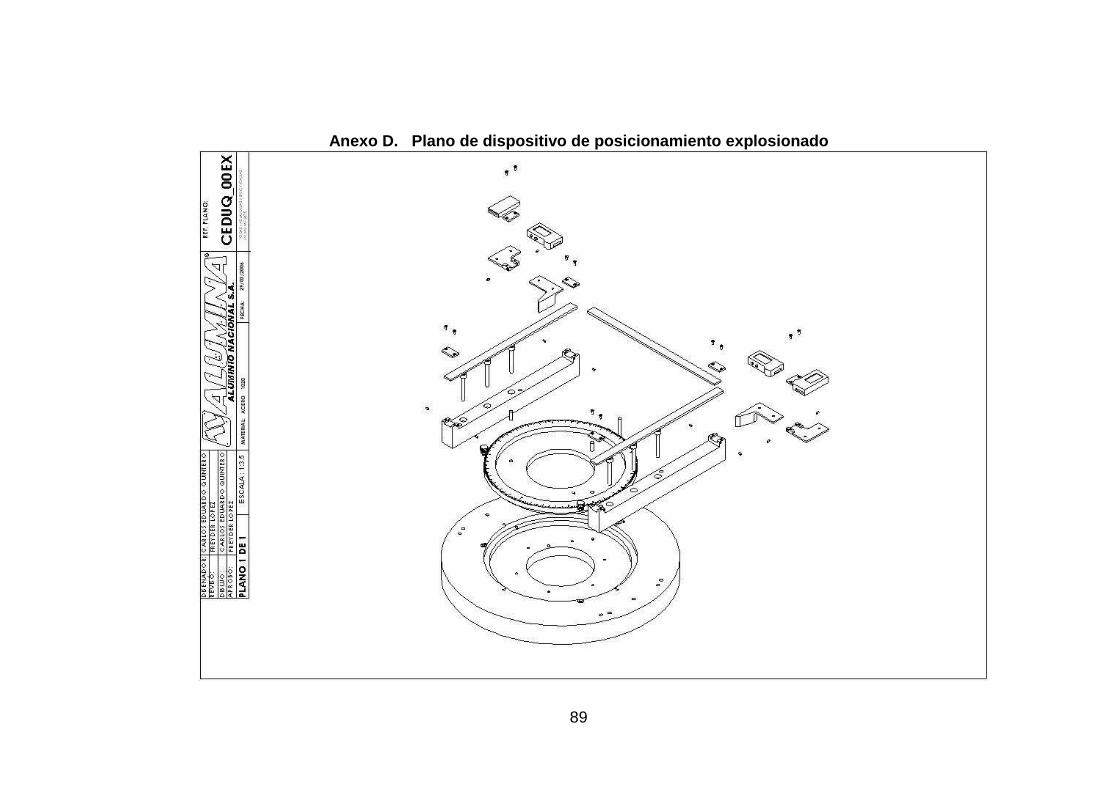
89
Anexo D. Plano de dispositivo de posicionamiento explosionado
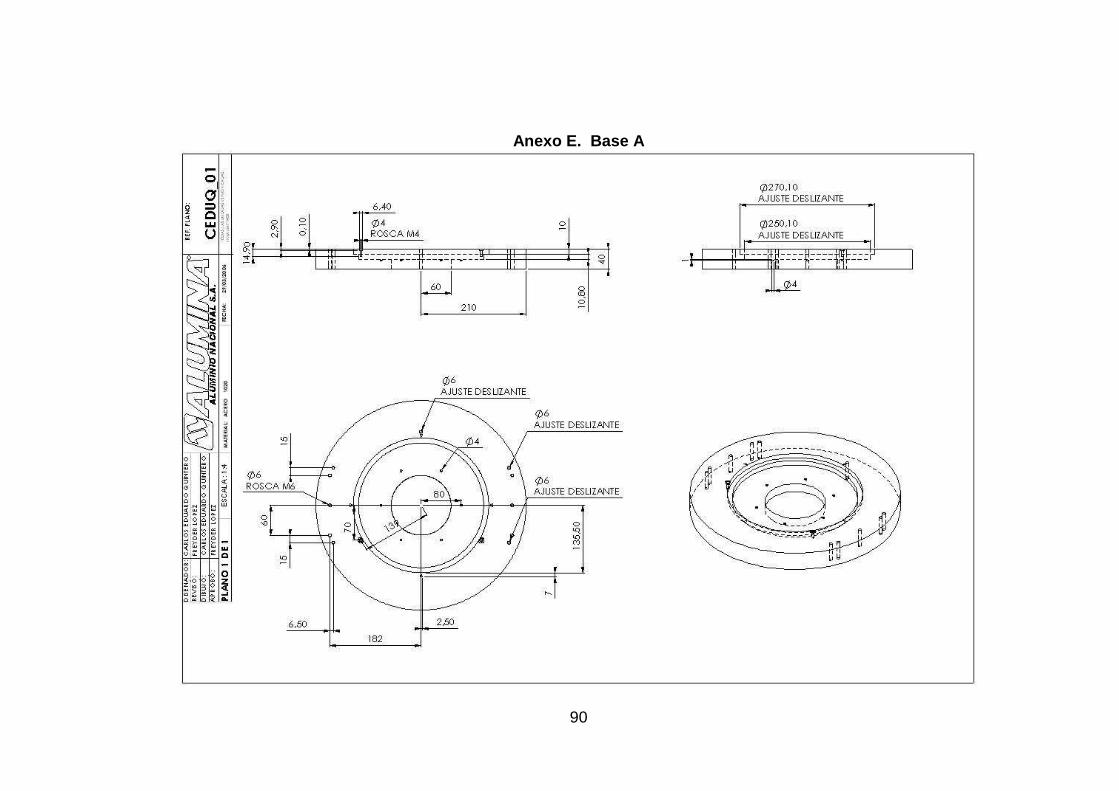
90
Anexo E. Base A
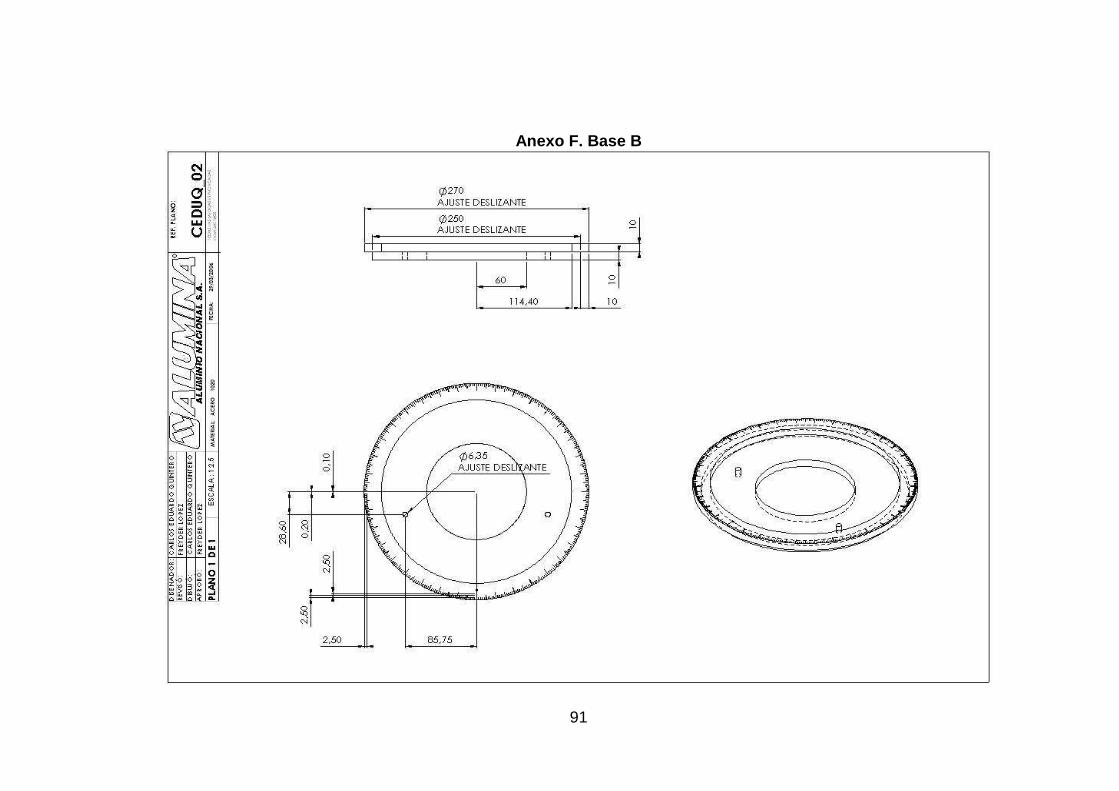
91
Anexo F. Base B
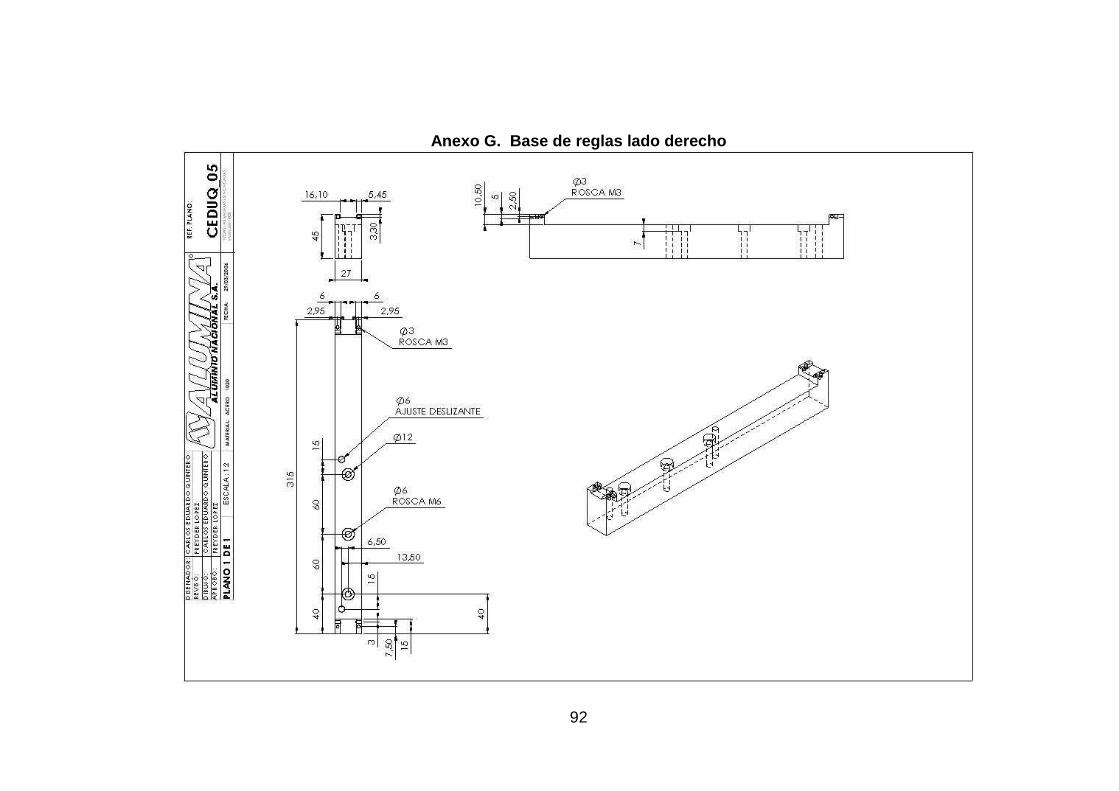
92
Anexo G. Base de reglas lado derecho
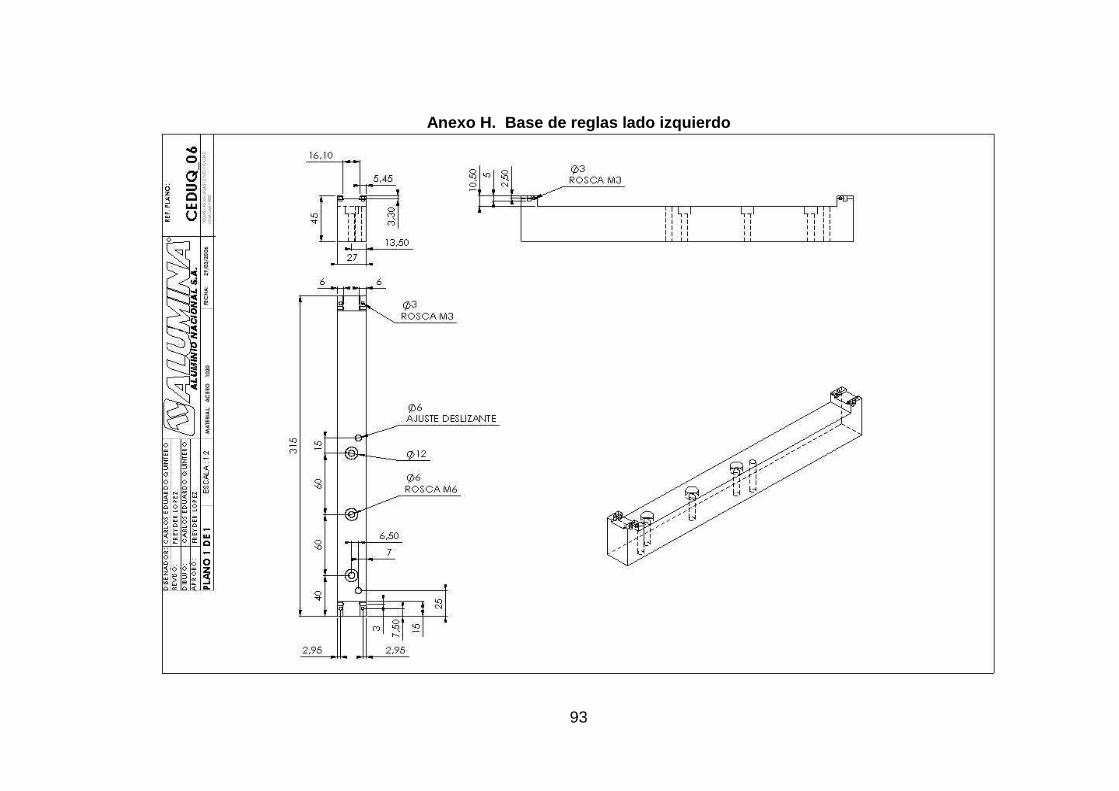
93
Anexo H. Base de reglas lado izquierdo
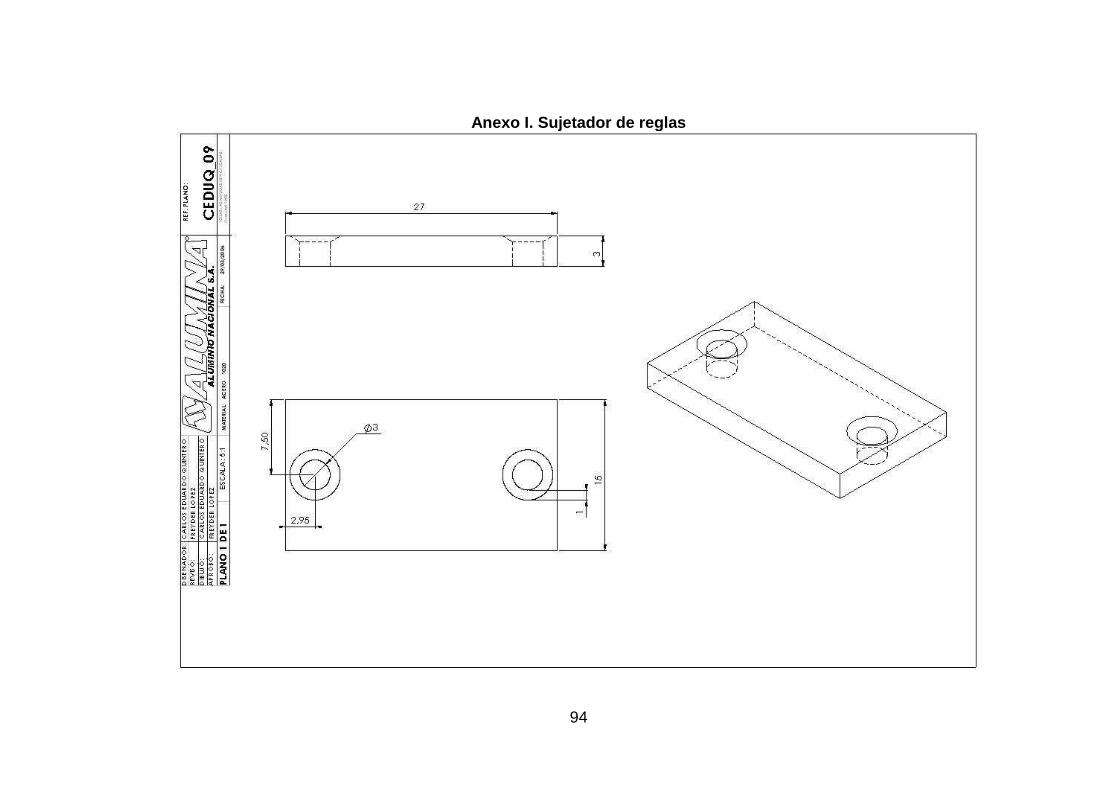
94
Anexo I. Sujetador de reglas
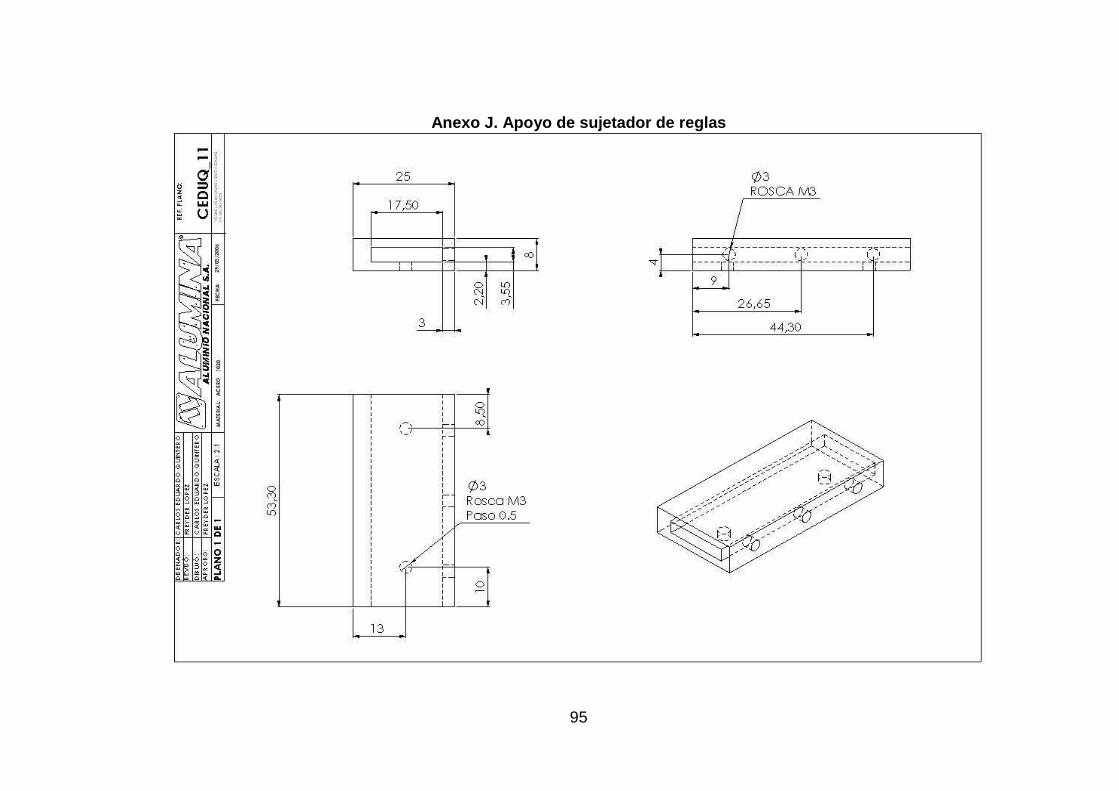
95
Anexo J. Apoyo de sujetador de reglas
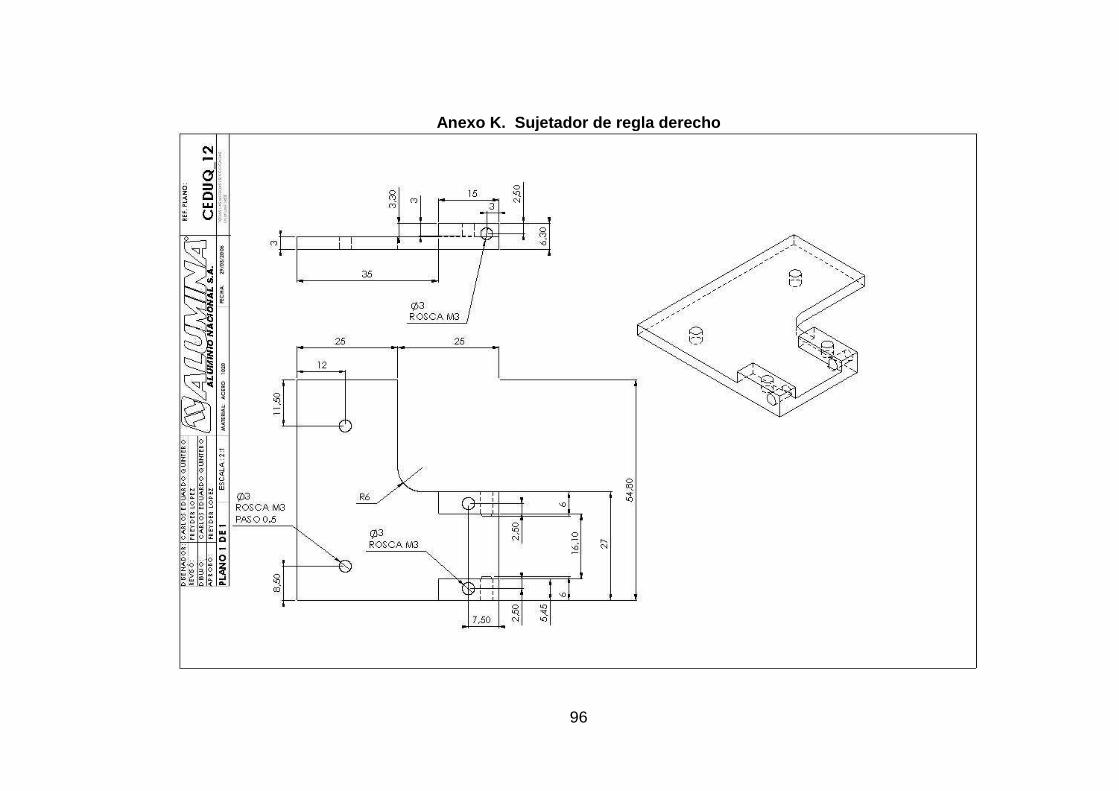
96
Anexo K. Sujetador de regla derecho
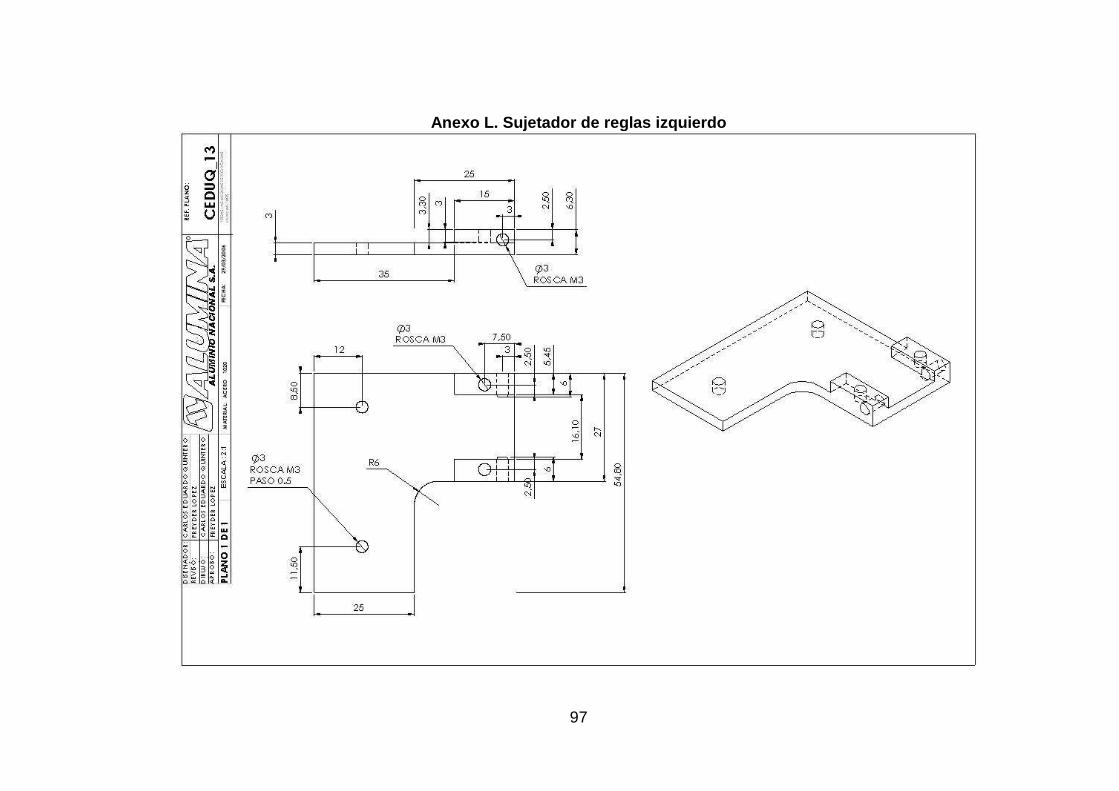
97
Anexo L. Sujetador de reglas izquierdo
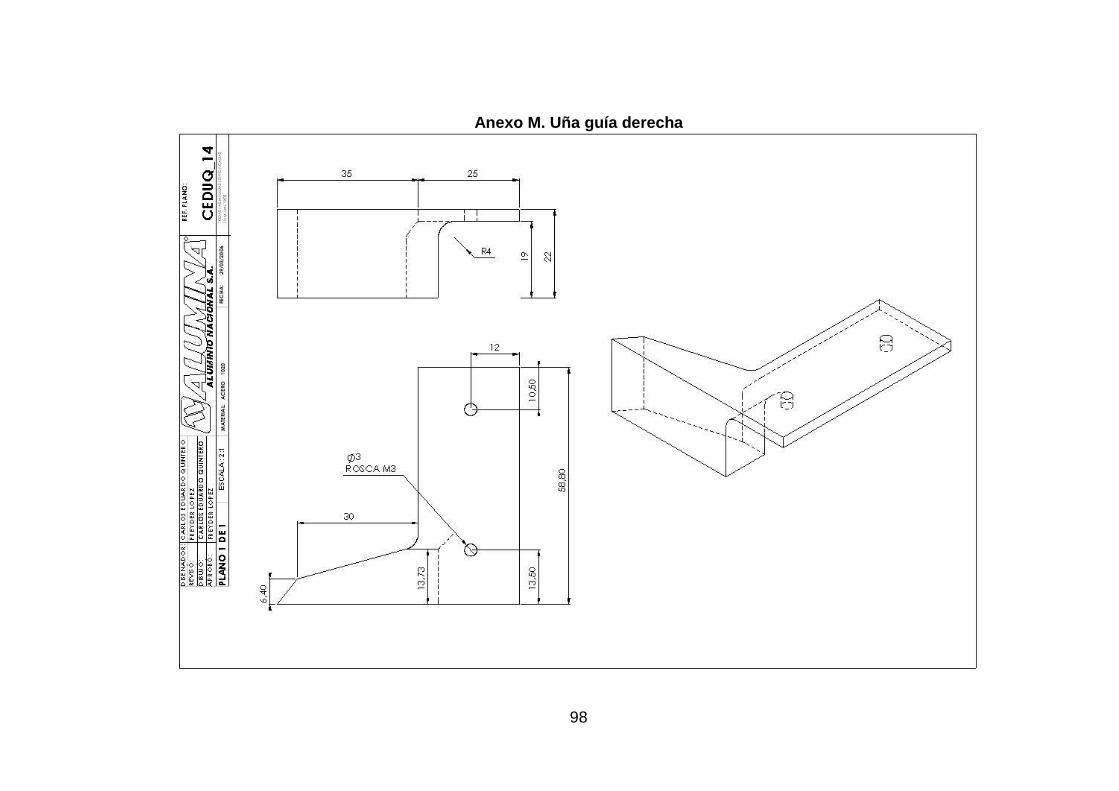
98
Anexo M. Uña guía derecha
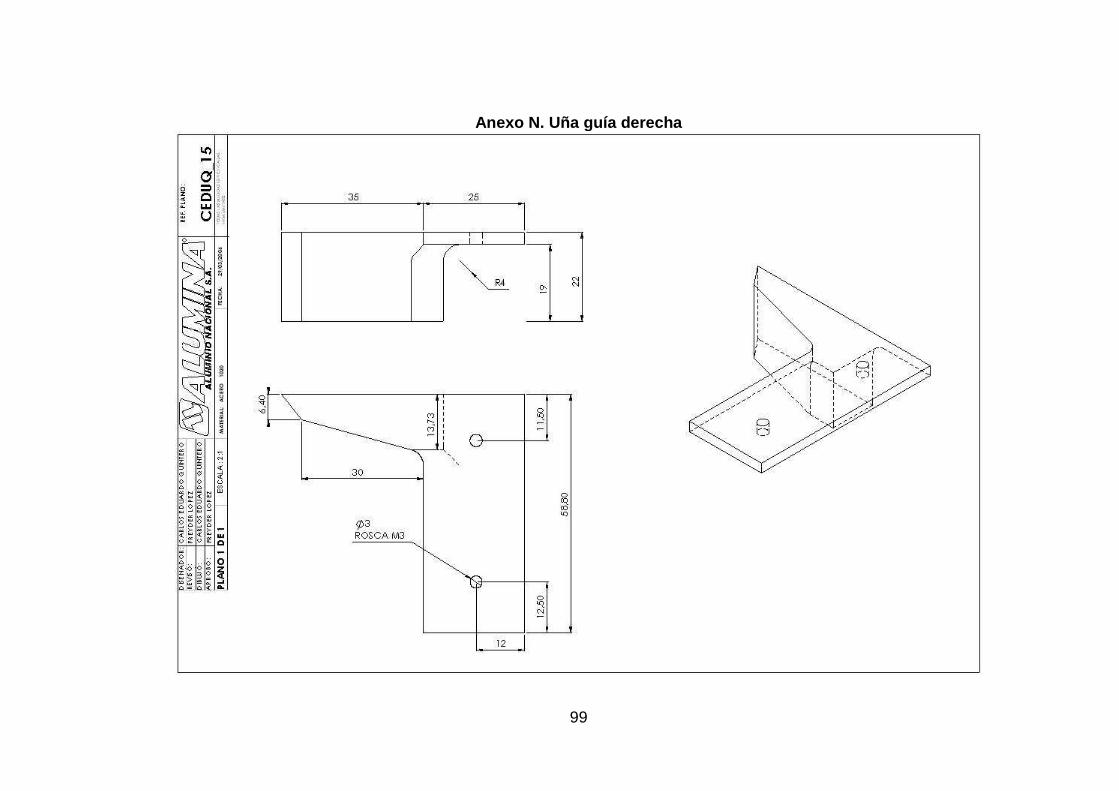
99
Anexo N. Uña guía derecha
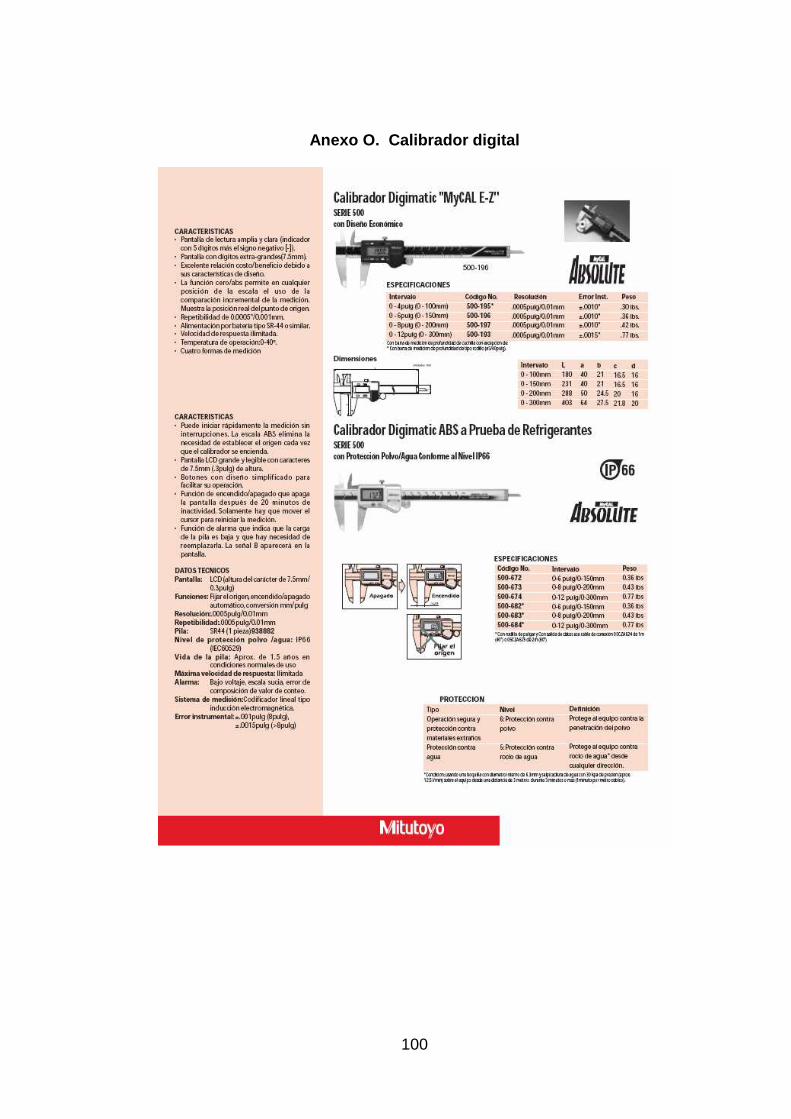
100
Anexo O. Calibrador digital





























