Embed Size (px)
Citation preview
ESTUDIO DE TOLERANCIAS EN ESTAMPAS DE CORTE
•Determinar las TOLERANCIAS DE FABRICACIÓN de las piezas de la estampa
• Análisis de los MÉTODOS DE FABRICACIÓN que permitan asegurar tales tolerancias
Objetivos
ESTAMPAHerramienta destinada a la fabricación de piezas de chapa
Criterios generales
Deberá cumplir con:
Tolerancias dimensionales requeridas a la pieza
Requerimientos de la calidad de corte: ausencia o disminución de defectos (rebabas, etc.) que afecten la funcionalidad de la pieza.
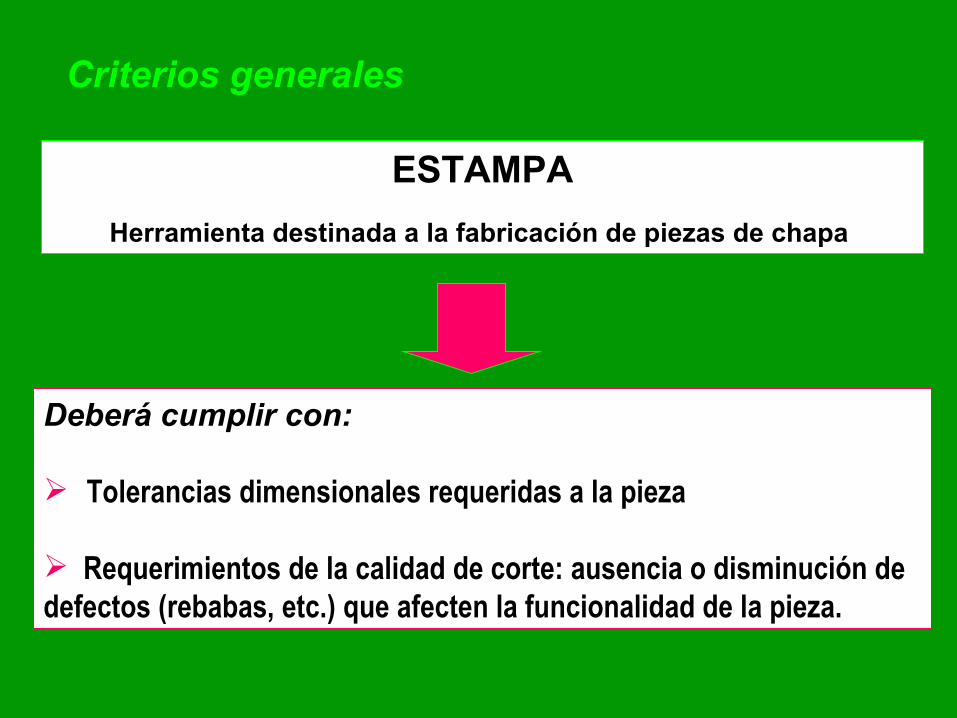
Tolerancias dimensionales (corte de un punzón): recortes 1, 2 y 3 y contorno 4.
Tolerancias entre líneas de corte(corte de distintos punzones): Distancias: L1-2 , Centro a plano, Lado a plano o elemento de referencia.
Calidad del corte: rebabas en la superficie de la pieza o en la zona propia del corte (desviación respecto de la forma geométrica)
TOLERANCIAS y CALIDAD DE CORTE
Tolerancias dimensionales
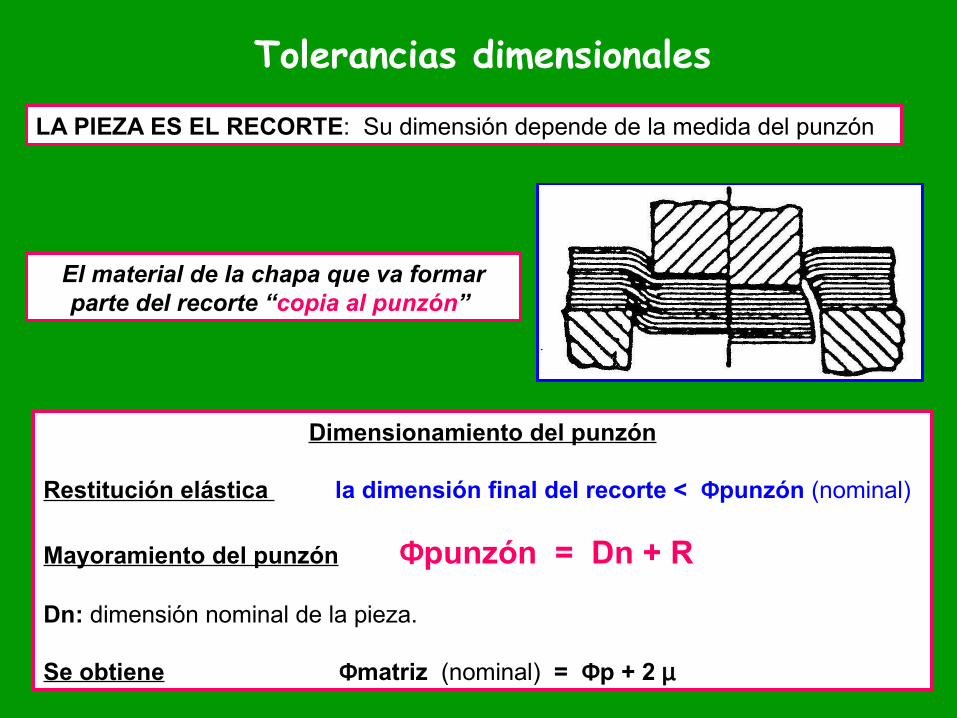
LA PIEZA ES EL RECORTE: Su dimensión depende de la medida del punzón
Dimensionamiento del punzón
Restitución elástica la dimensión final del recorte < Φpunzón (nominal)
Mayoramiento del punzón Φpunzón = Dn + R
Dn: dimensión nominal de la pieza.
Se obtiene Φmatriz (nominal) = Φp + 2 µ
El material de la chapa que va formar parte del recorte “copia al punzón”
Tolerancias dimensionales
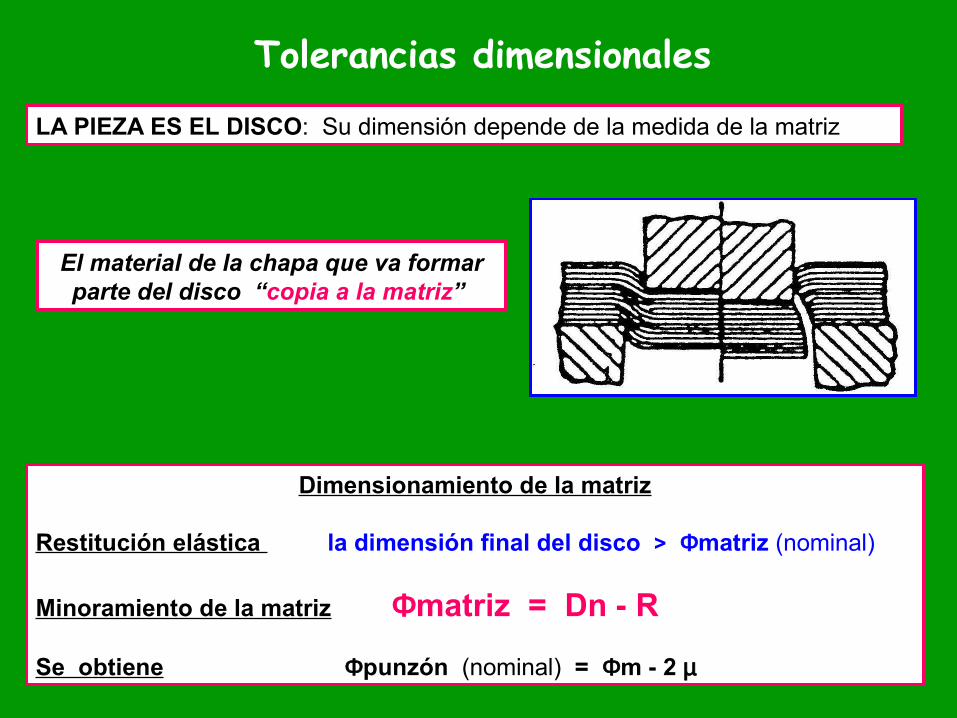
LA PIEZA ES EL DISCO: Su dimensión depende de la medida de la matriz
El material de la chapa que va formar parte del disco “copia a la matriz”
Dimensionamiento de la matriz
Restitución elástica la dimensión final del disco > Φmatriz (nominal)
Minoramiento de la matriz Φmatriz = Dn - R
Se obtiene Φpunzón (nominal) = Φm - 2 µ
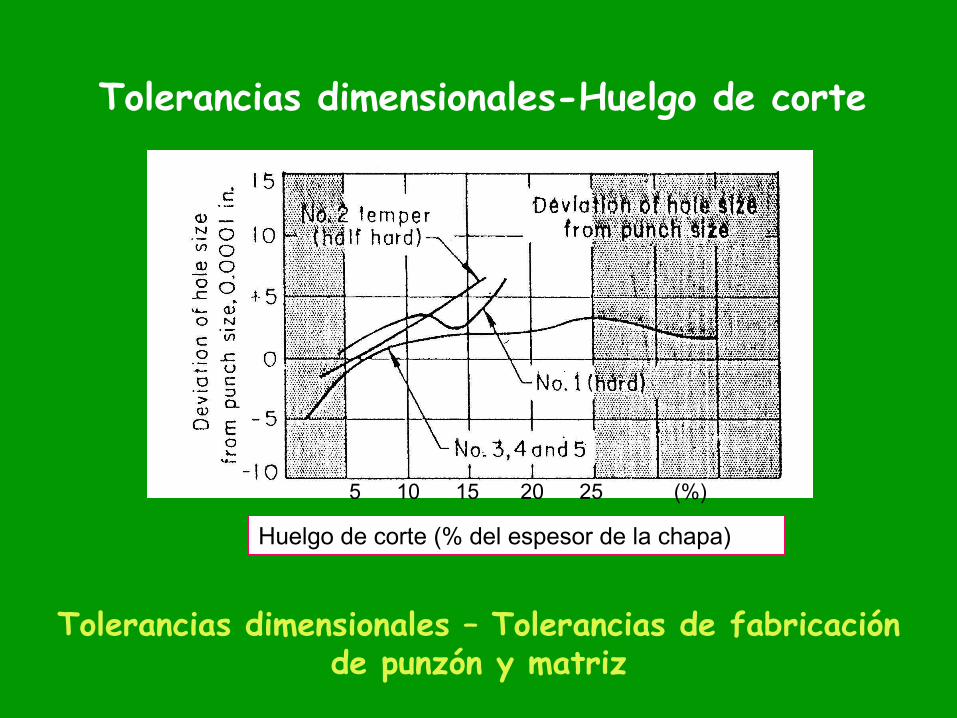
Tolerancias dimensionales-Huelgo de corte
Tolerancias dimensionales – Tolerancias de fabricación de punzón y matriz
Huelgo de corte (% del espesor de la chapa)
5 10 15 20 25 (%)
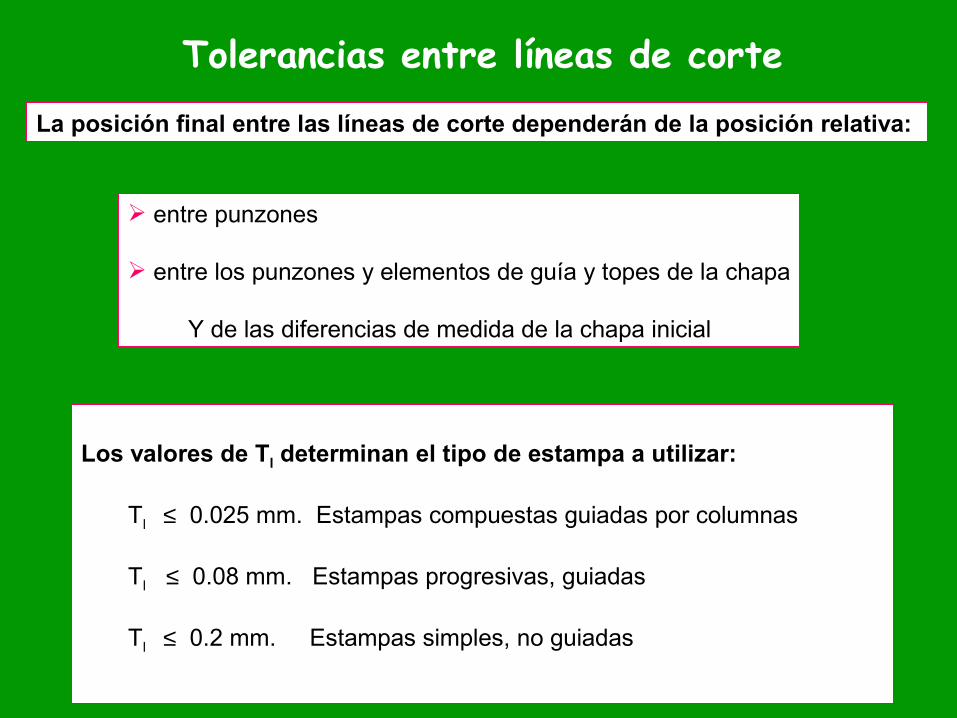
Tolerancias entre líneas de corte
entre punzones
entre los punzones y elementos de guía y topes de la chapa
Y de las diferencias de medida de la chapa inicial
La posición final entre las líneas de corte dependerán de la posición relativa:
Los valores de Tl determinan el tipo de estampa a utilizar:
Tl ≤ 0.025 mm. Estampas compuestas guiadas por columnas
Tl ≤ 0.08 mm. Estampas progresivas, guiadas
Tl ≤ 0.2 mm. Estampas simples, no guiadas
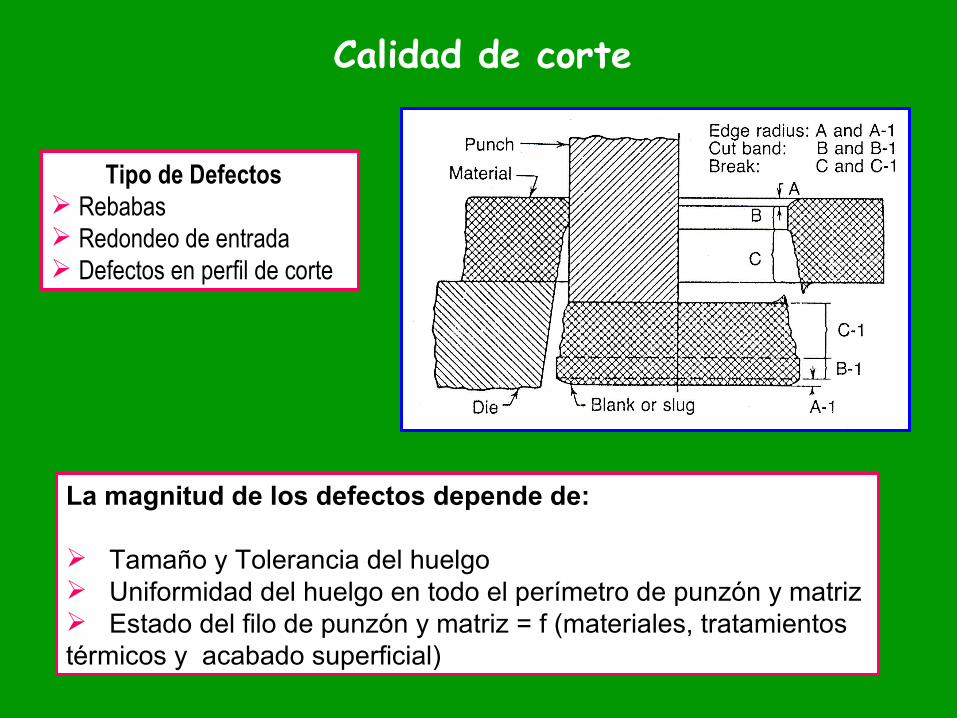
La magnitud de los defectos depende de:
Tamaño y Tolerancia del huelgo Uniformidad del huelgo en todo el perímetro de punzón y matriz Estado del filo de punzón y matriz = f (materiales, tratamientos térmicos y acabado superficial)
Calidad de corte
Tipo de Defectos Rebabas Redondeo de entrada Defectos en perfil de corte
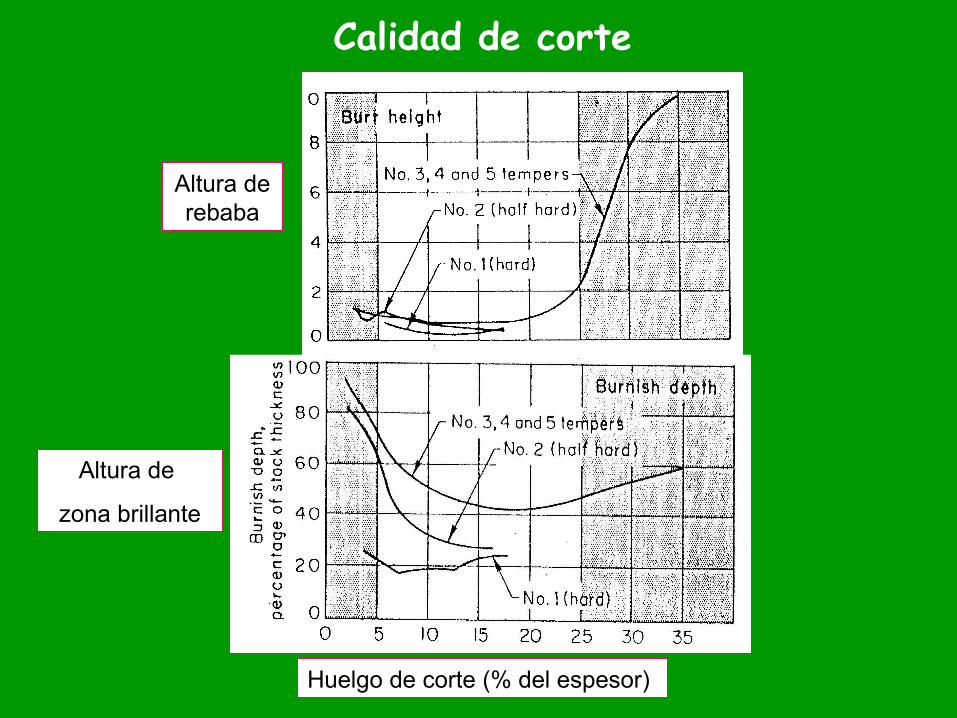
Huelgo de corte (% del espesor)
Calidad de corte
Altura de rebaba
Altura de
zona brillante
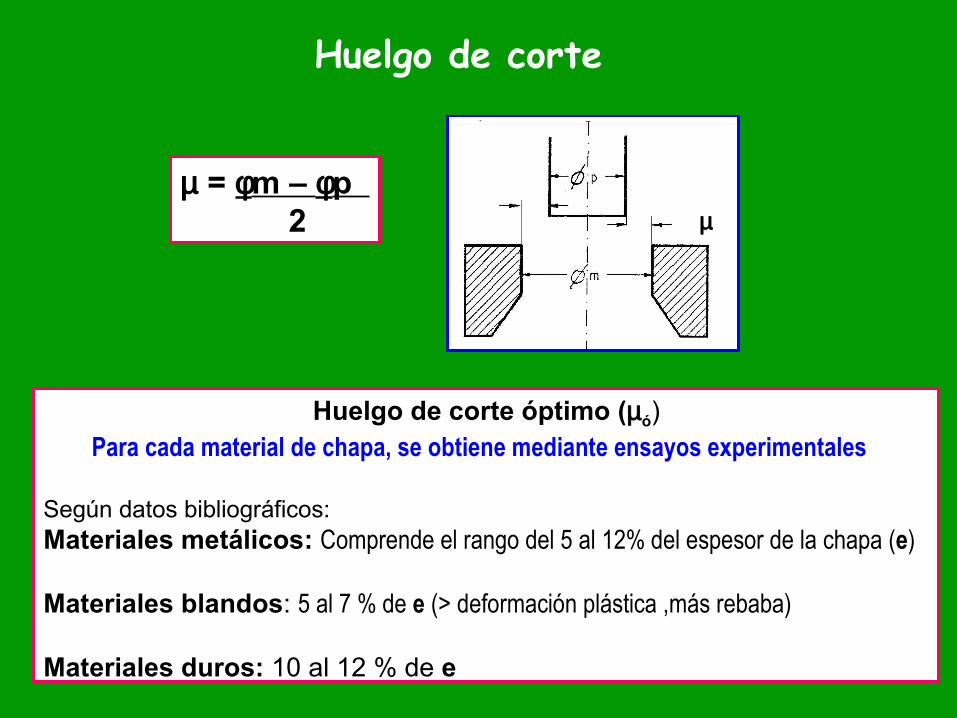
Huelgo de corte
µ = φm – φp 2
Huelgo de corte óptimo (µó)Para cada material de chapa, se obtiene mediante ensayos experimentales
Según datos bibliográficos: Materiales metálicos: Comprende el rango del 5 al 12% del espesor de la chapa (e)
Materiales blandos: 5 al 7 % de e (> deformación plástica ,más rebaba)
Materiales duros: 10 al 12 % de e
µ
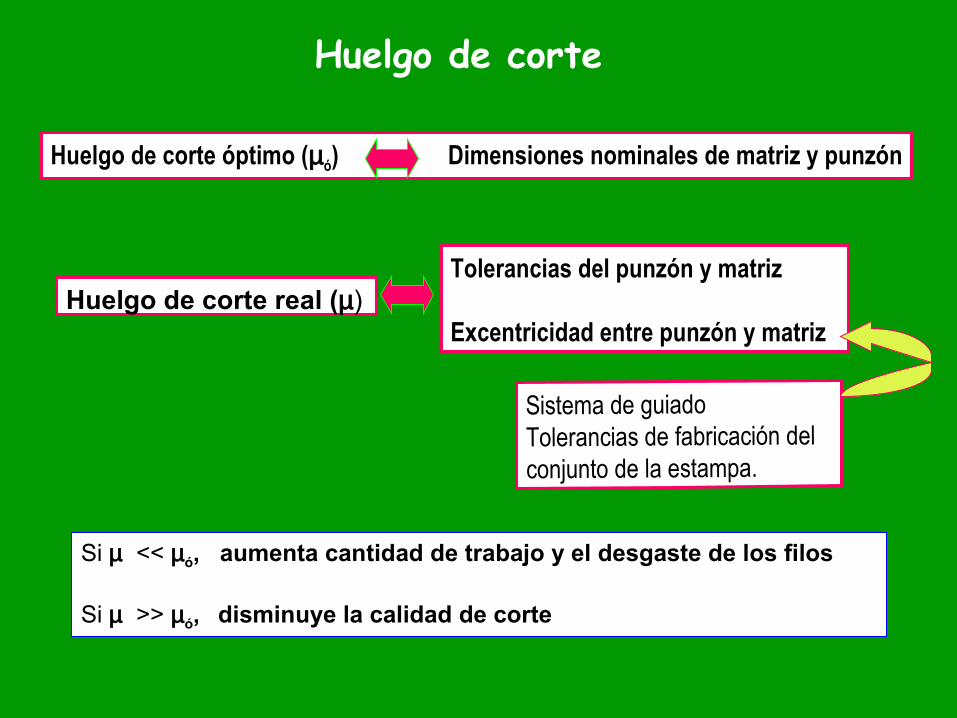
Huelgo de corte
Huelgo de corte óptimo (µó) Dimensiones nominales de matriz y punzón
Si µ << µó, aumenta cantidad de trabajo y el desgaste de los filos
Si µ >> µó, disminuye la calidad de corte
Huelgo de corte real (µ)Tolerancias del punzón y matriz
Excentricidad entre punzón y matriz
Sistema de guiado Tolerancias de fabricación del conjunto de la estampa.
Surge la necesidad de establecer valores límites admisibles para los huelgos
Huelgo máximo (µmáx): por encima del cual disminuye drásticamente la calidad del corte
Huelgo mínimo (µmín: por debajo del cual, aumenta el trabajo de corte y mas levemente la fuerza, es prematuro desgaste de los filos, aparición del doble cizallamiento.
Huelgo de corte – Tolerancia del huelgo de corte
Tolerancia de huelgo Tµ. = µmáx - µmín
Considerando el valor µó como el valor medio del huelgo de corte, resulta:
µmáx = µó + Tµ/2µmín = µó - Tµ/2
En la práctica se adopta:
Tµ ∼ 3 % del espesor de la chapa.
Ejemplo: Chapa de acero SAE 1010 de 2mm de espesor.
Se adopta µó = 8% y T µ = ± 1,5%
µmin = 6,5% = 0,130 mm µmáx = 9,5% = 0,190 mm
Tµ = ± 0,03 mm
Huelgo de corte – Tolerancia del huelgo de corte
Tomando como base:
las tolerancias de huelgo y de la pieza
los conocimientos de Ajustes normalizados y Asignación de tolerancias en cadenas dimensionales,
Se determinan las tolerancias de fabricación de los componentes de la estampa.
Asignación de tolerancias a los componentes de la estampa
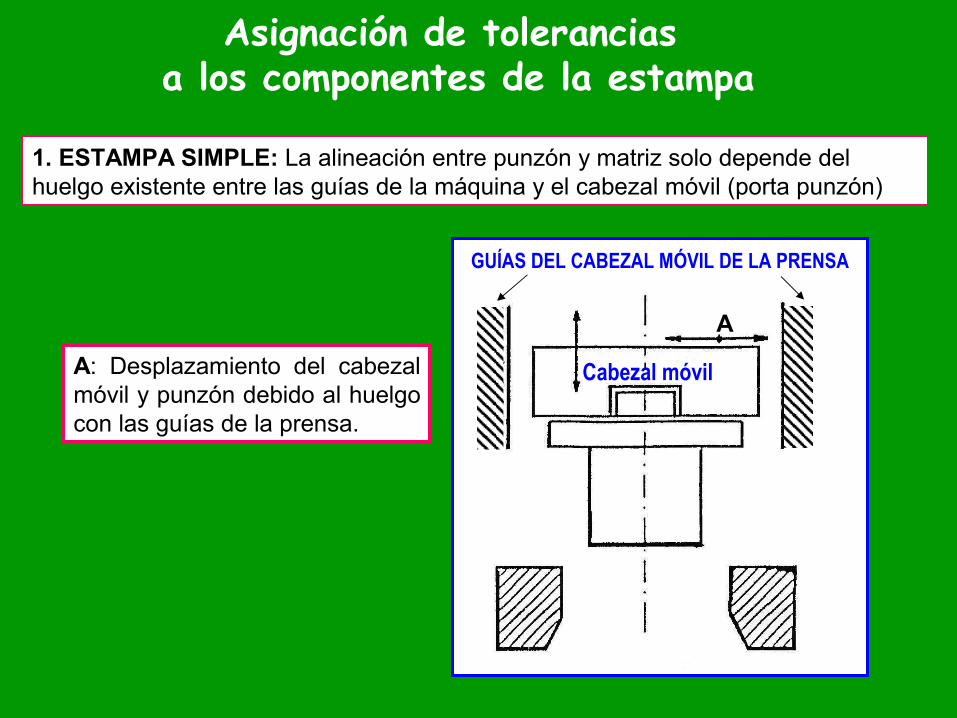
1. ESTAMPA SIMPLE: La alineación entre punzón y matriz solo depende del huelgo existente entre las guías de la máquina y el cabezal móvil (porta punzón)
A: Desplazamiento del cabezal móvil y punzón debido al huelgo con las guías de la prensa.
GUÍAS DEL CABEZAL MÓVIL DE LA PRENSA
A
Cabezal móvil
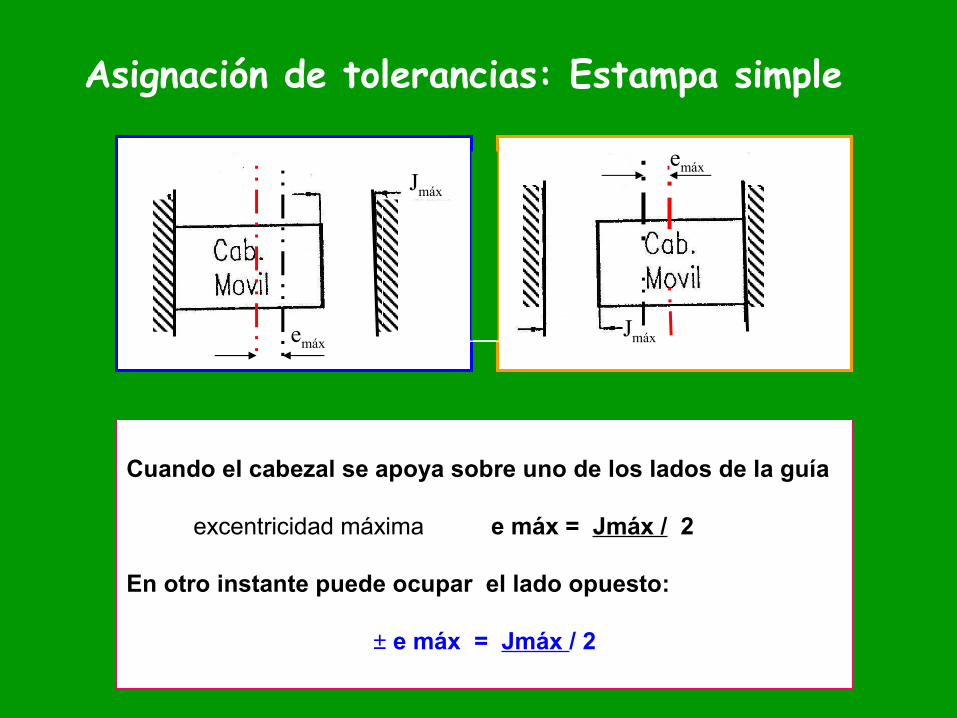
Cuando el cabezal se apoya sobre uno de los lados de la guía
excentricidad máxima e máx = Jmáx / 2
En otro instante puede ocupar el lado opuesto:
± e máx = Jmáx / 2
Asignación de tolerancias: Estampa simple
Jmáx
Jmáx
emáx
emáx
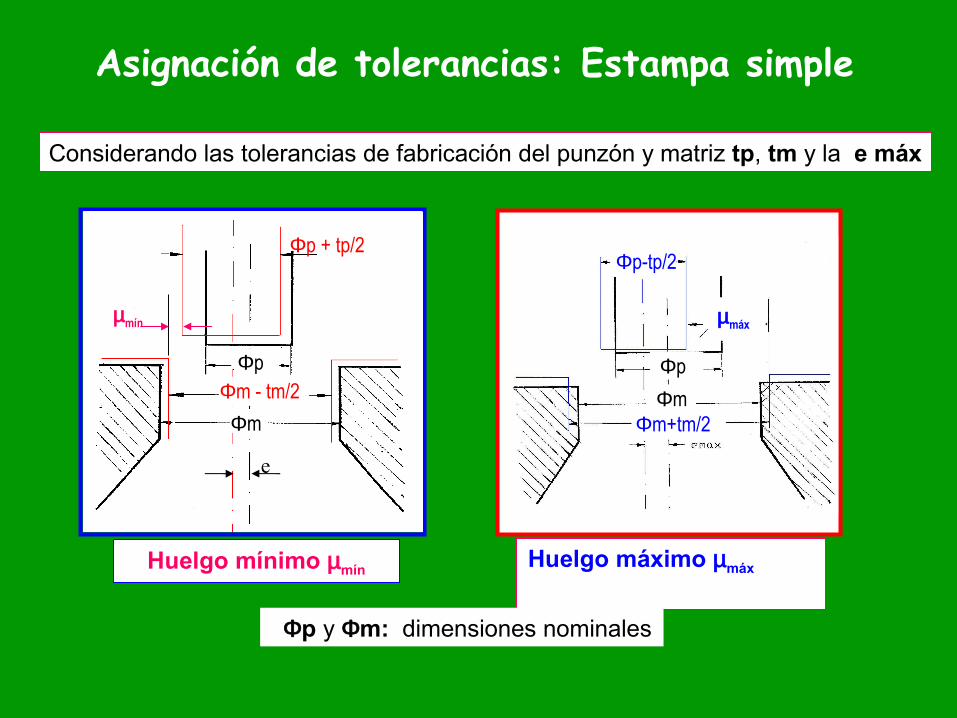
Asignación de tolerancias: Estampa simple
Φm - tm/2Φp
e
Φm
Φp + tp/2
µmín
Φp-tp/2
Φm+tm/2
Φp Φm
µmáx
Huelgo máximo µmáx
Huelgo mínimo µmín
Considerando las tolerancias de fabricación del punzón y matriz tp, tm y la e máx
Φp y Φm: dimensiones nominales
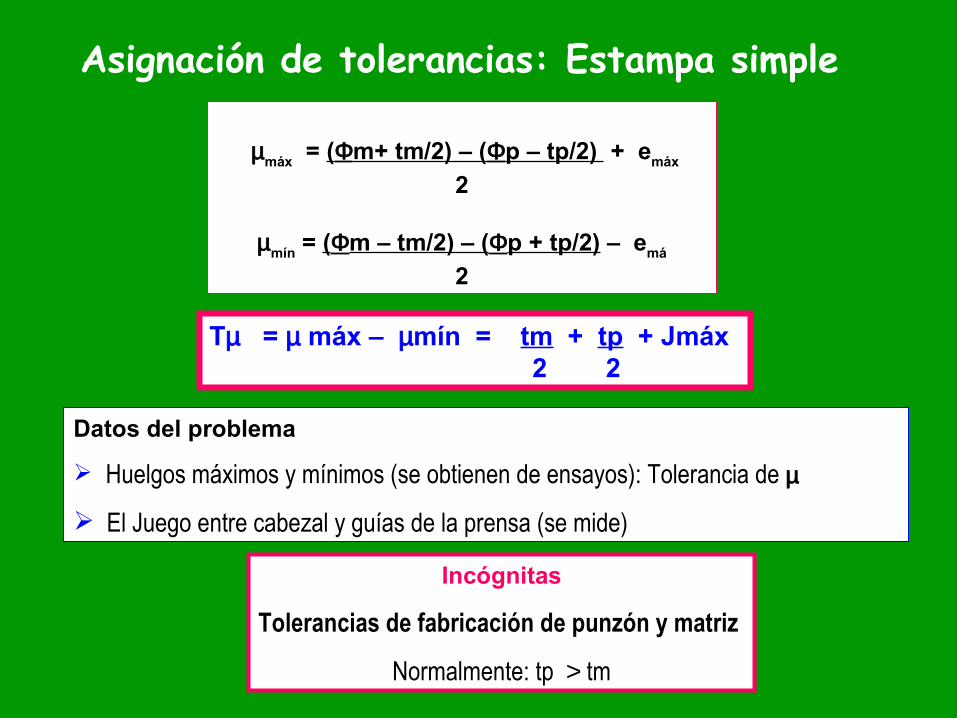
Asignación de tolerancias: Estampa simple
µmáx = (Φm+ tm/2) – (Φp – tp/2) + emáx
2
µmín = (Φm – tm/2) – (Φp + tp/2) – emá
2
Tµ = µ máx – µmín = tm + tp + Jmáx 2 2
Datos del problema
Huelgos máximos y mínimos (se obtienen de ensayos): Tolerancia de µ
El Juego entre cabezal y guías de la prensa (se mide)
Incógnitas
Tolerancias de fabricación de punzón y matriz
Normalmente: tp > tm
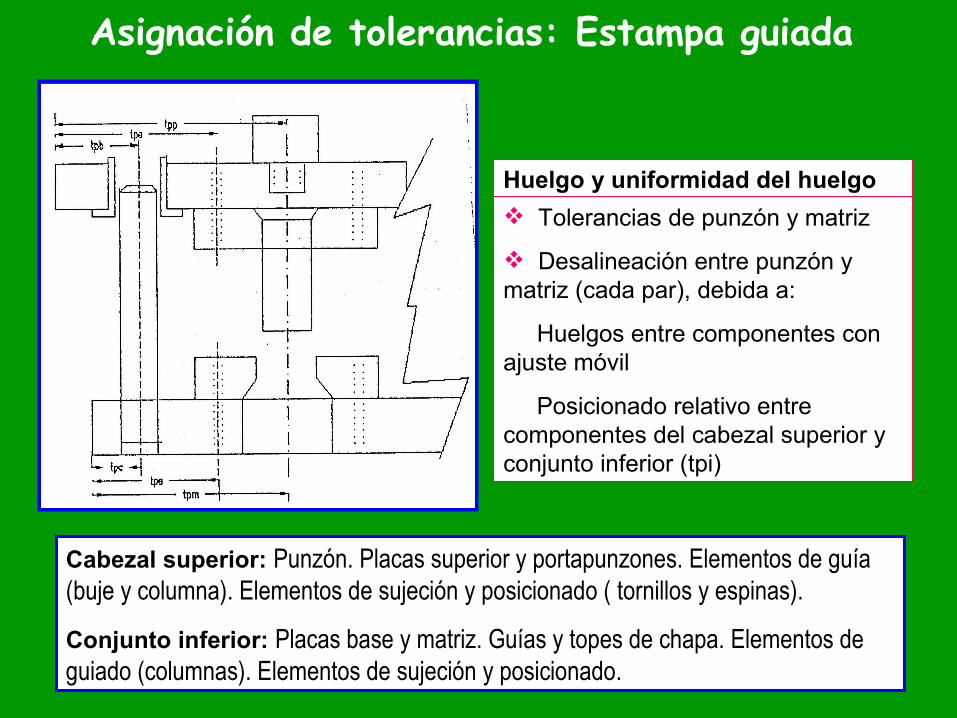
Asignación de tolerancias: Estampa guiada
Huelgo y uniformidad del huelgo Tolerancias de punzón y matriz
Desalineación entre punzón y matriz (cada par), debida a:
Huelgos entre componentes con ajuste móvil
Posicionado relativo entre componentes del cabezal superior y conjunto inferior (tpi)
Cabezal superior: Punzón. Placas superior y portapunzones. Elementos de guía (buje y columna). Elementos de sujeción y posicionado ( tornillos y espinas).
Conjunto inferior: Placas base y matriz. Guías y topes de chapa. Elementos de guiado (columnas). Elementos de sujeción y posicionado.
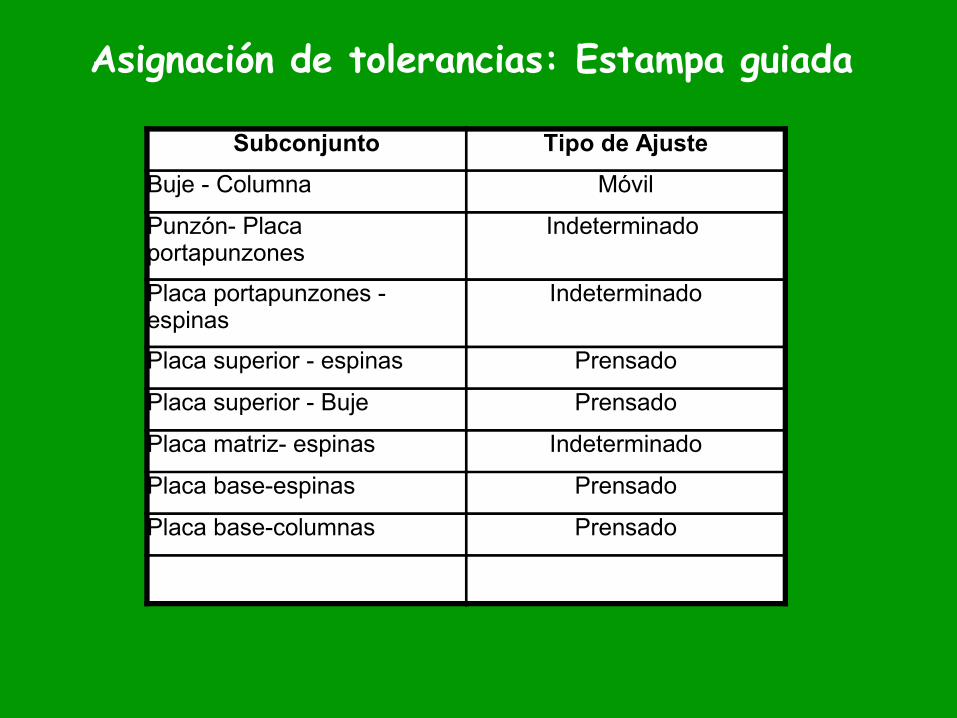
Asignación de tolerancias: Estampa guiada
Subconjunto Tipo de AjusteBuje - Columna Móvil
Punzón- Placa portapunzones
Indeterminado
Placa portapunzones - espinas
Indeterminado
Placa superior - espinas Prensado
Placa superior - Buje Prensado
Placa matriz- espinas Indeterminado
Placa base-espinas Prensado
Placa base-columnas Prensado
Asignación de tolerancias: Estampa guiada
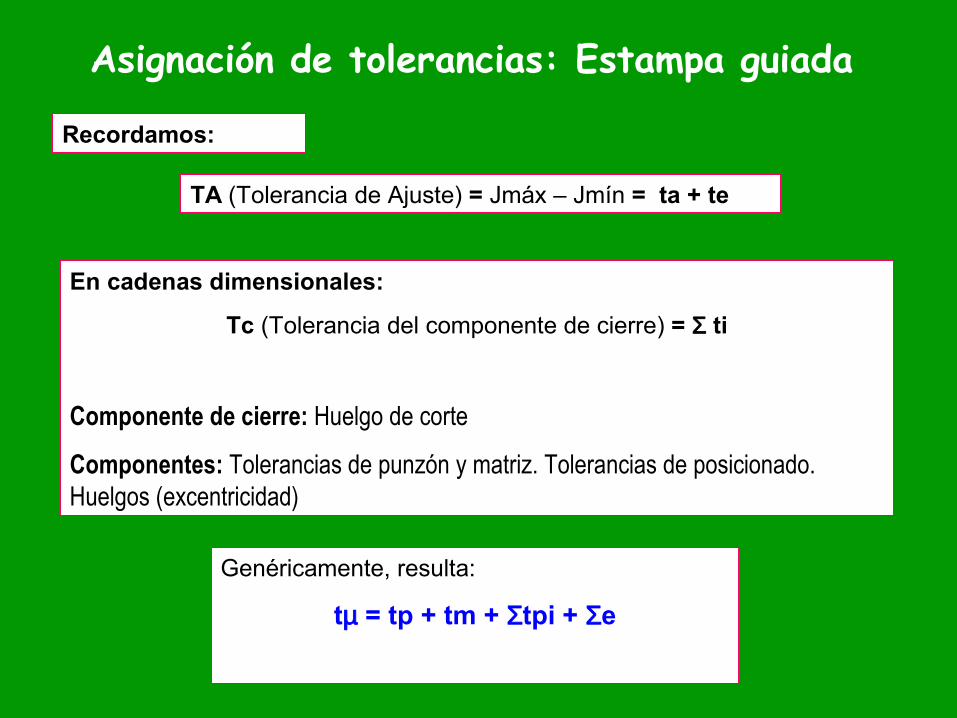
En cadenas dimensionales:
Tc (Tolerancia del componente de cierre) = Σ ti
Componente de cierre: Huelgo de corte
Componentes: Tolerancias de punzón y matriz. Tolerancias de posicionado. Huelgos (excentricidad)
Recordamos:
TA (Tolerancia de Ajuste) = Jmáx – Jmín = ta + te
Genéricamente, resulta:
tµ = tp + tm + Σtpi + Σe
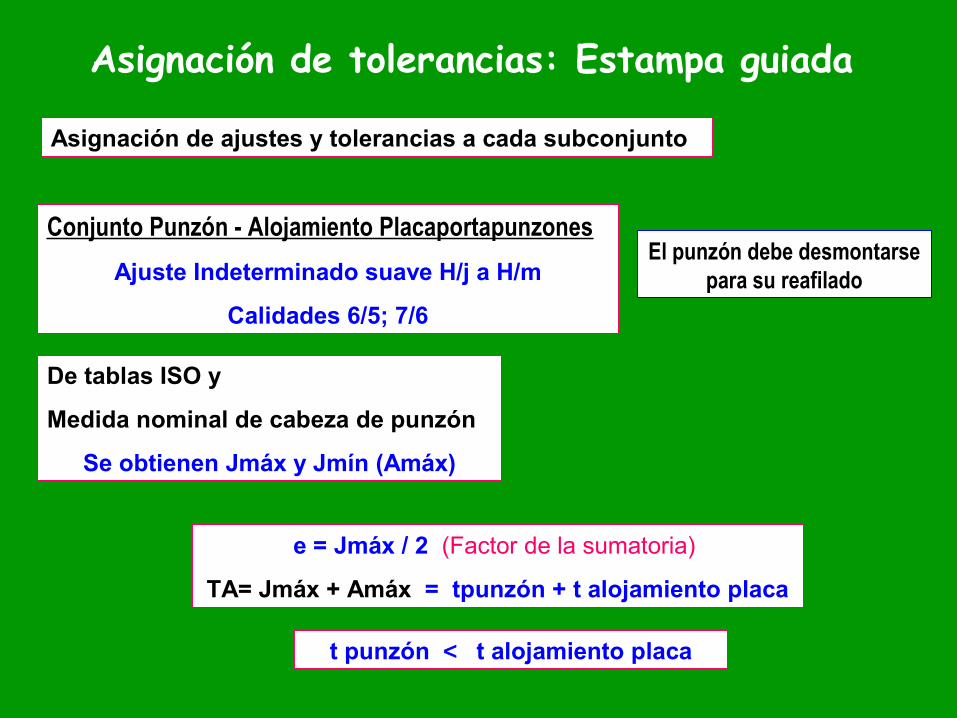
Asignación de tolerancias: Estampa guiada
Asignación de ajustes y tolerancias a cada subconjunto
Conjunto Punzón - Alojamiento Placaportapunzones Ajuste Indeterminado suave H/j a H/m
Calidades 6/5; 7/6
De tablas ISO y
Medida nominal de cabeza de punzón
Se obtienen Jmáx y Jmín (Amáx)
e = Jmáx / 2 (Factor de la sumatoria)
TA= Jmáx + Amáx = tpunzón + t alojamiento placa
El punzón debe desmontarse para su reafilado
t punzón < t alojamiento placa
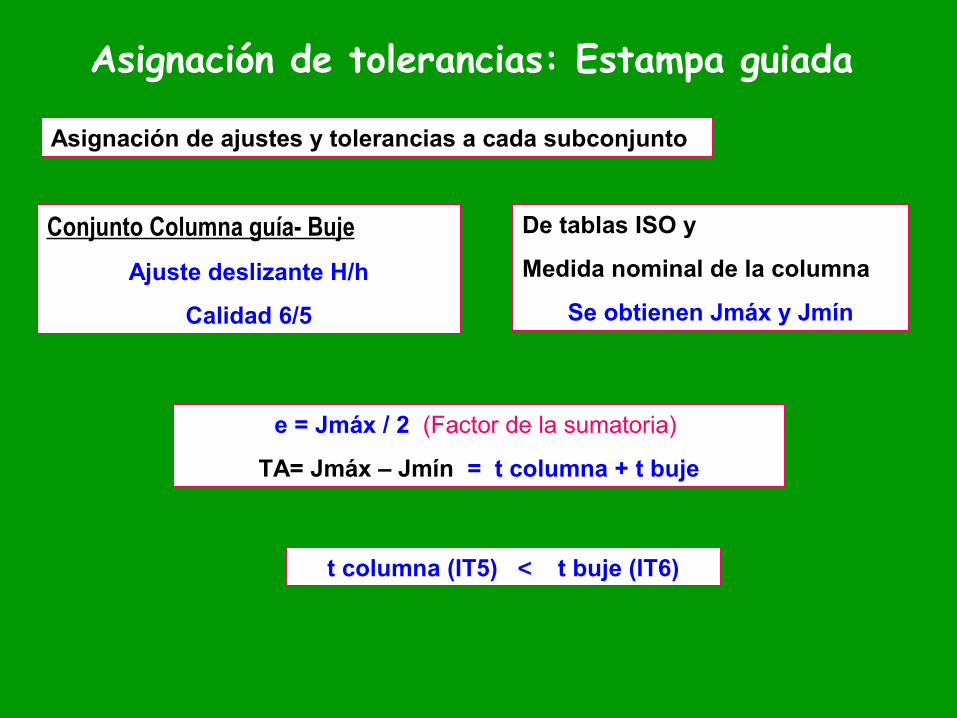
Asignación de tolerancias: Estampa guiada
Asignación de ajustes y tolerancias a cada subconjunto
Conjunto Columna guía- Buje Ajuste deslizante H/h
Calidad 6/5
e = Jmáx / 2 (Factor de la sumatoria)
TA= Jmáx – Jmín = t columna + t buje
De tablas ISO y
Medida nominal de la columna
Se obtienen Jmáx y Jmín
t columna (IT5) < t buje (IT6)
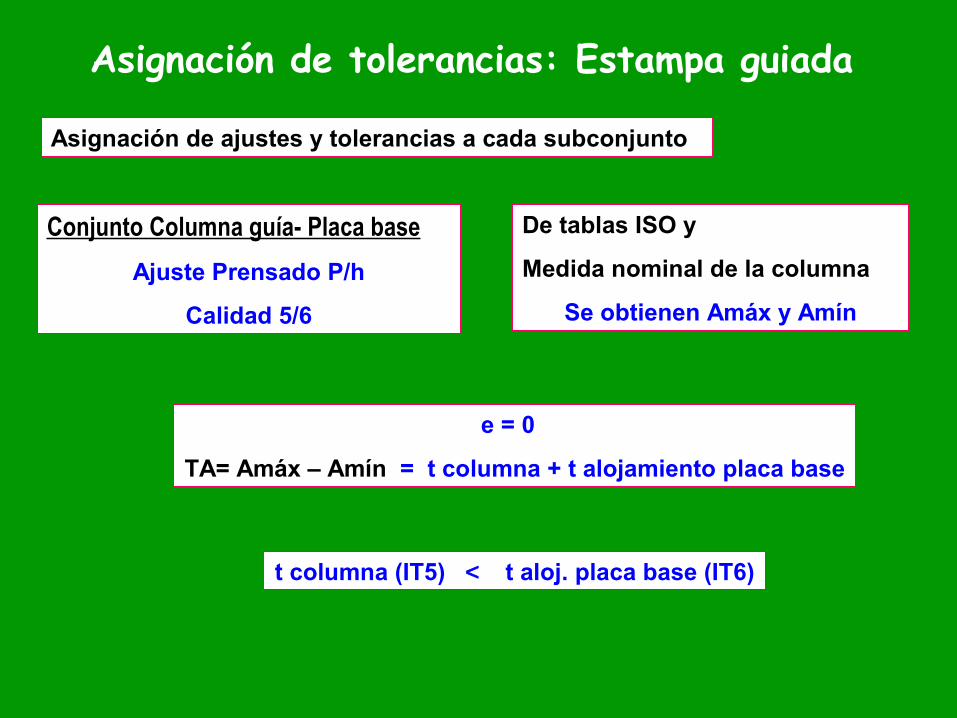
Asignación de tolerancias: Estampa guiada
Asignación de ajustes y tolerancias a cada subconjunto
Conjunto Columna guía- Placa baseAjuste Prensado P/h
Calidad 5/6
e = 0
TA= Amáx – Amín = t columna + t alojamiento placa base
De tablas ISO y
Medida nominal de la columna
Se obtienen Amáx y Amín
t columna (IT5) < t aloj. placa base (IT6)
Asignación de tolerancias: Estampa guiada
Otras causas de error en la construcción de estampas
Errores de posicionado: (tpi)
Método de trazado
Error de posicionado de las máquinas herramientas
Desalineación entre el conjunto superior e inferior
Posición de:
matriz en placa base
punzón en placa portapunzones
columna en placa base
buje en placa superior
espinas en cada una de las placas
Asignación de tolerancias: Estampa guiada
tµ = tm/2 + tp/2 + Σtpi + Σei
Datos del problema
Tipo de ajuste. Excentricidad (ajustes móvil e indeterminado)
Precisión de posicionado (máquinas disponibles)
Tolerancia de huelgo (material y espesor de la chapa)
Incógnitas
Tolerancias de fabricación de punzón y matriz
Normalmente: tp > tm
Asignación de tolerancias: Estampa guiada
Ejemplo: Chapa de acero SAE 1010 de 2mm de espesor.
Tµ = ± 0,03 mm Cantidad de componentes: mayores a 10
Tolerancias de matriz y punzón muy pequeños
Algunas soluciones:
Reducir la calidad de los ajustes (menor excentricidad)
Buje de jaula de bolillas (Juego nulo; exc=0)
Secuencia de operaciones en el mecanizado de las partes de la estampa: (mecanizado en conjunto de las placas, mecanizado CNC)
Acotación absoluta de las cotas del plano