Embed Size (px)
Citation preview
EVALUASI KOLOM DISTILASI BUTANOL-AIR DENGAN INTEGRASI PANAS
UNTUK MENDAPATKAN TOTAL ANNUAL COST (TAC) MINIMUM
Nama Mahasiswa : 1. Satrio Pamungkas NRP.2306100059
: 2. Tri Hartanto A NRP.2306100080
Dosen Pembimbing : 1. Prof.Ir. Renanto Handogo,MS., Ph.D.
: 2. Ir.Musfil A.S,M.Eng.,Sc.
Laboratorium : Perancangan dan Pengendalian Proses Tekmik Kimia
1. PENDAHULUAN
Pada suatu industri kimia, menganalisa dan melakukan optimasi terhadap suatu unit
adalah salah satu bagian penting untuk efisiensi proses. Proses optimasi adalah dasar
engineering, karena fungsi klasik seorang insinyur adalah untuk mendesain sistem yang baru,
yang lebih baik, lebih efisien dan lebih murah, sebaik memikirkan sistem atau prosedur untuk
meningkatkan operasi sistem yang telah ada.
Akhir-akhir ini perubahan arus teknologi dan informasi terjadi begitu pesat. Era
perubahan arus teknologi yang begitu besar tersebut menuntut seorang teknik kimia untuk
mengikutinya. Alat-alat dan software-software keteknikkimiaan juga mengalami
perkembangan yang luar biasa. Hal tersebut dapat kita manfaatkan guna memajukan
perindustrian dan melakukan optimasi dan efisiensi terhadap proses yang telah ada.Untuk
mencapai efisien tersebut, sebagian besar proses di industri mengalami paling tidak satu kali
perubahan selama masa pakainya untuk memperoleh keuntungan dari teknologi proses yang
tercanggih, yang dapat berupa perbaikan dalam efisiensi energi dan kapasitas
produksi.Sehingga penyelesaian persoalan perancangan dengan integrasi panas menjadi
kebutuhan penting.
Dengan semakin mahalnya harga bahan bakar maka perlu bagi sebuah industri untuk
melakukan evaluasi kembali terhadap proses yang digunakan sebelumnya agar proses yang
terdapat indikasi pemborosan bahan bakar dapat diminimalisasikan. Pada pabrik pembuatan
butanol (Butyl Alcohol) memiliki plant yang disebut plant kolom distilasi yang akan
digunakan sebagai studi kasus dalam penelitian ini. Butanol sendiri merupakan bahan kimia
yang banyak digunakan dalam industri seperti platizier, resin, pelapis serta yang terbaru
adalah sebagai bahan additive untuk gasoline atau bensin. Proses distilasi adalah proses yang
menggunakan energi yang intensif sehingga evaluasi pada plant ini akan memberikan
penghematan yang cukup besar.
Pada penelitian skripsi Nanda dan Candra yang melakukan evaluasi pada kolom
distilasi yaitu, evaluasi dengan memanfaatkan heat integration dengan sistem etanol-air,
tetapi penelitian dari nanda dan candra ini kami aplikasikan pada sistem yang kami teliti,
yaitu sistem butanol-air yang nantinya akan memberikan hasil, dimana akan dapat digunakan
untuk meminimalkan kebutuhan aliran panas dan aliran dingin, terutama kebutuhan steam
pada reboiler yang harganya relatif lebih mahal dibandingkan dengan air pendingin.
Penghematan tersebut selanjutnya akan mengurangi biaya operasional serta total annual cost.
Dalam hal ini dilakukan metode penghematan energi dengan cara integrasi panas karena
relatif tidak memerlukan biaya tambahan.(Nanda dan Candra,2005)
2. METODOLOGI PERCOBAAN
Beberapa data yang dibutuhkan untuk pelaksanaan penelitian ini meliputi, data
kondisi operasi berdasarkan literatur (Luyben,2008), data variasi tekanan kolom distilasi
berdasarkan thesis (Santi,2000).
Simulasi dilakukan dengan laju alir feed masuk decanter sebesar 1000 kmol/h,dengan
komposisi feed 60 % air dan 40 % butanol. Output yang diamat adalah beban reboiler dan
condenser pada kolom distilasi I dan II, selisih/delta temperatur overhead kolom distilasi II
dengan temperatur bottom kolom distilasi I untuk integrasi panas, serta mole fraksi produk
butanol dan air untuk menjaga kemurnian produk.
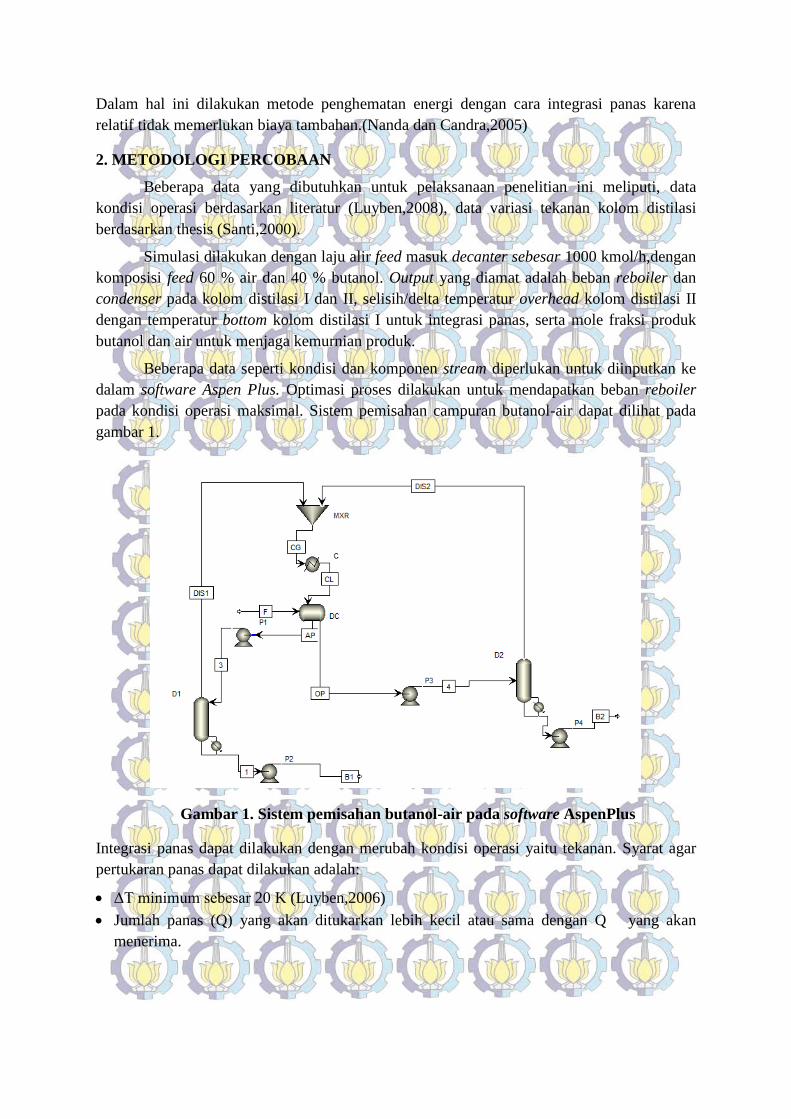
Beberapa data seperti kondisi dan komponen stream diperlukan untuk diinputkan ke
dalam software Aspen Plus. Optimasi proses dilakukan untuk mendapatkan beban reboiler
pada kondisi operasi maksimal. Sistem pemisahan campuran butanol-air dapat dilihat pada
gambar 1.
Gambar 1. Sistem pemisahan butanol-air pada software AspenPlus
Integrasi panas dapat dilakukan dengan merubah kondisi operasi yaitu tekanan. Syarat agar
pertukaran panas dapat dilakukan adalah:
ΔT minimum sebesar 20 K (Luyben,2006)
Jumlah panas (Q) yang akan ditukarkan lebih kecil atau sama dengan Q yang akan
menerima.
3. HASIL DAN PEMBAHASAN
Pada penelitian ini, untuk melakukan proses diperlukan validasi dari hasil simulasi.
Tujuan validasi adalah sebagai acuan awal yang menunjukkan bahwa simulasi dapat
mendekati kondisi yang sebenarnya. Validasi dilakukan secara bertahap untuk sistem proses
pemisahan butanol-air dengan menggunakan dua kolom distilasi dan satu decanter. Hal ini
sangat penting mengingat keterkaitan yang sangat erat dari keterlibatan komponen yang
kompleks pada feed. Apabila validasi dari satu tahap tidak dihasilkan output yang memiliki
error minimal maka akan mempengaruhi validasi untuk tahap proses selanjutnya. Data yang
diambil berasal dari literatur. (Luyben,2008) Setelah data literatur didapatkan, proses diagram
sistem pemisahan butanol-air dapat dibuat dengan menggunakan software AspenPlus, yang
nantinya akan terus digunakan dalam penelitian ini.
Penelitian simulasi kolom distilasi butanol-air dengan integrasi panas untuk
mendapatkan Total Annual Cost (TAC) minimal ini dilakukan dengan menggunakan software
Aspen Plus. Simulasi steady state pembuatan base case ini merupakan langkah awal untuk
melakukan simulasi untuk mendapatkan optimasi dari kondisi operasi. Dalam simulasi steady
state ini juga dilakukan pemilihan jenis kolom distilasi dan tipe tray dengan tujuan untuk
mendapatkan model simulasi yang sesuai dengan kondisi sebenarnya yaitu pada literatur
(Luyben,2008). Simulasi kinerja kolom distilasi pemisahan kolom distilasi sistem butanol-air
ini menggunakan model termodinamika UNIQUAC karena umpan yang digunakan dalam
sistem pada penelitian ini merupakan campuran organik (butanol-air), selain itu pada sistem
butanol-air terdapat suatu kesetimbangan cair-cair (LLE).
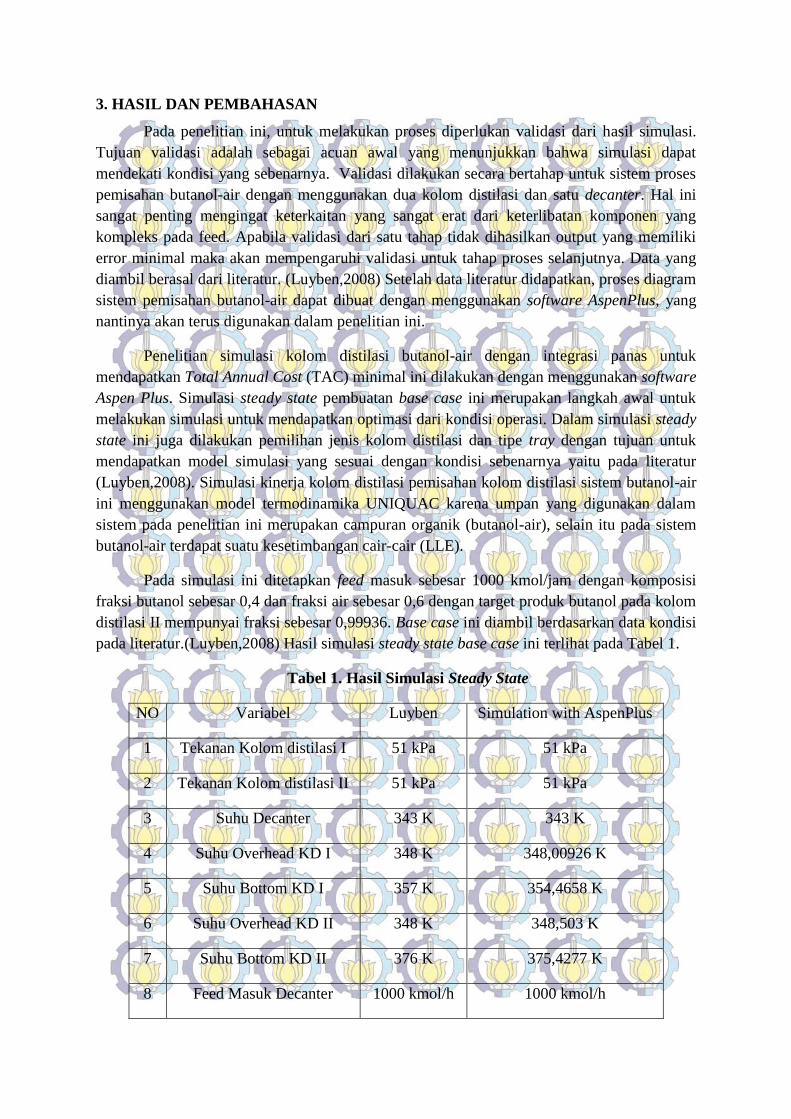
Pada simulasi ini ditetapkan feed masuk sebesar 1000 kmol/jam dengan komposisi
fraksi butanol sebesar 0,4 dan fraksi air sebesar 0,6 dengan target produk butanol pada kolom
distilasi II mempunyai fraksi sebesar 0,99936. Base case ini diambil berdasarkan data kondisi
pada literatur.(Luyben,2008) Hasil simulasi steady state base case ini terlihat pada Tabel 1.
Tabel 1. Hasil Simulasi Steady State
NO Variabel Luyben Simulation with AspenPlus
1 Tekanan Kolom distilasi I 51 kPa 51 kPa
2 Tekanan Kolom distilasi II 51 kPa 51 kPa
3 Suhu Decanter 343 K 343 K
4 Suhu Overhead KD I 348 K 348,00926 K
5 Suhu Bottom KD I 357 K 354,4658 K
6 Suhu Overhead KD II 348 K 348,503 K
7 Suhu Bottom KD II 376 K 375,4277 K
8 Feed Masuk Decanter 1000 kmol/h 1000 kmol/h
9 Fraksi mole Butanol 0,4 0,42013577
Fraksi Mole Air 0,6 0,57986423
10
Mole Flow Produk KD I 600,1 kmol/h 599,99393 kmol/h
Fraksi mole Butanol 0,001 0,00063999
Fraksi Mole Air 0,999 0,99936
11
Mole Flow Produk KD II 399,9 kmol/h 400,002777 kmol/h
Fraksi mole Butanol 0,999 0,999
Fraksi Mole Air 0,001 0,001
12 Heat Duty Reboiler KD I 1,21 MW 1,21342629 MW
13 Heat Duty Reboiler KD II 6,70 MW 6,67595483 MW
14 Condensor Duty 6,83 MW 7,0353724 MW
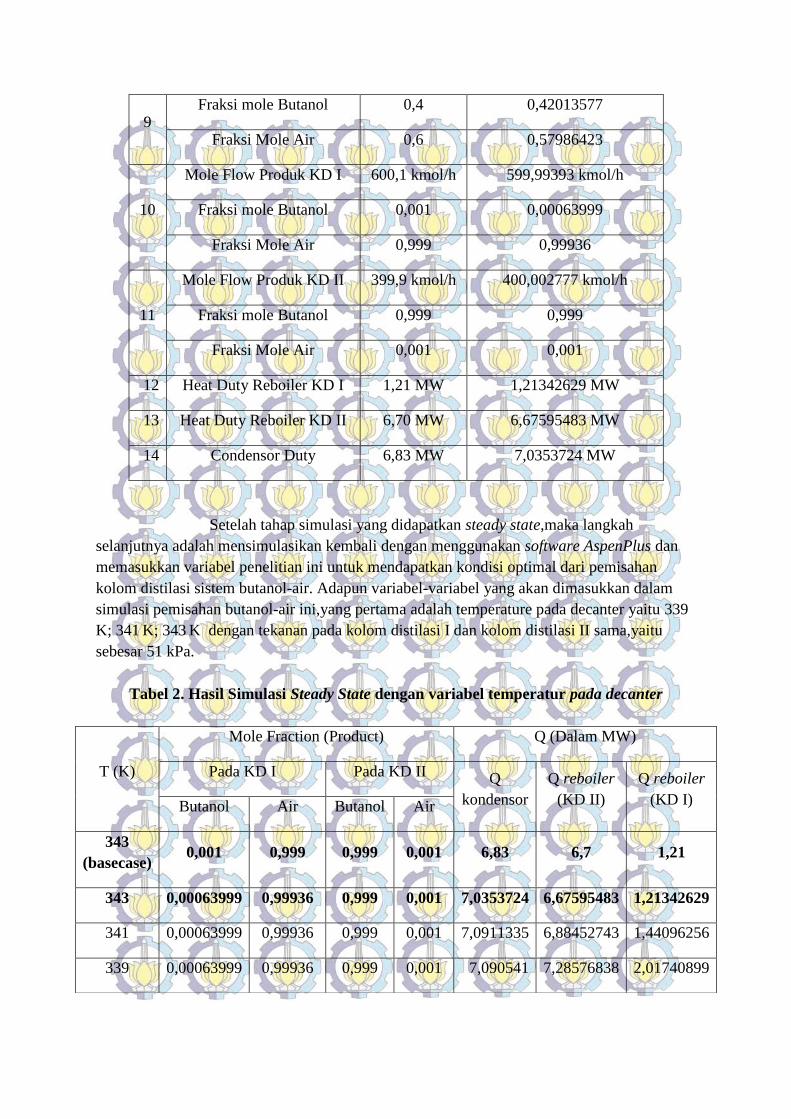
Setelah tahap simulasi yang didapatkan steady state,maka langkah
selanjutnya adalah mensimulasikan kembali dengan menggunakan software AspenPlus dan
memasukkan variabel penelitian ini untuk mendapatkan kondisi optimal dari pemisahan
kolom distilasi sistem butanol-air. Adapun variabel-variabel yang akan dimasukkan dalam
simulasi pemisahan butanol-air ini,yang pertama adalah temperature pada decanter yaitu 339
K; 341 K; 343
K dengan tekanan pada kolom distilasi I dan kolom distilasi II sama,yaitu
sebesar 51 kPa.
Tabel 2. Hasil Simulasi Steady State dengan variabel temperatur pada decanter
T (K)
Mole Fraction (Product) Q (Dalam MW)
Pada KD I Pada KD II Q
kondensor
Q reboiler
(KD II)
Q reboiler
(KD I) Butanol Air Butanol Air
343
(basecase) 0,001 0,999 0,999 0,001 6,83 6,7 1,21
343 0,00063999 0,99936 0,999 0,001 7,0353724 6,67595483 1,21342629
341 0,00063999 0,99936 0,999 0,001 7,0911335 6,88452743 1,44096256
339 0,00063999 0,99936 0,999 0,001 7,090541 7,28576838 2,01740899
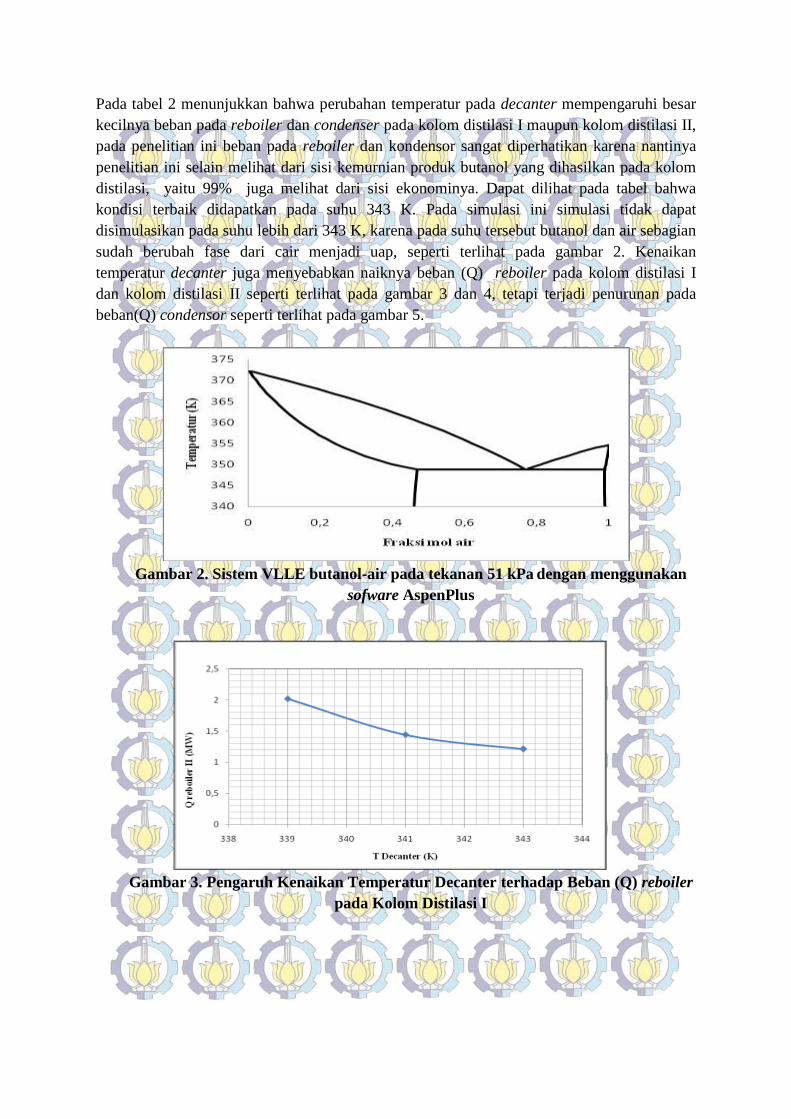
Pada tabel 2 menunjukkan bahwa perubahan temperatur pada decanter mempengaruhi besar
kecilnya beban pada reboiler dan condenser pada kolom distilasi I maupun kolom distilasi II,
pada penelitian ini beban pada reboiler dan kondensor sangat diperhatikan karena nantinya
penelitian ini selain melihat dari sisi kemurnian produk butanol yang dihasilkan pada kolom
distilasi, yaitu 99% juga melihat dari sisi ekonominya. Dapat dilihat pada tabel bahwa
kondisi terbaik didapatkan pada suhu 343 K. Pada simulasi ini simulasi tidak dapat
disimulasikan pada suhu lebih dari 343 K, karena pada suhu tersebut butanol dan air sebagian
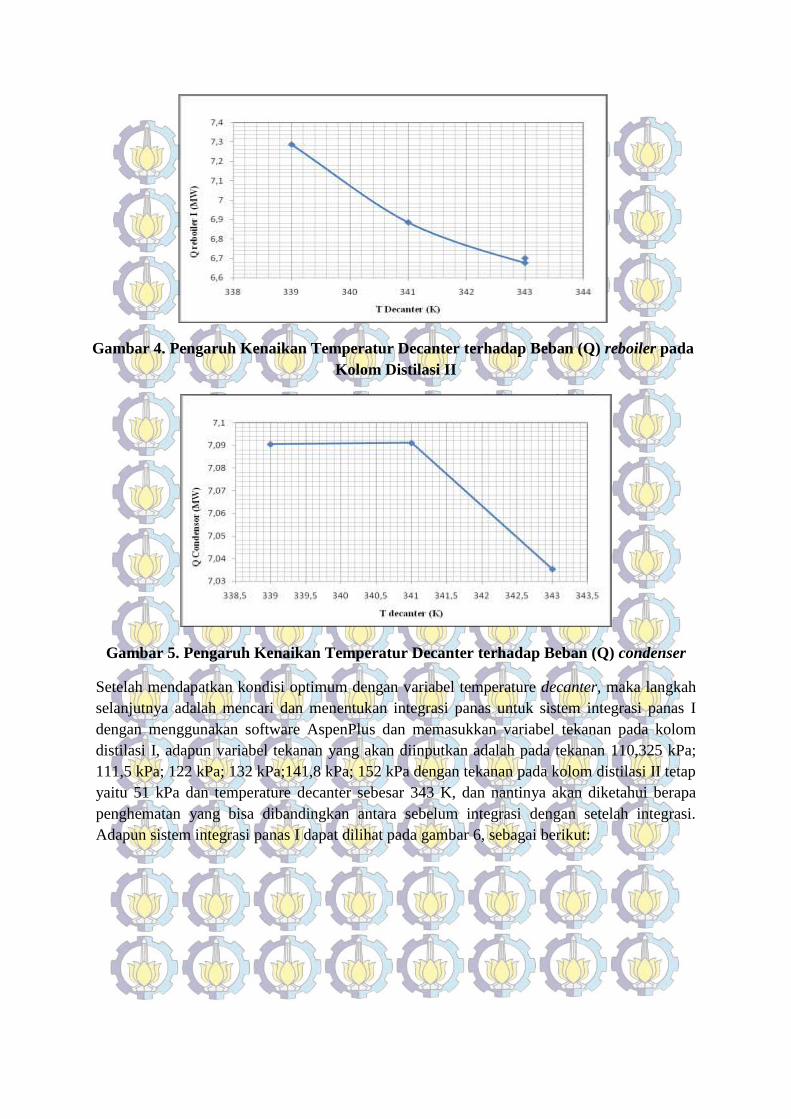
sudah berubah fase dari cair menjadi uap, seperti terlihat pada gambar 2. Kenaikan
temperatur decanter juga menyebabkan naiknya beban (Q) reboiler pada kolom distilasi I
dan kolom distilasi II seperti terlihat pada gambar 3 dan 4, tetapi terjadi penurunan pada
beban(Q) condensor seperti terlihat pada gambar 5.
Gambar 2. Sistem VLLE butanol-air pada tekanan 51 kPa
dengan menggunakan
sofware AspenPlus
Gambar 3. Pengaruh Kenaikan Temperatur Decanter terhadap Beban (Q) reboiler
pada Kolom Distilasi I
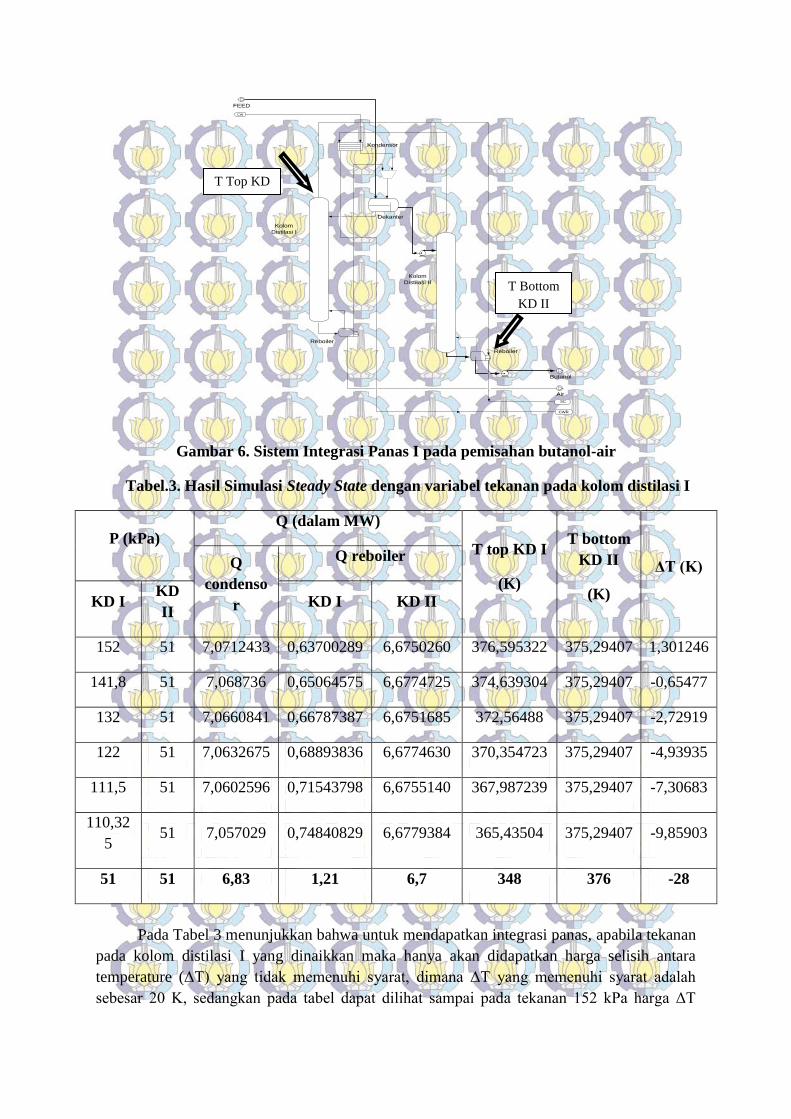
Gambar 4. Pengaruh Kenaikan Temperatur Decanter terhadap Beban (Q) reboiler pada
Kolom Distilasi II
Gambar 5. Pengaruh Kenaikan Temperatur Decanter terhadap Beban (Q) condenser
Setelah mendapatkan kondisi optimum dengan variabel temperature decanter, maka langkah
selanjutnya adalah mencari dan menentukan integrasi panas untuk sistem integrasi panas I
dengan menggunakan software AspenPlus dan memasukkan variabel tekanan pada kolom
distilasi I, adapun variabel tekanan yang akan diinputkan adalah pada tekanan 110,325 kPa;
111,5 kPa; 122 kPa; 132 kPa;141,8 kPa; 152 kPa dengan tekanan pada kolom distilasi II tetap
yaitu 51 kPa dan temperature decanter sebesar 343 K, dan nantinya akan diketahui berapa
penghematan yang bisa dibandingkan antara sebelum integrasi dengan setelah integrasi.
Adapun sistem integrasi panas I dapat dilihat pada gambar 6, sebagai berikut:
Air
CWR
SC
Reboiler
CW
FEED
Kondensor
Kolom
Distilasi I
Dekanter
Reboiler
Kolom
Distilasi II
Butanol
Gambar 6. Sistem Integrasi Panas I pada pemisahan butanol-air
Tabel.3. Hasil Simulasi Steady State dengan variabel tekanan pada kolom distilasi I
P (kPa) Q (dalam MW)
T top KD I
(K)
T bottom
KD II
(K)
ΔT (K) Q
condenso
r
Q reboiler
KD I KD
II KD I KD II
152 51 7,0712433 0,63700289 6,6750260 376,595322 375,29407 1,301246
141,8 51 7,068736 0,65064575 6,6774725 374,639304 375,29407 -0,65477
132 51 7,0660841 0,66787387 6,6751685 372,56488 375,29407 -2,72919
122 51 7,0632675 0,68893836 6,6774630 370,354723 375,29407 -4,93935
111,5 51 7,0602596 0,71543798 6,6755140 367,987239 375,29407 -7,30683
110,32
5 51 7,057029 0,74840829 6,6779384 365,43504 375,29407 -9,85903
51 51 6,83 1,21 6,7 348 376 -28
Pada Tabel 3 menunjukkan bahwa untuk mendapatkan integrasi panas, apabila tekanan
pada kolom distilasi I yang dinaikkan maka hanya akan didapatkan harga selisih antara
temperature (ΔT) yang tidak memenuhi syarat, dimana ΔT yang memenuhi syarat adalah
sebesar 20 K, sedangkan pada tabel dapat dilihat sampai pada tekanan 152 kPa harga ΔT
T Bottom
KD II
T Top KD
I
masih sekitar 1,3013 K. Oleh karena itu pada penelitian ini tekanan pada kolom distilasi I
untuk sistem integrasi panas I dianggap tetap, yaitu 51 kPa dan sistem integrasi panas I tidak
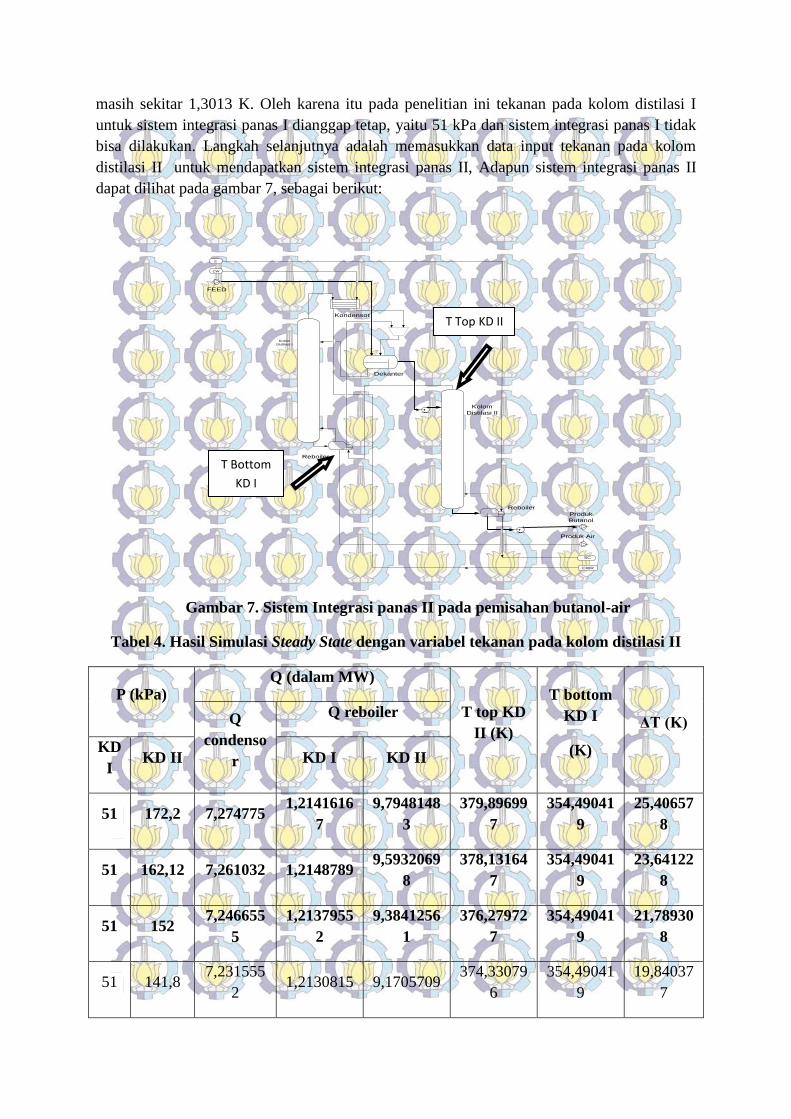
bisa dilakukan. Langkah selanjutnya adalah memasukkan data input tekanan pada kolom
distilasi II untuk mendapatkan sistem integrasi panas II, Adapun sistem integrasi panas II
dapat dilihat pada gambar 7, sebagai berikut:
Produk Air
CWR
SC
Reboiler
S
CW
FEED
Kondensor
Kolom
Distilasi I
Dekanter
Reboiler
Kolom
Distilasi II
Produk
Butanol
Gambar 7. Sistem Integrasi panas II pada pemisahan butanol-air
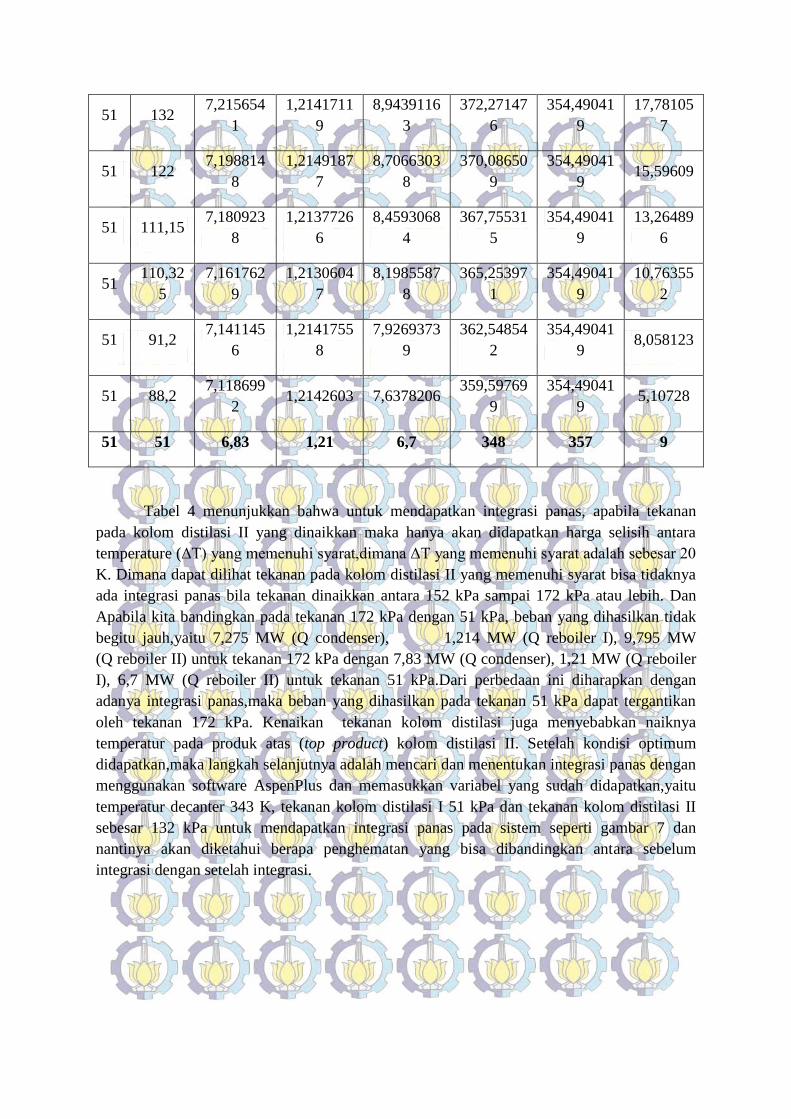
Tabel 4. Hasil Simulasi Steady State dengan variabel tekanan pada kolom distilasi II
P (kPa) Q (dalam MW)
T top KD
II (K)
T bottom
KD I
(K)
ΔT (K) Q
condenso
r
Q reboiler
KD
I KD II KD I KD II
51 172,2 7,274775 1,2141616
7
9,7948148
3
379,89699
7
354,49041
9
25,40657
8
51 162,12 7,261032 1,2148789 9,5932069
8
378,13164
7
354,49041
9
23,64122
8
51 152 7,246655
5
1,2137955
2
9,3841256
1
376,27972
7
354,49041
9
21,78930
8
51 141,8 7,231555
2 1,2130815 9,1705709
374,33079
6
354,49041
9
19,84037
7
T Top KD II
T Bottom
KD I
51 132 7,215654
1
1,2141711
9
8,9439116
3
372,27147
6
354,49041
9
17,78105
7
51 122 7,198814
8
1,2149187
7
8,7066303
8
370,08650
9
354,49041
9 15,59609
51 111,15 7,180923
8
1,2137726
6
8,4593068
4
367,75531
5
354,49041
9
13,26489
6
51 110,32
5
7,161762
9
1,2130604
7
8,1985587
8
365,25397
1
354,49041
9
10,76355
2
51 91,2 7,141145
6
1,2141755
8
7,9269373
9
362,54854
2
354,49041
9 8,058123
51 88,2 7,118699
2 1,2142603 7,6378206
359,59769
9
354,49041
9 5,10728
51 51 6,83 1,21 6,7 348 357 9
Tabel 4 menunjukkan bahwa untuk mendapatkan integrasi panas, apabila tekanan
pada kolom distilasi II yang dinaikkan maka hanya akan didapatkan harga selisih antara
temperature (ΔT) yang memenuhi syarat,dimana ΔT yang memenuhi syarat adalah sebesar 20
K. Dimana dapat dilihat tekanan pada kolom distilasi II yang memenuhi syarat bisa tidaknya
ada integrasi panas bila tekanan dinaikkan antara 152 kPa sampai 172 kPa atau lebih. Dan
Apabila kita bandingkan pada tekanan 172 kPa dengan 51 kPa, beban yang dihasilkan tidak
begitu jauh,yaitu 7,275 MW (Q condenser), 1,214 MW (Q reboiler I), 9,795 MW
(Q reboiler II) untuk tekanan 172 kPa dengan 7,83 MW (Q condenser), 1,21 MW (Q reboiler
I), 6,7 MW (Q reboiler II) untuk tekanan 51 kPa.Dari perbedaan ini diharapkan dengan
adanya integrasi panas,maka beban yang dihasilkan pada tekanan 51 kPa dapat tergantikan
oleh tekanan 172 kPa. Kenaikan tekanan kolom distilasi juga menyebabkan naiknya
temperatur pada produk atas (top product) kolom distilasi II. Setelah kondisi optimum
didapatkan,maka langkah selanjutnya adalah mencari dan menentukan integrasi panas dengan
menggunakan software AspenPlus dan memasukkan variabel yang sudah didapatkan,yaitu
temperatur decanter 343 K, tekanan kolom distilasi I 51 kPa dan tekanan kolom distilasi II
sebesar 132 kPa untuk mendapatkan integrasi panas pada sistem seperti gambar 7 dan
nantinya akan diketahui berapa penghematan yang bisa dibandingkan antara sebelum
integrasi dengan setelah integrasi.
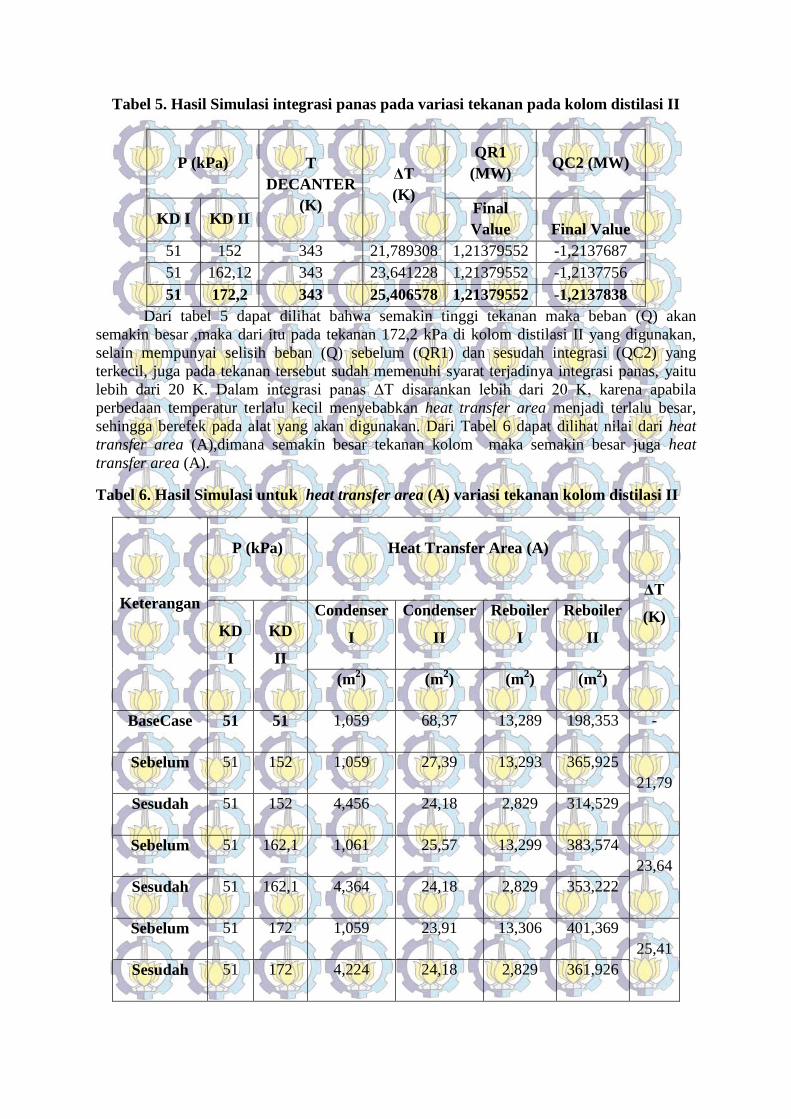
Tabel 5. Hasil Simulasi integrasi panas pada variasi tekanan pada kolom distilasi II
P (kPa) T
DECANTER
(K)
ΔT
(K)
QR1
(MW) QC2 (MW)
KD I KD II Final
Value Final Value
51 152 343 21,789308 1,21379552 -1,2137687
51 162,12 343 23,641228 1,21379552 -1,2137756
51 172,2 343 25,406578 1,21379552 -1,2137838
Dari tabel 5 dapat dilihat bahwa semakin tinggi tekanan maka beban (Q) akan
semakin besar ,maka dari itu pada tekanan 172,2 kPa di kolom distilasi II yang digunakan,
selain mempunyai selisih beban (Q) sebelum (QR1) dan sesudah integrasi (QC2) yang
terkecil, juga pada tekanan tersebut sudah memenuhi syarat terjadinya integrasi panas, yaitu
lebih dari 20 K. Dalam integrasi panas ΔT disarankan lebih dari 20 K, karena apabila
perbedaan temperatur terlalu kecil menyebabkan heat transfer area menjadi terlalu besar,
sehingga berefek pada alat yang akan digunakan. Dari Tabel 6 dapat dilihat nilai dari heat
transfer area (A),dimana semakin besar tekanan kolom maka semakin besar juga heat
transfer area (A).
Tabel 6. Hasil Simulasi untuk heat transfer area (A) variasi tekanan kolom distilasi II
Keterangan
P (kPa) Heat Transfer Area (A)
ΔT
(K) KD
I
KD
II
Condenser
I
Condenser
II
Reboiler
I
Reboiler
II
(m2) (m
2) (m
2) (m
2)
BaseCase 51 51 1,059 68,37 13,289 198,353 -
Sebelum 51 152 1,059 27,39 13,293 365,925
21,79
Sesudah 51 152 4,456 24,18 2,829 314,529
Sebelum 51 162,1 1,061 25,57 13,299 383,574
23,64
Sesudah 51 162,1 4,364 24,18 2,829 353,222
Sebelum 51 172 1,059 23,91 13,306 401,369
25,41
Sesudah 51 172 4,224 24,18 2,829 361,926
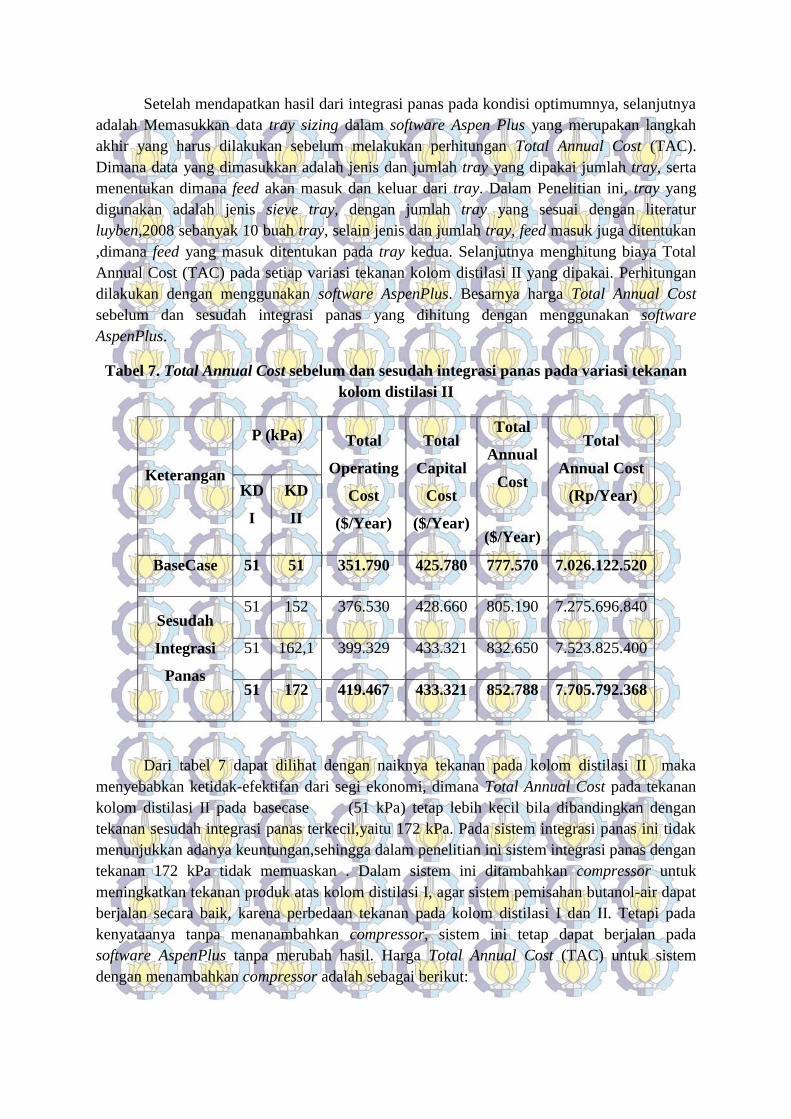
Setelah mendapatkan hasil dari integrasi panas pada kondisi optimumnya, selanjutnya
adalah Memasukkan data tray sizing dalam software Aspen Plus yang merupakan langkah
akhir yang harus dilakukan sebelum melakukan perhitungan Total Annual Cost (TAC).
Dimana data yang dimasukkan adalah jenis dan jumlah tray yang dipakai jumlah tray, serta
menentukan dimana feed akan masuk dan keluar dari tray. Dalam Penelitian ini, tray yang
digunakan adalah jenis sieve tray, dengan jumlah tray yang sesuai dengan literatur
luyben,2008 sebanyak 10 buah tray, selain jenis dan jumlah tray, feed masuk juga ditentukan
,dimana feed yang masuk ditentukan pada tray kedua. Selanjutnya menghitung biaya Total
Annual Cost (TAC) pada setiap variasi tekanan kolom distilasi II yang dipakai. Perhitungan
dilakukan dengan menggunakan software AspenPlus. Besarnya harga Total Annual Cost
sebelum dan sesudah integrasi panas yang dihitung dengan menggunakan software
AspenPlus.
Tabel 7. Total Annual Cost sebelum dan sesudah integrasi panas pada variasi tekanan
kolom distilasi II
Keterangan
P (kPa) Total
Operating
Cost
($/Year)
Total
Capital
Cost
($/Year)
Total
Annual
Cost
($/Year)
Total
Annual Cost
(Rp/Year)
KD
I
KD
II
BaseCase 51 51 351.790 425.780 777.570 7.026.122.520
Sesudah
Integrasi
Panas
51 152 376.530 428.660 805.190 7.275.696.840
51 162,1 399.329 433.321 832.650 7.523.825.400
51 172 419.467 433.321 852.788 7.705.792.368
Dari tabel 7 dapat dilihat dengan naiknya tekanan pada kolom distilasi II maka
menyebabkan ketidak-efektifan dari segi ekonomi, dimana Total Annual Cost pada tekanan
kolom distilasi II pada basecase (51 kPa) tetap lebih kecil bila dibandingkan dengan
tekanan sesudah integrasi panas terkecil,yaitu 172 kPa. Pada sistem integrasi panas ini tidak
menunjukkan adanya keuntungan,sehingga dalam penelitian ini sistem integrasi panas dengan
tekanan 172 kPa tidak memuaskan . Dalam sistem ini ditambahkan compressor untuk
meningkatkan tekanan produk atas kolom distilasi I, agar sistem pemisahan butanol-air dapat
berjalan secara baik, karena perbedaan tekanan pada kolom distilasi I dan II. Tetapi pada
kenyataanya tanpa menanambahkan compressor, sistem ini tetap dapat berjalan pada
software AspenPlus tanpa merubah hasil. Harga Total Annual Cost (TAC) untuk sistem
dengan menambahkan compressor adalah sebagai berikut:
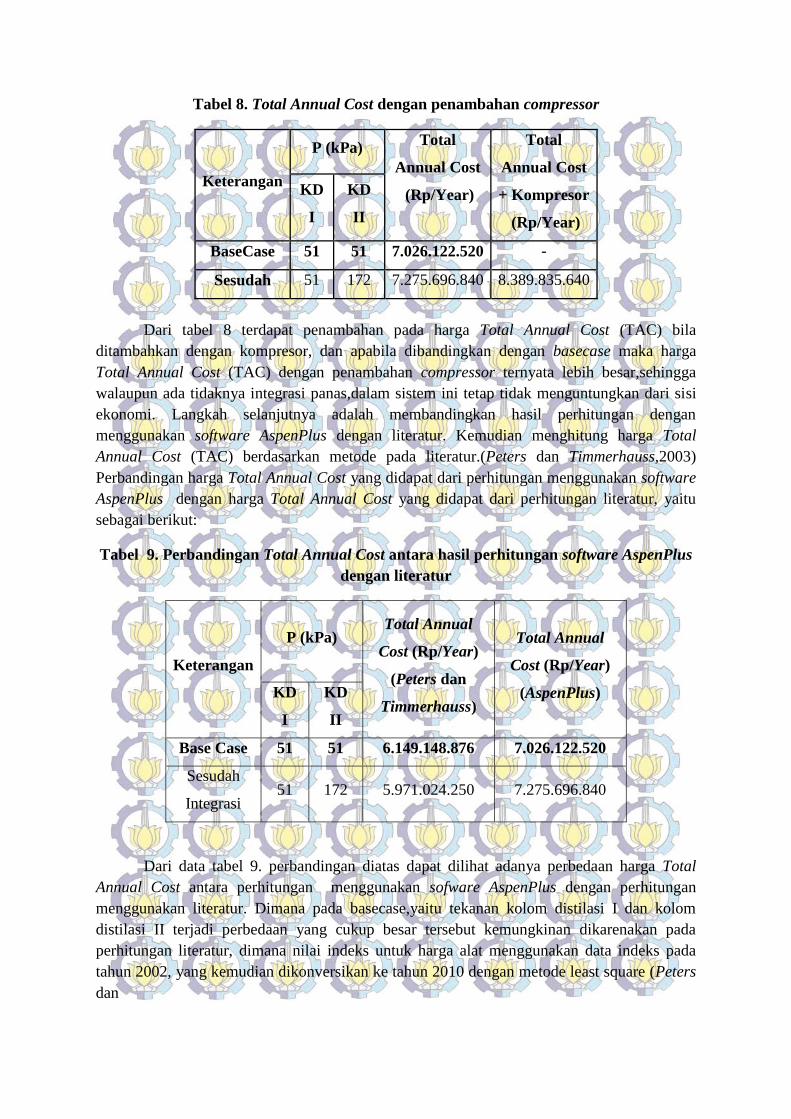
Tabel 8. Total Annual Cost dengan penambahan compressor
Keterangan
P (kPa) Total
Annual Cost
(Rp/Year)
Total
Annual Cost
+ Kompresor
(Rp/Year)
KD
I
KD
II
BaseCase 51 51 7.026.122.520 -
Sesudah 51 172 7.275.696.840 8.389.835.640
Dari tabel 8 terdapat penambahan pada harga Total Annual Cost (TAC) bila
ditambahkan dengan kompresor, dan apabila dibandingkan dengan basecase maka harga
Total Annual Cost (TAC) dengan penambahan compressor ternyata lebih besar,sehingga
walaupun ada tidaknya integrasi panas,dalam sistem ini tetap tidak menguntungkan dari sisi
ekonomi. Langkah selanjutnya adalah membandingkan hasil perhitungan dengan
menggunakan software AspenPlus dengan literatur. Kemudian menghitung harga Total
Annual Cost (TAC) berdasarkan metode pada literatur.(Peters dan Timmerhauss,2003)
Perbandingan harga Total Annual Cost yang didapat dari perhitungan menggunakan software
AspenPlus dengan harga Total Annual Cost yang didapat dari perhitungan literatur, yaitu
sebagai berikut:
Tabel 9. Perbandingan Total Annual Cost antara hasil perhitungan software AspenPlus
dengan literatur
Keterangan
P (kPa) Total Annual
Cost (Rp/Year)
(Peters dan
Timmerhauss)
Total Annual
Cost (Rp/Year)
(AspenPlus) KD
I
KD
II
Base Case 51 51 6.149.148.876 7.026.122.520
Sesudah
Integrasi 51 172 5.971.024.250 7.275.696.840
Dari data tabel 9. perbandingan diatas dapat dilihat adanya perbedaan harga Total
Annual Cost antara perhitungan menggunakan sofware AspenPlus dengan perhitungan
menggunakan literatur. Dimana pada basecase,yaitu tekanan kolom distilasi I dan kolom
distilasi II terjadi perbedaan yang cukup besar tersebut kemungkinan dikarenakan pada
perhitungan literatur, dimana nilai indeks untuk harga alat menggunakan data indeks pada
tahun 2002, yang kemudian dikonversikan ke tahun 2010 dengan metode least square (Peters
dan
Timmerhauss,2003), sedangkan pada perhitungan menggunakan software AspenPlus, harga
indeks alat yang digunakan lebih baru atau lebih mendekati harga indeks pada tahun 2010.
Karena harga indeks harga alat yang selalu berubah menjadi lebih tinggi pada setiap tahunnya
yang otomatis membuat perbedaan harga annual capital cost yang cukup signifikan.
Kecenderungan nilai indeks yang semakin tinggi dapat dilihat pada harga Total Annual Cost
pada perhitungan software AspenPlus yang lebih tinggi daripada harga Total Annual Cost
pada perhitungan berdasarkan literatur.
4. KESIMPULAN
Berdasarkan penelitian yang telah dilakukan, dapat diperoleh kesimpulan sebagai berikut :
Pada simulasi menggunakan software AspenPlus, maka didapatkan kondisi terbaik untuk
dapat dilakukan integrasi panas pada sistem pemisahan butanol-air yaitu pada suhu
decanter sebesar 343 K, dengan tekanan kolom distilasi I sebesar 51 kPa dan tekanan
kolom distilasi II sebesar 172 kPa.
Integrasi panas yang terbaik pada perbedaan temperatur (ΔT) sebesar 25,41 K, dengan
beban (Q) reboiler kolom distilasi II sebesar 9,79 MW.
Dari segi ekonomi,bila dibandingkan dengan Basecase dapat disimpulkan bahwa Total
Annual Cost (TAC) untuk sistem dengan adanya integrasi panas tidak
menguntungkan,dimana didapatkan Total Annual Cost (TAC) Rp.7.026.122.520,00
untuk basecase pada tekanan 51 kPa dan Rp.7.275.696.840,00 untuk sistem integrasi
panas pada tekanan kolom distilasi II 172 kPa.
5. DAFTAR PUSTAKA
1. Aspen Plus. 2006, Getting Started Modeling Petroleum Processes. Cambridge ,Aspen
Technology, Inc.USA.
2.Chiang, T.P. dan Luyben,W.L.1988, Comparison of Dynamic Performance of Three Heat
Integrated Distilation Configuration. John Wiley & Sons, Inc,USA.
3.Halimahtuddaliana.2004, Pembuatan n- Butanol dari Berbagai Proses , Skripsi Teknik
Kimia USU,Indonesia.
4.Nanda, F. dan Candra K. 2005,Kolom Distilasi Pabrik Etanol Dengan Integrasi Panas,
Skripsi Teknik Kimia FTI-ITS,Indonesia.
5.Peters,Max S. dan Timmerhaus,K D.2003, Plant Design and Economics for Chemical
Engineers,Fifth Edition.The McGraw-Hill Companies, Inc, USA.
6.Ravindran, A., Ragsdell, K. M. dan Reklaitis, G. V. 2006,Engineering Optimization. John
Wiley & Sons, Inc,USA.
7.Seider, W. D., Seader, J. D. and Lewin D. R. 2003,Product and Process Design Principles.
John Wiley & Sons, Inc,USA.
8.Santi, S.S.2000, Simulasi Pemisahan Campuran Heterogen Azeotrop Butanol-Air. Thesis
Teknik Kimia FTI-ITS,Indonesia.
9.Teddy S.W dan Wiryanto. 1999, Kesetimbangan Uap-Cair Sistem Biner Etanol(1)-Air(2),
Aseton(1)-Air(2), Air(1)-Butanol(2) dan Kesetimbangan Cair-Cair Air(1)-n-Butanol(2)
pada Tekanan Atmosfir.Skripsi Teknik Kimia FTI-ITS,Indonesia.
10.William,L.L. dan Chien, I.L. 2008, Design and Control of Distillation Systems for
Separating Azeotropes.John Wiley & Sons, Inc., Hoboken, New Jersey.
11.William,L.L. 2006, Distillation Design and Control Using Aspentm
Simulation. A John
Wiley & Sons, Inc,USA.





























