Embed Size (px)
Citation preview

c© 2005 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim10.1002/14356007.a28 395
Wool 1
Wool
Helmut Zahn, Deutsches Wollforschungsinstitut an der RWTH Aachen, Aachen, Federal Republic ofGermany (Chaps. 1, 2.1, 2.2, 6 – 11, 13)
Franz-Josef Wortmann, Deutsches Wollforschungsinstitut an der RWTH Aachen, Aachen, Federal Republicof Germany (Chaps. 2.3, 3.1)
Gabriele Wortmann, Deutsches Wollforschungsinstitut an der RWTH Aachen, Aachen, Federal Republic ofGermany (Chap. 8, 10)
Karola Schafer, Deutsches Wollforschungsinstitut an der RWTH Aachen, Aachen, Federal Republic ofGermany (Chaps. 3.2, 5.4, 5.5, 10, 13)
Rainer Hoffmann, Hochschule Bremen, Bremen, Federal Republic of Germany (Chaps. 4, 5.1 – 5.4, 12)
Robert Finch, Woolmark Europe, Inc., Ilkley, United Kingdom (Chaps. 11, 12)
1. Introduction . . . . . . . . . . . . . . . . . 21.1. Definition . . . . . . . . . . . . . . . . . . . 21.2. Historical Aspects . . . . . . . . . . . . . 21.3. Biology . . . . . . . . . . . . . . . . . . . . 31.4. Chemical Composition . . . . . . . . . . 32. Structure . . . . . . . . . . . . . . . . . . . 62.1. Morphology . . . . . . . . . . . . . . . . . 62.2. α- and β-Keratin . . . . . . . . . . . . . . 72.3. Two-Phase Model . . . . . . . . . . . . . 93. Properties . . . . . . . . . . . . . . . . . . 103.1. Physical and Mechanical Properties . 103.2. Chemical Reactivity . . . . . . . . . . . . 134. Resources and Raw Materials . . . . . 154.1. Sheep Rearing and Breeding . . . . . . 154.2. Places of Origin and Types of Raw
Wool . . . . . . . . . . . . . . . . . . . . . . 16
5. Production Processes . . . . . . . . . . . 165.1. Methods of Obtaining Wool . . . . . . 165.2. Raw Wool Scouring . . . . . . . . . . . . 165.3. Mechanical Processing . . . . . . . . . . 175.4. Chemical Processing: Pretreatment . 175.5. Dyeing and Finishing . . . . . . . . . . . 196. Environmental Protection . . . . . . . . 217. Quality Specifications . . . . . . . . . . . 218. Testing and Analysis . . . . . . . . . . . 229. Storage and Transportation . . . . . . 2310. Uses . . . . . . . . . . . . . . . . . . . . . . 2311. Trademarks . . . . . . . . . . . . . . . . . 2312. Economic Aspects . . . . . . . . . . . . . 2413. Toxicology and Occupational Health . 2614. References . . . . . . . . . . . . . . . . . . 27
1. Introduction
Today, wool accounts for only ca. 3wt% ofworld textile-fiber production. However, if thevalue added by dyeing and printing is included,the share in monetary terms is considerablyhigher. The importance of wool is due to itsunique physiological properties as a clothingmaterial and the wide range of techniques forconverting it into textiles, including felts and fin-ishing processes.
Some important methods and discoveries inmodern biological sciences had their origins inwool research (partition and paper chromato-graphy, the structure of α- and β-keratin, inter-mediate filaments).
The production of wool and woolen textilesand the trade in these commodities have playedan important role in political and economic his-tory.
1.1. Definition
The natural fiber wool, like other types of fineand coarse animal hair and also silks (→Silk),is an animal fiber [54], and although the term“wool” can be used in conjunction with thenames of various animals, e.g., “angora wool”,it is here understood to include only the hair ofthe various breeds of domesticated sheep (Ovisaries).

2 Wool
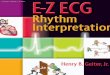
Figure 1. Diagram of fully developed wool follicle (not toscale) [58]The six zones are: 1) Bulb; 2) Keratogenous zone; 3) Zoneof final hardening of the fiber; 4) Zone of inner root sheathdegradation; 5) Zone of sloughing of inner and outer rootsheath cells; 6) Pilary canal.AG= aprocine gland; AP= arrector pili; B = bulb;CTS= connective tissue sheath; DP = dermal papilla;E = epidermis; GM=glassy membrane; IRS = inner rootsheath; ORS= outer root sheath; SG= sebaceous gland
1.2. Historical Aspects [55–57]
The wool of the sheep was the first textile rawmaterial used by humans for clothing purposes.The development of clothing began when peo-ple first dressed themselves in the skins of mam-mals. Felts, which are more easily shaped, wereproduced later from hairs plucked or cut fromthe animal (→Felts). The development of spin-ning and weaving to produce fabrics was a stilllater development.
The first country to process and trade in woolwas Babylon (Babylonia = land of wool). Theoldest known wool fabrics, dating from the sec-ond half of the second millennium b.c., werefound in Danish tree coffins.
Sheep rearing reached a high point in theMiddle Ages and the Renaissance. The merino
sheep, bred in Spain, produced wool of very finequality, and in the late 1700s Saxon merinoswere exported via England and South Africa toAustralia, where the climate proved to be veryfavorable for rearing this breed.
1.3. Biology
Wool fibers and other animal hairs, includinghuman hair, are formed in follicles – sheath-likeformations of the epidermis, at the base of whichare papillae of mesodermal cells (Fig. 1).
Follicles are dynamic organs in which var-ious processes occur simultaneously: cell divi-sion, cell differentiation, upward movement ofthe keratinocytes, biosynthesis of wool proteinsas geneproducts, self-assemblyof the proteins toform supramolecular structures, and finally ker-atinization (cornification) by formation of cross-linked disulfide and isodipeptide bridges. At thesame time, cells of the inner andouter root sheathare catabolized [58].
The various stages of development of thegrowing wool fiber in the follicle can be di-vided into six zones (Fig. 1). In the upper part ofZone 1, fine keratin intermediate filaments (KIF)and trichohyalin granules are already forming.Between Zones 1 and 2, filaments aggregate toform macrofibrils, in which keratin-associatedproteins (KAP) are deposited. In Zone 2, amor-phous protein aggregates, ca. 30 nm in diame-ter, form in the fiber cuticle cells. By the endof Zone 2 the cuticle cells are hardened, whilethe final keratinization of the entire wool fiberoccurs in Zone 3.
1.4. Chemical Composition [27,31]
The protein fiberwool consists of carbon, hydro-gen, oxygen, nitrogen, and sulfur. The elementalanalysis of wool (free of water) is as follows:
Carbon 50.5wt%Hydrogen 6.8wt%Oxygen 22.0wt%Nitrogen 16.5wt%Sulfur 3.7wt%Ash 0.5wt%
Except for the sulfur content, this composi-tion is typical for all proteins. The high sulfur

Wool 3
content is due to the high content of cystine, adouble amino acid containing two sulfur atomsin a disulfide bond:
HOOCCH(NH2)CH2S−SCH2CH(NH2)COOH
The ash contains potassium, sodium, calcium,aluminum, iron, silicon, sulfate, carbonate,phosphorus pentoxide, and chloride. Water-freewool consists mainly (ca. 97%) of wool pro-teins, the remainder being made up of ca. 2%structural lipids (Fig. 2) [59–62], ca. 1%mineralsalts, nucleic acids [63,64], and carbohydrates.
Industrially scoured wool has only smallresidual amounts of wool grease (ca. 0.5%).The structural lipids, in contrast, are componentsof the cell membrane complex which binds to-gether the cuticle and cortex cells.
A characteristic of the structural lipidsof the cuticle is the presence of a cova-lently bound branched-chain C21 fatty acid 18-methyleicosanoic acid [65–67].
Total hydrolysis of the peptide bonds in woolproteins yields 24 amino acids. The data given inTable 1 were obtained by combining data fromacidic and from enzymatic hydrolyses of wool.
The amino acids are classified in five groups:“acidic” amino acids, “basic” amino acids, ami-no acids with hydroxyl groups, sulfur-con-taining amino acids, and amino acids with noreactive groups in the side chain. The totalamount of amino acids with reactive side chaingroups is 5395µmol/g, and of amino acids with-out reactive side chain groups 3450µmol/g. Thesum of these two figures, after subtraction ofthe concentration of C-terminal amino acids(10µmol/g), gives a figure of 8835µmol/g forthe concentration of peptide groups in the pep-tide chains of wool.
Like all proteins, wool contains both cationicand anionic groups, and is therefore amphoteric.The cationic character is due to the protonatedside chains of arginine, lysine, and histidine, andto the small number of free amino groups at theends of the peptide chains. The amino groups oflysine, histidine, the amino end groups, and thethiol groups of cysteine are important sites forthe covalent attachment of reactive dyes [68].Anionic groups are present as dissociated sidechains of aspartic and glutamic acids and as car-boxyl end groups.
The side chains, which in wool account fora considerable proportion (50%) of the proteinmaterial, interact with each other, thereby stabi-lizing the peptide by forming links between thechains and rings within a chain:
This structural formula is a schematic repre-sentation of five such links between segmentsof two hypothetical peptide chains. From thetop downwards it shows interactions betweenphenyl rings (for the role of aromatic rings ashydrogen bond acceptors see [69]), hydrogenbonds between an asparagine residue and a ser-ine residue, a salt bridge between an arginineresidue and a glutamic acid residue [70], a disul-fide bridge between two cysteine residues, andan isodipeptide bridge between glutamic acidand lysine [71,72].
The disulfide bridge plays an important partin stabilizing the wool fiber, leading in partic-ular to its relatively high wet strength, moder-ate swelling, and insolubility. A second covalentbridge is provided by the isodipeptide Nε-(γ-glutamyl)lysine, which provides an additionalstabilizing effect in the cornified cell envelopesof the cortex and cuticle.
The so-called salt bridge is due to the electro-static interaction between cationic and anionicside-chain groups. Hydrogen bonds are formedin proteins between

4 Wool
Figure 2. Structural lipids
as donors and
as acceptors, especially in the helical rod do-mains of the keratin filaments.
Hydrophobic effects stabilize the aggregationof nonpolar side chains, so reducing the area ofthe interface with water.
The three-dimensional structure of the woolproteins is stabilized both by the hydrophobiceffect and by a wide variety of electrostatic in-teractions between amino acid constituents [73].
Eight N-terminal amino acids have been an-alyzed by means of 2,4-dinitrofluorobenzene:cystine, glycine, threonine, valine, alanine, ser-ine, and glutamic and aspartic acids. Other N-terminal amino acids are present inN-acetylated
form. Thus, the acid hydrolysis of wool liberates50µmol/g acetic acid [74].
S-Carboxymethylated soluble wool proteinscan be obtained by exhaustivemercaptolysis andcarboxymethylation of the resulting SH groups[75–77].
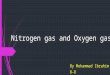
The dissolved S-carboxymethylated woolproteins can be separated into the main groupslisted in Table 2, and these fractions can be sepa-rated into definite proteins, some of which havebeen sequenced [78]. In two-dimensional poly-acrylamide gel electrophoresis [79], the proteinsare first separated according to charge, and, inthe second dimension, in the presence of sodiumdodecylsulfate (SDS), according to molecularmass (Fig. 3). The heterogeneity of this classof proteins can thus be demonstrated by a rela-tively simple analytical process. The keratins arewell separated from the sulfur-rich proteins be-

Wool 5
Table 1. Amino acid composition of fine merino wool∗ [49]
cause of their high molecular mass, and the highglycine – tyrosine proteins are nearly at the frontof the SDS dimension because their molecularmass is very low. Some of the heterogeneity ofthe keratins is caused by phosphorylation [80].
The keratins in wool come from themicrofib-rils, which together with some other protein fil-aments are classified as intermediate filaments[81–84]. Intermediate filaments form an im-portant filamentary system in the cytoplasm ofhigher eukaryotic cells. They have a diameterof 8 – 10 nm, and are thus larger than actin fila-
ments and smaller than the microtubuli [41] ofthe cell.
2. Structure
2.1. Morphology [85–89]
Wool fibers consist of two cell types: cuticle andcortex cells. In coarse fibers, there is also a cen-tral medulla (Fig. 4).
The cuticle [87] consists of plate-shaped cells(“scales”) that overlap longitudinally and

6 Wool
Figure 3. Two-dimensional polyacrylamide gel elec-trophoretic separation of wool proteins [79].The proteinswere extracted frommerinowool and subjectedto electrophoresis at pH 8.9 in one direction and in the pres-ence of SDS in the other.LS = low sulfur; HS = high sulfur; UHS= ultrahigh sulfur;HGT= high glycine – tyrosine
peripherally, with the 1µm thick edges of thescales pointing in the direction of the tip of thefiber. Each cuticle cell consists of four layerswith different cystine and isodipeptide contents:epicuticle, a-layer, exocuticle, and endocuticle.Between overlapping cuticle cells is the cellmembrane complex. The epicuticle consists ofproteins and lipids, including covalently bound18-methyleicosanoic acid, (Fig. 2).
The cortex consists of spindle-shaped inter-digitated cells [88]. These consist of ortho, para,and more rarely meso cells, all differing in theircystine content and staining behavior with sil-ver salts. A cortex cell of wool contains around5 – 8 macrofibrils with a diameter of 300 nmat their widest point. Between the macrofib-rils are cytoplasmic and nuclear remnants ofthe keratinocytes. This intermacrofibrillar mate-rial swells in water more than the macrofibrils.A macrofibril is a bundle of 500 – 800 keratinintermediate filaments (microfibrils). Keratin-
associated proteins (KAP) are intercalated, en-veloping individual microfibrils and their ag-gregates. An individual microfibril consists ofprotofibrils, which in turn consist of protofila-ments (Fig. 5) [89].
Table 2. Proteins of the wool fiber [78]
Type of protein Number ofproteins
Range ofmolecular mass,kDa
KeratinsAcidic keratins (Type I) 4 40 – 50Basic keratins (Type II) 4 56
Keratin associated proteins(KAP)High-sulfur proteins 80 – 100 11
161923
Ultrahigh-sulfur proteins 16High glycine – tyrosine
proteins (Type I)10 6 – 9
High glycine – tyrosineproteins (Type II)
5 6 – 9
The medulla in coarser wool fibers consistsof hollow cells with a skeleton of amorphousproteins and fine filaments.
The natural color of brown wool is caused bypigment granula of black to brown eumelaninand yellow to red pheomelanin.
2.2. α- and β-Keratin
The microfibrils are partly crystalline, and onX-ray structural analysis give reflections on themeridian (0.51 nm) and equator (0.98 nm), aswell as many long-period reflections on themeridian and some on the equator. Astbury[90] designates the modification that results inthis fiber diagram (Fig. 6A) as α-keratin. Woolthat has been stretched by ca. 50% in water andthen steamed gives a new fiber diagram witha meridian reflection at 0.34 nm and equatorialreflections at 0.465 nm and 0.98 nm. This X-ray diffraction pattern is due to the modificationknown as β-keratin (Fig. 6 B). A new interpre-tation for the α → β transition is given by CAO[96] and Kreplak et al. [97].
In α-keratin [91], the peptide chains aretwisted like a right-handed screw (α-helix,Fig. 7). The stability of the α-helix is dueto intramolecular hydrogen bonds between the>C=O groups of the peptide bonds and adja-

Wool 7
Figure 4. Longitudinal and cross section of a fine merino woolfiber [86]
Figure 5. Schematic representation of the three distinct levels of fibrillar organization in keratin filament assembly and archi-tecture [89].I) The 2 nm protofilament consists of two coiled-coil keratin polypeptides, presumably one acidic (white) and one basic (black)species; II) The 4.5 nm protofibril may be a six-stranded subunit composed of three 2 nm protofilaments (shown on left), or,alternatively, may be an eight-stranded subunit formed by the lateral aggregation of two four-stranded 3 nm protofilamentintermediates (shown on right); III) The 10 nm filament may comprise four (left) or three (right) protofibrils, depending uponprotofibril substructure. The number of protofibrils (four or three) per 10 nm filament is not unique but just represents onepossible polymorphic form.
Figure 6. Diagnostic X-ray reflections [9]A) α-Keratin pattern; B) β-Keratin pattern

8 Wool
cent >N−H groups of amino acid units locatedon the next turn of the α-helix and intrahelicalsalt linkages.
Figure 7. α-Helix structure of α-keratin [91]
The α-helix contains 18 amino acid units infive turns, i.e., 3.6 amino acid units per turn. Togive the distance between successive turns of thehelix that leads to the observed meridian reflec-tion (0.51 nm), the helical chain must itself beslightly coiled (superhelix, coiled coil). Two su-perhelices combine to form a left-handed, two-stranded, rope-like assembly in which the super-helices are arranged such that the hydrophobicside chains on the outside of the helix interlinkto form a stable “buttonhole” structure. Thesedimers are the actual physical structural ele-ments of the intermediate filaments (microfib-rils), and can be termed “molecular twins.”
In the β-keratin structure [92], the peptidechains are considerably stretched, as in silk fi-broin (→Silk, Chap. 2.1.). The chains form so-called pleated sheet structures (Fig. 8). The sheet
is formed by cross-linking of the chains by hy-drogen bonds between peptide groups of oppos-ing chains. The sheet is folded at the −CHRgroups of the chains to such an extent thatthe meridian reflection of the β-keratin X-raydiffraction pattern at 0.34 nm corresponds withthe geometry of the model. The phenomenon ofthe α → β transformation has been applied inthe new developedOPTIM technology (see Sec-tion 5.4).
Figure 8. Pleated sheet structure of β-keratin [92]
2.3. Two-Phase Model
The complex morphological and molecularstructure of wool (Fig. 4) echoes the construc-tion principle of all biological composite struc-tures and many man-made materials, combin-ing components with different properties in onematerial so as to maximize suitability for its pur-pose. Table 3 shows the stepwise differentiationof the morphological structure of the wool fiberinto the most important two-phase structures.
With regard to elastic properties, the essen-tial differencebetween the components is in theirdegree of order. If only theα-helical central rod-like domains in the microfibrils (intermediatefilaments) are regarded as microcrystalline, thecrystalline phase accounts for 30% of the fiber[93]. The other components make up the non-crystalline phase, which includes the cuticle, thecell membrane complex, the intermacrofibrillarmatrix, the intermicrofibrillar matrix, and 40%of the microfibrils, i.e., the nonhelical ends ofthe keratin molecules or of the dimers.
On stretching the fiber in the linear-viscoelastic region (ε < 0.8%), the behavior ofthe crystalline phase (hx) is linearly elastic and

Wool 9
Table 3.Morphology of wool as a combination of two-component structures (see also Fig. )
Composite system Type∗ Component 1 Component 2
Wool fiber r/c cuticle cortexCortex f/m cortex cell cell membrane complexCortex cell f/m macrofibrils intermacrofibrillar matrixMacrofibril f/m microfibrils intermicrofibrillar matrix
∗ r/c = ring/core structure; f/m = filament in matrix
that of the noncrystalline matrix (nc) is linearlyviscoelastic.
The modulus of elasticity of the helices is[94]
Ehx = 7.8 − 9.6GPa
This value is remarkably close to the mod-ulus of elasticity of crystalline ice, which isalso stabilized by hydrogen bonds (ice I, 0 ◦C:E = 10GPa). This fact emphasizes the ideal ar-rangement and cooperation of the shortα-helicalsegments in the microfibrillar crystal. The time-dependent modulus of elasticity of the dry (d)and wet (w) noncrystalline phase (nc) are calcu-lated to be
Ednc = 6.1 − 6.6GPa; Ew
nc = 0.5GPa
Ednc/Ew
nc ≈ 13
The ratio of the moduli of elasticity of the non-crystalline phase is in good agreement withthe ratio of the corresponding torsion moduli(G d/Gw = 10) [94]. In a filament –matrix com-posite, the torsion behavior is mainly a propertyof the matrix. The small difference between thevalues for the viscoelastic modulus of the non-crystalline phase in the dry state and themodulusof elasticity of the helical filaments is due to thefact that both components are stabilized mainlyby strong hydrogen bonds which are broken un-der the influence of water in the noncrystallinephase, while they continue to exist in the crys-talline region.
For small amounts of longitudinal strain inthe linear-viscoelastic region, the relaxation be-havior of a wool fiber shows no fine structureascribable to individual morphological compo-nents. This fact can be explained by the lowcontents of individual components and theirchemical and structural similarity. For small de-formations, all noncrystalline components be-have as constituents of a homogeneous mixture,whereby the effect of each component is propor-
tional to its volume fraction. The elastomechan-ical behavior is satisfactorily represented by thesimple Feughelman two-phase model [95]. Theelastic and viscoelastic properties of the fiberlargely determine the crease resistance, dimen-sional stability, drape, and handle of a fabric.
3. Properties [2,6,17,48]
(See also→Fibers, 1. Survey;→Fibers, 6. Test-ing and Analysis)
3.1. Physical and Mechanical Properties[17]
Wool fibers with no medulla have a density of1.31 g/cm3 at 25 ◦C and 65% relative humidity.The mean fiber diameter varies between 16 and40µm and the mean fiber length between 2.5and 25 cm, depending on type and origin.
Figure 9.Moisture absorption of wool as a function of rel-ative atmospheric humidity at 25 ◦C [98]
Water Absorption. Wool is hygroscopic,and the amount of water taken up depends onthe relative humidity of the air, temperature, andthe history of the wool (Fig. 9) [98,114,115].The adsorption and desorption curves exhibithysteresis. At average relative humidities, the

10 Wool
difference between the two curves is ca. 2%.As with all textile fibers, the moisture uptake ofwool is accompanied by liberation of heat.
Although wool is hygroscopic, its surface ishydrophobic towards liquid water and is there-fore difficult to wet. This apparently contradic-tory behavior, which is an important factor inthe physiological effects of wool as a clothingmaterial, is due to the fact that the interior of thefiber absorbs water vapor, whereas liquid wateris repelled by the hydrophobic outer surface ofthe cuticle.
Water absorption results in swelling,wherebywool shows considerable swelling anisotropy,i.e., longitudinal and radial swelling are different(Fig. 10) [10].
Figure 10. Effect of moisture absorption on swelling andmoduli [10]a) Length swelling; b) Radial swelling; c) Torsional modu-lus; d) Extensional modulus
An increase in the amount of absorbed mois-ture from 0% to 33% leads to a longitudinalswelling of ca. 2% and a radial swelling of 16%.The extent of swelling depends on the pH andcomposition of the swelling medium.
The degree of fiber swelling is least at theisoionic point (pH 4.9), where there is no ex-cess of ionic groups.Above and below this point,the number of stabilizing salt bridges decreases,and the wool carries excess negative or posi-tive charges which cause electrostatic repulsion
of the peptide chains, thereby increasing theswelling [99]. Many physical and mechanicalproperties of wool depend on its moisture con-tent. Thus, for example, dry undamaged woolhas an ultimate tensile strength of ca. 150 –200N/mm2 in its initial state and a wet ultimatetensile strength of only 70 – 80% of this value.Whereas the tensile strength of wool decreaseswith increasing moisture content, the fracturestrain increases. In the dry state, it is 35 – 55%,and in the wet state 40 – 60%.
Stress – Strain Behavior. Figure 11 showsthe stress – strain behavior of a wool fiber instandard atmosphere of 65% relative humidityat 20 ◦C compared with that in water at 20 ◦C.The stress – strain curve can be divided into threeregions which are affected to different extentsby increasing humidity. After decrimping (notshown in Fig. 11), the tension in the fiber in-creases very rapidly and almost linearly up toa strain of 1 – 2%. This so-called initial region(A –B) is often incorrectly referred to as the“Hookean region”. Above this, the elongationincreases rapidly for small increases in stress.This section of the curve (B –C) is known as theyield region. Point C lies between 25 and 30%elongation. The third region of the stress – straincurve is known as the post-yield region (C –D),and is terminated by rupture of the fiber (D). Inthis section of the curve, the increase in tensionthat accompanies a given increase in elongationis larger.
The three characteristic regions of the stress –strain curve are very distinct in water at 20 ◦C,and the transitions at points B and C are sharp.The slopes in the initial, yield, and post-yieldregions are in the approximate ratio 100 : 1 : 10.It has been shown that distinct domains of thekeratin filaments undergo the α → β transfor-mation in the three regions [116].
Noteworthy is that when the wool fiber isstretched in water to point C at room temper-ature, i.e., by ca. 30%, there is complete re-versibility of mechanical properties if the timein the stretched state does not exceed ca. 1 h.If the fiber is then relaxed and kept in water atroom temperature overnight or at ca. 50 ◦C for1 h, not only does the fiber return to its origi-nal length, but, on repeating the test, gives thesame stress – strain curve as in the first cycle.

Wool 11
This high degree of reversibility is not exhibitedby any other fiber.
Figure 11. Tensile stress – strain diagrams
In addition to this simple tensile test, tensileelasticity testing can provide further informationabout the behavior of the fiber. Here the fibersare stressed several times between constant elon-gation limits or constant tension limits. The testenables the permanent elongation and the elas-tic elongation to be determined. In this way, theelastic behavior of fibers over the whole rangeof elongation up to the point of rupture can bedetermined.
Glass-Transition Temperature. Knowl-edge of the glass transition temperature Tgof wool [100] as a function of water contentis of central importance for understanding itsviscoelastic fiber properties, especially underthe varying conditions of moisture content andtemperature that can exist during the manufac-ture and wearing of woolen fabrics, and also foran understanding of the aging and temperingprocesses of these fabrics.
A simple equation due to Fox [101] re-presents the relationship between the glass-transition temperature of wool and its water con-tent:
1Tg
=w1
Tg1+
w2
Tg2
The mass fraction of each component is repre-sented by w, the indices 1 and 2 denoting drywool and pure water respectively. By replacingw1 by (1-w2), the Fox equation becomes
1Tg
=w2
[1
Tg2− 1
Tg1
]+
1Tg1
If the reciprocal of the glass-transition tem-perature of the wool –water system is plottedagainst the mass fraction of water, a straightline is obtained, confirming the validity of theFox equation [101]. The glass-transition tem-peratures of the pure components can be calcu-lated from the slope and the intersection of thisline with the axis. The time-dependent recoveryof wool fibers after a fixed torsional deforma-tion as a function of temperature and water con-tent has been measured. For dry wool, this gaveTg1 = 447K (174 ◦C), and for water Tg2 = 125K(−148 ◦C) [100]. Figure 12 shows the glass-transition temperature of wool as a function ofwater content in the fiber.
Figure 12. Glass-transition temperature of wool as a func-tion of mass fraction of water in the fiber [100]
The temperature dependence of the physicalproperties of wool –water systems has been in-vestigated by many authors using a variety of

12 Wool
methods. Wool in water has a Tg of −5 ◦C, sig-nificantly below room temperature. Thus, waterin wool eliminates aging and tempering effectsbecause the thermal history of the wool is erasedwhen Tg is exceeded, in analogywith the behav-ior of other glassy polymers.
3.2. Chemical Reactivity [5,13,27,31]
Dry Heat. Dry wool free of chemicals is sta-ble for hours at 150 ◦C. Short heating periods,e.g., 185 ◦C for 30 s, produce tolerable changesin the fibers.
Moist Heat. Depending on the temperature,pH of the liquor, and duration of heating, heat-ing with water can lead to degradation of wool.Heating with water at 130 – 140 ◦C leads to thedisappearance of the α-keratin X-ray diffractionpattern with chemical decomposition. Wool ismost stable near the isoionic point (pH 4.9), butchemical degradation occurs evenbelow100 ◦C.The cysteine in the wool proteins is decomposedfirst, liberating hydrogen sulfide which then at-tacks the cystine in the wool and acceleratesthe decomposition autocatalytically [102]. Thisis the cysteine – cystine self-degradation andself-cross-linking mechanism (thiol – disulfidedegradation reaction).
B = amino groups of histidine or lysineresidues and main-chain end groups.
First step: self-degradation of cysteineresidues by heat-induced β-elimination. Forma-tion of dehydroalanine residues and hydrogensulfide.
Second step: self-degradation of cystineresidues by reduction of disulfide bondswith hy-drogen sulfide. Formation of S-thiocysteine andcysteine residues.
Third step: Self-cross-linking by reaction ofcysteine and lysine residues with dehydroal-anine residues. Formation of lanthionine andlysinoalanine cross-links.
Beside cross-links based on sulfur, also fur-ther cross-links are formed in wool during heatexposure, e.g., linking via formation of dityro-sine [117,118].
Acid Degradation. Mineral acids can de-grade wool proteins to an extent that dependson pH, temperature, duration of reaction, andthe presence of salts and surfactants. Sensi-tive sites in the wool proteins include the sidechains of asparagine and glutamine, from whichammonia is released, and the peptide bondsformed by serine, threonine, cysteine, asparticand glutamic acids, and tryptophan. The liquorsfrom acid-degraded wool contain ammoniumsalts, free amino acids, and peptides (“woolgelatins”) [103,104]. The hydrolysis of peptidebonds leads to weight losses and the liberationof end groups in the wool proteins. Carbonizingby heating wool impregnated with sulfuric acidproduces an N→O peptidyl shift in the serineand threonine units of the peptide chain. The re-action is reversible if the acid is removed afterthe process, but if the wool is stored in moistair in the O-peptidyl form, the peptide chain isslowly and irreversibly hydrolyzed:
Degradation by Alkali. Wool is sensitive toalkali. In alkaline solution, the alkali binds to

Wool 13
the wool proteins with swelling and simultane-ous degradation. Even at low hydroxide con-centrations, the reversible binding is accompa-nied by fiber damage. The alkali binds to thewool so firmly that it cannot be completely re-moved by washing with water alone. The alkalisalts of the wool proteins must first be decom-posed by reactionwith stronger acids.Wool con-taining alkali residues undergoes decompositionon heating in a stream of dry air, the most impor-tant degradation reactions being the decomposi-tion of cysteine and cystine. Alkalis hydrolyzethe primary carbonamide bonds of asparagineand glutamine, cleave peptide bonds in the mainchains, and cause racemization of the amino acidresidues:
Cysteine→ dehydroalanine + hydrogen sulfide
Cystine→ dehydroalanine + thiocysteine
Dehydroalanine + cysteine→ lanthionine
Dehydroalanine + lysine→ lysinoalanine
Dehydroalanine + ammonia→β-aminoalanine
Glutamine→ glutamic acid + ammonia
Asparagine→ aspartic acid + ammonia
Isoleucine→ alloisoleucine.
Some of the wool proteins become soluble ondegradation. The solubility of wool in alkali un-der standard conditions is used as an indicatorof chemical changes in the fiber. Wool that hasbeen damaged by acids, reducing agents, or ox-idizing agents becomes sensitized to alkali, andits solubility in a standard solution of alkali in-creases.
Degradation reactions are also revealed byyellowing of the wool.
The decomposition reactions depend on thetype of alkali, the temperature and duration ofthe reaction, the pH, and added salts and auxil-iaries. Cationic surfactants increase the decom-position of cysteine and cystine and formationof lanthionine catalyzed by alkali. Nonionic sur-factants have no effect on alkali damage to wool[105].
Reducing Agents. Reducing agents are usedin bleaching, chlorine removal, stripping ofdyes, discharge printing, production of per-manent creases by ironing, and chemical set-ting. Reducing agents such as sodium mercap-toacetate and mercaptoethanol reduce disulfidegroups to thiol groups. A 0.5M solution ofsodium mercaptoacetate dissolves wool abovepH 10 in a few hours by reducing the cystinebonds responsible for insolubility:
WoCH2SSCH2Wo+2HSCH2COONa→ 2WoCH2SH+
(SCH2COONa)2
whereWo= peptide chains of the wool proteins.Reaction of the thiol groups with iodoacetic acidproduces S-carboxymethylkeratins:
WoCH2SH+ ICH2COONa→WoCH2SCH2COONa+HI
Reversible reduction of cystine bridges withoutdissolving the fiber can be achieved with thiolsif the reaction conditions are sufficiently mild.This is the basis of the cold permanent wavingprocess.
The disulfide bonds in wool can also be re-duced by aqueous solutions of sodium sulfide.This reaction is of industrial importance in theproduction of lime wool, obtained by dehairingthe skins of slaughtered sheep.
The sulfitolysis ofwool is an important chem-ical reaction, e.g., in permanent setting. In thereaction with sulfite or hydrogensulfite, 1molBunte salt (S-sulfonate anion) and 1mol cys-teine are produced per mole of cystine:
WoCH2SSCH2Wo+SO2−3 �WoCH2S− +
WoCH2SSO−3
WoCH2SSCH2Wo+HSO−3 �WoCH2SH+
WoCH2SSO−3
Maximum cleavage occurs in the pH range 3 – 6.On rinsing, the Bunte salt and cysteine groupsrecombine to give wool cystine. Oxidative sul-fitolysis converts disulfide into two S-sulfonateanions:
WoCH2SSCH2Wo+2SO2−3 + [O] +H2O→
2WoCH2SSO−3 + 2HO−
In the reaction of wool with reducing agents,cleavage of the stabilizing disulfide bonds leads

14 Wool
to an increase in solubility. A linear relation ex-ists between alkali solubility and cystine contentof oxidatively and reductively bleached wool.At the same time, the enzymatic degradabilityincreases. The dry stength does not always de-crease, but the wet strength does. Plasticity in-creases, which is important for the process ofpermanent setting by deformation followed byoxidation.
Oxidizing agents attack the disulfide bonds.The reaction proceeds via various cystine ox-ides (sulfoxides and sulfones) and leads finallyto cleavage of the disulfide bond with forma-tion of cysteic acid. Cysteine, methionine, tryp-tophan, and tyrosine are also attacked. The ex-tent of oxidation depends on the oxidizing agentand its concentration, pH, temperature, and reac-tion time. Of industrial importance are oxidationreactions with hydrogen peroxide (for bleach-ing), and with potassium manganate(VII), chlo-rine, peroxysulfuric acid, and peroxyacetic acidto give antifelting effects.
In the chloramide reaction, peptide bonds arechlorinated:
−CONH−+Cl2 → −CONCl−+HCl
Photodegradation [106–113]. Wool showsonly limited fastness to light. On exposure todaylight wool is bleached after a short time.After prolonged irradiation or irradiation withUV light the wool fiber yellows. Visible bluelight (380 – 475 nm) is responsible for photo-bleaching, while maximum photoyellowing oc-curs with UV-B radiation (290 – 320 nm). Pho-todamage results in the formation of a variety ofoxidation states of cystine residues, andmercap-tans. Phenylalanine, tryptophan, tyrosine, histi-dine, and proline residues are other targets forphotodamage reactions.
Scission of the main protein chain occurswith formation of keto-acyl end groups. Progres-sive formation of nonspecific protein cross-links(e.g., dityrosine) has also been observed.
Enzymatic Degradation. Under unfavor-able conditions, wet wool is attacked by bacte-ria or fungi, and this can lead to damage to wool
products at all stages ofmanufacture. Such dam-age can be detected microscopically by the spe-cific color reaction with lactophenol cotton blueand by splitting of the fibers into multicellularfibrillation products, cortex cells, and macrofib-rils. These (microbial) degradation reactions arecaused by bacteria or fungal proteases. In un-damaged wool, mainly the endocuticle and cor-tical cell nucleus residues are degradedhydrolyt-ically by proteases. Macrofibrils remain intact.Damaged wool is attacked more strongly, espe-cially at weathered fiber ends.
Enzymes are of industrial importance inwool processing, e.g., in the dissolution of skinresidues from wool felts by selective degrada-tion, and the removal of skin-scale proteins fromwashed wool. Enzymatic dehairing of the smallhides from sheep and goats is an established pro-cess.
The use of enzymes for pretreatment and fin-ishing is described in Sections 5.3 and 5.4.
4. Resources and Raw Materials
4.1. Sheep Rearing and Breeding [44]
Sheep growing is best suited to drier regions oftheworld. Steppe and savannah pastures are suit-able, but tropical regions are not. Sheep havealso been bred in countries with intensive agri-culture, where the waste products from arablefarming are used as feed. Climatic factors suchas altitude, precipitation, and air temperature areimportant for the growth of sheep and theirwool.Sheep acclimatize well, and their bodies canadapt to extreme conditions and moderate foodsupplies.
Depending on the climatic and economicconditions, sheep-farming countries specializein wool production (Australia and South Africa)or the production of wool and meat (NewZealand, Argentina, and Uruguay). The cross-ing of English mutton rams and merino yewsproduces the Corriedale sheep of New Zealand.In Australia, merino rams have been crossedwith Lincoln yews. These crossbreds have be-come established in South America as well asNew Zealand, and are good producers of meatand wool. With the introduction of frozen meattechnology in 1882, the crossbreds became very

Wool 15
important. The meat is mainly exported to theUnited Kingdom.
4.2. Places of Origin and Types of RawWool
Places of Origin. Australian and NewZealand wool; South African wool (also knownas Cape wool) including Karakul and indige-nous wool; European wool, e.g., German, En-glish, Scottish, Irish, and French; South Ameri-can wool, e.g., Argentinian (e.g., Buenos Aires,Bahia Blanca, and Chubut wool), Chilean (e.g.,Punta Arenas wool), Uruguayan (e.g., Monte-video wool) and other South American woolsfrom Brazil, Peru, etc.; exotic wools, e.g., fromNorth Africa, Iran, and other Asian countries(China, India, Mongolia, etc.).
Types of Sheep. Merino wool from merinosheep or sheep of the merino type, mean fiberdiameter usually ≤ 25µm; crossbred wool fromcrossbred sheep, mean fiber diameter usually> 25µm; comeback wool from sheep obtainedby crossbreeding crossbreds with merino sheep;coarse wool from coarse wool sheep, mean fiberdiameter usually > 30µm.
5. Production Processes
5.1. Methods of Obtaining Wool [18]
By far the largest proportion of wool is obtainedby shearing live sheep.
In addition, biological methods are used torecover wool from the skins of slaughtered ani-mals. The product is known as sweated, pulled,or Mazamet wool, after the French town of thatname. In New Zealand, wool recovered fromskins is traded under the name slipes. It is ob-tained by treatment with a mixture of lime andsulfides. Reclaimed wool, obtained by disinte-grating used woollen textiles, differs in havingconsiderably shorter fibers and lower quality andpurity. In accordance with textile labeling regu-lations, it is labeled as pure wool.
5.2. Raw Wool Scouring (See also→Textile Auxiliaries, Chap. 4.3.)
Wool obtained by sheep shearing contains vary-ing amounts of impurities which must be re-moved in the scouring process. The pure woolcontent of raw wool is variable, the followingbeing typical average values for Australian rawwool:
Pure wool 55%Wool grease 10%Wool suint 4%Soil and vegetable matter 6 – 20%Moisture 12%
As wool is bought and sold on the basis of itspure wool content, the method of determiningthis has been standardized (IWTO-19-76).
Wool grease is highly soluble in organic sol-vents such as benzene, hexane, acetone, andperchloroethylene. Consequently, there havebeen many attempts to use these solvents inwool scouring. However, scouring with wateror aqueous alcohol is also necessary to removethe wool suint, skin-flake protein, and soil im-purities. Solvent-based processes are, therefore,of minor importance. Solvent scouring systemsare the de Smet plant using hexane and isopro-pyl alcohol as solvents [146], and the Wooltechsystem using 1,1,2-trichloroethylene as solvent[147,148]. However, the major wool scouringis performed today by emulsion processes. Toevaluate the scouring result, the residual fat con-tent, whiteness, ash content of the wool, and pHof the aqueous extract are determined (IWTOMethods, see Chap. 8).
In scouring machines, vigorous motion givesbetter washing, but can lead to a higher level offelting and hence to fiber shortening during laterstages of the manufacturing process. This prob-lem has been solved satisfactorily by the sieve-drum scouring process. Several other processeshave been developed to improve wool scouring.These processesmeanwhile all use suction drumbowls in combination with rake systems. TheNew Zealand Minibowl process and the Aus-tralian Siro Scour process have been installed insome industrial plants, but are not yet establishedin Western Europe.
In wool scouring, ca. 6 – 20 L of wastewateris produced per kilogram wool, depending onthe process and raw wool, and even if most ofthe wool grease is removed, e.g., by floccula-

16 Wool
tion with acid and polyelectrolytes, the remain-ing wastewater is still highly contaminated. Thepollutants still present in the wastewater can be80 – 90% degraded in multistage chemical andbiological plants. Evaporation and incinerationplants are able to destroy > 99% of the pollu-tants and recover energy, water, and detergents.This has provided a satisfactory solution to theproblem of wastewater purification.
Although it is no longer worth recoveringpotassium carbonate from the scouring water,recovery of the byproduct wool wax is econom-ically viable (→Waxes, Chap. 2.3.3.).
Wool-scouring plants are today mainly lo-cated in thewool-producing countries, butwool-combing plants (which are normally integratedwith wool-scouring plants for cost and qualityreasons) are found both in the wool-producingcountries (advantage of proximity to the rawma-terial) and in the processing countries (advan-tage of proximity to the market).
5.3. Mechanical Processing
Total annual wool production, expressed as purescoured wool, is 1.4× 106 t in 1998, of whichca. 600 000 t is converted into worsted yarn and400 000 t intowoolenyarn and carpet yarn [149].
To produce worsted yarn, the scoured woolis first disentangled by carding, which removesmost of the nonfibrous impurities. Theweb fromthe carding machine is gathered to form the so-called sliver. Several slivers are combined on thefirst drawing frame and stretched, thereby im-proving uniformity. This is followed by comb-ing, restretching, and final stretching. The backwashing process once carried out before finalstretching is not now usually used. The combedslivers (“tops”) from the final stretching process,which have linear densities of 14 – 24 g/m, are animportant commerical form of wool.
The top undergoes further combing passes togive uniformity and can be blended with othertypes of fiber, e.g., synthetic fibers. The “rov-ing” is then produced by stretching on rubberrollers or on a “flyer”, and this is then spun toproduce worsted yarn. Ring spinning frames aregenerally used for this. Rotor spinning framesare now mainly used for short fibers and blendsof short fibers. Several developments to increasethe production of the ring spinning process, like
centrifuge spinning, pot spinning, etc., are be-ing tested in pilot plants. So far, none of theseprocesses is used commercially
In the production of woolen yarn, the slub-bing is directly produced by splitting up thecarded web, and is then spun on a ring spin-ning machine. Both worsted and woolen yarnsare converted to fabrics by the standard meth-ods also used for other types of fiber (weaving,knitting, woven and tufted carpet manufacture,etc.).
The property of the wool fiber of migrat-ing in various directions within the fiber bundleon mechanical treatment and in the presence ofwater and auxiliaries, which is due to the fric-tional difference, is utilized in the productionof felt from loose wool (carded web) or wovenmaterials (→Felts, 2. Felting Process, Chap. 2.,→Felts, 3. Pressed Felts, Chap. 3.). Fibermigra-tion is also used to cause fulling of wool fabricsand carpet yarns.
5.4. Chemical Processing: Pretreatment
Carbonization (→Textile Auxiliaries). Themechanical processes of carding scoured rawwool and of combing prior to spinning worstedyarn remove most of the vegetable matter. How-ever, some of these impurities remain in thewool, so that the next stages of processing, e.g.,the conversion of noil to wool yarn, cannotusually be carried out immediately. Noils andwoolen fabrics, which sometimes also containunacceptable amounts of vegetable matter, aretherefore carbonized. This name is derived fromthe fact that the impurities, which consist mainlyof cellulose, form dark to black carbonizationproducts after impregnation with sulfuric acidand heating. These can then be removed fromthe fiber bundle because of their brittleness.
In recent research, the use of enzymes toremove vegetable matter is being investigated[150,151].
If carbonized material is not dyed while it isstill wet and contains acid, the fabric must beprotected from the effects of moisture and light,and the storage timemust be as short as possible.Also, the dyeing method used must be as mildas possible.

Wool 17
Antifelting Treatments. Most of the an-tifelting treatments developed for wool modifythe surface of the fiber by chemical attack. Thisaffects the scales such that the difference bet-ween the “roughness” of the fiber surface in thetip-to-root and root-to-tip directions is reducedor even eliminated. At one time it was believedthat antifelting treatments had to remove the sur-face scales entirely. It is now known that this isnot so; a treated fiber will often look no differ-ent from an untreated fiber under themicroscope[29].
Antifelting finishes work by partially remov-ing, softening, or coating the scale layer, or bypreventing movement of the fibers relative toeach other by spot welding. Treatment with ad-hesives can only be used on the finished fab-ric, whereas the other processes can also beused on tops. They include chlorination andtreatment with manganate(VII) or peroxysulfu-ric acid. This must be carried such that only thescale layer is attacked and not the interior of thefiber. Precise process control gives very goodstability to washing accompanied by low lossesin weight and strength.
A process widely operated in Germany thatcan also be used on the top is a combination ofrelatively mild chlorination followed by treat-ment with a polyamide – epichlorhydrin resin(e.g., Hercosett 125). This is today the most im-portant process for the production of machine-washable articles of pure wool, and gives prod-ucts complying with the specifications of theIWS Super Wash mark. The chlorination stageof the process is carried out with hypochlorite,whereas theKroy process uses gaseous chlorine.In 1994, the total quantity of wool sliver treatedworldwide in accordance with the IWS SuperWash specifications was ca. 25 000 t.
The so-called Vantean process, an oxidativeprocess developed in Japan, comprises the fol-lowing steps:
1) Pretreatment with heavy metal ions (can beomitted)
2) Treatment with hypochlorite in a saturated,strongly acidic salt solution
3) Treatment with sulfite4) Stabilization with formaldehyde
The process removes the cuticle almost com-pletely, and gives the wool a luster resemblingthat of much more expensive fine animal hairs.
For ecological reasons, work is directed towardsthe development of a newantifelting process thatdoes not use chlorine or chlorine compounds[152].
The most promising developments so far aretreatment with peroxysulfuric acid and man-ganate(VII), but a commercial process of thistype for tops treatment is not yet available.
Research is being carried out into antifeltingeffects produced by plasma technology [119]or topochemical enzyme processes [120]. Re-cently, an environmentally friendly procedurefor antifelting treatment of wool was developed,involving replacement of the conventional chlo-rination by a treatment with a low-temperatureplasma, followed by application of a new de-velopedpolyurethanebasedpolymer [153–156].The development in plasma technology is far ad-vanced and tests with a pilot plant are running.A commercial process will be available in thenext years.
Bleaching of wool is not as important as thebleaching of natural cellulose fibers. For manypurposes, the natural cream color of wool is ac-ceptable, e.g., for garments finished in this coloror for those dyed in dark shades. For white arti-cles and sometimes for pastel shades, the woolmust be bleached, preferablywith hydrogen per-oxide (see→Textile Auxiliaries).
Naturally pigmented dark wool fibers requirespecial treatment. Although they are present invery small numbers in high-quality wools (a fewnaturally coloredfibers in 10 gwool), they have adetrimental effect on the appearance of garmentsdyed in pale shades. The colored fibers can beselectively bleached by a process in which thewool is pretreated with an iron salt, carefullywashed, and then bleached with hydrogen per-oxide [121].
For carpet wools, bleaching during raw woolscouring, simply by adding hydrogen peroxideor reducing agents to the last bowl, is a processof some importance. This practice can lead toincreased wool yellowing during dyeing but iscommercially attractive because thewhiter woolattracts a higher price.
The highest level of whiteness can be ob-tained by a combination of bleaching with hy-drogen peroxide and reductive bleaching with,e.g., Blankit products, which contain sodium

18 Wool
dithionite and sometimes also an optical bright-ener. However, care has to be taken in thisbleaching process as fiber damage can occur.
Bleached and, to an even greater extent, op-tically brightened wool undergoes more yellow-ing than unbleached wool on exposure to light.Solubility in alkali is a sensitive indicator ofbleaching damage to wool (see page 13). How-ever, it is possible that although the alkali solu-bility (30%)may be twice its normal value (12 –17%), a decrease in breaking strength of only2 – 5% occurs.
New Developments. In the last few yearsthere has been a growing demand for elastic fab-rics and easy care properties, not only for sportsand leisurewear but for formal wear also, partic-ularly forwool andwool rich trousers (Wool plusLycra). The disadvantage of elastomeric fibersin the fabric is that these fibers are not dyeableto the fastness standards of the main fibers inthe cloth. Some natural stretch can be producedin wool fibers by subtle yarn technology, how-ever, a 20% stretch requires the application ofreducing agents. Sulfite-based textile auxiliarieswere developed that provide worsted wool fab-rics with a natural stretch [157]. This perma-nent elasticity of yarns and fabrics is achievedthrough supercontraction of the wool fiber.
A new technology for reduction of the fiberdiameter of wool fibers has been developed byWoolmark Company and CSIRO; both, processand wool fibers have the trade name OPTIM[158,159]. OPTIM fine (permanently stretchedfiber) reduces the diameter of wool by 3 –4µm. Another variant, OPTIM max (temporar-ily stretched fiber) is a fiber which is able toshrink by 20 to 25% so that a higher bulkinessand softness is achieved. The process combinesa stretching and either permanently or temporar-ily set in stretched configuration (α → β trans-formation) so that a new wool fiber with dif-ferent chemical and physical characteristics isproduced [135], due to the α → β transforma-tion OPTIM fine has a more silk-like characterthan untreated wool [159].
5.5. Dyeing and Finishing [37,40,45,50]
Dyeing andPrinting. Dyeing is themost im-portant wet finishing process for wool. Wool
can be dyed in most stages of its manufacture,i.e., as flock, slubbings, yarn, or piece. The dye-ing of flock is of importance in the productionof melange shades, of woolen yarn consistingof blends with other types of fiber or of largebatches of uniform shades. The dyeing of sliveris useful for the production of large batches ofcompletely uniform color. Color discrepanciescan usually be leveled by mixing slivers with-out additional dyeing. Dyeing of wool blends isdescribed in [45, Chap. 9].
The dyeing and printing of wool are treatedin detail in →Textile Dyeing, Chap. 5.1.,→Textile Printing, Chap. 7.). The most impor-tant dye classes for wool dyeing are afterchromedyes (ca. 25 – 30%), acid dyes (ca. 25 – 30 %),1 : 1 metal-complex dyes (ca. 7%), 1 : 2 metal-complex dyes (ca. 30%), and reactive dyes (ca.10%) [160]. Chrome dyes continue to fulfill ahigh proportion of wool dyeing capacity, partic-ularly as a cost effective, high-wetfastness sys-tem for slubbings and loose wool. Chromiumresidues (especially Cr(VI)) in the dyed textilescan cause allergies and toxic skin reactions insensitive individuals. Due to the allergic and tox-icological potential of chromium the usage ofafterchrome dyes for wool dyeing is stronglydecreasing. Furthermore, residual chrome cre-ates a problem in dyehouse wastewater. This hasbeen minimized by the use of modified chromedyeing techniques [122–124].
Reactive dyes represent an alternativemethod of achieving the high wetfastness ofchrome dyes whilst eliminating the problem ofheavy metal contamination of dyehouse, scour-ing liquors, and dyed textiles [161].
The tenacity of wool is often reduced instock-dyeing processes. As a result of this, manyfibers are broken in the card. Most of the reduc-tion in fiber strength is due to setting of bends orcurvatures of the packed fibers by the hot watertreatment. Such set fiber bends are nonuniformlystrained by tensions and thus resist smaller loadsthan fibers set in the straight state [129].
In addition to the minimumwool damage ex-erted due to their optimum application pH in theisoionic region, reactive dyes further enhancewool quality by chemical reaction with thiolgroups, H2S, and histidine side chains, and byacting as antisetting agents [125–128].
Research studies have been performed to dyewool from nonaqueous media, i.e., from super-

Wool 19
critical carbon dioxide [162,163]. Wool can bedyed from supercritical carbon dioxide with hy-drophobic dyes, improved fastness propertiesare achieved by application of reactive dispersedyes [162,163].
Setting. According to de Boos [130], set-ting is an essential feature of the finishing ofwool fabrics. It is used to stabilize fabrics priorto scouring and dyeing, to provide the requiredthickness, handle and visual properties to fab-rics, to provide some durability to the final fin-ish, and occasionally to minimize dimensionalchanges in subsequent tailoring and wear. Forthese reasons, setting is an integral part of goodfinishing and fabric quality. Cohesive set inwoolfibers is thought to involve rearrangement ofthe hydrogen bonds in the fiber, and is im-parted whenever wool is distorted at temper-atures above the glass-transition temperature(Fig. 12) of the fiber and cooled while distorted.This set configuration of the fabric is stable aslong as the fibers remain below their Tg.
Permanent set in wool requires the ruptureof disulfide bonds in addition to the hydrogenbonds in the fiber. Most authors [131,132] be-lieve that thiol – disulfide exchange reactions attemperatures in excess of 60 ◦C are required toimpart permanent set. Others [131–135] con-sider the “transition temperature” for the onsetof thiol – disulfide exchange reaction as the tem-perature required for chemical cysteine degrada-tion and H2S formation (see page 13).
The decisive role of cysteine thiol groups asinitiators of the reactions that lead to perma-nent set is common to both theories. Thus, allindustrially proven methods of minimizing dye-ing damage due to permanent set are based onthe same principle, i.e., blockage or oxidationof the cysteine thiol groups during dyeing [136,137].
The effectiveness of reactive dyes or otherreactive chemicals is due to the fact that theyblock not only the cysteine thiol groups, whichdecreases the rate of H2S formation, but alsoamino groups of the wool proteins, preventingthe catalysis of cysteine degradation reactions.
Shrink-Resistant Finishes. Fabrics or gar-ments can be treated with nonchlorination pro-cesses which utilize polymers alone (→TextileAuxiliaries, Chap. 7.6.5.).
Protection from Moths and Beetles [138–141]. See → Insect Control, Chap. 14.4..
Permethrin-based insect-resist (IR) productsaccount for ca. 90% of the European mar-ket, based on the volume of treated wool.Permethrin-treated wool has poor fastness tomoisture and light, so that treatment with theseproducts is recommendedmainly for carpets andfor storage protection.
Conventional wool-specific protectionagents based on Sulcofuron are Mitin FF h.c.(80% AS, Ciba Specialty Chemicals), andMitin FF liquid (Ciba Specialty Chemicals).Wool treated with Mitin FF has very good fast-ness towards moisture and light, and is thereforesuitable for articles from which high standardsof colorfastness are demanded.
Mothproofing agents are usually applied dur-ing the exhaustion dyeing process, i.e., are addedto the dyebath and are taken up by the wool withthe dye. Other possible methods include appli-cation during scouring.
Flameproofing. Wool is less flammable thancellulose and synthetic fibers (see →TextileAuxiliaries, Chap. 7.5.). Its high ignition tem-perature, high limiting oxygen index, lowheat ofcombustion, and low flame temperature are par-ticularly advantageous and are connected withthe chemical and morphological structure of thewool fiber, which has high nitrogen (16%) andmoisture (10 – 14%) contents.
Negatively charged titanium and zirconiumcomplexes with α-hydroxycarboxylic acids andfluorides can be exhausted on the positivelycharged wool fiber in acid conditions, the resultbeing a significant improvement in the naturalflame resistance of wool that is fast to wash-ing and dry-cleaning. The complexes with car-boxylic acids are exhausted on the wool fiber

20 Wool
at the boil, whereas the fluoride complexes canbe effectively exhausted at lower temperatures.The fluoride complexes can also be applied bya pad – batch – rinse – dry technique. Titaniumcomplexes are more effective than the zirco-nium ones, probably because of better penetra-tion of the fiber by the smaller titanium com-plexes. However, titanium complexes cause yel-lowing of wool, which increases with light ex-posure. Zirconium complexes do not affect theshade of wool and are fast to light [142].
LightfastnessTreatment. The effect of lighton wool is first to bleach it (photobleaching)and then to cause yellowing (photoyellowing).For interior woolen textiles photobleaching isthe main problem because window glass fil-ters short-wave UV light which induces pho-toyellowing. However, visible light (especiallyblue light, i.e., light with a wavelength of 400 –450 nm), which causes a marked photobleach-ing, passes window glass. A new approach wasdeveloped by WRONZ-Institut to prevent pho-tobleaching by application of a sulfonated aro-matic compound (Lanalbin APB) [164].
Photobleaching is especially marked whenwoolen textiles are also thermally stressed (e.g.,in automobiles). The lightfastness of wool, in-cluding bleached and dyed wool, can be im-proved by the application of sulfonated UVabsorbers, hydroxybenzophenones (Uvinuls) orhydroxybenzotriazoles (CibafastW) from thedyebath [143–145].
Hydrophobization and OleophobizationTreatments. If necessary, wool, like otherfibers, can be made water- and oil-repellent bytreating it with silicones or fluorinated hydrocar-bons.
6. Environmental Protection
Like the other organic natural fibers, cotton andsilk, wool is an environmentally friendly, renew-able textile raw material. Woolen materials are
reusable. Wool wastes are biodegraded by bac-teria, fungi, and insects (moths, carpet beetles)and can be used as long-acting nitrogen fertiliz-ers [165].
Wool production andwool industry, however,are faced with wastewater limitations due thepesticide residues in the clip [166], the highlypollutedwool scouring effluent (see Section 5.2)[167], AOX in the shrink-resist processes, chro-mium in the dyeing process [168,169], and theapplication of insect resist (IR) agents [170].Dyeing and finishing with minimum environ-mental impact is crucial to the manufacture ofeco-textiles [171,172].
Modern effluent treatment removes pollu-tants by ecologically tolerable processes. Bystrict compliance with dyeing instructions thechromium(VI) content in the effluent can bekept within tolerable limits. Legal and environ-mental aspects of the textile finishing industryare described in →Textile Dyeing, Chap. 14.;→Textile Auxiliaries, 1.4 Environmental As-pects, Chap. 1.4., →Textile Auxiliaries, 4.4Ecological Aspects of Fabric Pretreatment ,Chap. 4.4.
A detailed and authoritative account of theenvironmental aspects of wool production andwool processing is afforded by the publishedproceedings of the two quinquennial wool tex-tile research conferences, held in 1990 and 1995[42,52].
7. Quality Specifications [48,53,173]
Testing methods are described in →Fibers, 6.Testing andAnalysis, 2. Tests of Form andMass,Chap. 2., →Fibers, 6. Testing and Analysis, 3.Tensile Properties, Chap. 3. Quality of wool ortops implies a statement of the type, origin, andspinnability of the rawwool. An important qual-ity criterion is mean fiber diameter (fineness),which influences the softness of hand and is ofparamount importance in spinning. Price is de-termined mainly by fineness.
Wool fineness is specified by the mean fiberdiameter in micrometers. In the past, there werevarious systems of quality specification, e.g., asused by spinners, merchants, and sheep farm-ers. The most important systems are the British(numbers ranging from100’s to ca. 36’s), French

Wool 21
(numbers in the ranges 150 – 100, I –VI, and C),and German [letters in the rangeAAAA (4A)to A, B, etc., up to EE]. Table 4 compares theBritish system with mean fiber diameter andfineness. Recently British mills have agreed thatthe existing micron definitions should be ex-tended for superfine wools to 100’s – 200’s (i.e.,17.0 to 13.5µmmeanfiber diameter), because ofincreased demand for fine fabrics for traditionaltailoring.
Table 4. British quality numbers, mean fiber diameter, and meanfiber fineness [44]
British quality number Mean fiber diameter,µm
Mean fiberfineness, dtex
90’s ≤17 ≤380’s 17 – 18 3 – 3.374’s 18 – 19 3.3 – 3.764’s 21 4.560/64’s 22 5.060’s 23 5.458’s 25 6.456’s 28 8.150’s 33 1148’s 34 1246’s 37 14
The British grade number gives the numberof hanks of 560 yards (512m) that can be spunfrom 1 lb (453.6 g) of wool (spinning limit).
For fine yarns, i.e., those with on averageca. 35 fibers in the cross section, wool-fiber-diameter distribution affects spinning perfor-mance, aswell as yarn evenness and tensile prop-erties. Effective fineness, a parameter derivedfrom yarn-evenness theory, is a better predic-tor of (fine) physical yarn properties than meanfiber diameter alone [174].
There are two systems for obtaining an objec-tive measurement of hand. In theKawabata Sys-tem, 17 fabric properties relevant to the hand aredetermined with four measuring devices. Theseenable statements to bemade about the stiffness,elasticity, and surface conditionof the fabric, andobjective dimensionless hand indices can be cal-culated from these if required [175,176].
In the FAST System (Fabric Assurance bySimple Testing), 14 fabric properties are deter-mined using three compact instruments. Whenthese are plotted on a multiaxial graph (the so-called fingerprint), conclusions can be drawnabout the processing properties of the fabric dur-ing manufacture [177].
8. Testing and Analysis [46,48]
Chemical methods of testing wool to assessdamage at the various stages of manufacture arewell established. The use of a combination ofmethods enables the causes of impairment ofmechanical properties to be elucidated with ahigh degree of certainty. The methods includethe determination of foreign substances (woolgrease, spinning oils, ash, etc.), amino acids[178], and alkali or urea – bisulfite solubility.
It is not possible to quotemandatory values ofmechanical and chemical data for a given wool.It is only possible to collect typical values forundamaged wools [179]. These analytical datavary on wet finishing of the wool in variousdirections and to various extents. Only in thecase of certain standard treatments, such as car-bonization, peroxide bleaching, or chlorination,can definite tolerances be given which must notbe exceeded after a correctly performed processin order to ensure a defect-free product. Reli-able figures are obtained if samples are taken bystandardized methods at the various stages of atreatment process and analyzed. Most chemicaltesting methods for wool have been standard-ized by the Technology and Standards Commit-tee of the International Wool Textile Organiza-tion (IWTO) [180].
The most important criteria for the assess-ment of changes to wool caused by indus-trial processing, especially wet finishing, aremechanical properties such as ultimate tensilestrength. The dry and wet strength and elon-gation of yarn bundles are determined (IWTOmethod 32-1982). The dry values for undam-aged wool are in the range 10 – 12 cN/tex, butthese can decrease on dyeing.Decreases by up to15% of the maximum ultimate tensile strengthare acceptable for finishing processes.
Efficient separation methods for amino acidsand proteins by chromatography and elec-trophoresis (see →Amino Acids, Chap. 6.) areapplied in wool research for estimation of lan-thionine, lysinoalanine, histidinoalanine, cysteicacid in hydrolysates of wool and S-carboxy-methyl proteins in mercaptolytic digests. One-dimensional electrophoresis allows up to 50 dis-tinct wool proteins to be separated (Fig. 13).Comparison of electrophoretic patterns of di-gests of dyed and finished wool textiles al-low specific statements on the involvement

22 Wool
of morphological components and chemicalconstituents, such as keratins versus keratin-associated proteins [181–184].
Figure 13. Schematic electrophoretic protein-separationpattern of merino wool [183]
9. Storage and Transportation [185]
Wool must be stored and transported under nor-mal atmospheric conditions. Bales of raw wool,scoured wool, tops, or any other form should bekept dry to avoid bacterial and fungal attack. Thepackaging material must allow some exchangeof air to avoid damp and high-humidity condi-
tions in the bale. The wool pack material shouldnot pose problems in dyeing and finishing.
10. Uses [32]
Merino and crossbred wools are mainly used inclothing, home textiles (carpets, domestic fur-nishings, and bedding), to some extent in au-tomobile upholstery (most often blended withpolyester) and in aircraft seatings [186–188].According to [189], the wool fiber can now befound in applications as diverse as thermal in-sulation, weed mats, geotextile products, and asa means to soak up oil spills. Wool has beenused for thermal insulation in houses in Europefor many decades and is being increasingly usedfor both homes and commercial buildings [190–194]. The natural property of wool to effectivelyabsorb specific classes of widespread indoor airpollutants, namely aldehydes, SO2 andNOx , hasled to new applications in the private and com-mercial sector [195–197]. Wool is naturally fireresistant, and the increased use is being driven byconsumer demand for natural products in theirhomes. The moisture absorbing and desorbingproperties of wool can also contribute to pas-sive heating and cooling effects and, led, further-more, to the use of wool for high-performancesportswear clothing. Of minor importance arespecial wool products, especially felts, e.g., forfilter materials.
Keratin hydrolysates can be isolated fromwool by acid, basic, or enzymatic hydrolysis incombination with a reductive (or sometimes ox-idative) treatment. These hydrolysates are usedas fiber protective agents during wool dyeing[198], for cosmetics, or for production of newtextile materials [199]. l-Cystine can be isolatedfrom hydrolysates of hair or wool (see→AminoAcids, Chap. 3.2.4.).
11. Trademarks
The Woolmark Company was founded in 1937as the International Wool Secretariat. Today itis known as The Woolmark Company and isthe world’s leading wool textile marketing or-ganization. Together with its three well knowntrademarks, it is synonymous with research and

Wool 23
development, innovation, promotion, and qual-ity assurance in pure new wool and wool blendproducts (cf. http://www.wool.com).
The Woolmark symbol was designed by anItalian, Franceso Sarroglia to identify qual-ity products made from pure newwool (Fig. 14).Textiles with this mark must consist of 100%virgin wool. Admixtures of wool recovered bymild methods from the skins of slaughteredsheep are permitted. Equal status is given tofine animal hair from the alpaca, llama, vicuna,guanaco, camel, angora, rabbit, angora-mohair,cashmere and cashgora goats, and yak, providedthat here also it is obtained by a mild process.The Woolmark was launched in 1964, and isnow a registered trademark in over 140 coun-tries. It is used by companies licensed by theWoolmark Company in more than 65 countriesextending across a wide range of products –clothes, carpets, home furnishings, washing ma-chines and detergents. In 1970, the designation“pure new wool” (Reine Schurwolle) was in-cluded in the textile labeling law (TKG) of theFederal Republic of Germany, and became validin the European Community in 1972. TheWool-mark Blend symbol (originally called Wool-blendmark) was introduced in 1971 to identifyquality products made from wool rich blends(products comprising at least 50% new wool).TheWool Blend symbol was introduced in mid-1999 to extend the opportunities offered byThe Woolmark Company’s blends program; theWool Blend symbol is used to identify productsthat contain at least 30% (but less than 50%)new wool (Fig. 14).
The same high performance standards applyto all three trademarks. Before a manufacturercan use the Woolmark or any trademarks of theWoolmark Company he needs to apply for a li-cense, and pay the relevant usage fee [200]. Healso needs to be able to meet the quality stan-dards that are required under theWoolmark pro-gram. Maintaining consistent high quality is akey feature of the Woolmark program, and it isimportant that all licensees have good in-plantquality assurance procedures in place.
In addition to its three main brands, theWoolmark Company has introduced a series ofprograms, which highlight selected product at-tributes. These programs are backed by specifi-cations and clear product descriptions to ensure aclear and globally consistentmessage. Each pro-
gram is also identified by a specially designedsub-brand logo; the logos are featured on a rangeof promotion tickets, including Cool Wool,Merino Extrafine, Pure Merino Wool, MachineWashable Wool, Total Easy Care Wool, WoolplusLycra [201],WoolCotton, Sportwool [159].Further details are available fromTheWoolmarkCompany at http://www.woolmarkbrand.com.
12. Economic Aspects
Wool Production. Table 5 gives world woolproductionfigures for themajor producing coun-tries during the period of the shearing seasonsfrom 1995/96 to 1999/2000; Figure 15 showspercentage shares of world production. Table 5shows actual weights of raw wool or lime wool.
Wool production has grown only slowly overrecent decades, as grazing land for sheep can-not be increased indefinitely. A decline has evenoccurred since 1990/91 for reasons of climate,price (lucrative alternatives for farmers), and po-litical economy (economic decline in EasternEurope).
Sheep rearing and hence wool production ex-ist in almost all parts of the world, although atwidely varying levels of intensity. In most coun-tries, home-producedwool is processed and con-sumed internally, and therefore is not availableon the international market. This also appliesto important wool-producing countries such asChina and the countries of the former SovietUnion. The suppliers of the raw material tothe international wool textile industry are thosecountries that produce and export amounts ofwool in excess of their own requirements. Theseprincipally comprise Australia, New Zealand,Argentina, Uruguay, and South Africa.
Australia is the world’s largest producer andexporter of garment wools (merinos), exportingca. 60% of its wool production as raw wool,and thus being the most important supplier forthewool combers of the industrialized countries.New Zealand produces mainly scoured coarsewools that are exported for use in the productionof home textiles, especially carpets. Argentina,Uruguay, and South Africa have also built theirown wool scouring and combing plants, and ex-port wool either in scoured loose form or astops (scoured and combed wool). Table 6 lists

24 Wool
Figure 14.Woolmarks for pure new wool and new wool with other fiber
Table 5.World wool production by the major producing countries (in 106 kg) (source IWTO).
1995/96 1996/97 1997/1998 1998/99 1999/2000
Raw wool weightAustralia 697 725 700 684 671New Zealand 269 275 266 252 256Former Soviet Union 238 196 164 140 135China 277 298 255 277 290Argentina 81 78 68 70 63Uruguay 79 85 78 63 58South Africa 65 59 54 58 53Others 826 804 811 812 814World 2532 2520 2396 2356 2340Merinoa 1077 1061 992 976 957Crossbredb 626 620 582 557 551Carpet woolsc 836 839 822 823 832a Merino wool covers 24.5µm and finer. b Crossbred wool covers 24.6 – 32.5µm. c Carpet wool covers 32.6µm and coarser.
wool export figures, for the five most importantexporting countries for the seasons 1994/95 to1998/99.
Figure 15.World wool production (1997/98)
Wool Prices. The price differences betweenthe various wool qualities are considerable. Themost important factors determining quality andtherefore price are the fineness and staple lengthof the fiber. Not only the mean fineness andlength, but also the uniformity of distribution areof great importance. Other quality and price pa-rameters are the content of vegetable matter and
pigmented fibers, tensile strength, color, elastic-ity, crimpiness, and many others.
Since the collapse in early 1991 of the mini-mum price system which imposed a lower limiton wool prices for 17 years in Australia, NewZealand, and South Africa, prices have been de-termined by the market forces of supply and de-mand. Figure 16 shows the development of theaverage auction price of Australian raw wool,the so-called market indicator (i.e., the weightedaverage of the qualities) in the sales seasons1994/95 to 1999/2000. The market indicatorduring this period fluctuated between 5.1A$/kg(March 1999) and 8.6A$/kg (March 1995).
However, the price differences between twogiven qualities can vary greatly over time withsupply and demand. This is illustrated in Fig-ure 16, which also shows the price curvefor 19µm wools. The difference in price bet-ween this and the market indicator varied bet-ween 0.80A$/kg (March 1996) and 7.85A$/kg(September 1994). The reasons for the relativelylow prices for fine wools may be an increasedsupply of “hunger-fine” wools after a drought,and the lack of interest in such low-quality, albeitfine wools. A high price is evidence of a strong,

Wool 25
Table 6.Wool exports (raw wool, scoured wool, and sliver) by the five major exporting countries (in 106 kg scoured wool)
1994/95 1995/96 1996/97 1997/98 1998/99
Australia 591 534 608 556 475New Zealand 228 196 200 192 171South Africa 26 29 20 24 25Argentina 46 32 34 25 24Uruguay 15 14 17 8 8Total 906 805 879 805 703
Figure 16. Price development of Australian raw wool a) Average auction price (market indicator); b) 19µm indicator
fashion-induced demand accompanied by a re-stricted supply.
Table 7. Consumption of shorn wool by the wool textile industryspinning mills in 1998 (in 106 kg scoured wool)
106 kg%
Italy 263.1 42Germany 70.5 18UK 42.1 11Spain 23.6 6Other Western Europe 85.4 22Central and Eastern Europe 110.6 8Total Europe 495.2 36Africa (incl. South Africa) 46.2 3Middle East 138.0 10Total +Africa and Middle East 221.2 16North America 46.2 3Central and South America 39.8 3Total Americas 86.0 6India 75.8 53Other Indian Subcontinent 66.9 47Total Indian Subcontinent 142.7 10China and Hong Kong 280.1 73Japan 61.3 16South Korea 34.9 9Taiwan 8.7 2Total Far East 385.0 28Australia, New Zealand 38.6 3World 1372 100
Wool Consumption. Table 7 lists worldwool consumption. Europe has the highest con-sumption of wool (36% of the world total). Thisunderscores the world importance of the Euro-pean woolen industry. The four EU countriesItaly, Germany, United Kingdom, and Spain ac-count for 29%, the rest ofWestern Europe 14%,and Central and Eastern Europe 8% of totalworld consumption for spinning mills. In sec-ond place is the Far East, with 28% of the totalworld industrial demand for wool. For Germanwool imports, see Table 8.
The comparatively minor importance of thewool textile industry in the United States, i.e.,3% of the world’s consumption of virgin wool,is remarkable.
13. Toxicology and OccupationalHealth
The wool fiber itself poses no health prob-lems. On the contrary, woolen clothing protectsagainst heat, cold, water, and sun as well asmechanical impact [203].
Wool products that have reached the end oftheir useful life may be recycled via the woolen

26 Wool
Table 8. German imports of wool and tops (in t) (Source: Comtext, Eurostat)
Import 1999 Jan –April Jan –AprilCategory (full year) 1999 2000
Wool, incl. tops and noils (clean basis) 63 302 19 874 18 826Raw wool (clean basis) 33 800 10 705 10 924
greasy (actual) 33 969 8 873 9 417scoured (actual) 12 434 4 671 4 520
Animal hair 1 732 819 1 059Tops, etc. 23 944 9 136 8 378Noils and waste 5 588 1 938 1 748
process and can be used for production of woolmaterials of minor quality or technical prod-ucts. Wool is biodegradable. However, pretreat-ments or presence of contaminants such as pesti-cides or textile finishing agents like mothproof-ing agents, flame retardants or dyes have impacton the ecotoxicology of wool materials.
Prickle [204–208]. No health risks are in-volved in wearing properly finished and dyedwool clothing, even if it comes in direct contactwith the skin. Wool incompatibility is causedneither by toxic components of wool, nor is it awool allergy; it is a purely mechanical irritationof the skin.
Wool prickle is due to the coarser wool fibersdigging into human skin with enough force toexcite pain receptors. Fabrics made from woolwith nomore than5%offibers larger than30µmwill not be perceived as prickly by most people.
This mechanical skin irritation is not specificto wool, but can be caused by other natural andsynthetic fibers if sufficient coarse fiber ends perunit area of skin are present.
AzoDyes [209–211]. Properly dyedwool ar-ticles do not contain such azo dyes that could setfree carcinogenic aromatic amines such as ben-zidine.
Members of the Ecological and Toxicologi-cal Association of Dyes and Organic PigmentManufacturers (ETAD) ceased the manufactureof benzidine-based dyes in the early 1970s dueto the inability to ensure their safe handling indyeing plants. However, because of the particu-lar economic and technical merits of these dyes,they have continued to bemanufactured inmanycountries. Provided the dyed goods have goodfastness characteristics, there is not a concernabout consumer risk.
OccupationalHealth. For the ecotoxicolog-ical potential of textile dyes, see→Textile Dye-ing, Chap. 14.7..
In the processing of wool, problems arecaused by exposure of workers to noise and torespirable and alveolar dust [212,213,215].
There is a potential human health hazard toshearers and farm workers handling the treatedsheep andwools. Users of lanolin products are atlower risk, especially if the commercially avail-able “reduced pesticide” grades of lanolin areused where there is human skin contact. All theexisting ectoparasiticide products are evaluatedfor potential hazard to shearers and farmworkersfor incorporation into the protocol of the Aus-tralian Occupational Health and Safety Com-mission.Asmeasure of the “safe exposure level”the acceptable daily intake is compared with thepotential exposure calculated from the amountof active ingredient present and the amount ofwool grease covering the shearer [214]. How-ever, the use of toxic agents for sheepdips, etc., istoday discouraged and nonharmful alternativesare recommended. Also operational proceduresare now strictly laid down to control and mini-mize any risks to farm workers, etc.
Acknowledgement.The authors thankHartwig Hocker (Director of the DeutschesWollforschungsinstitut an der RWTH Aachen)for checking the manuscript and KlausWolf,Hans-GeorgHebecker, PeterDuffield, andKevin Russel for helpful suggestions.
14. References
1. H. Glafey, D. Kruger, G. Ulrich: “Technologieder Wolle –Chemische Technologie undmechanische Hilfsmittel fur die Veredlung vonWolle,” in Technologie der Textilfasern,vol. VIII, part 3 B, Springer Verlag, Berlin1938.

Wool 27
2. E. R. Kaswell: Textile Fibers, Yarns, andFabrics – A Comparative Survey of theirBehavior with Special Reference to Wool,Reinhold Publ. Co., New York 1953.
3. R.W. Moncrieff: Wool Shrinkage and itsPrevention, National Trade Press, London1953.
4. W.H. Ward, H. P. Lundgren, Adv. ProteinChem. IX (1954) 243 – 297.
5. P. Alexander, R. F. Hudson: Wool. ItsChemistry and Physics, Chapman & Hall,London 1954.
6. M. Harris: Handbook of Textile Fibers,Wiley-Interscience, New York 1954.
7. W.G. Crewther (ed.), Proc. Intern. Wool Text.Res. Conf., Australia 1955, vol. A –F,Commonwealth Scientific and IndustrialResearch Organization, Melbourne 1956.
8. C. E.M. Jones (ed.), 2nd Quinquennial WoolText. Res. Conf., Harrogate 1960; J. Text. Inst.51 (1960) T 489 –T 1552.
9. E. H. Mercer: Keratin und Keratinization,Pergamon, Oxford 1961.
10. W. J. Onions: Wool – An Introduction to itsProperties, Varieties, Uses and Production, E.Benn, London 1962.
11. P. Alexander, R. F. Hudson in Ch. Earland(ed.): Wool – Its Chemistry and Physics, 2nded., Chapman & Hall, London 1963.
12. H. Doehner, H. Reumuth (eds.): Wollkunde,2nd ed., P. Parey, Berlin –Hamburg 1964.
13. W.G. Crewther, R. D. B. Fraser, F. G. Lennox,H. Lindley, Adv. Protein Chem. 20 (1965)191 – 346.
14. R. Delerive, F. Maillard (eds.): Proc. 3rd Int.Wool Text. Res. Conf. Cirtel Paris 1965,Sections I – IV, Institut Textile de France.
15. J. G. Cook: “Natural Fibers,” Handbook ofTextile Fibers, vol. 1,Merrow Publ. Co.,Watford, Herts 1968.
16. W.G. Crewther (ed.): Symp. Fibrous Proteins1967 Butterworths Australia 1968.
17. E. G. Bendit, M. Feughelman in H. F. Mark,N.G. Gaylord, N.M. Bikales (eds.):Encylopedia of Polymer Science andTechnology, vol. 8,Wiley-Interscience, NewYork 1968, pp. 1 – 44.
18. H. Behrens, H. Doehner, R. Scheelje, R.Wassmuth: Lehrbuch der Schafzucht, P. Parey,Hamburg –Berlin 1969.
19. W. von Bergen:Wool Handbook, 3rd ed., vol. I,Wiley-Intersience, New York – London 1969.
20. H. Spiebeg (ed.): British Wool Manual, 2nded., Columbine Press, Buxton 1969.
21. K. R. Makinson in H. F. Mark, N.G. Gaylord,N.M. Bikales (eds.): Encyclopedia of PolymerScience and Technology, vol. 15,Wiley-Interscience, New York 1971,pp. 41 – 79.
22. L. Rebenfeld, H.H. Ward (eds.): “Proc. 4thInt. Wool Text. Res. Conf. Berkely 1970,”Parts I, II, Applied Polymer Symposia, no. 18,Interscience Publishers, New York 1971.
23. H. Rath: Lehrbuch der Textilchemieeinschließlich der textilchemischenTechnologie, 3rd ed., Springer Verlag, Berlin1972.
24. R. D. B. Fraser, T. P. MacRae, G. E. Rogers:Keratins – Their Composition, Structure andBiosynthesis, Charles C. Thomas, Springfield,Ill. 1972.
25. J. H. Bradbury, Adv. Protein Chem. 27 (1973)111 –211.
26. K. Ziegler (ed.): Proc. 5th Int. Wool Text. Res.Conf. Aachen 1975, vols I – IV, DeutschesWollforschungsinstitut an der RWTH Aachen1976.
27. R. S. Asquith (ed.): Chemistry of NaturalProtein Fibers, Plenum Press, NewYork – London 1977.
28. H. E. Schiecke: Wolle als textiler Rohstoff,Fachverlag Schiele & Schon, Berlin 1979.
29. K. R. Makinson: “Shrinkproofing of Wool,” inFiber Science Series, vol. 8, Marcel Dekker,New York –Basel 1979.
30. D. P. Veldsman (ed.): Proc. 6th QuinquennialInt. Wool Text. Res. Conf. Pretoria 1980, volsI – IV.
31. J. A. Mclaren, B. Milligan:Wool Science – TheChemical Reactivity of the Wool Fibres,Science Press, Marrickville, Australia 1981.
32. J. Leeder: Wool –Nature’s Wonder Fibre,Australasian Textiles Publishers,Belmont/Victoria/Australia 1984.
33. E. Wang, D. Fischman, R. K.H. Liem, T.-T.Sun (eds.): Intermediate Filaments, Annals ofthe New York Academy of Sciences, vol. 455New York 1985.
34. M. Sakamoto (ed.): Proc. 7th Int. Wool Text.Res. Conf. Tokyo 1985, vols I – IV, Soc. FiberScience and Technol. Japan.
35. I. Bearpak, F.W. Marriott, J. Park: A PracticalIntroduction to the Dyeing and Finishing ofWool Fabrics, Society of Dyers andColourists, Bradford 1986.
36. M. Feughelman in H. F. Mark, N.M. Bikales,C. G. Overberger, G. Menges, J. I. Kroschwitz(eds.): Encyclopedia of Polymer Science and

28 Wool
Engineering, vol. 8,Wiley-Interscience, NewYork 1987, pp. 566 – 600.
37. G. Ebner, D. Schelz: Textilfarberei undFarbstoffe, Springer Verlag, Berlin 1989.
38. G. E. Rogers, P. J. Reis, K. A. Ward, R. C.Marshall (eds.): The Biology of Wool and Hair,Chapman & Hall, London –New York 1989.
39. M. Ried: Chemie im Kleiderschrank, RowohltVerlag, Reinbeck 1989.
40. M. Peter, H. K. Rouette: Grundlagen derTextilveredlung, Handbuch der Technologie,Verfahren und Maschinen, 13th ed., DeutscherFachverlag, Frankfurt 1989.
41. R. D. Goldman, P.M. Steinert (eds.): Cellularand Molecular Biology of IntermediateFilaments, Plenum Press, New York – London1990.
42. G.H. Crawshaw (ed. ): Proc. 8th Int. Wool Text.Res. Conf. Christchurch New Zealand 1990,vols. I – IV,Wool Res. Org. New Zealand.
43. R. C. Marshall, D. F. G. Orwin, J.M. Gillespie,Electron Microsc. Rev. 4 (1991) 47 – 83.
44. H. Zahn, B. Wulfhorst, H. Kulter,Chemiefasern/Textilind. 41 (1991) 521 – 552.
45. D.M. Lewis (ed.): Wool Dyeing, Society ofDyers and Colourists, Bradford 1992.
46. H. Zahn, J. Knott in EEC (ed.): “ChemicalMethods for Characterization of Wool atDifferent Stages of Processing,”COMETT-EUROTEX, Guimaraes, Portugal1992.
47. F.-J. Wortmann: Thermo- and hydroplastischeEigenschaften von Wollfasern,Forschungsberichte des LandesNordrhein-Westfalen, no. 3245, WestdeutscherVerlag 1992.
48. W. Bobeth (ed.): TextileFaserstoffe – Beschaffenheit undEigenschaften, Springer Verlag, Berlin 1993.
49. R. Kellner, F. Lottspeich, H. E. Meyer (eds.):Microcharacterization of Proteins, VCHVerlagsgesellschaft, Weinheim 1994.
50. M. Bona: An Introduction to Wool FabricFinishing, Verlag Textilia, Biella, Italy 1994.
51. P. H. Greaves, B. P. Saville: Microscopy ofTextile Fibres, Microscopy Handbooks 32,Royal Microscopical Society, BIOS ScientificPubl., Oxford 1995.
52. M. Bona, G. Grupallo: Proc. 9th Int. WoolText. Res. Conf. Biella Italy 1995, vols. I –V,Citta degli Studi Biella and Int. Wool Sec.
53. J. P. Laker, F.-J. Wortmann (eds.): Metrologyand Identification of Speciality Animal Fibres,European Fine Fibre Network, occasional
publication no. 4, Maculay Land Use ResearchInstitute, Aberdeen, 1996.
54. ISO 6938-1984: Textiles-NaturalFibres-Generic Names and Definition,International Organization of Standardization,1984.
55. P.-A. Koch, Text. Rundsch. 19 (1964)189 – 203.
56. W. F. Leggett: The Story of Wool, Chem. Publ.Co., Brooklyn N.Y. 1947.
57. N. Hyde, National Geographic 173 (1988)552 – 591.
58. R. E. Chapman in J. Bereiter-Hahn, A.G.Matoltsy, K. S. Richards (eds.): Biology of theIntegument 2, Springer Verlag, Berlin 1986,p. 298.
59. D. E. Rivett, Wool Sci. Rev. 67 (1991) 1 – 25.60. C. A. Anderson, J. D. Leeder, Text. Res. J. 55
(1985) 416 – 421.61. H. E. Crabtree, P. Nicholls, E. V. Truter, Proc.
Anal. Div. Chem. Soc. 16 (1979) 235.62. A. Schwan, J. Herrling, H. Zahn, Colloid
Polym. Sci. 264 (1986) 171 – 175.63. J. Kalbe et al., Biol. Chem. Hoppe – Seyler369 (1988) 413 – 416.
64. P. F. Hamlyn, G. Nelson, B. J. McCarthy, J.Text. Inst. 83 (1992) 97 – 103.
65. D. J. Evans, J. D. Leeder, J. A. Rippon, D. E.Rivett in [34] vol. I, pp. 135 – 142.
66. P.W. Wertz, D. T. Downing, Lipids 23 (1988)878 – 881.
67. A.Korner, H. Hocker, D. E. Rivett, FreseniusZ. Anal. Chem. 344 (1992) 501 – 509.
68. U. Altenhofen, H. Zahn, ACS Symp. Ser. 49(1977) 162 – 175.
69. M. F. Perutz, Faraday Discuss. Chem. Soc. 93(1992) 1 – 11; Philos. Trans. R. Soc. London A345 (1993) 105 – 112.
70. J. B. Speakman, M. Hirst, Nature (London)128 (1931) 1073 – 1074.
71. R. S. Asquith et al., Biochim. Biophys. Acta207 (1970) 342.
72. B. Milligan, L. A. Holt, J. B. Caldwell in [22],part I, pp. 113 – 125.
73. S. K. Burley, G.A. Petsko, Adv. Prot. Chem.39 (1988) 125 – 189.
74. H. Beyer, U. Schenk, J. Chromatogr. 39(1969) 491 –495.
75. D. R. Goddard, L. Michaelis, J. Biol. Chem.106 (1934) 605 – 614; 112 (1935) 361 – 371.
76. W.G. Crewther, R. D. B. Fraser, F. G. Lennox,H. Lindley, Adv. Protein Chem. 20 (1965)191 – 346.
77. J.M. Gillespie: pp. 95 – 128 in [41].78. L.M. Dowling, L. G. Sparrow, TIBS 16
(1991) 115 – 117.

Wool 29
79. R. C. Marshall, Text. Res. J. 51 (1981)106 – 108. G. E. Rogers, E. S. Kuczek, P. J.Mackinnon, R. B. Presland, M. J. Fietz in [38]pp. 69 – 85.
80. B. R. Herbert, A. L. P. Chapman, D.A. Rankin,Electrophoresis 17 (1996) 239 – 243.
81. H. Thomas, A. Conrads, K.H. Phan, M. van deLocht, H. Zahn, Int. J. Biol. Macromol. 8(1986) 258 – 264.
82. M. van de Locht, Melliand Textilber. 68(1987) 780 –786.
83. A. Conrads, H. Thomas, K.-H. Phan, H. Zahn,H.Hocker, Naturwissenschaften 75 (1988)100 – 101.
84. W.G. Crewther, L.M. Dowling, P.M. Steinert,D. A.D. Parry, Int. J. Biol. Macromol. 5(1983) 267 – 274.
85. J. A. Swift in [27] pp. 81 – 146.86. M.G. Dobb et al., J. Text. Inst. 52 (1961)
T 153 –170.87. K.-H. Phan, H. Thomas, E. Heine in [52],
vol. II, pp. 19 – 30.88. G. E. Rogers, Ann. N.Y. Acad. Sci. 83 (1959)
378 –399. G. E. Rogers, J. Ultrastruct. Res. 2(1959 b) 309 –330.
89. R. Eichner, P. Rew, A. Engel, U. Aebi, Ann.N.Y. Acad. Sci. 455 (1985) 381 – 402.
90. W. T. Astbury, A. Street, Phil. Trans. R.London Soc. A 230 (1931) 75. W. T. Astbury,H. J. Woods, Phil. Trans. R. London Soc. A232 (1933) 333 – 394.
91. L. Pauling, R. B. Corey, H. R. Branson, Proc.Nat. Acad. Sci. USA 37 (1951) 205 – 211.
92. L. Pauling, R. B. Corey, Proc. Nat. Acad. Sci.USA 39 (1953) 253.
93. F.-J. Wortmann, H. Deutz, J. Appl. Polym. Sci.48 (1993) 137 – 150.
94. F.-J. Wortmann, H. Zahn in: “DomkeFestschrift,” Lehrstuhl fur konstruktiveGestaltung der TH Aachen, Aachen 1982,pp. 157 – 161.
95. M. Feughelman, Text. Res. J. 29 (1959)223 – 228.
96. J. Cao, J. Mol. Struct. 553 (2000) 101 – 107.97. L. Kreplak, J. Doucet, F. Briki, Biopolymers58 (2001) 5269 – 533.
98. J. B. Speakman, C. A. Cooper, J. Text. Inst. 27(1936) T 183 –T 196.
99. E. Elod, E. Silva, Z. Phys. Chem. Abt. A 137(1928) 141.
100. F.-J. Wortmann, B. J. Rigby, D.G. Phillips,Text. Res. J. 54 (1984) 6 – 8.
101. T. G. Fox, Bull. Am. Phys. Soc. 1 (1956) 123.102. H. Zahn in [52], vol. I, pp. 1 – 16.
103. H. Baumann, L. Mochel, Text. Praxis Int. 29(1974) 507 – 510.
104. H. Baumann, Schriftenreihe des DeutschenWollforschungsinstitutes 85 (1981), 216 – 246.
105. H. Meichelbeck, H. Knittel, Fette, Seifen,Anstrichm. 73 (1971) 25 – 29.
106. D. Goddinger, K. Schafer, H. Hocker, WoolTechnol. Sheep Breed 42 (1994) 83 – 89.
107. D. Goddinger, K. Schafer, H. Hocker in [52],vol. II, pp. 92 – 108.
108. G. J. Smith, J. Photochem. Photobiol. Bull. 22(1994) 145 – 149.
109. H. Zahn, J. Knott, Nova Textil 13 (1989)42 – 46.
110. F. G. France, I. L. Weatherall in [52], vol. II,pp. 100 – 108.
111. G. J. Smith, K. R. Markham, W.H. Melhuish,Photochem. Photobiol. 60 (1994) 196 – 198.
112. K. Schafer, J. Soc. Dyers Colour. 107 (1991)206 – 211.
113. C.M. Pande, J. Soc. Cosmet. Chem. 45 (1994)257 – 268.
114. I. C. Watt, J. Macromol. Sci.-Rev. Macromol.Chem. C18 (1980) 169 – 245.
115. F.-J. Wortmann, P. Augustin, C. Popescu, J.Appl. Polym. Sci. 79 (2001) 1054 – 1061.
116. F.-J. Wortmann, H. Zahn, Text. Res. J. 64(1994) 737 – 743.
117. K. Schafer, I. Mullejans, H. Hocker, MelliandTextilber. 78 (1997) no. 7/8, 506 – 508,E 108 – E 110.
118. K. Schafer, I. Mullejans, J. Fohles, H. Hocker,Melliand Textilber. 78 (1997) no. 10,727 – 732, E 164 – E 167.
119. H. Hocker in [52], vol. III, 319 – 324.120. E. Heine, H.Hocker, Rev. Progr. Color. Relat.
Top. 25 (1995) 57 – 63.121. A. Bereck, Rev. Progr. Color. Relat. Top. 24
(1994) 17 – 25.122. A. C. Welham, J. Soc. Dyers Colour. 102
(1986) 126 – 131.123. W. Mosimann, K. Schaffner, Textilveredlung
14 (1979) 12 – 15.124. P. A. Duffield, R. R. D. Holt, Textilveredlung
24 (1989) 40 – 45.125. H. Baumann, J. Soc. Dyers Colour. 90 (1974)
125 –129.126. N. Werkes, Melliand Textilber. 70 (1989)
52 – 63.127. D.M. Lewis, Melliand Textilber. 67 (1986)
717 –723; Proc. 8th Int. Wool Text. Res. Conf.,vol. IV, Christchurch, New Zealand 1990,pp. 1 – 49.
128. K. J. Dodd, C.M. Carr, M. Baird, J. Soc. DyersColour. 110 (1994) 190 – 194.

30 Wool
129. B. Gullbrandson, Text. Res. J. 28 (1958)965 – 968.
130. A.G. de Boos: “The Conflicting Requirementsof Wool Setting for the Finisher and Tailor,”Report No. G 61, CSIRO Div. Text. Ind.,Belmont/Victoria 1987.
131. A. Robson, M. J. Williams, J.M. Woodhouse,J. Text. Inst. 60 (1969) 140 – 151.
132. H. Meichelbeck: “Die Rolle der SH-Gruppenbei der Quervernetzung des Keratins durchThioatherbildung,” Dissertation TH Aachen1963.
133. H. Zahn in [52], vol. I, pp. 1 – 16.134. H.K. Rouette, DWI Reports 117 (1996)
93 – 112.135. J. B. Speakman, J. Soc. Dyers Colour. 52
(1936) 335 – 346.136. P. G. Cookson, K.W. Fincher, P. R. Brady, J.
Soc. Dyers Colour. 107 (1991) 135 – 138.137. S.M. Smith et al. in [52], vol. III, pp. 113 – 121.138. I. Hammers-Page in W. Loy (ed): Taschenbuch
fur die Textilindustrie 1994, FachverlagSchiele und Schon, Berlin, pp. 426 – 436.
139. T. Shaw, M.A. White in M. Lewin, S. B. Sello(eds.): “Chemical Processing of Fibers andFabrics,” Handbook of Fibre Science andTechnology, vol. 2, part 2,Marcel Dekker,New York 1984.
140. R. J. Mayfield, Text. Prog. 11 (1982) 1 – 10.141. K. Wolf, I. Hammers, U. Altenhofen, Melliand
Textilber. 66 (1985) 596 – 600.142. L. Benisek, J. Text. Inst. 65 (1974) 102 – 108.143. W. Mosimann et al. in [42], vol. IV,
pp. 239 – 249.144. G. Reinert, Textilveredlung 26 (1991) 86 – 92.145. G. Reinert, E. Schmidt, R. Hilfiker, Melliand
Textilber. 75 (1994) 606 – 614.146. G.V. Barker, F. Davin, Proc. Int. Wool Text.
Res. Conf. 8th, Christchurch, vol. 3 (1990)91 – 106.
147. P. Hopkins, DWI Reports 119 (1997)128 – 137.
148. P. Hopkins, Textile Magazine 26 (1997) no. 1,7 – 8.
149. Wool Fact File 1998/99, published byWoolmark (Europe) Ltd., Ilkley, UK.
150. E. Heine, A. Ruers, H. Hocker, DWI Reports122 (1999) 466 – 470.
151. E. Heine, A. Ruers, H. Hocker, DWI Reports123 (2000) 475 – 479.
152. B.M. Muller, Rev. Prog. Colouration 22(1992) 14 – 21.
153. H. Thomas, F. Kummeler, H.-B. Muller, E.Prinz, U. Rott, J. Salge, M. Wolf, T.-J. Zahn,DWI Reports 122 (1999) 365 – 370.
154. H. Thomas, M. Hedler, T. Merten, V. Monser,H. Hocker, Proc. Int. Wool Text. Res. Conf.10th, Aachen, (2000) PL-3.
155. B. Jansen, F. Kummeler, H. Thomas, H.-B.Muller, Proc. Int. Wool Text. Res. Conf. 10th,Aachen, (2000) PL-6.
156. H. Hocker, Proc. Int. Wool Text. Res. Conf.10th, Aachen, (2000) PL-7.
157. Anonym., International Dyer 185 (2000) no.4, 21.
158. Anonym., Wool Record 157 (1998) (Issue3644) 21.
159. B. O. Bateup, Proc. Int. Wool Text. Res. Conf.10th, Aachen, (2000) KNL-5.
160. K. Hannemann, H. Flensberg, DWI Reports117 (1996) 287 – 293.
161. K. Hannemann, Wool Record 159 (2000) no.6, 48 – 51.
162. M. Gießmann, K. Schafer, H. Hocker,Textilveredlung 34 (1999) no. 11/12, 12 – 19.
163. A. Giehl, K. Schafer, H. Hocker, J.-P.Mullender, J. Knott, Proc. Int. Wool Text. Res.Conf. 10th, Aachen, (2000) DY-2.
164. G. Carnaby, Proc. Niches in the World ofTextiles, 77th World Conf. of the Textile Inst.,Tampere, SF, May 22 – 24, 1996, vol. 1 (1997).
165. [32], Chap. 7.166. G. Mack, Wool Record (1995) Dec., 5.167. R. Hoffmann, G. Timmer, K. Becker in [52],
vol. I, pp. 66 – 77.168. P. A. Duffield, R. R. D. Holt, J. R. Smith,
Melliand Textilber. 72 (1991) 938 – 942.169. H. Thomas, K.-H. Phan, H.Hocker Report 17,
IWTO Harrogate Meeting, 1995.170. J. D. Verity, Wool Record (1995) Mar., 25.171. G. Horstmann, J. Soc. Dyers Colour. 111
(1995) 182 – 184.172. H.G. Hebecker: Textil und Umwelt,
Textilverband Schweiz, Zurich 1995,pp. 24 – 25.
173. H. J. Henning, G. Mazingue, Text. Prax. Int.35 (1980) 51 – 54, 179 – 185, 298 – 304.
174. G. J. J. B. de Groot, J. Text. Inst. 86 (1995)33 – 44.
175. S. Kawabata, M. Niwa, J. Text. Inst. 80 (1989)19 –50.
176. S. Kawabata, K. Ito, M. Niwa, J. Text. Inst. 83(1992) 361 – 374.
177. C. F. Allan, A.G. de Boos, N.G. Ly, MelliandTextilber. 81 (1990) 614 – 618.
178. F.-J. Wortmann, G. Wortmann, H. Zahn, Text.Res. J. 65 (1995) 669 – 675.
179. H. Zahn, Melliand Textilber. 50 (1969)807 – 813.

Wool 31
180. International Wool Secretariat (ed.): IWTOSpecifications, International Wool Secretariat,Raw Wool Services Department, Valley Drive,Ilkley, Yorkshire, LS29 8PB, England.
181. R. C. Marshall, H. Zahn, G. Blankenburg, Text.Res. J. 54 (1984) 126 – 128.
182. H. Zahn, I. Souren, U. Altenhofen, MelliandTextilber. 65 (1984) 467 – 471.
183. C. Wilrich, G. Wortmann, F.-J. Wortmann, H.Hocker in [52], vol. II, pp. 289 – 295.
184. P. Seiler, C. Wilrich, G. Wortmann, F.-J.Wortmann, DWI Reports 117 (1996)637 – 648.
185. W. Gocht, DWI Reports 117 (1996) 399 – 400.186. J. D. Leeder in [32], pp. 24 – 31.187. L. Benisek, P. R. Harnett, M. J. Palin, Melliand
Textilber. 68 (1987) 878 – 888.188. M. Ried in [39], pp. 197 – 198.189. A. Pierlot: “Wool” in J. C. Salomone (ed.):
Polymeric Materials Encyclopedia, CRCPress, Boca Raton, Fl., in press.
190. G. Fisher, Tech. Text. Int. 1993, Feb., 8 – 12.191. H. Zahn, G. Blankenburg, Deutsche
Schafzucht 85 (1993) 31 – 33.192. G. Blankenburg, I. Hammers-Page, DWI
Reports 114 (1995) 61 – 72.193. E. Claßen, G. Wortmann, R. Augustin, N.
Effertz, F.-J. Wortmann, Proc. Int. Wool Text.Res. Conf. 10th, Aachen, (2000) OT-P5.
194. P. Offermann, DWI Reports 121 (1998)247 – 257.
195. H. L. Fraenkel-Conrat, H. S. Olcott, A.Mohammed, Arch. Biochem. 24 (1949) 278.
196. S.M. Causer, R. C. McMillan, AustralianTextiles 14 (1994) 48.
197. G. Wortmann, R. Sweredjuk, G. Zwiener, F.Doppelmayer, F.-J. Wortmann, DWI Reports124 (2001) 378 – 386.
198. K. Schafer, H. Hocker, Melliand Textilber. 77(1996) 402 – 406.
199. C. Jacques, J. P. Bruggeman, G. Vilarem, Proc.Int. Wool Text. Res. Conf. 10th, Aachen, (2000)OT-P7.
200. Bekleidung und Wasche 18 (1989) 14 – 18.201. A. Kloeden, Wool Record (1995) Nov., 6, 51.202. H. Menkens, Wool Record (1995) Dec., 45.203. G. Reinert, R. Hilfiker, E. Schmidt, F. Fuso,
DWI Reports 117 (1996) 259 – 273; Text. Res.J. 66 (1996) 61 – 70.
204. G. R. S. Naylor, C. J. Veitch, R. J. Mayfield,Text. Res. J. 62 (1992) 487 – 493.
205. G. Wortmann, A.Korner, DWI Reports 115(1995) 1 – 135.
206. G. Chalmers, Wool Record (1993), July, 41.207. F. Klaschka, Melliand Textilber. 75 (1994)
193 – 202.208. T. L. Diepgen, B. Salzer, A. Tepe, O. P.
Hornstein, Melliand Textilber. 76 (1995)1116 – 1121.
209. E. A. Clarke, D. Steinle, Rev. Prog. Color.Relat. Top. 25 (1995) 1 – 5.
210. J. Grutze, F. Hoffmann, U. Sewekow, A.Westerkamp, Melliand Textilber. 76 (1995)875 – 883.
211. R. A. Moll, Melliand Textilber. 76 (1995)993 – 995.
212. W. Beckmann, ITB Veredlung 1 (1990)50 – 59.
213. R. G. Love, M. Muirhead, H. P. R. Collins,C. A. Soutar, Br. J. Ind. Med. 48 (1991)221 – 228.
214. I.M. Russell in [42], vol. III, pp. 165 – 174.215. V. Schmitz, K. Schafer, H. Hocker, Melliand
Textilber. 80 (1999) no. 7/8, 596 – 600.
Xanthan Gum → Polysaccharides