Embed Size (px)
Citation preview
AMERICAN INSTITUTE OF MINING AND METALLURGICAL ENGINEERS . Technical Publication No. 2419
Class E, Metals Technoloey, August 1948 DISCUSSION OF THIS PAPER IS INVITED. It should preferably be presented by the contributor in
person at the Philadelphia Meeting, October 1948. when an abstract of the paper will be read. If this is impos- sible. discussion in writing (a copies) may be sent to the Secretary, Amencan Institute of Minin and Metal- lurgical Engineers. 29 West 39th Street. New York 18, N..Y. Unless special arrangement is ma$e.discussion of this paper will close Dec. I , 1948. Any discuslon offered thereafter shodld preferably be in the forrn.of a new paper.
Factors Affecting the Tensile Notch Sensitivity of Magnesium Alloy Extrusions
BY I. CORNET,* MEMBER AIME (Philadelphia Meeting. October 1948)
INTRODUCTION had been cold worked to various degrees by
WITH the greatly expanding use of mag- tensile prestraining.
nesium during the war, it appeared neces- Magnesium alloy extrusions studied in-
sary to the War Metallurgy Committee cluded Dowmetal 0 , X, J, and M. For
that the notch sensitivity of magnesium comparison, extrusions of aluminum alloy
alloy extrusions be further investigated and 24s-T, cast bars of aluminum alloy 122-T2, and cast bars of magnesium alloy C were
the influence of various factors upon notch sensitivity be noted. Accordingly, the also tested. The specified chemical compo-
sition of these alloys is given in Table I. National Defense Research Committee of the Office of Scientific Research and De- All bars tested were within specification
limits of composition. velopment placed a research contract with the University of California, supervised by
Investigation of the tensile notch sensi-
the War Metallurgy Committee. The work tivity of various magnesium alloy extru-
discussed herein was done under "Re- sions, under conditions of axial and
stricted" Project NRC-21, reported in eccentric load, showed little or no correla-
Dec. 1943'; it has been released for publica- tion with stress-strain or other conventional
tion by the O.S.R.D. data. Since the many uncontrolled variables present might mask significant relation-
SCOPE OF THE INVESTIGATION ships, one alloy was selected for intensive study. Magnesium 0 alloy extrusions
The notch sensitivity of various mag- were subjected to experimental heat nesium alloy extrusions was determined treatments. and the changing hardness, under axial tension, and also under several ten%& strength, microstructure, and notch conditions of nonaxial tension. Hardness, sensitivity observed. grain size and other metallographic fea- tures were observed; stress-strain data were EXPEBCMENTAL TECHNIQUES AND
obtained, and the chemical compositions PROCEDURES of the alloys were determined, in order to correlate these quantities with the notch
Tensile Testing
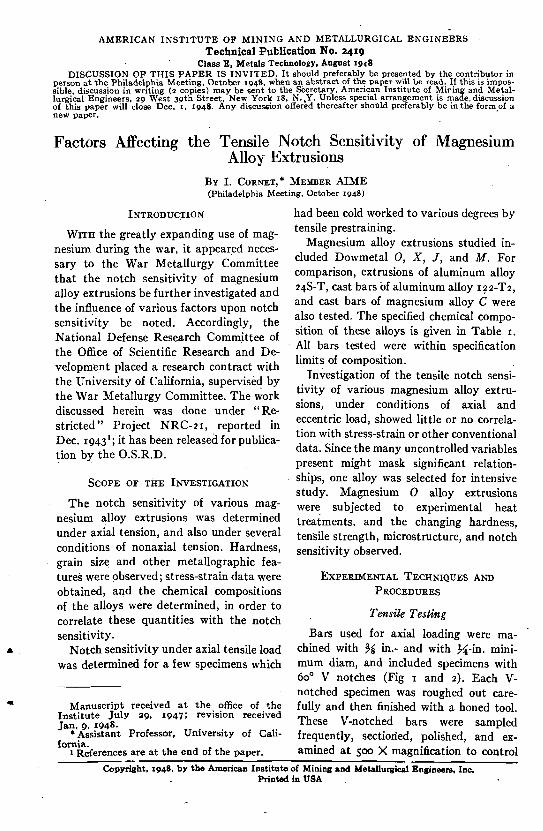
sensitivity. Bars used for axial loading were ma- A Notch sensitivity under axial tensile load chined with 38 in.- and with fi-in. mini-
was determined for a few specimens which mum diam, and included specimens with 60" V notches (Fig I and 2). Each V- notched specimen was roughed out care-
a Manuscript received at the. office of the fully and then hished with a honed tool. Institute July 29, 1947; rev:slon received Jan. 9. !948. These V-notched bars were sampled
*~sslstant Professor. University of Cali- frequently, sectioried. ~olished. and ex- - . fornia.
- . ,
I References are at the end of the paper. mined a t 500 X magnification to control - Copyright. 1948, by the American Institute of Mining and Metal lugid Engineers. Inc.
Printed in USA
2 FACTORS AFFECTING T H E T E N S I L E NOTCH SENSITIVITY
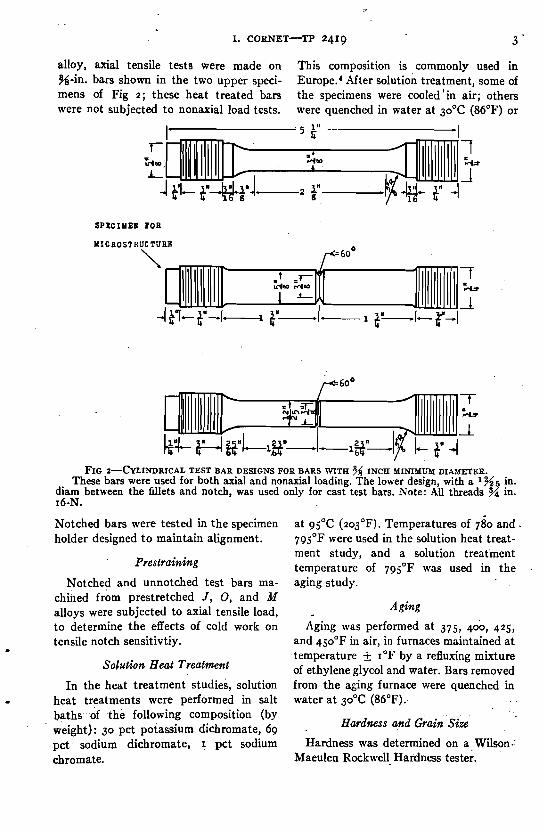
the sharpness of the notch. The radius a t the tensile strengths of notched bars is well the root of the representative notch shown known.2 Therefore the notched bars for in Fig 3 was approximately 0.0002 in. axial testing were placed in a specimen
TABLE I-Nominal Composition of Maferials Tested
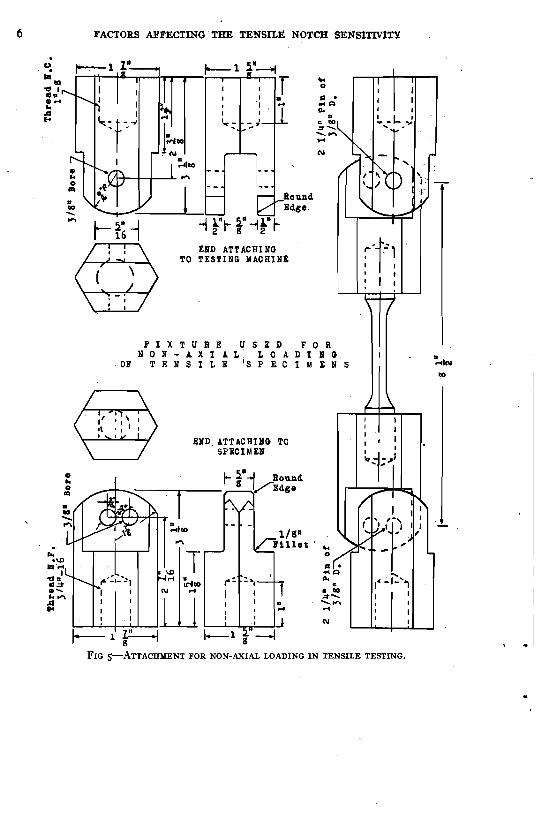
For nonaxial loading only the bars of holder (Fig 4) similar in design to one N in.-minimum section, unnotched or with recommended by G e n ~ a m e r . ~ 60' V notches, were used. For nonaxial tensile loading, a fixture
SPECIMEN FOR
Condition
As received As received As received As received As cast Solution heat
treated and aged
Annealed
A110 y
J X 0 M C
A1 a4S-T
A1 122-Tz
FIG I-CYLINDRICAL TEST BAR DESIGNS FOR BARS WITH >i INCH MINIMUM DIAMETER. These bars were submitted to axial loading only. The lower design, with a in. diam
between the fillets and notch, was used only for cast test bars. Note: All threads 34 in.-18-NF.
Standard testing procedures were used was designed to furnish eccentricities of for the unnotched bars. T h e unreliability > i s , 9i6, N6 and Bi6 in. (Fig 5 ) . of self-aligning grips alone in determining I n the study of heat treated bars of 0
A.S.T.M.
Desk- nation - A Z ~ I X 15 AZ8oX MI AZpz CGar
CGI
Form
Extrusion Extrusion Extrusion Extrusion. Sand ca s t~ng Extrusion
Sand casting
Nominal Composition. Per Cent
Specifi- cation - R1o7-4sT B1o7-4rT B1o7-45'1' B1o7-45T B8o-45T BZII-46T
Ba6-46T
2,"; - Remainder Remainder Remainder Remainder Remainder
1.5
o. a
COP- per -
4 .5
10
zinc
- I
3 0.5
a
muminurn 1 2;:; -
6 3 8 .5
9 Remainder
Remainder
- o . a o . a 0 . a 1 . 5 0 . 2 0 . 6
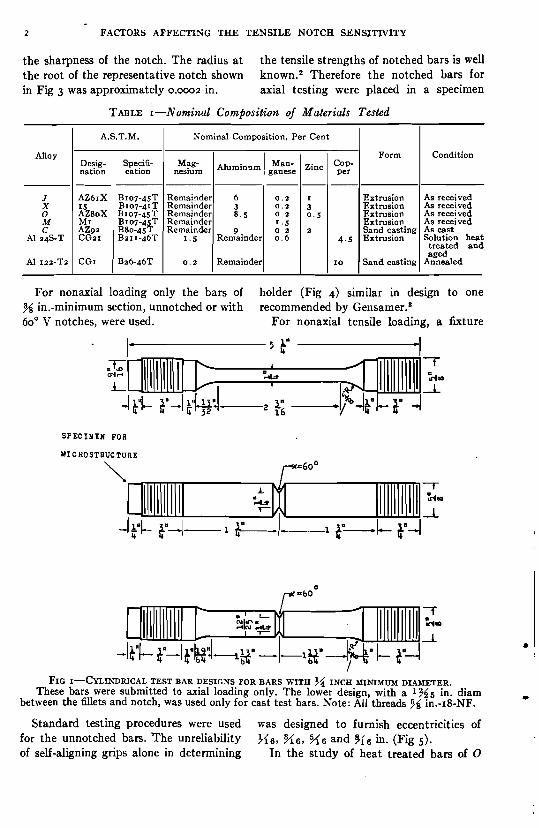
alloy, axial tensile tests were made on This composition is commonly used in %-in. bars shown in the two upper speci- Europe.' After solution treatment, some of mens of Fig 2; these heat treated ban the specimens were cooled'in air; others were not subjected to nonaxial load tests. were quenched in water at 30°C (86OF) or
MICROSTRUCTURE
\ ,4=6o0
FIG 2-CYLINDRICAL TEST BAR DESIGNS FOR BARS WITH 96 INCH MINIMUM DIAXETER. These bars were used for both axial and nonaxial loading. The lower design, with a in.
diam between the fillets and notch, was used only for cast test bars. Note: Ail threads in. 16-N.
Notched bars were tested in the specimen holder designed to maintain alignment.
Prestraining
Notched and unnotched test bars ma- chined from prestretched J, 0, and M alloys were subjected to axial tensile load, to determine the effects of cold work on tensile notch sensitivtiy.
Solution Heat Treatment
In the heat treatment studies, solution heat treatments were performed in salt baths of the following composition (by weight): 30 pct potassium dichromate, 69 pct sodium dichromate, I pct sodium chromate.
at 95OC (203OF). Temperatures of 780 and - 795OF were used in the solution heat treat- ment study, and a solution treatment temperature of 795OF was used in the aging study.
Aging
Aging was performed at 375, 400, 425, and 450°F in air, in furnaces maintained at temperature f r°F by a refluxing mixture of ethylene glycol and water. Bars removed ,
from the aging furnace were quenched in water at 30°C (86'F).
Hardmss and Grain Size
Hardness was determined on a Wilson- Maeulen RockweU- Hardness tester.
4 FACTORS AFFECTING THE TENSILE NOTCH SENSITMTY
Grain size was obtained by projecting the RESULTS microscope image on a ground glass and The results of axial loading tests on counting the number of intersections of %-in. and %-in. bars in the "as received" grain boundaries with the circumference of condition are shown in Table 2.
FIG 3-X ALLOY CROSS SECTION OF 60' NOTCH. 500 X . Carbon arc light, numerical aperture is 0.65. Cut with a heat treated steel tool freshly honed
on a hard Arkansas stone.
the circle of view, and also the number of wholly included grains, using 500 X mag- nification. Knowing the area of the circular field of view, it was possible to determine the average grain diameter.
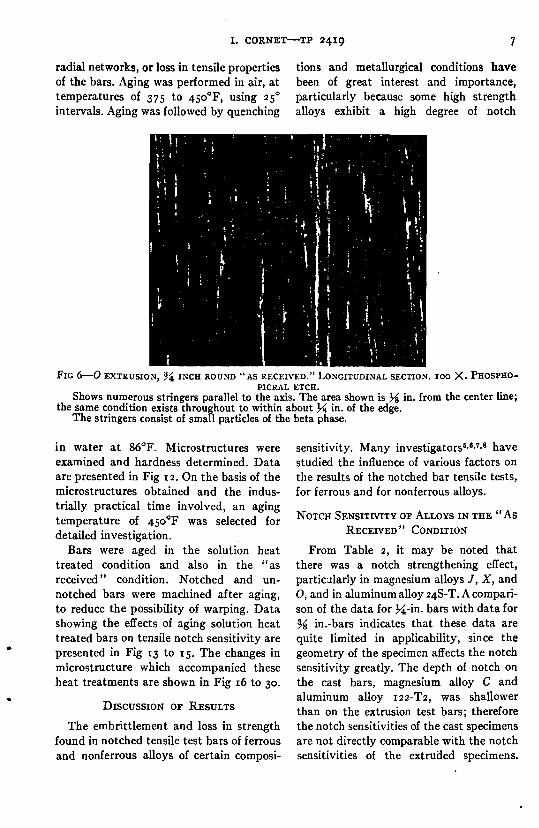
Both hardness and grain size were deter- mined on the inside %-in. diam core of the extrusions, as this core in 0 alloy was found to have a smaller grain size and harder Rockwell " E" hardness than the outer edge. The inside core has an increased concentration of beta constituent. The beta constituent appears as long stringers, paralleling the direction of extrusion, and concentrated at the inside of the rod. A micrograph of such stringers is shown in Fig 6. Examinations of 0 alloy rods have indicated that the inner %-in. d i m core is relatively uniform in hardness, grain size, and amount of beta constituent.
In Fig 7 is shown the effect of eccentricity of loading on tensile notch sensitivity of various alloys in the "as received" condition.
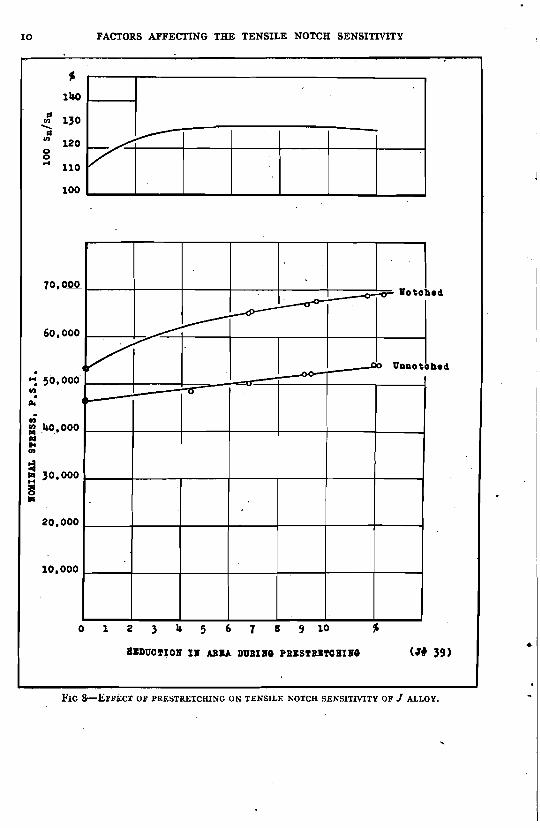
In Fig 8 is shown the effect of prestretch- ing on tensile notch sensitivity of J alloy.
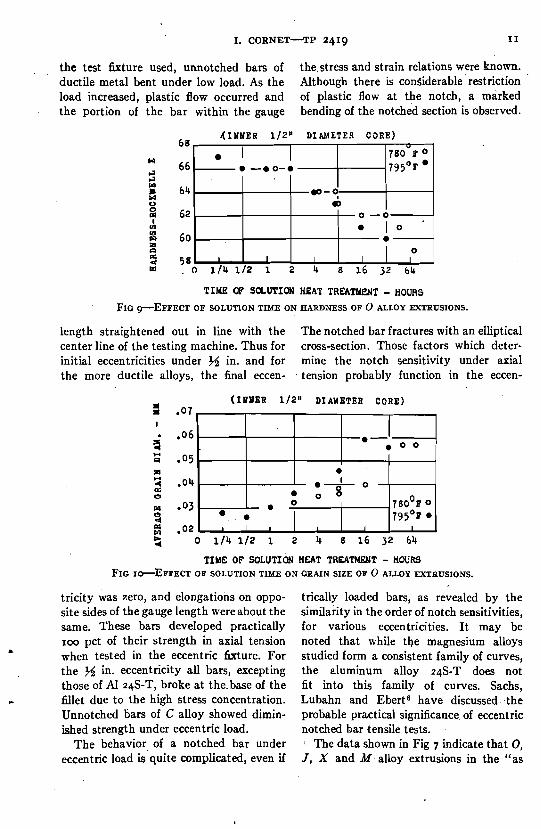
In order to study the effect of different microstructures on notch sensitivity in tension, 0 alloy extrusions were subjected to various heat treatments to obtain a range of microstructures. Data are pre- sented in Fig 9, 10, and 11 for the pre- liminary studies of solution heat treatment carried out in dichromate salt baths a t 780 and 79s°F for various solution times.
For the aging study, a solution heat treatment in a dichromate salt bath a t 79s°F for 16 hr was selected, to be followed by a quench in water a t 86 or 203OF. The rapid quench did not result in microcracks,
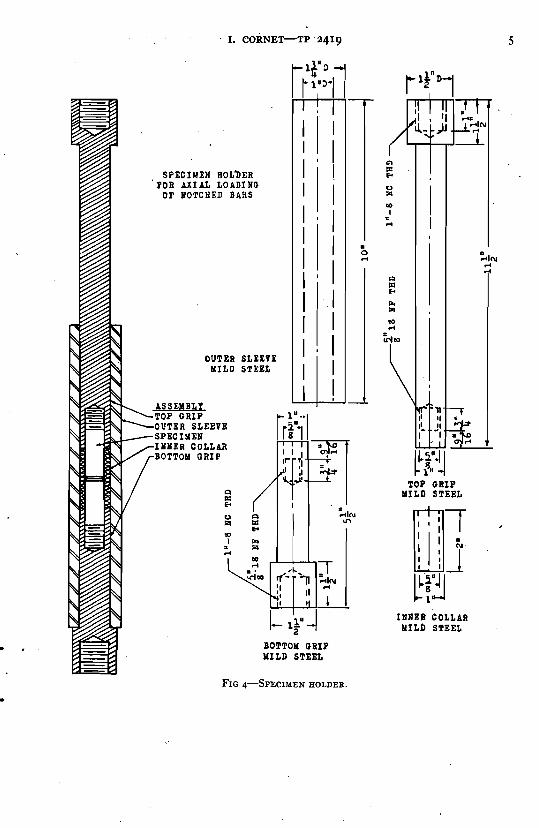
FIG 4-SPECIMEN HOLDER.
6 FACTORS AFFECTING THE TENSILE NOTCH SENSITIVITY
radial networks, or loss in tensile properties tions and metallurgical conditions have of the bars. Aging was performed in air, a t been of great interest and importance, temperatures of 375 to 450°F, using 25" particularly because some high strength intervals. Aging was followed by quenching alloys exhibit a high degree of notch
FIG 6-0 EXTRUSION, $/4 INCH ROUND "AS RECEIVED." LONGITUDINAL SECTION. 100 X. PHOSPHO- PICRAL ETCH.
Shows numerous stringers parallel to the axis. The area shown is W in. from the center line; the same condition exists throu hout to within about % in. of the edge.
The stringers consist of srnafl particles of the beta phase.
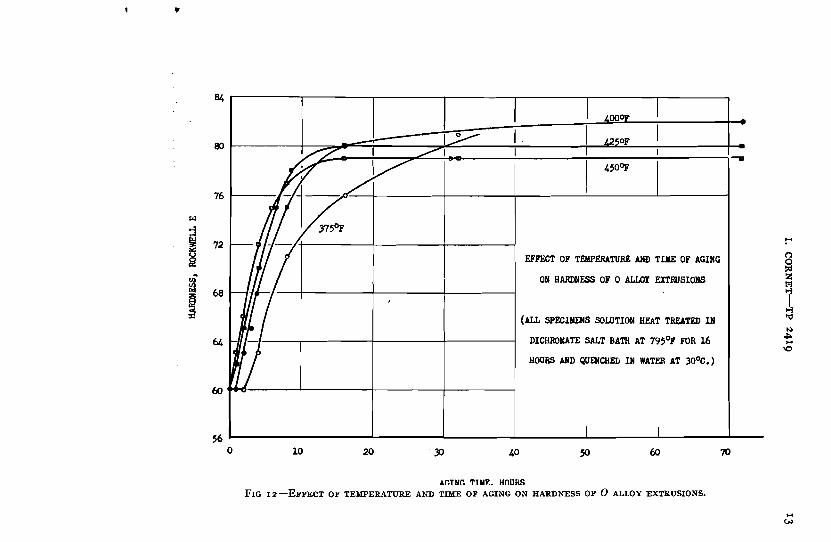
in water a t 86OF. Microstructures were sensitivity. Many investigator^^.^-'.^ have examined and hardness determined. Data studied the influence of various factors on are presented in Fig 12. On the basis of the the results of the notched bar tensile tests, microstructures obtained and the indus- for ferrous and for nonferrous alloys. trially practical time involved, an aging temperature of 450°F was selected for NOTCH SENSITMTY OP ALLOYS IN THE "AS
detailed investigation. RECENED " CONDITION
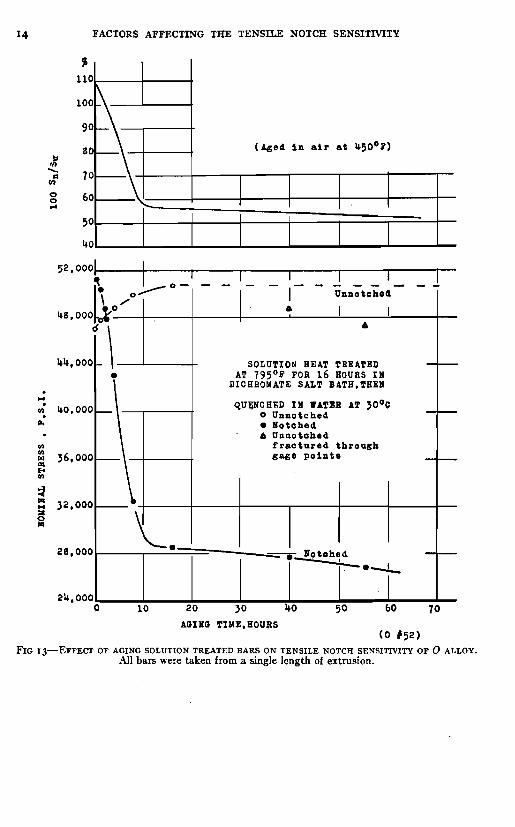
Bars were aged in the solution heat From Table 2, it may be noted that treated condition and also in the "as there was a notch strengthening effect, received" condition. Notched and un- particularly in magnesium alloys J, X, and notched bars were machined after aging, 0, and in aluminum alloy 24s-T. A compari- to reduce the possibility of warping. Data son of the data for %-in. bars with data for showing the effects of aging solution heat % in.-bars indicates that these data are treated bars on tensile notch sensitivity are quite limited in applicability, since the
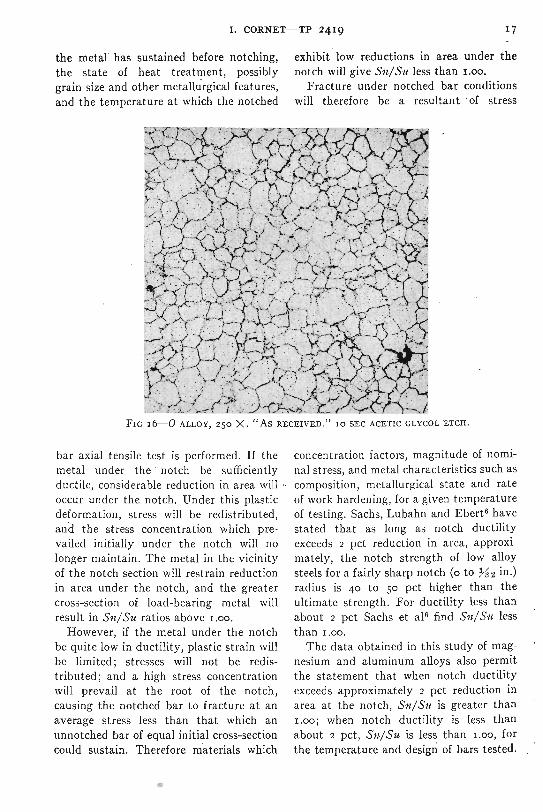
s presented in Fig 13 to 15. The changes in geometry of the specimen affects the notch microstructure which accompanied these sensitivity greatly. The depth of notch on heat treatments are shown in Fig 16 to 30. the cast bars, magnesium alloy C and
aluminum alloy 122-T2, was shallower DISCUSSION OF RESULTS than on the extrusion test bars; therefore
The embrittlement and loss in strength the notch sensitivities of the cast specimens found in notched tensile test bars of ferrous are not directly comparable with the notch and nonferrous alloys of certain composi- sensitivities of the extruded specimens.
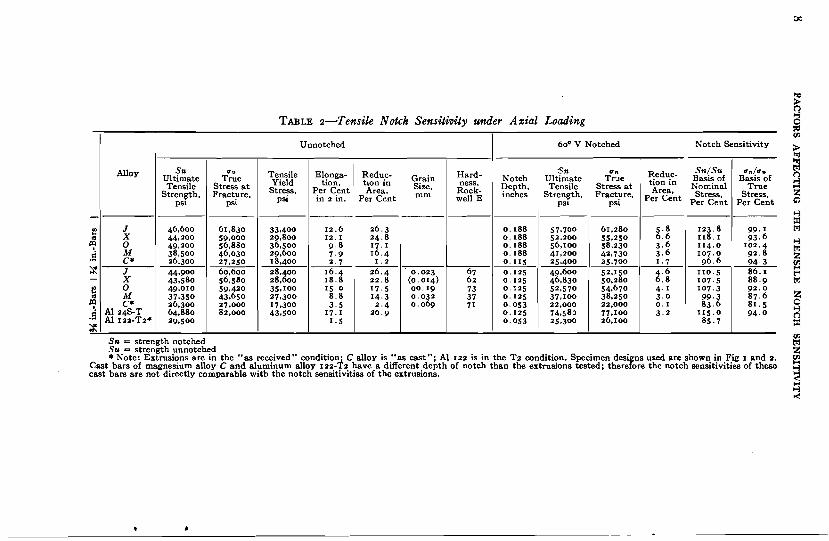
TABLE 2-Tensile Notch Sensitivity u d e r Axial Loading
Unnotched
I I I I I I I
60° V Notched
Su t a t e Tensile
Strength, PSI
- m'
uu T
Stress a t lJracture,
psi
I J X
l d Stress,
psi
46,600 44,200
.- X -
ti A '- X
Reduc in
per cent Area. In 2 m. Per Cent
Sn = strength notched Su = strength unnotched
Note: Extrusions are in the "as received" condition- C alloy is "as cast". A1 12a is in the Ta condition. Specimen designs used are shown in Fig I and a. Cast bars of magnesium alloy C and aluminum alloy 122:tz have a different.debth of notch than the extrusions tested; therefore the notch sensitivities of these cast bars are not directly comparable with the notch sensitivities of the extrusions.
49,200 38,500 26.300 44,900 43,580 49,010 37,350 26.300 64.880 29.500
J X 0 M C*
A1 a 4 S T A1 raa-Ta*
61.830 59.000
%in Size mm
56,880 46,030 27.250 60.600 56.580 59.420 43.650 27.000 82.000
~~~~~'
33,400 29.800
Sn Hard- Notch Ultimate g:. Depth, Tensile well inches S t r e n ~ t h
PSI
36,500 29.600 18.400 28.400 28.600 35.100 27.300 17.300 43.500
urn Sn/Su un(uw Trre Reduc- Basis of Bas~s of
Stress a t 1 tk:i: ~ Nominal 1 True Iractyre, Stress. Stress.
Psi Per Cent Per Cent Per Cent
12.6 12. I 9 . 8 7.9 2.7
16.4 18.8 15.D 8.8 3.5
17. I 1.5
26.3 24.8
---- 0.188 0.188
17.1 16.4 1 . 2
26.4 22.8 17.5 14.3 2.4
20.9
c * - ~ - ~ - - ~ ~ ~ ~ - ~ - 67 62 73 37 71
' 0.023 (0.014) 00.19 0.032 0.069
57.700 52.200
0.188 0.188 0.115 0.125 0.125 0.125 o.1a5 0.053 0.125 0.053
61,280 55.250
56,100 41,200 25.400 49.600 46.830 52.570 37.1oo 22,000 74.583 25.300
---- 5.8 6 . 6
58.230 42,730 25.700 52,150 50.280 54.670 38.250 2a.ooo 77.100 26.100
123.8 118.1
3.6 3.6 1 .7 4 .6 6.8 4.1 3 .0 0 . 1 3.2
99.1 93.6
114.0 107.0 96.6
110.5 107.5 107.3 99.3 83.6
115.0 85.7
102.4 92.8 94.3 86.1 88.9 92.0 87.6 81.5 94.0
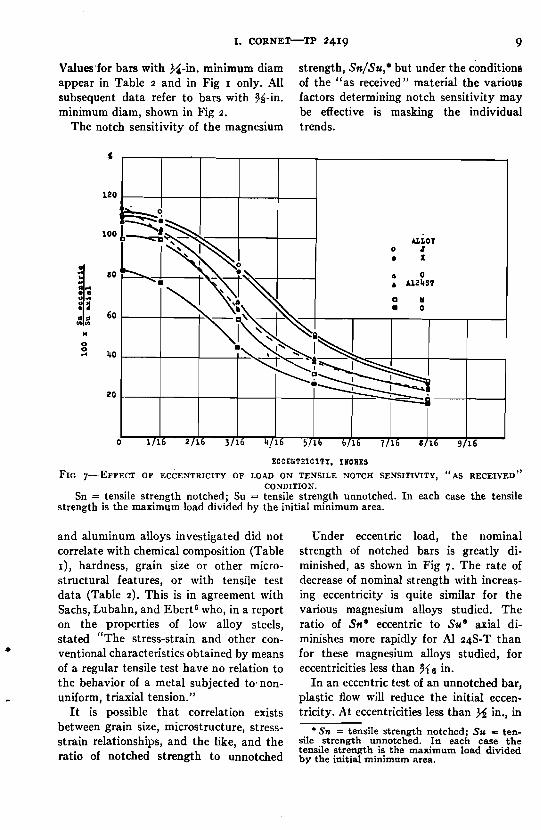
Values.for b a n with J/4-in. minimum diam strength, Sn/Su,* but under the conditions appear in Table 2 and in Fig I only. All of the "as received" material the various subsequent data refer to bars with 76-in. factors determining notch sensitivity may minimum diam, shown in Fig 2. be effective is masking the individual
The notch sensitivity of the magnesium trends.
ECCENTRICITY. IICRBS
FIG 7-EFFECT OF ECCENTRICITY OF LOAD ON TENSILE NOTCH SENSITIVITY, "AS RECEIVED" CONDITION.
Sn = tensile strength notched; Su = tensile strength unnotched. In each case the tensile strength is the maximum load divided by the initial minimum area.
and aluminum alloys investigated did not correlate with chemical composition (Table I), hardness, grain size or other micro- structural features, or with tensile test data (Table 2). This is in agreement with Sachs, Lubahn, and Ebert6 who, in a report on the properties of low alloy steels, stated "The stress-strain and other con-
* ventional characteristics obtained by means of a regular tensile test have no relation to the behavior of a metal subjected to*non-
- uniform, triaxial tension." I t is possible that correlation exists
between grain size, microstructure, stress- strain relationships, and the like, and the ratio of notched strength to unnotched
Under eccentric load, the nominal strength of notched bars is greatly di- minished, as shown in Fig 7. The rate of decrease of nominal strength with increas- ing eccentricity is quite similar for the various magnesium alloys studied. The ratio of Sn* eccentric to Su* axial di- minishes more rapidly for A1 24s-T than for these magnesium alloys studied, for eccentricities less than 3C6 in.
I n an eccentric test of an unnotched bar, plastic flow will reduce the initial eccen- tricity. At eccentricities less than in., in
Sn = tensile strength notched; Su = ten- sile strength unnotched. In each case the tensile strength is the maximum load divided by the initial minimum area.
I 0 FACTORS AFFECTING THE TENSILE NOTCH SENSITMTY
the test fixture used, unnotched bars of the.stress and strain relations were known. ductile metal bent under low load. As the Although there is congiderable restriction load increased, plastic flow occurred and of plastic flow a t the notch, a marked the portion of the bar within the gauge bending of the notched section is observed.
TIME OF SaLUTION HEAT TREATMENT - HOURS
FIG 9-EFFECT OF SOLUTION TIME ON HARDNESS OF 0 ALLOY EXTRUSIONS.
length straightened out in line with the The notched bar fractures with an elliptical center line of the testing machine. Thus for cross-section. Those factors which deter- initial eccentricities under % in. 'and for mine the notch sensitivity under axial the more ductile alloys, the final eccen- . tension probably function in the eccen-
tricity was zero, and elongations on oppo- site sides of the gauge length were about the same. These bars developed practically 100 pct of their strength in axial tension
& when tested in the eccentric fixture. For the % in. eccentricity all bars, excepting those of A1 24s-T, broke a t the.base of the - fillet due to the high stress concentration. Unnotched bars of C alloy showed dimin- ished strength under eccentric load.
The behavior of a notched bar under eccentric load is quite complicated, even if
r ( I N N E R 1/211 DIAMETER C O R E ) r .o7
trically loaded bars, as revealed by the similarity in the order of notch sensitivities, for various eccentricities. I t may be noted that while the magnesium alloys studied form a consistent family of curves, the aluminum alloy 24s-T does not fit into this family of curves. Sachs, Lubahn and Eberte have discussed the probable practical significance of eccentric notched bar tensile tests.
The data shown in Fig 7 indicate that 0, J, X and M alloy extrusions in the "as
I
4' .06
u a .05 P U 4 .04 ffi d
w .03 c!J 4
.02 P 0 114 112 1 2 4 8 16 32 64
TIME OF SOLUTION HEAT TREATMENT - nouRs FIG 10-EFFECT OF SOLUTION TIME ON GBAIN SUE OF 0 ALLOY EXTRUSIONS.
a- 0 0
7 8 0 ~ ~ 0
795Or I
0 0 8
O
I
. I l l I
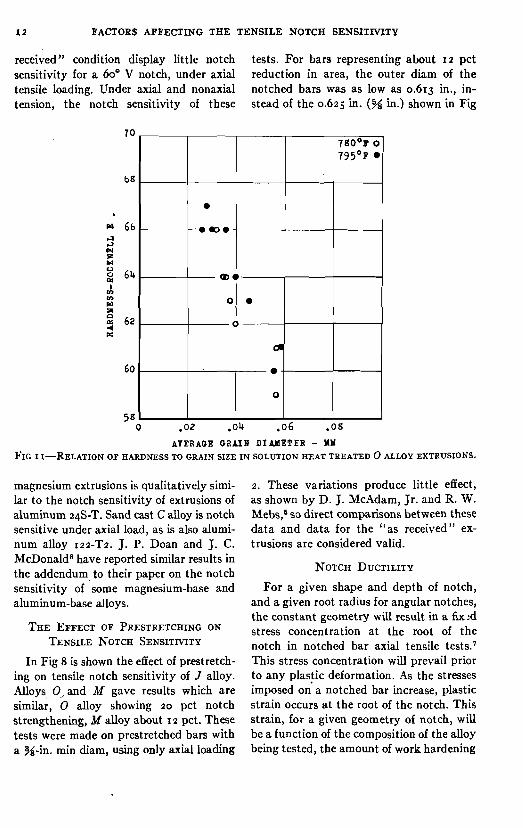
I 2 FACTORS AFFECTING THE TENSILE NOTCH SENSITMTY
received" condition display little notch tests. For bars representing about 12 pct sensitivity for a 60" V notch, under axial reduction in area, the outer diam of the tensile loading. Under axial and nonaxial notched bars was as low as 0.613 in., in- tension, the notch sensitivity of these stead of the 0.625 in. (% in.) shown in Fig
magnesium extrusions is qualitatively simi- lar to the notch sensitivity of extrusions of aluminum 24s-T. Sand cast C alloy is notch sensitive under axial load, as is also alumi- num alloy 122-Tz. J. P. Doan and J. C. McDonalds have reported similar results in the addendum, to their paper on the notch sensitivity of some magnesium-base and aluminum-base alloys.
7 0
b8
66
64
62
60
5 8 0
In Fig 8 is shown the effect of prestretch- ing on tensile notch sensitivity of J alloy. Alloys O,, and M gave results which are similar, 0 alloy showing 2 0 pct notch strengthening, M alloy about 12 pct. These tests were made on prestretched bars with a %-in. min diam, using only axial loading
2. These variations produce little effect, as shown by D. J. McAdam, Jr. and R. W. M e b ~ , ~ so direct comparisons between these data and data for the "as received" ex- trusions are considered valid.
NOTCH DUCTILITY
For a given shape and depth of notch, and a given root radius for angular notches, the constant geometry will result in a fix:d stress concentration at the root of the notch in notched bar axial tensile tests.' This stress concentration will prevail prior to any plastic deformation. As the stresses imposed on a notched bar increase, plastic strain occurs a t the root of the notch. This strain, for a given geometry of notch, will be a function of the composition of the alloy being tested, the amount of work hardening
AVERAOE O R A I B DIAMETER - MY HARDNESS TO GRAIN SIZE I N SOLUTION HEAT TREATED 0 ALLOY
-
.02
erne
780'~ 0 795Or
(be
0 1 0 -
cL
0
.04 .06 - 0 8
~OOoP
1 U5OF 1 I
-P
L S O o P
EFFECT OF TEMPERnTURE WD T I M E OF ACING
ON HARDNESS O F 0 dLLOP EXTRUSIOllS
(ALL S P E C I W S SOLUTION HEAT TREATED 1l1
DICHROMATE S A L T BATH AT 7 9 5 O F FOR 16
HOURS AND QUENCHEL I N WATER A T 30°C. )
I
FACTORS AFFECTING THE TENSILE NOTCH SENSITMTY
% 110
(Aged i n a i r a t ~ 5 0 ' 9 )
50
40
- I I I Unnotched I
d
44.000 SOLUTION HEAT TREATBD AT 795OF FOR 16 XOURS IN
DICHROMATE SALT BATE,THEN I
QU&MCHPD I N rrTra AT joOc 0 Unnotched
01 Notched + A Unnotched
f r a c t u r e d through gage p o l n t e
A@IM@ TIME, HOURS ( 0 852)
FIG I~-EFFECT OF AGING SOLUTION TREATED BARS ON TENSILE NOTCH SENSITNITY OF 0 ALLOY. All bars were taken from a single length of extrusion.
I. CORNET-P 2419
$ 110 --
--
(Aged in a i r at 450°1')
5 0
40
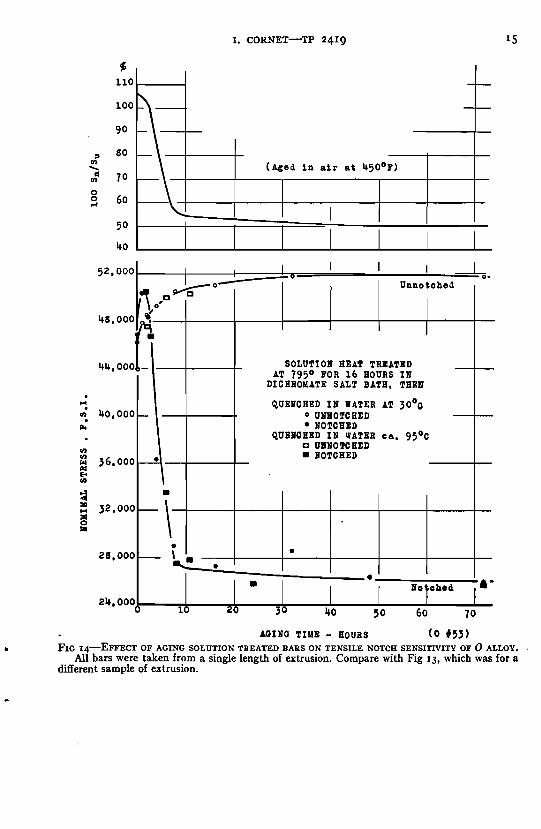
A0110 TIME - HOURS ( 0 053) FIG 14-EFFECT OF AGING SOLUTION TREATED BARS ON TENSILE NOTCH SENSITIVITY OF 0 ALLOY.
All bars were taken from a single length of extrusion. Compare with Fig 13 , which was for a different sample of extrusion.
FACTORS AFFECTING THE TENSILE NOTCH SENSITMTY
5 110
100
90 I ( ( b e d i n a i r a t 45O0P) (
80 I
70
60
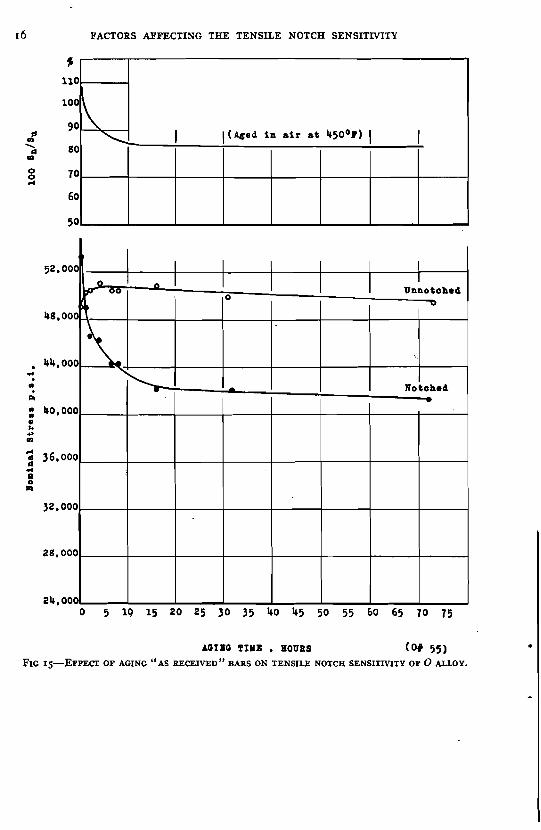
A@IB@ TIME . HOURS (O4 55) FIG IS-EPPECT OP ACING "AS RECEIVED" BABS ON TENSILE NOTCH SENSITMTY OF 0 ALLOY.
2 2 FACTORS AFFECTING TKE TENSILE NOTCH SENSITIVITY
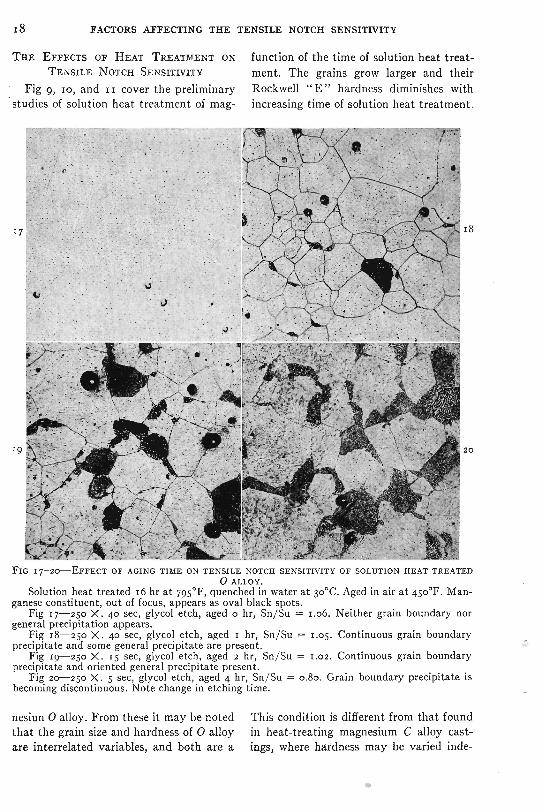
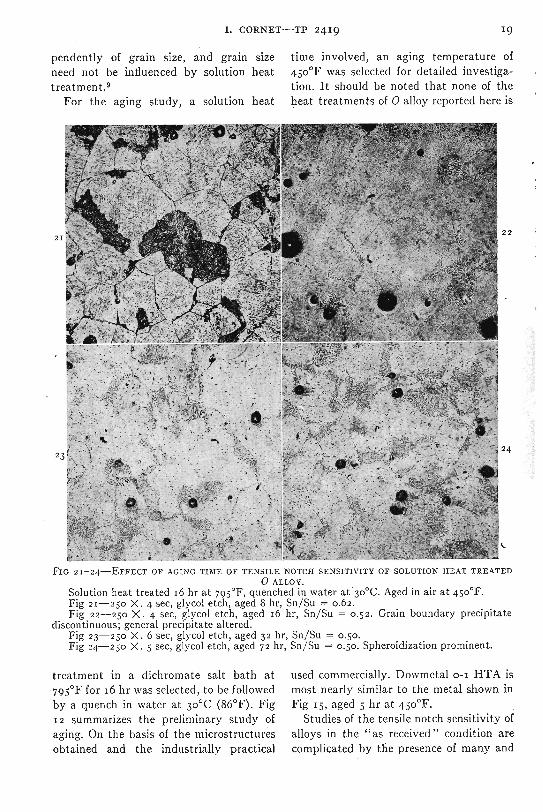
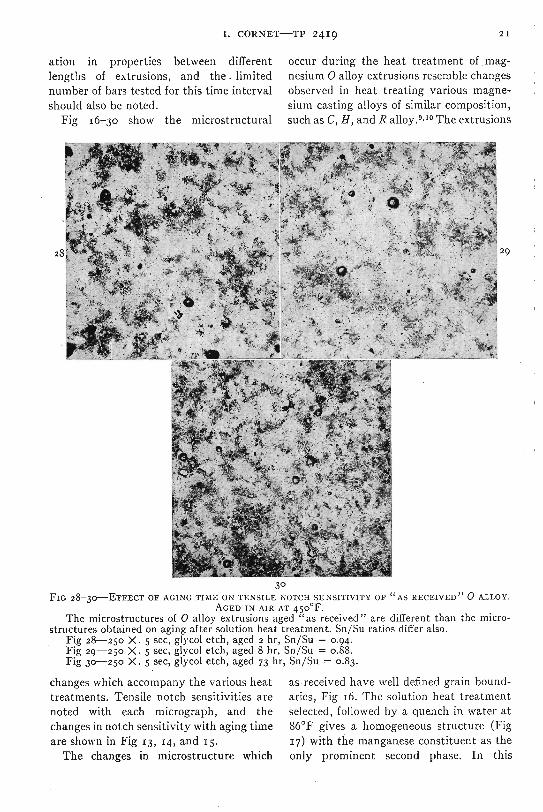
homogenized and quenched specimen, grain boundaries are revealed only by prolonged etching or not at all. Aging in air at 450°F precipitates the beta constituent. Grain boundaries become early defined; lamellar precipitate appears along some of the grain boundaries; and in the body of the alpha phase, an oriented general precipitate appears (Fig 18). With further aging, pre- cipitation continues (Fig 19, 20) ; there are changes in the proportion of the lamellar constituent; and there are changes in rela- tive concentrations of alloying constituents, as indicated by the change in the time re- quired for etching a specimen. After about 4 hr aging time, another type of micro- structural change is observed. The grain boundary precipitate becomes discontinu- ous, then the lamellar and general precipi- tates are altered, and in the longest aging time tested, spheroidization of precipitate is prominent (Fig 2-24). These micro- structural changes are accompanied by changes in tensile notch sensitivity, the spheroidized specimens displaying marked notch sensitivity.
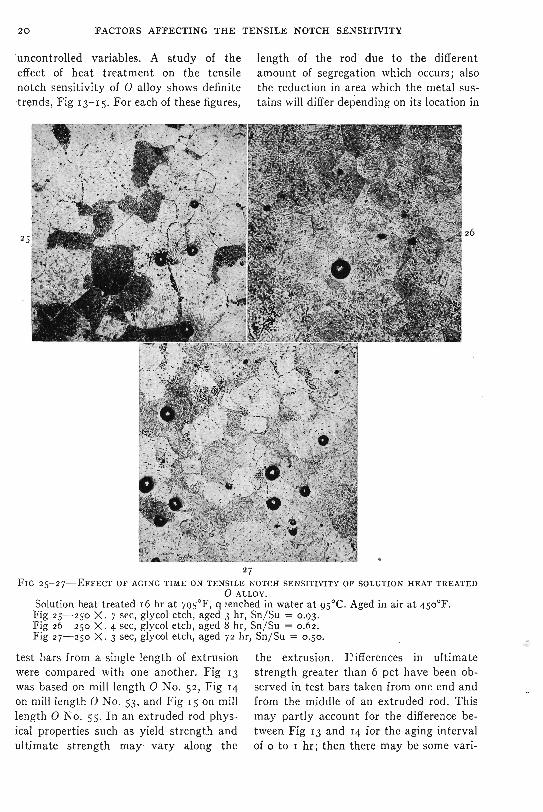
Fig 25-27 show microstructures obtained on aging bars which were quenched in water at 203°F after solution heat treat- ment. The microstructures and conse- quently the notch sensitivities observed here are quite similar to those shown by specimens which were quenched in water at 86°F after solution heat treatment.
Bars of "as received" 0 alloy extrusions aged in air at 450°F (Fig 28-30) give micro- structures and notch sensitivities markedly different from those of Fig 17-24. In the "as received" extrusion, part of the alloy- ing elements is already present as pre- cipitated beta constituent, leaving less of the alloying elements to precipitate on aging than would be present in the homo- genized extrusion. Also, the presence of the precipitate in the "as received" extrusion influences the nature and location of further precipitation on aging.
For magnesium alloy extrusions in the "as received" condition, conclusions per- taining to notch sensitivity are as follows:
I. Extrusions of J, 0 , and X alloys show notch strengths higher than their ultimate strengths for a 60" V notch with a root radius of about 0.0002 in., in axial tension. Extrusions of aluminum 24s-T also show notch strengthening. Extrusions of M alloy show little notch effect for the bar designs studied. Sand cast test bars of C alloy are reduced in strength by the presence of 60" V notches.
2. The notch sensitivity of the "as received" materials in axial tension tests does not correlate with elongation in a a-in. gauge length, reduction in area, stress- strain data, or other conventional tensile data.
3. Under axial and nonaxial stress, the order of notch sensitivity for the mag- nesium alloys studied is the same, namely: J , X, 0. M, and C, in order of increasing sensitivity to notch effects. However aluminum 24s-T, which has a higher Sn/Su ratio than any of the other alloys studied in axial tension, changes in order of Sn/Su under eccentric tension. (Sn/Su = strength notched/strength unnotched.)
4. Within the limits of this investigation, prestretching of J, M, and 0 alloy extru- sions results in increasing Sn/Su ratios.
5. For the bar designs studied it appears that a minimum notch ductility of about 2 pct reduction in area a t the notch is required for notch strengthening in axial tension; where the reduction in area under the notch was less than approximately 2
pct, the notched strength fell below the unnotched strength of the material.
For magnesium 0 alloy extrusions in heat treated conditions, conclusions per- taining to notch sensitivity are as follows:
I. Magnesium 0 alloy extrusions may be solution heat treated at 780 to 795°F with increasing time of heat treatment there is an increase in grain size and a
I. CORNET-P 2419 23
decrease in hardness. The 0 alloy extru- sions may be quenched in water at 86OF directly from solution heat treatment tem- peratures, and then subjected to aging at 375-450°F. With increased time of aging there is an increase in hardness; the Rock- well " En hardness of 0 alloy extrusions is approximately 67, while solution heated and subsequently aged extrusions attain a Rockwell " E" hardness of 82. Tensile yield and ultimate strengths may be increased 4-6 pct above the "as received " strengths, but there is a marked reduction in ductility.
2. Pronounced changes in the micro- structure occur during the solution heat treatment and aging of magnesium 0 alloy extrusions. Accompanying these micro- S t ~ c t u r a l changes there is an increased tensile notch sensitivity. Where prolonged aging has resulted in a spheroidized condi- tion, notched test bars subjected to tensile loading may develop less than half the strength shown by similarly notched test bars of this extrusion in the "as received"
Representative, O.S.R.D., N.D.R.C. Re- search Project NRC-21, for many con- tributions to this work.
I. J. E. Dorn and I. Cornet: The Notch Sensi- tivity of Magnesium Alloy Extrusions and the Influence of Various Factors. Final Report to War Metallurgy Div.. N.D.R.C.. O.S.R.D.. OSRD No. 3043 Serial No. M-177 Dec. 20, 1943.
2. G. Sachs and J. D. Lubahn: Notched Bar Tensile Tests on Heat Treated Low Allov Steels: Trans. A.S.M. (March 1~4j) footnote. 129.
3. M. Gensamer: Static Strength of Metals. I ts D~termination and Significance. Met. Prog. (July 1940) 59-64.
4. Anon.: Magnesium Alloy Heat Treat- ment. Liaht Metals (hlarch 1042) 5 . - . . -. No. 5. 5&6o.
5. D. J. McAdam, Jr. and R. W. Mebs: An Investigation of the Technical Cohesive Strength of Metals. Met. Tech. (August I P ~ J ) - T P 1615.
6. G. Sachs. J. D. Lubahn. and L. J. Ebert: Notched Bar Tensile Test Character- istics of Heat Treated Low Alloy Steels. Trans. ASM (1944) 33,340-395.
7. M. Gensamer: Strength of Metals Under Combined Stresses. Trann. ASM (1941).
8. J. P. Doan and J. C. McDonald: The Notch Sensiti\-ity in Static and Impact Loading of Some Magnesium-Base and Aluminum-Base Alloys. Proc. A.S.T.M.
condition. (1946) 46, 1097-1 I 18: (Complete paper. 51 pp.. obtainable from the Dow Chem- ichl Co.. Slid!and, Alich.)
ACKNOWLEDGMENT 9. A. E. Flanigan. I. I. Cornet. R. Hultgren. J. T. Lapsley, and J. E. Dorn: Factors
The author is indebted to Professor Alan Involved in Heat-treating a Magnesium Alloy. Met. Tech. (Sepf. 1947) T.P. 2282. E. Flanigan for his Suggestions alld interest ,,. R. S. ~~~~k and R . E. Anderson: Water
during the course of this investigation; and Quenching of Some Typical Magnesium
to Professor John E. Dorn, Technical Casting Alloys. Trans. AIME (1945) 161, 278-290.





























