Embed Size (px)
DESCRIPTION
The background of issues effecting the process of deep drawing was first described, this included the thickness distribution of the resulting part, as well as what factors influenced the distribution. Scientific literature from other researchers in this area was looked at to see what results and conclusions were achieved in the past, as well given as a critical analysis. The setup for each finite element model in ANSYS14 was then explained in detail. The results were then tabulated so that they could be compared to that in the Journal paper by Colgan and Monaghan et al[1]. The results were then discussed to see what factors influence the models most and how the accuracy compared to the experimental values and FE model created in Colgan et al [1]. The main conclusion were then outlined.
Citation preview

Deep Drawing Finite Element Analysis
Student: Stephen McNicholas
2013
School of Mechanical and Manufacturing
Engineering

MM524 Deep Drawing Finite Element Analysis
Student: Stephen McNicholas
ID: 11210390
April 2013
DECLARATION The work submitted in this report is the results of the candidate’s own investigations and has not been submitted for any other award. Where use has been made of the work of other people it has been fully acknowledged and referenced.
Stephen McNicholas ______________

Abstract The background of issues effecting the process of deep drawing was first described, this included the thickness distribution of the resulting part, as well as what factors influenced the distribution. Scientific literature from other researchers in this area was looked at to see what results and conclusions were achieved in the past, as well given as a critical analysis. The setup for each finite element model in ANSYS14 was then explained in detail. The results were then tabulated so that they could be compared to that in the Journal paper by Colgan and Monaghan et al[1]. The results were then discussed to see what factors influence the models most and how the accuracy compared to the experimental values and FE model created in Colgan et al [1]. The main conclusion were then outlined. Keywords: Deep Drawing, Finite Element Analysis, Sheet Metal Forming, ANSYS14
Contents 1. Introduction
2. Literature Review
3. Finite Element Model Setup
3.1 2D Axisymmetric model using PLANE182 and SHELL208 3.1.1 Element Types 3.1.2 Material Properties 3.1.3 Sections 3.1.4 Modelling 3.1.5 Contacts 3.1.6 Solving 3.1.7 Post-Processing
3.2 2D Axisymmetric model using SHELL208 only
3.2.1 Element Types 3.2.2 Material Properties 3.2.3 Section 3.2.4 Modelling 3.2.5 Meshing 3.2.6 Contacts 3.2.7 Constraints and Loading 3.2.8 Solving 3.2.9 Post-Processing
4. Results
5. Discussion
6. Conclusions
7. References
Appendix A The effect of applied blankholder force on necking
Appendix B. The Effect of Radius on necking

1. Introduction The deep drawing of thin metal sheet, is where a punch is pushed through the initial position of the sheet, drawing the sheet radially inwards through a die in the process. This results in compressive hoop stresses and causes wrinkling along the side walls of the part formed. To prevent this, a blankholding ring is used. The blankholder has a downward force applied to it and gives the radial movement of the drawn sheet some resistance. This transfers enough of the compressive hoop stresses that are generated to the radial stresses, thus prevents the wringling effect. There are number of limitations that determine what is possible to deep draw, the first been the drawing ratio
In addition to this it is also wise to avoid creating parts with sharp corners and tapered sections. There a number of material characteristics that are required. High ductility is needed to allow for the plastic flow that needs to take place. This can be quantified by a low tangent modulas, which is the slope of the line between the yield point and the ultimate tensile strength of a material on a stress-strain graph, this can be seen in Fig. 8 Low strain hardening prevents the material cracking, which causes stress risers and a potential source of crack propergation. Grain size needs to be uniform in all directions to help the blanks be pulled into the die at a constant rate, this can is a problem with cold rolled sheet, where the sheet properties in the rolled direction such as yield strength can be different from other directions. If this can’t be avoided earing may occur[6]. The models used do not take into account any vibration caused during the punching process, and also do not analyse the effect of the speed of the punch. If in reality, the punch moved at a speed to fast for the grains to realign themselves, then the blank will have to endure a high strain rate, then the model would have to use a rate sensitive power law plasticity. To prevent the outer surfaces of the blank been torn off by the tight radius of the punch and die by the high stresses produced from pulling it away from the blankholder, the material chosen must have a high tensile strength. The radius at the edges of the punch are recommend not to be less than four times the thickness of the blank used, as this cases stress concentrations and cause tearing at the bottom of the part formed Due to the high cost of making the die and punch, this is generally used in high volume production. The process must be give the desired results in the shortest cycle time with the minimum amount of defects. It is for this reason that finite element analysis should be done before the required tooling is created, to increase the probability of success the first time. The main defect for this type of process is tearing near the base due to necking. This could occur if the radius on the edge of the punch is to small. So one of the first things that are checked when a FE model is solved, is to see if any region exceeds the ultimate tensile strength for the given materal.

Another common defect is wrinkling on the side walls. This can usually be elimated by adjusting the force by which the blankholder exerts on the blank. It is only in shallow drawings where the draw height is 10% of the internal diameter, that the blankholder maybe omitted. Using FEA models, the purpose of this report is to validate the thickness distribution that was found by both experimentation and FE modaling in the Colgan et al paper[1]. 2 different models using different element type combinations were used. Not all the factors were known, such as the tangent modulas, so a range of values from a number of different sources was to be found and tried out. In addition to this, a number of factors such as friction, element size, quantity of substeps and the punch and die radius were also varied to test which influenced the results most. In order to save on computer resourses and time solving the models, the least acceptable values were chosen, for example as element size was reduced and there was no further change in results, then it is pointless to proceed. The model is also simplified where possible, symmetry, or in this case axil symmetry is always used where possible. The number of nodes in the model was also reduced by carefully selecting the element type. If these FE models are done in advance, the optimal settings can be determined more quickly when the tooling is installed, thereby saving on material and time required on the production line.
2. Literature Review According to Colgan et al[1] “ lubrication type and lubrication position have little or no effect on the deviation in thickness” this was confirmed in this report to a point where the varying effect of friction on necking was only 4%, providing that the coefficient of friction stayed at 0.2 or below. This is not however the case in Subramoian et al[2], where necking was encountered. However it must be noted that number of other factors such as draw-in length and maximum punch force was also been varied. B. Logue, M. Dingle & J.L. Duncan[17] Looked at side wall thickness, when varying die radius and punch displacement. It was found that the thinning increased a the dye radius was reduced. The was due to the increase in tension in the side walls, that was induced by the added friction caused as the sheet slides over the tight die radius. Yagami et al. (2004) examined the wall thickness from the centre to outer, and found that a sudden thinning and necking formed in regions around the bottom corners, this could occur because of the characterises of the material been drawn was not fully known. For example if the material was not isotropic due to the cold rolling process, or if the material was not annealed to ensure a fine grain structure. Waleed et al[8] concluded that “the frictional force is applied to the metal largely by the edge of the punch and not by its flat section. Therefore, it has been assumed that friction force is present wherever there is a curvature on the surface of the blank. Therefore high stress and strain concentrations, localized thinning are present at the corners of the drawn part as a result of excessive bending and sliding of metal over the punch nose”. What is concluded here is that the less the area the shape has to bend in, combined with the amount of bending that has to take place, the more the thinning that occurs. This confirms the expected region of necking and also the lack of stress variation at the base of the cup. This would also justify an increase in element size in this area.

Singh et al[9] used hydro-mechanical deep drawing, where a punch is used that pushes against the blank, has a fluid at pressure on the opposite side. At low pressures, the necking occurred at the same region as Colgan et al[1], but at higher pressures, the thinning moved up along the wall. The thickness distribution was much more consistent at when the higher pressure were used. This approach could be used is small radii are unavoidable in the design of the part. TW Ku et al[12] examined drawing of a high precision rectangular case at an extreme aspect ratio, they found that this cause irregular contact between the die and punch. This resulted in a non-uniform radial plastic flow of the material and lead to failures of the part created. Here as expected necking was noted, at the corners of the punch. This analysis points to a limit of the extreme shapes that deep drawing can be used on. The thickness does decrease at the region where the edge of punch increases the stress concentration, but due to plastic flow, the material does flow into the flange created at the top of the cup, this results in localised thickening and is discussed by A. Peled and MB Rubin et al[10], this done in conjunction with a moveable blankholder, the end result was a larger drawing ratio The speed of the punch and hence the cycle time of deep drawing is limited by the strain rate that can be endured by the blank material. Once way to overcome this is to adjust the speed as the punch moves along the stroke. Kenichi Manabe [11] looks at this issue as well as adjusting the blankholder pressure through the cycle. Using this method, failures such as fractures due to strain hardening can be avoided. Meguid & Refaat[15] made the assumption that the deep draw process in question was isothermal, and then proceeded to use a simplified nonlinear algorithm on a knitted fabric composite material. The result from the FE simulation agreed with the experimental. Ragai, Lazim and Nemes et al, concluded that spring back in the flange could be reduced by increasing the blankholder force. The paper also found that added lubricant reduced the force required by the punch to deform the blank, by a set amount, this was due to the lower effective clamping force between the blankholder an die
3. Finite Element Model Setup The deep drawing problem was represented in two dimensional model, and used axisymmetry to simulation the entire problem. Using this method, made the model quicker to solve and used less computer resources
3.1.1 Element Types[14] The PLANE182 element was choosen for the punch, die and the blankholder, these components were not subject to deformation. This element is suited to model solid structures in 2D. It has 8 nodes and each of these nodes has 2 degrees of freedom, it also has a thickness function

Figure 1. PLANE183 Geometry
The SHELL208 element was used as the blank, this element it typically used to model axisymmetric thin to moderatly thick shell structures. It represented as a membrane that has bending, this option, represents the stiffness given by the thickness. The element itself has 2 nodes and each node has three degrees of freedom.
Figure 2. SHELL208 Geometry
3.1.2 Material Properties Material Model 1 was used for the blank, the material used was mild steel EN10130 FeP01. Youngs modulas was taken as 210Gpa, therefore the yield stress could be calculated at the proof strain of 0.002
Since the force applied will take the blank into plastic deformation, standard elastic modelling would not work. A bilinear elasto-plastic approach had to be taken, this involes calculating the tangent modulas using equation 1. Using CES Edupack2012, the elongation and ultimate tensile strength were found and the tanget modulas calculated[13]
( )
⁄
As the name suggest the Youngs modulas (210Gpa) and Poison Ratio(0.3) is also required, this forms 2 interceting lines on the stress-strain graph at the yield point. It is important to note that if the lines do not intercet at this point, problem with convergence could arise. Material Model 2 was used for everything else, and used a youngs modulas of 210Gpa and a poissons ratio of 0..3 Material Model 3 was used only for the coefficent of friction when the blank is in contact with the rest of the components

3.1.3 Sections This was required for the shell element type, in this, the thickness of the blank(1mm) was associated with it’s material id. The position of the offset to the mid plane was also defined
3.1.4 Modelling Taking advantage of axial symmetry the geometry taken from figure 3. Could be represented in two dimensions, showing only one side of the axis. To reduce the number of node required for the model, only the surfaces that came into contact with the blank were modeled. Once done the lines were used to define the areas, that later on would be meshed. The blank can also be represented as a line
Figure 3. Punch and Die A ssembly with Blank (mm) Figure 4. Two Dimensional representation
3.1.5 Meshing Before anything could be meshed, the areas had to be associated with the relevant material id, this was done using mesh attributes. The line representing the blank was divided 76 times, so that there was one element per millimetre. This was made much denser that the rest of the model so that the model could cope with the high distortion, when it was been drawn. The rest of the lines were divided up more coarsely at every 2mm, this made for a quicker solution and used less computer resources. Once done the areas were mapped meshed.
3.1.6 Contacts A symmetric contact pair was used, this is commonly used in metal forming processes. This is where both surfaces coming into contact is both target and contact. Each surface to surface contact is represented by 2 contacts , so that both surfaces are defined as a contact and a target. Three sufaces came into contact with the blank, the punch, the blankholder and the die, so in all 6 contacts where defined. The friction was defined by material id 3 and the intial offest to the centerline of the blank was also entered here.

3.1.7 Contraints and Loading The blankholder and the die were contrained in the x and y axes. The punch was constrained on the horizonal axis and also had a displacement of 20mm in the minus y direction, for the final position. The blank was only contrained in the horizional axis at the left most keypoint(1). Line 8 representing the bottom of the blankholder had a downward pressure of
⁄ applied , this represented the force of 18KN that was used to restrain the
movement of the blank.
3.1.8 Solving From Colgan et al, the speed of the punch was given as 50mm/min, this was added as the time at end of loadstep, however since this was a static simulation, this was not required. Sub step quantity of 100 were used, with min/max substeps of 10/1000 respectfully.
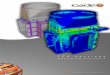
3.1.9 Post Processing From the results from several simulation runs, the thickness along selected mesurement locations as shown in Fig 5. Where compared. To find the thickness at these locations an element table was defined and plotted. Once done, the average value for the colour at that location was used in the table of results. For example looking at Fig 6. The average used for location 1 in the red range would be
Which meant the typical error that could occur would be around , which would be 1.6%
Figure 5. Thickness Measurement Locations

Figure 6. Distribution of thickness for a expansion of the drawn blank
3.2 2D Axisymmetric model using SHELL208 element only.
3.2.1 Element Type SHELL208 was used for the blank as defined in section3.1.1.
3.2.2 Material Properties These were the same as in section 3.1.2, the only difference was that material id 2 was discarded.
3.2.3 Section This was required for the shell element type, in this, the thickness of the blank(1mm) was associated with it’s material id. The position of the offset to the mid plane was also defined
3.2.4 Modeling To reduce the amount of nodes required, axisymmetriy was used, and the model was represented as in 2 dimensions
3.2.5 Meshing Here only the blank was meshed, each element was 1mm ling. The punch, blankholder and die, were represented as lines
3.2.6 Contacts The blank was always the contact and the other surfaces, that it came into contact with, were the targets. No symmetric contact pairs were used. The taget surface was a line and

a pilot name was given to the contact. The coeficient of friction and the initial offest was also difined here.
3.2.7 Constraints and loading The only displacement defined was on the pilot node for the punch node, this represented the 20mm stroke used
3.2.8 Solving From Colgan et al, the speed of the punch was given as 50mm/min, this was added as the time at end of loadstep, however since this was a static simulation, this was not required. Sub step quantity of 100 were used, with min/max substeps of 10/1000 respectfully.
3.2.9 Post-Processing Once the simulation was done, the thickness distribution plotted in the same was as described in section 3.1.9, this can be seen in Fig. 7
Figure 7. SHELL208 only, Distribution of thickness for a expansion of the drawn blank
4 Results The stress was first looked at, and in each case the tensile strength was not exceeded. The coeficient of friction was varied and made little difference to the results obtained. The SHELL208 and PLANE182 was tried for a number of different Tangent modulas and yield strengths. This had to be done, since Colgan et al, did not define these parameters. The values tested can be seen in Table 1.

Figure 8. Bilinear Elasto-Plastic Material Model
FEA Results 1 2 3 4 Predicted
Etan (Pa) 4.68E+08 3.80E+08 3.67E+08 1.17E+08 Unknown
Yield (Pa) 2.80E+08 2.10E+08 2.10E+08 2.80E+08 Unknown
Table 1. Values used in SHELL208 and PLANE182 model
These were put into the model and the results tabulated, this table also compared the difference between experimental and all FEA results, includng those from Colgan et al. This can be seen in Table 2.
1 2 3 4 5 6 7 8 Average StD. T-Test
Experimental 1.132 1.032 0.888 0.830 0.823 0.871 0.966 0.979 0.940 0.107
FEA Predicted 1.110 1.080 1.010 0.955 0.799 0.844 0.942 0.958 0.962 0.106 0.3834
FEA Results1 1.153 1.114 0.995 0.838 0.838 0.877 0.995 0.995 0.976 0.119 0.0323
FEA Results2 1.156 1.116 0.915 0.875 0.835 0.875 0.996 0.996 0.971 0.117 0.0108
FEA Results3 1.153 1.110 1.070 0.875 0.835 0.875 0.954 0.954 0.978 0.119 0.1490
FEA Results4 1.150 1.110 0.994 0.835 0.915 0.875 0.994 0.994 0.983 0.109 0.0220
Shell208 Only 1.156 1.156 1.077 0.877 0.837 0.877 0.997 0.997 0.997 0.126 0.0437
% Delta EXP-1 1.855 7.946 12.050 0.964 1.823 0.689 3.002 1.634 3.745 4.070
% Delta EXP-2 2.120 8.140 3.041 5.422 1.458 0.459 3.106 1.736 3.185 2.485
% Delta EXP-3 1.855 7.558 20.500 5.422 1.458 0.459 1.242 2.554 5.130 6.653
% Delta EXP-4 1.590 7.558 11.940 0.602 11.180 0.459 2.899 1.532 4.720 4.784
% Delta EXP-P 1.943 4.651 13.740 15.060 -2.916 3.100 2.484 2.145 5.755 5.410
% Delta Shell 2.120 12.020 21.280 5.663 1.701 0.689 3.209 1.839 6.065 7.139
Table 2. Comparison of thickness for the FEA and Experimantal Results

Figure 9. Comparison of Thickness Distribution Mesh Convergence was also tested for the blank, this can be seen in Figure 9.
Figure 10. Mesh Convergence for the blank
0.700
0.750
0.800
0.850
0.900
0.950
1.000
1.050
1.100
1.150
1.200
1 2 3 4 5 6 7 8
Thic
kne
ss m
m
Measurement Position
Comparison of Thickness Distribution
Experimental
FEA Predicted
shell208
FEA Results3
0.805
0.81
0.815
0.82
0.825
0.83
0.835
0 0.2 0.4 0.6 0.8 1 1.2
Min
imu
m T
hic
kne
ss (
mm
)
Element Size (mm)
Mesh Convergence
FEA Results2
Experimental
Shell208

Figure 11. Effect of Friction on Necking
5. Discussion Most of the analysis was done using the SHELL208 and PLANE182 model. The shell element was only used for the blank which was represented by a line, for all other components for the simulation, areas was used. For these areas both PlANE182 and PLANE183 was tried, PLANE183 was identical to PLANE182, but it had an additional node at the midpoint of the line connecting the corner nodes, it was found that these had no effect on the solution obtained, so the lower node option (PLANE182) was chosen. Both models were first checked in post processing to see if the Von Mises Stress exceeded the ultimate tensile strength in any region. It did exceed it, some of the time, but when this was researched, it was found that Von Mises Stress is a poor measure for failure for ductile materials[18], if this was to be analysed, Oyane’s failure criterion would have to be used. For both models a 2 dimensional representation with axisymmetry was chosen, this simplification cut down on the resources required to solve the problem. The blankholder pressure was varied to see if there was any effect on necking. The wrinkling effect was no shown to be a problem in the experiment carried out and therefore, did not need to be modeled. When drawing the geometry, initially the punch, blankholder and die was represented by rectanglur like shapes, these contained a large number of unnessecary nodes, that was created, when these areas where meshed, so the geometry was altered to only represent those areas that came into contact with the blank, the final result can be seen in Fig. 4. The element size was initally the same for everything, but since only the blank deformed, the element size for everthing other than the blank was increased to 2mm, again this cut down on the nodes required. Due to the presents of the 2mm radius on the punch and die edges, the mesh could not have been made any courser. These areas were then used to constrain the displacement in the x and y axes. The element size for the blank was initally 1mm, when a size greater than this was attempted, it failed when solving due to lack of convergence. A range of samller sizes was also tried The thinest section of each simulation was then plotted in Fig. 10 for comparison. All results obtained fell well below the 5% guideline for convergence. The smaller the
0.000
0.100
0.200
0.300
0.400
0.500
0.600
0.700
0.800
0.900
0 0.05 0.1 0.15 0.2 0.25 0.3
Co
eff
icie
nt
of
Fric
tio
n
Thinnest Section
Surface Friction Versus Necking
Shell208 Only

element size, the longer it took to solve, so the initial value of 1mm was stilll favoured. Further improvement to the mesh could have come from identifying areas were the variation of the thickness and stress was expected to be low. For example the region between locations 7 and 8 at the base of the cup, could have made much courser as was done in Ravindra et al[6]. Although in this case, it is a 2 dimensional model. The 18KN force that was applied to the blankholder was represented as a pressure, this did not take into account the change contact area of the blank as it slipped past the blankholder due to the movement of the punch. A number of simulations was done, varying the coefficient of friction, it was expected that the thickness at the bottom of the cup (locations 7 and 8) would increase and the wall thickness (locations 3, 4 & 5) would decrease. Both FEA models were ran with varying the coefficent of friction over a large range, in reality the range is much more narrow, ranging between 0.06 and 0.12. It was found that there was some variation, but not much, it was only when extreme values of friction was encountered (exceeding .2) that the necking starting to increase in effect. This can be seen in Fig 10 and is in line with the findings of Subramoian et al[2] Errors relating to Newton-Raphson method were first encountered, when the simulation was first been solved, to avoid this, Sub steps were used to ensure that the load was applied gradually, this helped the simulation converge. Transient loaded was also attempted, but to do this, required the density of all the components simulated and took into account vibration generated. It was considered unnessecary to model this, since the results that had been achieved were within 2.5% of the experimental values. For the comparison of thickness distubution, the absolute differences (all results represented as a positive number) between the experimental and FEA results at each measurement location was tabulated and compared. It should be noted here that this is not a precise method, since only the average value for each loaction of interest is given, the exact value of these points can be out by as much as 0.018mm. In addition to this, the locations were not quantified in Colgan et al. The location was only represented by a diagram and no location measurements were given, so a degree of interpitaton is required to determine what thickness contour should be used. When looking at Table 2. There is 2 measures of comparision, the best curve fit to the experimental results and the best match of the cross sectional area at the point of most likely failure, in this case, this would be location 5. Most of the curves gave a good fit from locations 5 to 8, but to determine the best overall fit, a method to measure this was found. For the best curve fit, a paired student T-test was carried out, anything above a value of 0.05 was considered a good fit. It can clearly be seen that the best FEA Results3 gave the highest T-test value and therefore was consider the best fit. This however did not match as well as the FE results obtained from Colgan et al[1]. When comparing the results at location 5, where the wall thickness is at a minimum, FEA Results 2&3 gave the closest match, but the predicted results over estimated the thinning. It must be noted, that these value are taken from contours that have a range of possible values, the values used in Table 2. are the average contour values and therefore have an accuacy of about 0.018mm. This would have to be considered when determining a factor if saftey. On Table 2. The standard deviation is also mentioned, this represented the varibliity or spread of the results. A high number compare to the other results could indicate outliers, if this occurred, the results would have to be reviewed and reproduced so that these can be

explained. This would elimate the possibility of a mistake been in the FEA model. In this case the numbers all remained around the same low values. The second method of simulation used only SHELL208 elements, it gave reasonable results giving it a good overall fit. Comparing to model 1, this was very simple to create and quick to run. Even though the overall fit was not as good, it still under estimated the necking and the thickness was under by an average of 1.7%, with vary mesh density, relative to the experimental results. Care was taken to make sure that the correct yields stress was used with it’s correspond tangent and youngs modulas (Fig. 8), the model tended not to solve if this wasn’t adhered to. Using a number of different sources[4][5], likely values were tried, the stiffer values of tangent modulas tended to fail solving. The values that did solve where used. Ideally the mesh choosen should have a low aspect rato after the distortation have been completed, however, this is a non linear problem and excessive distortation of elements along the side of the cup was encoutered when this was attempted, this did on occasions result in the contacts failing to converge. In the end the maximum element size along the diameter was found to be 1mm. This worked well since in the final deformed shape the steepest gradiens of stress, strain and hence change in cross section area were of a radial nature, this can be seen in Fig. 6&7. The speed at which the load was applied was adjusted, from Colgan et al, the speed of the punch was 50mm/min, which means that it took the punch 24 seconds to reach it’s final position of 20mm. So the modal was adjusted in the ‘Solution Control’ section. But this is a static displacement analysis, and so defining the speed of the punch was not necessary. In order to achieved a result that would better match reality, a 0.5mm initial offset was used in the contact when they were been setup. Since sub steps were used, there was no requirement to have lead in and lead out periods as the load was applied, in this case this was due to the displacement of the punch. Assuming the critical factor is failure due to over necking and not the efficient use of material, since buying specialise thickness of sheet steel is expensive and would negate any savings made. Fig. 10 shows the effect of increasing the element size. All meshes created that were above 1 mm failed to have the contacts converge when solving. All elements of 1mm or below gave a difference less than 2.5%. The best fit was when the elements size were of 0.4mm, which differed by 0.8%. A difference of 2.5% is very small and this could be considered to be converged. Therefore, to save on time and resources when solving, the coarsest mesh (1mm) will do fine. The necking seemed to be always in the same area, on the side wall near the edge, so in Appendix B, the radius of the punch and die was varied to see if this necking area could be moved. For small variations, that would still leave a flat bottom shape on the part, the necking would decrease as the radius was increased. Blankholder forces (BHF) were also briefly looked at in Appendix A and it was found that as the force was increased, the more stress was needed to overcome the BHF, this could be taken to the extreme where the blank failed, or where there was no blankholder present at all. In this case the outer flange only rises a small amount. If this was model in 3 dimensions, wringling would be evident here.

6. Conclusions The anisotropic effects were not modelled, according to Colgan et al, no wrinkling was evident in the experiments carried out, and therefore a 2 Dimension model was appropriate. The first models that was used, had both SHELL208 and PLANE182, this gave the most accurate results, with FEA Results3, giving the best curve fit and a good match for the necking when compared to the experimental results. However the SHELL208 only model was very simple to create and quick to run, achieving results that were reasonable, especially at the location of most distortion. From looking at Fig. 11, excluding friction at very high values, it varied the most distorted region by no more than 4%. The greater the friction, the more the distortion was caused. Overall it played an insignificant role in the distortion created during the deep drawing process. Further mesh refinement to the blank made little overall difference to the results obtained. Leaving element at their original size of 1mm was chosen. Because this was a static displacement analysis, the speed of the punch did not have to be considered, however to stop errors relating to Newton-Raphson method, sub steps were used to ensure that the load was applied gradually, this helped the simulation converge.

References
[1] Mark Colgan and John Monaghan 2003, Deep Drawing Process: Analysis and Experiment, Journal of Material Processing Technology
[2] Sonmya Subramoian 2009, Evaluation of Lubrication for Stamping Deep Draw Quality Sheet Metal in an Industrial Environment, Ohio State University.
[3] Bryan J Mac Donald, Practical Analysis with Finite Elements, Second Edition, 2011 [4] CES EduPack 2012 [5] https://flatsteel.iscor.com/fspcatalogue/DataSheets/UnCoated/
Web_datasheet_b3.1.pdf [6] Ravindra K. & PM Dixit. Finite element simulation of earing defect in deep drawing,
International Journal of Manufacturing Technology 2009 [7] T. Yagami, K. Manabe, M. Yang, H. Koyama Intelligent sheet stamping process
using segment Blankholder modules, J Mater Process Technol, 155–156 (2004), pp. 2099–2105
[8] Waleed Khalid Jawad. Investigation of Contact Interface Between the Punch andBlank in Deep Drawing Process. Eng. & Technology, Vol.25, No.3, 2007
[9] Swadesh Kumar Singh. Effect of process parameters on product surface finish and thickness variation in hydro-mechanical deep drawing. Journal of Materials ProcessingTechnology. Volume 204, Issues 1–3, 11 August 2008, Pages 169–178
[10] A. Peled & MB Rubin. Analysis of blank thickening in deep drawing processes using the theory of a Cosserat generalized membrane. Journal of the Mechanics and Physics of Solids. Volume 52, Issue 2, February 2004, Pages 317–340
[11] Kenichi Manabe, Hiroshi Koyama, Shoichiro Yoshihara & Tetsuya Yagami. Development of a combination punch speed and blank-holder fuzzy control system for the deep-drawing process. Journal of Materials Processing Technology 125–126 (2002) 440–445
[12] TW Ku, BK Ha, WJ Song & BS Kang. Finite element analysis of multi-stage deep drawing process for high-precision rectangular case with extreme aspect ratio. Journal of Materials Processing Technology. Volumes 130–131, 20 December 2002, Pages 128–134
[13] MacDonald, B, J,. Practical Stress Analysis with Finite Elements, 2nd Edition, Glasnevin Publishing, (2011) pg. 2.
[14] ANSYS14 Help Topics section 8.4 [15] Meguid, S. A., and Refaat, M. H., 1997, "Finite Element Analysis of the DeepDrawing
Process using Variational Inequalities," Finite Elements in Analysis andDesign, 28(1) pp. 51-67. [16] Ihab Ragai, Duraid Lazim, James A. Nemes. Anisotropy and springback in draw-
bending of stainless steel 410: experimental and numerical study. Journal of Materials Processing Technology Volume 166, Issue 1, 15 July 2005, Pages 116–127
[17] B. Logue, M. Dingle & J.L. Duncan. Side-wall thickness in draw die forming. Journal of Materials Processing Technology Volume 182, Issues 1–3, 2 February 2007, Pages 191–194.
[18] Bryan J Mac Donald, Practical Analysis with Finite Elements, Second Edition, 2011 pg.42-43

Appendix A The effect of applied extreme blankholder force on necking.
Figure A1. Failure due to excessive blankholder force
The necking is so extreme that the stress surpasses the ultimate tensile strength and failure occurs in red region. This was also tried with no blankholder present, and the minimum thickness increases to 0.835mm.

Appendix B The Effect of Radius on necking In Colgan et al[1], the only radii used was 2mm, here values have been varied. When the radius is at 16mm, the necking is concentrated the bottom. From looking at Fig. B1 & B2, it can be seen that the less area that is used in bending the shape will be directly proportional to the necking endured, the graph shows that as the flat bottom of the shape get smaller and resembles a dome, the effect of thinning is moved to the centre and again starts to get thinner.
Figure B1. Varying the radius on punch and die
Figure B2. Thickness distribution at radius 16mm
0.8
0.85
0.9
0.95
1
0 5 10 15 20
Thin
ne
st S
ect
ion
Radius (mm)
Effect of Varying Radius on Necking