Embed Size (px)
Citation preview
CADERNO TÉCNICO
403METALURGIA & MATERIAIS • JUNHO DE 2002
Instalações de regeneração comparti-lhadas podem amenizar o problema doinvestimento. Outra solução é o recurso aserviços oferecidos por centrais de rege-neração, como as que operam na Europa eno Japão e, pelo menos uma, no Estado deSão Paulo. Mas essas centrais não têm tidoaceitação unânime: muitos clientes refe-rem problemas de qualidade atribuídos àcontaminação ou troca de sua areia com ade outro cliente. Os custos do transporteda areia (ida e volta) entre a fundição e acentral também são fatores limitantes.
Acatando sugestão do IPT, a Asso-ciação Brasileira da Indústria de Fun-dição (Abifa) criou, em 1995, um forovisando à discussão de possíveis solu-ções cooperativas. Complementado poruma avaliação experimental, no IPT, detecnologias de regeneração e por umlevantamento crítico de tecnologias emuso nos Estados Unidos e em alguns
Figura 4. Vistaesquemática daunidade móvelde regeneraçãode areias defundição, emconstrução,no IPT.
Areia de Fundição. Estudos de viabili-dade comprovam que unidades móveisde regeneração competem favoravel-mente com unidades centrais e reque-rem investimentos iniciais menores epassíveis de serem aplicados de formaprogressiva. No âmbito desse projeto,encontra-se em construção uma unida-de móvel com capacidade para regene-rar até três toneladas de areias de fun-dição/hora, figura 4, suficiente paraatender à demanda de várias fundiçõesde pequeno ou médio porte.
países europeus, esse foro, hoje incor-porado à Comissão de Meio Ambienteda Abifa, tem dado uma contribuiçãorelevante para o entendimento dos pro-blemas envolvidos. Além de permitiruma visão mais abrangente do proble-ma, levou à elaboração, com apoio doPADCT, de um projeto cooperativo li-derado pelo IPT, do qual participam trêsfundições e a Abifa. A par do estudodos parâmetros tecnológicos da rege-neração, o projeto propõe o conceito deUnidade Móvel de Regeneração de
Wilson GuesserFundição Tupy
Ferro fundido com grafita compacta
Tecnologias limpas permitem o desenvolvimento de motores a diesel com melhor desempenho
ABSTRACTPrototype CGI block and head
castings have provided 90% increasein tensile strength and 40% increasein elastic modulus relative to gray ironcastings. The present paper providesan overview of the properties of CGIand the process control requirementsfor the production of low nodularityCGI microstructures without the useof titanium and without the risk offlake graphite formation. Productresults are provided for fourteendifferent automotive castings.
esenvolvimentos recentesdos motores a diesel permi-tiram obter melhores de-sempenhos associados amenores emissões de po-D
luentes e operação mais silenciosa. Es-ses aperfeiçoamentos baseiam-se emmaiores pressões e maiores tempera-turas de trabalho, que sujeitam os blo-cos dos motores a solicitações quepoderiam levar a falhas prematuras.Conseqüentemente, os projetistas demotores precisaram buscar novos ma-teriais para dar conta deste novo nívelde solicitações, sem aumentar o tama-nho ou peso dos componentes.
A escolha natural foram os ferrosfundidos com grafita compacta. Com-parados aos tradicionais ferros fundidoscom grafita lamelar atualmente utiliza-dos, os ferros fundidos com grafita com-pacta podem apresentar incrementos de75% no limite de resistência, 35% a 40%no módulo de elasticidade e o dobro deresistência à fadiga. Podem, assim, aten-der não só às demandas atuais como àde projetos futuros de motores a diesel.
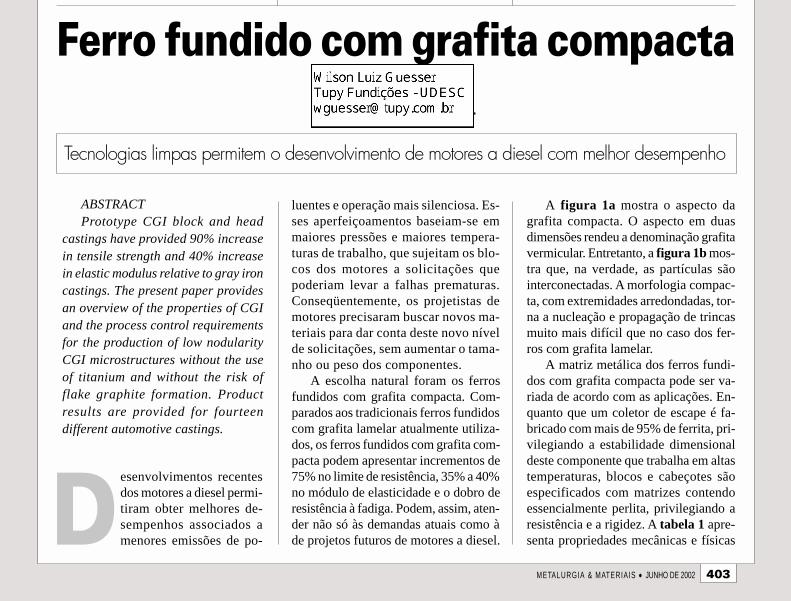
A figura 1a mostra o aspecto dagrafita compacta. O aspecto em duasdimensões rendeu a denominação grafitavermicular. Entretanto, a figura 1b mos-tra que, na verdade, as partículas sãointerconectadas. A morfologia compac-ta, com extremidades arredondadas, tor-na a nucleação e propagação de trincasmuito mais difícil que no caso dos fer-ros com grafita lamelar.
A matriz metálica dos ferros fundi-dos com grafita compacta pode ser va-riada de acordo com as aplicações. En-quanto que um coletor de escape é fa-bricado com mais de 95% de ferrita, pri-vilegiando a estabilidade dimensionaldeste componente que trabalha em altastemperaturas, blocos e cabeçotes sãoespecificados com matrizes contendoessencialmente perlita, privilegiando aresistência e a rigidez. A tabela 1 apre-senta propriedades mecânicas e físicas
CADERNO TÉCNICO
METALURGIA & MATERIAIS • JUNHO DE 2002404
de ferros fundidos com grafita compac-ta, comparando materiais com 100% e70% de perlita.
Ferros fundidos com grafita com-pacta sempre contêm alguma grafitanodular. Alguns componentes, comocoletores de escape, podem ser produ-zidos com até 50% de grafita nodular,sem prejuízo para a fundibilidade oudesempenho. No caso de blocos ecabeçotes, entretanto, a complexidadegeométrica e a necessidade de uma ali-mentação perfeita (ausência de defei-tos de contração), combinadas com asseveras solicitações térmicas e mecâ-nicas, exigem que a microestrutura con-tenha no máximo 20% de grafita naforma nodular. A grafita lamelar não étolerada, já que mesmo quantidadesmínimas já causam quedas de até 30%na resistência do material.
A produção seriada de peças de ferrofundido com grafita compacta requer, por-tanto, que o processo, por um lado, evite a
práticas de fusão e manutenção do ba-nho, as diferenças de operação e os ren-dimentos das adições de magnésio. Aadição inicial de Mg é intencionalmen-te baixa, de maneira que a análise tér-mica sempre determina a quantidadeadicional de tratamento necessária parachegar à formação da grafita compacta.
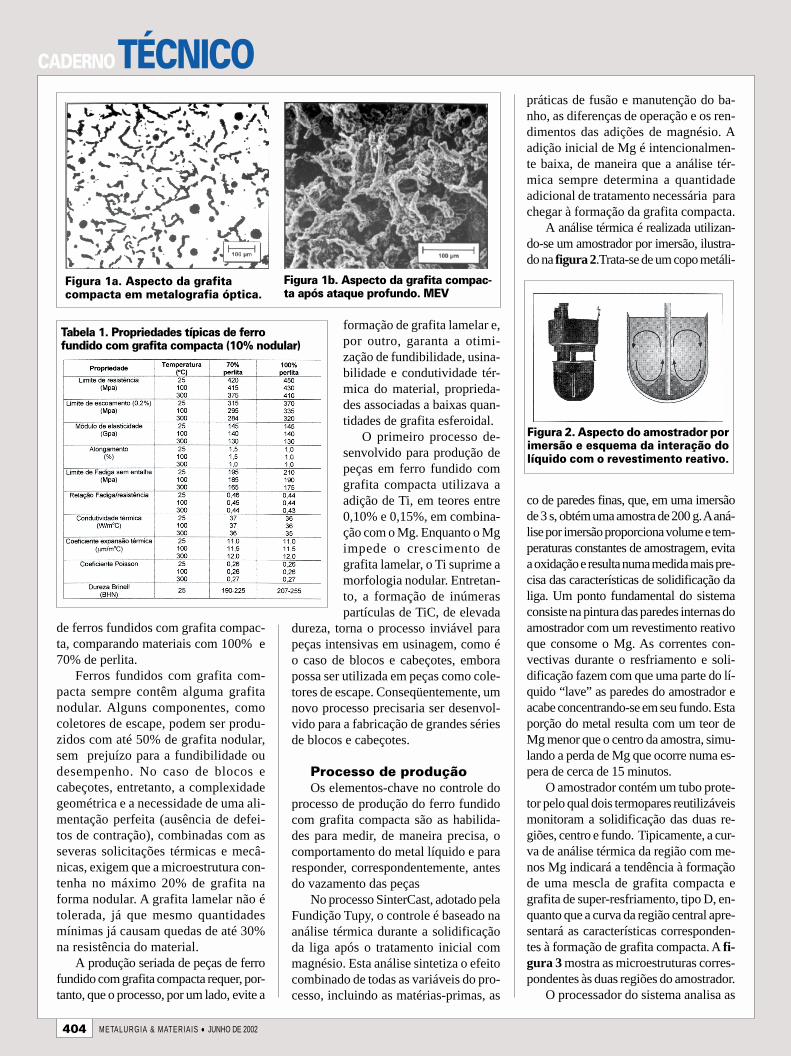
A análise térmica é realizada utilizan-do-se um amostrador por imersão, ilustra-do na figura 2.Trata-se de um copo metáli-
Figura 1a. Aspecto da grafitacompacta em metalografia óptica.
Figura 1b. Aspecto da grafita compac-ta após ataque profundo. MEV
Tabela 1. Propriedades típicas de ferrofundido com grafita compacta (10% nodular)
Figura 2. Aspecto do amostrador porimersão e esquema da interação dolíquido com o revestimento reativo.
formação de grafita lamelar e,por outro, garanta a otimi-zação de fundibilidade, usina-bilidade e condutividade tér-mica do material, proprieda-des associadas a baixas quan-tidades de grafita esferoidal.
O primeiro processo de-senvolvido para produção depeças em ferro fundido comgrafita compacta utilizava aadição de Ti, em teores entre0,10% e 0,15%, em combina-ção com o Mg. Enquanto o Mgimpede o crescimento degrafita lamelar, o Ti suprime amorfologia nodular. Entretan-to, a formação de inúmeraspartículas de TiC, de elevada
dureza, torna o processo inviável parapeças intensivas em usinagem, como éo caso de blocos e cabeçotes, emborapossa ser utilizada em peças como cole-tores de escape. Conseqüentemente, umnovo processo precisaria ser desenvol-vido para a fabricação de grandes sériesde blocos e cabeçotes.
Processo de produçãoOs elementos-chave no controle do
processo de produção do ferro fundidocom grafita compacta são as habilida-des para medir, de maneira precisa, ocomportamento do metal líquido e pararesponder, correspondentemente, antesdo vazamento das peças
No processo SinterCast, adotado pelaFundição Tupy, o controle é baseado naanálise térmica durante a solidificaçãoda liga após o tratamento inicial commagnésio. Esta análise sintetiza o efeitocombinado de todas as variáveis do pro-cesso, incluindo as matérias-primas, as
co de paredes finas, que, em uma imersãode 3 s, obtém uma amostra de 200 g. A aná-lise por imersão proporciona volume e tem-peraturas constantes de amostragem, evitaa oxidação e resulta numa medida mais pre-cisa das características de solidificação daliga. Um ponto fundamental do sistemaconsiste na pintura das paredes internas doamostrador com um revestimento reativoque consome o Mg. As correntes con-vectivas durante o resfriamento e soli-dificação fazem com que uma parte do lí-quido “lave” as paredes do amostrador eacabe concentrando-se em seu fundo. Estaporção do metal resulta com um teor deMg menor que o centro da amostra, simu-lando a perda de Mg que ocorre numa es-pera de cerca de 15 minutos.
O amostrador contém um tubo prote-tor pelo qual dois termopares reutilizáveismonitoram a solidificação das duas re-giões, centro e fundo. Tipicamente, a cur-va de análise térmica da região com me-nos Mg indicará a tendência à formaçãode uma mescla de grafita compacta egrafita de super-resfriamento, tipo D, en-quanto que a curva da região central apre-sentará as características corresponden-tes à formação de grafita compacta. A fi-gura 3 mostra as microestruturas corres-pondentes às duas regiões do amostrador.
O processador do sistema analisa as

CADERNO TÉCNICO
405METALURGIA & MATERIAIS • JUNHO DE 2002
duas curvas e determina a quantidade decorreção para manter as peças fundidaslivres de grafita lamelar e com um mí-nimo de grafita nodular. As adições com-plementares de Mg são feitas automati-camente, por meio de um alimentadorde fio de magnésio metálico.
Num regime de produção, todos os da-dos obtidos em cada processamento são tra-tados estatisticamente e armazenados. Estaanálise determina se há necessidade de al-terar o tratamento preliminar do banho.
O processo de produção na Fundi-ção Tupy começa com a fusão de ummetal base de baixo enxofre, com car-bono equivalente entre 4,4% e 4,5%, emfornos de indução de 18 t. A adição ini-cial de Mg é efetuada por meio do pro-cesso sanduíche. De cada vez são trata-dos de 800 kg a 1100 kg, utilizando-seFeSiMg (5% Mg), contendo Ce e terrasraras. Como a adição de Mg é muitomenor que na produção de ferro nodular,o tratamento é efetuado diretamente naspanelas de vazamento, evitando-se, as-sim, as perdas de temperatura e a oxida-ção do Mg que ocorreriam em transfe-rências. Depois do tratamento prelimi-nar, uma amostra para análise térmica érecolhida da panela. Enquanto a análisetérmica é realizada, a superfície do ba-nho é limpa e a panela é posicionada naestação de tratamento complementar,próxima da linha de moldes. Ao fim daanálise, a um aperto de botão o sistemafornece a quantidade calculada de fio demagnésio, iniciando-se, em seguida, ovazamento das peças. O sistema permi-te o processamento de uma panela acada 3,5 minutos, podendo ser amplia-do, utilizando-se processamento deamostras em paralelo.
Produção e caracterizaçãode protótipos
Foram produzidos protótipos de 14peças para validação do processo e ava-liação nos clientes. A lista de peças inclui11 tipos de blocos e cabeçotes para mo-tores em linha ou em V, de 1 a 12 litros,abrangendo pesos de 20 kg a 400 kg, comespecificação de 20% máximo de grafitanodular. Embora utilizando modelos cor-respondentes às peças em ferro fundidocinzento, nenhuma das peças apresentoudefeitos de contração, na forma deporosidades internas ou rebaixamento dasuperfície. Produziram-se materiais nasclasses 300 a 450 da norma ASTM A842-85. Para isso, adicionaram-se, sobre ummesmo metal base, diferentes teores decobre (entre 0,45 % e 0,60%) e estanho(entre 0,05% e 0,08%), obtendo-se por-centagens de perlita entre 70% e 90%.Como exceção, um cabeçote para ummotor de 12 litros foi especificado com30% a 50% de perlita, o que foi obtidosem adição de elementos de liga.
Amostras para ensaios de tração fo-ram extraídas das mesmas posições depeças fundidas com grafita compacta oulamelar. A figura 4 mostra os resulta-dos obtidos nas peças de ferro fundidoperlítico, podendo-se constatar que, namédia, os ferros fundidos com grafitacompacta apresentaram limites de resis-tência 90% superiores.
A comparação entre os módulos deelasticidade dos ferros fundidos comgrafita compacta ou lamelar revela que
o valor típico para as peças fundidas emferro com grafita compacta é de 150GPa, enquanto que os dos ferros cinzen-tos é de 100 a 110 GPa.
A microestrutura dos ferros fundidosé influenciada pela velocidade deresfriamento, observando-se maioresporcentagens de nódulos em seções queresfriam rapidamente. Em peças com-plexas como blocos e cabeçotes, as ve-locidades de resfriamento de diferentespartes das peças dependem não só dasespessuras de paredes, como também domodo como o metal preenche a peça.Para a maior parte dos blocos, as velo-cidades de resfriamento das paredes comespessuras a partir de cinco milímetrossão suficientemente baixas para mantera taxa de nodularidade dentro da faixade 0% a 20%. Espessuras menores, queresultam em nodularidades na faixa de30% a 50%, geralmente ficam restritasa paredes externas e aletas, não sendoprejudiciais à fundibilidade ou ao de-sempenho. A análise pormenorizada deum bloco pequeno (1 litro) mostrou que,mesmo na parede mais fina, com 4,5mm,a nodularidade não passou de 25%, man-tendo-se na faixa de 10% a 15% nas de-mais espessuras.
Com relação a tensões residuais naspeças fundidas, foi constatado não haverdiferenças significativas na comparaçãoentre ferros cinzentos e com grafita com-pacta. Medições efetuadas em várias po-sições resultaram, para ambos os materi-ais, numa razão entre tensão residual e
limite de resistênciada ordem de 0,20.Dessa forma, não seprevê a necessida-de de alterações doprocesso, na transi-ção de cinzentopara vermicular.
Como conseqü-ência dos desenvolvi-mentos efetuados, aprodução de cilindrose blocos de ferrofundido com grafitacompacta atingiu aconfiabilidade neces-sária para se estabe-lecer como materialpara produção degrandes séries.
Figura 3. Na região central doamostrador, formou-se grafitacompacta. Na região commenos Mg, formou-se grafitade super-resfriamento.
Figura 4. Resultado de ensaio de tração de ferrosfundidos com grafita compacta ou lamelar(corpos de prova extraídos das peças).