Embed Size (px)
Citation preview
PROJEKTARBEIT 2007PROJEKTARBEIT 2007
FESTO DIDACTICFESTO DIDACTICEntwicklung einer STEP 7 Software für dieEntwicklung einer STEP 7 Software für dieSteuerung der FESTO DIDACTIC StationenSteuerung der FESTO DIDACTIC Stationen
BEARBEITEN und SORTIERENBEARBEITEN und SORTIEREN
Robert Bergemann, Bernd Müller, Lars SchwemberRobert Bergemann, Bernd Müller, Lars Schwember
BBS FRIEDENSTRASSE WILHELMSHAVENBBS FRIEDENSTRASSE WILHELMSHAVEN

Projektarbeit 2007
Inhaltsverzeichnis Schriftliche Erklärung zur selbstständigen Arbeit............................... 31 Einleitung.............................................................................5
1.1 Vorwort......................................................................................... 51.2 Aufgabenstellung..............................................................................6
2 Projektverlauf........................................................................72.1 Planung des Projektumfangs................................................................ 72.2 Zeitlicher Ablauf der Projektphase.........................................................82.3 Aufgetretene Probleme und deren Lösungen............................................. 9
2.3.1 Mechanische Problemlösung........................................................... 92.3.1 Hardware-Problemlösung............................................................. 102.3.2 PROFIBUS-Problemlösung............................................................. 102.3.3 Probleme beim Programmablauf.................................................... 10
3 Funktionsbeschreibung............................................................123.1 FESTO-Station Tisch 3 „Bearbeiten“......................................................123.2 FESTO-Station Tisch 4 „Sortieren“........................................................13
4 FESTO-Station.......................................................................144.1 Modulaufbau Tisch 3 „Bearbeiten“....................................................... 14
4.1.1 Modul Rundschalttisch.................................................................144.1.2 Modul Bohren........................................................................... 144.1.3 Modul Bohrlochprüfung................................................................154.1.4 Modul Übergabe........................................................................ 15
4.2 Modulaufbau Tisch 4 „Sortieren“..........................................................164.2.1 Modul Gurtband........................................................................ 164.2.2 Modul Rutsche.......................................................................... 16
5 Hardwareaufbau der SPS-Stationen.............................................175.1 SPS-Station 3................................................................................. 175.2 SPS-Station 4................................................................................. 185.3 Hardwarekomponenten..................................................................... 19
5.3.1 Stromversorgungsbaugruppe PS 307; 2A............................................195.3.2 CPU 315-2 DP........................................................................... 225.3.3 SM 321; DI 16 x DC 24V................................................................275.3.4 SM 322; DO 16 x DC 24V/0,5A........................................................ 295.3.5 SM 323; DI8/DO8 x DC 24V/0,5A.....................................................315.3.6 Simulatorbaugruppe SM 374; IN/OUT 16........................................... 33
5.4 Hardwarekonfiguration .....................................................................356 Inbetriebnahme der Stationen...................................................36
6.1 Sicherheitshinweise......................................................................... 366.2 Kabelverbindungen.......................................................................... 37
6.2.1 FESTO-Station Tisch 3................................................................. 376.2.2 FESTO-Station Tisch 4................................................................. 37
6.3 Pneumatischer Anschluss................................................................... 376.4 Kommunikationsverbindung................................................................386.5 Bedienung der FESTO-Station Tisch 3.................................................... 396.6 Bedienung der FESTO-Station Tisch 4.................................................... 39
Robert Bergemann, Bernd Müller, Lars Schwember 1
Projektarbeit 2007
6.7 Bedienelement der FESTO-Station 3 ..................................................... 406.8 Bedienelement der FESTO-Station 4......................................................416.9 Signalisierte Zustände der Stationen 3 und 4........................................... 42
7 Programmierung Stationen 3 und 4............................................. 437.1 Software ......................................................................................437.2 Programmablauf Station 3..................................................................43
7.2.1 FC 1 Grundfunktionen................................................................. 437.2.2 FC 2 Drehtisch-Steuerung.............................................................447.2.3 FC 3 Übernahme-Steuerung.......................................................... 457.2.4 FC 4 Bohrmaschinen-Steuerung...................................................... 467.2.5 FC 5 Prüfvorgang....................................................................... 477.2.6 FC 6 Übergabe-Steuerung.............................................................477.2.7 FC 7 Werkstückzähler................................................................. 487.2.8 FC 8 Reset...............................................................................487.2.9 FC 9 Farbwertübernahme.............................................................487.2.10 FB 1 Farbverwaltung................................................................. 497.2.11 OB 1 Organisationsbaustein......................................................... 51
7.3 Programmablauf Station 4..................................................................527.3.1 Initialschritt.............................................................................527.3.2 Funktionsbaustein FB 1................................................................527.3.3 Organisationsbaustein OB 1...........................................................54
8 PROFIBUS............................................................................578.1 Datenaustausch zwischen den Stationen.................................................57
8.1.1 Begriffserklärung.......................................................................578.1.2 Konfiguration des PROFIBUS DP......................................................58
Abbildungsverzeichnis.............................................................. 59 Literaturverzeichnis.................................................................61 Anhang.................................................................................63
2 Robert Bergemann, Bernd Müller, Lars Schwember

Projektarbeit 2007
Schriftliche Erklärung zur selbstständigen Arbeit
Hiermit erklären wir, dass wir dieses Projekt in selbstständiger Arbeit entwickelt und er-arbeitet haben. Alle verwendeten Hilfestellungen wurden im Literaturverzeichnis aufge-listet.
Wilhelmshaven, 8.Mai 2007
________________ _________________ _______________
Robert Bergemann Bernd Müller Lars Schwember
Robert Bergemann, Bernd Müller, Lars Schwember 3

Projektarbeit 2007
4 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
1 Einleitung
1.1 Vorwort
Um den erfolgreichen Abschluss zum staatlich geprüften Techniker Elektrotechnik zu er-reichen, erhielten wir als Äquivalent zu der praktischen Prüfung, die nachfolgende Pro-jektaufgabe.
Im Vorfeld machten wir uns schon Gedanken, wie könnte eine Projektaufgabe aussehen. Welche Anforderungen stellt man an uns? Wird es ein außerschulisches Projekt oder be-kommen wir eine Aufgabe gestellt? Als wir dann von der Schule die Aufgabenstellungen bekamen, waren wir froh darüber. Wir konnten uns somit in einem interessanten Fach selbstständig weiterentwickeln und gleichzeitig sprach diese Aufgabe auch unser Interes-se an.
Für diese Projektaufgabe verwendeten wir schon vorgegebene Anlagen und Bedingungen. Das heißt, die FESTO-Station war bereits montiert und auch die SPS-Stationen waren be-reits installiert und verdrahtet. Unsere Aufgabe war also nur sich in diese neue Pro-grammstruktur mit Step 7 einzuarbeiten und das entsprechende Programm herzustellen.
In dieser Projektaufgabe wird also die Technik nicht neu erfunden, sondern wir entwi-ckelten nach unseren eigenen Vorstellungen und Erfahrungen einen eigenständigen Pro-grammablauf. Mit dieser Aufgabe wurde von uns verlangt, ein Projekt von der Planung bis zu Fertigstellung durchzuführen. Ein besonderer Vorteil war, dass wir mehrere Grup-pen waren und uns gegenseitig sehr stark unterstützten. Die Zusammenarbeit verlief so, wie man es sich in der reellen Wirtschaft vorstellen könnte. Man diskutierte über Proble-me und fand gemeinsam die entsprechenden Lösungswege.
In dieser Dokumentation gibt es bei einigen Wörtern schon die Probleme mit der neuen Rechtschreibreform. Wir verwendeten dabei vorgegebene Wörter, die zum jetzigen Zeit-punkt nicht mehr so geschrieben werden. Ein Beispiel wäre das Wort Stopp. Wir verwen-deten die Form „Stop“, weil sie uns so durch den Taster vorgegeben ist.
Wir möchten uns auch schon einmal im Voraus für die eingeschränkte Qualität unser ein-gescannten Unterlagen entschuldigen. Da wir auf die Datenblätter aus den uns gestellten Unterlagen zurückgriffen und diese leider sehr schlecht dupliziert waren, konnten auch wir die Qualität nicht verbessern.
Da wir größeren Wert auf das Programm selber und seine Entstehung gelegt haben, ver-weisen wir, im Bezug auf die FESTO-Bauteile, auf die dazugehörige Technische Doku-mentation.
Wir möchten uns an dieser Stelle bei den verantwortlichen Fachlehrern der BBS Frieden-strasse Hr. Tröck, Hr. Fiedler und Hr. Beckmann-Eilts bedanken die uns, so gut wie es ging, mit Rat und Tat zur Seite standen.
Ein Dankeschön möchten wir auch Hr. Jürgen Schwarz von der Fa. HPKJ in Wilhelmsha-ven sagen, für seine schnelle und unkomplizierte Hilfe bei unserer Instandsetzung.
Robert Bergemann, Bernd Müller, Lars Schwember 5
Projektarbeit 2007
1.2 Aufgabenstellung Steuerung und Vernetzung von FESTO-Stationen mit Hilfe von S7-Automatisierungsgerä-ten.
Für die vorhandenen elektro-pneumatischen FESTO-Modelle soll ein Steuerungsprogramm für ein S7-Automatisierungsgerät entwickelt werden. Der Ablauf der Steuerung ergibt sich durch das ausgewählte Modell. Die gegenseitige Steuerung mit den anderen Model-len soll durch Datenübertragung mit Hilfe des PROFIBUS-Systems realisiert werden.
Erstellen einer aussagekräftigen Dokumentation.
Mögliche Arbeitsschritte:
Ein eigenständiges S7-Programm für das Modell entwickeln. Jeweils ein Zyklus ein-geleitet durch die Betätigung des Starttasters
Mit einfachen Beispielprogrammen den Datentransfer mit Hilfe des PROFIBUS-Sys-tems erproben.
Durch die Informationsweitergabe Automatikbetrieb für alle beteiligten Stationen entwickeln
Allgemeine Hinweise zur Dokumentation:
Beschreibung der benutzten Hard- und Softwarekomponenten
Darstellung der Vorgehensweise während des Projektes
Beschreibung der entstandenen Probleme und der daraus resultierenden Problem-lösung
Dokumentation der erstellten Hard- und Software
Bedienungsanleitung
Angabe der benutzten Unterlagen
Schriftliche Erklärung zur selbstständigen Arbeit
6 Robert Bergemann, Bernd Müller, Lars Schwember

Projektarbeit 2007
2 Projektverlauf
2.1 Planung des Projektumfangs In unserer Klasse gab es 3 Teams, die sich für ein SPS-Projekt interessierten. Es handelt sich hier um ein modulares Produktions-System mit insgesamt 4 einzelnen Stationen. Da unser Team aus 3 Leuten bestand, hatten wir die Aufgabe 2 FESTO-Stationen zu bearbei-ten. Wir teilten somit, in gemeinsamer Absprache, die Projektaufgaben unter den 3 Ar-beitsgruppen auf. Unsere Projektaufgabe waren nun die Tische 3 und 4.
Arbeitsgruppen:
FESTO-Station Tisch 1
Jan Lüdtke
Stefan Kleen
FESTO-Station Tisch 2
Andreas Brandt
Jens Stuckas
FESTO-Station Tisch 3 + 4
Robert Bergemann
Bernd Müller
Lars Schwember
Eine weitere Projektaufgabe war, alle FESTO-Stationen miteinander im PROFIBUS-System zu vernetzen und ein gemeinsamer Produktionsablauf herzustellen. Diese Aufgabe setz-ten sich die Arbeitsgruppen als zusätzliches Ziel, um ein besseres Ergebnis in der ab-schließenden Präsentation vorzuführen zu können.
Robert Bergemann, Bernd Müller, Lars Schwember 7
Abbildung 1: Tisch 3 „Bearbeiten“ Abbildung 2: Tisch 4 „Sortieren“
Projektarbeit 2007
2.2 Zeitlicher Ablauf der Projektphase Angesetzter Zeitraum 10 Wochen mit jeweils 2 Projekttagen
Gesamtzeitraum: 05.02.2007 – 04.05.2007
1.Woche: 7. und 8. Februar 2007
- Einteilung der Projekte unter den einzelnen Arbeitsgruppen
- Studieren der bereitgestellten Unterlagen für die FESTO-Stationen und der SIMATIC S7-300 Station
- Installation der Software
- Absprache der Vorgehensweise für das Gesamtprojekt
2. Woche: 12. und 13. Februar 2007
- Test der Signalgeber und den Funktionselementen der Stationen 3 und 4
- Einarbeitung in die Software S7-SIMATIC
- Erstellen der Sammellisten für die Projekte Tisch 3 und 4
- Programmieren der Grundstellung und der ersten Arbeitsschritte
- Verwenden von USB-Adaptern bei der Kommunikationsverbindung zur Station
3.Woche: 19.und 20. Februar 2007
- Programmierung der Programmabläufe
- Einarbeitung in die Programmierung mit S7-Graph und Verwendung bei der Programmierung von Tisch 4
- Beginn mit der Dokumentationserstellung
4.Woche: 28. Februar und 1.März 2007
- Anpassen der Programmierung an die Stationen 3 und 4
- erste Testläufe der Programme
- Dokumentationserstellung
5.Woche: 7. und 8. März 2007
- Anpassen der Programmierung an die Stationen 3 und 4
- Testläufe der Programme
- Lösungssuche für das Problem der Datenweitergabe zu der Station 4
- Dokumentationserstellung
6.Woche: 14. und 15. März 2007
- Anpassen der Programmierung an die Stationen 3 und 4
- Programmierung der Handsteuerung für Station 3
- Testläufe der Programme
- Dokumentationserstellung
8 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
7.Woche: 21. und 22. März 2007
- Anpassen der Programmierung an die Stationen 3 und 4
- Testläufe der Programme
- Einarbeitung in die Vernetzungsmöglichkeiten für die Stationen
- Dokumentationserstellung
8.Woche: 11. und 12. April 2007
- Vernetzung der Tische 3 und 4
- Verwendung der MPI-Vernetzung
- Abstimmen der beiden Programmabläufe
- Dokumentationserstellung
- Instandsetzung des Kompressors
9.Woche: 18. und 19. April 2007
- Vernetzung aller Tische über PROFIBUS-System
- Abstimmen aller Programmabläufe
- Dokumentationserstellung
- Instandsetzung des Kompressors
- Testläufe
10.Woche: 25. und 26. April
- Programmanpassung an PROFIBUS-System
- Abstimmen der beiden Programmabläufe von Tisch 3 und 4
- Dokumentationserstellung
- Testläufe
11. Woche: 3. und 4. Mai 2007
- Dokumentationserstellung
- Feinarbeiten an der Anlage (Beschriften, Justieren)
2.3 Aufgetretene Probleme und deren Lösungen
2.3.1 Mechanische Problemlösung
1. Problem: undichte Anschlüsse des Kompressors
Wir stellten an der Filterwartungseinheit des Kompressors Luftleckagen an den An-schlüssen sowie an dem Druckregler fest. Dadurch lief der Kompressor die ganze Zeit. Da dieser Kompressortyp nicht für den Dauerbetrieb ausgelegt ist, schaltete er sich nach einer Zeitspanne mit Übertemperatur ab. Eine Reparatur konnte aufgrund feh-lender Ersatzteile nicht durchgeführt werden. Wir haben darauf hin direkt die Firma HPKJ angesprochen, worauf uns die Firma kostenfrei eine neue Wartungseinheit zur
Robert Bergemann, Bernd Müller, Lars Schwember 9
Projektarbeit 2007
Verfügung stellte.
2.3.1 Hardware-Problemlösung
1. Problem: defekter RS 232 Adapter
Bei der Erstellung der Konfiguration der Station konnten keine Daten weder von der Station geladen werden, noch konnte man Daten an die Station übermitteln. Wir er-mittelten, dass der PC-Adapter RS 232 defekt war. Wir wechselten komplett das An-schlusssystem, indem wir auf einen moderneren PC-Adapter mit USB-Anschluss zu-rückgriffen. Nach der Installation der mitgelieferten Treiber für den Adapter konnten wir die Konfiguration ohne Probleme durchführen.
2.3.2 PROFIBUS-Problemlösung
1. Problem: Vernetzung aller Arbeitstische
Bei der Vernetzung der einzelnen SPS-Stationen traten immer wieder der Sammelfeh-ler und der BUS-Fehler auf. Da wir alleine zu keiner Lösung bei diesem Problem ka-men, halfen uns die Mitglieder der anderen Arbeitsgruppen. Nach dem Auslesen des Fehlerbausteins erkannten wir, dass die DP-Schnittstelle der CPU-Station 3 defekt war. Nach dem Austausch der fehlerhaften CPU trat keine Fehlermeldung mehr auf.
2.3.3 Probleme beim Programmablauf
1. Problem: Freigabesteuerung
In der Testphase stellten wir fest, dass beide Stationen unabhängig voneinander arbei-ten konnten. Bei der Zusammenschaltung ist aber folgendes Problem aufgetreten:
Eine der Rutschen vom Tisch 4 war voll beladen und setzte somit die Anlage in Stopp. Dies wurde aber nicht weiter gemeldet an den Tisch 3. Dieser lieferte damit weiterhin bearbeitete Werkstücke.
Lösung für dieses Problem war, ein Freigabemerker („Busy“) von Tisch 4 an Tisch 3, welcher übermittelt das die Anlage bereit ist, ein neues Werkstück zu übernehmen. Mit diesem Prinzip realisierten wir einen weiteren Freigabemerker („Freigabe“) für Tisch 3 nach Tisch 2. Sollte nun eine Anlage gestoppt sein, so wird keine Freigabe an Tisch 2 und 3 übergeben.
2. Problem: Farbwertübergabe
Wir mussten sicherstellen, dass jedes bearbeitete Werkstück, seine definierten Farb-werte, an jeden Arbeitspunkt des Drehtisches behält und dann mit der Übergabe auch die entsprechenden Farbwerte an Tisch 4 übergeben werden.
Um dieses Problem zu lösen, verwendeten wir den FB1 mit dem dazugehörigen globa-len Datenbaustein DB 2. Die Funktionsweise ist folgende:
➢ Die Farbwerte werden vom Tisch 2 in Form von Farbmerkern an Tisch 3 überge-ben.
➢ Diese Merker werden in Zahlenwerte umgewandelt und in dem Datenbaustein als Merkerbyte gespeichert.
10 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
➢ Der Zahlenwert wird mit jeder Drehung des Drehtisches im Datenbaustein weiter-geschoben.
➢ Mit der Übergabe des Werkstückes wird der Zahlenwert wieder in einen entspre-chenden Farbmerker umgewandelt und an Tisch 4 übergeben.
➢ Der Tisch 4 verarbeitet dann die entsprechenden Farbmerker für die Steuerung der Weichen.
Robert Bergemann, Bernd Müller, Lars Schwember 11
Projektarbeit 2007
3 Funktionsbeschreibung
3.1 FESTO-Station Tisch 3 „Bearbeiten“ Hier erhalten Sie eine kurze Erklärung des Funktionsablaufs des Tischs 3 „Bearbeiten“. Das Programm beginnt mit dem Erkennen, das ein Teil vorhanden ist und endet mit der Übergabe des fertigen Werkstücks.
1.Arbeitsschritt: Teil kommt an
Der Tisch 2 liefert ein Werkstück über seine Rutsche auf den Drehteller des Tischs 3. Die Sensorik des Tisches erkennt, dass sich ein Teil auf dem Drehteller vorhan-den ist und startet den Programmablauf.
2.Arbeitsschritt: 1.Drehung
Der Tisch dreht sich um 90 Grad entgegengesetzt der Uhrzeigerrichtung zum Mo-dul „Bohrmaschine“.
3.Arbeitsschritt: Modul „Bohren“
Mit Erreichen der Stellung am Modul „Bohren“ wird der Spannzylinder ausgefahren und das Teil somit fest eingespannt. Ist dieses erfolgt, läuft die Bohrmaschine an und wird über Luftdruck auf das Werkstück abgesenkt. Erreicht die Bohrmaschine ihren unteren Endlagensensor, so wird sie wieder über Luftdruck nach oben trans-portiert. Mit dem Erreichen des oberen Endlagensensors wird die Bohrmaschine abgeschaltet. Abschließend wird die Spannvorrichtung gelöst.
4.Arbeitsschritt: 2.Drehung
Ist der Spannzylinder wieder eingefahren, wird der Motor des Drehtisches wieder aktiviert und um 90 Grad bis zum Modul „Prüfen“ weiter gedreht.
5.Arbeitsschritt: Modul „Prüfen“
Wenn das Werkstück diese Position erreicht hat, wird der Prüfzylinder angesteu-ert und senkt sich nach unten. Er überprüft somit, ob das Teil gebohrt wurde. Die-ses wird realisiert, indem der Prüfzylinder seine untere Endlage erreicht. Der Prüfzylinder wird mittels Luftdruck wieder nach oben befördert und mit dem Er-reichen der oberen Endlage ist dieser Arbeitsschritt beendet.
6.Arbeitsschritt: 3.Drehung
Mit Beendigung des 5.Arbeitsschrittes wird der Drehtisch wieder aktiviert und wei-ter gedreht, bis zum Modul „Übergabe“.
7.Arbeitsschritt: Modul „Übergabe“
In diesem Arbeitsschritt wird der Hubarm über das Werkstück gefahren. In dieser Stellung wird das fertige Werkstück angesaugt und dann transportiert der Hubarm dieses Teil zu der nachfolgenden FESTO-Station Tisch 4 „Sortieren“.
Ein Zähler erfasst die Anzahl der gelieferten Werkstücke zur Bearbeitung. Der Zähler-stand bestimmt somit, wie oft das Programm durchlaufen wird.
12 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
3.2 FESTO-Station Tisch 4 „Sortieren“ Hier erhalten Sie eine kurze Erklärung des Funktionsablaufs des Tischs 4 „Sortieren“. Dieser Tisch ist abhängig von den FESTO-Stationen Tisch 2 und 3. Der Tisch 2 liefert die Information über die Farbe und Qualität des Werkstücks. Der Tisch 3 startet mit der Übergabe des bearbeiteten Werkstücks den Programmablauf des Tisches.
1.Arbeitsschritt: Bandanlauf
Das übergebene Teil aktiviert, durch die Lichtschranke, das Förderband.
2.Arbeitsschritt: Sortieren
An den Transportband befinden sich Weichen, die die entsprechenden farblichen Teile aussortieren. Unmittelbar vor den Weichen befinden sich Lichtschranken, die in Verbindung mit den Informationen des Werkstückes dafür sorgen, dass die Weichen ausgefahren werden und somit die Teile vom Band sortieren.
3.Arbeitsschritt: Grundstellung
Ist die Weiche zurückgefahren, stoppt nach Ablauf einer bestimmten Zeit das Band und die Anlage befindet sich wieder in der Grundstellung und ist somit wie-der bereit ein neues Teil zu übernehmen.
In diesem Programm wird realisiert, dass die Rutschen nur mit einer bestimmten Anzahl an Werkstücken beladen werden. Sollte diese Anzahl erreicht werden, meldet dies die Anlage und wird automatisch gestoppt. Ein weiterer Betrieb ist nur durch das Entladen und Quittierung der Sortierstation möglich.
Robert Bergemann, Bernd Müller, Lars Schwember 13
Projektarbeit 2007
4 FESTO-Station
4.1 Modulaufbau Tisch 3 „Bearbeiten“
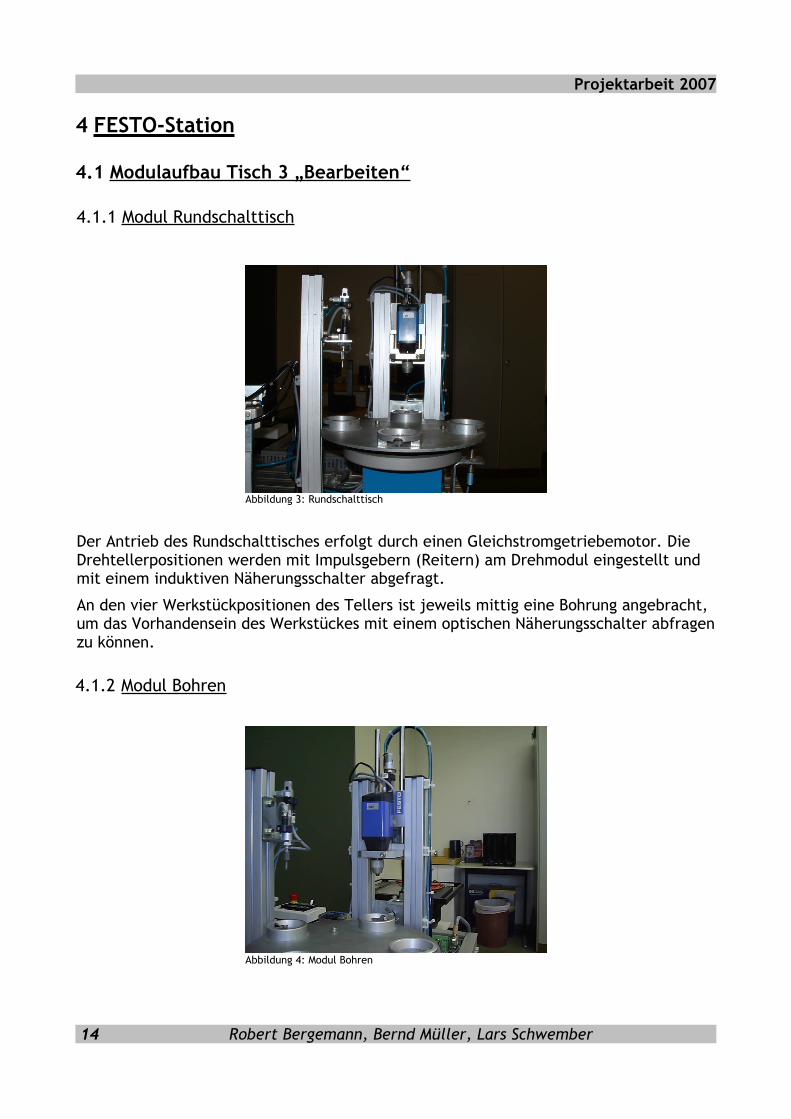
4.1.1 Modul Rundschalttisch
Der Antrieb des Rundschalttisches erfolgt durch einen Gleichstromgetriebemotor. Die Drehtellerpositionen werden mit Impulsgebern (Reitern) am Drehmodul eingestellt und mit einem induktiven Näherungsschalter abgefragt.
An den vier Werkstückpositionen des Tellers ist jeweils mittig eine Bohrung angebracht, um das Vorhandensein des Werkstückes mit einem optischen Näherungsschalter abfragen zu können.
4.1.2 Modul Bohren
14 Robert Bergemann, Bernd Müller, Lars Schwember
Abbildung 3: Rundschalttisch
Abbildung 4: Modul Bohren

Projektarbeit 2007
Mit dem Modul Bohren wird das Bohren eines Kernlochs im Werkstück realisiert. Ein dop-pelt wirkender Spannzylinder fixiert das Werkstück.
Die Bohrmaschine wird mit 24VDC betrieben und ist in der Drehzahl nicht regelbar. Mit Hilfe von Führungseinheiten wird die Bohrmaschine pneumatisch bewegt. Die Endlagen-abfrage erfolgt über induktive Näherungsschalter.
4.1.3 Modul Bohrlochprüfung
Das bearbeitete Werkstück vom Modul Bohren wird auf eine korrekte Bohrung geprüft. Ist das Bohrloch vorhanden, wird die Endlage des Prüfzylinders erreicht. Der Endlagen-schalter gibt ein Signal ab.
4.1.4 Modul Übergabe
Das Modul Transportarm ist ein pneumatisch betriebenes Gerät. Die Werkstücke werden mit einem Vakuumsauger erfasst und können durch einen Schwenkantrieb variabel von
Robert Bergemann, Bernd Müller, Lars Schwember 15
Abbildung 5: Modul Prüfen
Abbildung 6: Modul Übergabe
Projektarbeit 2007
0° bis 180° umgesetzt werden. Die Endlagenabfrage erfolgt über zwei Mikro-Schalter.
4.2 Modulaufbau Tisch 4 „Sortieren“
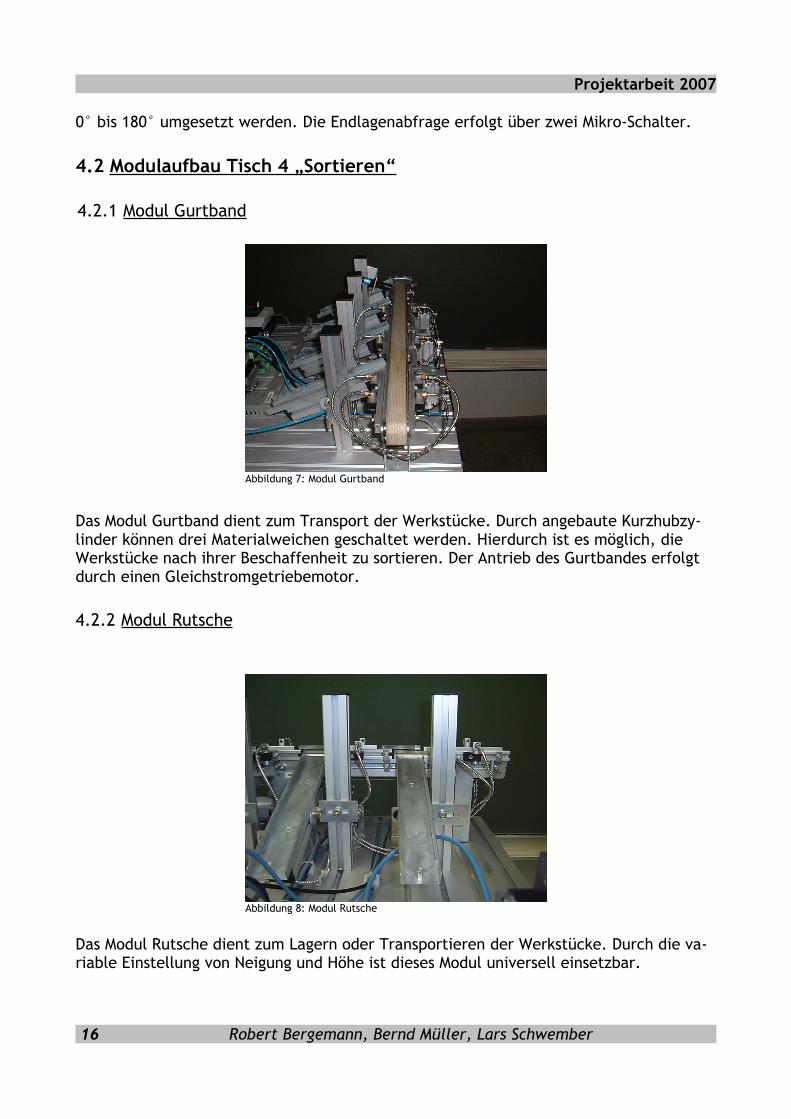
4.2.1 Modul Gurtband
Das Modul Gurtband dient zum Transport der Werkstücke. Durch angebaute Kurzhubzy-linder können drei Materialweichen geschaltet werden. Hierdurch ist es möglich, die Werkstücke nach ihrer Beschaffenheit zu sortieren. Der Antrieb des Gurtbandes erfolgt durch einen Gleichstromgetriebemotor.
4.2.2 Modul Rutsche
Das Modul Rutsche dient zum Lagern oder Transportieren der Werkstücke. Durch die va-riable Einstellung von Neigung und Höhe ist dieses Modul universell einsetzbar.
16 Robert Bergemann, Bernd Müller, Lars Schwember
Abbildung 7: Modul Gurtband
Abbildung 8: Modul Rutsche
Projektarbeit 2007
5 Hardwareaufbau der SPS-Stationen
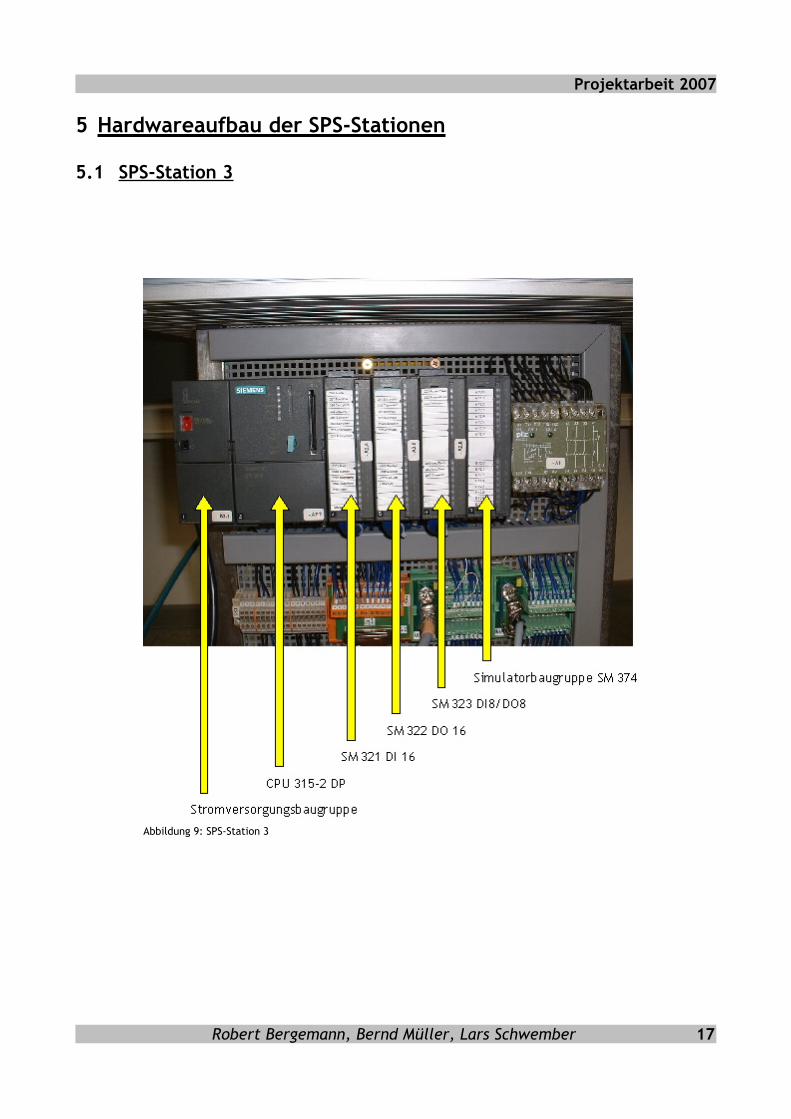
5.1 SPS-Station 3
Robert Bergemann, Bernd Müller, Lars Schwember 17
Abbildung 9: SPS-Station 3
Projektarbeit 2007
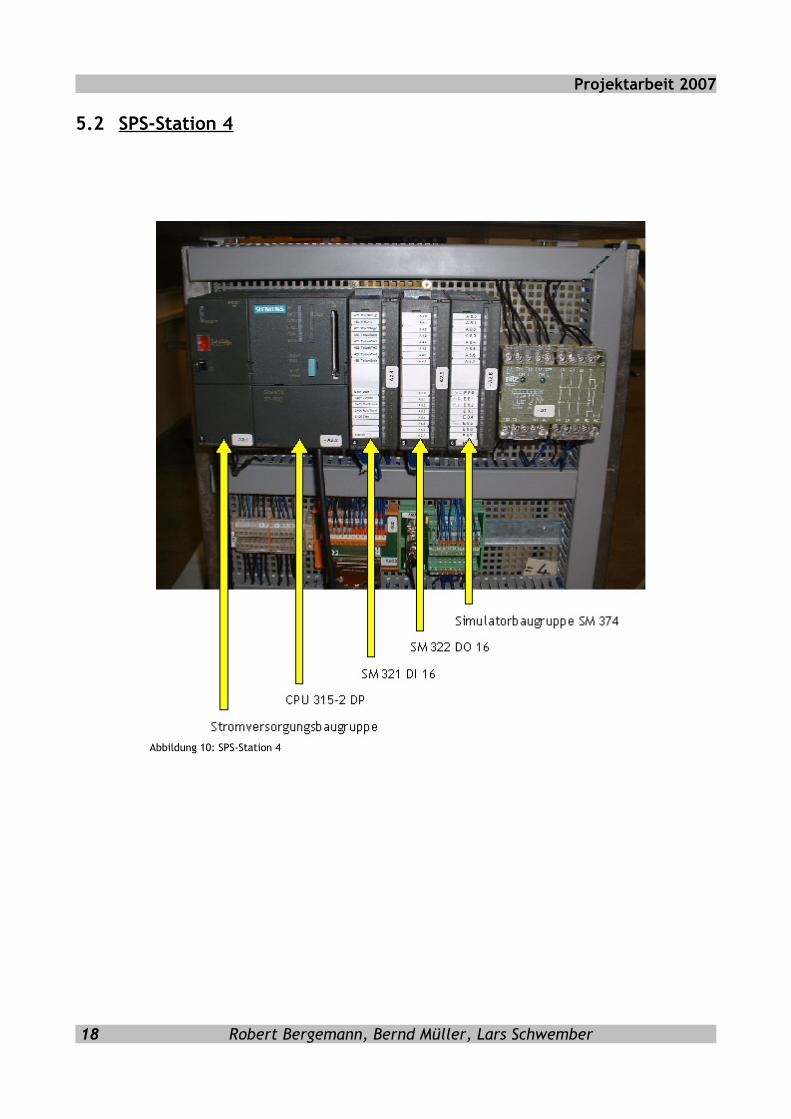
5.2 SPS-Station 4
18 Robert Bergemann, Bernd Müller, Lars Schwember
Abbildung 10: SPS-Station 4
Projektarbeit 2007
5.3 Hardwarekomponenten Wir arbeiteten in dieser Projektaufgabe mit einer SIEMENS SIMATIC 300-Station. In den weiteren Unterpunkten werden die verwendeten Bauteile aufgeführt und beschrieben.
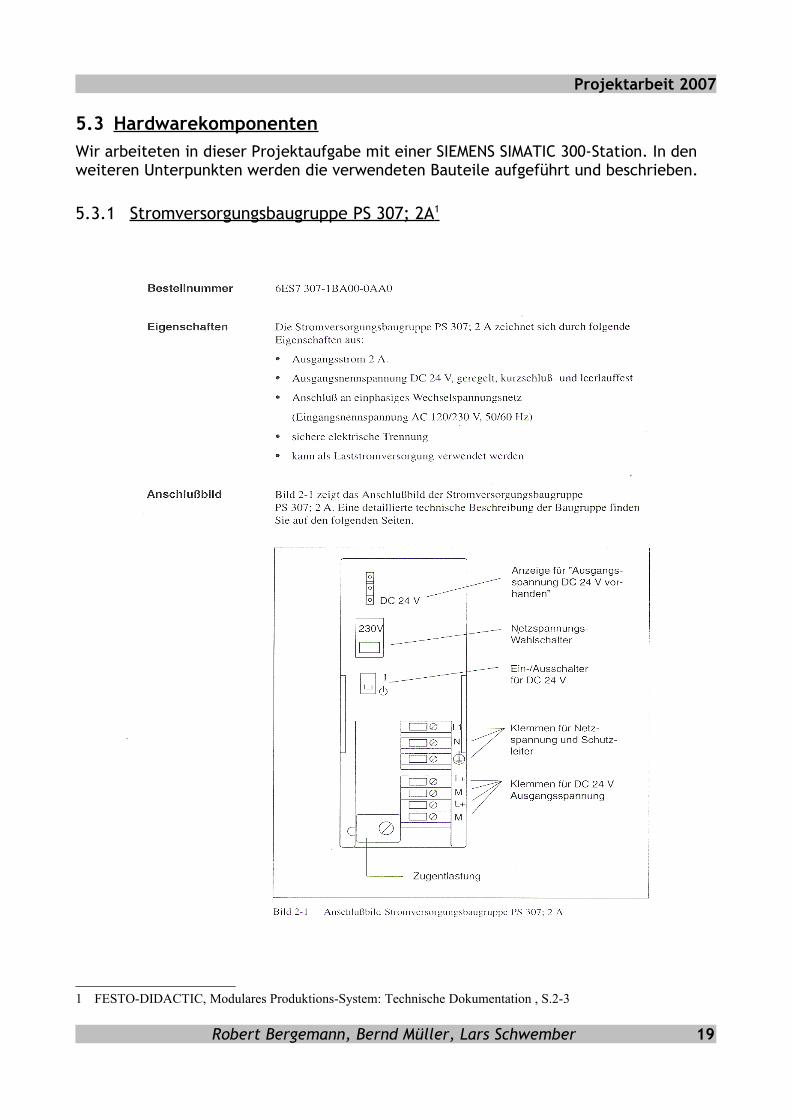
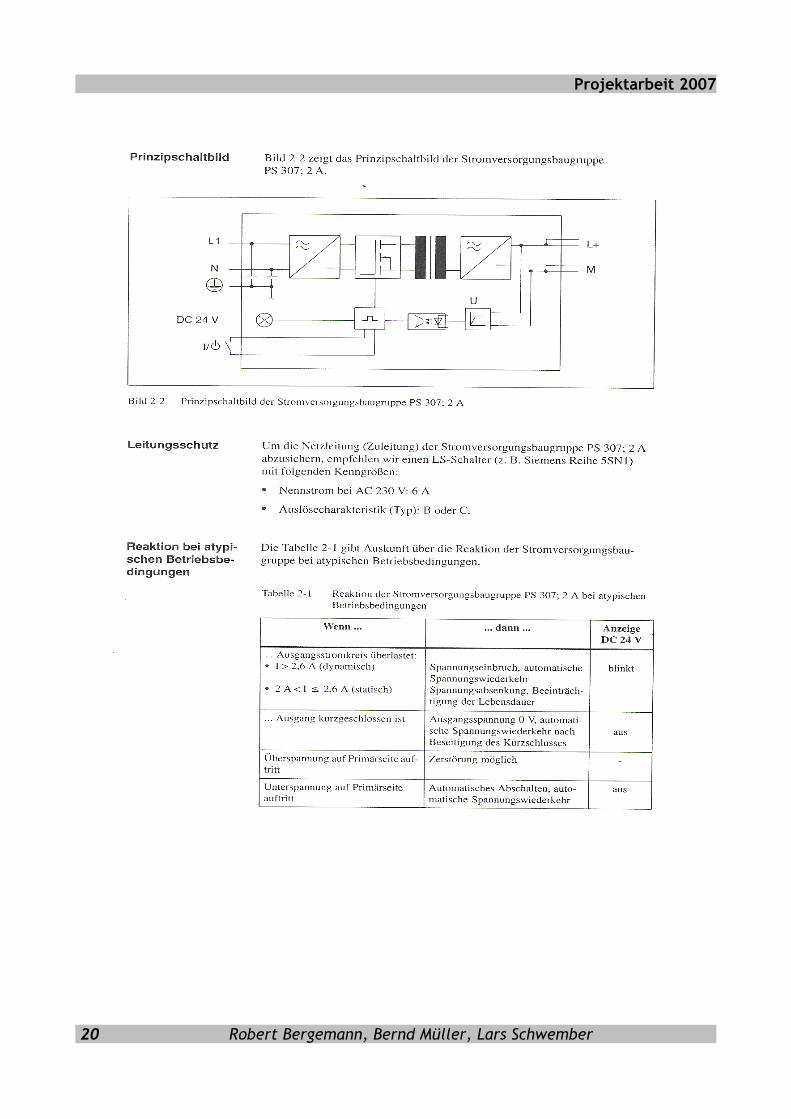
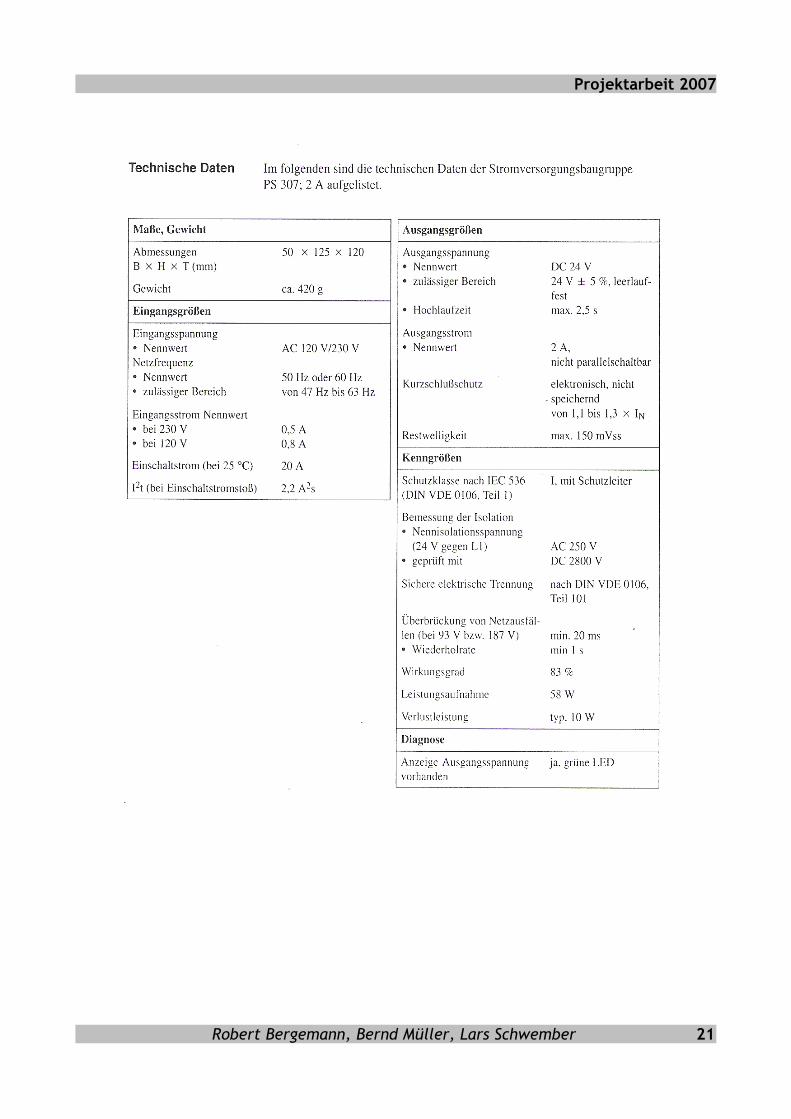
5.3.1 Stromversorgungsbaugruppe PS 307; 2A 1
1 FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation , S.2-3
Robert Bergemann, Bernd Müller, Lars Schwember 19
Projektarbeit 2007
20 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Robert Bergemann, Bernd Müller, Lars Schwember 21
Projektarbeit 2007
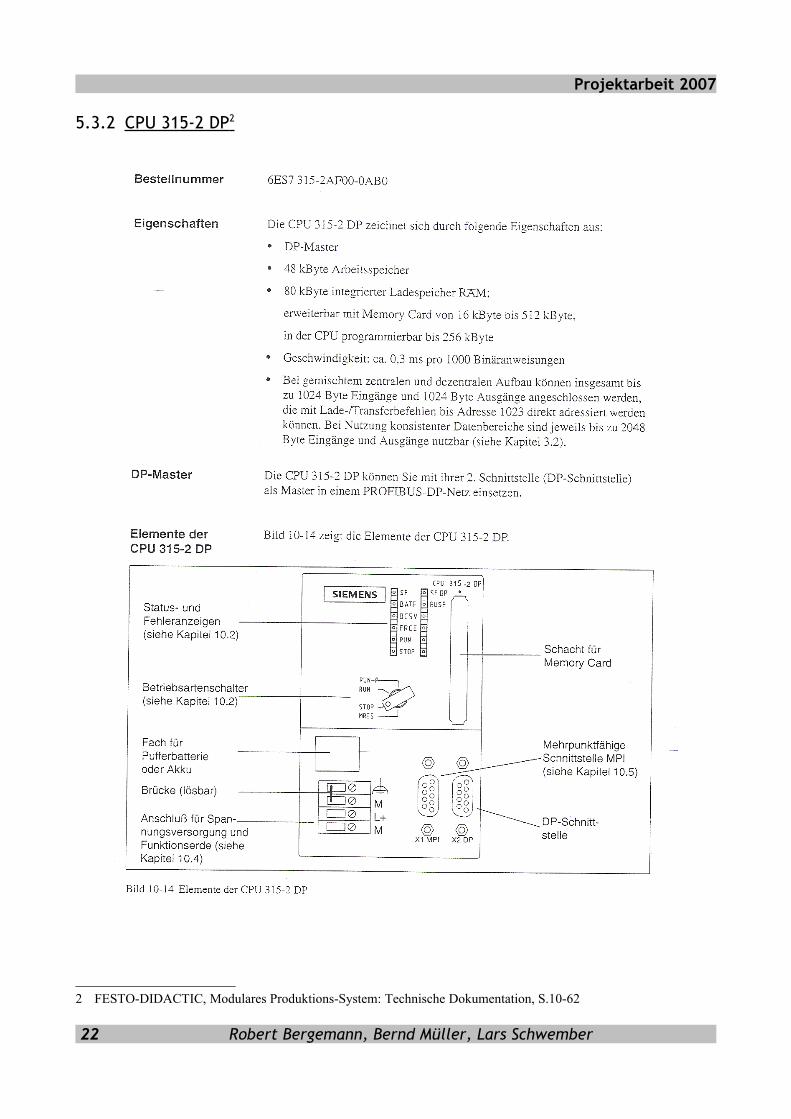
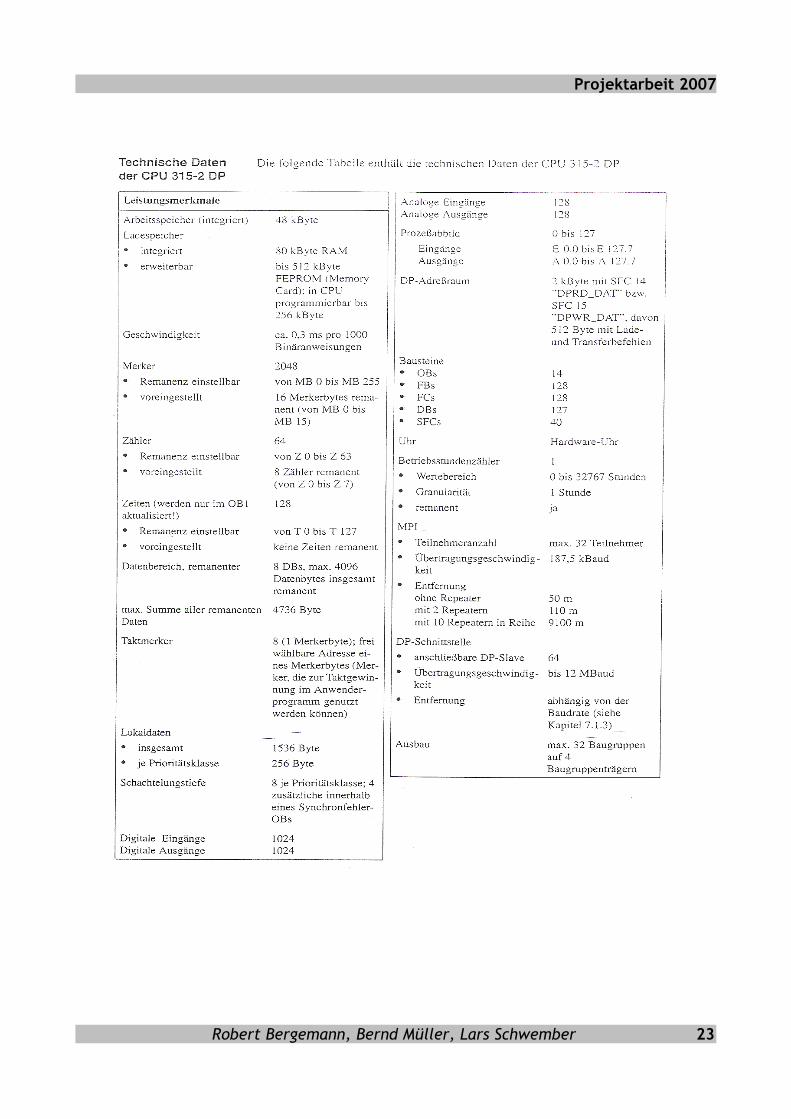
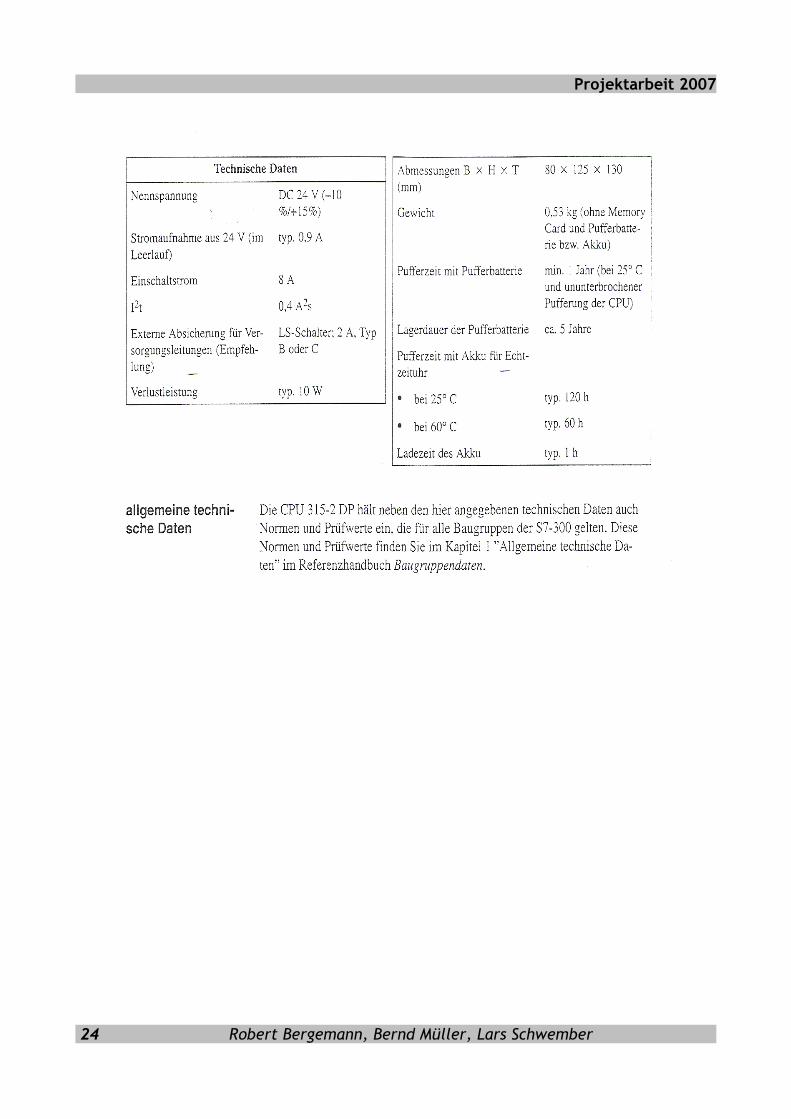
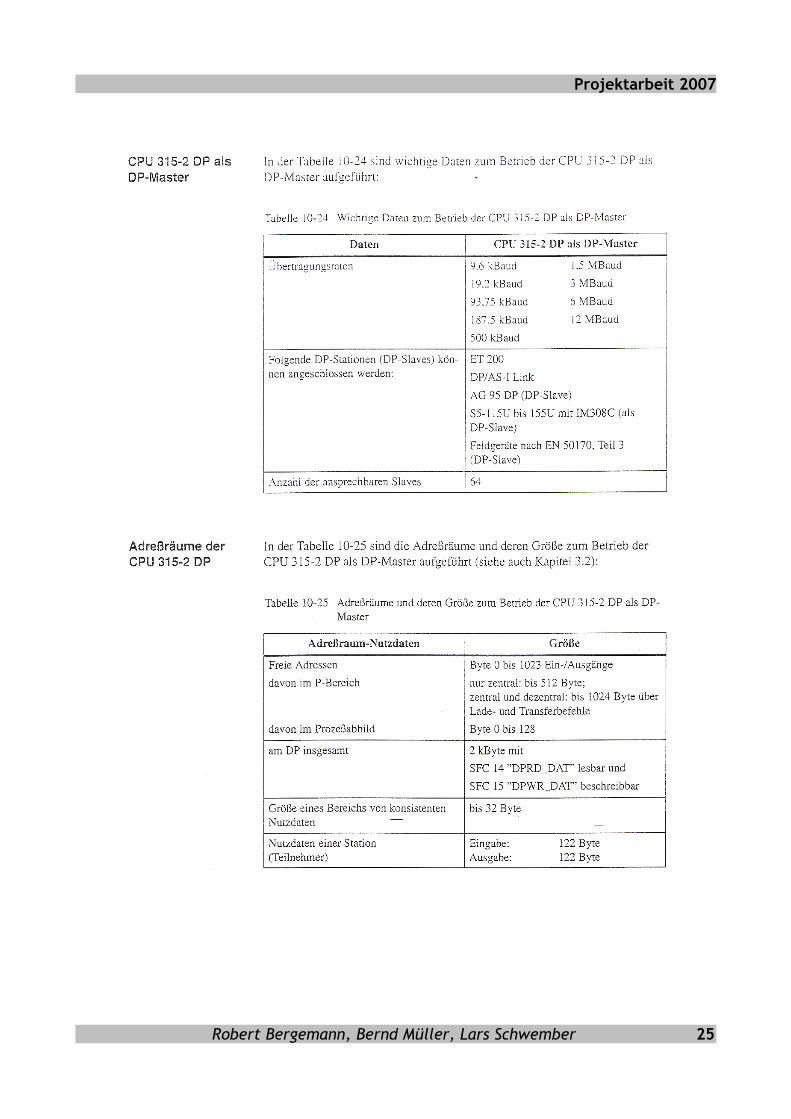
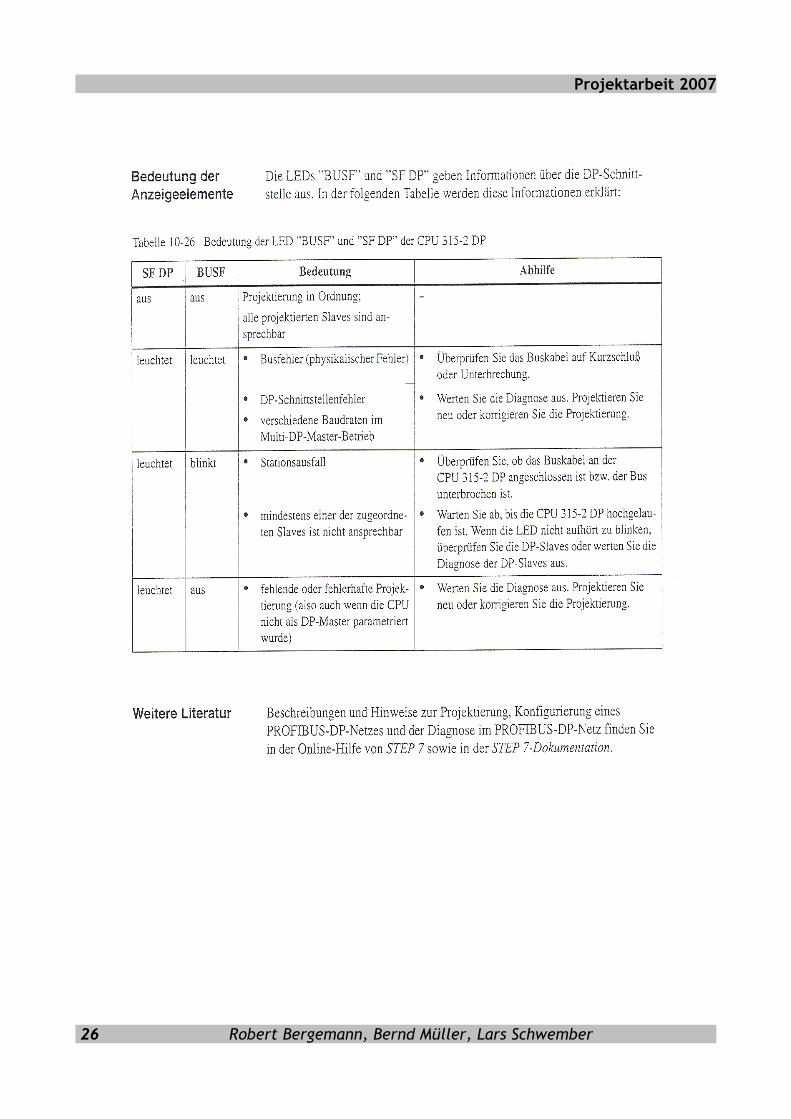
5.3.2 CPU 315-2 DP 2
2 FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation, S.10-62
22 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Robert Bergemann, Bernd Müller, Lars Schwember 23
Projektarbeit 2007
24 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Robert Bergemann, Bernd Müller, Lars Schwember 25
Projektarbeit 2007
26 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
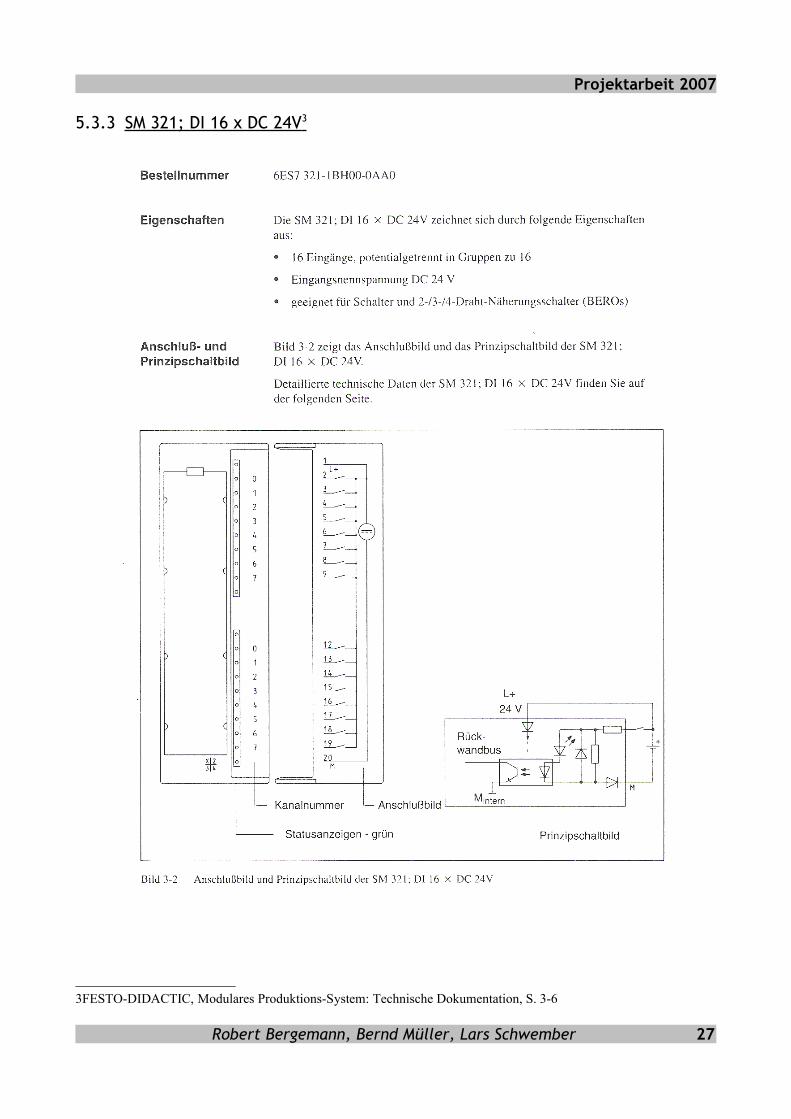
5.3.3 SM 321; DI 16 x DC 24V 3
3FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation, S. 3-6
Robert Bergemann, Bernd Müller, Lars Schwember 27
Projektarbeit 2007
28 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
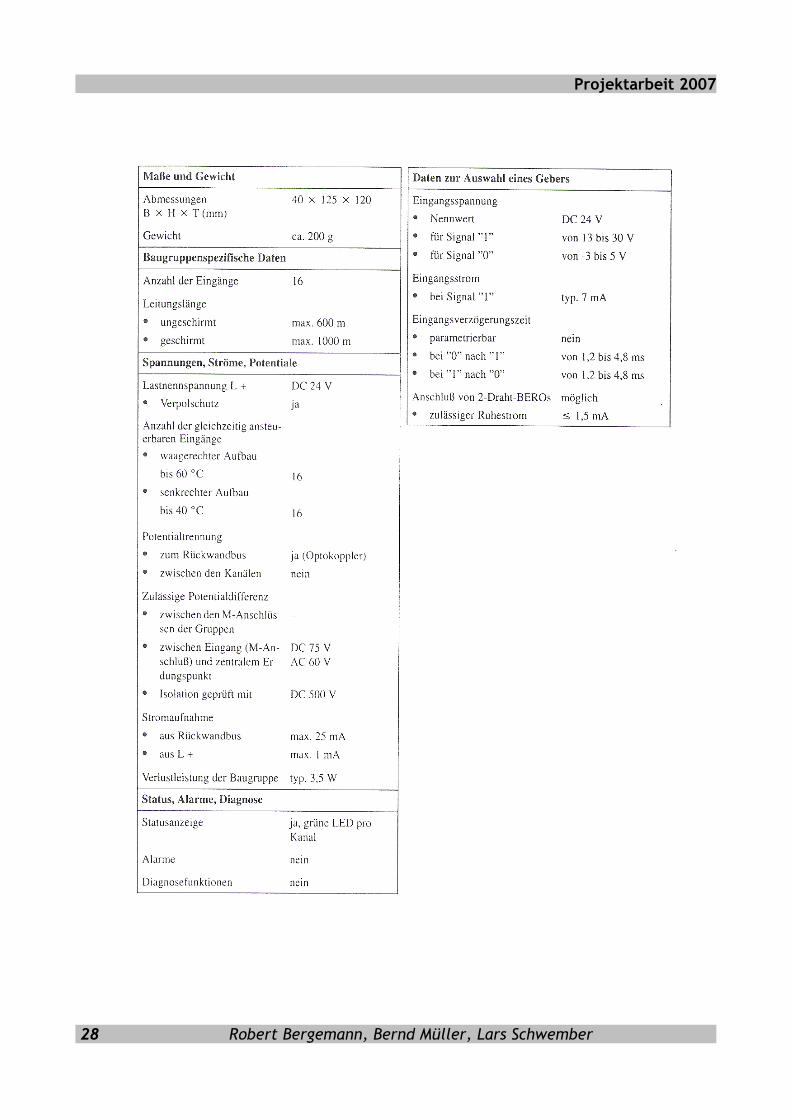
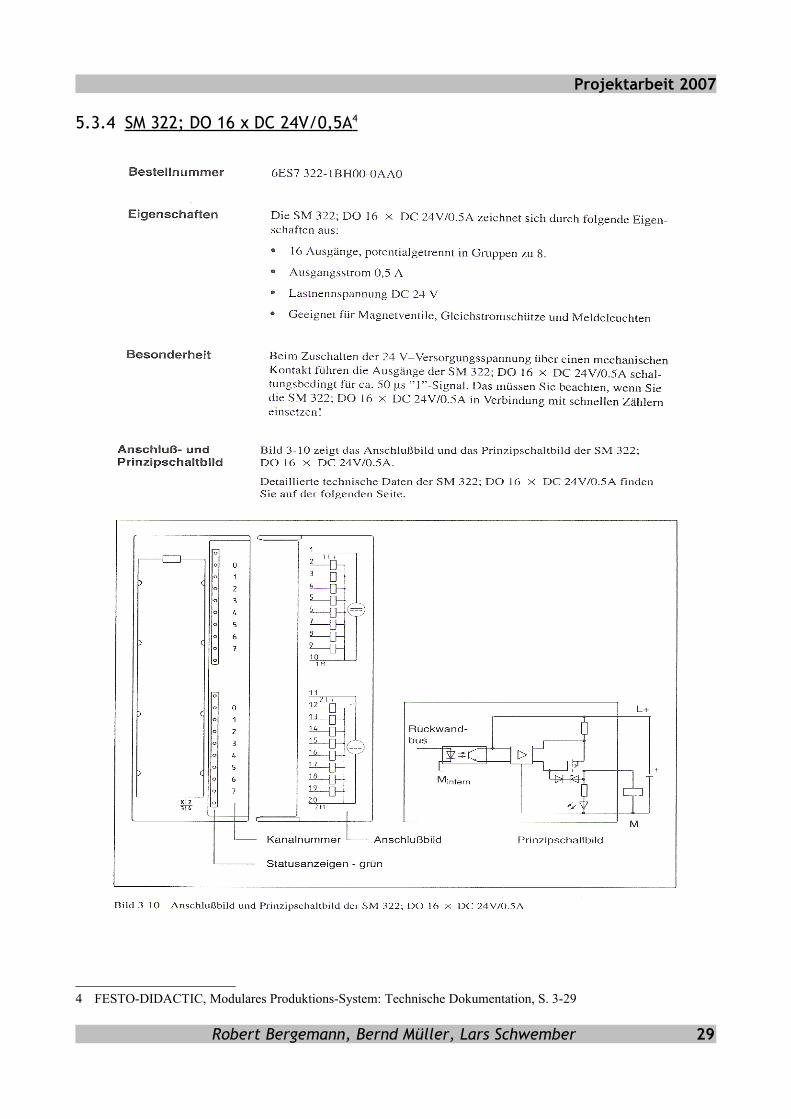
5.3.4 SM 322; DO 16 x DC 24V/0,5A 4
4 FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation, S. 3-29
Robert Bergemann, Bernd Müller, Lars Schwember 29
Projektarbeit 2007
30 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
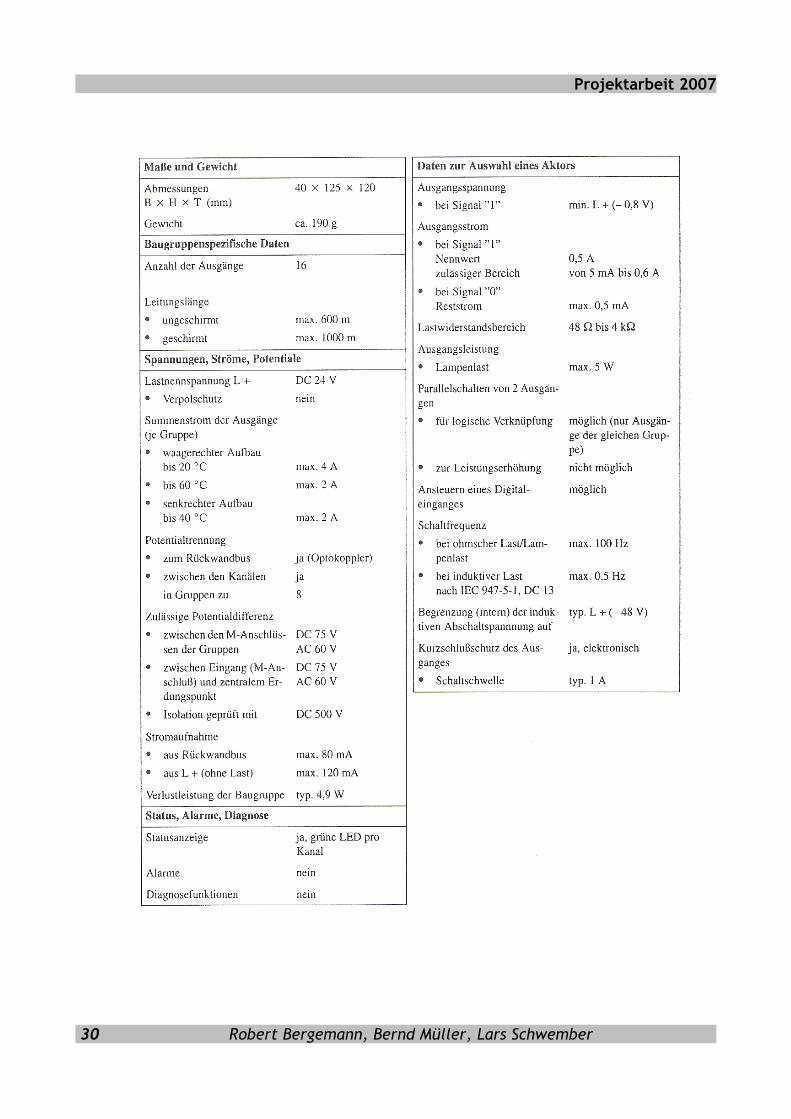
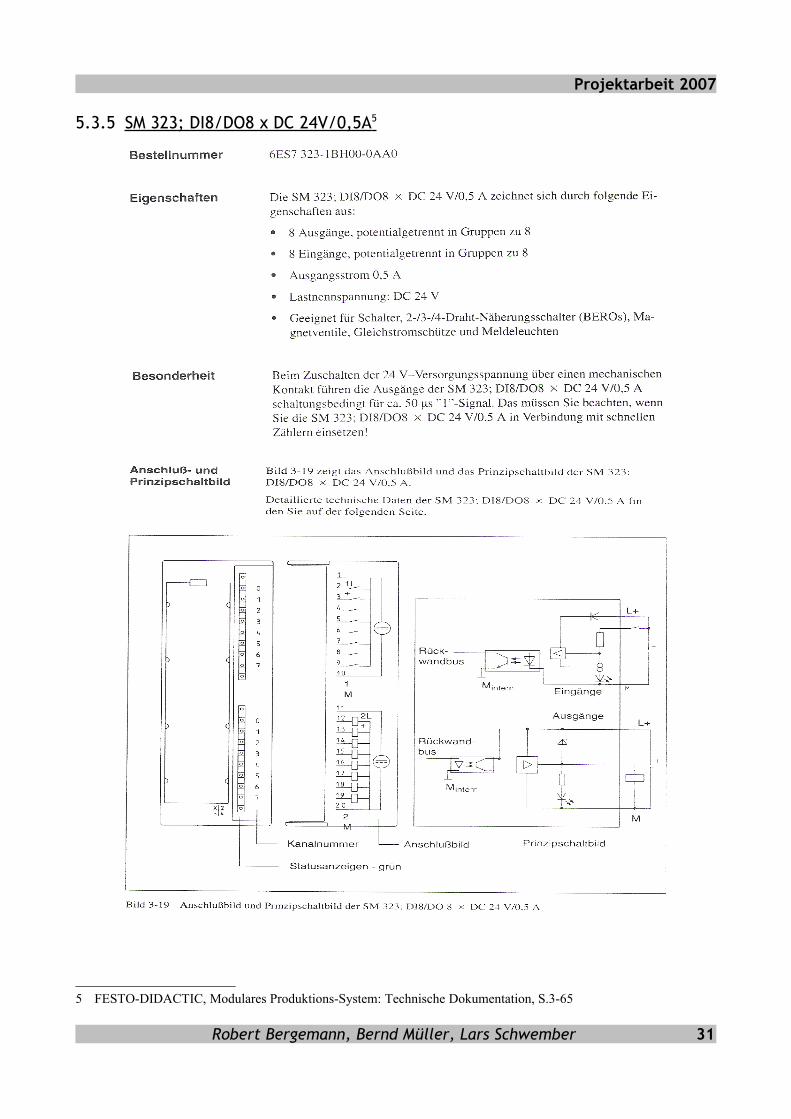
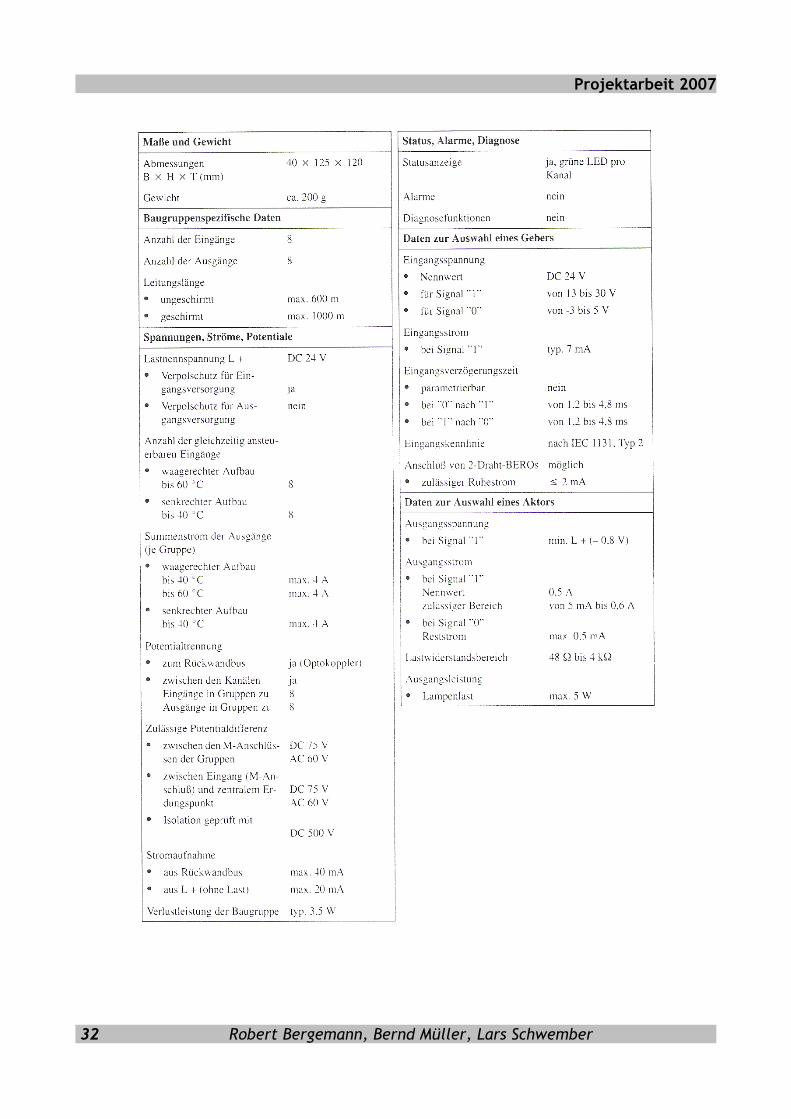
5.3.5 SM 323; DI8/DO8 x DC 24V/0,5A 5
5 FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation, S.3-65
Robert Bergemann, Bernd Müller, Lars Schwember 31
Projektarbeit 2007
32 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
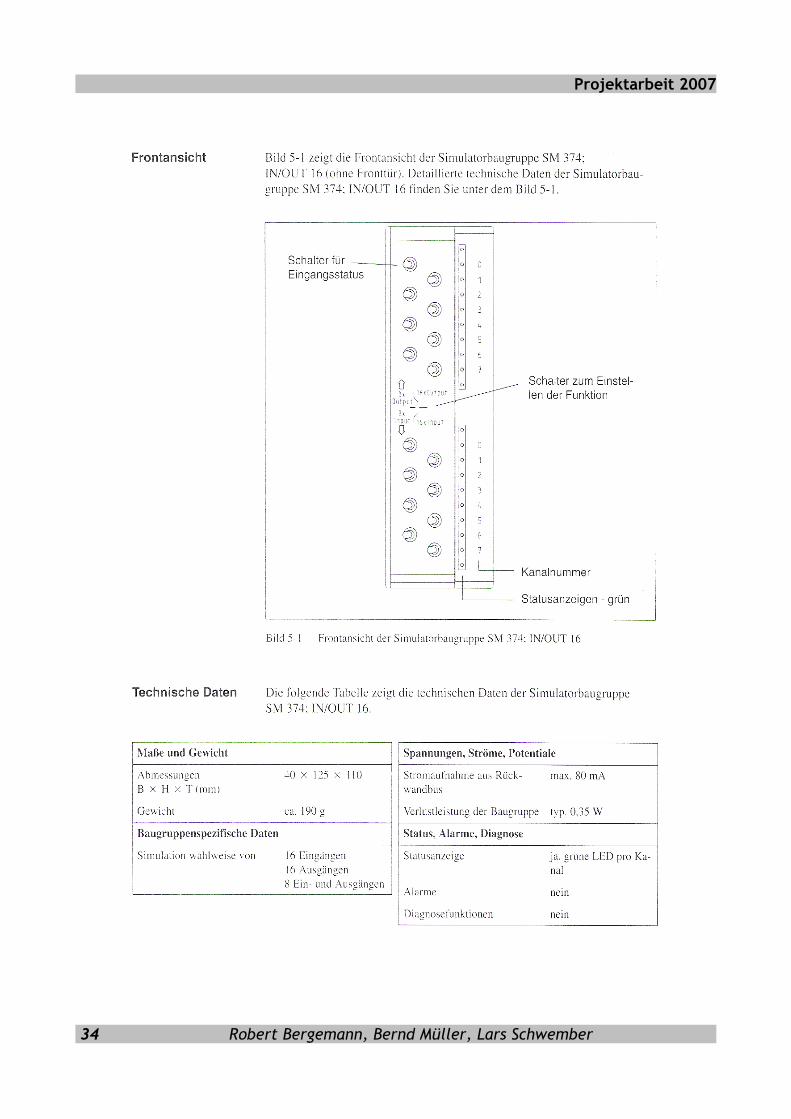
5.3.6 Simulatorbaugruppe SM 374; IN/OUT 16 6
6 FESTO-DIDACTIC, Modulares Produktions-System: Technische Dokumentation, S. 5-2
Robert Bergemann, Bernd Müller, Lars Schwember 33
Projektarbeit 2007
34 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
5.4 Hardwarekonfiguration Zu der Erstellung der Hardwarekonfiguration der Station im SPS-Programm, verwendeten wir die Dokumentation: „Handbuch Hardware konfigurieren mit Step 7“. Diese Dokumen-tation ist auf der mitgelieferten Software CD der Fa. SIEMENS vorhanden und erklärt ein-fach und in bildlichen Schritten den Ablauf zur Erstellung der Hardwarekonfiguration. Da wir diese Schritte abgearbeitet haben, um unsere Konfigurationen für die Programme zu erstellen, raten wir auf diese Dokumentation zurückzugreifen.
Robert Bergemann, Bernd Müller, Lars Schwember 35
Projektarbeit 2007
6 Inbetriebnahme der Stationen
6.1 Sicherheitshinweise
BITTE BEACHTEN!
Folgende Hinweise sollten Sie im Interesse Ihrer eigenen Sicherheit beachten:
ALLGEMEIN:
Beachten Sie die Angaben der Datenblätter zu den einzelnen Elementen, insbesondere auch alle Hinweise zur Sicherheit!
ELEKTROTECHNIK:
Herstellen bzw. abbauen von elektrischen Verbindungen nur in spannungslosem Zustand!
Verwenden Sie nur Kleinspannungen, maximal 24 Volt Gleichspannung. Schalterstellung des Netzteiles der S7-300 muss auf „AUS“ stehen, da eine
plötzliche Stromzufuhr das gespeicherte Programm in der CPU aktivieren könnte und den Tisch in einen undefinierten Zustand bringen könnte.
PNEUMATIK:
Überschreiten Sie nicht den zulässigen Druck von 8 bar (800kPa). Schalten Sie die Druckluft erst ein, wenn Sie alle Schlauchverbindungen
hergestellt und gesichert haben. Seine Sie beim Einschalten der Druckluft besonders vorsichtig. Zylinder können
selbsttätig aus- oder einfahren.
MECHANIK:
Montieren Sie alle Elemente fest auf der Platte. Greifen Sie nur im Stillstand in die Station.
36 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
6.2 Kabelverbindungen
6.2.1 FESTO-Station Tisch 3
Allgemein:
Den Stecker des Bedienpultes auf E/A-Terminal XMG2 am SPS-Board stecken. Be-dienpulte mit Belegung der Sonderfunktionstaste beachten.
E/A-Terminal XMA1 am mechanischen Aufbau der Station mittels grauen E/A-Ka-bels (beidseitig 24-polig) mit dem E/A-Terminal XMA2 am SPS-Board verbinden.
E/A-Terminal XMA3 am mechanischen Aufbau der Station mittels grauen E/A-Ka-bels (beidseitig 24-polig) mit dem E/A-Terminal XMA4 am SPS-Board verbinden.
Buskopplung:
Die Schnittstelle am Profibuseinschub der Steuerung (RS 485) mittels Profibuska-bel mit dem T-Stück am SPS-Board verbinden.
Die SPS-Board der einzelnen Stationen werden ebenfalls mittels Profibuskabel über das T-Stück als offene Kette miteinander verbunden.
6.2.2 FESTO-Station Tisch 4
Allgemein:
Den Stecker des Bedienpultes auf E/A-Terminal XMG2 am SPS-Board stecken. Be-dienpulte mit Belegung der Sonderfunktionstaste beachten.
E/A-Terminal XMA1 am mechanischen Aufbau der Station mittels grauen E/A-Ka-bels (beidseitig 24-polig) mit dem E/A-Terminal XMA2 am SPS-Board verbinden.
Buskopplung:
Die Schnittstelle am Profibuseinschub der Steuerung (RS 485) mittels Profibuska-bel mit dem T-Stück am SPS-Board verbinden.
Die SPS-Board der einzelnen Stationen werden ebenfalls mittels Profibuskabel über das T-Stück als offene Kette miteinander verbunden.
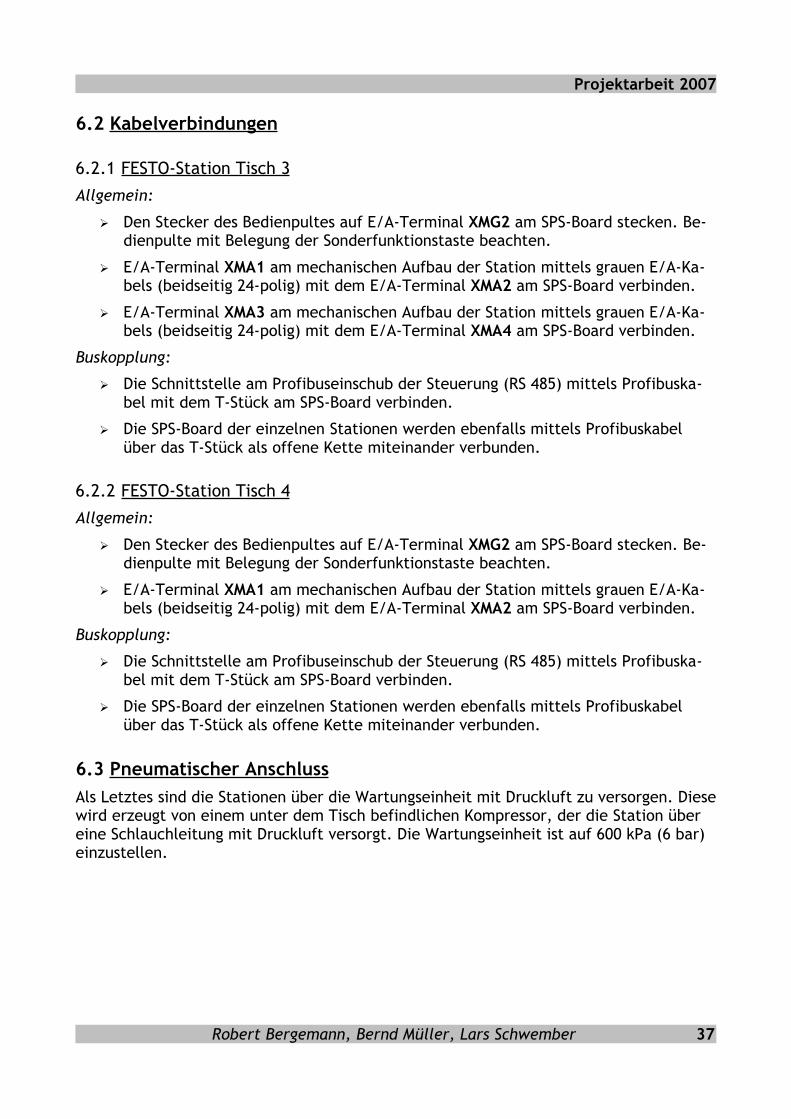
6.3 Pneumatischer Anschluss Als Letztes sind die Stationen über die Wartungseinheit mit Druckluft zu versorgen. Diese wird erzeugt von einem unter dem Tisch befindlichen Kompressor, der die Station über eine Schlauchleitung mit Druckluft versorgt. Die Wartungseinheit ist auf 600 kPa (6 bar) einzustellen.
Robert Bergemann, Bernd Müller, Lars Schwember 37
Projektarbeit 2007
Nachdem alle Kabelverbindungen und der Luftanschluss vorhanden sind, darf man das Netzgerät einschalten.
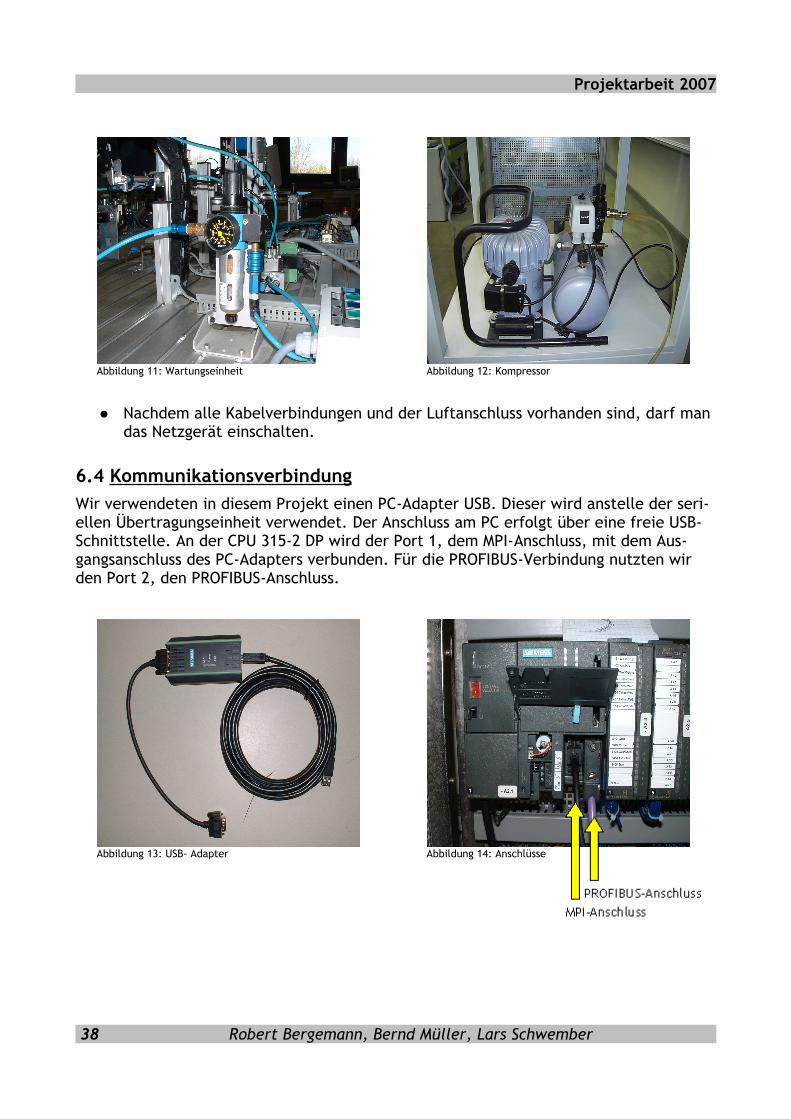
6.4 Kommunikationsverbindung Wir verwendeten in diesem Projekt einen PC-Adapter USB. Dieser wird anstelle der seri-ellen Übertragungseinheit verwendet. Der Anschluss am PC erfolgt über eine freie USB-Schnittstelle. An der CPU 315-2 DP wird der Port 1, dem MPI-Anschluss, mit dem Aus-gangsanschluss des PC-Adapters verbunden. Für die PROFIBUS-Verbindung nutzten wir den Port 2, den PROFIBUS-Anschluss.
38 Robert Bergemann, Bernd Müller, Lars Schwember
Abbildung 11: Wartungseinheit Abbildung 12: Kompressor
Abbildung 13: USB- Adapter Abbildung 14: Anschlüsse
Projektarbeit 2007
6.5 Bedienung der FESTO-Station Tisch 3 Zur Inbetriebnahme müssen folgende Punkte abgearbeitet werden:
1. Netzteil an der S7-300 Station auf „EIN“.
2. Wahlschalter an der CPU auf „RUN-P“ stellen.
3. Programm in die CPU übertragen.
4. „Not-Aus“-Schalter gegebenenfalls entriegeln und quittieren.
5. Bei leuchtender Taste „Richten“ diese betätigen und die Anlage fährt in die Grundstellung und die Lampe erlischt und die Lampe des „Start“-Tasters leuchtet.
6. Betätigen der „Start“-Taste schaltet die Anlage ein, der Programmablauf wird ge-startet und die Lampe des „Start“-Tasters erlischt.
7. Wahlschalter auf Automatik, um den automatischen Programmablauf durchzufüh-ren.
8. Wahlschalter auf Hand, um durch Betätigen des „Handschritt“-Tasters jeden ein-zelnen Arbeitsschritt abzurufen und durchzuführen.
9. Mit Betätigen des „Stop“-Tasters geht das Automatikprogramm in ein so genann-tes Stoppprogramm. Dieses wird signalisiert durch das Blinken der „Start“-Taster-lampe. Sind alle Arbeitsschritte abgearbeitet, schaltet sich die Anlage ab.
10.Jederzeit kann der Automatikbetrieb in den Handbetrieb umgestellt werden und wieder zurück.
11.Die Anlage wird durch Betätigen des „Not-Aus“-Schalters sofort gestoppt.
6.6 Bedienung der FESTO-Station Tisch 4 Zur Inbetriebnahme müssen folgende Punkte abgearbeitet werden:
1. Netzteil an der S7-300 Station auf „EIN“.
2. Wahlschalter an der CPU auf „RUN-P“ stellen.
3. Programm in die CPU übertragen.
4. „Not-Aus“-Schalter gegebenenfalls entriegeln und quittieren.
5. Bei leuchtender Taste „Richten“ diese betätigen und die Anlage fährt in die Grundstellung. Danach erlischt die „Richten“-Lampe und die Lampe des „Start“-Tasters leuchtet auf.
6. Betätigen der „Start“-Taste schaltet die Anlage ein, der Programmablauf wird ge-startet und die Lampe des „Start“-Tasters erlischt.
7. Wahlschalter auf Automatik, um den automatischen Programmablauf durchzufüh-ren.
8. Wahlschalter auf Hand, um durch Betätigen des „Start“-Tasters jeden einzelnen Arbeitsschritt abzurufen und durchzuführen.
Robert Bergemann, Bernd Müller, Lars Schwember 39
Projektarbeit 2007
9. Mit Betätigen des „Stop“-Tasters geht das Automatikprogramm in ein so genann-tes Stoppprogramm. Dieses wird signalisiert durch das Blinken der „Start“-Taster-lampe. Sind alle Arbeitsschritte abgearbeitet, schaltet sich die Anlage ab.
10.Jederzeit kann der Automatikbetrieb in den Handbetrieb umgestellt werden und wieder zurück.
11.Die Anlage wird durch Betätigen des „Not-Aus“-Schalters sofort gestoppt.
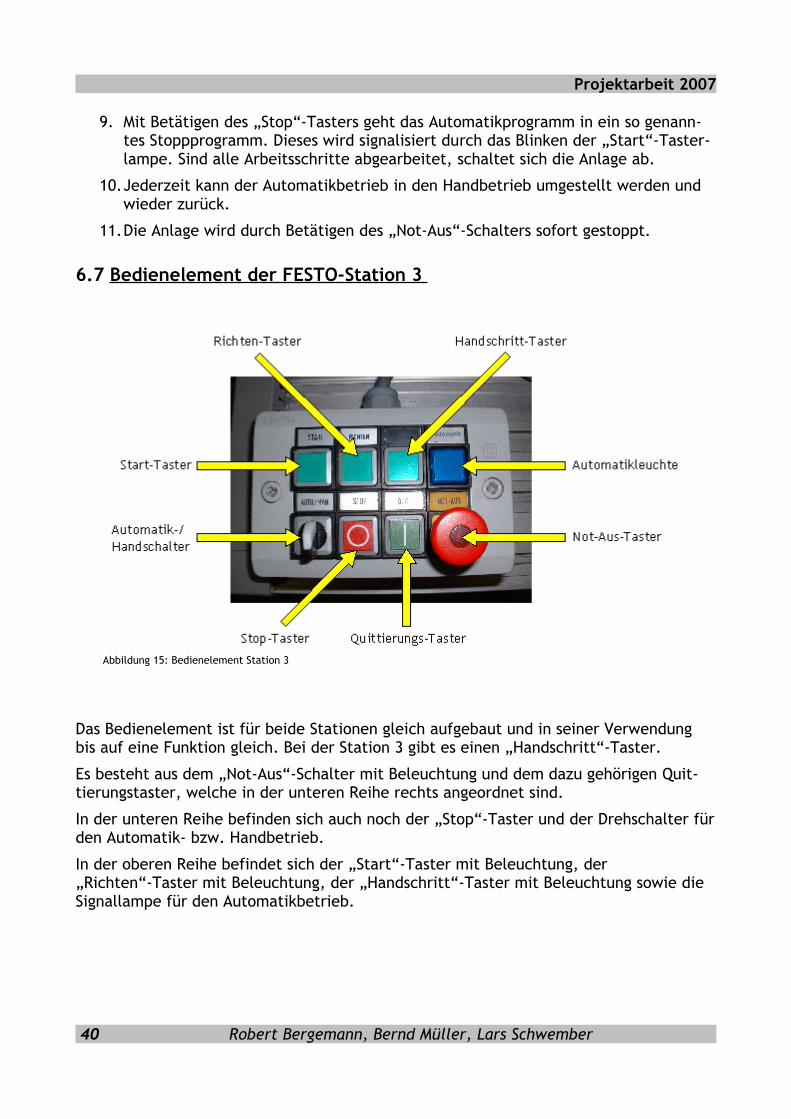
6.7 Bedienelement der FESTO-Station 3
Das Bedienelement ist für beide Stationen gleich aufgebaut und in seiner Verwendung bis auf eine Funktion gleich. Bei der Station 3 gibt es einen „Handschritt“-Taster.
Es besteht aus dem „Not-Aus“-Schalter mit Beleuchtung und dem dazu gehörigen Quit-tierungstaster, welche in der unteren Reihe rechts angeordnet sind.
In der unteren Reihe befinden sich auch noch der „Stop“-Taster und der Drehschalter für den Automatik- bzw. Handbetrieb.
In der oberen Reihe befindet sich der „Start“-Taster mit Beleuchtung, der „Richten“-Taster mit Beleuchtung, der „Handschritt“-Taster mit Beleuchtung sowie die Signallampe für den Automatikbetrieb.
40 Robert Bergemann, Bernd Müller, Lars Schwember
Abbildung 15: Bedienelement Station 3
Projektarbeit 2007
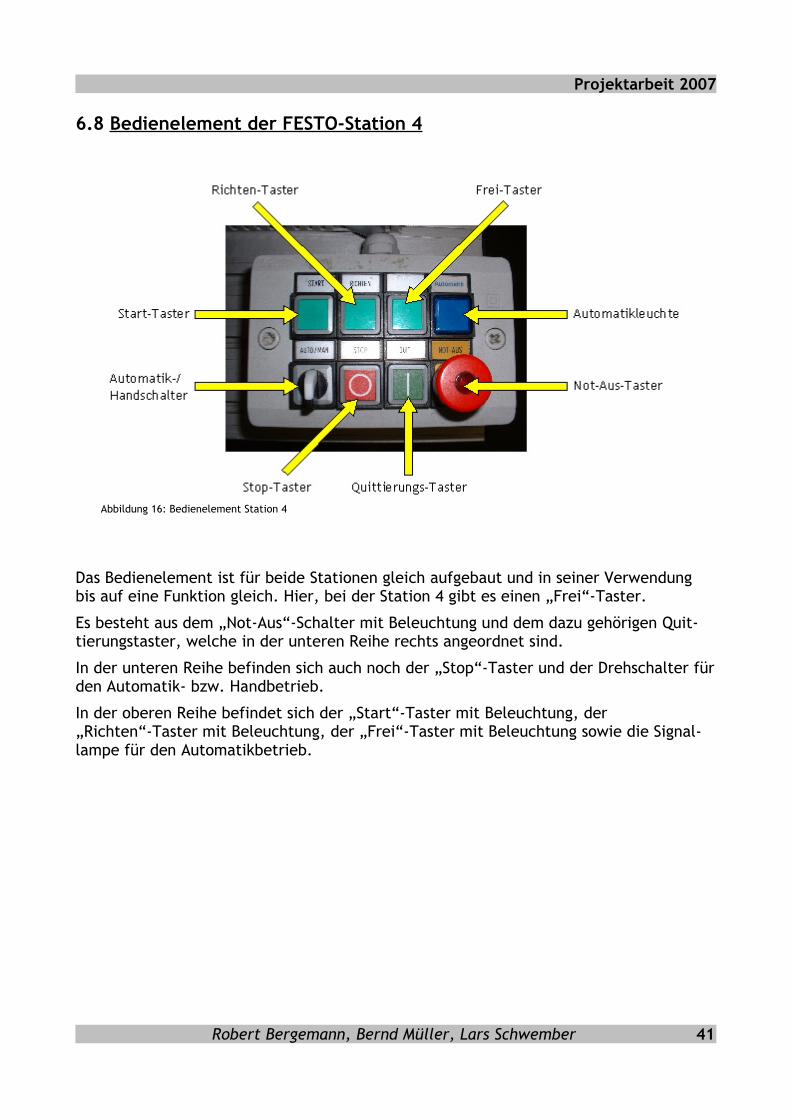
6.8 Bedienelement der FESTO-Station 4
Das Bedienelement ist für beide Stationen gleich aufgebaut und in seiner Verwendung bis auf eine Funktion gleich. Hier, bei der Station 4 gibt es einen „Frei“-Taster.
Es besteht aus dem „Not-Aus“-Schalter mit Beleuchtung und dem dazu gehörigen Quit-tierungstaster, welche in der unteren Reihe rechts angeordnet sind.
In der unteren Reihe befinden sich auch noch der „Stop“-Taster und der Drehschalter für den Automatik- bzw. Handbetrieb.
In der oberen Reihe befindet sich der „Start“-Taster mit Beleuchtung, der „Richten“-Taster mit Beleuchtung, der „Frei“-Taster mit Beleuchtung sowie die Signal-lampe für den Automatikbetrieb.
Robert Bergemann, Bernd Müller, Lars Schwember 41
Abbildung 16: Bedienelement Station 4
Projektarbeit 2007
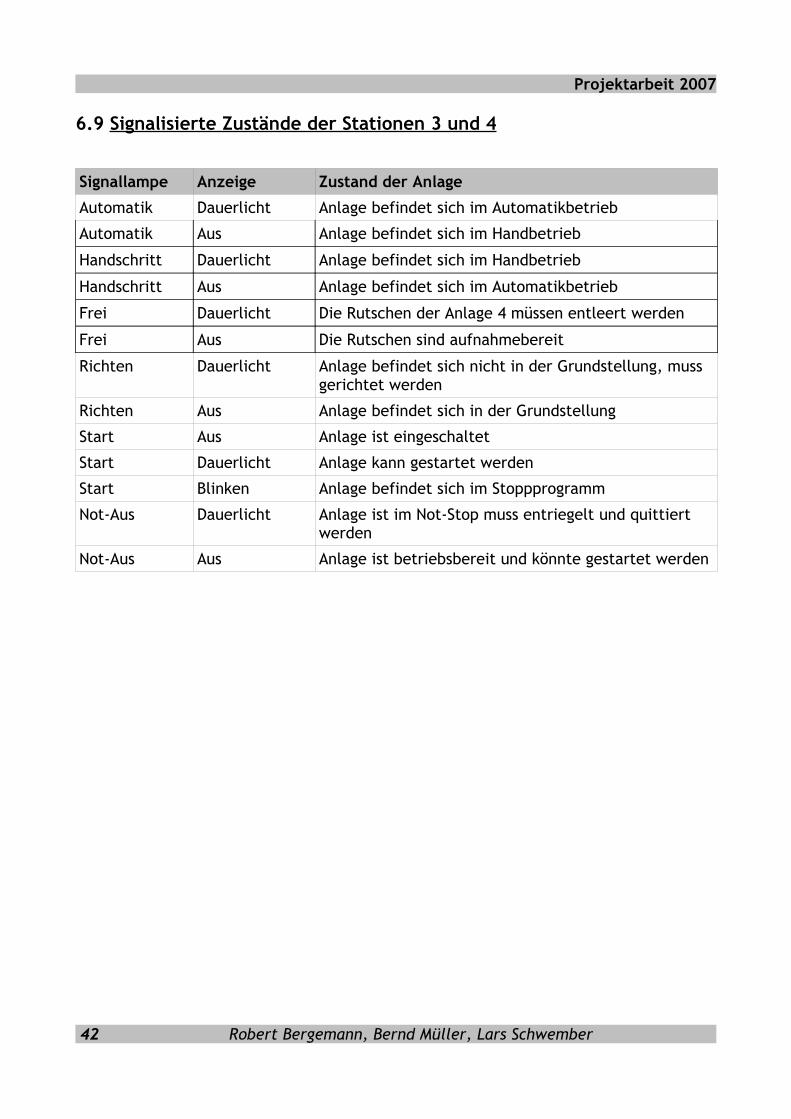
6.9 Signalisierte Zustände der Stationen 3 und 4
Signallampe Anzeige Zustand der Anlage
Automatik Dauerlicht Anlage befindet sich im Automatikbetrieb
Automatik Aus Anlage befindet sich im Handbetrieb
Handschritt Dauerlicht Anlage befindet sich im Handbetrieb
Handschritt Aus Anlage befindet sich im Automatikbetrieb
Frei Dauerlicht Die Rutschen der Anlage 4 müssen entleert werden
Frei Aus Die Rutschen sind aufnahmebereit
Richten Dauerlicht Anlage befindet sich nicht in der Grundstellung, muss gerichtet werden
Richten Aus Anlage befindet sich in der Grundstellung
Start Aus Anlage ist eingeschaltet
Start Dauerlicht Anlage kann gestartet werden
Start Blinken Anlage befindet sich im Stoppprogramm
Not-Aus Dauerlicht Anlage ist im Not-Stop muss entriegelt und quittiert werden
Not-Aus Aus Anlage ist betriebsbereit und könnte gestartet werden
42 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
7 Programmierung Stationen 3 und 4
7.1 Software Wir verwendeten für dieses Projekt die Softwarekomponenten der Fa. SIEMENS AG, wel-che uns die Schule zur Verfügung stellte.
Installiert haben wir folgende Programme:
SIMATIC Step-7 Version 5.1
SIMATIC Step-7 Graph Version 5.1
SIMATIC Step-7 PLCSIM
SIMATIC PC-Adapter USB
7.2 Programmablauf Station 3 Für die Realisierung des Programmablaufes der Station „Bearbeiten“, programmierten wir in der Variante FUP (Funktionsablaufplan). Wir programmierten jeden Arbeitsschritt in einen einzelnen FC. FC bedeutet Funktion. Ein FC ist ein Codebaustein "ohne Gedächt-nis", dies bedeutet er speichert keine Daten. In diesem Programm gibt es 9 FC´s, welche wir nachfolgend erläutern. Für den Datentransfer benötigten wir einen globalen Daten-baustein. Dieser wurde durch den FB 1 erstellt und in diesem Funktionsbaustein pro-grammierten wir die Befehle zum Verschieben der Werte im Datenbaustein.
Kurze Begriffserläuterung
Statusmerker: sind Merker, die ein Zustand der Anlage definieren
Aktionsmerker: sind Merker, die die Anlage zu einer direkten Funktion führen
...Merker_flag: sind Merker, die den nächsten Arbeitsschritt für die nachfolgende Station freischalten
7.2.1 FC 1 Grundfunktionen
Dieser FC steuert die Grundfunktionen der Anlage, wie Start, Stopp, Automatik, Richten und Handsteuerung. Ebenso wurden hier die Betriebsleuchten programmiert.
1. Netzwerk: Anlage Ein-/Ausschalten
Im 1.Netzwerk erstellten wir einen Betriebsmerker. Dieser wird nur gesetzt, wenn die Anlage sich in der Grundstellung befindet und der Starttaster betätigt wird. Er wird benötigt, um ein Stoppprogramm zu ermöglichen.
2. Netzwerk: Automatikbetrieb
Hier wurden die Voraussetzungen für den Automatikbetrieb in einem Merker definiert. Der Automatikbetrieb kann nur gestartet werden, wenn sich die Anlage in der Grund-stellung befindet, der Hand/Automatikschalter auf Automatik steht und alle Störun-gen („Not-Aus“) quittiert sind.
Robert Bergemann, Bernd Müller, Lars Schwember 43
Projektarbeit 2007
3. Netzwerk: Handbetrieb
Der Handbetrieb wird in diesem Netzwerk programmiert. Steht der Hand-/Automatik-schalter in Position Hand und der Starttaster wird betätigt, wird die Anlage im Hand-betrieb gestartet.
4. Netzwerk: Stopbetrieb
Das Netzwerk 4 definiert den Stopbetrieb. Wird der Betriebsmerker zurückgesetzt, während sich die Anlage im Automatikbetrieb befindet, so wird ein Stopbetrieb-Mer-ker gesetzt, welcher ein Stoppprogramm aktiviert. Diese bedeutet, dass alle in der Anlage befindlichen Teile abgearbeitet werden und dann die Anlage sich abschaltet. Dadurch wird der Unterschied zum „Not-Aus“ ersichtlich. Ein Betätigen des „Not-Aus“ würde ein sofortiges Abschalten der Anlage bedeuten.
5. Netzwerk: Richtbetrieb
Sollte sich die Anlage nicht in der Grundstellung befinden, so wird sie mit dem Betäti-gen des „Richten“-Tasters in die Grundstellung gefahren.
6. Netzwerk: Grundstellung definieren
Grundstellung bedeutet für diese Anlage, dass der Sensor des Drehtisches, der hintere Sensor des Spannzylinders (entspannt), der obere Sensor des Prüfzylinders und der Sensor des Übergabearms für die Seite des Transportbandes angesteuert sind. Diese Sensoren sind alle Low-aktiv und haben im Ruhezustand den Pegelzustand 1.
7. Netzwerk: Lampe Grundstellung
Damit ist die Signallampe des „Richten“-Tasters gemeint. Die Lampe blinkt, wenn die Anlage ausgeschaltet ist und sich nicht in der Grundstellung befindet. Wir verwende-ten den Systemtaktgeber als Taktmerker M100.5, um das Blinken zu erzeugen.
8. Netzwerk: Betriebsleuchte
Die Betriebsleuchte ist die Lampe des Starttasters. Sie leuchtet, wenn die Anlage aus-geschaltet ist und eingeschaltet werden kann. Blinkt die Lampe, ist die Anlage im Stoppprogramm.
9. Netzwerk: Lampe Automatikbetrieb
Diese Lampe leuchtet, wenn sich die Anlage im Automatikbetrieb befindet.
10. Netzwerk: Lampe Handbetrieb
Damit ist die Signallampe des „Handbetrieb“-Tasters gemeint. Diese Lampe leuchtet, wenn sich die Anlage im Handbetrieb befindet.
7.2.2 FC 2 Drehtisch-Steuerung
Der FC 2 beinhaltet das Starten und Stoppen des Drehtisches.
3. Netzwerk: Statusmerker Drehtisch zurücksetzen
In diesem Netzwerk wird der Statusmerker „drehen_beendet“ zurückgesetzt. Wenn ein Aktionsmerker anspricht, wie zum Beispiel: „bohren_aktiv“, wird durch den Mer-ker das Drehen des Tisches beendet und verriegelt.
44 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
4. Netzwerk: Drehtisch stoppen
Liefert der Sensor für die Drehtisch-Position ein Signal, wird der Tisch angehalten und gleichzeitig ein Merker gesetzt, der die einzelnen Arbeitsstationen darüber infor-miert, dass sie anfangen können ihr Werkstück zu bearbeiten. Voraussetzung dafür ist, diese Stationen haben ein Werkstück übergeben bekommen.
5. Netzwerk: Drehtisch starten
Wird mindestens ein Arbeitsschritt als beendet markiert und alle Arbeitsstationen be-finden sich in ihrer Grundstellung, so dreht der Tisch eine Vierteldrehung weiter.
6. Netzwerk: Motor Ansteuerung
Dieses Netzwerk steuert den Ausgang für den Drehtischmotor an.
7.2.3 FC 3 Übernahme-Steuerung
In diesen FC wird der Arbeitsschritt Übernahme überwacht und abgearbeitet.
1. Netzwerk: Statusmerker „Übernahme_beendet“ zurücksetzen
Dieser Statusmerker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch zurückgesetzt.
2. Netzwerk: Merker „Übernahme_flag“ zurücksetzen
Dieses Merker_flag wird benutzt, um die Bohrstation, nach Beendigung der folgenden Drehung des Drehtisches, zu aktivieren. Er wird durch die Bohrstation wieder zurück-gesetzt.
3. Netzwerk: Übernahme abschließen (nur im Automatikbetrieb)
Nachdem die Übernahme abgeschlossen ist, werden die Statusmerker entsprechend ihrer Bedeutung gesetzt bzw. zurückgesetzt. Wir verwendeten hier einen Timer um eine gewisse Sicherheitsverzögerung zu erreichen, bevor der nächste Arbeitsschritt beginnt.
4. Netzwerk: Übernahme abschließen (nur im Handbetrieb)
Da es im Handbetrieb keinen Zustand „Übernahme_aktiv“ gibt, werden sofort nach dem Erhalt eines neuen Werkstückes und Betätigen des „Hand“-Tasters, die entspre-chenden Statusmerker und Merker_flag gesetzt.
5. Netzwerk: Übernahme starten (nur im Automatikbetrieb)
Die Übernahme wird durch Auflegen eines Werkstückes aktiviert. Hier liefert der opti-sche Näherungsschalter ein entsprechendes Signal.
6. Netzwerk: Übernahme starten (nur im Handbetrieb)
Die Übernahme wird durch Auflegen eines Werkstückes und das Betätigen des „Hand“-Tasters aktiviert. Da das Auftreten der positiven Signalflanke des Näherungs-schalters und das Betätigen des „Hand“-Tasters in der Regel zu unterschiedlichen Zei-ten stattfindet, wird die Flanke solange im Statusmerker „Übernahme_belegt“ gespei-chert, bis das neue Werkstück übernommen wurde.
Robert Bergemann, Bernd Müller, Lars Schwember 45
Projektarbeit 2007
7.2.4 FC 4 Bohrmaschinen-Steuerung
Der FC 4 steuert alle notwendigen Arbeitsschritt der Bohrmaschine und des Spannzylin-ders.
1. Netzwerk: Statusmerker „Bohren_beendet“ zurücksetzen
Dieser Statusmerker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch wieder zurückgesetzt.
2. Netzwerk: Statusmerker „Werkstück-Übernahme“ zurücksetzen
Der „bohren_flag“-Merker wird benutzt, um die Prüfstation, nach Beendigung der fol-genden Drehung des Drehtisches, zu aktivieren.
3. Netzwerk: Bohren abschließen
Nachdem der Bohrvorgang abgeschlossen ist, werden alle Statusmerker entsprechend ihrer Bedeutung zurückgesetzt bzw. gesetzt.
4. Netzwerk: Werkstück entspannen
Nach dem Abschalten des Bohrmotors und Ablauf einer Sicherheitsverzögerung wird der Aktionsmerker „stp_teil_entspannen“ gesetzt.
5. Netzwerk: Motor Bohrmaschine aus
In diesem Netzwerk setzen die Statusmerker den Aktionsmerker „stp_motor_aus“.
6. Netzwerk: Bohrmaschine hoch
Hier wird der Aktionsmerker stp_bohrer_hoch“ gesetzt. Voraussetzung dafür ist das die Schritte Bohren aktiv, Bohrer runter und der Sensor Bohrer unten gesetzt sind.
7. Netzwerk: Bohrmaschine runter
Nach der Aktivierung des Bohrmaschinenmotors und den Ablauf einer Sicherheitsver-zögerung wird der Aktionsmerker „stp_bohrer_runter“ gesetzt.
8. Netzwerk: Motor Bohrmaschine an
Ist das Werkstück eingespannt und der Aktionsmerker „bohren_aktiv“ gesetzt ist, wird der Motor der Bohrmaschine angesteuert und diese aktiviert.
9. Netzwerk: Werkstück einspannen
Wurde „bohren_aktiv“ gesetzt, läuft eine Sicherheitsverzögerung ab und danach wird das Werkstück eingespannt.
10. Netzwerk: Bohren starten
Der Bohrvorgang wird gestartet, wenn eine Tischdrehung beendet ist und der „über-nahme_flag“-Merker gesetzt wurde.
11. Netzwerk: Werkstück spannen/entspannen
Steuert den Spannzylinder entsprechend der gesetzten Aktionsmerker.
12. Netzwerk: Motor Bohrmaschine an/aus
Steuert den Motor der Bohrmaschine entsprechend der gesetzten Aktionsmerker.
46 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
7.2.5 FC 5 Prüfvorgang
Dieser FC ist zuständig für den Arbeitsschritt Prüfen. Er steuert und überwacht den Prüf-zylinder und die dazu notwendigen Arbeitsschritte.
1. Netzwerk: Statusmerker „prüfen_beendet zurücksetzen
Dieser Statusmerker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch wieder zurückgesetzt.
2. Netzwerk: Statusmerker „Werkstück-Übergabe“ zurücksetzen
Der „prüfen_flag“-Merker wird benutzt, um die Übergabestation, nach Beendigung der folgenden Drehung des Tisches, zu aktivieren. Er wird durch die Übergabestation wie-der zurückgesetzt.
3. Netzwerk: Prüfvorgang abschließen
Nachdem der Prüfvorgang abgeschlossen ist, werden alle Statusmerker entsprechend ihrer Bedeutung gesetzt bzw. zurückgesetzt.
4. Netzwerk: Prüfstempel hoch
Ist der Merker „prüfen_aktiv“ und der Sensor meldet, das der Prüfstempel sich in der unteren Endlage befindet, so wird der Aktionsmerker „stp_stempel_hoch“ gesetzt.
5. Netzwerk: Prüfstempel runter
Ist der Merker „prüfen_aktiv“ und der Sensor meldet, das der Prüfstempel sich in der oberen Endlage befindet, so wird der Aktionsmerker „stp_stempel_runter“ gesetzt.
6. Netzwerk: Prüfen starten
Der Prüfvorgang wird gestartet, wenn eine Tischdrehung beendet und der „bohren_flag“-Merker gesetzt ist.
7. Netzwerk: Prüfstempel runter/hoch
Steuert den Prüfstempel entsprechend der gesetzten Statusmerker.
7.2.6 FC 6 Übergabe-Steuerung
Dieser FC steuert die Übergabe eines bearbeiteten Werkstückes an die Station 4. Er beinhaltet die Steuerung des Transportarms und das Ansaugen des Werkstückes.
1. Netzwerk: Statusmerker „Übergabe beendet“ zurücksetzen
Dieser Statusmerker wird benutzt, um den Werkstückzähler zurück zu setzen. Er setzt sich selber mit dem nächsten Programmzyklus zurück.
2. Netzwerk: Übergabe abschließen
Nachdem die Übergabe abgeschlossen ist, werden alle Statusmerker entsprechend ih-rer Bedeutung gesetzt bzw. zurückgesetzt.
3. Netzwerk: Werkstück ablegen
Dieses Netzwerk dient zum Abarbeiten der Voraussetzungen für den Aktionsmerker „stp_teil_ablegen“.
Robert Bergemann, Bernd Müller, Lars Schwember 47
Projektarbeit 2007
4. Netzwerk: Vorbereitung Arm zum Band schwenken
Dieses Netzwerk dient zum Abarbeiten der Voraussetzungen für den Aktionsmerker „stp_arm_zum_band“.
5. Netzwerk: Vorbereitung Werkstück ansaugen
Dieses Netzwerk dient zum Abarbeiten der Voraussetzungen für den Aktionsmerker „stp_teil_ansaugen“.
6. Netzwerk: Vorbereitung Arm zum Drehtisch schwenken
Dieses Netzwerk dient zum Abarbeiten der Voraussetzungen für den Aktionsmerker „stp_arm_zum_tisch“.
7. Netzwerk: Übergabe starten
Die Übergabe wird gestartet, wenn eine Tischdrehung beendet und der „prüfen_flag“-Merker gesetzt ist.
8. Netzwerk: Werkstück ansaugen
Steuert den Sauger entsprechend der gesetzten Statusmerker.
9. Netzwerk: Arm zum Band schwenken
Steuert das Schwenken des Transportarms zum Förderband, entsprechend der gesetz-ten Statusmerker.
10. Netzwerk: Arm zum Drehtisch schwenken
Steuert das Schwenken des Transportarms zum Drehtisch, entsprechend der gesetzten Statusmerker.
7.2.7 FC 7 Werkstückzähler
Dieser FC zählt die Werkstücke, die sich derzeitig in der Anlage befinden.
1. Netzwerk: Zähler der Werkstücke
Der Zähler wird um „1“ erhöht, wenn ein neues Werkstück übernommen wurde. Er verringert sich um „1“, wenn ein bearbeitetes Werkstück übergeben wurde. Der Sta-tusmerker „anlage_frei“ signalisiert, dass sich kein Werkstück in der Anlage befindet.
7.2.8 FC 8 Reset
Im FC 8 wird erreicht, das die Anlage einen definierten Grundzustand einnehmen kann.
1. Netzwerk: Reset
Setzt alle verwendeten Status- und Aktionsmerker zurück. Dadurch wird ein definier-ter Grundzustand der Anlage erreicht.
7.2.9 FC 9 Farbwertübernahme
In diesen FC wird die Übernahme der Farbwerte von der Station 2 realisiert. Die überge-benen Merker werden umgewandelt, damit unsere Station mehrere Farbkombinationen hintereinander verarbeiten und weiter transferieren kann.
48 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
1. Netzwerk: Werkstück Alu
Hier erfolgt die Umwandlung der übergebenen Farbmerker von der Station 2 in Dezi-malzahlen. Diese werden in dem Merkerbyte „farbwert_übernahme“ zwischengespei-chert.
2. Netzwerk: Werkstück Rot
Hier erfolgt die Umwandlung der übergebenen Farbmerker von der Station 2 in Dezi-malzahlen. Diese werden in dem Merkerbyte „farbwert_übernahme“ zwischengespei-chert.
3. Netzwerk: Werkstück Schwarz
Hier erfolgt die Umwandlung der übergebenen Farbmerker von der Station 2 in Dezi-malzahlen. Diese werden in dem Merkerbyte „farbwert_übernahme“ zwischengespei-chert.
4. Netzwerk: Werkstück Ausschuss
Hier erfolgt die Umwandlung der übergebenen Farbmerker von der Station 2 in Dezi-malzahlen. Diese werden in dem Merkerbyte „farbwert_übernahme“ zwischengespei-chert.
7.2.10 FB 1 Farbverwaltung
Zu jedem FB gehört ein Datenbaustein. Dieser Datenbaustein wird, beim Aufruf des FB´s im OB 1, dem FB zugeordnet. Ebenso benötigten wir einen globalen Datenbaustein, dem DB 2, der im FB 1 aufgerufen wird, um die Farbwerte zu speichern.
Kurze Begriffserläuterung
Schiebemerker („shift_...“): sind Merker die signalisieren, welche Farbwerte wäh-rend eines Drehvorganges bereits ein Feld weiter geschoben wurden. Sie verhin-dern damit, dass die Werte mehrmals, mit jedem Programmzyklus, weiter gescho-ben werden. Diese Schiebemerker sorgen dafür, dass die Werte in der richtigen Reihenfolge verschoben werden und sich nicht gegenseitig überschreiben.
1. Netzwerk: Farbwert „Alu“ übernehmen
Wenn der Merker „Alu“ gesetzt ist, wird als Farbwert die „1“ im Merkerbyte „farb-wert_übernahme“ gespeichert.
2. Netzwerk: Farbwert „Rot“ übernehmen
Wenn der Merker „Rot“ gesetzt ist, wird als Farbwert die „2“ im Merkerbyte „farb-wert_übernahme“ gespeichert.
3. Netzwerk: Farbwert „Schwarz“ übernehmen
Wenn der Merker „Schwarz“ gesetzt ist, wird als Farbwert die „3“ im Merkerbyte „farbwert_übernahme“ gespeichert.
4. Netzwerk: Farbwert „Ausschuss“ übernehmen
Wenn der Merker „Ausschuss“ gesetzt ist, wird als Farbwert die „4“ im Merkerbyte „farbwert_übernahme“ gespeichert.
Robert Bergemann, Bernd Müller, Lars Schwember 49
Projektarbeit 2007
5. Netzwerk: Statusmerker „Schieben“ zurücksetzen
In diesem Netzwerk werden, sobald das Drehen des Drehtisches beendet ist, die Sta-tusmerker „Schieben“ zurückgesetzt.
6. Netzwerk: Farbwertmerker zurücksetzen
Hier werden die Farbwertmerker nach der Übergabe an Tisch 4 zurückgesetzt.
7. Netzwerk: Datenbaustein öffnen
Öffnet den Datenbaustein, in dem die Farbwerte gespeichert sind.
8. Netzwerk: Farbwertmerker „Alu“
Setzt, während der Übergabe an den Tisch 4, den Farbmerker „Alu“. Bedingung ist, dass im Datenbaustein, im Feld „FARBE_UEBERGABE“, der Wert „1“ gespeichert ist.
9. Netzwerk: Farbwertmerker „Rot“
Setzt, während der Übergabe an den Tisch 4, den Farbmerker „Rot“. Bedingung ist, dass im Datenbaustein, im Feld „FARBE_UEBERGABE“, der Wert „2“ gespeichert ist.
10. Netzwerk: Farbwertmerker „Schwarz“
Setzt, während der Übergabe an den Tisch 4, den Farbmerker „Schwarz“. Bedingung ist, dass im Datenbaustein, im Feld „FARBE_UEBERGABE“, der Wert „3“ gespeichert ist.
11. Netzwerk: Ausschussmerker
Setzt, während der Übergabe an den Tisch 4, den Farbmerker „Ausschuss“. Bedingung ist, dass im Datenbaustein, im Feld „FARBE_UEBERGABE“, der Wert „4“ gespeichert ist.
12. Netzwerk: Farbwert „Null“ nach „Bohren“ kopieren
Wurde kein Werkstück übernommen und der Drehtisch wurde aktiviert, so wird als Farbwert die „0“ im Merkerbyte „farbwert_übernahme“ gespeichert.
13. Netzwerk: Farbwert von „Übernahme“ nach „Bohren“ schieben
Wurde ein Werkstück übernommen und der Drehtisch aktiviert, so der in „farbwert_übernahme“ gespeicherte Farbwert in den Datenbaustein, in das Feld „FARBE_BOHREN“, geschrieben.
14. Netzwerk: Farbwert von „Bohren“ nach „Prüfen“ schieben
Der Farbwert aus „FARBE_BOHREN“ wird während des Drehens des Drehtisches nach „FARBWERT_PRÜFEN“ geschoben.
15. Netzwerk: Farbwert von „Prüfen“ nach „Übergabe“ schieben
Der Farbwert aus „FARBE_PRÜFEN“ wird während des Drehens des Drehtisches nach „FARBWERT_ÜBERGABE“ geschoben.
50 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
7.2.11 OB 1 Organisationsbaustein
Der OB 1 beinhaltet alle Funktionen, den Funktionsbaustein 1 und die dazugehörigen Da-tenbausteine. Diese werden hier zyklisch aufgerufen und abgearbeitet.
1. Netzwerk: PROFIBUS Kommunikation Anlagensteuerung
Dieses Netzwerk beinhaltet das Empfangen und Senden der Datenbytes zur Steuerung der Anlagen.
2. Netzwerk: PROFIBUS Kommunikation Farbwertübernahme und Farbwertübergabe
In diesem Netzwerk werden die von Tisch 2 ermittelten Farbwerte, vor der Übernah-me eines neuen Werkstückes, empfangen. Diese Werte werden weiter verarbeitet und werden mit der Übergabe an den Tisch 4 gesendet.
3. - 10. Netzwerk: FC 1 bis FC 8
Hier erfolgt der Aufruf der einzelnen Funktionen des Programmes.
11. Netzwerk: Farbwertverwaltung
Hier wird durch den Instanzbaustein des FB 1 die Farbinformationen verarbeitet und verwaltet.
12. Netzwerk: manuelle Farbübergabe
Dieses Netzwerk wird nur im 2-Tisch-Betrieb abgearbeitet. Hier werden die manuell eingestellten Farbwerte von der Simulatorbaugruppe an das Programm übergeben.
Robert Bergemann, Bernd Müller, Lars Schwember 51
Projektarbeit 2007
7.3 Programmablauf Station 4 Das Programm für die Station 4 wurde in S7-Graph geschrieben. Wir haben dies aus 2 Gründen gemacht. Als Erstes realisierten wir dadurch für uns das Studieren und Einarbei-ten in eine weitere Möglichkeit, Verknüpfungssteuerungen und parallele Schrittabläufe zu programmieren. Der zweite Grund ist, dass wir eine bessere und übersichtlichere Dar-stellung des Prozessablaufes durch S7-Graph hatten. Durch die Programmierung von Schrittketten und deren möglichen Verzweigungen, lies sich der von uns gedachte Pro-grammablauf einfach und übersichtlich programmieren. Am Anfang versuchten wir auch dieses Programm in FUP zu programmieren, erkannten aber bald, dass dies zu unüber-sichtlich wurde. Ein weiterer positiver Effekt zeigte sich in der Testphase, wo man bei der Beobachtung des Programmablaufes die aktiven Schritte direkt überwachen konnte. Einen Störungsfall konnte man sofort im Programm am PC erkennen.
7.3.1 Initialschritt
Der Initialschritt ist der 1.Schritt, der als Erstes aufgerufen wird. Dabei muss er nicht am Anfang einer Schrittkette stehen. In unserem Fall ist das aber so, das wir unseren Initial-schritt an den Anfang gesetzt haben. Der Steuerungsprozess befindet sich zu jedem Zeit-punkt stets nur in einem Zustand. Beim Systemstart befindet sich der Zustandsgraph in einem definierten Initialzustand. In dem Initialzustand kann geprüft werden, ob sich die Funktionseinheit in einer definierten Ausgangsposition befindet und falls nötig kann sie in die Ausgangsposition gebracht werden. 7
7.3.2 Funktionsbaustein FB 1
Step 1
In unserem Programm habe wir den Initialschritt Step 1 genannt. Alle Schrittabläufe beginnen ab hier und nach einem „Not-Aus“ und der entsprechenden Quittierung nimmt die Anlage den Grundzustand wieder ein. Dies bedeutet:
✔ Alle Merker werden zurückgesetzt, Ausnahme sind die Farbmerker (sollte ein die Anlage abgeschaltet werden, durch Spannungsausfall oder „Not-Aus“, und ein Teil liegt noch auf dem Band, so muss auf jeden Fall gerichtet werden).
✔ Alle Zähler werden auf „0“ gesetzt, was direkt bedeutet, dass die Rutschen leer sein müssen.
weiter mit Step 27
Dieser Schritt setzt den „Busy“-Merker. Der Merker wird immer dann gesetzt, wenn die Anlage nicht bereit ist, neue Werkstücke zu übernehmen. An dieser Stelle im Pro-gramm darf noch kein Teil übernommen werden, bevor sich die Anlage nicht überprüft hat und eventuell gerichtet wurde.
Jetzt wird überprüft ob eine Weiche ausgefahren ist oder eventuell ein Farbmerker noch gesetzt ist. Dies ist dann der Fall, wenn ein Teil noch nicht abgearbeitet ist und noch auf dem Band liegt. Ergibt die Überprüfung, dass ein Merker gesetzt bzw. eine Weiche ausgefahren ist, dann weiter mit Step 10. Ist aber alles in Ordnung, so geht es weiter mit Step 31.
7 Wellenreuther, Zastrow, Automatisieren mit SPS: Theorie und Praxis, S. 492
52 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Verzweigung weiter mit Step 10 (vorher Eingliederung der Verzweigung von Step 3 / Step 5 / Step 7)
Dieser Schritt sorgt dafür, dass die „Richten“-Lampe aufleuchtet und somit die Anlage gerichtet werden muss.
Durch das Betätigen des „Richten“-Tasters geht es im Programm weiter mit Step 24.
weiter mit Step 24
Step 24 beinhaltet das Richten der Anlage, das Band läuft für 10 Sekunden an und es werden Weichen und die Merker der Werkstücke zurückgesetzt.
Nach Ablauf der 10 Sekunden stoppt das Band und weiter geht es mit Step 31.
weiter mit Step 31 (vorher Eingliederung der Verzweigung von Step 24)
Hier erfolgt die Kontrolle, ob einer der Rutschen voll beladen ist. Ist dies der Fall wei-ter mit Step 12, sind alle Rutschen frei weiter mit Step 14.
Verzweigung weiter mit Step 14 (vorher Eingliederung der Verzweigung von Step 25 / Step 21 / Step 29 / Step 32)
Ab hier wird nach dem „Richten“ oder „Stop“ gestartet. Der Schritt beinhaltet das Rücksetzen der Merker „Lampe Rutsche voll“, „Lampe Richten/Grundstell“ und „Band“. Gleichzeitig wird der „Busy“-Merker gesetzt und die Startlampe angesteuert, um die Startfreigabe zu signalisieren.
Mit dem Betätigen des „Start“-Tasters geht es weiter mit Step 20.
weiter mit Step 20 (vorher Eingliederung der Verzweigung von Step 22 / Step 26 / Step 28 / Step 32)
Dies ist ein Schritt, der ausschließlich zum Rücksetzen von bestimmten Merkern dient. Diese Merker sind: „Stop gedr. Merker“, „Lampe Starttaster ein“, „Lampe Rutsche voll“, „Busy“ und „Band“.
Der normale Programmablauf geht nun weiter mit Step 2, wurde aber zu diesem Zeit-punkt „Stop“ gedrückt, so geht es weiter mit Step 18.
Verzweigung weiter mit Step 2
Es wurde ein Teil gemeldet und die Lichtschranke am Anfang des Bandes wurde unter-brochen, dadurch wird der „Busy“-Merker gesetzt und das Band aktiviert.
Bis hierhin geht das Grundprogramm, ab dieser Stelle verzweigt sich das Programm in mehrere Pfade, die durch die entsprechenden Werkstückinformationen bestimmt wer-den. Da der folgende Programmablauf für alle Farbvarianten gleich ist, werden wir hier nur den Pfad für ein schwarzes Teil erklären und nur die Schrittnummern für die anderen Farben aufführen. Man erkennt dies durch die unterschiedlichen Schriftfarben.
Teil Schwarz, Teil Alu, Teil Rot, Teil Ausschuss
weiter mit Step 3 / Step 5 / Step 7 / Step 9
Ein schwarzes Teil wurde übergeben und hat die Lichtschranke vor der Weiche 1 durchfahren. Die Weiche wird nun 3 Sekunden lang angesteuert und fährt aus. Ein in-terner Zähler für diese Rutsche registriert die angekommenen Teile. Dieser Zähler
Robert Bergemann, Bernd Müller, Lars Schwember 53
Projektarbeit 2007
zählt von „6“ runter bis auf „0“, erreicht er „0“ stoppt er die Anlage.
Sobald die Weiche wieder eingefahren ist, geht es weiter mit Step 4 / Step 6 / Step 8 / Step 11. Sollte ein Fehler aufgetreten sein, weiter mit Step 10 / Step 10 / Step 10.
weiter mit Step 4 / Step 6 / Step 8 / Step 11
Dieser Schritt dient ausschließlich zur Rücksetzung des Merkers „Schwarzes Teil da“. Der normale Programmablauf geht nun weiter mit Step 22 / Step 26 / Step 28 / Step 30, wurde zu diesem Zeitpunkt „Stop“ gedrückt, so geht es weiter mit Step 13 / Step 15 / Step 16 / Step 17.
Verzweigung weiter mit Step 22 / Step 26 / Step 28 / Step 30
Hier erfolgt die Kontrolle, ob einer der Rutschen voll beladen ist. Ist dies der Fall wei-ter mit Step 20 / Step 20 / Step 20 / Step 20, sind alle Rutschen frei weiter mit Step 25 / Step 21 / Step 29 / Step 32.
Mit dem Sprung zu Step 20, schließt sich der normale Programmkreislauf und die Anla-ge wäre wieder bereit ein neues Werkstück zu übernehmen.
Rutsche voll weiter mit Step 25 / Step 21 / Step 29 / Step 32
Wird Step 25 erreicht, wird die Lampe für Rutsche voll aktiviert und das Band ge-stoppt.
Jetzt muss mit dem „Frei“-Taster quittiert werden, nachdem die Rutschen entleert wurden. Danach springt das Programm zum Step 14 und schließt somit den Programm-kreislauf.
Es kann vorkommen, dass jemand im Programmablauf den „Stop“-Taster betätigt oder ein Fehler auftritt. Ein Fehler wäre z.B. eine Weiche fährt nicht aus und das Werkstück würde weiter transportiert werden. Dies wird nur bei den farblichen Werkstücken kon-trolliert, da das Teil „Ausschuss“ sowieso bis zur letzten Rutsche transportiert wird.
„Stop“ gedrückt weiter mit Step 13 / Step 15 / Step 16 / Step 17
Jetzt erfolgt nur die Rücksetzung des „Stop gedr. Merkers“ und das Programm springt zu Step 14 und schließt somit den Programmkreislauf.
7.3.3 Organisationsbaustein OB 1
Der OB 1 besteht aus 17 Netzwerken. In diesen Netzwerken wird der FB1 und sein DB 1 aufgerufen sowie einzelne Bedingungen für den Programmablauf, welche in den Schritt-ketten nicht direkt programmiert werden konnten.
1. Netzwerk: PROFIBUS-Kommunikation
In diesem Netzwerk werden die von Tisch 3 übergebenen Farbwerte empfangen und weiter verarbeitet.
2. Netzwerk: FB 1/ DB 1
Hier ist ein Unterschied zu dem in FUP programmierten Programm, der Funktionsbau-stein wird hier direkt als vorgefertigter Baustein angezeigt. Dieser gibt Möglichkeiten der Eingangsbelegung oder Ausgangsbelegung vor. Man erspart sich dadurch die zu-sätzliche Programmierung der Handsteuerung der Anlage. Man braucht hier nur die
54 Robert Bergemann, Bernd Müller, Lars Schwember

Projektarbeit 2007
Schalter bzw. Taster angeben und die Handsteuerung erfolgt durch dann über jeden einzelnen Schritt.
3. Netzwerk: Merker für Teil „Schwarz“
Dieser Merker wird durch einen Merker vom Tisch 3 gesetzt und zur besseren Kontrolle wird eine Lampe am Ausgang der SPS gesetzt.
4. Netzwerk: Merker für Teil „Alu“
Dieser Merker wird durch einen Merker vom Tisch 3 gesetzt und zur besseren Kontrolle wird eine Lampe am Ausgang der SPS gesetzt.
5. Netzwerk: Merker für Teil „Rot“
Dieser Merker wird durch einen Merker vom Tisch 3 gesetzt und zur besseren Kontrolle wird eine Lampe am Ausgang der SPS gesetzt.
6. Netzwerk: Merker für Teil „Ausschuss“
Dieser Merker wird durch einen Merker vom Tisch 3 gesetzt und zur besseren Kontrolle wird eine Lampe am Ausgang der SPS gesetzt.
7. Netzwerk: Blinken „Start“-Taster
Wenn „Stop“ während der Abarbeitung eines Teils gedrückt wird, so blinkt der „Start“-Taster, bis das Teil abgearbeitet wurde. Danach leuchtet er dauerhaft, was si-gnalisiert, dass er erst wieder betätigt werden muss, um die Anlage zu starten.
8. Netzwerk: „Stop“ gedrückt
Dieses Netzwerk realisiert nur den „Stop gedr. Merker“
9. Netzwerk: Quittierung des Entleerens von Rutsche „Schwarz“
Durch das Betätigen des Tasters „Frei“ nachdem die Rutsche entladen wurde, wird der Merker „Frei für Schwarz“ gesetzt.
10. Netzwerk: Quittierung des Entleerens von Rutsche „Alu“
Durch das Betätigen des Tasters „Frei“ nachdem die Rutsche entladen wurde, wird der Merker „Frei für Alu“ gesetzt.
11. Netzwerk: Quittierung des Entleerens von Rutsche „Rot“
Durch das Betätigen des Tasters „Frei“ nachdem die Rutsche entladen wurde, wird der Merker „Frei für Rot“ gesetzt.
12. Netzwerk: Quittierung des Entleerens von Rutsche „Ausschuss“
Durch das Betätigen des Tasters „Frei“ nachdem die Rutsche entladen wurde, wird der Merker „Frei für Ausschuss“ gesetzt.
13. Netzwerk: Zähler Teile „Schwarz“
Der Zähler zählt von „6“ runter auf „0“. Er kann durch „Not-Aus“ oder „Frei für Schwarz“ zurück auf „6“ gesetzt werden.
14. Netzwerk: Zähler Teile „Alu“
Robert Bergemann, Bernd Müller, Lars Schwember 55
Projektarbeit 2007
Der Zähler zählt von „6“ runter auf „0“. Er kann durch „Not-Aus“ oder „Frei für Alu“ zurück auf „6“ gesetzt werden.
15. Netzwerk: Zähler Teile „Rot“
Der Zähler zählt von „6“ runter auf „0“. Er kann durch „Not-Aus“ oder „Frei für Rot“ zurück auf „6“ gesetzt werden.
16. Netzwerk: Zähler Teile „Ausschuss“
Der Zähler zählt von „6“ runter auf „0“. Er kann durch „Not-Aus“ oder „Frei für Aus-schuss“ zurück auf „6“ gesetzt werden.
17. Netzwerk: Busy-Merker für Station 3
Der Busy-Merker hat die Aufgabe die Station 3 zu informieren, dass die Anlage nicht bereit ist, ein neues Werkstück zu übernehmen.
56 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
8 PROFIBUS Zur Realisierung eines geschlossenen Programmablauf von allen Stationen verwendeten wir das PROFIBUS-System. Wir verwendeten hier die Variante ein DP-Master und 3 intelli-gente DP-Slaves. Wobei der Tisch 1 den Master stellte und die Tische 2 bis 4 arbeiten je-weils als Slave.
8.1 Datenaustausch zwischen den Stationen Da unsere Projektaufgabe eigentlich Tisch 3 und Tisch 4 ist, haben wir unser Programm so angepasst, dass es eine Version für 2 Tische und eine Version für 4 Tische gibt. Bedin-gung ist aber, dass alle SPS-Stationen vorhanden sind. Es wäre im Normalfall auch kein Problem, die Hardwarekonfiguration so anzupassen, dass einer der beiden Tische den Master übernehmen würde und der andere würde als Slave konfiguriert werden. Es müss-te nur ein neues Projekt angelegt werden.
8.1.1 Begriffserklärung
➢ MasterMaster-Geräte kontrollieren den Datenverkehr auf dem Bus. Ein Master darf Nachrich-ten ohne externe Aufforderung aussenden, wenn er im Besitz der Buszugriffsberechti-gung (Token) ist. Bei PROFIBUS DP sind die Master in 2 Klassen definiert:
➢ DP-Master Klasse 1 (DPM1)
Hierbei handelt es sich um eine zentrale Steuerung, die in einem festgelegten Nach-richtenzyklus Informationen mit den dezentralen Stationen (DP-Slaves) austauscht. Konkret werden folgende Master-Slave-Anwendungsfunktionen unterstützt:
Erfassen von Diagnoseinformationen der DP-Slaves
zyklischer Nutzdatenbetrieb
Parametrierung und Konfigurierung der DP-Slaves
Steuerung von DP-Slaves mit Steuerkommandos
Diese Funktionen werden vom User-Interface des DP-Masters (Klasse 1) selbstständig abgewickelt. Die Schnittstelle zwischen dem User und dem User-Interface ist als Da-ten-Dienstschnittstelle ausgeprägt. Typische Geräte sind Speicherprogrammierbare Steuerungen (SPS), Numerische Steuerungen (CNC) oder Roboter Steuerungen (RC).
➢ DP-Master Klasse 2 (DPM2)
Geräte dieses Typs sind Programmier-, Projektierungs- oder Diagnosegeräte. Sie wer-den vorwiegend nur bei der Inbetriebnahme eingesetzt, um die Konfiguration des DP-Systems, bestehend aus der Anzahl der DP-Geräte, der Zuordnung zwischen der Teil-nehmeradresse am Bus und deren E/A-Adressen sowie Angaben über Datenkonsistenz, Diagnoseformat und Busparameter festzulegen. Zwischen dem DP-Slave und dem DP-Master (Klasse 2) sind neben den Master-Slave-Funktionen des DP-Masters (Klasse 1) folgende weitere Funktionen möglich:
Lesen der DP-Slave-Konfiguration
Robert Bergemann, Bernd Müller, Lars Schwember 57
Projektarbeit 2007
Lesen der Ein- und Ausgabewerte
Adresszuweisung an DP-Slaves
Zwischen dem DP-Master (Klasse 2) und dem DP-Master (Klasse 1) stehen folgende Funktionen zur Verfügung (diese werden meist azyklisch ausgeführt):
Erfassung der im DP-Master (Klasse 1) vorhandenen Diagnoseinformationen der zu-geordneten DP-Slaves
Upload und Download von Datensätzen
Aktivieren des Busparametersatzes
Aktivieren und Deaktivieren von DP-Slaves
Einstellung der Betriebsart des DP-Masters (Klasse 1)
➢ SlaveAls Slave wird ein Peripheriegerät (Sensor/Aktuator), das Eingangsdaten einliest und Ausgangsdaten an die Peripherie abgibt, bezeichnet. Es sind auch Geräte möglich, die nur Eingangs- oder nur Ausgangsinformationen bereitstellen. Typische DP-Slaves sind Geräte mit binären Ein-/Ausgängen für 24 oder 220 V, analoge Eingänge, analoge Aus-gänge, Zähler, aber auch bzw.:
pneumatische Ventilinseln
Codelesegeräte
Näherungsschalter
Messwertaufnehmer
Antriebssteuerungen
Die Menge der Eingangs- und Ausgangsdaten ist geräteabhängig und darf maximal 246 Byte Eingangs- und 246 Byte Ausgangsdaten betragen. Aus aufwands- und implemen-tierungstechnischen Gründen arbeiten viele der heute verfügbaren Geräte mit einer maximalen Nutzdatenlänge von 32 Bytes. Slaves erhalten keine Buszugriffsberechti-gung, d. h. sie dürfen nur empfangene Nachrichten quittieren oder auf Anfrage eines Masters Nachrichten an diesen übermitteln. Sie werden deshalb auch als passive Teil-nehmer bezeichnet.
8.1.2 Konfiguration des PROFIBUS DP
Wir konnten mit unserer Projektaufgabe auf die Arbeit der anderen Gruppen zurückgrei-fen, was die Konfiguration der Hardware im PROFIBUS-System betrifft. Alle Programme wurden so angepasst, dass alle SPS-Stationen für den PROFIBUS konfiguriert worden sind. Um die Hardwarekonfiguration verweisen wir auf die Dokumentation der Fa. SIEMENS: „Hardware konfigurieren und Verbindungen projektieren mit Step 7 V5.3“. Diese Doku-mentation ist auf der Software-CD vorhanden und erklärt die notwendigen Einstellungen und Varianten ausführlich und präzise.
58 Robert Bergemann, Bernd Müller, Lars Schwember

Projektarbeit 2007
AbbildungsverzeichnisTisch 3 „Bearbeiten“.................................................................................. 7Tisch 4 „Sortieren“.................................................................................... 7Rundschalttisch....................................................................................... 14Modul Bohren..........................................................................................14Modul Prüfen.......................................................................................... 15Modul Übergabe...................................................................................... 15Modul Gurtband.......................................................................................16Modul Rutsche.........................................................................................16SPS-Station 3.......................................................................................... 17SPS-Station 4.......................................................................................... 18Wartungseinheit...................................................................................... 38Kompressor............................................................................................ 38USB- Adapter.......................................................................................... 38Anschlüsse............................................................................................. 38Bedienelement Station 3............................................................................ 40Bedienelement Station 4............................................................................ 41
Robert Bergemann, Bernd Müller, Lars Schwember 59
Projektarbeit 2007
60 Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Literaturverzeichnis
Technische Dokumentation, Station Bearbeiten, Modules Produktions-System; FESTO- DI-DACTIC; Ausbildungsunterlage
Technische Dokumentation, Station Sortieren, Modules Produktions-System; FESTO- DI-DACTIC; Ausbildungsunterlage
SPS-Grundkurs mit SIMATIC S7; Jürgen Kaftan; Vogel Buchverlag
SPS-Aufbaukurs mit SIMATIC S7; Jürgen Kaftan; Vogel Buchverlag
Automatisieren mit SPS Theorie und Praxis; G. Wellenreuther, D. Zastrow; Vieweg-Verlag
Handbuch PC Adapter USB; SIEMENS Dokumentation; Software
Handbuch Hardware konfigurieren mit Step 7; SIEMENS Dokumentation; Software
Handbuch Erste Schritte mit Step 7; SIEMENS Dokumentation; Software
Handbuch Erste Schritte mit S7-Graph; SIEMENS Dokumentation; Software
Handbuch S7-Graph-Ablaufsteuerungen programmieren; SIEMENS Dokumentation; Soft-ware
Handbuch Programmieren mit Step 7; SIEMENS Dokumentation; Software
www.wikipedia.dewww.siemens.dewww.steuerungen.hhs.ka.ww.schule.de
Robert Bergemann, Bernd Müller, Lars Schwember 61

Projektarbeit 2007
62 Robert Bergemann, Bernd Müller, Lars Schwember

Projektarbeit 2007
Anhang
Die nachfolgenden Seiten beinhalten:
➢ Programm und Symboltabelle der Station 3 „Bearbeiten“
➢ Programm und Symboltabelle der Station 4 „Sortieren“
Robert Bergemann, Bernd Müller, Lars Schwember 63

Projektarbeit 2007
Robert Bergemann, Bernd Müller, Lars Schwember
Projektarbeit 2007
Station 3 „Bearbeiten“
➢ Programm
➢ Symboltabelle
Robert Bergemann, Bernd Müller, Lars Schwember
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
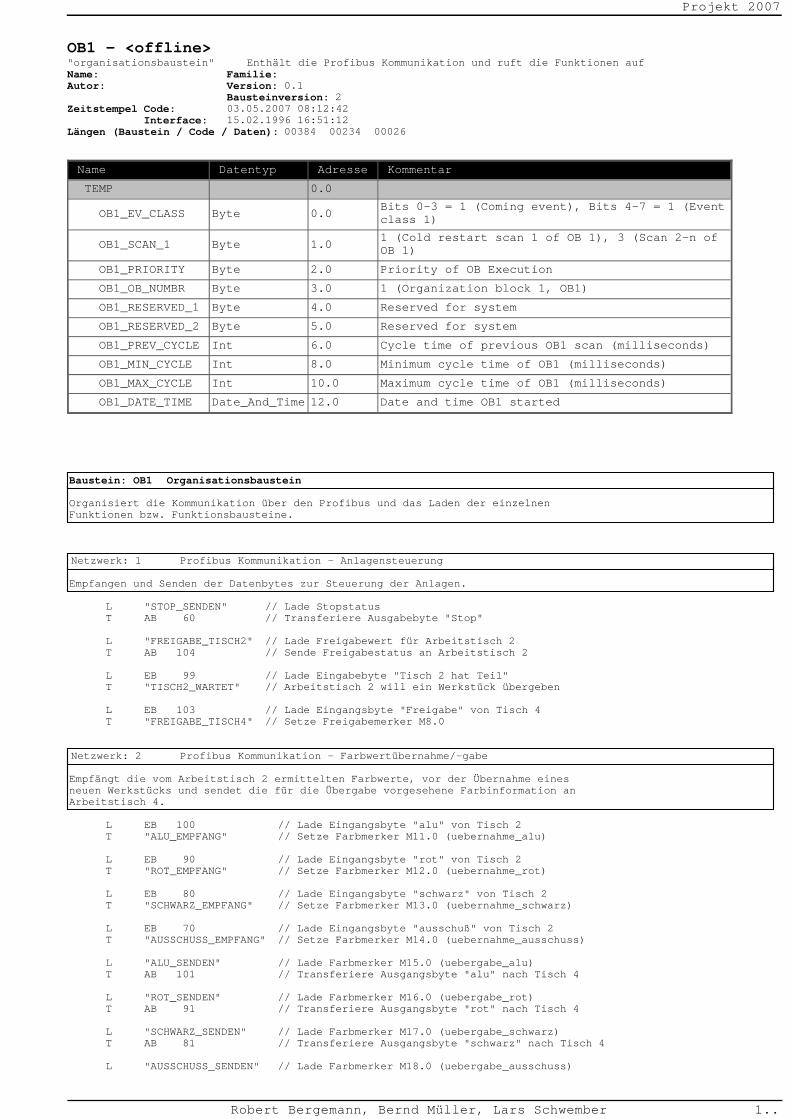
OB1 - <offline>"organisationsbaustein" Enthält die Profibus Kommunikation und ruft die Funktionen aufName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:03.05.2007 08:12:4215.02.1996 16:51:12
Längen (Baustein / Code / Daten): 00384 00234 00026
Name Datentyp Adresse Kommentar
TEMP 0.0
OB1_EV_CLASS Byte 0.0Bits 0-3 = 1 (Coming event), Bits 4-7 = 1 (Event class 1)
OB1_SCAN_1 Byte 1.01 (Cold restart scan 1 of OB 1), 3 (Scan 2-n of OB 1)
OB1_PRIORITY Byte 2.0 Priority of OB Execution
OB1_OB_NUMBR Byte 3.0 1 (Organization block 1, OB1)
OB1_RESERVED_1 Byte 4.0 Reserved for system
OB1_RESERVED_2 Byte 5.0 Reserved for system
OB1_PREV_CYCLE Int 6.0 Cycle time of previous OB1 scan (milliseconds)
OB1_MIN_CYCLE Int 8.0 Minimum cycle time of OB1 (milliseconds)
OB1_MAX_CYCLE Int 10.0 Maximum cycle time of OB1 (milliseconds)
OB1_DATE_TIME Date_And_Time 12.0 Date and time OB1 started
Baustein: OB1 Organisationsbaustein
Organisiert die Kommunikation über den Profibus und das Laden der einzelnen Funktionen bzw. Funktionsbausteine.
Netzwerk: 1 Profibus Kommunikation - Anlagensteuerung
Empfangen und Senden der Datenbytes zur Steuerung der Anlagen.
L "STOP_SENDEN" // Lade Stopstatus T AB 60 // Transferiere Ausgabebyte "Stop"
L "FREIGABE_TISCH2" // Lade Freigabewert für Arbeitstisch 2 T AB 104 // Sende Freigabestatus an Arbeitstisch 2
L EB 99 // Lade Eingabebyte "Tisch 2 hat Teil" T "TISCH2_WARTET" // Arbeitstisch 2 will ein Werkstück übergeben
L EB 103 // Lade Eingangsbyte "Freigabe" von Tisch 4 T "FREIGABE_TISCH4" // Setze Freigabemerker M8.0
Netzwerk: 2 Profibus Kommunikation - Farbwertübernahme/-gabe
Empfängt die vom Arbeitstisch 2 ermittelten Farbwerte, vor der Übernahme eines neuen Werkstücks und sendet die für die Übergabe vorgesehene Farbinformation an Arbeitstisch 4.
L EB 100 // Lade Eingangsbyte "alu" von Tisch 2 T "ALU_EMPFANG" // Setze Farbmerker M11.0 (uebernahme_alu)
L EB 90 // Lade Eingangsbyte "rot" von Tisch 2 T "ROT_EMPFANG" // Setze Farbmerker M12.0 (uebernahme_rot)
L EB 80 // Lade Eingangsbyte "schwarz" von Tisch 2 T "SCHWARZ_EMPFANG" // Setze Farbmerker M13.0 (uebernahme_schwarz)
L EB 70 // Lade Eingangsbyte "ausschuß" von Tisch 2 T "AUSSCHUSS_EMPFANG" // Setze Farbmerker M14.0 (uebernahme_ausschuss)
L "ALU_SENDEN" // Lade Farbmerker M15.0 (uebergabe_alu) T AB 101 // Transferiere Ausgangsbyte "alu" nach Tisch 4
L "ROT_SENDEN" // Lade Farbmerker M16.0 (uebergabe_rot) T AB 91 // Transferiere Ausgangsbyte "rot" nach Tisch 4
L "SCHWARZ_SENDEN" // Lade Farbmerker M17.0 (uebergabe_schwarz) T AB 81 // Transferiere Ausgangsbyte "schwarz" nach Tisch 4
L "AUSSCHUSS_SENDEN" // Lade Farbmerker M18.0 (uebergabe_ausschuss)
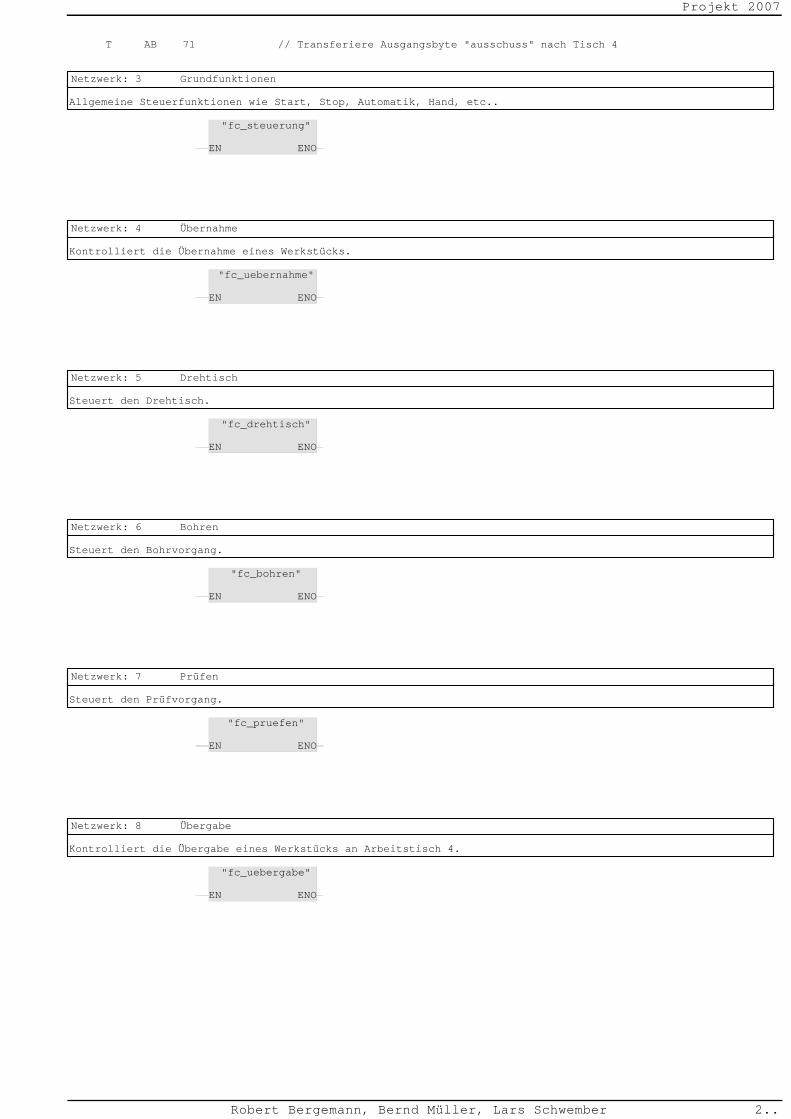
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
T AB 71 // Transferiere Ausgangsbyte "ausschuss" nach Tisch 4
Netzwerk: 3 Grundfunktionen
Allgemeine Steuerfunktionen wie Start, Stop, Automatik, Hand, etc..
"fc_steuerung"
EN ENO
Netzwerk: 4 Übernahme
Kontrolliert die Übernahme eines Werkstücks.
"fc_uebernahme"
EN ENO
Netzwerk: 5 Drehtisch
Steuert den Drehtisch.
"fc_drehtisch"
EN ENO
Netzwerk: 6 Bohren
Steuert den Bohrvorgang.
"fc_bohren"
EN ENO
Netzwerk: 7 Prüfen
Steuert den Prüfvorgang.
"fc_pruefen"
EN ENO
Netzwerk: 8 Übergabe
Kontrolliert die Übergabe eines Werkstücks an Arbeitstisch 4.
"fc_uebergabe"
EN ENO
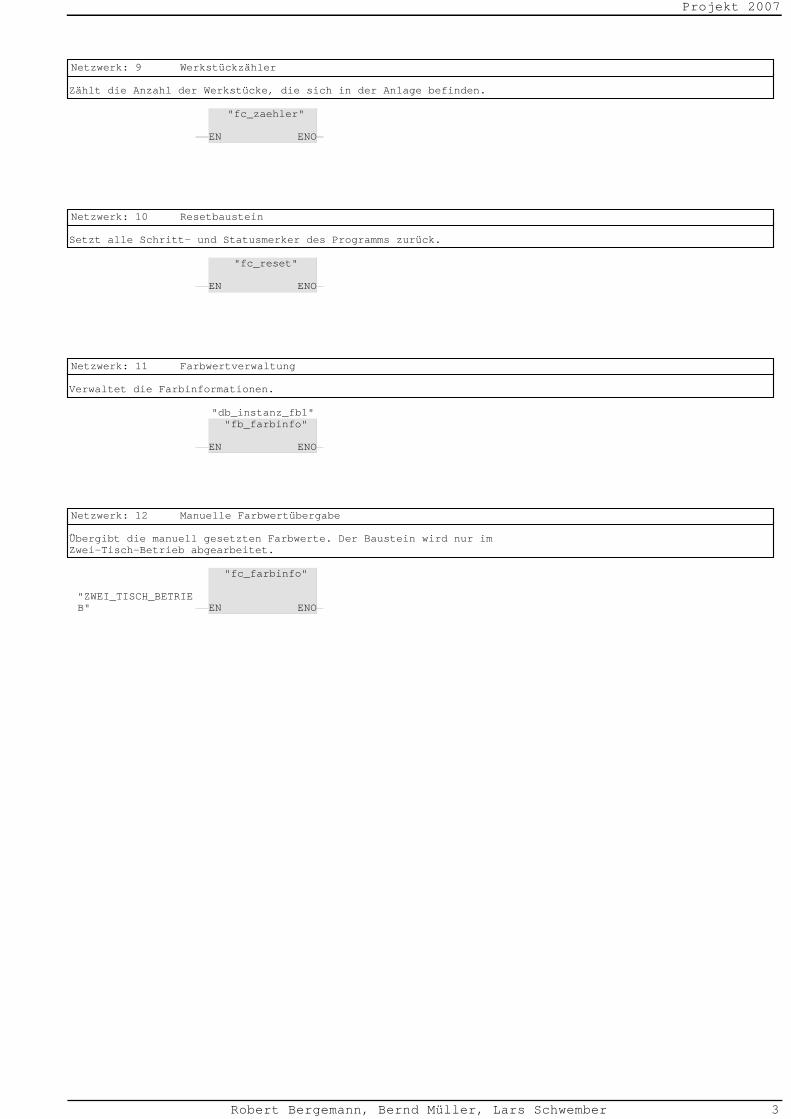
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3
Netzwerk: 9 Werkstückzähler
Zählt die Anzahl der Werkstücke, die sich in der Anlage befinden.
"fc_zaehler"
EN ENO
Netzwerk: 10 Resetbaustein
Setzt alle Schritt- und Statusmerker des Programms zurück.
"fc_reset"
EN ENO
Netzwerk: 11 Farbwertverwaltung
Verwaltet die Farbinformationen.
"fb_farbinfo""db_instanz_fb1"
EN ENO
Netzwerk: 12 Manuelle Farbwertübergabe
Übergibt die manuell gesetzten Farbwerte. Der Baustein wird nur im Zwei-Tisch-Betrieb abgearbeitet.
"fc_farbinfo"
"ZWEI_TISCH_BETRIEB" EN ENO
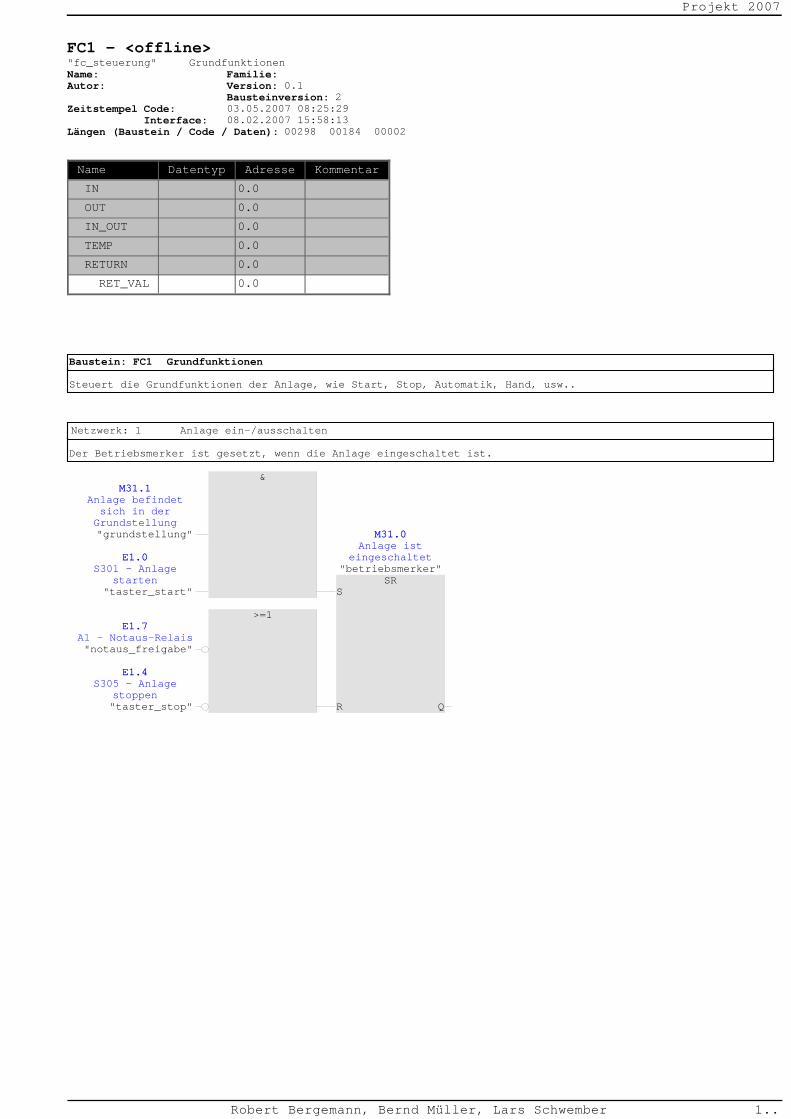
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC1 - <offline>"fc_steuerung" GrundfunktionenName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:03.05.2007 08:25:2908.02.2007 15:58:13
Längen (Baustein / Code / Daten): 00298 00184 00002
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC1 Grundfunktionen
Steuert die Grundfunktionen der Anlage, wie Start, Stop, Automatik, Hand, usw..
Netzwerk: 1 Anlage ein-/ausschalten
Der Betriebsmerker ist gesetzt, wenn die Anlage eingeschaltet ist.
SR
&M31.1M31.1
Anlage befindetsich in derGrundstellung"grundstellung"
E1.0E1.0S301 - Anlage
starten"taster_start"
>=1E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.4E1.4S305 - Anlage
stoppen"taster_stop"
M31.0M31.0Anlage ist
eingeschaltet"betriebsmerker"
S
R Q
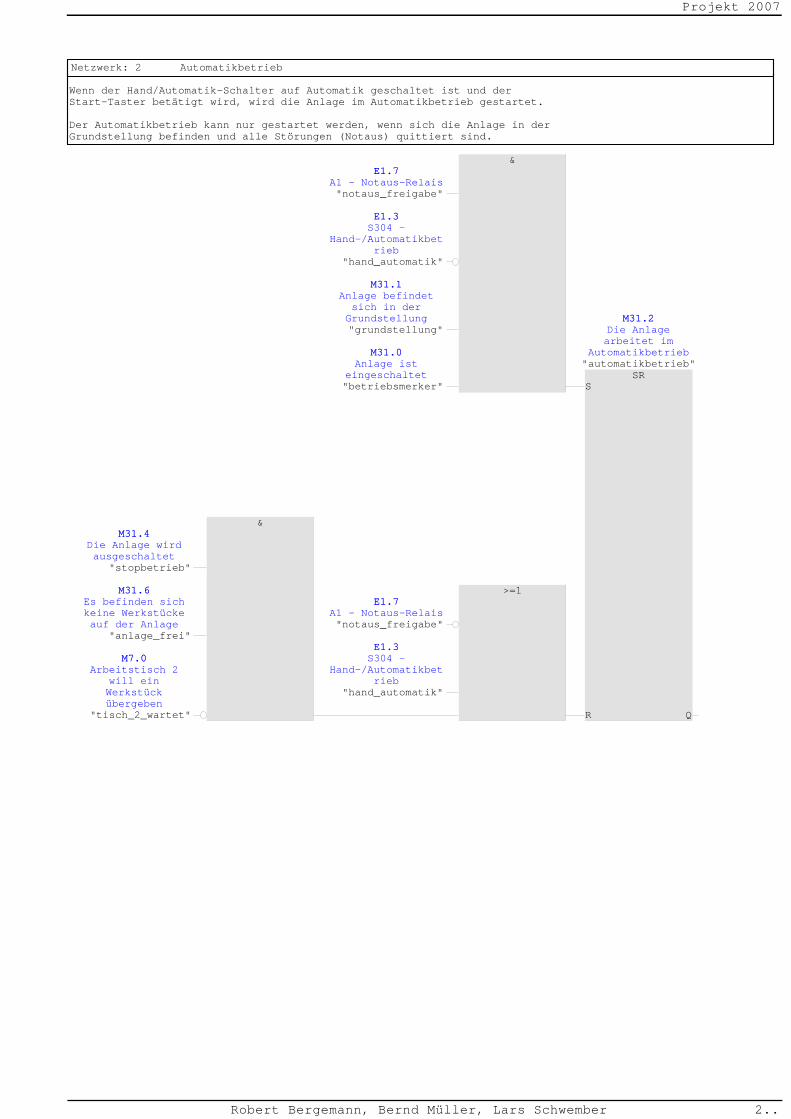
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 2 Automatikbetrieb
Wenn der Hand/Automatik-Schalter auf Automatik geschaltet ist und der Start-Taster betätigt wird, wird die Anlage im Automatikbetrieb gestartet. Der Automatikbetrieb kann nur gestartet werden, wenn sich die Anlage in der Grundstellung befinden und alle Störungen (Notaus) quittiert sind.
SR
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung"
M31.0M31.0Anlage ist
eingeschaltet"betriebsmerker"
>=1
&M31.4M31.4
Die Anlage wirdausgeschaltet
"stopbetrieb"
M31.6M31.6Es befinden sichkeine Werkstückeauf der Anlage
"anlage_frei"
M7.0M7.0Arbeitstisch 2
will einWerkstückübergeben
"tisch_2_wartet"
E1.7E1.7A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
S
R Q
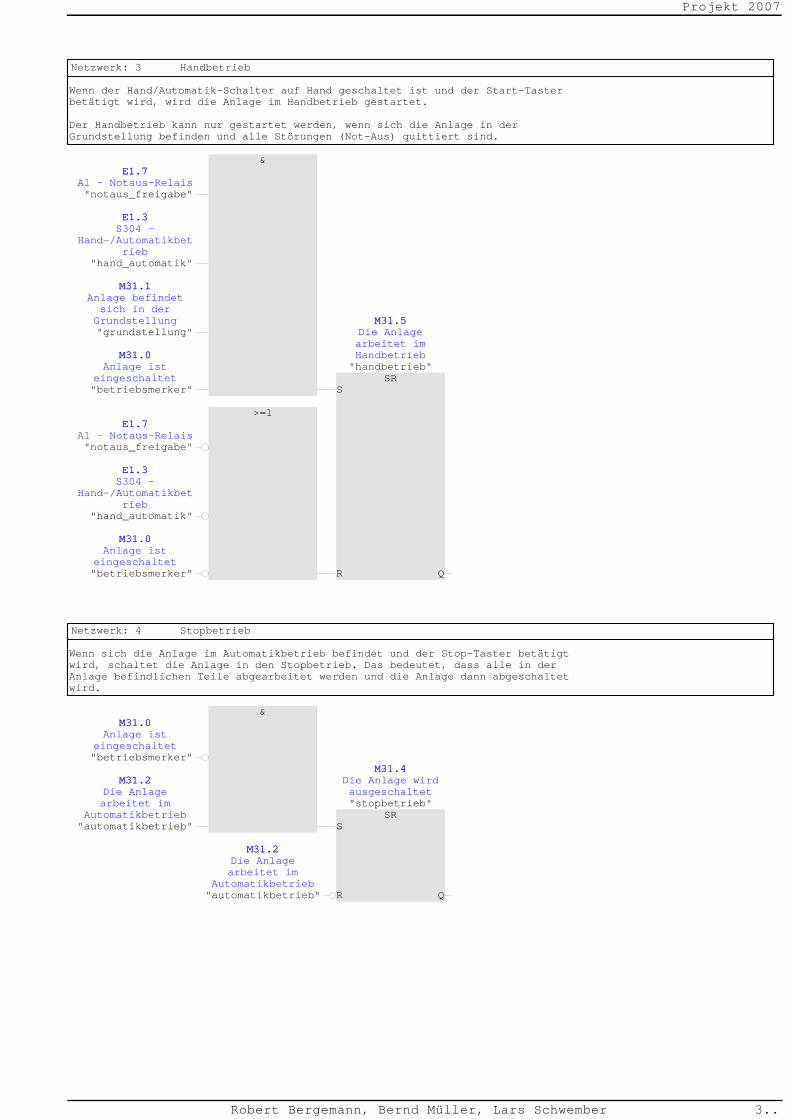
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
Netzwerk: 3 Handbetrieb
Wenn der Hand/Automatik-Schalter auf Hand geschaltet ist und der Start-Taster betätigt wird, wird die Anlage im Handbetrieb gestartet. Der Handbetrieb kann nur gestartet werden, wenn sich die Anlage in der Grundstellung befinden und alle Störungen (Not-Aus) quittiert sind.
SR
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung"
M31.0M31.0Anlage ist
eingeschaltet"betriebsmerker"
>=1E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
M31.0M31.0Anlage ist
eingeschaltet"betriebsmerker"
M31.5M31.5Die Anlagearbeitet imHandbetrieb"handbetrieb"
S
R Q
Netzwerk: 4 Stopbetrieb
Wenn sich die Anlage im Automatikbetrieb befindet und der Stop-Taster betätigt wird, schaltet die Anlage in den Stopbetrieb. Das bedeutet, dass alle in der Anlage befindlichen Teile abgearbeitet werden und die Anlage dann abgeschaltet wird.
SR
&M31.0M31.0
Anlage isteingeschaltet"betriebsmerker"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M31.4M31.4Die Anlage wirdausgeschaltet"stopbetrieb"
S
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb" R Q
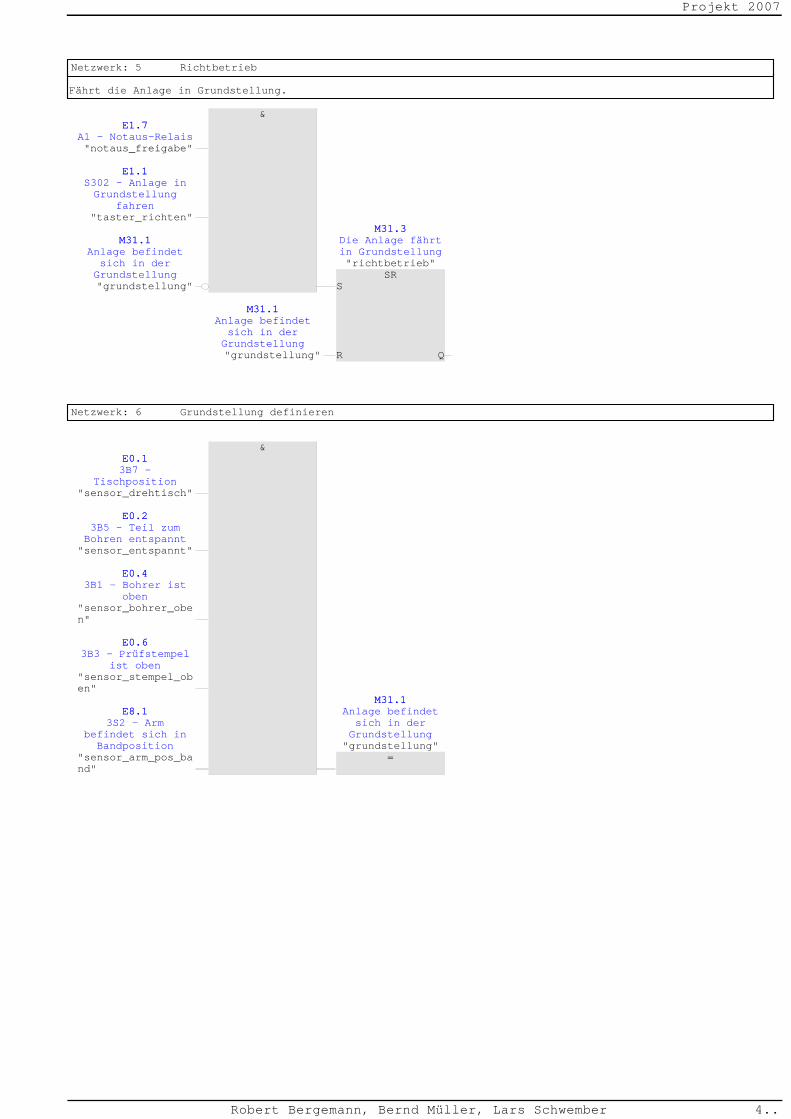
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
Netzwerk: 5 Richtbetrieb
Fährt die Anlage in Grundstellung.
SR
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.1E1.1S302 - Anlage inGrundstellung
fahren"taster_richten"
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung"
M31.3M31.3Die Anlage fährtin Grundstellung"richtbetrieb"
S
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung" R Q
Netzwerk: 6 Grundstellung definieren
=
&E0.1E0.13B7 -
Tischposition"sensor_drehtisch"
E0.2E0.23B5 - Teil zumBohren entspannt"sensor_entspannt"
E0.4E0.43B1 - Bohrer ist
oben"sensor_bohrer_oben"
E0.6E0.63B3 - Prüfstempel
ist oben"sensor_stempel_oben"
E8.1E8.13S2 - Arm
befindet sich inBandposition
"sensor_arm_pos_band"
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung"
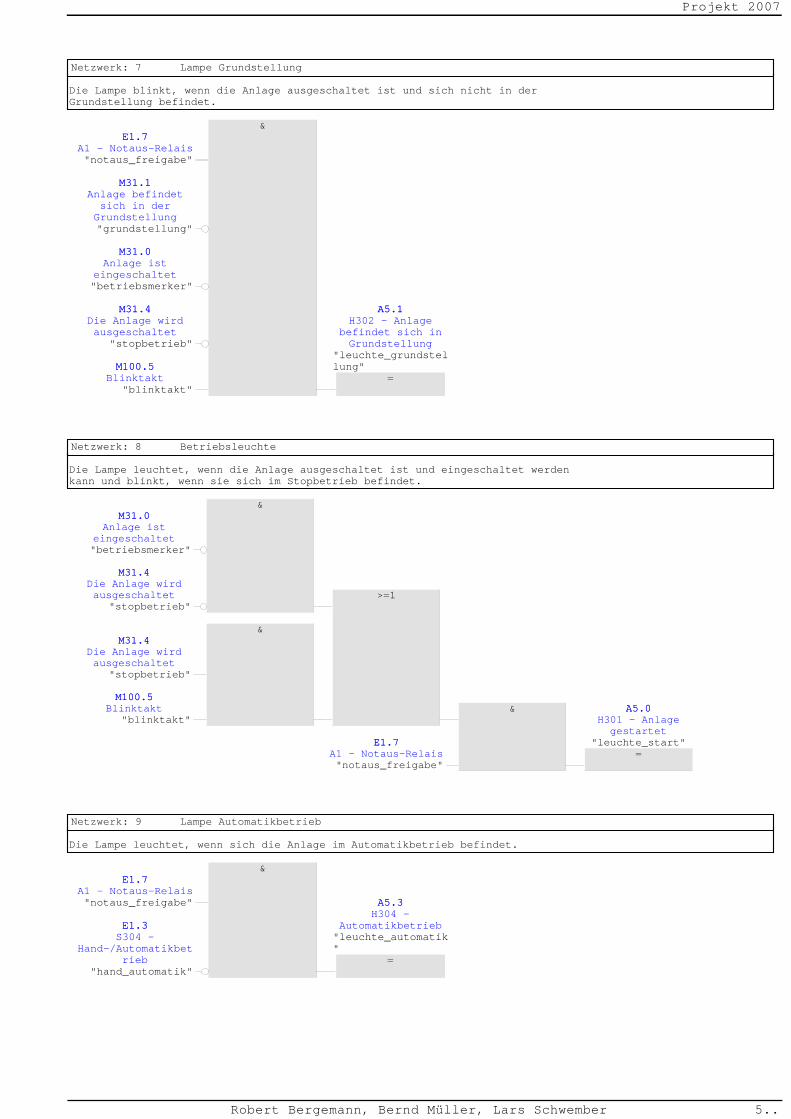
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5..
Netzwerk: 7 Lampe Grundstellung
Die Lampe blinkt, wenn die Anlage ausgeschaltet ist und sich nicht in der Grundstellung befindet.
=
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
M31.1M31.1Anlage befindetsich in derGrundstellung"grundstellung"
M31.0M31.0Anlage ist
eingeschaltet"betriebsmerker"
M31.4M31.4Die Anlage wirdausgeschaltet
"stopbetrieb"
M100.5M100.5Blinktakt
"blinktakt"
A5.1A5.1H302 - Anlage
befindet sich inGrundstellung
"leuchte_grundstellung"
Netzwerk: 8 Betriebsleuchte
Die Lampe leuchtet, wenn die Anlage ausgeschaltet ist und eingeschaltet werden kann und blinkt, wenn sie sich im Stopbetrieb befindet.
=
&
>=1
&M31.0M31.0
Anlage isteingeschaltet"betriebsmerker"
M31.4M31.4Die Anlage wirdausgeschaltet
"stopbetrieb"
&M31.4M31.4
Die Anlage wirdausgeschaltet
"stopbetrieb"
M100.5M100.5Blinktakt
"blinktakt"
E1.7E1.7A1 - Notaus-Relais"notaus_freigabe"
A5.0A5.0H301 - Anlagegestartet
"leuchte_start"
Netzwerk: 9 Lampe Automatikbetrieb
Die Lampe leuchtet, wenn sich die Anlage im Automatikbetrieb befindet.
=
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
A5.3A5.3H304 -
Automatikbetrieb"leuchte_automatik"
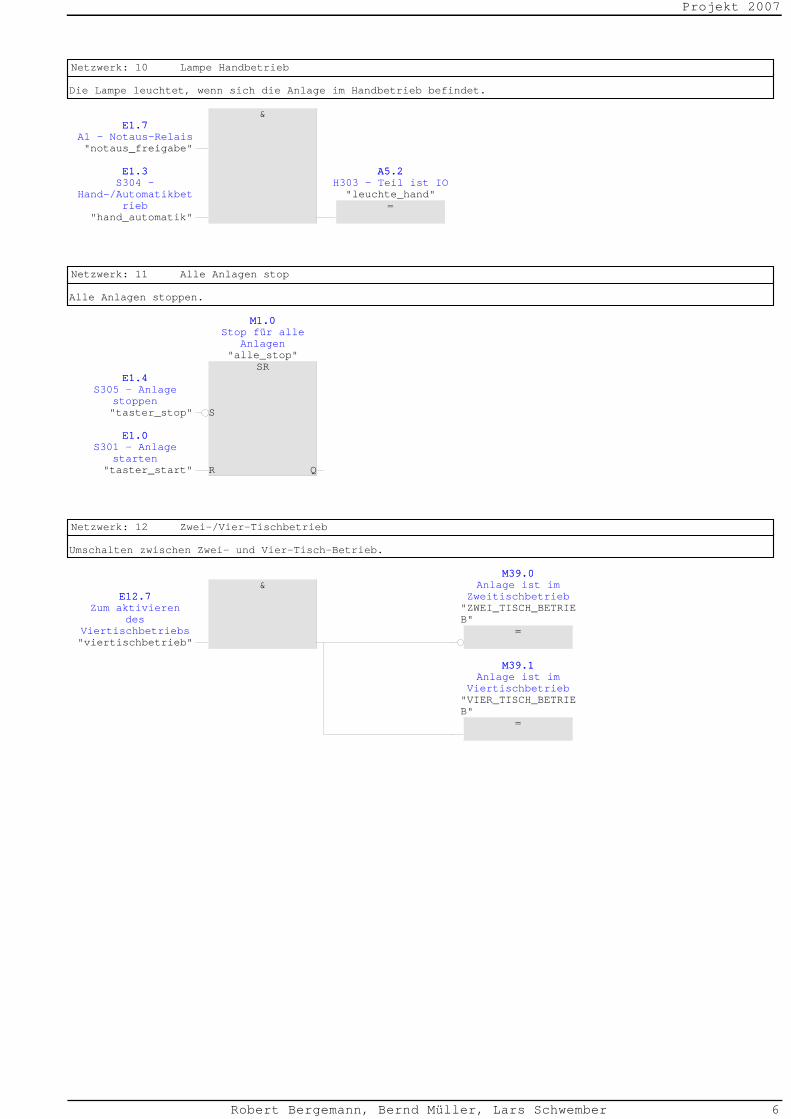
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 6
Netzwerk: 10 Lampe Handbetrieb
Die Lampe leuchtet, wenn sich die Anlage im Handbetrieb befindet.
=
&E1.7E1.7
A1 - Notaus-Relais"notaus_freigabe"
E1.3E1.3S304 -
Hand-/Automatikbetrieb
"hand_automatik"
A5.2A5.2H303 - Teil ist IO"leuchte_hand"
Netzwerk: 11 Alle Anlagen stop
Alle Anlagen stoppen.
SR
M1.0M1.0Stop für alle
Anlagen"alle_stop"
E1.4E1.4S305 - Anlage
stoppen"taster_stop" S
E1.0E1.0S301 - Anlage
starten"taster_start" R Q
Netzwerk: 12 Zwei-/Vier-Tischbetrieb
Umschalten zwischen Zwei- und Vier-Tisch-Betrieb.
&E12.7E12.7
Zum aktivierendes
Viertischbetriebs"viertischbetrieb"
=
M39.0M39.0Anlage ist im
Zweitischbetrieb"ZWEI_TISCH_BETRIEB"
=
M39.1M39.1Anlage ist im
Viertischbetrieb"VIER_TISCH_BETRIEB"
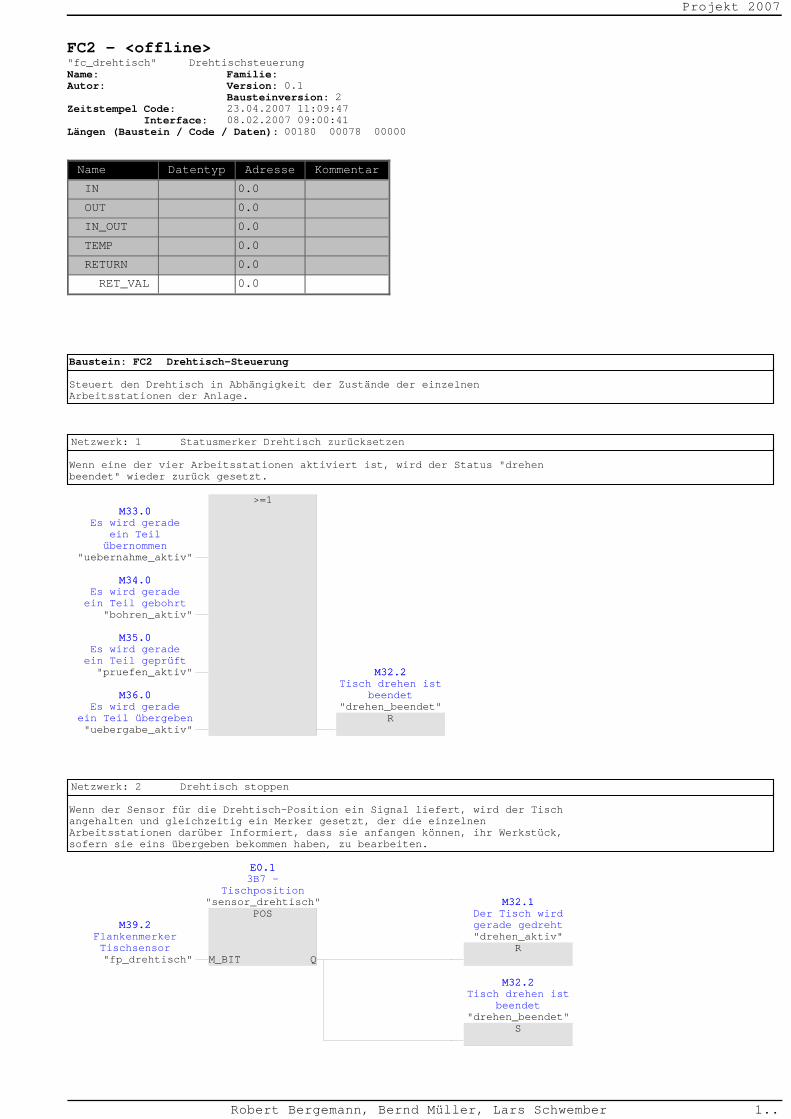
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC2 - <offline>"fc_drehtisch" DrehtischsteuerungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:23.04.2007 11:09:4708.02.2007 09:00:41
Längen (Baustein / Code / Daten): 00180 00078 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC2 Drehtisch-Steuerung
Steuert den Drehtisch in Abhängigkeit der Zustände der einzelnen Arbeitsstationen der Anlage.
Netzwerk: 1 Statusmerker Drehtisch zurücksetzen
Wenn eine der vier Arbeitsstationen aktiviert ist, wird der Status "drehen beendet" wieder zurück gesetzt.
R
>=1M33.0M33.0
Es wird geradeein Teilübernommen
"uebernahme_aktiv"
M34.0M34.0Es wird geradeein Teil gebohrt
"bohren_aktiv"
M35.0M35.0Es wird geradeein Teil geprüft"pruefen_aktiv"
M36.0M36.0Es wird gerade
ein Teil übergeben"uebergabe_aktiv"
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
Netzwerk: 2 Drehtisch stoppen
Wenn der Sensor für die Drehtisch-Position ein Signal liefert, wird der Tisch angehalten und gleichzeitig ein Merker gesetzt, der die einzelnen Arbeitsstationen darüber Informiert, dass sie anfangen können, ihr Werkstück, sofern sie eins übergeben bekommen haben, zu bearbeiten.
POS
E0.1E0.13B7 -
Tischposition"sensor_drehtisch"
M39.2M39.2FlankenmerkerTischsensor"fp_drehtisch" M_BIT Q
R
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
S
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
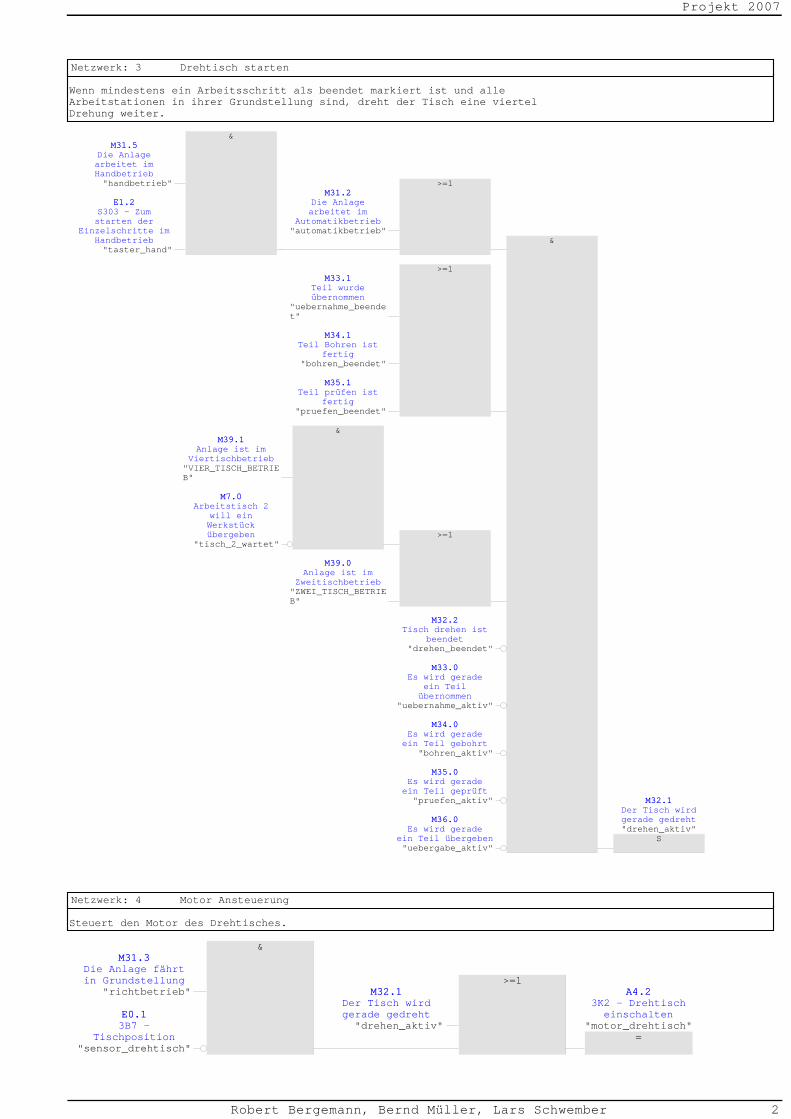
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2
Netzwerk: 3 Drehtisch starten
Wenn mindestens ein Arbeitsschritt als beendet markiert ist und alle Arbeitstationen in ihrer Grundstellung sind, dreht der Tisch eine viertel Drehung weiter.
S
&
>=1
&M31.5M31.5
Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.2E1.2S303 - Zumstarten der
Einzelschritte imHandbetrieb"taster_hand"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
>=1M33.1M33.1
Teil wurdeübernommen
"uebernahme_beendet"
M34.1M34.1Teil Bohren ist
fertig"bohren_beendet"
M35.1M35.1Teil prüfen ist
fertig"pruefen_beendet"
>=1
&M39.1M39.1
Anlage ist imViertischbetrieb"VIER_TISCH_BETRIEB"
M7.0M7.0Arbeitstisch 2
will einWerkstückübergeben
"tisch_2_wartet"
M39.0M39.0Anlage ist im
Zweitischbetrieb"ZWEI_TISCH_BETRIEB"
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
M33.0M33.0Es wird gerade
ein Teilübernommen
"uebernahme_aktiv"
M34.0M34.0Es wird geradeein Teil gebohrt
"bohren_aktiv"
M35.0M35.0Es wird geradeein Teil geprüft"pruefen_aktiv"
M36.0M36.0Es wird gerade
ein Teil übergeben"uebergabe_aktiv"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
Netzwerk: 4 Motor Ansteuerung
Steuert den Motor des Drehtisches.
=
>=1
&M31.3M31.3
Die Anlage fährtin Grundstellung
"richtbetrieb"
E0.1E0.13B7 -
Tischposition"sensor_drehtisch"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
A4.2A4.23K2 - Drehtischeinschalten
"motor_drehtisch"
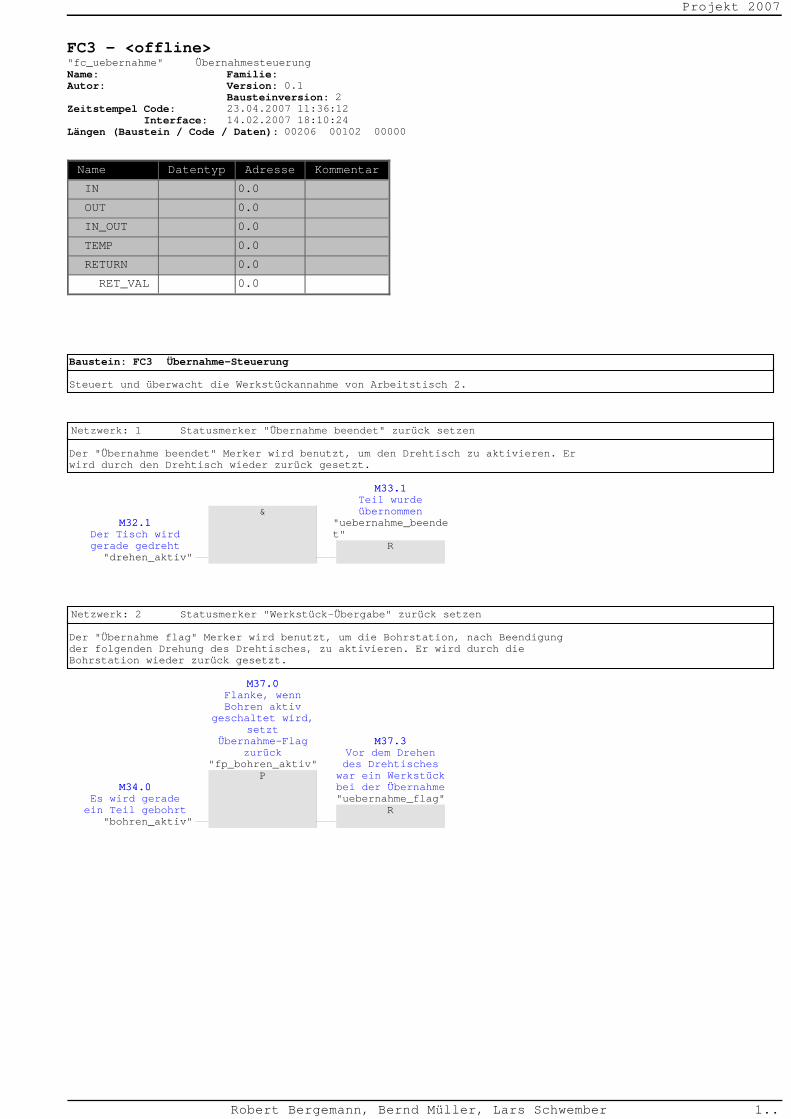
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC3 - <offline>"fc_uebernahme" ÜbernahmesteuerungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:23.04.2007 11:36:1214.02.2007 18:10:24
Längen (Baustein / Code / Daten): 00206 00102 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC3 Übernahme-Steuerung
Steuert und überwacht die Werkstückannahme von Arbeitstisch 2.
Netzwerk: 1 Statusmerker "Übernahme beendet" zurück setzen
Der "Übernahme beendet" Merker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch wieder zurück gesetzt.
R
&M32.1M32.1
Der Tisch wirdgerade gedreht"drehen_aktiv"
M33.1M33.1Teil wurdeübernommen
"uebernahme_beendet"
Netzwerk: 2 Statusmerker "Werkstück-Übergabe" zurück setzen
Der "Übernahme flag" Merker wird benutzt, um die Bohrstation, nach Beendigung der folgenden Drehung des Drehtisches, zu aktivieren. Er wird durch die Bohrstation wieder zurück gesetzt.
R
P
M37.0M37.0Flanke, wennBohren aktiv
geschaltet wird,setzt
Übernahme-Flagzurück
"fp_bohren_aktiv"
M34.0M34.0Es wird geradeein Teil gebohrt
"bohren_aktiv"
M37.3M37.3Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
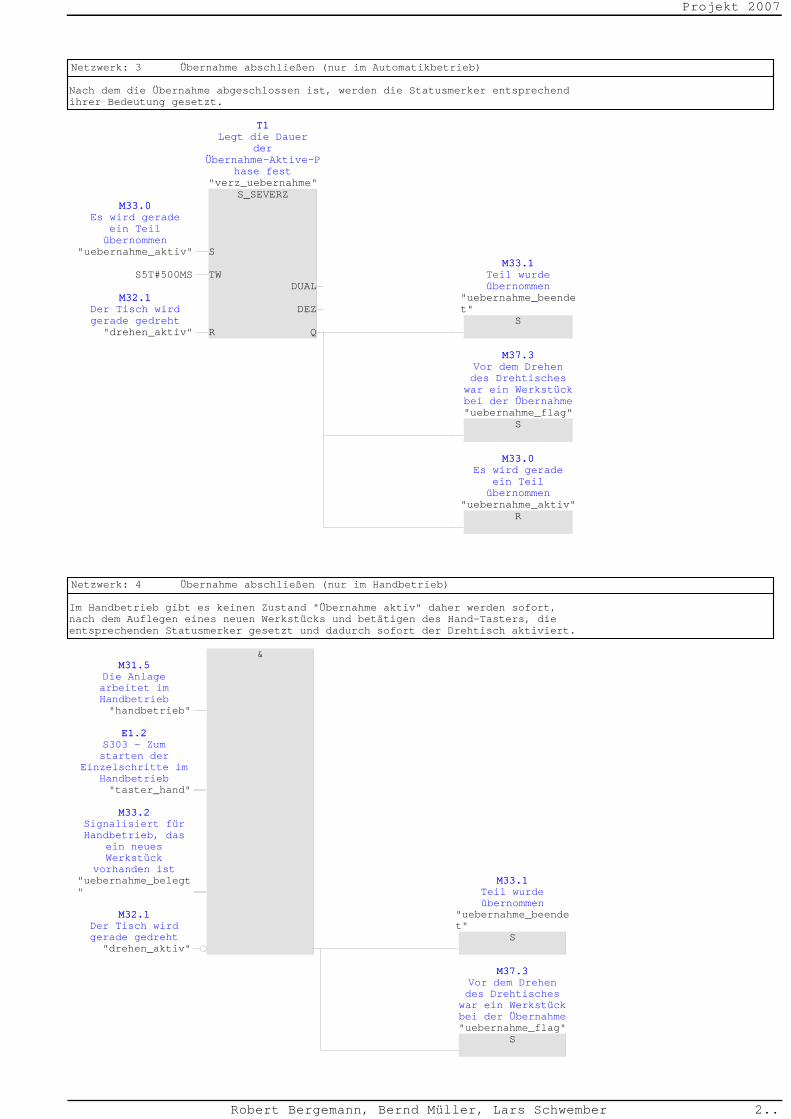
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 3 Übernahme abschließen (nur im Automatikbetrieb)
Nach dem die Übernahme abgeschlossen ist, werden die Statusmerker entsprechend ihrer Bedeutung gesetzt.
S_SEVERZ
T1T1Legt die Dauer
derÜbernahme-Aktive-P
hase fest"verz_uebernahme"
M33.0M33.0Es wird gerade
ein Teilübernommen
"uebernahme_aktiv" S
S5T#500MS TW
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv" R
DUAL
DEZ
QS
M33.1M33.1Teil wurdeübernommen
"uebernahme_beendet"
S
M37.3M37.3Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
R
M33.0M33.0Es wird gerade
ein Teilübernommen
"uebernahme_aktiv"
Netzwerk: 4 Übernahme abschließen (nur im Handbetrieb)
Im Handbetrieb gibt es keinen Zustand "Übernahme aktiv" daher werden sofort, nach dem Auflegen eines neuen Werkstücks und betätigen des Hand-Tasters, die entsprechenden Statusmerker gesetzt und dadurch sofort der Drehtisch aktiviert.
&M31.5M31.5
Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.2E1.2S303 - Zumstarten der
Einzelschritte imHandbetrieb"taster_hand"
M33.2M33.2Signalisiert fürHandbetrieb, das
ein neuesWerkstück
vorhanden ist"uebernahme_belegt"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
S
M33.1M33.1Teil wurdeübernommen
"uebernahme_beendet"
S
M37.3M37.3Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
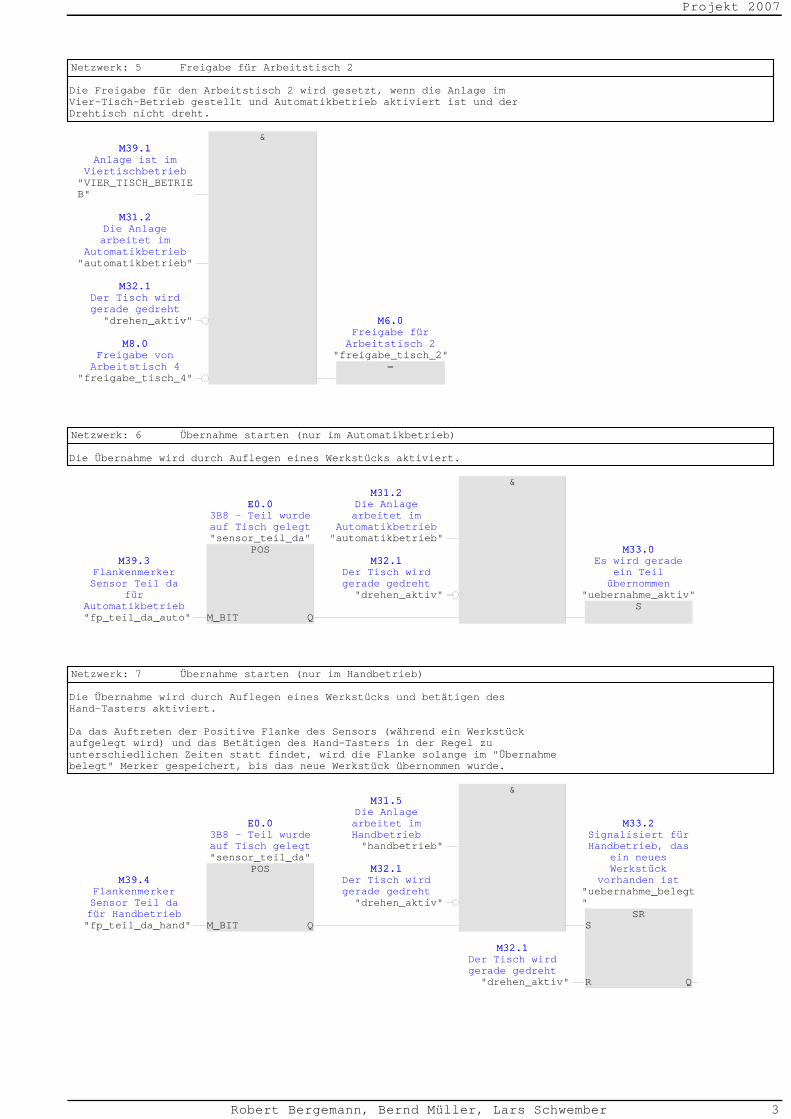
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3
Netzwerk: 5 Freigabe für Arbeitstisch 2
Die Freigabe für den Arbeitstisch 2 wird gesetzt, wenn die Anlage im Vier-Tisch-Betrieb gestellt und Automatikbetrieb aktiviert ist und der Drehtisch nicht dreht.
=
&M39.1M39.1
Anlage ist imViertischbetrieb"VIER_TISCH_BETRIEB"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
M8.0M8.0Freigabe vonArbeitstisch 4
"freigabe_tisch_4"
M6.0M6.0Freigabe fürArbeitstisch 2
"freigabe_tisch_2"
Netzwerk: 6 Übernahme starten (nur im Automatikbetrieb)
Die Übernahme wird durch Auflegen eines Werkstücks aktiviert.
S
&
POS
E0.0E0.03B8 - Teil wurdeauf Tisch gelegt"sensor_teil_da"
M39.3M39.3FlankenmerkerSensor Teil da
fürAutomatikbetrieb"fp_teil_da_auto" M_BIT Q
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
M33.0M33.0Es wird gerade
ein Teilübernommen
"uebernahme_aktiv"
Netzwerk: 7 Übernahme starten (nur im Handbetrieb)
Die Übernahme wird durch Auflegen eines Werkstücks und betätigen des Hand-Tasters aktiviert. Da das Auftreten der Positive Flanke des Sensors (während ein Werkstück aufgelegt wird) und das Betätigen des Hand-Tasters in der Regel zu unterschiedlichen Zeiten statt findet, wird die Flanke solange im "Übernahme belegt" Merker gespeichert, bis das neue Werkstück übernommen wurde.
SR
&
POS
E0.0E0.03B8 - Teil wurdeauf Tisch gelegt"sensor_teil_da"
M39.4M39.4FlankenmerkerSensor Teil dafür Handbetrieb"fp_teil_da_hand" M_BIT Q
M31.5M31.5Die Anlagearbeitet imHandbetrieb"handbetrieb"
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv"
M33.2M33.2Signalisiert fürHandbetrieb, das
ein neuesWerkstück
vorhanden ist"uebernahme_belegt"
S
M32.1M32.1Der Tisch wirdgerade gedreht"drehen_aktiv" R Q
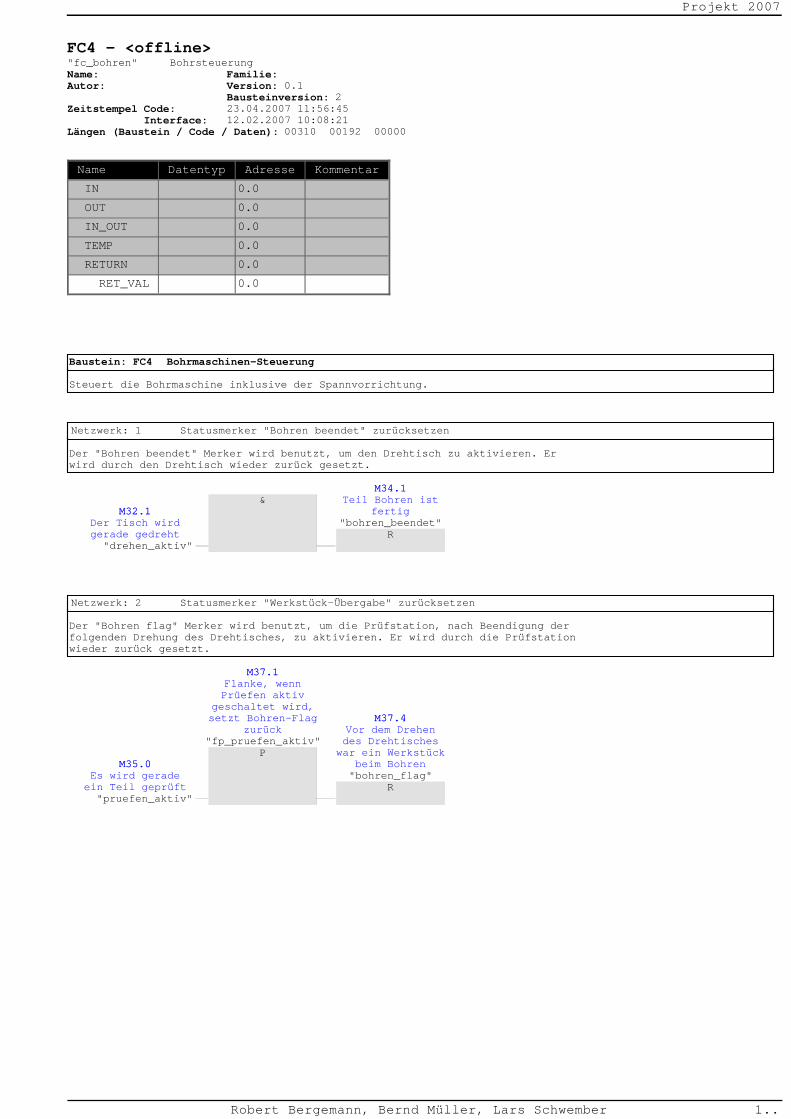
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC4 - <offline>"fc_bohren" BohrsteuerungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:23.04.2007 11:56:4512.02.2007 10:08:21
Längen (Baustein / Code / Daten): 00310 00192 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC4 Bohrmaschinen-Steuerung
Steuert die Bohrmaschine inklusive der Spannvorrichtung.
Netzwerk: 1 Statusmerker "Bohren beendet" zurücksetzen
Der "Bohren beendet" Merker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch wieder zurück gesetzt.
R
&M32.1M32.1
Der Tisch wirdgerade gedreht"drehen_aktiv"
M34.1M34.1Teil Bohren ist
fertig"bohren_beendet"
Netzwerk: 2 Statusmerker "Werkstück-Übergabe" zurücksetzen
Der "Bohren flag" Merker wird benutzt, um die Prüfstation, nach Beendigung der folgenden Drehung des Drehtisches, zu aktivieren. Er wird durch die Prüfstation wieder zurück gesetzt.
R
P
M37.1M37.1Flanke, wennPrüefen aktiv
geschaltet wird,setzt Bohren-Flag
zurück"fp_pruefen_aktiv"
M35.0M35.0Es wird geradeein Teil geprüft"pruefen_aktiv"
M37.4M37.4Vor dem Drehendes Drehtischeswar ein Werkstück
beim Bohren"bohren_flag"
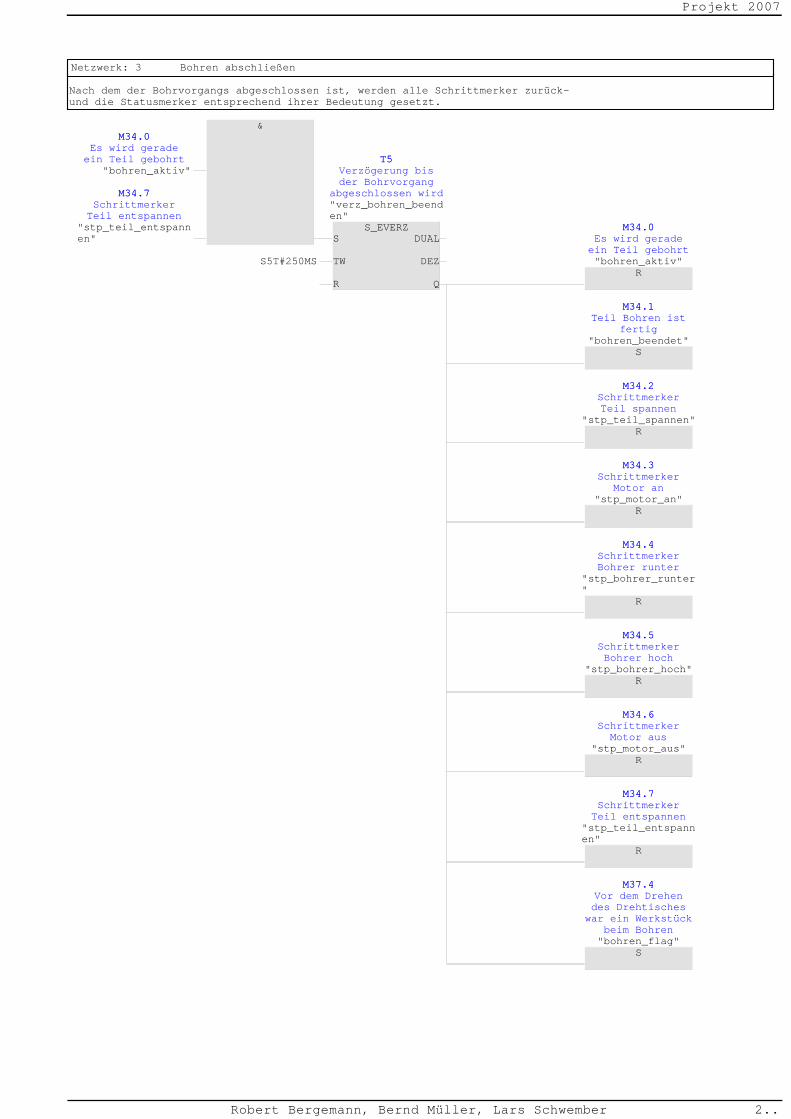
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 3 Bohren abschließen
Nach dem der Bohrvorgangs abgeschlossen ist, werden alle Schrittmerker zurück- und die Statusmerker entsprechend ihrer Bedeutung gesetzt.
S_EVERZ
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.7M34.7SchrittmerkerTeil entspannen
"stp_teil_entspannen"
T5T5Verzögerung bisder Bohrvorgang
abgeschlossen wird"verz_bohren_beenden"
S
S5T#250MS TW
R
DUAL
DEZ
QR
M34.0M34.0Es wird geradeein Teil gebohrt"bohren_aktiv"
S
M34.1M34.1Teil Bohren ist
fertig"bohren_beendet"
R
M34.2M34.2SchrittmerkerTeil spannen
"stp_teil_spannen"
R
M34.3M34.3Schrittmerker
Motor an"stp_motor_an"
R
M34.4M34.4SchrittmerkerBohrer runter
"stp_bohrer_runter"
R
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
R
M34.6M34.6SchrittmerkerMotor aus
"stp_motor_aus"
R
M34.7M34.7SchrittmerkerTeil entspannen
"stp_teil_entspannen"
S
M37.4M37.4Vor dem Drehendes Drehtischeswar ein Werkstück
beim Bohren"bohren_flag"
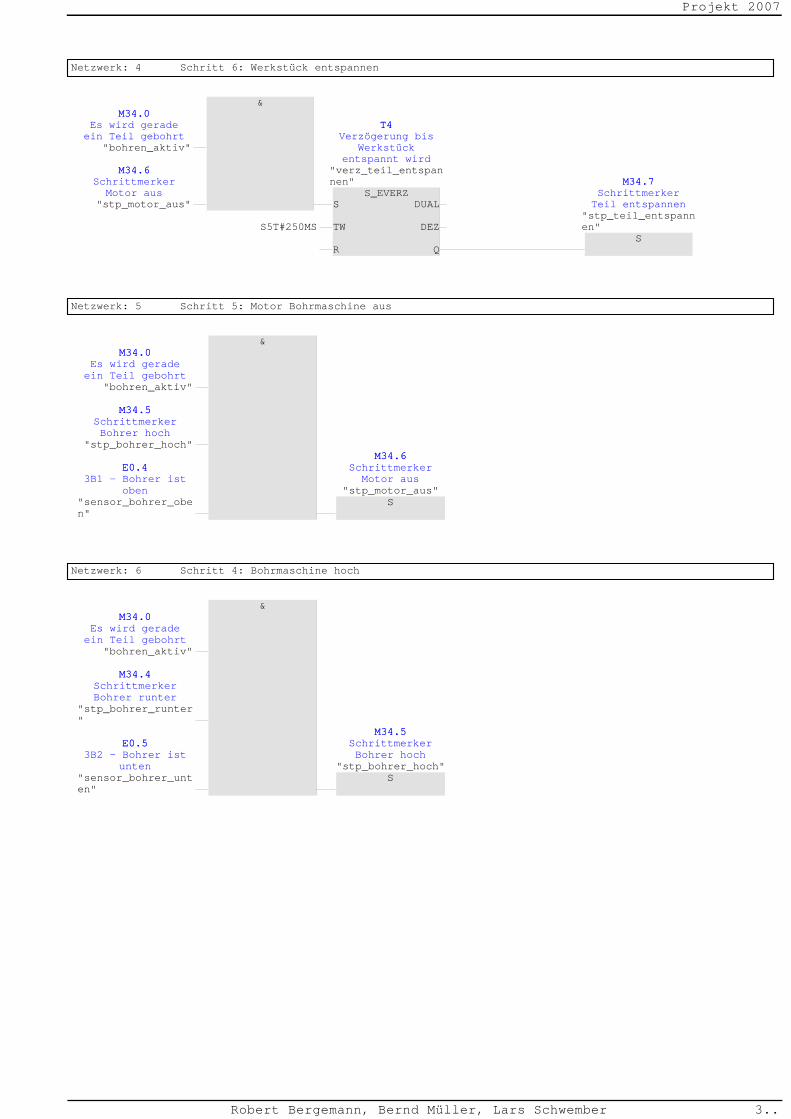
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
Netzwerk: 4 Schritt 6: Werkstück entspannen
S
S_EVERZ
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.6M34.6SchrittmerkerMotor aus
"stp_motor_aus"
T4T4Verzögerung bis
Werkstückentspannt wird
"verz_teil_entspannen"
S
S5T#250MS TW
R
DUAL
DEZ
Q
M34.7M34.7SchrittmerkerTeil entspannen
"stp_teil_entspannen"
Netzwerk: 5 Schritt 5: Motor Bohrmaschine aus
S
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
E0.4E0.43B1 - Bohrer ist
oben"sensor_bohrer_oben"
M34.6M34.6SchrittmerkerMotor aus
"stp_motor_aus"
Netzwerk: 6 Schritt 4: Bohrmaschine hoch
S
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.4M34.4SchrittmerkerBohrer runter
"stp_bohrer_runter"
E0.5E0.53B2 - Bohrer ist
unten"sensor_bohrer_unten"
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
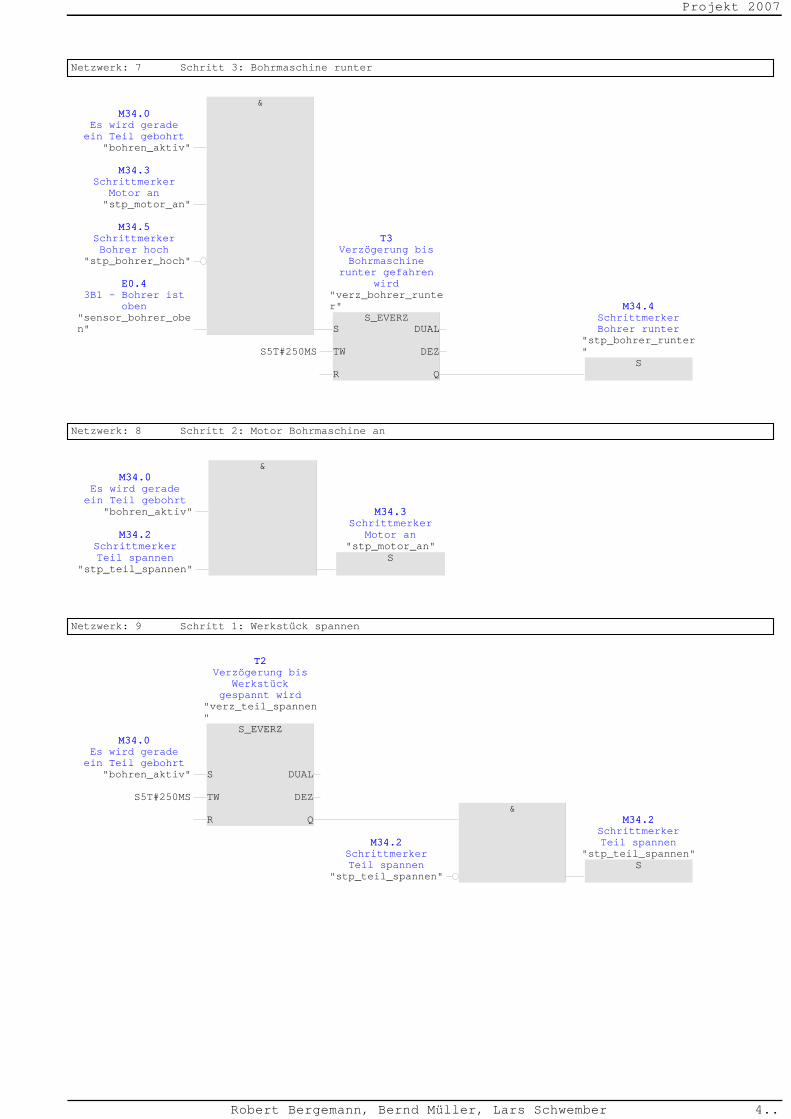
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
Netzwerk: 7 Schritt 3: Bohrmaschine runter
S
S_EVERZ
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.3M34.3Schrittmerker
Motor an"stp_motor_an"
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
E0.4E0.43B1 - Bohrer ist
oben"sensor_bohrer_oben"
T3T3Verzögerung bisBohrmaschine
runter gefahrenwird
"verz_bohrer_runter"
S
S5T#250MS TW
R
DUAL
DEZ
Q
M34.4M34.4SchrittmerkerBohrer runter
"stp_bohrer_runter"
Netzwerk: 8 Schritt 2: Motor Bohrmaschine an
S
&M34.0M34.0
Es wird geradeein Teil gebohrt
"bohren_aktiv"
M34.2M34.2SchrittmerkerTeil spannen
"stp_teil_spannen"
M34.3M34.3Schrittmerker
Motor an"stp_motor_an"
Netzwerk: 9 Schritt 1: Werkstück spannen
S
&
S_EVERZ
T2T2Verzögerung bis
Werkstückgespannt wird
"verz_teil_spannen"
M34.0M34.0Es wird geradeein Teil gebohrt
"bohren_aktiv" S
S5T#250MS TW
R
DUAL
DEZ
Q
M34.2M34.2SchrittmerkerTeil spannen
"stp_teil_spannen"
M34.2M34.2SchrittmerkerTeil spannen
"stp_teil_spannen"
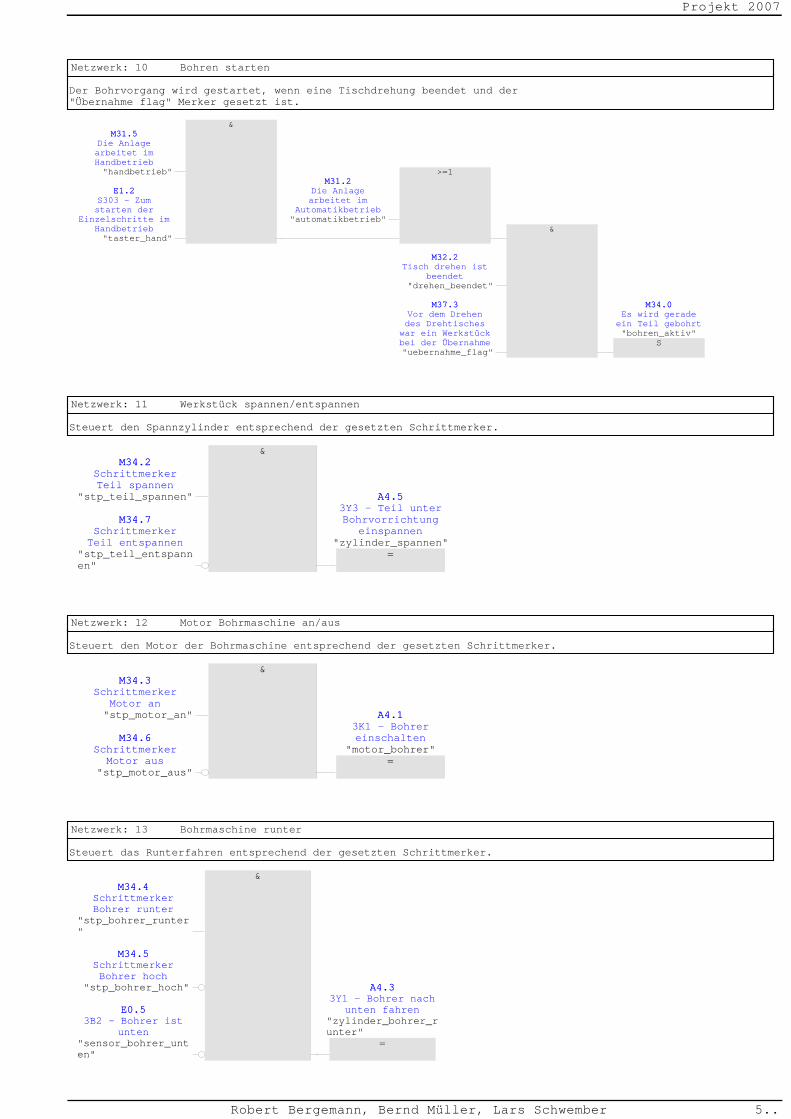
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5..
Netzwerk: 10 Bohren starten
Der Bohrvorgang wird gestartet, wenn eine Tischdrehung beendet und der "Übernahme flag" Merker gesetzt ist.
S
&
>=1
&M31.5M31.5
Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.2E1.2S303 - Zumstarten der
Einzelschritte imHandbetrieb"taster_hand"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
M37.3M37.3Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
M34.0M34.0Es wird geradeein Teil gebohrt"bohren_aktiv"
Netzwerk: 11 Werkstück spannen/entspannen
Steuert den Spannzylinder entsprechend der gesetzten Schrittmerker.
=
&M34.2M34.2
SchrittmerkerTeil spannen
"stp_teil_spannen"
M34.7M34.7SchrittmerkerTeil entspannen
"stp_teil_entspannen"
A4.5A4.53Y3 - Teil unterBohrvorrichtung
einspannen"zylinder_spannen"
Netzwerk: 12 Motor Bohrmaschine an/aus
Steuert den Motor der Bohrmaschine entsprechend der gesetzten Schrittmerker.
=
&M34.3M34.3
SchrittmerkerMotor an"stp_motor_an"
M34.6M34.6SchrittmerkerMotor aus
"stp_motor_aus"
A4.1A4.13K1 - Bohrereinschalten
"motor_bohrer"
Netzwerk: 13 Bohrmaschine runter
Steuert das Runterfahren entsprechend der gesetzten Schrittmerker.
=
&M34.4M34.4
SchrittmerkerBohrer runter
"stp_bohrer_runter"
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
E0.5E0.53B2 - Bohrer ist
unten"sensor_bohrer_unten"
A4.3A4.33Y1 - Bohrer nach
unten fahren"zylinder_bohrer_runter"
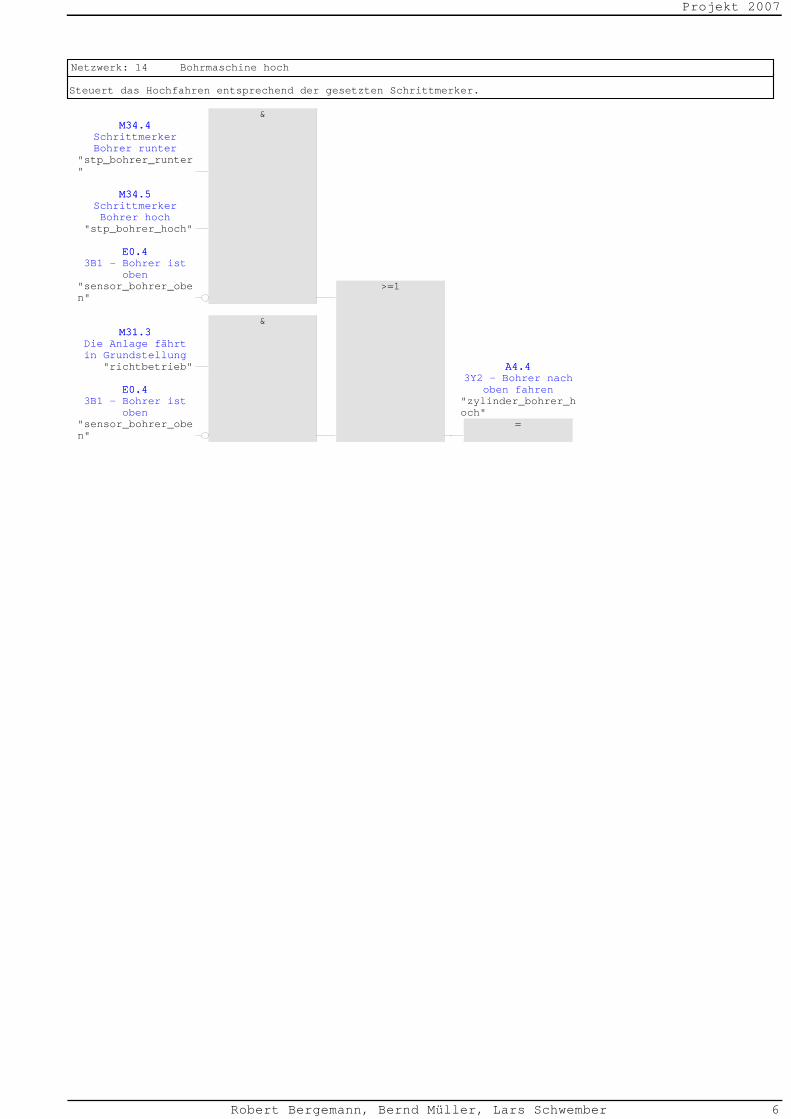
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 6
Netzwerk: 14 Bohrmaschine hoch
Steuert das Hochfahren entsprechend der gesetzten Schrittmerker.
=
>=1
&M34.4M34.4
SchrittmerkerBohrer runter
"stp_bohrer_runter"
M34.5M34.5SchrittmerkerBohrer hoch
"stp_bohrer_hoch"
E0.4E0.43B1 - Bohrer ist
oben"sensor_bohrer_oben"
&M31.3M31.3
Die Anlage fährtin Grundstellung
"richtbetrieb"
E0.4E0.43B1 - Bohrer ist
oben"sensor_bohrer_oben"
A4.4A4.43Y2 - Bohrer nach
oben fahren"zylinder_bohrer_hoch"
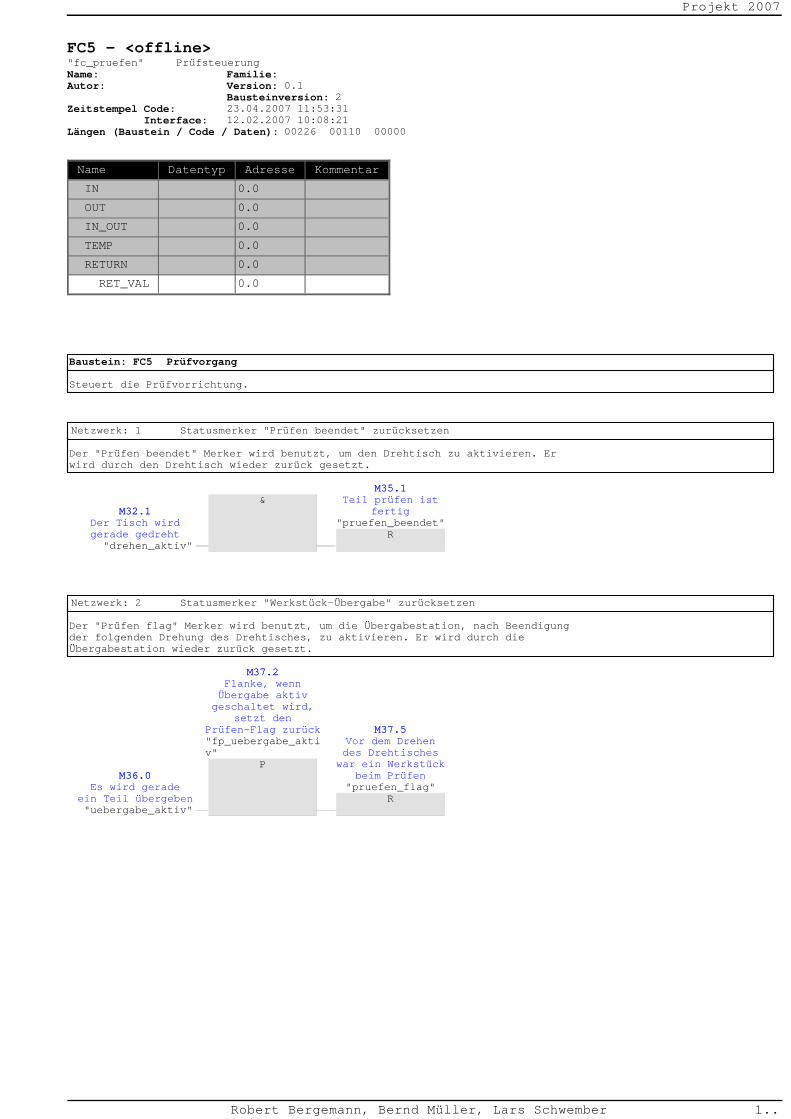
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC5 - <offline>"fc_pruefen" PrüfsteuerungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:23.04.2007 11:53:3112.02.2007 10:08:21
Längen (Baustein / Code / Daten): 00226 00110 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC5 Prüfvorgang
Steuert die Prüfvorrichtung.
Netzwerk: 1 Statusmerker "Prüfen beendet" zurücksetzen
Der "Prüfen beendet" Merker wird benutzt, um den Drehtisch zu aktivieren. Er wird durch den Drehtisch wieder zurück gesetzt.
R
&M32.1M32.1
Der Tisch wirdgerade gedreht"drehen_aktiv"
M35.1M35.1Teil prüfen ist
fertig"pruefen_beendet"
Netzwerk: 2 Statusmerker "Werkstück-Übergabe" zurücksetzen
Der "Prüfen flag" Merker wird benutzt, um die Übergabestation, nach Beendigung der folgenden Drehung des Drehtisches, zu aktivieren. Er wird durch die Übergabestation wieder zurück gesetzt.
R
P
M37.2M37.2Flanke, wennÜbergabe aktivgeschaltet wird,
setzt denPrüfen-Flag zurück"fp_uebergabe_aktiv"
M36.0M36.0Es wird gerade
ein Teil übergeben"uebergabe_aktiv"
M37.5M37.5Vor dem Drehendes Drehtischeswar ein Werkstück
beim Prüfen"pruefen_flag"
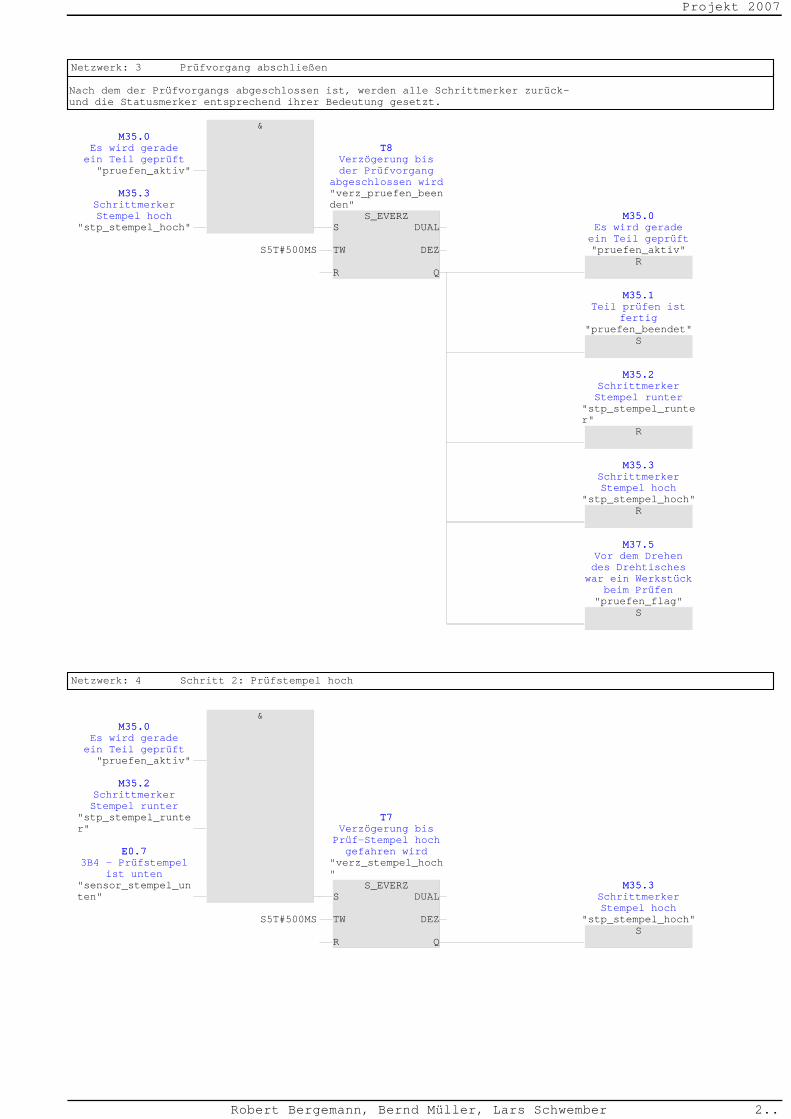
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 3 Prüfvorgang abschließen
Nach dem der Prüfvorgangs abgeschlossen ist, werden alle Schrittmerker zurück- und die Statusmerker entsprechend ihrer Bedeutung gesetzt.
S_EVERZ
&M35.0M35.0
Es wird geradeein Teil geprüft"pruefen_aktiv"
M35.3M35.3SchrittmerkerStempel hoch
"stp_stempel_hoch"
T8T8Verzögerung bisder Prüfvorgang
abgeschlossen wird"verz_pruefen_beenden"
S
S5T#500MS TW
R
DUAL
DEZ
QR
M35.0M35.0Es wird geradeein Teil geprüft"pruefen_aktiv"
S
M35.1M35.1Teil prüfen ist
fertig"pruefen_beendet"
R
M35.2M35.2SchrittmerkerStempel runter
"stp_stempel_runter"
R
M35.3M35.3SchrittmerkerStempel hoch
"stp_stempel_hoch"
S
M37.5M37.5Vor dem Drehendes Drehtischeswar ein Werkstück
beim Prüfen"pruefen_flag"
Netzwerk: 4 Schritt 2: Prüfstempel hoch
S
S_EVERZ
&M35.0M35.0
Es wird geradeein Teil geprüft"pruefen_aktiv"
M35.2M35.2SchrittmerkerStempel runter
"stp_stempel_runter"
E0.7E0.73B4 - Prüfstempel
ist unten"sensor_stempel_unten"
T7T7Verzögerung bisPrüf-Stempel hochgefahren wird
"verz_stempel_hoch"
S
S5T#500MS TW
R
DUAL
DEZ
Q
M35.3M35.3SchrittmerkerStempel hoch
"stp_stempel_hoch"
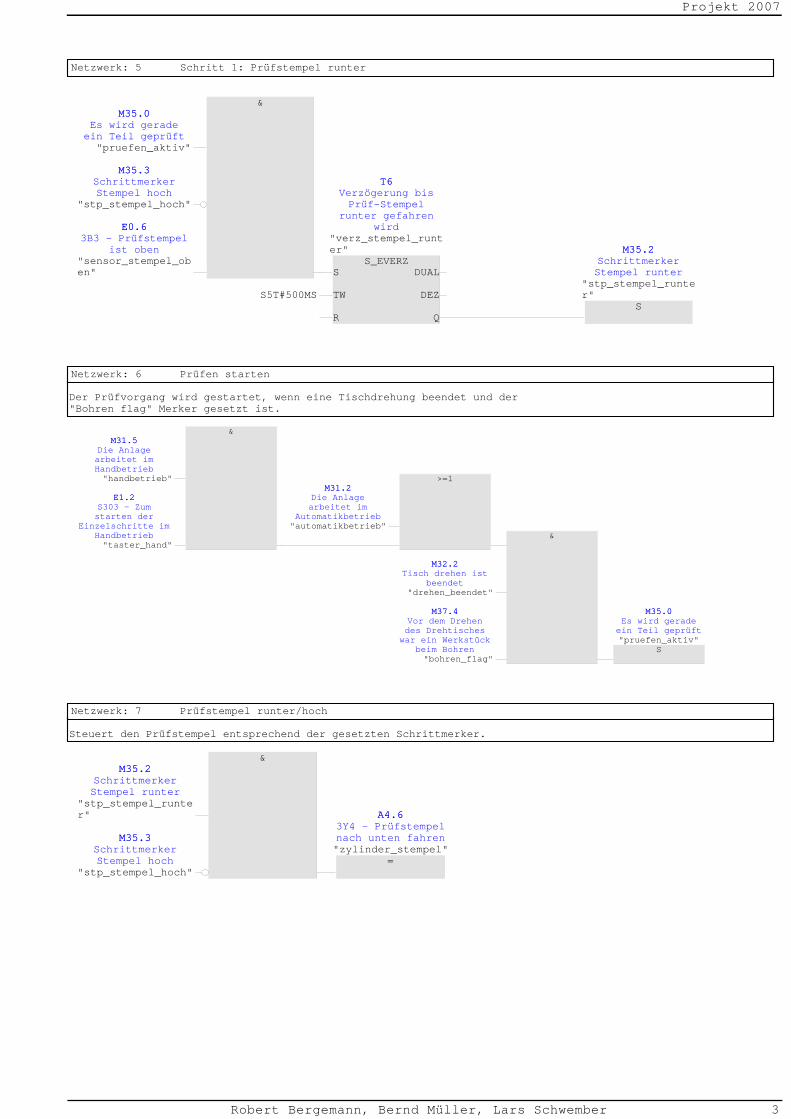
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3
Netzwerk: 5 Schritt 1: Prüfstempel runter
S
S_EVERZ
&M35.0M35.0
Es wird geradeein Teil geprüft"pruefen_aktiv"
M35.3M35.3SchrittmerkerStempel hoch
"stp_stempel_hoch"
E0.6E0.63B3 - Prüfstempel
ist oben"sensor_stempel_oben"
T6T6Verzögerung bisPrüf-Stempel
runter gefahrenwird
"verz_stempel_runter"
S
S5T#500MS TW
R
DUAL
DEZ
Q
M35.2M35.2SchrittmerkerStempel runter
"stp_stempel_runter"
Netzwerk: 6 Prüfen starten
Der Prüfvorgang wird gestartet, wenn eine Tischdrehung beendet und der "Bohren flag" Merker gesetzt ist.
S
&
>=1
&M31.5M31.5
Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.2E1.2S303 - Zumstarten der
Einzelschritte imHandbetrieb"taster_hand"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
M37.4M37.4Vor dem Drehendes Drehtischeswar ein Werkstück
beim Bohren"bohren_flag"
M35.0M35.0Es wird geradeein Teil geprüft"pruefen_aktiv"
Netzwerk: 7 Prüfstempel runter/hoch
Steuert den Prüfstempel entsprechend der gesetzten Schrittmerker.
=
&M35.2M35.2
SchrittmerkerStempel runter
"stp_stempel_runter"
M35.3M35.3SchrittmerkerStempel hoch
"stp_stempel_hoch"
A4.6A4.63Y4 - Prüfstempelnach unten fahren"zylinder_stempel"
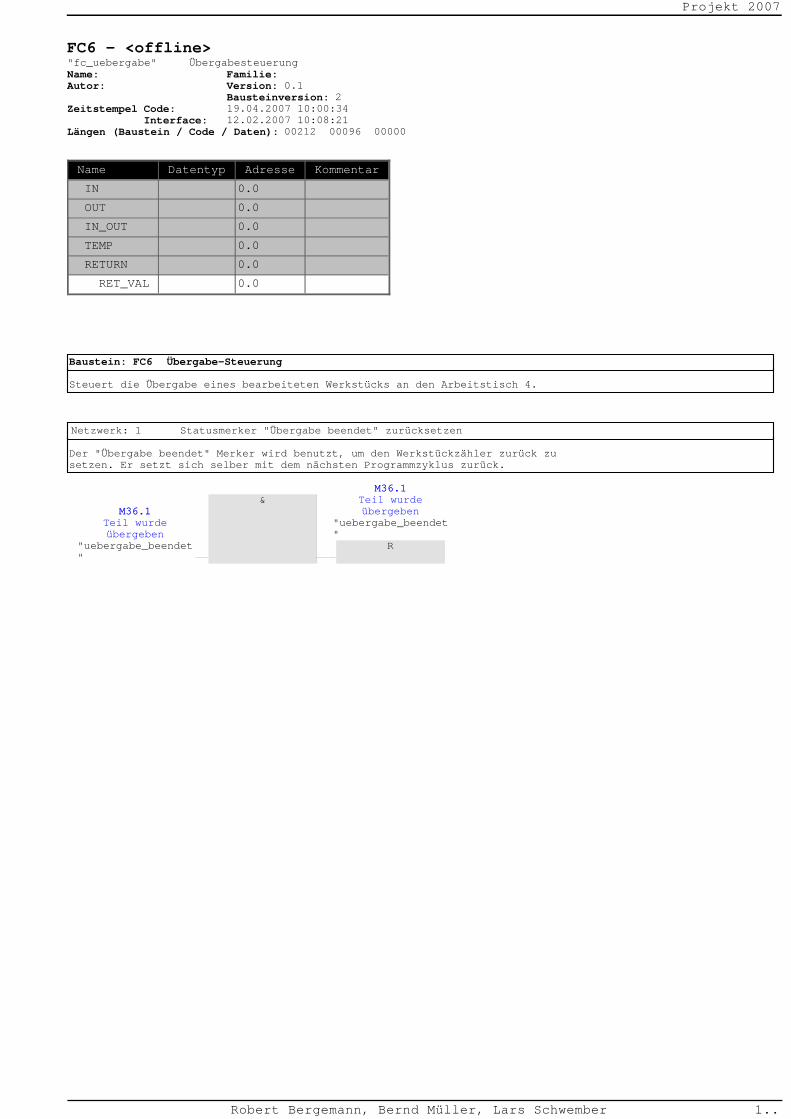
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC6 - <offline>"fc_uebergabe" ÜbergabesteuerungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:19.04.2007 10:00:3412.02.2007 10:08:21
Längen (Baustein / Code / Daten): 00212 00096 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC6 Übergabe-Steuerung
Steuert die Übergabe eines bearbeiteten Werkstücks an den Arbeitstisch 4.
Netzwerk: 1 Statusmerker "Übergabe beendet" zurücksetzen
Der "Übergabe beendet" Merker wird benutzt, um den Werkstückzähler zurück zu setzen. Er setzt sich selber mit dem nächsten Programmzyklus zurück.
R
&M36.1M36.1
Teil wurdeübergeben
"uebergabe_beendet"
M36.1M36.1Teil wurdeübergeben
"uebergabe_beendet"
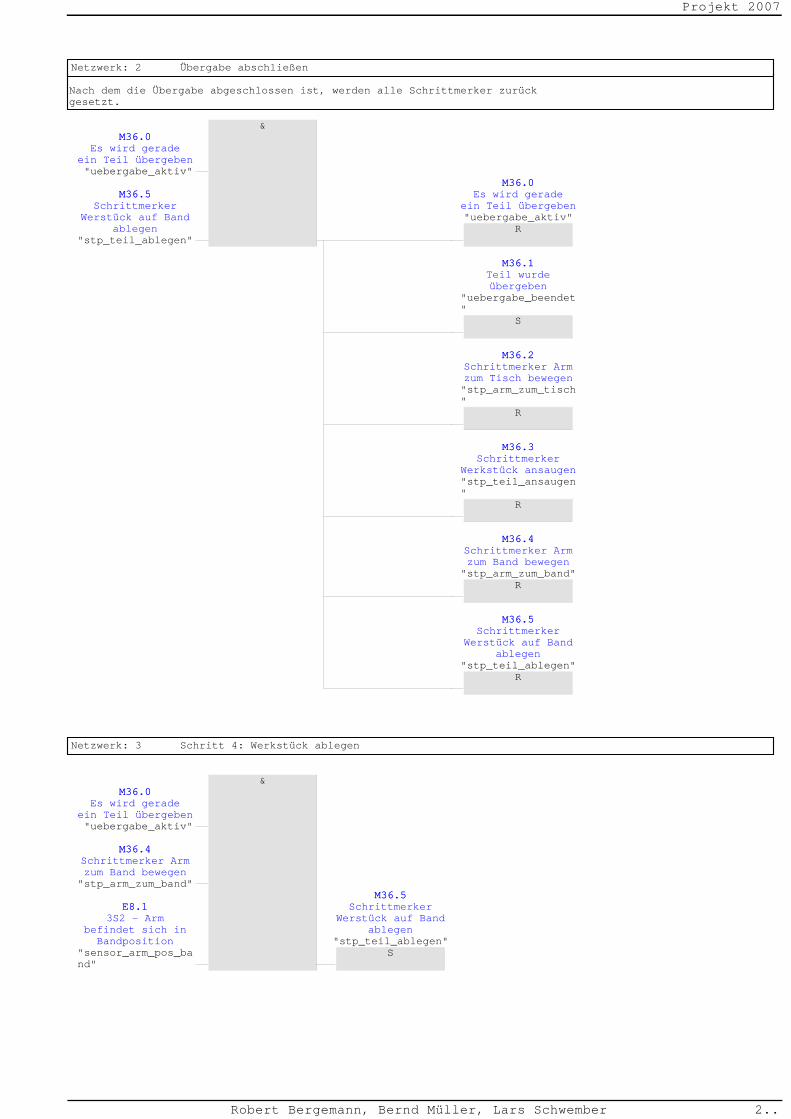
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 2 Übergabe abschließen
Nach dem die Übergabe abgeschlossen ist, werden alle Schrittmerker zurück gesetzt.
&M36.0M36.0
Es wird geradeein Teil übergeben"uebergabe_aktiv"
M36.5M36.5Schrittmerker
Werstück auf Bandablegen
"stp_teil_ablegen"R
M36.0M36.0Es wird gerade
ein Teil übergeben"uebergabe_aktiv"
S
M36.1M36.1Teil wurdeübergeben
"uebergabe_beendet"
R
M36.2M36.2Schrittmerker Armzum Tisch bewegen"stp_arm_zum_tisch"
R
M36.3M36.3Schrittmerker
Werkstück ansaugen"stp_teil_ansaugen"
R
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
R
M36.5M36.5Schrittmerker
Werstück auf Bandablegen
"stp_teil_ablegen"
Netzwerk: 3 Schritt 4: Werkstück ablegen
S
&M36.0M36.0
Es wird geradeein Teil übergeben"uebergabe_aktiv"
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
E8.1E8.13S2 - Arm
befindet sich inBandposition
"sensor_arm_pos_band"
M36.5M36.5Schrittmerker
Werstück auf Bandablegen
"stp_teil_ablegen"
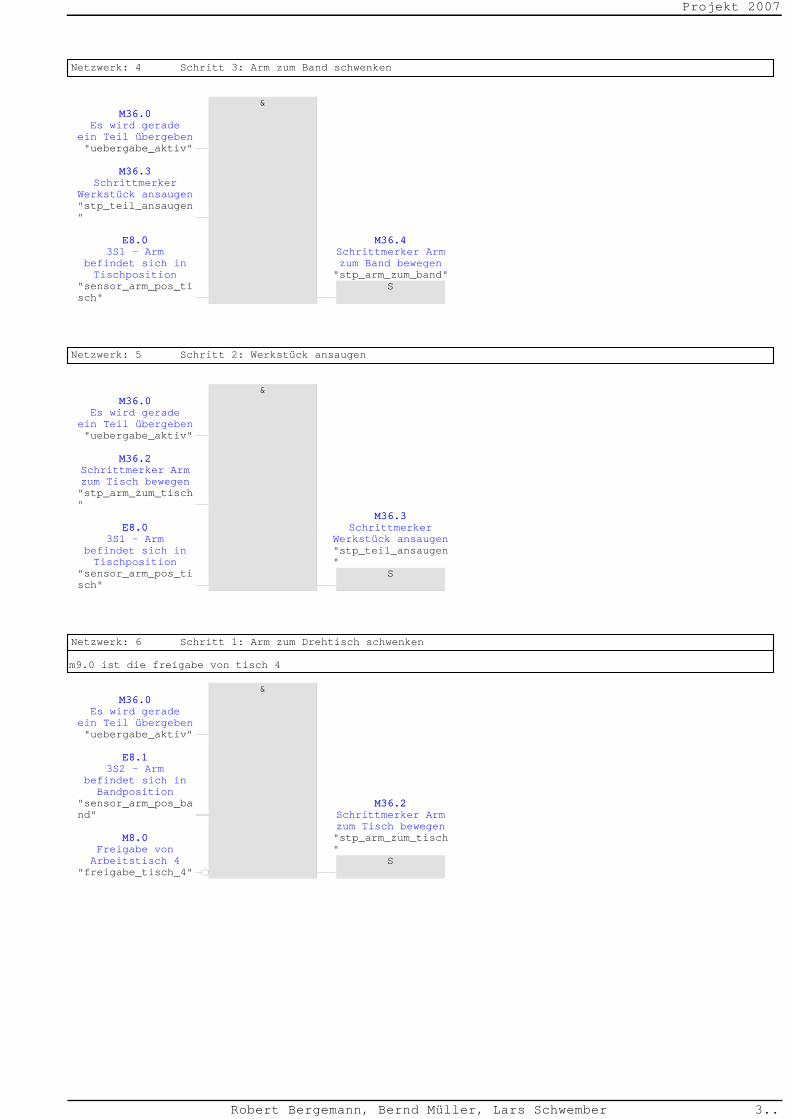
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
Netzwerk: 4 Schritt 3: Arm zum Band schwenken
S
&M36.0M36.0
Es wird geradeein Teil übergeben"uebergabe_aktiv"
M36.3M36.3Schrittmerker
Werkstück ansaugen"stp_teil_ansaugen"
E8.0E8.03S1 - Arm
befindet sich inTischposition
"sensor_arm_pos_tisch"
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
Netzwerk: 5 Schritt 2: Werkstück ansaugen
S
&M36.0M36.0
Es wird geradeein Teil übergeben"uebergabe_aktiv"
M36.2M36.2Schrittmerker Armzum Tisch bewegen"stp_arm_zum_tisch"
E8.0E8.03S1 - Arm
befindet sich inTischposition
"sensor_arm_pos_tisch"
M36.3M36.3Schrittmerker
Werkstück ansaugen"stp_teil_ansaugen"
Netzwerk: 6 Schritt 1: Arm zum Drehtisch schwenken
m9.0 ist die freigabe von tisch 4
S
&M36.0M36.0
Es wird geradeein Teil übergeben"uebergabe_aktiv"
E8.1E8.13S2 - Arm
befindet sich inBandposition
"sensor_arm_pos_band"
M8.0M8.0Freigabe vonArbeitstisch 4
"freigabe_tisch_4"
M36.2M36.2Schrittmerker Armzum Tisch bewegen"stp_arm_zum_tisch"
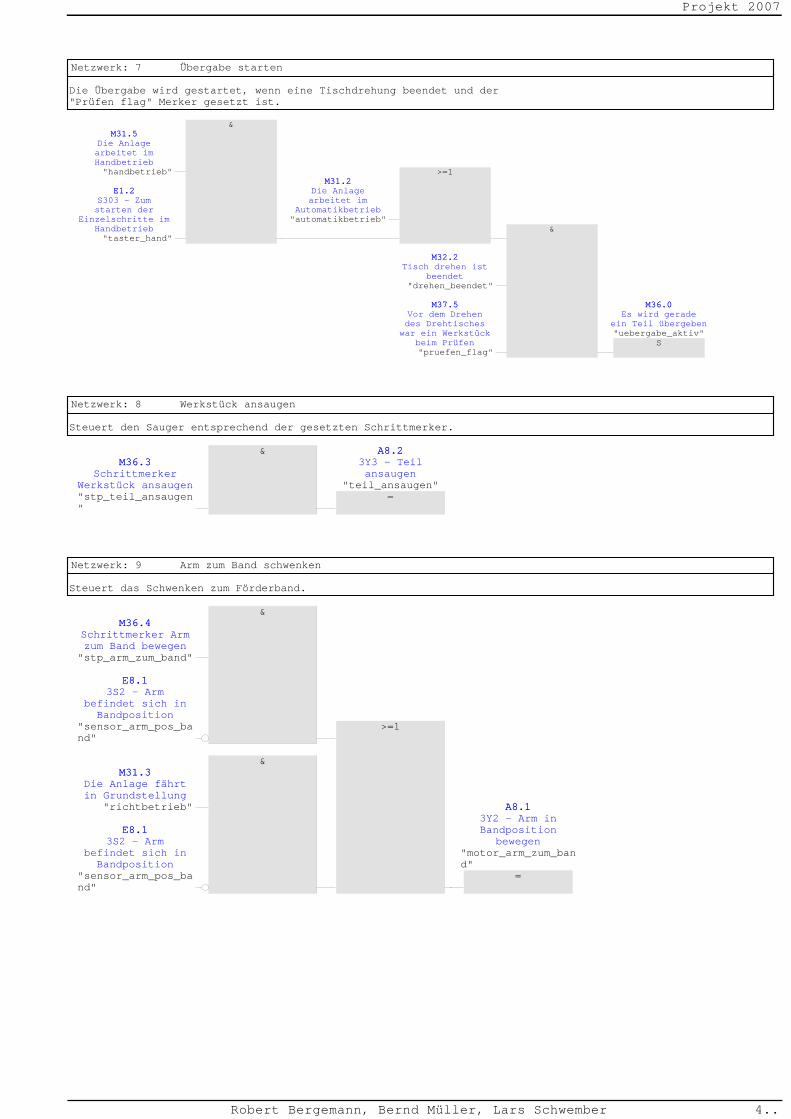
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
Netzwerk: 7 Übergabe starten
Die Übergabe wird gestartet, wenn eine Tischdrehung beendet und der "Prüfen flag" Merker gesetzt ist.
S
&
>=1
&M31.5M31.5
Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.2E1.2S303 - Zumstarten der
Einzelschritte imHandbetrieb"taster_hand"
M31.2M31.2Die Anlagearbeitet im
Automatikbetrieb"automatikbetrieb"
M32.2M32.2Tisch drehen ist
beendet"drehen_beendet"
M37.5M37.5Vor dem Drehendes Drehtischeswar ein Werkstück
beim Prüfen"pruefen_flag"
M36.0M36.0Es wird gerade
ein Teil übergeben"uebergabe_aktiv"
Netzwerk: 8 Werkstück ansaugen
Steuert den Sauger entsprechend der gesetzten Schrittmerker.
=
&M36.3M36.3
SchrittmerkerWerkstück ansaugen"stp_teil_ansaugen"
A8.2A8.23Y3 - Teilansaugen
"teil_ansaugen"
Netzwerk: 9 Arm zum Band schwenken
Steuert das Schwenken zum Förderband.
=
>=1
&M36.4M36.4
Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
E8.1E8.13S2 - Arm
befindet sich inBandposition
"sensor_arm_pos_band"
&M31.3M31.3
Die Anlage fährtin Grundstellung
"richtbetrieb"
E8.1E8.13S2 - Arm
befindet sich inBandposition
"sensor_arm_pos_band"
A8.1A8.13Y2 - Arm inBandposition
bewegen"motor_arm_zum_band"
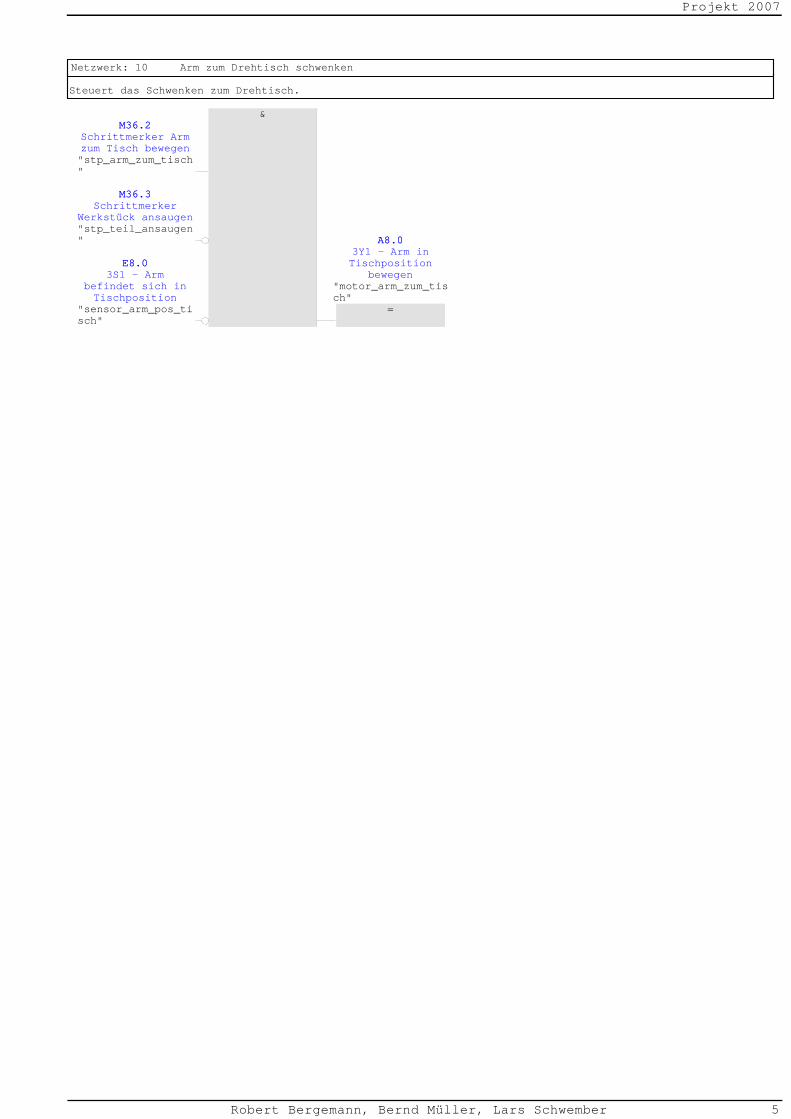
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5
Netzwerk: 10 Arm zum Drehtisch schwenken
Steuert das Schwenken zum Drehtisch.
=
&M36.2M36.2
Schrittmerker Armzum Tisch bewegen"stp_arm_zum_tisch"
M36.3M36.3Schrittmerker
Werkstück ansaugen"stp_teil_ansaugen"
E8.0E8.03S1 - Arm
befindet sich inTischposition
"sensor_arm_pos_tisch"
A8.0A8.03Y1 - Arm inTischposition
bewegen"motor_arm_zum_tisch"
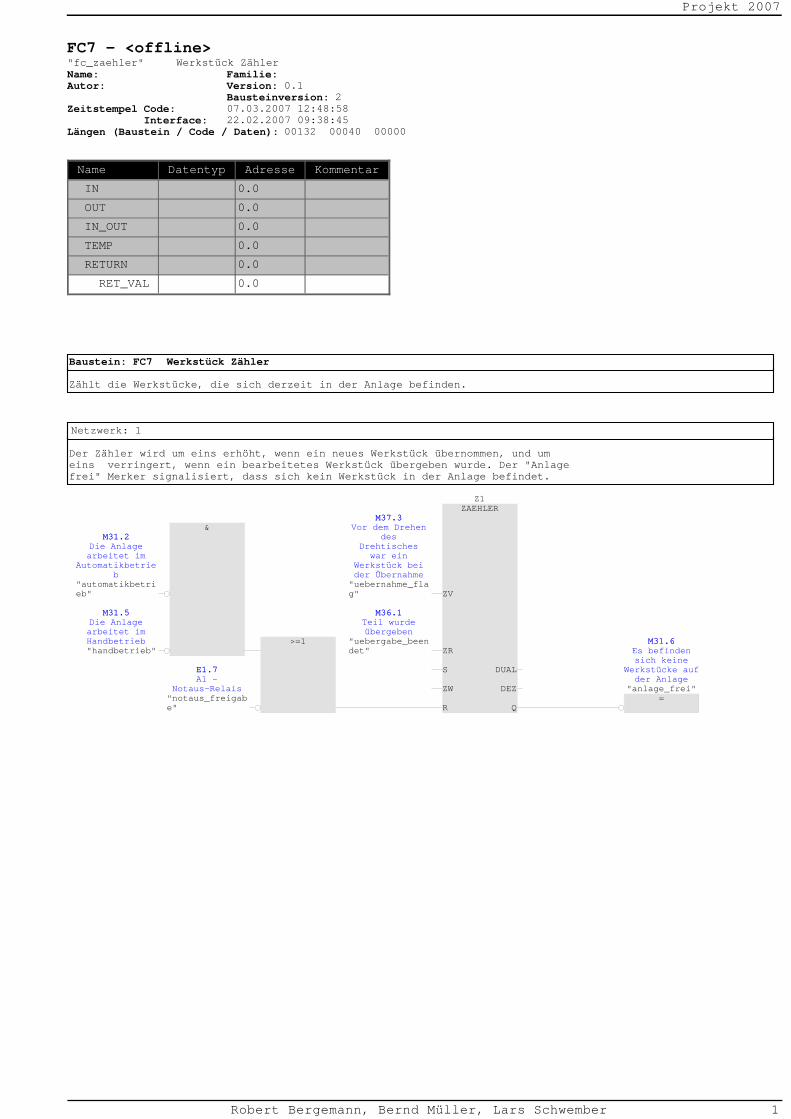
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1
FC7 - <offline>"fc_zaehler" Werkstück ZählerName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:07.03.2007 12:48:5822.02.2007 09:38:45
Längen (Baustein / Code / Daten): 00132 00040 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC7 Werkstück Zähler
Zählt die Werkstücke, die sich derzeit in der Anlage befinden.
Netzwerk: 1
Der Zähler wird um eins erhöht, wenn ein neues Werkstück übernommen, und um eins verringert, wenn ein bearbeitetes Werkstück übergeben wurde. Der "Anlage frei" Merker signalisiert, dass sich kein Werkstück in der Anlage befindet.
=
ZAEHLER
>=1
&M31.2M31.2
Die Anlagearbeitet im
Automatikbetrieb
"automatikbetrieb"
M31.5M31.5Die Anlagearbeitet imHandbetrieb"handbetrieb"
E1.7E1.7A1 -
Notaus-Relais"notaus_freigabe"
Z1
M37.3M37.3Vor dem Drehen
desDrehtischeswar ein
Werkstück beider Übernahme"uebernahme_flag" ZV
M36.1M36.1Teil wurdeübergeben
"uebergabe_beendet" ZR
S
ZW
R
DUAL
DEZ
Q
M31.6M31.6Es befindensich keine
Werkstücke aufder Anlage
"anlage_frei"
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC8 - <offline>"fc_reset" Setzt alle Merker zurückName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:05.03.2007 10:55:3301.03.2007 08:27:00
Längen (Baustein / Code / Daten): 00154 00062 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC8 Reset
Setzt die Anlage in einen definierten Grundzustand zurück.
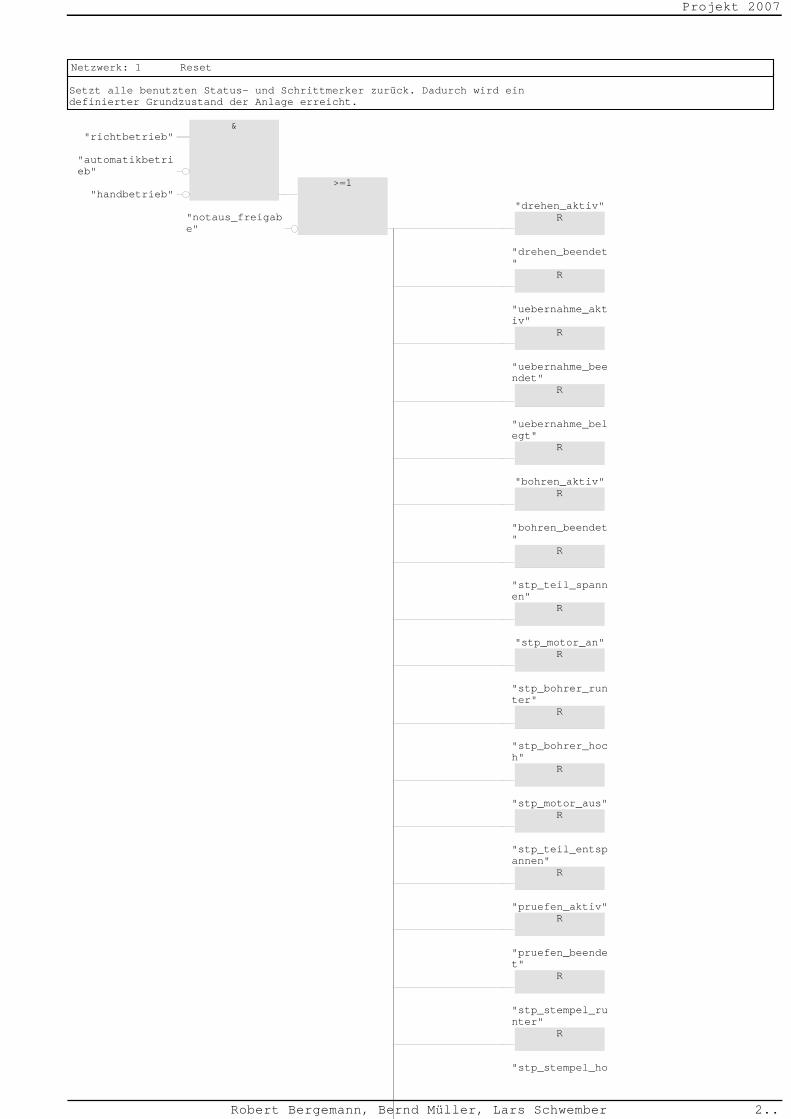
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 1 Reset
Setzt alle benutzten Status- und Schrittmerker zurück. Dadurch wird ein definierter Grundzustand der Anlage erreicht.
>=1
&"richtbetrieb"
"automatikbetrieb"
"handbetrieb"
"notaus_freigabe"
R"drehen_aktiv"
R
"drehen_beendet"
R
"uebernahme_aktiv"
R
"uebernahme_beendet"
R
"uebernahme_belegt"
R"bohren_aktiv"
R
"bohren_beendet"
R
"stp_teil_spannen"
R"stp_motor_an"
R
"stp_bohrer_runter"
R
"stp_bohrer_hoch"
R"stp_motor_aus"
R
"stp_teil_entspannen"
R"pruefen_aktiv"
R
"pruefen_beendet"
R
"stp_stempel_runter"
"stp_stempel_ho
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3
R
_ _ch"
R
"uebergabe_aktiv"
R
"uebergabe_beendet"
R
"stp_arm_zum_tisch"
R
"stp_teil_ansaugen"
R
"stp_arm_zum_band"
R
"stp_teil_ablegen"
R
"uebernahme_flag"
R"bohren_flag"
R"pruefen_flag"
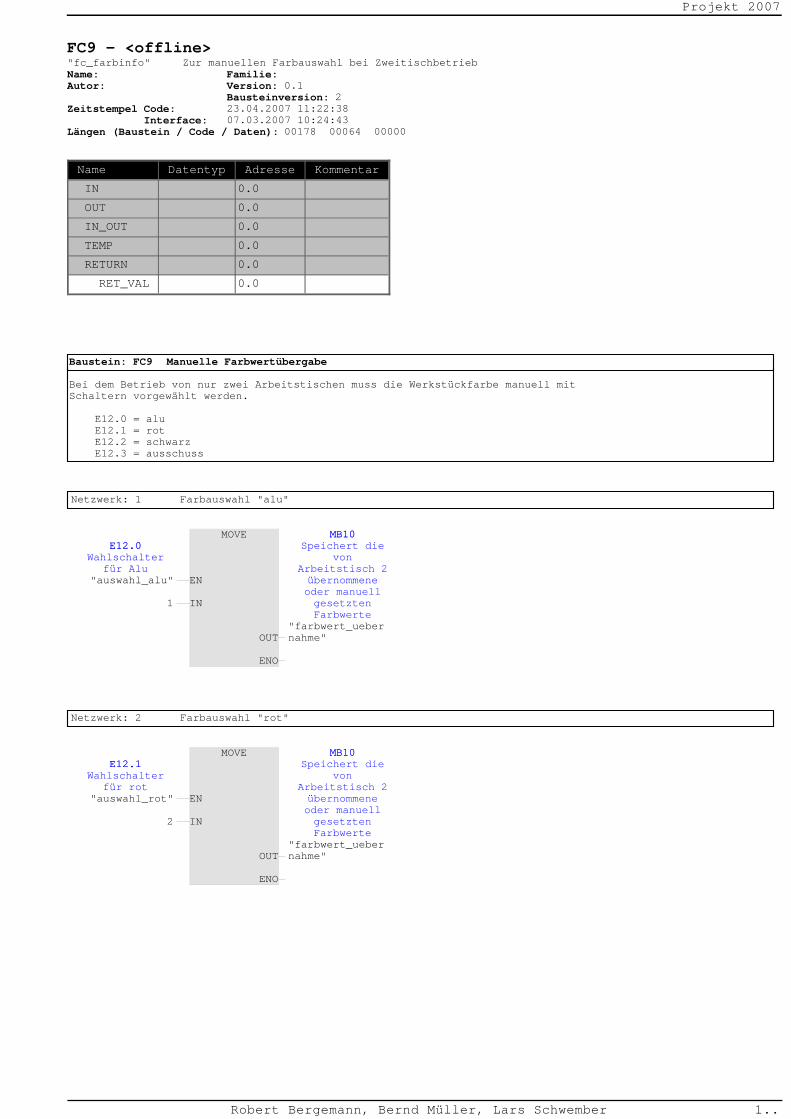
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FC9 - <offline>"fc_farbinfo" Zur manuellen Farbauswahl bei ZweitischbetriebName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:23.04.2007 11:22:3807.03.2007 10:24:43
Längen (Baustein / Code / Daten): 00178 00064 00000
Name Datentyp Adresse Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
TEMP 0.0
RETURN 0.0
RET_VAL 0.0
Baustein: FC9 Manuelle Farbwertübergabe
Bei dem Betrieb von nur zwei Arbeitstischen muss die Werkstückfarbe manuell mit Schaltern vorgewählt werden. E12.0 = alu E12.1 = rot E12.2 = schwarz E12.3 = ausschuss
Netzwerk: 1 Farbauswahl "alu"
MOVEE12.0E12.0
Wahlschalterfür Alu
"auswahl_alu" EN
1 IN
OUT
MB10MB10Speichert die
vonArbeitstisch 2übernommeneoder manuellgesetztenFarbwerte
"farbwert_uebernahme"
ENO
Netzwerk: 2 Farbauswahl "rot"
MOVEE12.1E12.1
Wahlschalterfür rot
"auswahl_rot" EN
2 IN
OUT
MB10MB10Speichert die
vonArbeitstisch 2übernommeneoder manuellgesetztenFarbwerte
"farbwert_uebernahme"
ENO
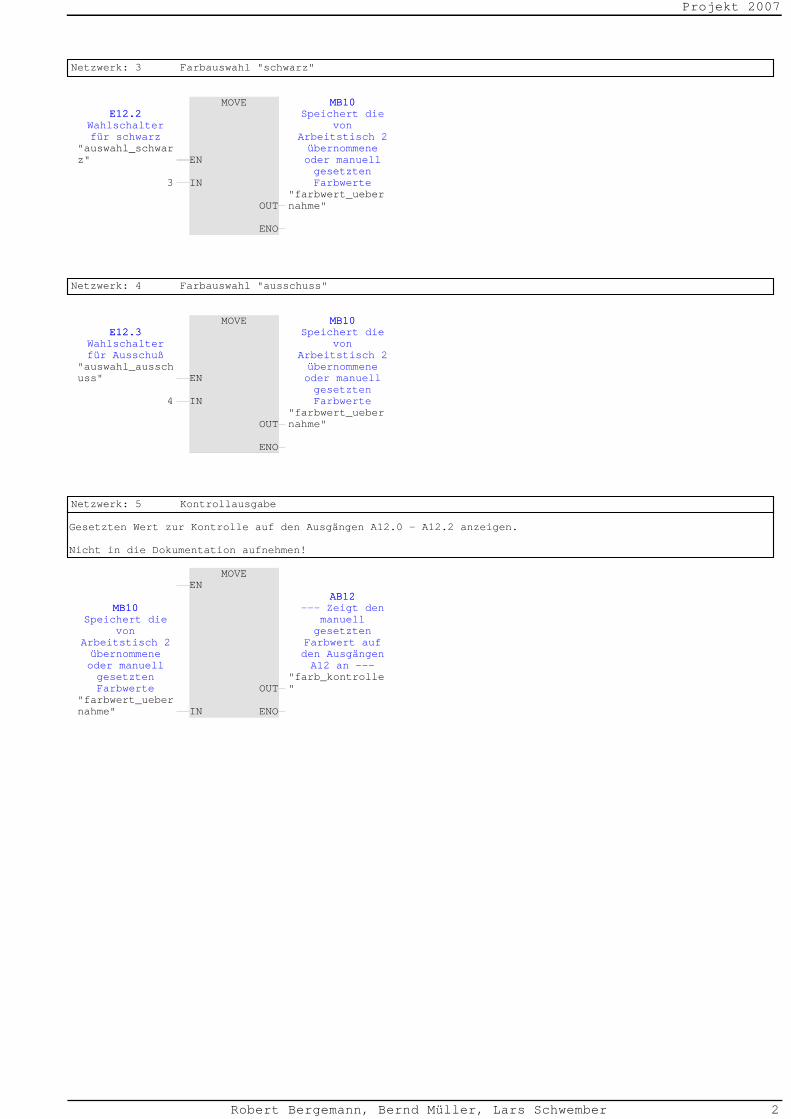
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2
Netzwerk: 3 Farbauswahl "schwarz"
MOVEE12.2E12.2
Wahlschalterfür schwarz
"auswahl_schwarz" EN
3 IN
OUT
MB10MB10Speichert die
vonArbeitstisch 2übernommeneoder manuellgesetztenFarbwerte
"farbwert_uebernahme"
ENO
Netzwerk: 4 Farbauswahl "ausschuss"
MOVEE12.3E12.3
Wahlschalterfür Ausschuß
"auswahl_ausschuss" EN
4 IN
OUT
MB10MB10Speichert die
vonArbeitstisch 2übernommeneoder manuellgesetztenFarbwerte
"farbwert_uebernahme"
ENO
Netzwerk: 5 Kontrollausgabe
Gesetzten Wert zur Kontrolle auf den Ausgängen A12.0 - A12.2 anzeigen. Nicht in die Dokumentation aufnehmen!
MOVEEN
MB10MB10Speichert die
vonArbeitstisch 2übernommeneoder manuellgesetztenFarbwerte
"farbwert_uebernahme" IN
OUT
AB12AB12--- Zeigt den
manuellgesetzten
Farbwert aufden AusgängenA12 an ---
"farb_kontrolle"
ENO
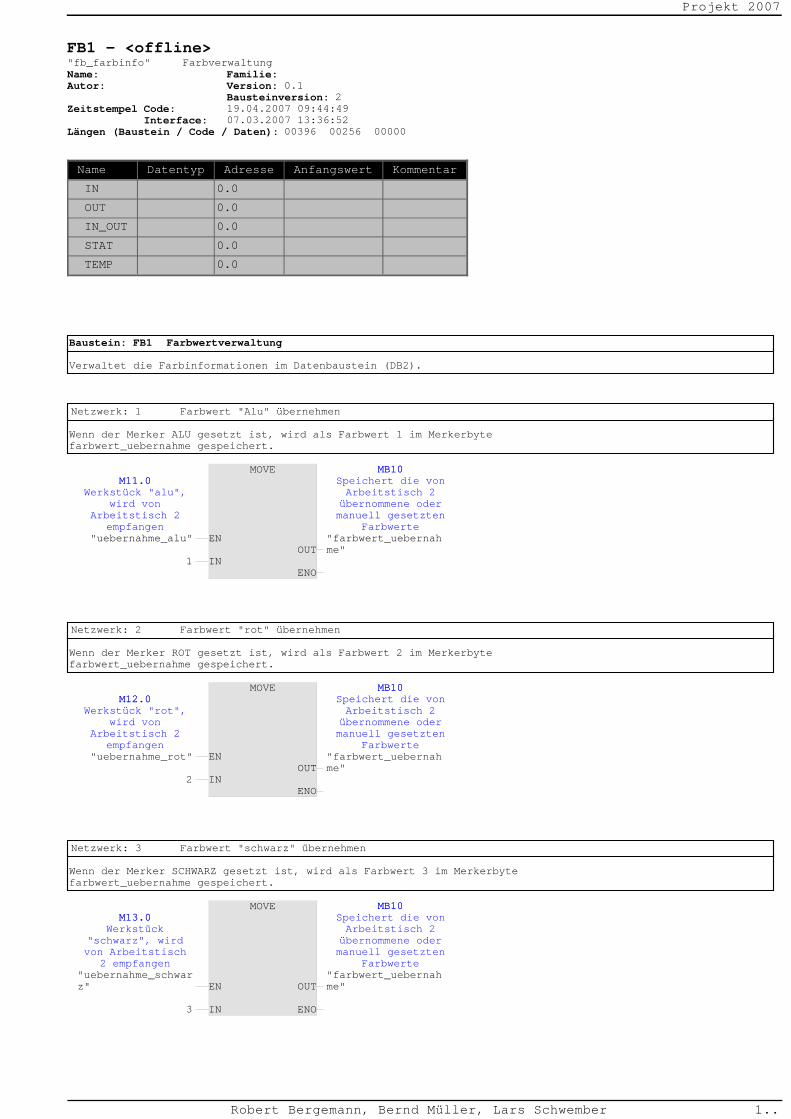
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
FB1 - <offline>"fb_farbinfo" FarbverwaltungName: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:19.04.2007 09:44:4907.03.2007 13:36:52
Längen (Baustein / Code / Daten): 00396 00256 00000
Name Datentyp Adresse Anfangswert Kommentar
IN 0.0
OUT 0.0
IN_OUT 0.0
STAT 0.0
TEMP 0.0
Baustein: FB1 Farbwertverwaltung
Verwaltet die Farbinformationen im Datenbaustein (DB2).
Netzwerk: 1 Farbwert "Alu" übernehmen
Wenn der Merker ALU gesetzt ist, wird als Farbwert 1 im Merkerbyte farbwert_uebernahme gespeichert.
MOVEM11.0M11.0
Werkstück "alu",wird von
Arbeitstisch 2empfangen
"uebernahme_alu" EN
1 INOUT
MB10MB10Speichert die vonArbeitstisch 2übernommene odermanuell gesetzten
Farbwerte"farbwert_uebernahme"
ENO
Netzwerk: 2 Farbwert "rot" übernehmen
Wenn der Merker ROT gesetzt ist, wird als Farbwert 2 im Merkerbyte farbwert_uebernahme gespeichert.
MOVEM12.0M12.0
Werkstück "rot",wird von
Arbeitstisch 2empfangen
"uebernahme_rot" EN
2 INOUT
MB10MB10Speichert die vonArbeitstisch 2übernommene odermanuell gesetzten
Farbwerte"farbwert_uebernahme"
ENO
Netzwerk: 3 Farbwert "schwarz" übernehmen
Wenn der Merker SCHWARZ gesetzt ist, wird als Farbwert 3 im Merkerbyte farbwert_uebernahme gespeichert.
MOVEM13.0M13.0
Werkstück"schwarz", wirdvon Arbeitstisch
2 empfangen"uebernahme_schwarz" EN
3 IN
OUT
MB10MB10Speichert die vonArbeitstisch 2übernommene odermanuell gesetzten
Farbwerte"farbwert_uebernahme"
ENO
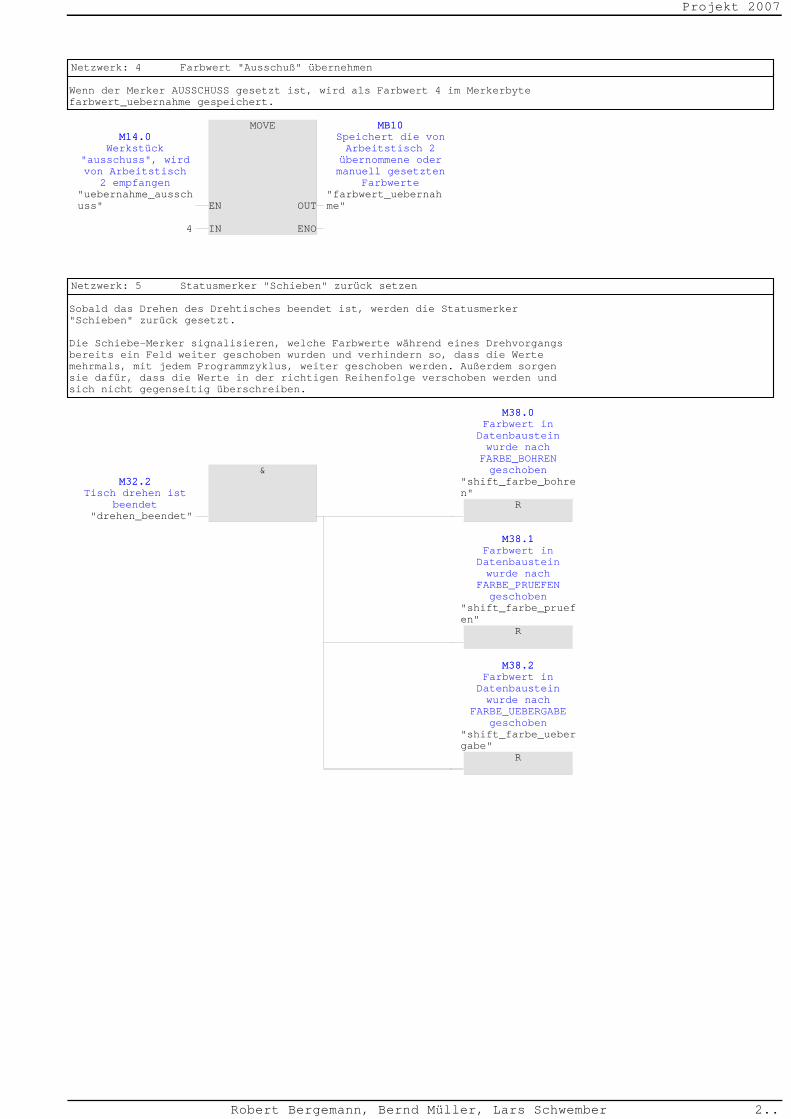
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 4 Farbwert "Ausschuß" übernehmen
Wenn der Merker AUSSCHUSS gesetzt ist, wird als Farbwert 4 im Merkerbyte farbwert_uebernahme gespeichert.
MOVEM14.0M14.0
Werkstück"ausschuss", wirdvon Arbeitstisch
2 empfangen"uebernahme_ausschuss" EN
4 IN
OUT
MB10MB10Speichert die vonArbeitstisch 2übernommene odermanuell gesetzten
Farbwerte"farbwert_uebernahme"
ENO
Netzwerk: 5 Statusmerker "Schieben" zurück setzen
Sobald das Drehen des Drehtisches beendet ist, werden die Statusmerker "Schieben" zurück gesetzt. Die Schiebe-Merker signalisieren, welche Farbwerte während eines Drehvorgangs bereits ein Feld weiter geschoben wurden und verhindern so, dass die Werte mehrmals, mit jedem Programmzyklus, weiter geschoben werden. Außerdem sorgen sie dafür, dass die Werte in der richtigen Reihenfolge verschoben werden und sich nicht gegenseitig überschreiben.
&M32.2M32.2
Tisch drehen istbeendet
"drehen_beendet"R
M38.0M38.0Farbwert inDatenbausteinwurde nachFARBE_BOHRENgeschoben
"shift_farbe_bohren"
R
M38.1M38.1Farbwert inDatenbausteinwurde nach
FARBE_PRUEFENgeschoben
"shift_farbe_pruefen"
R
M38.2M38.2Farbwert inDatenbausteinwurde nach
FARBE_UEBERGABEgeschoben
"shift_farbe_uebergabe"
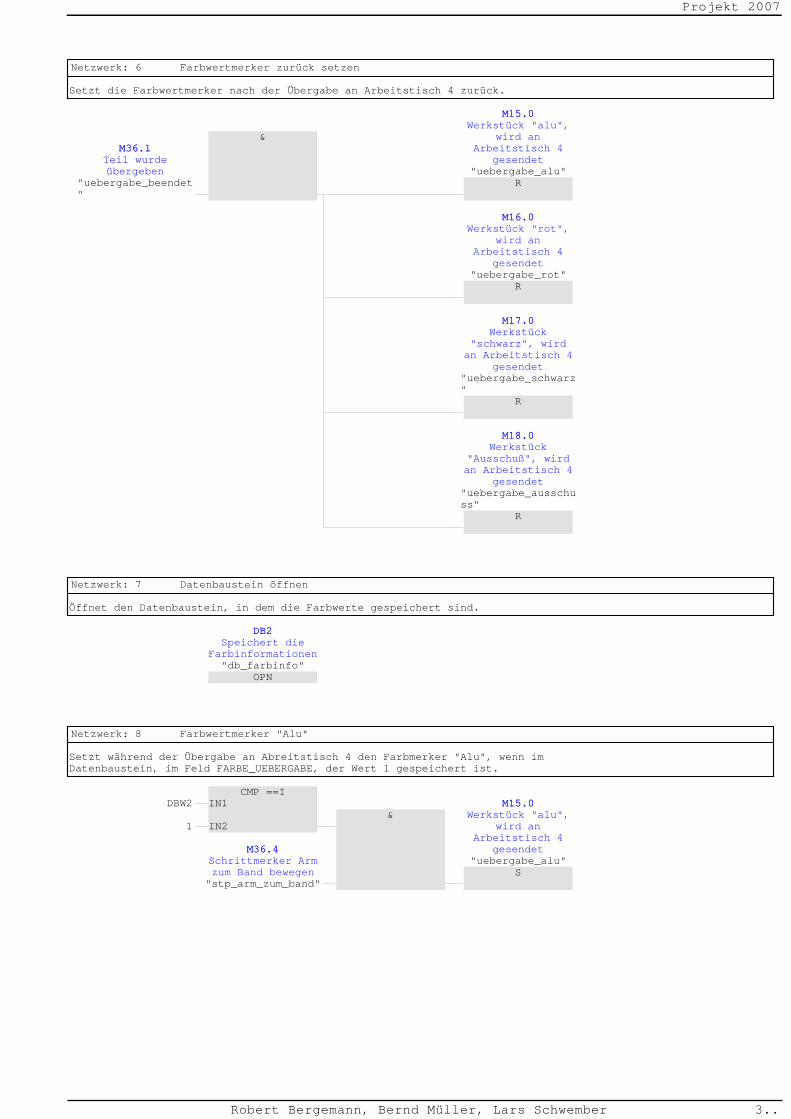
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
Netzwerk: 6 Farbwertmerker zurück setzen
Setzt die Farbwertmerker nach der Übergabe an Arbeitstisch 4 zurück.
&M36.1M36.1
Teil wurdeübergeben
"uebergabe_beendet"
R
M15.0M15.0Werkstück "alu",
wird anArbeitstisch 4
gesendet"uebergabe_alu"
R
M16.0M16.0Werkstück "rot",
wird anArbeitstisch 4
gesendet"uebergabe_rot"
R
M17.0M17.0Werkstück
"schwarz", wirdan Arbeitstisch 4
gesendet"uebergabe_schwarz"
R
M18.0M18.0Werkstück
"Ausschuß", wirdan Arbeitstisch 4
gesendet"uebergabe_ausschuss"
Netzwerk: 7 Datenbaustein öffnen
Öffnet den Datenbaustein, in dem die Farbwerte gespeichert sind.
OPN
DB2DB2Speichert die
Farbinformationen"db_farbinfo"
Netzwerk: 8 Farbwertmerker "Alu"
Setzt während der Übergabe an Abreitstisch 4 den Farbmerker "Alu", wenn im Datenbaustein, im Feld FARBE_UEBERGABE, der Wert 1 gespeichert ist.
S
&
CMP ==IDBW2 IN1
1 IN2
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
M15.0M15.0Werkstück "alu",
wird anArbeitstisch 4
gesendet"uebergabe_alu"
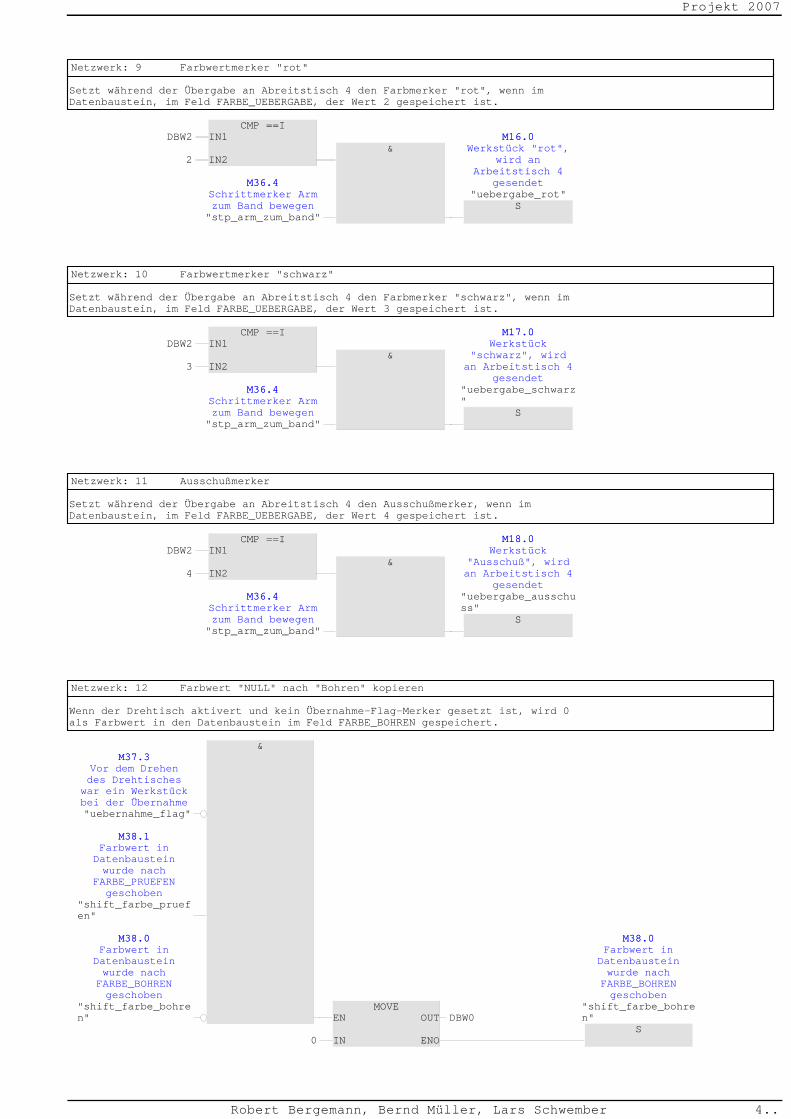
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
Netzwerk: 9 Farbwertmerker "rot"
Setzt während der Übergabe an Abreitstisch 4 den Farbmerker "rot", wenn im Datenbaustein, im Feld FARBE_UEBERGABE, der Wert 2 gespeichert ist.
S
&
CMP ==IDBW2 IN1
2 IN2
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
M16.0M16.0Werkstück "rot",
wird anArbeitstisch 4
gesendet"uebergabe_rot"
Netzwerk: 10 Farbwertmerker "schwarz"
Setzt während der Übergabe an Abreitstisch 4 den Farbmerker "schwarz", wenn im Datenbaustein, im Feld FARBE_UEBERGABE, der Wert 3 gespeichert ist.
S
&
CMP ==IDBW2 IN1
3 IN2
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
M17.0M17.0Werkstück
"schwarz", wirdan Arbeitstisch 4
gesendet"uebergabe_schwarz"
Netzwerk: 11 Ausschußmerker
Setzt während der Übergabe an Abreitstisch 4 den Ausschußmerker, wenn im Datenbaustein, im Feld FARBE_UEBERGABE, der Wert 4 gespeichert ist.
S
&
CMP ==IDBW2 IN1
4 IN2
M36.4M36.4Schrittmerker Armzum Band bewegen"stp_arm_zum_band"
M18.0M18.0Werkstück
"Ausschuß", wirdan Arbeitstisch 4
gesendet"uebergabe_ausschuss"
Netzwerk: 12 Farbwert "NULL" nach "Bohren" kopieren
Wenn der Drehtisch aktivert und kein Übernahme-Flag-Merker gesetzt ist, wird 0als Farbwert in den Datenbaustein im Feld FARBE_BOHREN gespeichert.
S
MOVE
&M37.3M37.3
Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
M38.1M38.1Farbwert inDatenbausteinwurde nach
FARBE_PRUEFENgeschoben
"shift_farbe_pruefen"
M38.0M38.0Farbwert inDatenbausteinwurde nachFARBE_BOHRENgeschoben
"shift_farbe_bohren" EN
0 IN
OUT DBW0
ENO
M38.0M38.0Farbwert inDatenbausteinwurde nachFARBE_BOHRENgeschoben
"shift_farbe_bohren"
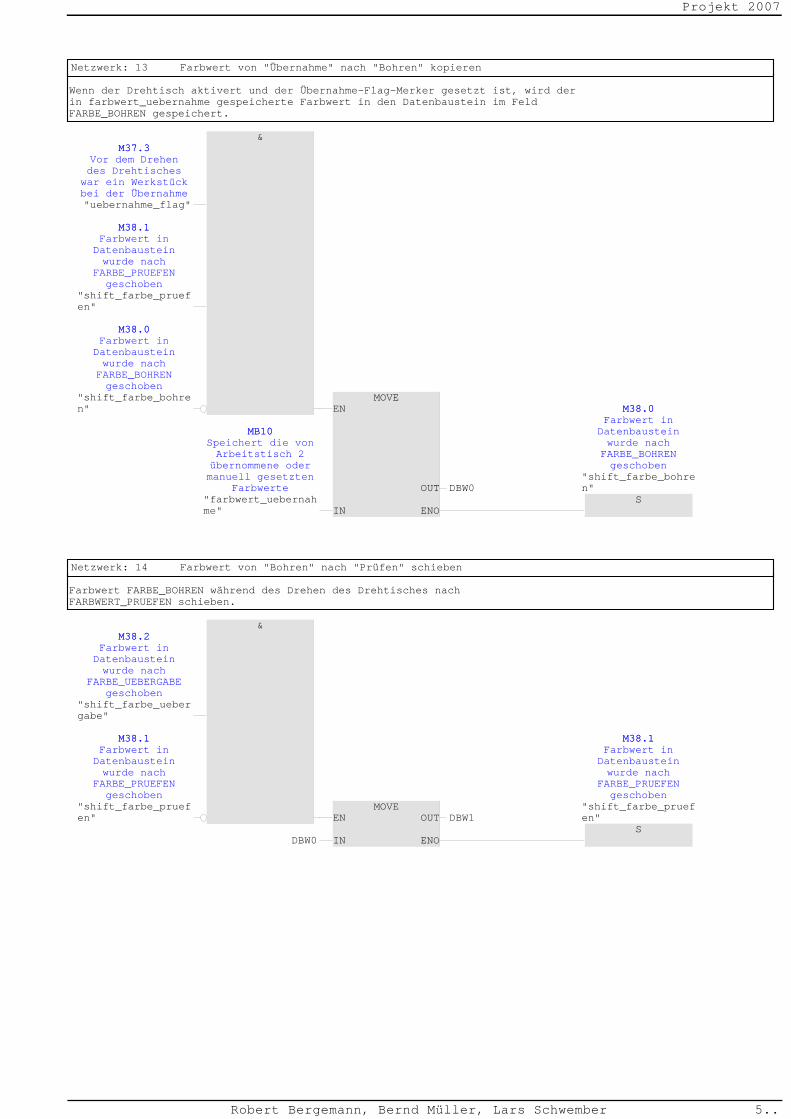
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5..
Netzwerk: 13 Farbwert von "Übernahme" nach "Bohren" kopieren
Wenn der Drehtisch aktivert und der Übernahme-Flag-Merker gesetzt ist, wird der in farbwert_uebernahme gespeicherte Farbwert in den Datenbaustein im Feld FARBE_BOHREN gespeichert.
S
MOVE
&M37.3M37.3
Vor dem Drehendes Drehtischeswar ein Werkstückbei der Übernahme"uebernahme_flag"
M38.1M38.1Farbwert inDatenbausteinwurde nach
FARBE_PRUEFENgeschoben
"shift_farbe_pruefen"
M38.0M38.0Farbwert inDatenbausteinwurde nachFARBE_BOHRENgeschoben
"shift_farbe_bohren" EN
MB10MB10Speichert die vonArbeitstisch 2übernommene odermanuell gesetzten
Farbwerte"farbwert_uebernahme" IN
OUT DBW0
ENO
M38.0M38.0Farbwert inDatenbausteinwurde nachFARBE_BOHRENgeschoben
"shift_farbe_bohren"
Netzwerk: 14 Farbwert von "Bohren" nach "Prüfen" schieben
Farbwert FARBE_BOHREN während des Drehen des Drehtisches nach FARBWERT_PRUEFEN schieben.
S
MOVE
&M38.2M38.2
Farbwert inDatenbausteinwurde nach
FARBE_UEBERGABEgeschoben
"shift_farbe_uebergabe"
M38.1M38.1Farbwert inDatenbausteinwurde nach
FARBE_PRUEFENgeschoben
"shift_farbe_pruefen" EN
DBW0 IN
OUT DBW1
ENO
M38.1M38.1Farbwert inDatenbausteinwurde nach
FARBE_PRUEFENgeschoben
"shift_farbe_pruefen"
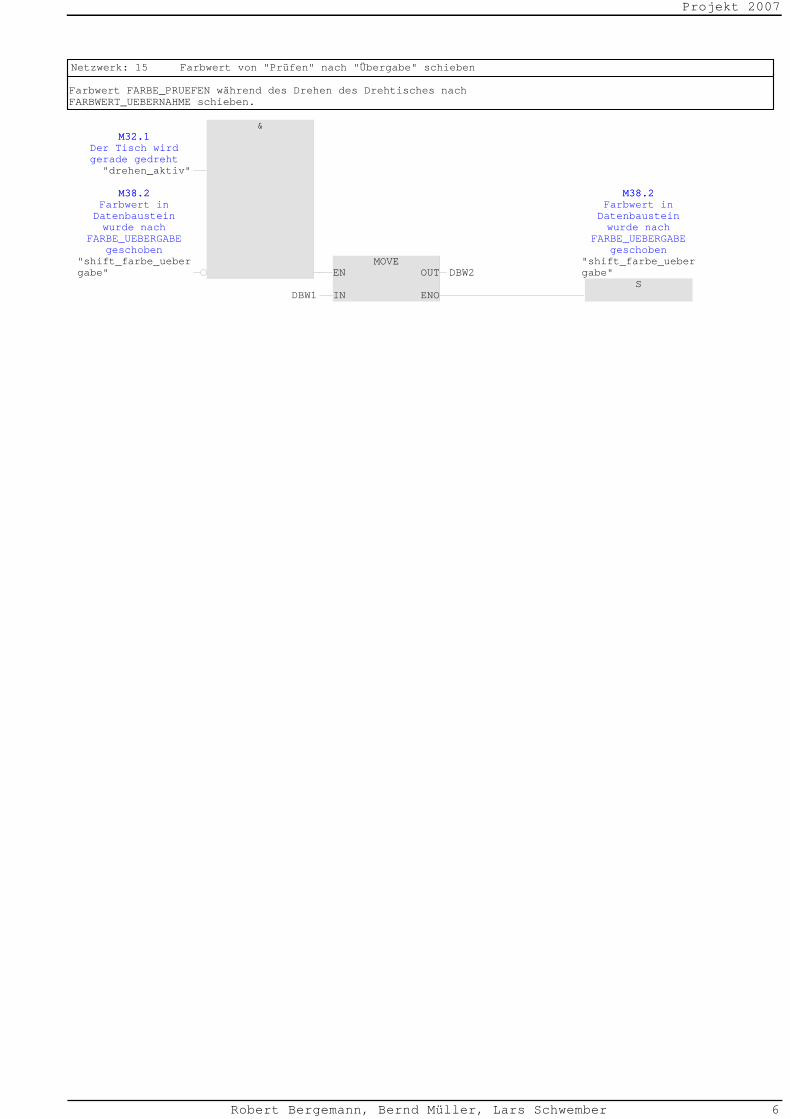
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 6
Netzwerk: 15 Farbwert von "Prüfen" nach "Übergabe" schieben
Farbwert FARBE_PRUEFEN während des Drehen des Drehtisches nach FARBWERT_UEBERNAHME schieben.
S
MOVE
&M32.1M32.1
Der Tisch wirdgerade gedreht"drehen_aktiv"
M38.2M38.2Farbwert inDatenbausteinwurde nach
FARBE_UEBERGABEgeschoben
"shift_farbe_uebergabe" EN
DBW1 IN
OUT DBW2
ENO
M38.2M38.2Farbwert inDatenbausteinwurde nach
FARBE_UEBERGABEgeschoben
"shift_farbe_uebergabe"
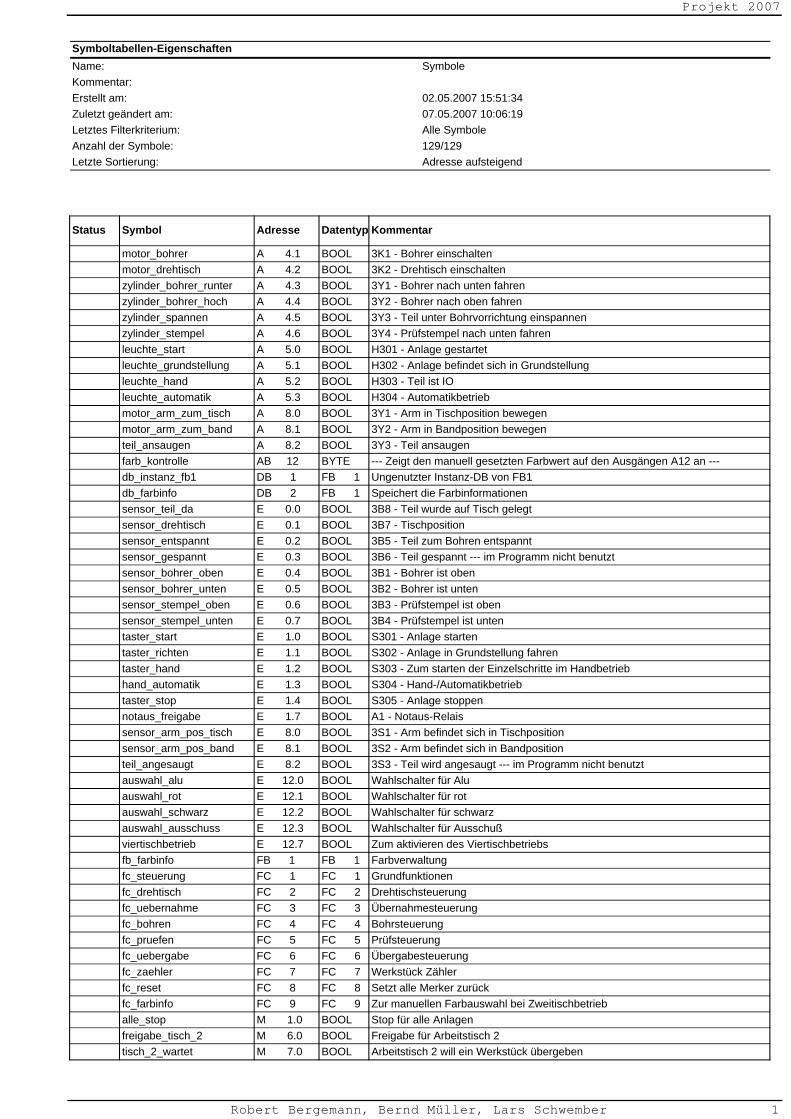
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1
Symboltabellen-EigenschaftenName: SymboleKommentar: Erstellt am: 02.05.2007 15:51:34Zuletzt geändert am: 07.05.2007 10:06:19Letztes Filterkriterium: Alle SymboleAnzahl der Symbole: 129/129Letzte Sortierung: Adresse aufsteigend
Status Symbol Adresse Datentyp Kommentar
motor_bohrer A 4.1 BOOL 3K1 - Bohrer einschaltenmotor_drehtisch A 4.2 BOOL 3K2 - Drehtisch einschaltenzylinder_bohrer_runter A 4.3 BOOL 3Y1 - Bohrer nach unten fahrenzylinder_bohrer_hoch A 4.4 BOOL 3Y2 - Bohrer nach oben fahrenzylinder_spannen A 4.5 BOOL 3Y3 - Teil unter Bohrvorrichtung einspannenzylinder_stempel A 4.6 BOOL 3Y4 - Prüfstempel nach unten fahrenleuchte_start A 5.0 BOOL H301 - Anlage gestartetleuchte_grundstellung A 5.1 BOOL H302 - Anlage befindet sich in Grundstellungleuchte_hand A 5.2 BOOL H303 - Teil ist IOleuchte_automatik A 5.3 BOOL H304 - Automatikbetriebmotor_arm_zum_tisch A 8.0 BOOL 3Y1 - Arm in Tischposition bewegenmotor_arm_zum_band A 8.1 BOOL 3Y2 - Arm in Bandposition bewegenteil_ansaugen A 8.2 BOOL 3Y3 - Teil ansaugenfarb_kontrolle AB 12 BYTE --- Zeigt den manuell gesetzten Farbwert auf den Ausgängen A12 an ---db_instanz_fb1 DB 1 FB 1 Ungenutzter Instanz-DB von FB1db_farbinfo DB 2 FB 1 Speichert die Farbinformationensensor_teil_da E 0.0 BOOL 3B8 - Teil wurde auf Tisch gelegtsensor_drehtisch E 0.1 BOOL 3B7 - Tischpositionsensor_entspannt E 0.2 BOOL 3B5 - Teil zum Bohren entspanntsensor_gespannt E 0.3 BOOL 3B6 - Teil gespannt --- im Programm nicht benutztsensor_bohrer_oben E 0.4 BOOL 3B1 - Bohrer ist obensensor_bohrer_unten E 0.5 BOOL 3B2 - Bohrer ist untensensor_stempel_oben E 0.6 BOOL 3B3 - Prüfstempel ist obensensor_stempel_unten E 0.7 BOOL 3B4 - Prüfstempel ist untentaster_start E 1.0 BOOL S301 - Anlage startentaster_richten E 1.1 BOOL S302 - Anlage in Grundstellung fahrentaster_hand E 1.2 BOOL S303 - Zum starten der Einzelschritte im Handbetriebhand_automatik E 1.3 BOOL S304 - Hand-/Automatikbetriebtaster_stop E 1.4 BOOL S305 - Anlage stoppennotaus_freigabe E 1.7 BOOL A1 - Notaus-Relaissensor_arm_pos_tisch E 8.0 BOOL 3S1 - Arm befindet sich in Tischpositionsensor_arm_pos_band E 8.1 BOOL 3S2 - Arm befindet sich in Bandpositionteil_angesaugt E 8.2 BOOL 3S3 - Teil wird angesaugt --- im Programm nicht benutztauswahl_alu E 12.0 BOOL Wahlschalter für Aluauswahl_rot E 12.1 BOOL Wahlschalter für rotauswahl_schwarz E 12.2 BOOL Wahlschalter für schwarzauswahl_ausschuss E 12.3 BOOL Wahlschalter für Ausschußviertischbetrieb E 12.7 BOOL Zum aktivieren des Viertischbetriebsfb_farbinfo FB 1 FB 1 Farbverwaltungfc_steuerung FC 1 FC 1 Grundfunktionenfc_drehtisch FC 2 FC 2 Drehtischsteuerungfc_uebernahme FC 3 FC 3 Übernahmesteuerungfc_bohren FC 4 FC 4 Bohrsteuerungfc_pruefen FC 5 FC 5 Prüfsteuerungfc_uebergabe FC 6 FC 6 Übergabesteuerungfc_zaehler FC 7 FC 7 Werkstück Zählerfc_reset FC 8 FC 8 Setzt alle Merker zurückfc_farbinfo FC 9 FC 9 Zur manuellen Farbauswahl bei Zweitischbetrieballe_stop M 1.0 BOOL Stop für alle Anlagenfreigabe_tisch_2 M 6.0 BOOL Freigabe für Arbeitstisch 2tisch_2_wartet M 7.0 BOOL Arbeitstisch 2 will ein Werkstück übergeben
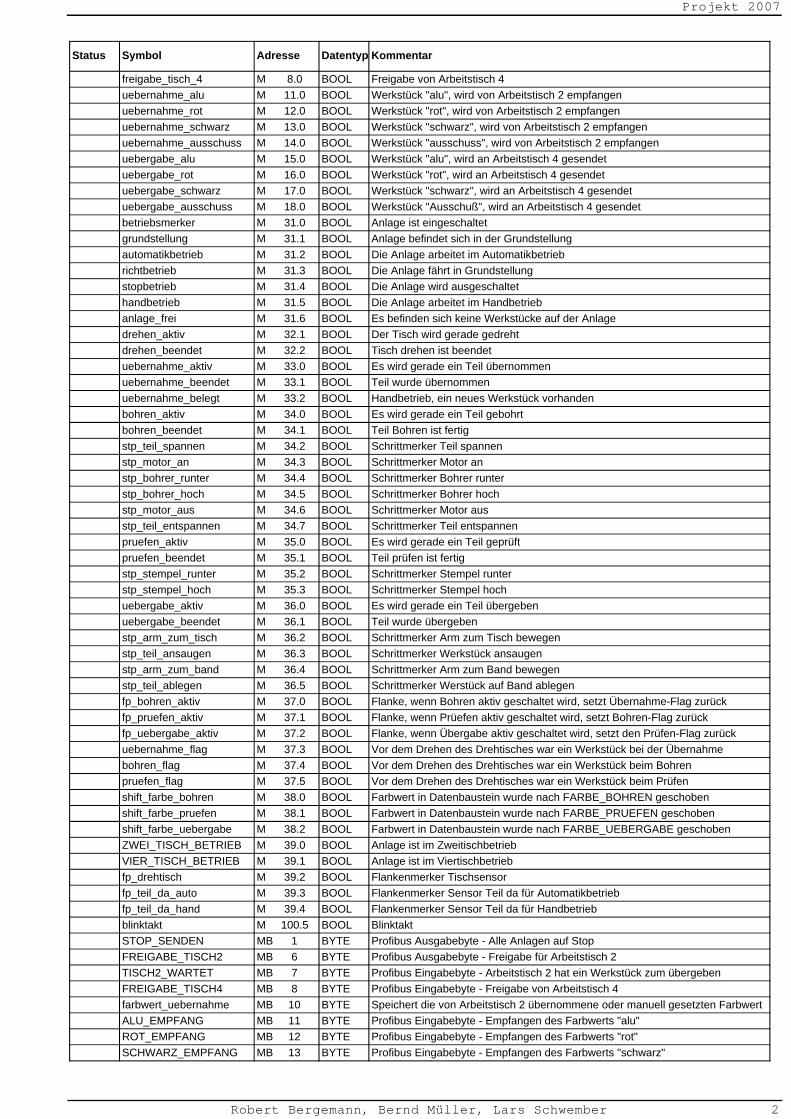
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2
Status Symbol Adresse Datentyp Kommentar
freigabe_tisch_4 M 8.0 BOOL Freigabe von Arbeitstisch 4uebernahme_alu M 11.0 BOOL Werkstück "alu", wird von Arbeitstisch 2 empfangenuebernahme_rot M 12.0 BOOL Werkstück "rot", wird von Arbeitstisch 2 empfangenuebernahme_schwarz M 13.0 BOOL Werkstück "schwarz", wird von Arbeitstisch 2 empfangenuebernahme_ausschuss M 14.0 BOOL Werkstück "ausschuss", wird von Arbeitstisch 2 empfangenuebergabe_alu M 15.0 BOOL Werkstück "alu", wird an Arbeitstisch 4 gesendetuebergabe_rot M 16.0 BOOL Werkstück "rot", wird an Arbeitstisch 4 gesendetuebergabe_schwarz M 17.0 BOOL Werkstück "schwarz", wird an Arbeitstisch 4 gesendetuebergabe_ausschuss M 18.0 BOOL Werkstück "Ausschuß", wird an Arbeitstisch 4 gesendetbetriebsmerker M 31.0 BOOL Anlage ist eingeschaltetgrundstellung M 31.1 BOOL Anlage befindet sich in der Grundstellungautomatikbetrieb M 31.2 BOOL Die Anlage arbeitet im Automatikbetriebrichtbetrieb M 31.3 BOOL Die Anlage fährt in Grundstellungstopbetrieb M 31.4 BOOL Die Anlage wird ausgeschaltethandbetrieb M 31.5 BOOL Die Anlage arbeitet im Handbetriebanlage_frei M 31.6 BOOL Es befinden sich keine Werkstücke auf der Anlagedrehen_aktiv M 32.1 BOOL Der Tisch wird gerade gedrehtdrehen_beendet M 32.2 BOOL Tisch drehen ist beendetuebernahme_aktiv M 33.0 BOOL Es wird gerade ein Teil übernommenuebernahme_beendet M 33.1 BOOL Teil wurde übernommenuebernahme_belegt M 33.2 BOOL Handbetrieb, ein neues Werkstück vorhandenbohren_aktiv M 34.0 BOOL Es wird gerade ein Teil gebohrtbohren_beendet M 34.1 BOOL Teil Bohren ist fertigstp_teil_spannen M 34.2 BOOL Schrittmerker Teil spannenstp_motor_an M 34.3 BOOL Schrittmerker Motor anstp_bohrer_runter M 34.4 BOOL Schrittmerker Bohrer runterstp_bohrer_hoch M 34.5 BOOL Schrittmerker Bohrer hochstp_motor_aus M 34.6 BOOL Schrittmerker Motor ausstp_teil_entspannen M 34.7 BOOL Schrittmerker Teil entspannenpruefen_aktiv M 35.0 BOOL Es wird gerade ein Teil geprüftpruefen_beendet M 35.1 BOOL Teil prüfen ist fertigstp_stempel_runter M 35.2 BOOL Schrittmerker Stempel runterstp_stempel_hoch M 35.3 BOOL Schrittmerker Stempel hochuebergabe_aktiv M 36.0 BOOL Es wird gerade ein Teil übergebenuebergabe_beendet M 36.1 BOOL Teil wurde übergebenstp_arm_zum_tisch M 36.2 BOOL Schrittmerker Arm zum Tisch bewegenstp_teil_ansaugen M 36.3 BOOL Schrittmerker Werkstück ansaugenstp_arm_zum_band M 36.4 BOOL Schrittmerker Arm zum Band bewegenstp_teil_ablegen M 36.5 BOOL Schrittmerker Werstück auf Band ablegenfp_bohren_aktiv M 37.0 BOOL Flanke, wenn Bohren aktiv geschaltet wird, setzt Übernahme-Flag zurückfp_pruefen_aktiv M 37.1 BOOL Flanke, wenn Prüefen aktiv geschaltet wird, setzt Bohren-Flag zurückfp_uebergabe_aktiv M 37.2 BOOL Flanke, wenn Übergabe aktiv geschaltet wird, setzt den Prüfen-Flag zurückuebernahme_flag M 37.3 BOOL Vor dem Drehen des Drehtisches war ein Werkstück bei der Übernahmebohren_flag M 37.4 BOOL Vor dem Drehen des Drehtisches war ein Werkstück beim Bohrenpruefen_flag M 37.5 BOOL Vor dem Drehen des Drehtisches war ein Werkstück beim Prüfenshift_farbe_bohren M 38.0 BOOL Farbwert in Datenbaustein wurde nach FARBE_BOHREN geschobenshift_farbe_pruefen M 38.1 BOOL Farbwert in Datenbaustein wurde nach FARBE_PRUEFEN geschobenshift_farbe_uebergabe M 38.2 BOOL Farbwert in Datenbaustein wurde nach FARBE_UEBERGABE geschobenZWEI_TISCH_BETRIEB M 39.0 BOOL Anlage ist im ZweitischbetriebVIER_TISCH_BETRIEB M 39.1 BOOL Anlage ist im Viertischbetriebfp_drehtisch M 39.2 BOOL Flankenmerker Tischsensorfp_teil_da_auto M 39.3 BOOL Flankenmerker Sensor Teil da für Automatikbetriebfp_teil_da_hand M 39.4 BOOL Flankenmerker Sensor Teil da für Handbetriebblinktakt M 100.5 BOOL BlinktaktSTOP_SENDEN MB 1 BYTE Profibus Ausgabebyte - Alle Anlagen auf StopFREIGABE_TISCH2 MB 6 BYTE Profibus Ausgabebyte - Freigabe für Arbeitstisch 2TISCH2_WARTET MB 7 BYTE Profibus Eingabebyte - Arbeitstisch 2 hat ein Werkstück zum übergebenFREIGABE_TISCH4 MB 8 BYTE Profibus Eingabebyte - Freigabe von Arbeitstisch 4farbwert_uebernahme MB 10 BYTE Speichert die von Arbeitstisch 2 übernommene oder manuell gesetzten FarbwertALU_EMPFANG MB 11 BYTE Profibus Eingabebyte - Empfangen des Farbwerts "alu"ROT_EMPFANG MB 12 BYTE Profibus Eingabebyte - Empfangen des Farbwerts "rot"SCHWARZ_EMPFANG MB 13 BYTE Profibus Eingabebyte - Empfangen des Farbwerts "schwarz"
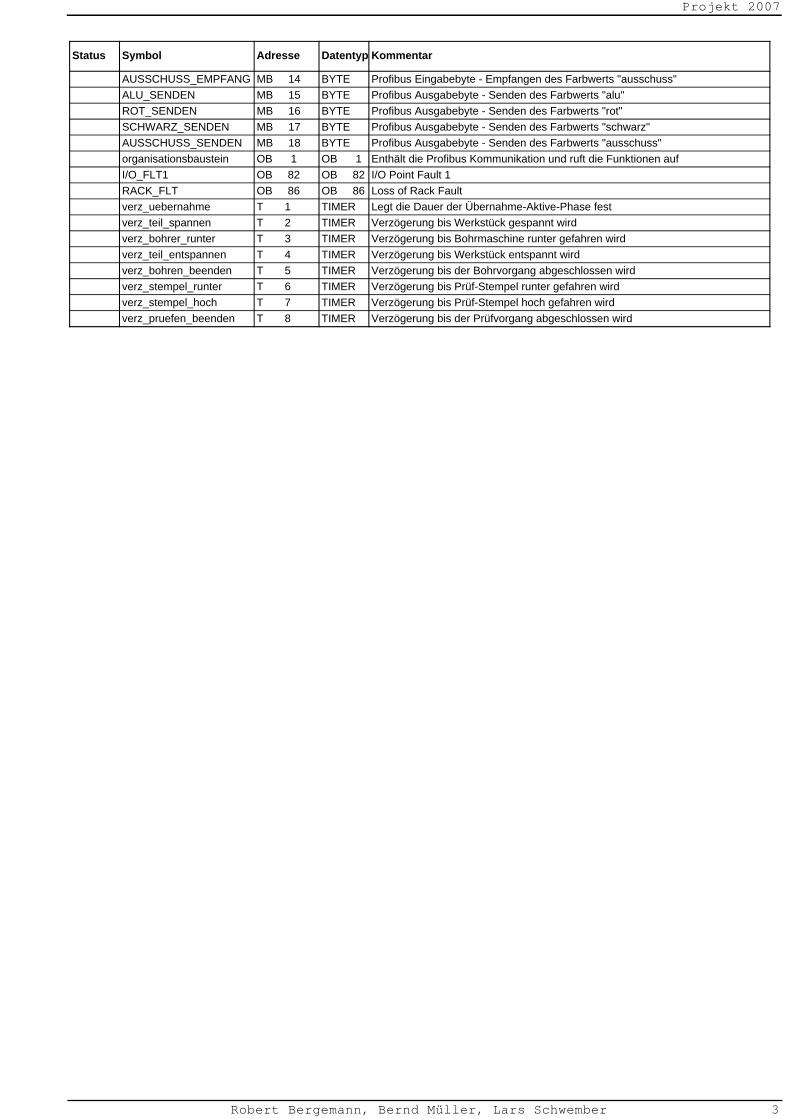
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3
Status Symbol Adresse Datentyp Kommentar
AUSSCHUSS_EMPFANG MB 14 BYTE Profibus Eingabebyte - Empfangen des Farbwerts "ausschuss"ALU_SENDEN MB 15 BYTE Profibus Ausgabebyte - Senden des Farbwerts "alu"ROT_SENDEN MB 16 BYTE Profibus Ausgabebyte - Senden des Farbwerts "rot"SCHWARZ_SENDEN MB 17 BYTE Profibus Ausgabebyte - Senden des Farbwerts "schwarz"AUSSCHUSS_SENDEN MB 18 BYTE Profibus Ausgabebyte - Senden des Farbwerts "ausschuss"organisationsbaustein OB 1 OB 1 Enthält die Profibus Kommunikation und ruft die Funktionen aufI/O_FLT1 OB 82 OB 82 I/O Point Fault 1RACK_FLT OB 86 OB 86 Loss of Rack Faultverz_uebernahme T 1 TIMER Legt die Dauer der Übernahme-Aktive-Phase festverz_teil_spannen T 2 TIMER Verzögerung bis Werkstück gespannt wirdverz_bohrer_runter T 3 TIMER Verzögerung bis Bohrmaschine runter gefahren wirdverz_teil_entspannen T 4 TIMER Verzögerung bis Werkstück entspannt wirdverz_bohren_beenden T 5 TIMER Verzögerung bis der Bohrvorgang abgeschlossen wirdverz_stempel_runter T 6 TIMER Verzögerung bis Prüf-Stempel runter gefahren wirdverz_stempel_hoch T 7 TIMER Verzögerung bis Prüf-Stempel hoch gefahren wirdverz_pruefen_beenden T 8 TIMER Verzögerung bis der Prüfvorgang abgeschlossen wird
Projektarbeit 2007
Station 4 „Sortieren“
➢ Programm
➢ Symboltabelle
Robert Bergemann, Bernd Müller, Lars Schwember
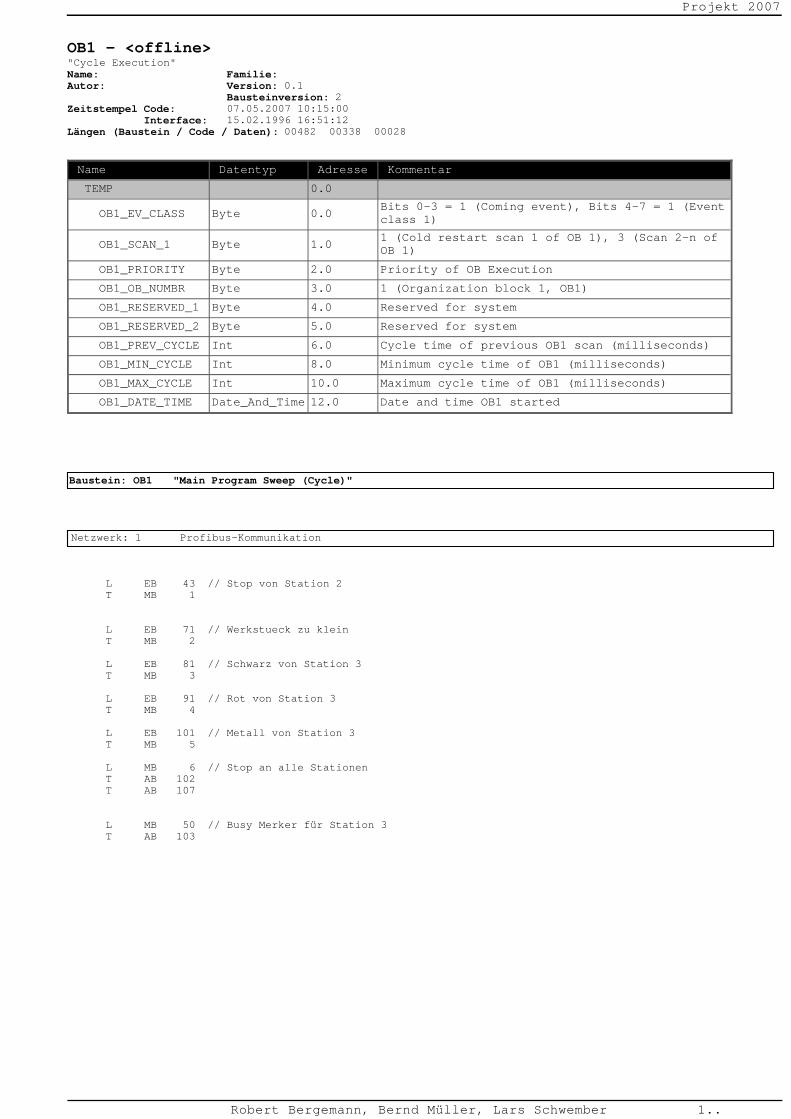
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
OB1 - <offline>"Cycle Execution" Name: Familie:Autor: Version: 0.1
Bausteinversion: 2Zeitstempel Code:
Interface:07.05.2007 10:15:0015.02.1996 16:51:12
Längen (Baustein / Code / Daten): 00482 00338 00028
Name Datentyp Adresse Kommentar
TEMP 0.0
OB1_EV_CLASS Byte 0.0Bits 0-3 = 1 (Coming event), Bits 4-7 = 1 (Event class 1)
OB1_SCAN_1 Byte 1.01 (Cold restart scan 1 of OB 1), 3 (Scan 2-n of OB 1)
OB1_PRIORITY Byte 2.0 Priority of OB Execution
OB1_OB_NUMBR Byte 3.0 1 (Organization block 1, OB1)
OB1_RESERVED_1 Byte 4.0 Reserved for system
OB1_RESERVED_2 Byte 5.0 Reserved for system
OB1_PREV_CYCLE Int 6.0 Cycle time of previous OB1 scan (milliseconds)
OB1_MIN_CYCLE Int 8.0 Minimum cycle time of OB1 (milliseconds)
OB1_MAX_CYCLE Int 10.0 Maximum cycle time of OB1 (milliseconds)
OB1_DATE_TIME Date_And_Time 12.0 Date and time OB1 started
Baustein: OB1 "Main Program Sweep (Cycle)"
Netzwerk: 1 Profibus-Kommunikation
L EB 43 // Stop von Station 2 T MB 1
L EB 71 // Werkstueck zu klein T MB 2
L EB 81 // Schwarz von Station 3 T MB 3
L EB 91 // Rot von Station 3 T MB 4
L EB 101 // Metall von Station 3 T MB 5
L MB 6 // Stop an alle Stationen T AB 102 T AB 107
L MB 50 // Busy Merker für Station 3 T AB 103
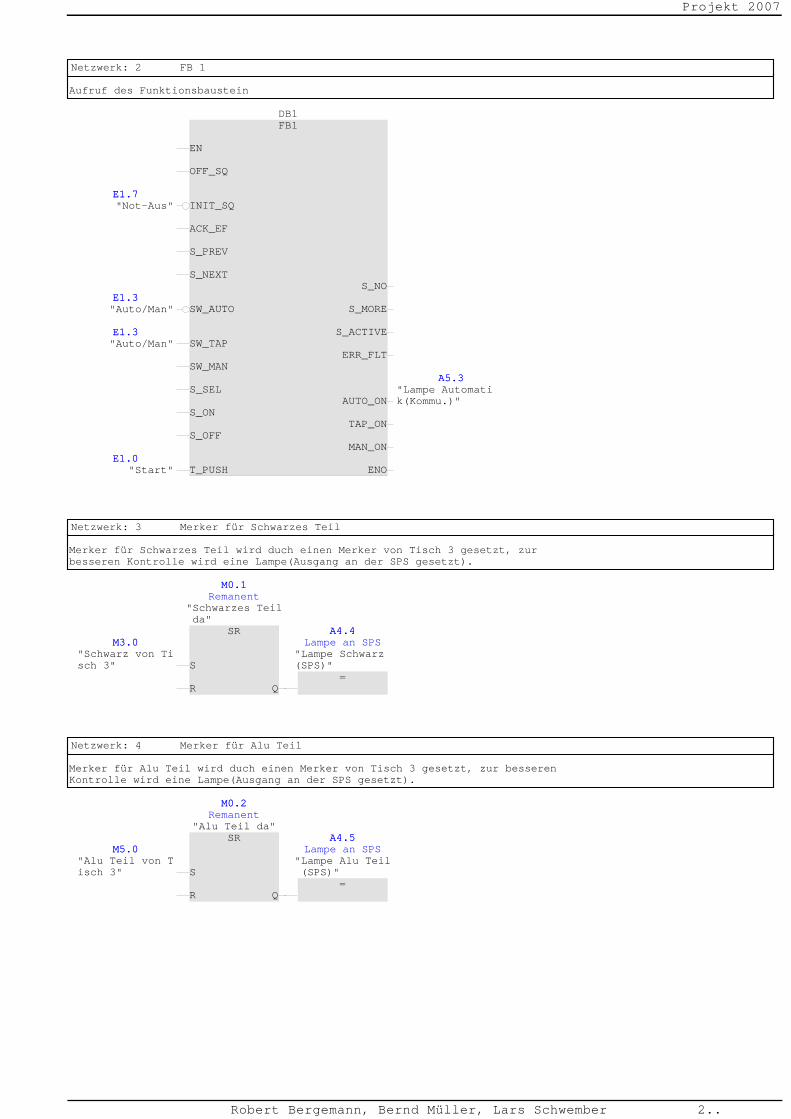
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
Netzwerk: 2 FB 1
Aufruf des Funktionsbaustein
FB1DB1
EN
OFF_SQ
E1.7E1.7"Not-Aus" INIT_SQ
ACK_EF
S_PREV
S_NEXT
E1.3E1.3"Auto/Man" SW_AUTO
E1.3E1.3"Auto/Man" SW_TAP
SW_MAN
S_SEL
S_ON
S_OFF
E1.0E1.0"Start" T_PUSH
S_NO
S_MORE
S_ACTIVE
ERR_FLT
AUTO_ON
A5.3A5.3"Lampe Automatik(Kommu.)"
TAP_ON
MAN_ON
ENO
Netzwerk: 3 Merker für Schwarzes Teil
Merker für Schwarzes Teil wird duch einen Merker von Tisch 3 gesetzt, zur besseren Kontrolle wird eine Lampe(Ausgang an der SPS gesetzt).
=
SR
M0.1M0.1Remanent
"Schwarzes Teil da"
M3.0M3.0"Schwarz von Tisch 3" S
R Q
A4.4A4.4Lampe an SPS
"Lampe Schwarz (SPS)"
Netzwerk: 4 Merker für Alu Teil
Merker für Alu Teil wird duch einen Merker von Tisch 3 gesetzt, zur besseren Kontrolle wird eine Lampe(Ausgang an der SPS gesetzt).
=
SR
M0.2M0.2Remanent
"Alu Teil da"
M5.0M5.0"Alu Teil von Tisch 3" S
R Q
A4.5A4.5Lampe an SPS
"Lampe Alu Teil (SPS)"
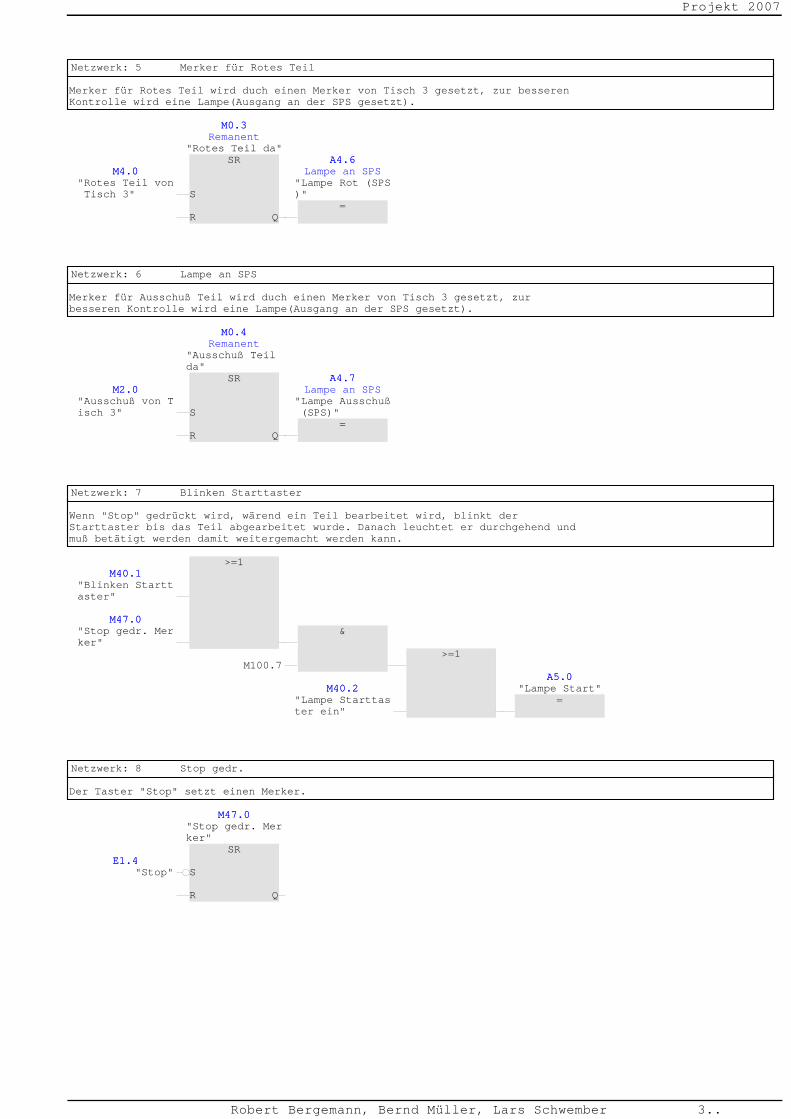
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
Netzwerk: 5 Merker für Rotes Teil
Merker für Rotes Teil wird duch einen Merker von Tisch 3 gesetzt, zur besseren Kontrolle wird eine Lampe(Ausgang an der SPS gesetzt).
=
SR
M0.3M0.3Remanent
"Rotes Teil da"
M4.0M4.0"Rotes Teil von Tisch 3" S
R Q
A4.6A4.6Lampe an SPS
"Lampe Rot (SPS)"
Netzwerk: 6 Lampe an SPS
Merker für Ausschuß Teil wird duch einen Merker von Tisch 3 gesetzt, zur besseren Kontrolle wird eine Lampe(Ausgang an der SPS gesetzt).
=
SR
M0.4M0.4Remanent
"Ausschuß Teil da"
M2.0M2.0"Ausschuß von Tisch 3" S
R Q
A4.7A4.7Lampe an SPS
"Lampe Ausschuß (SPS)"
Netzwerk: 7 Blinken Starttaster
Wenn "Stop" gedrückt wird, wärend ein Teil bearbeitet wird, blinkt der Starttaster bis das Teil abgearbeitet wurde. Danach leuchtet er durchgehend und muß betätigt werden damit weitergemacht werden kann.
=
>=1
&
>=1M40.1M40.1
"Blinken Starttaster"
M47.0M47.0"Stop gedr. Merker"
M100.7
M40.2M40.2"Lampe Starttaster ein"
A5.0A5.0"Lampe Start"
Netzwerk: 8 Stop gedr.
Der Taster "Stop" setzt einen Merker.
SR
M47.0M47.0"Stop gedr. Merker"
E1.4E1.4"Stop" S
R Q
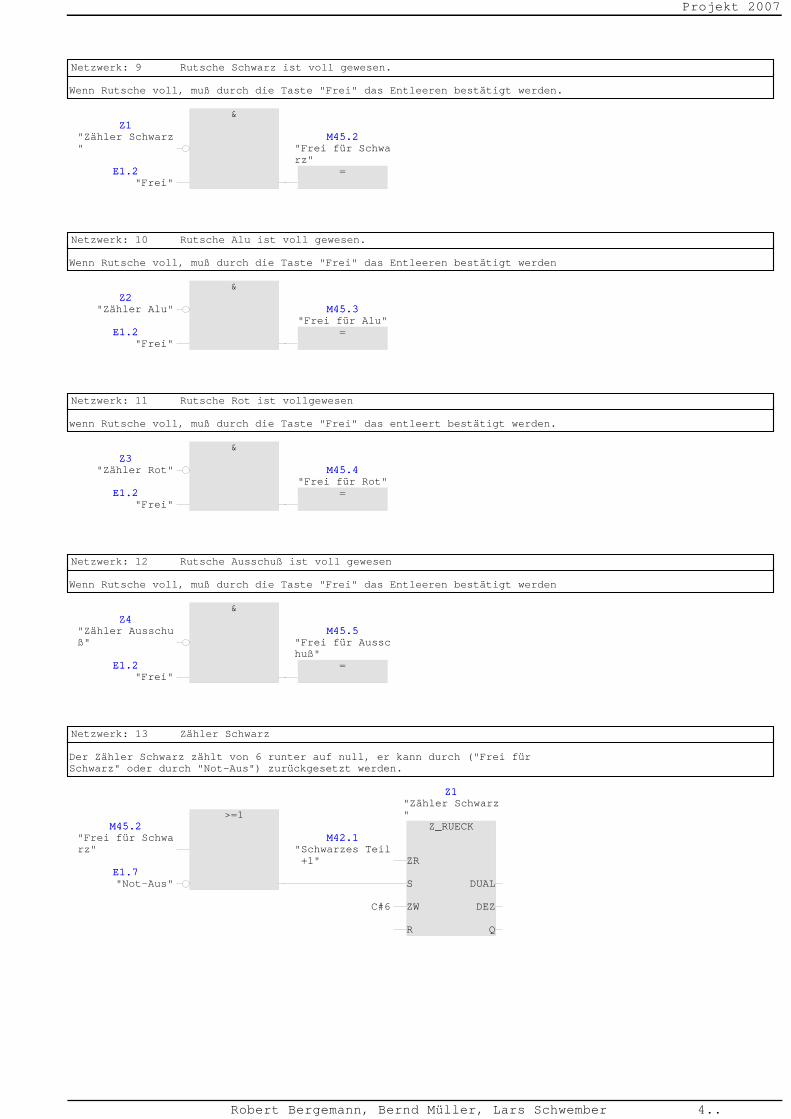
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
Netzwerk: 9 Rutsche Schwarz ist voll gewesen.
Wenn Rutsche voll, muß durch die Taste "Frei" das Entleeren bestätigt werden.
=
&Z1Z1
"Zähler Schwarz"
E1.2E1.2"Frei"
M45.2M45.2"Frei für Schwarz"
Netzwerk: 10 Rutsche Alu ist voll gewesen.
Wenn Rutsche voll, muß durch die Taste "Frei" das Entleeren bestätigt werden
=
&Z2Z2
"Zähler Alu"
E1.2E1.2"Frei"
M45.3M45.3"Frei für Alu"
Netzwerk: 11 Rutsche Rot ist vollgewesen
wenn Rutsche voll, muß durch die Taste "Frei" das entleert bestätigt werden.
=
&Z3Z3
"Zähler Rot"
E1.2E1.2"Frei"
M45.4M45.4"Frei für Rot"
Netzwerk: 12 Rutsche Ausschuß ist voll gewesen
Wenn Rutsche voll, muß durch die Taste "Frei" das Entleeren bestätigt werden
=
&Z4Z4
"Zähler Ausschuß"
E1.2E1.2"Frei"
M45.5M45.5"Frei für Ausschuß"
Netzwerk: 13 Zähler Schwarz
Der Zähler Schwarz zählt von 6 runter auf null, er kann durch ("Frei für Schwarz" oder durch "Not-Aus") zurückgesetzt werden.
Z_RUECK>=1
M45.2M45.2"Frei für Schwarz"
E1.7E1.7"Not-Aus"
Z1Z1"Zähler Schwarz"
M42.1M42.1"Schwarzes Teil +1" ZR
S
C#6 ZW
R
DUAL
DEZ
Q
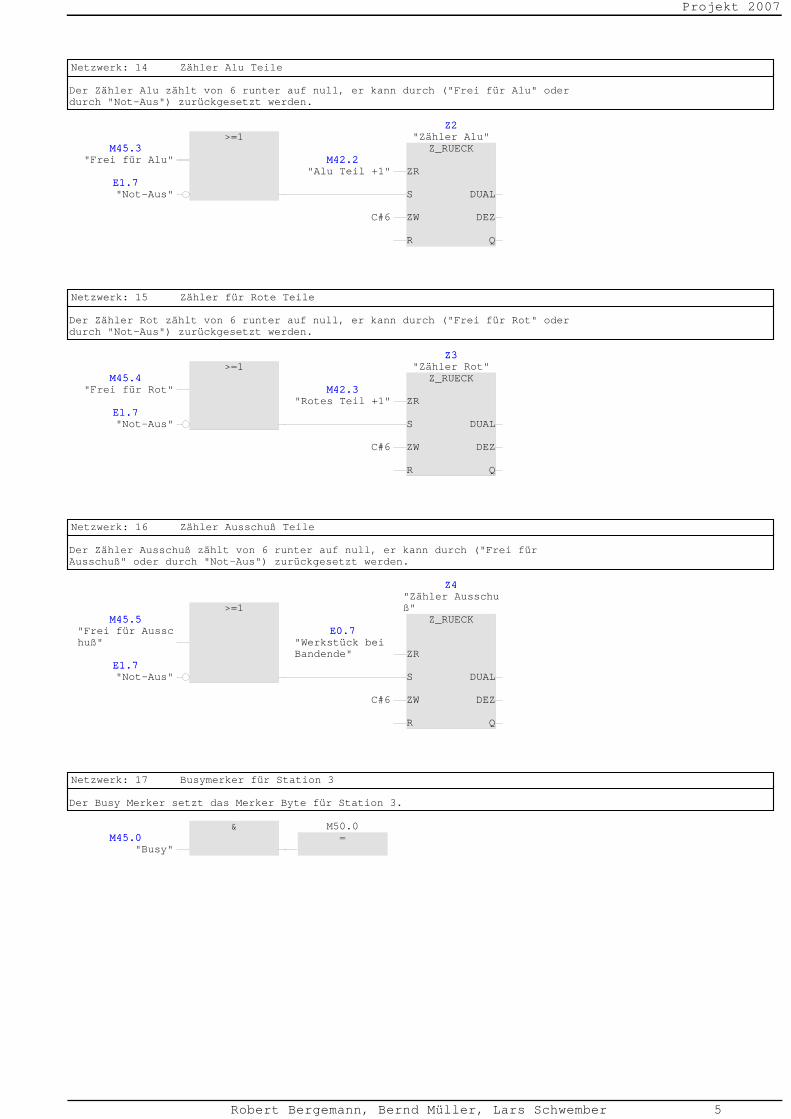
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5
Netzwerk: 14 Zähler Alu Teile
Der Zähler Alu zählt von 6 runter auf null, er kann durch ("Frei für Alu" oder durch "Not-Aus") zurückgesetzt werden.
Z_RUECK>=1
M45.3M45.3"Frei für Alu"
E1.7E1.7"Not-Aus"
Z2Z2"Zähler Alu"
M42.2M42.2"Alu Teil +1" ZR
S
C#6 ZW
R
DUAL
DEZ
Q
Netzwerk: 15 Zähler für Rote Teile
Der Zähler Rot zählt von 6 runter auf null, er kann durch ("Frei für Rot" oder durch "Not-Aus") zurückgesetzt werden.
Z_RUECK>=1
M45.4M45.4"Frei für Rot"
E1.7E1.7"Not-Aus"
Z3Z3"Zähler Rot"
M42.3M42.3"Rotes Teil +1" ZR
S
C#6 ZW
R
DUAL
DEZ
Q
Netzwerk: 16 Zähler Ausschuß Teile
Der Zähler Ausschuß zählt von 6 runter auf null, er kann durch ("Frei für Ausschuß" oder durch "Not-Aus") zurückgesetzt werden.
Z_RUECK>=1
M45.5M45.5"Frei für Ausschuß"
E1.7E1.7"Not-Aus"
Z4Z4"Zähler Ausschuß"
E0.7E0.7"Werkstück bei Bandende" ZR
S
C#6 ZW
R
DUAL
DEZ
Q
Netzwerk: 17 Busymerker für Station 3
Der Busy Merker setzt das Merker Byte für Station 3.
=&
M45.0M45.0"Busy"
M50.0
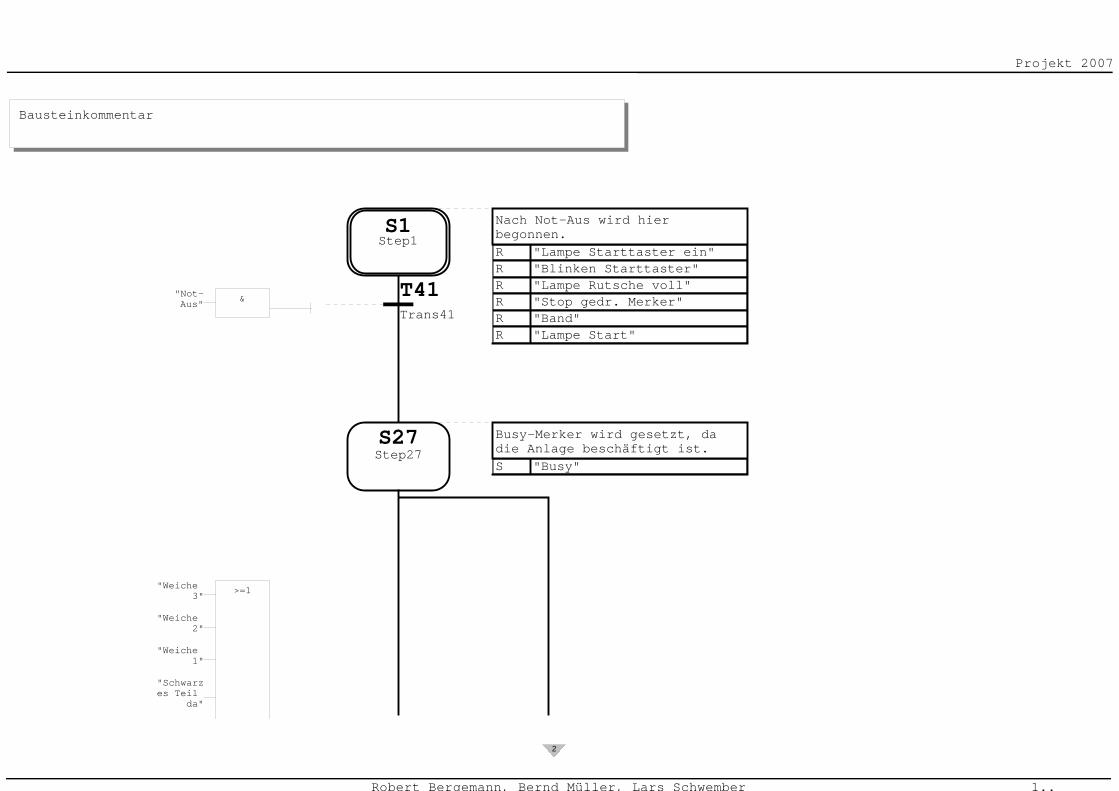
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1..
S1Step1
T41Trans41
S27Step27
Bausteinkommentar
&"Not-Aus"
>=1
"Schwarzes Teil
da"
"Weiche 1"
"Weiche 2"
"Weiche 3"
R "Lampe Starttaster ein"R "Blinken Starttaster"R "Lampe Rutsche voll"R "Stop gedr. Merker"R "Band"R "Lampe Start"
S "Busy"
Nach Not-Aus wird hier begonnen.
Busy-Merker wird gesetzt, da die Anlage beschäftigt ist.
2
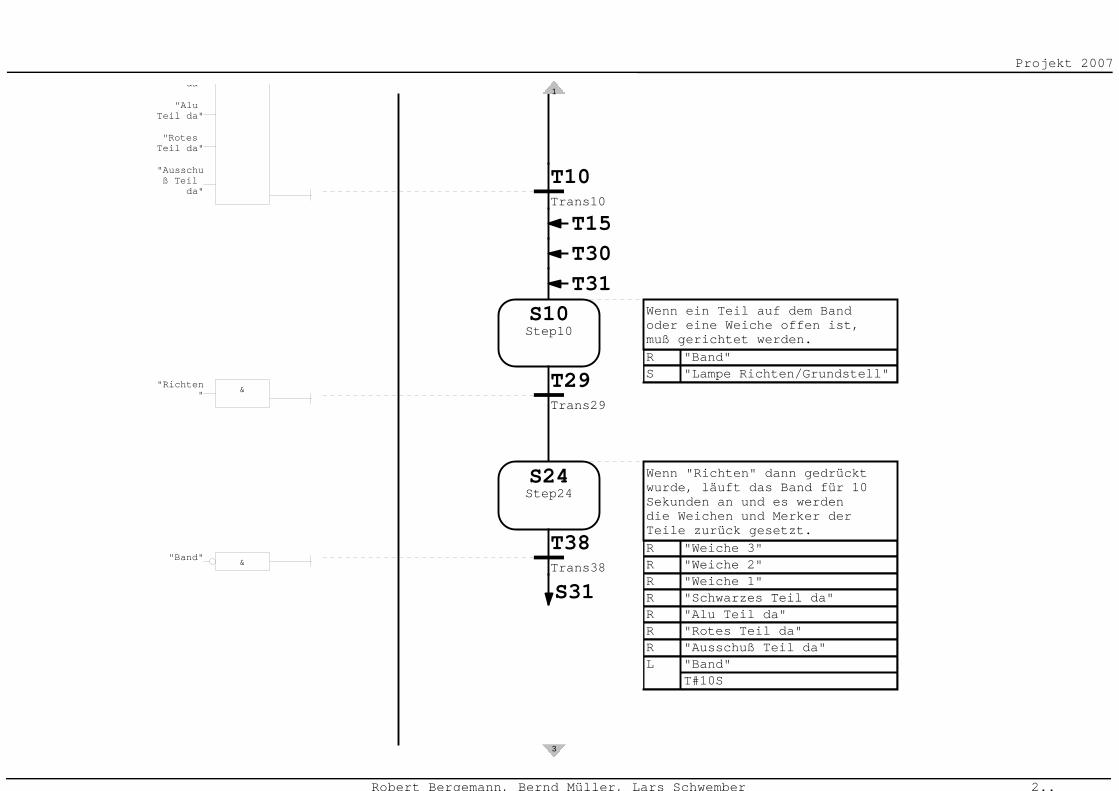
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2..
T10Trans10
T15T30T31
S10Step10
T29Trans29
S24Step24
T38Trans38
S31
"Ausschuß Teil
da"
"Rotes Teil da"
"Alu Teil da"
da
&"Richten"
&"Band"
R "Band"S "Lampe Richten/Grundstell"
R "Weiche 3"R "Weiche 2"R "Weiche 1"R "Schwarzes Teil da"R "Alu Teil da"R "Rotes Teil da"R "Ausschuß Teil da"L "Band"
T#10S
Wenn ein Teil auf dem Band oder eine Weiche offen ist, muß gerichtet werden.
Wenn "Richten" dann gedrückt wurde, läuft das Band für 10 Sekunden an und es werden die Weichen und Merker der Teile zurück gesetzt.
1
3
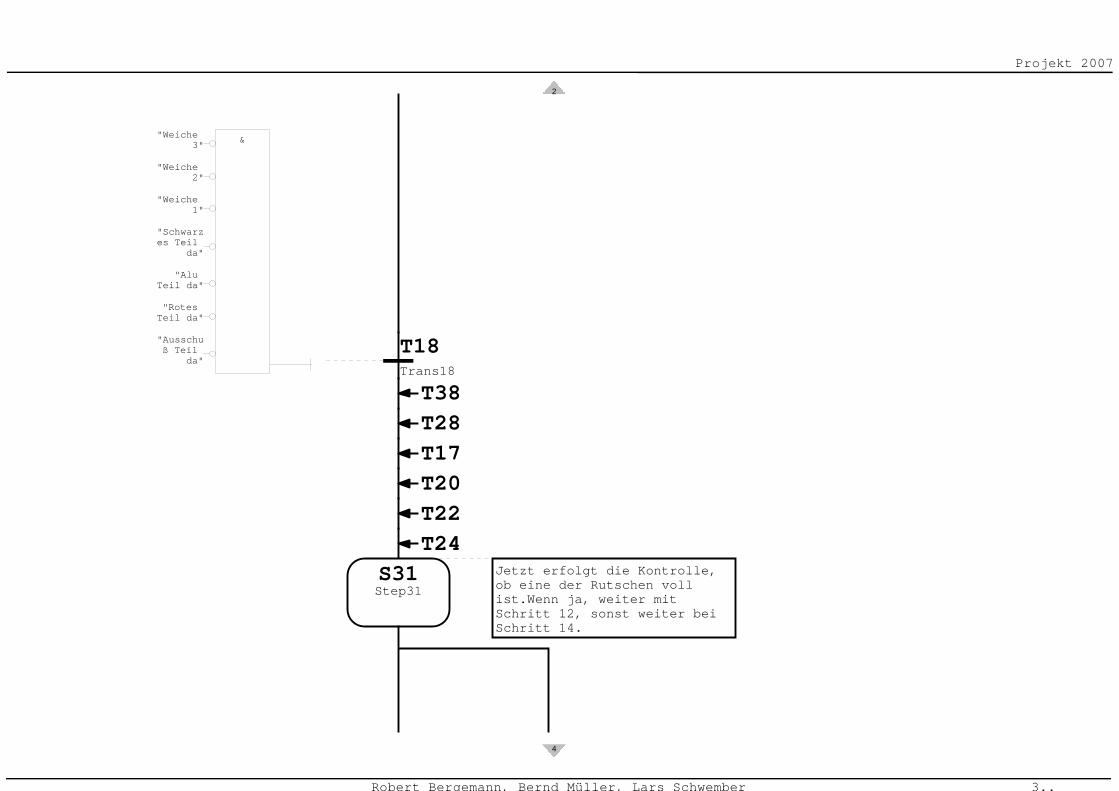
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 3..
T18Trans18
T38T28T17T20T22T24
S31Step31
&
"Ausschuß Teil
da"
"Rotes Teil da"
"Alu Teil da"
"Schwarzes Teil
da"
"Weiche 1"
"Weiche 2"
"Weiche 3"
Jetzt erfolgt die Kontrolle, ob eine der Rutschen voll ist.Wenn ja, weiter mit Schritt 12, sonst weiter bei Schritt 14.
2
4
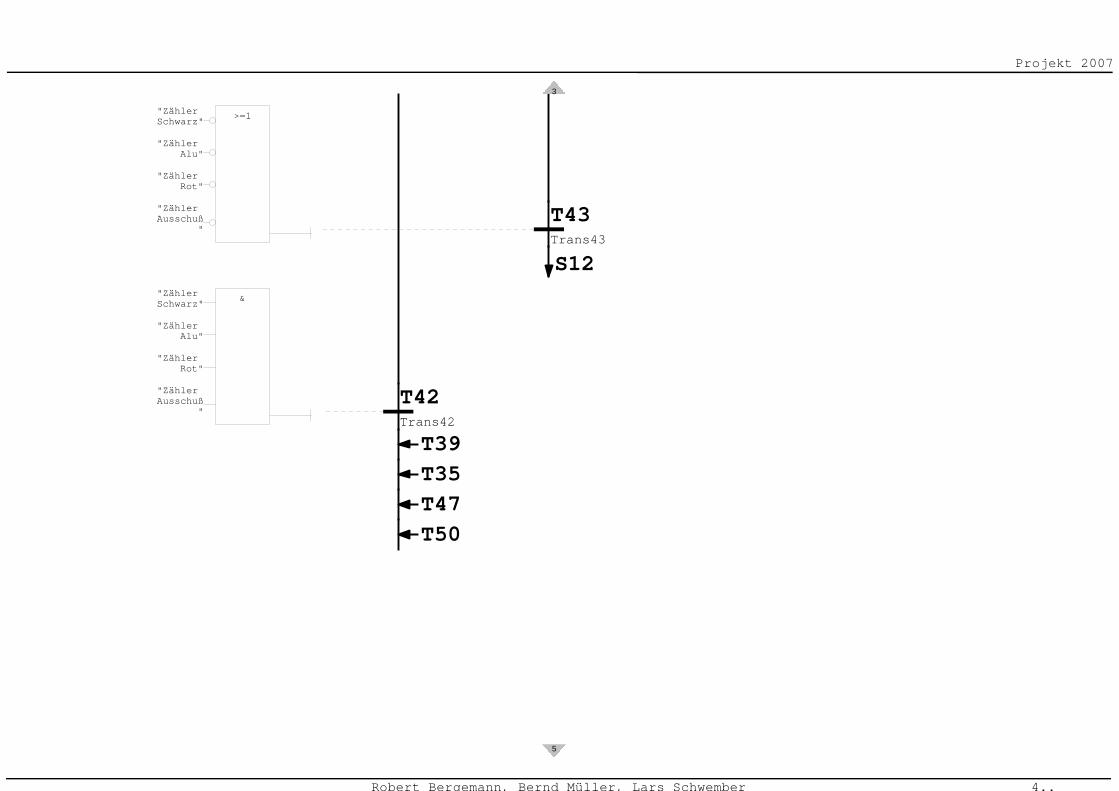
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 4..
T43Trans43
S12
T42Trans42
T39T35T47T50
>=1
"Zähler Ausschuß
"
"Zähler Rot"
"Zähler Alu"
"Zähler Schwarz"
&
"Zähler Ausschuß
"
"Zähler Rot"
"Zähler Alu"
"Zähler Schwarz"
3
5
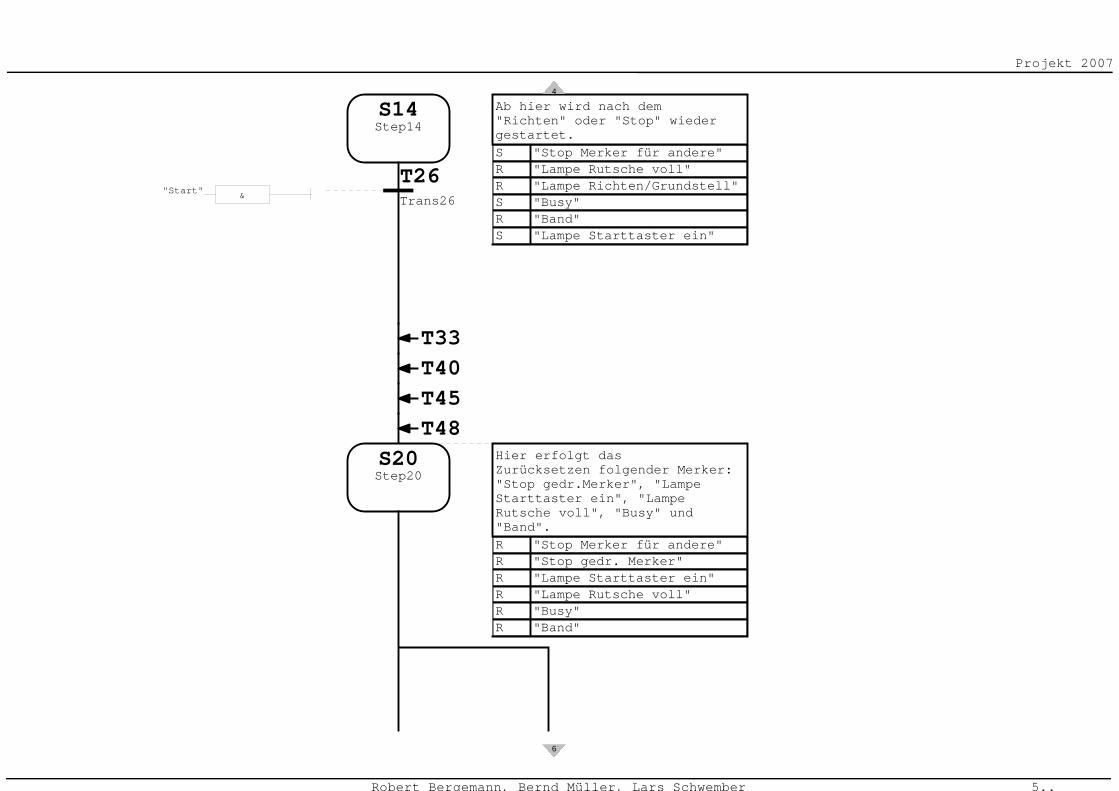
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 5..
S14Step14
T26Trans26
T33T40T45T48
S20Step20
&"Start"
S "Stop Merker für andere"R "Lampe Rutsche voll"R "Lampe Richten/Grundstell"S "Busy"R "Band"S "Lampe Starttaster ein"
R "Stop Merker für andere"R "Stop gedr. Merker"R "Lampe Starttaster ein"R "Lampe Rutsche voll"R "Busy"R "Band"
Ab hier wird nach dem "Richten" oder "Stop" wieder gestartet.
Hier erfolgt das Zurücksetzen folgender Merker: "Stop gedr.Merker", "Lampe Starttaster ein", "Lampe Rutsche voll", "Busy" und "Band".
4
6
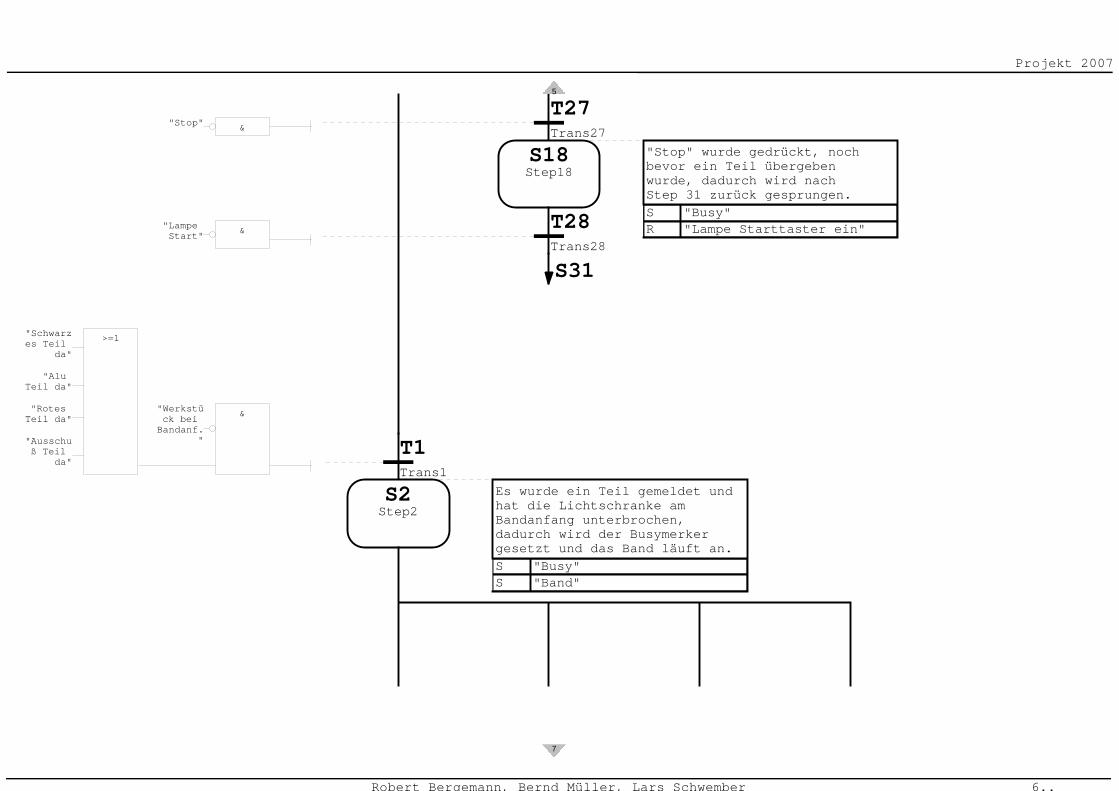
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 6..
T27Trans27
S18Step18
T28Trans28
S31
T1Trans1
S2Step2
&"Stop"
&"Lampe Start"
&
>=1
"Ausschuß Teil
da"
"Rotes Teil da"
"Alu Teil da"
"Schwarzes Teil
da"
"Werkstück bei Bandanf.
"
S "Busy"R "Lampe Starttaster ein"
S "Busy"S "Band"
"Stop" wurde gedrückt, noch bevor ein Teil übergeben wurde, dadurch wird nach Step 31 zurück gesprungen.
Es wurde ein Teil gemeldet und hat die Lichtschranke am Bandanfang unterbrochen, dadurch wird der Busymerker gesetzt und das Band läuft an.
5
7
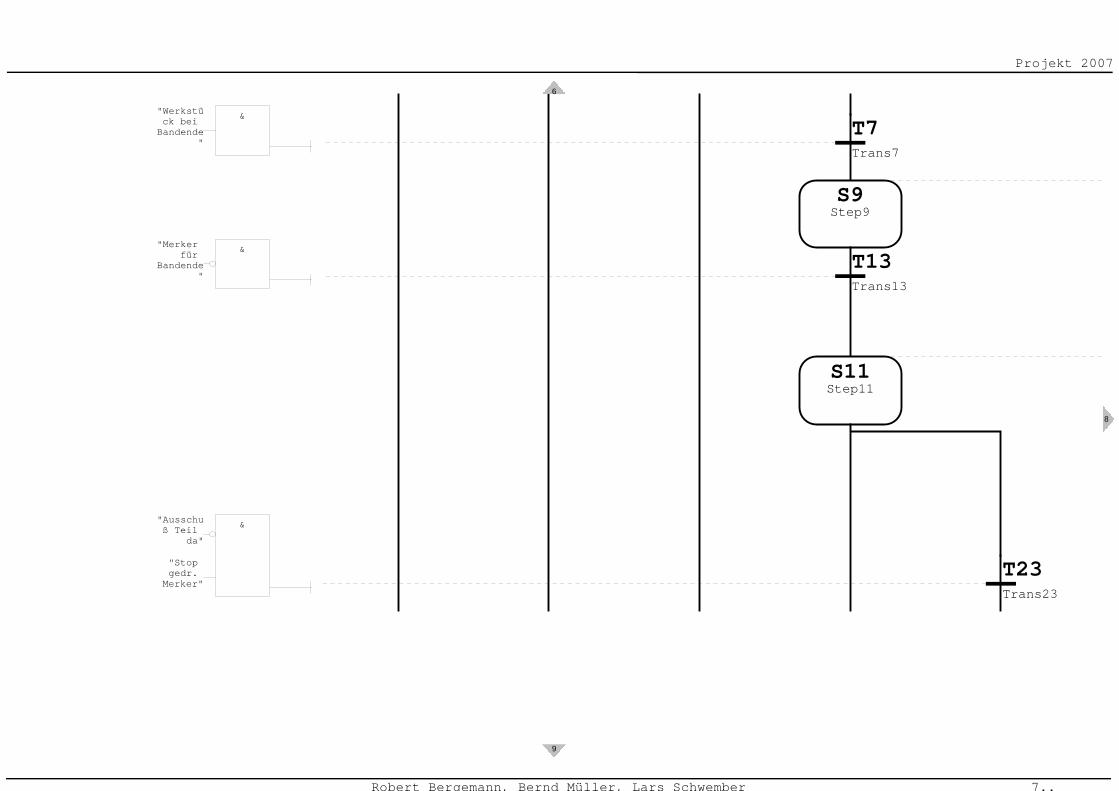
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 7..
T7Trans7
S9Step9
T13Trans13
S11Step11
T23Trans23
&"Werkstück bei Bandende
"
&"Merker für
Bandende"
&
"Stop gedr.
Merker"
"Ausschuß Teil
da"
6
9
8
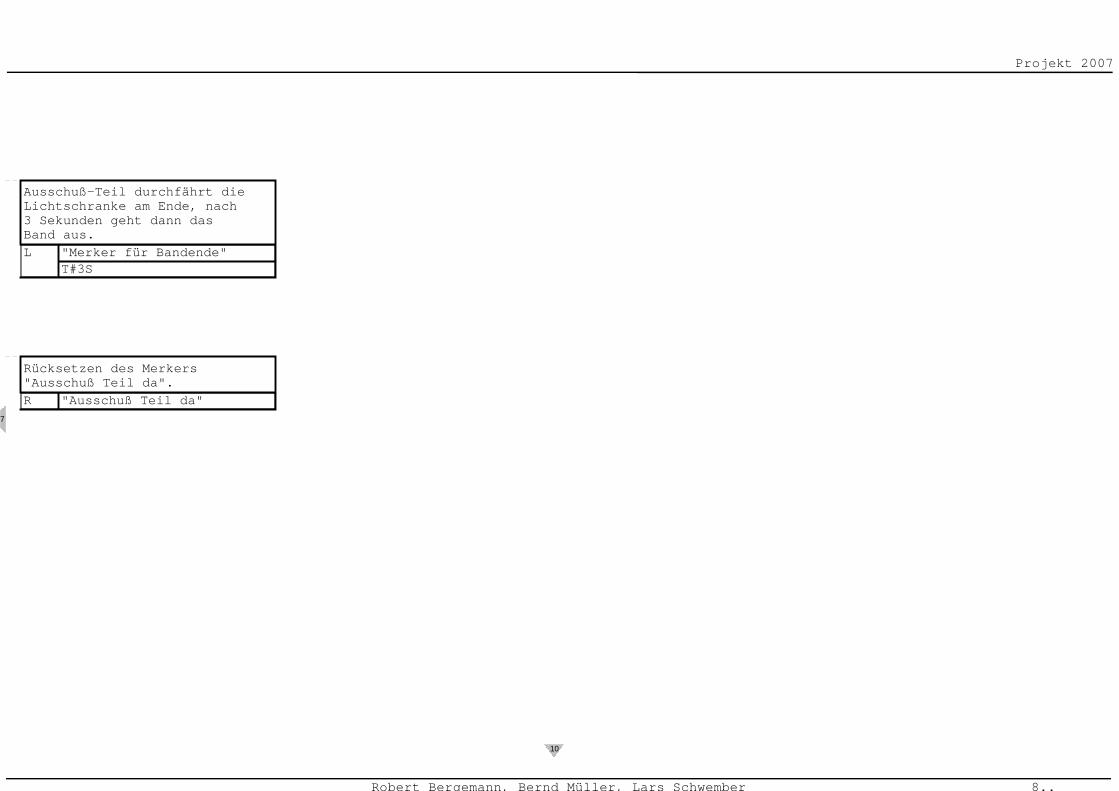
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 8..
L "Merker für Bandende"T#3S
R "Ausschuß Teil da"
Ausschuß-Teil durchfährt die Lichtschranke am Ende, nach 3 Sekunden geht dann das Band aus.
Rücksetzen des Merkers "Ausschuß Teil da".
10
7
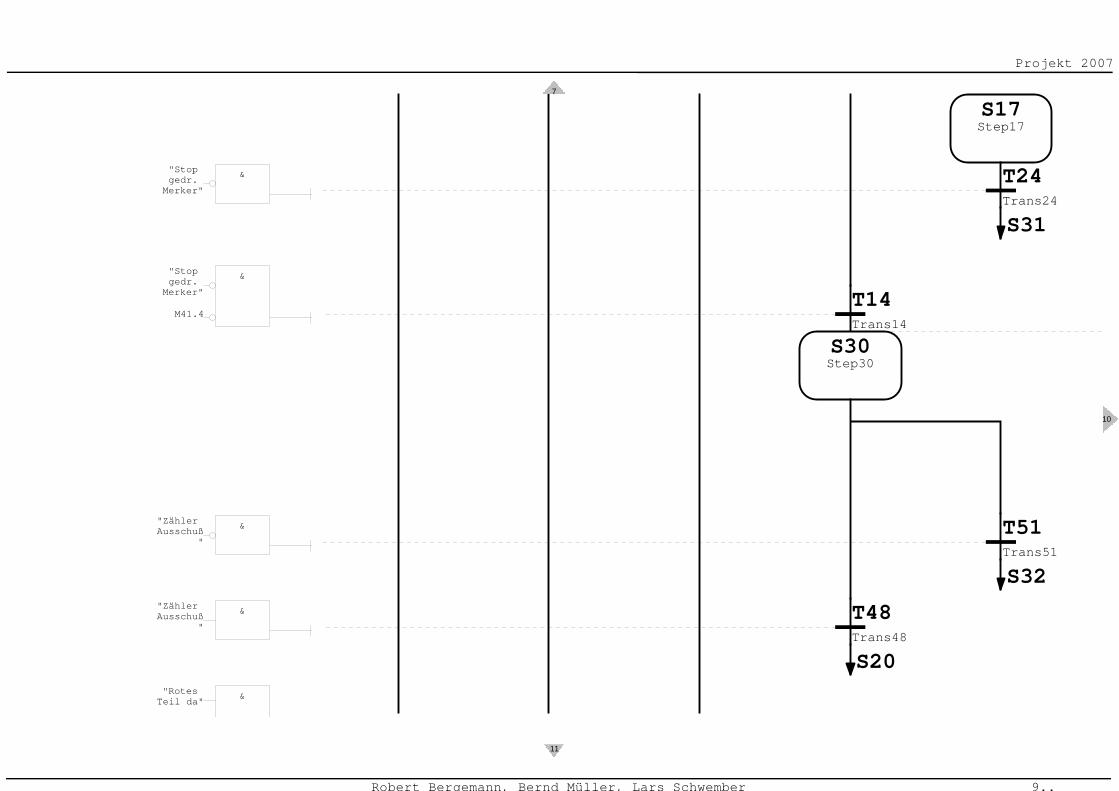
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 9..
S17Step17
T24Trans24
S31
T14Trans14
S30Step30
T51Trans51
S32
T48Trans48
S20
&"Stop gedr.
Merker"
&
M41.4
"Stop gedr.
Merker"
&"Zähler Ausschuß
"
&"Zähler Ausschuß
"
&"Rotes Teil da"
7
11
10
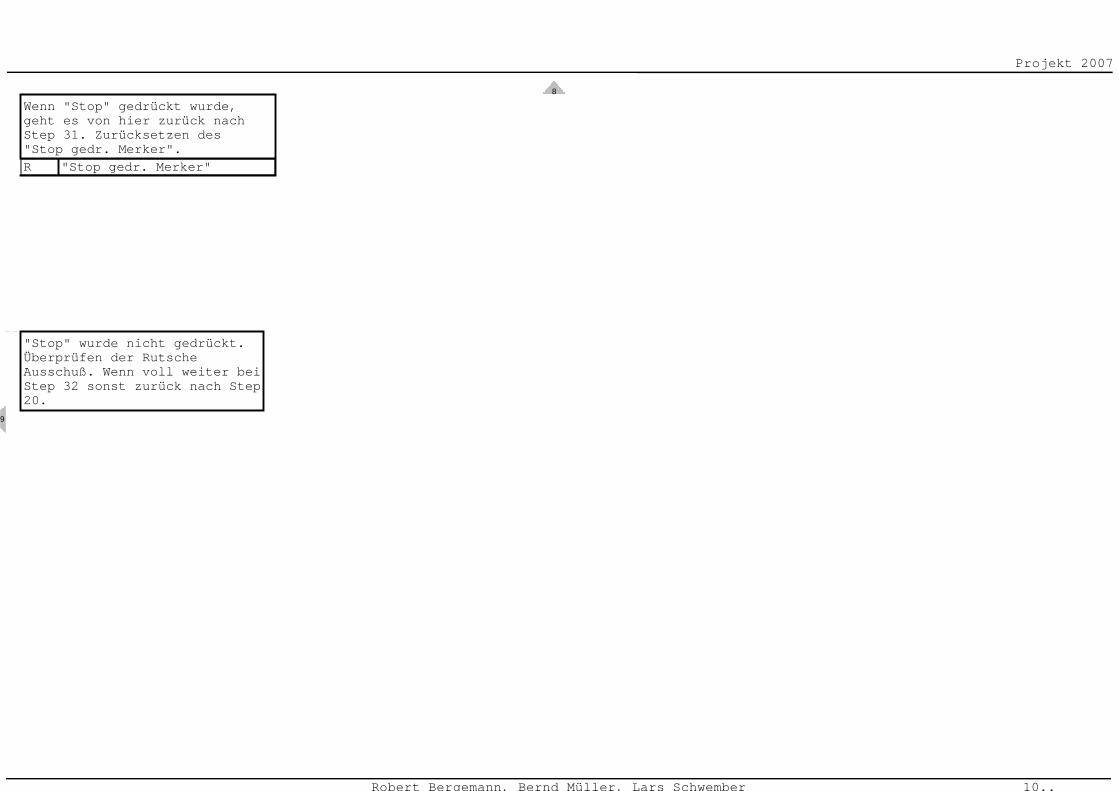
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 10..
R "Stop gedr. Merker"
Wenn "Stop" gedrückt wurde, geht es von hier zurück nach Step 31. Zurücksetzen des "Stop gedr. Merker".
"Stop" wurde nicht gedrückt. Überprüfen der Rutsche Ausschuß. Wenn voll weiter bei Step 32 sonst zurück nach Step 20.
8
9
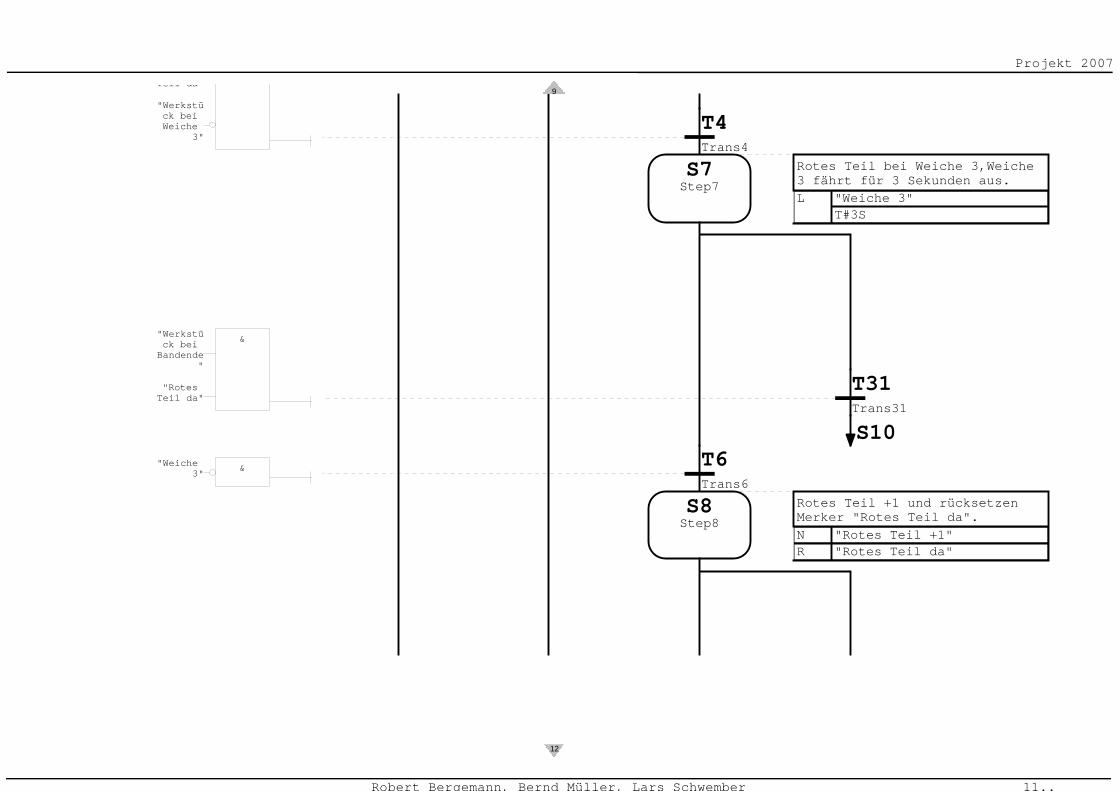
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 11..
T4Trans4
S7Step7
T31Trans31
S10T6Trans6
S8Step8
"Werkstück bei Weiche
3"
Teil da
&
"Rotes Teil da"
"Werkstück bei Bandende
"
&"Weiche 3"
L "Weiche 3"T#3S
N "Rotes Teil +1"R "Rotes Teil da"
Rotes Teil bei Weiche 3,Weiche 3 fährt für 3 Sekunden aus.
Rotes Teil +1 und rücksetzen Merker "Rotes Teil da".
9
12
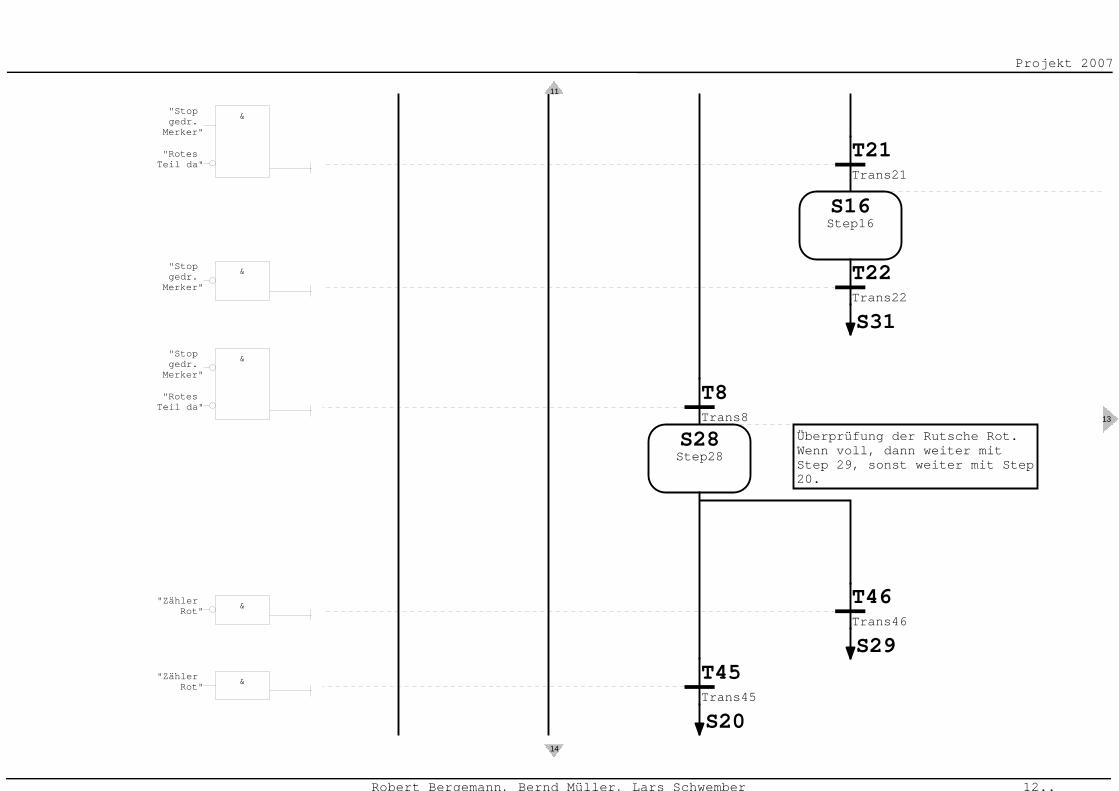
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 12..
T21Trans21
S16Step16
T22Trans22
S31
T8Trans8
S28Step28
T46Trans46
S29T45Trans45
S20
&
"Rotes Teil da"
"Stop gedr.
Merker"
&"Stop gedr.
Merker"
&
"Rotes Teil da"
"Stop gedr.
Merker"
&"Zähler Rot"
&"Zähler Rot"
Überprüfung der Rutsche Rot. Wenn voll, dann weiter mit Step 29, sonst weiter mit Step 20.
11
14
13
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 13..
R "Stop gedr. Merker"
"Stop" wurde gedrückt, zurücksetzen des "Stop gedr. Merker".
12
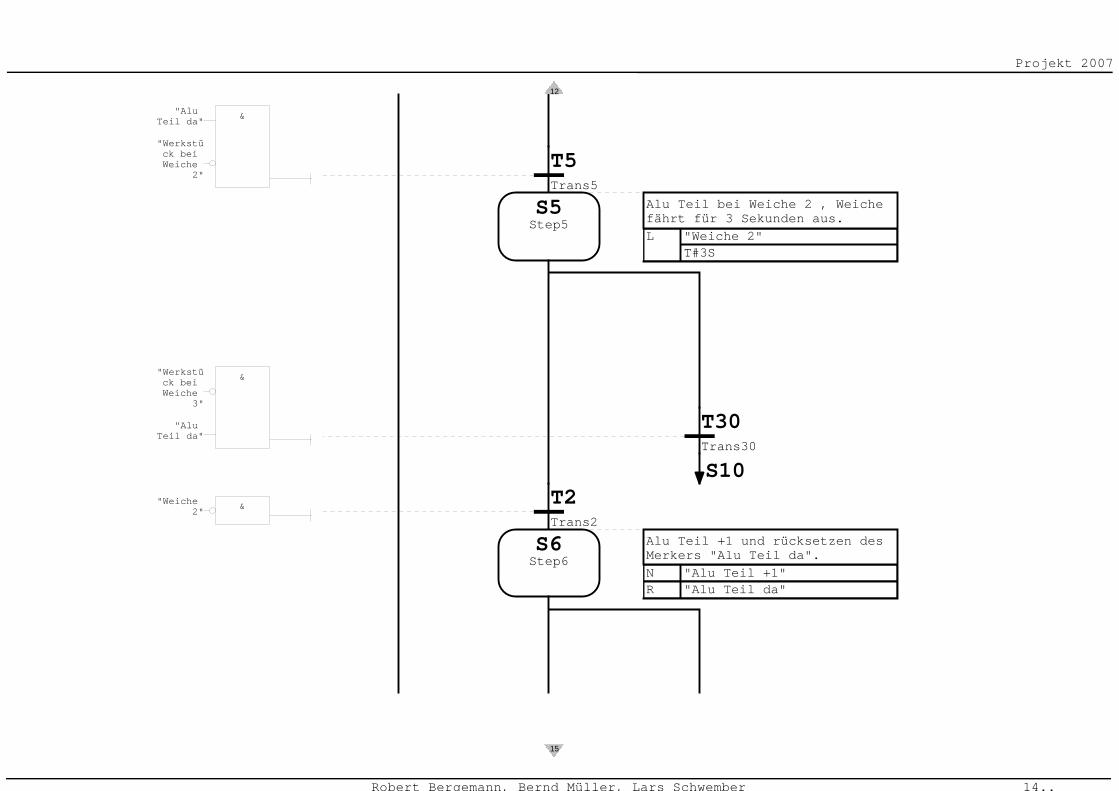
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 14..
T5Trans5
S5Step5
T30Trans30
S10T2Trans2
S6Step6
&
"Werkstück bei Weiche
2"
"Alu Teil da"
&
"Alu Teil da"
"Werkstück bei Weiche
3"
&"Weiche 2"
L "Weiche 2"T#3S
N "Alu Teil +1"R "Alu Teil da"
Alu Teil bei Weiche 2 , Weiche fährt für 3 Sekunden aus.
Alu Teil +1 und rücksetzen des Merkers "Alu Teil da".
12
15
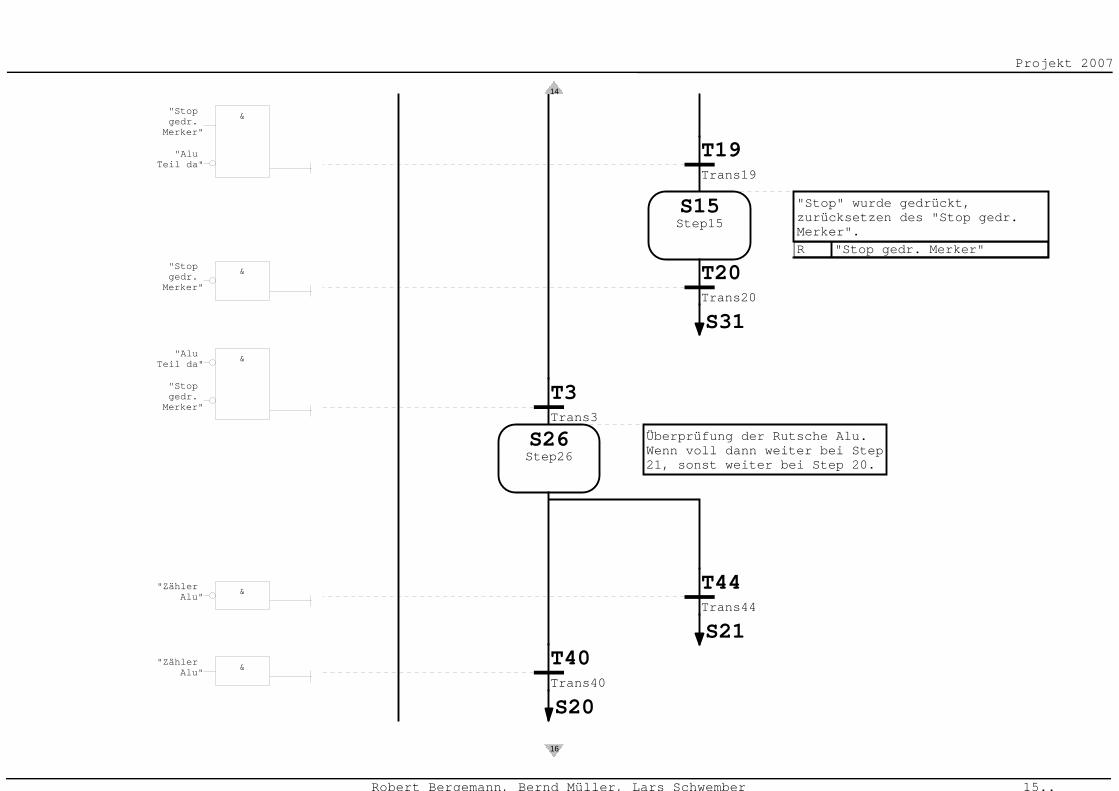
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 15..
T19Trans19
S15Step15
T20Trans20
S31
T3Trans3
S26Step26
T44Trans44
S21T40Trans40
S20
&
"Alu Teil da"
"Stop gedr.
Merker"
&"Stop gedr.
Merker"
&
"Stop gedr.
Merker"
"Alu Teil da"
&"Zähler Alu"
&"Zähler Alu"
R "Stop gedr. Merker"
"Stop" wurde gedrückt, zurücksetzen des "Stop gedr. Merker".
Überprüfung der Rutsche Alu. Wenn voll dann weiter bei Step 21, sonst weiter bei Step 20.
14
16
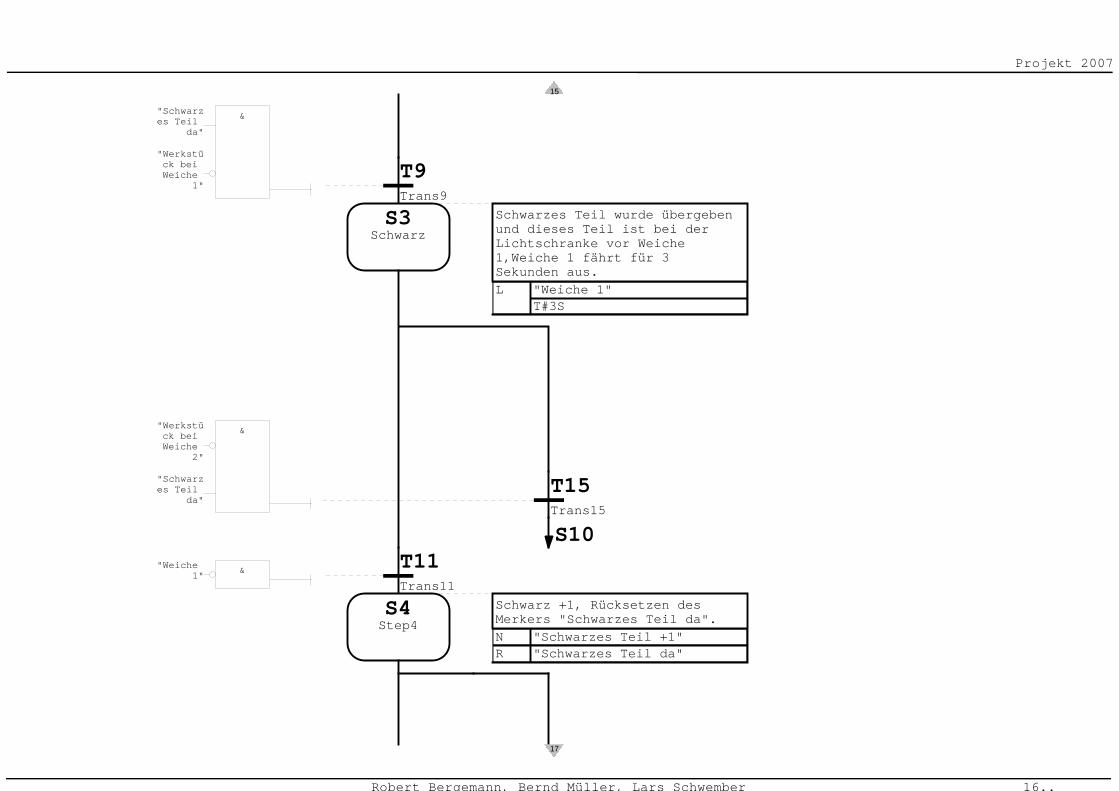
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 16..
T9Trans9
S3Schwarz
T15Trans15
S10T11Trans11
S4Step4
&
"Werkstück bei Weiche
1"
"Schwarzes Teil
da"
&
"Schwarzes Teil
da"
"Werkstück bei Weiche
2"
&"Weiche 1"
L "Weiche 1"T#3S
N "Schwarzes Teil +1"R "Schwarzes Teil da"
Schwarzes Teil wurde übergeben und dieses Teil ist bei der Lichtschranke vor Weiche 1,Weiche 1 fährt für 3 Sekunden aus.
Schwarz +1, Rücksetzen des Merkers "Schwarzes Teil da".
15
17
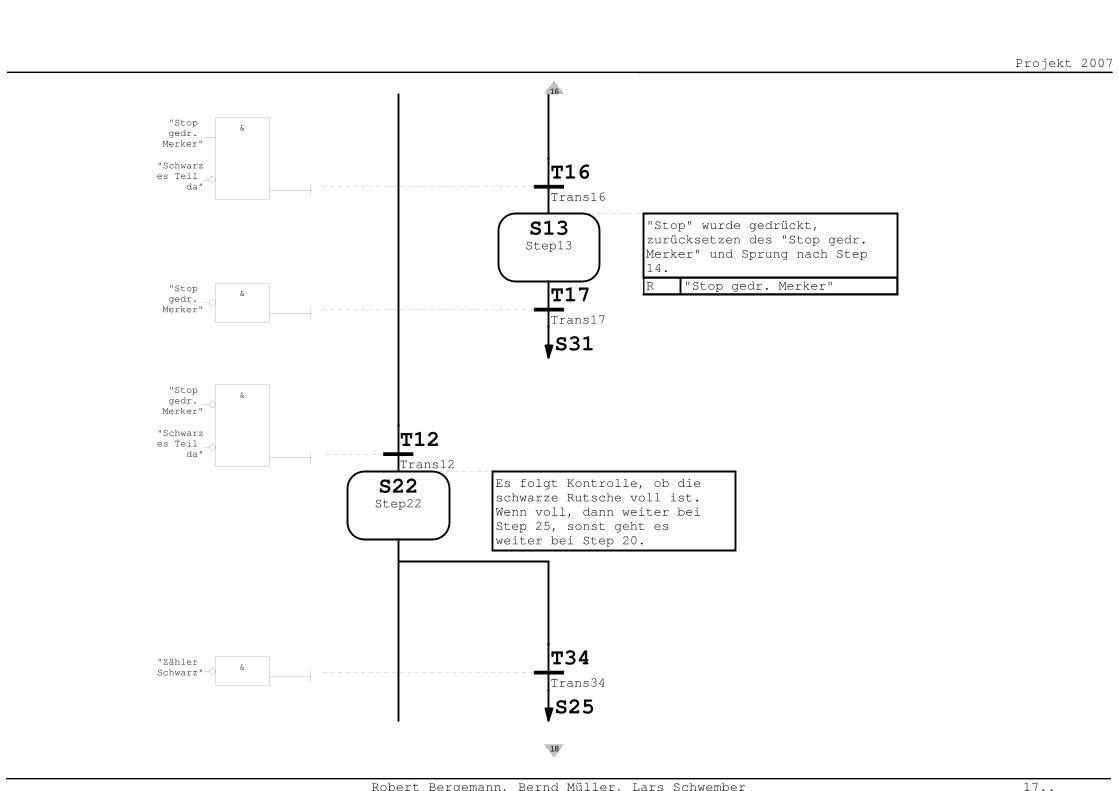
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 17..
T16Trans16
S13Step13
T17Trans17
S31
T12Trans12
S22Step22
T34Trans34
S25
&
"Schwarzes Teil
da"
"Stop gedr.
Merker"
&"Stop gedr.
Merker"
&
"Schwarzes Teil
da"
"Stop gedr.
Merker"
&"Zähler Schwarz"
R "Stop gedr. Merker"
"Stop" wurde gedrückt, zurücksetzen des "Stop gedr. Merker" und Sprung nach Step 14.
Es folgt Kontrolle, ob die schwarze Rutsche voll ist. Wenn voll, dann weiter bei Step 25, sonst geht es weiter bei Step 20.
16
18
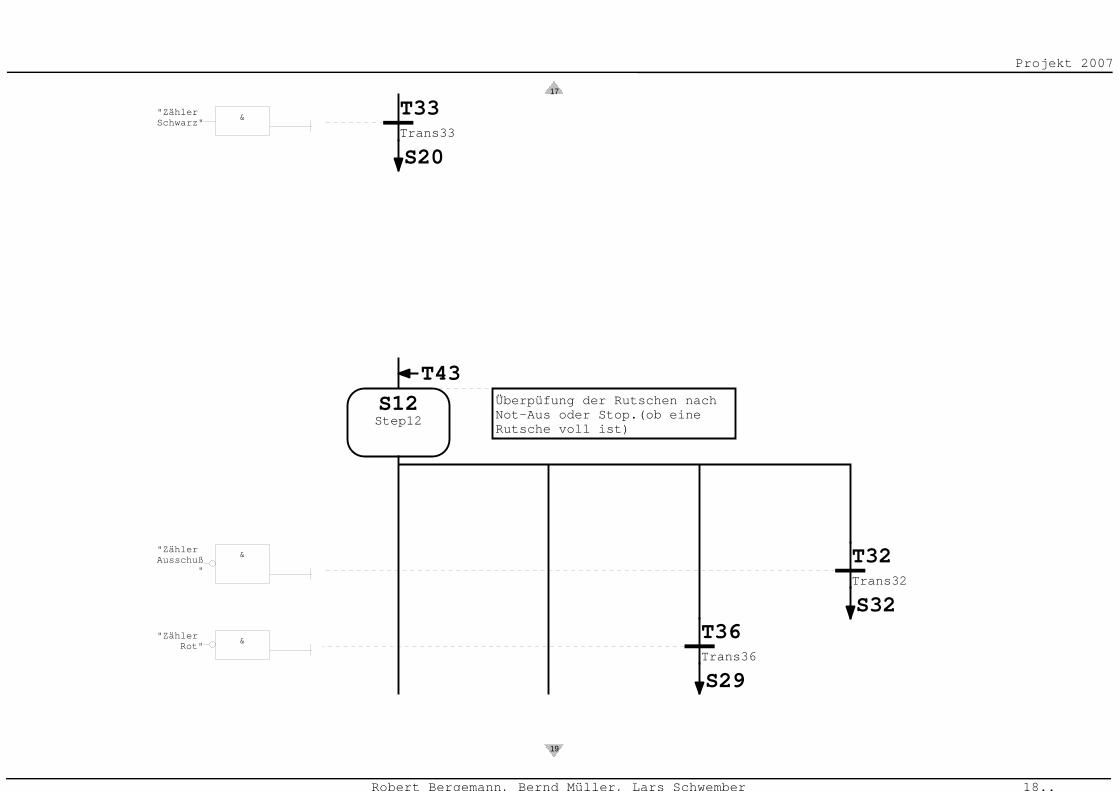
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 18..
T33Trans33
S20
T43S12Step12
T32Trans32
S32T36Trans36
S29
&"Zähler Schwarz"
&"Zähler Ausschuß
"
&"Zähler Rot"
Überpüfung der Rutschen nach Not-Aus oder Stop.(ob eine Rutsche voll ist)
17
19
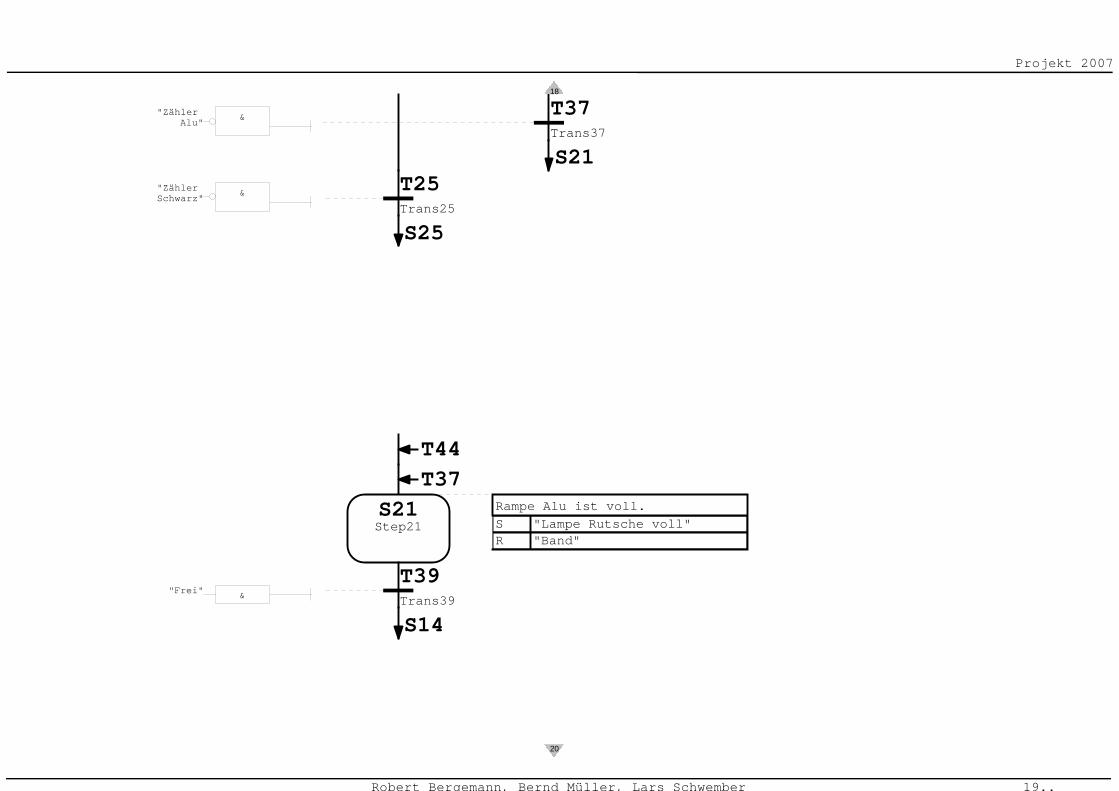
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 19..
T37Trans37
S21T25Trans25
S25
T44T37
S21Step21
T39Trans39
S14
&"Zähler Alu"
&"Zähler Schwarz"
&"Frei"
S "Lampe Rutsche voll"R "Band"
Rampe Alu ist voll.
18
20
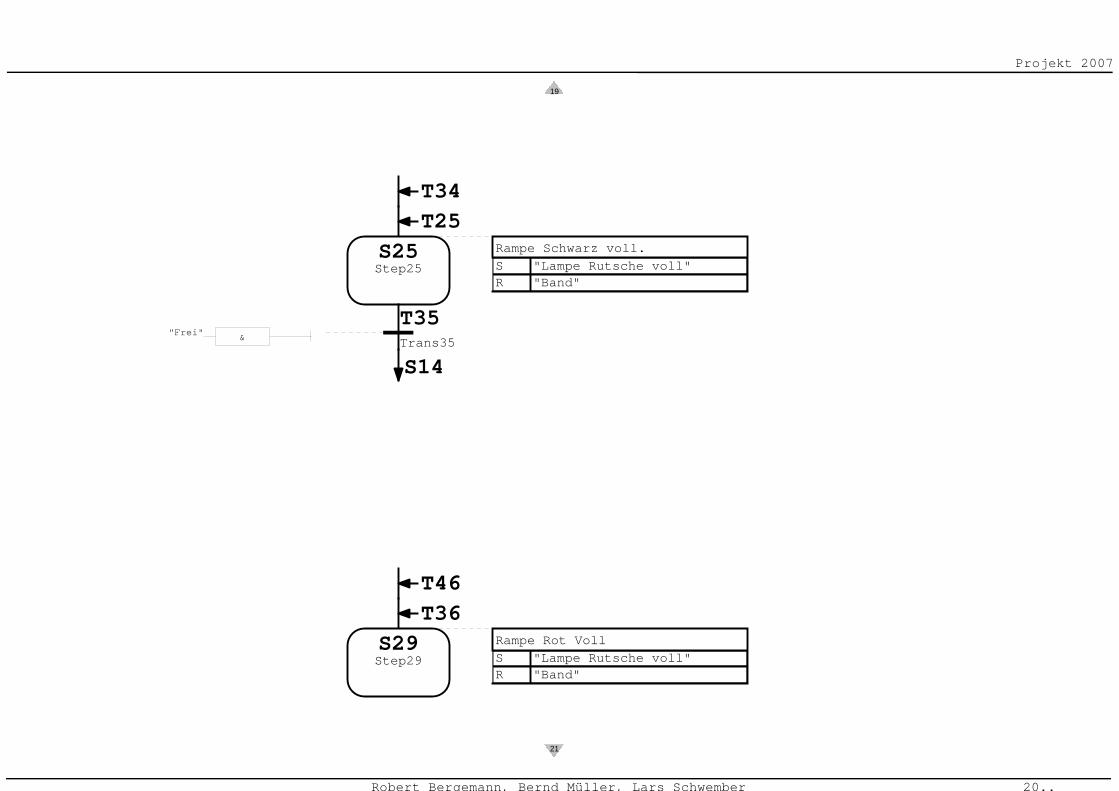
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 20..
T34T25
S25Step25
T35Trans35
S14
T46T36
S29Step29
&"Frei"
S "Lampe Rutsche voll"R "Band"
S "Lampe Rutsche voll"R "Band"
Rampe Schwarz voll.
Rampe Rot Voll
19
21
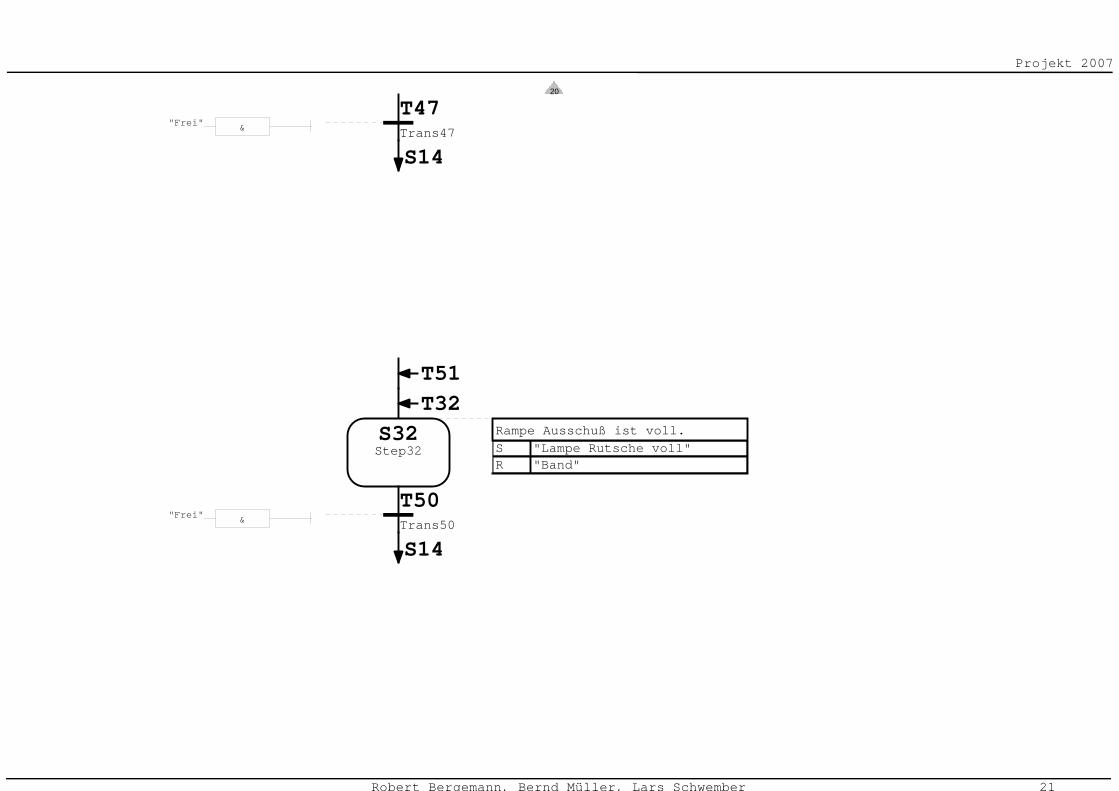
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 21
T47Trans47
S14
T51T32
S32Step32
T50Trans50
S14
&"Frei"
&"Frei"
S "Lampe Rutsche voll"R "Band"
Rampe Ausschuß ist voll.
20
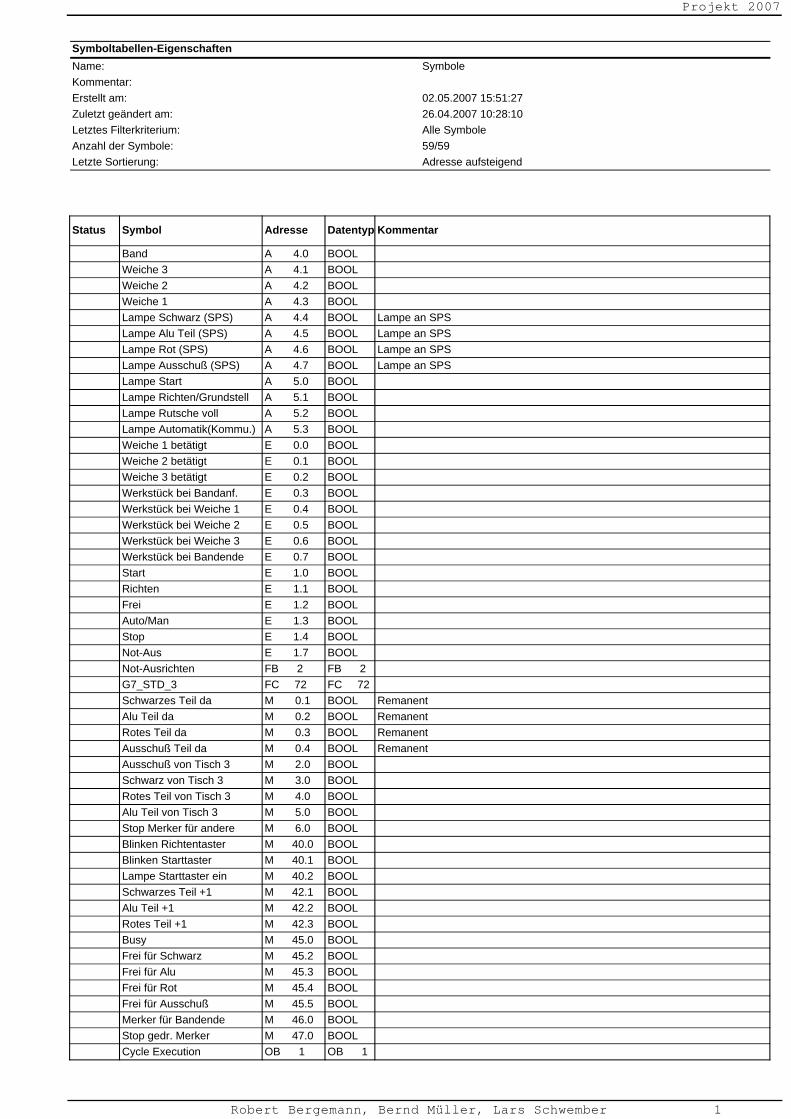
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 1
Symboltabellen-EigenschaftenName: SymboleKommentar: Erstellt am: 02.05.2007 15:51:27Zuletzt geändert am: 26.04.2007 10:28:10Letztes Filterkriterium: Alle SymboleAnzahl der Symbole: 59/59Letzte Sortierung: Adresse aufsteigend
Status Symbol Adresse Datentyp Kommentar
Band A 4.0 BOOLWeiche 3 A 4.1 BOOLWeiche 2 A 4.2 BOOLWeiche 1 A 4.3 BOOLLampe Schwarz (SPS) A 4.4 BOOL Lampe an SPSLampe Alu Teil (SPS) A 4.5 BOOL Lampe an SPSLampe Rot (SPS) A 4.6 BOOL Lampe an SPSLampe Ausschuß (SPS) A 4.7 BOOL Lampe an SPSLampe Start A 5.0 BOOLLampe Richten/Grundstell A 5.1 BOOLLampe Rutsche voll A 5.2 BOOLLampe Automatik(Kommu.) A 5.3 BOOLWeiche 1 betätigt E 0.0 BOOLWeiche 2 betätigt E 0.1 BOOLWeiche 3 betätigt E 0.2 BOOLWerkstück bei Bandanf. E 0.3 BOOLWerkstück bei Weiche 1 E 0.4 BOOLWerkstück bei Weiche 2 E 0.5 BOOLWerkstück bei Weiche 3 E 0.6 BOOLWerkstück bei Bandende E 0.7 BOOLStart E 1.0 BOOLRichten E 1.1 BOOLFrei E 1.2 BOOLAuto/Man E 1.3 BOOLStop E 1.4 BOOLNot-Aus E 1.7 BOOLNot-Ausrichten FB 2 FB 2G7_STD_3 FC 72 FC 72Schwarzes Teil da M 0.1 BOOL RemanentAlu Teil da M 0.2 BOOL RemanentRotes Teil da M 0.3 BOOL RemanentAusschuß Teil da M 0.4 BOOL RemanentAusschuß von Tisch 3 M 2.0 BOOLSchwarz von Tisch 3 M 3.0 BOOLRotes Teil von Tisch 3 M 4.0 BOOLAlu Teil von Tisch 3 M 5.0 BOOLStop Merker für andere M 6.0 BOOLBlinken Richtentaster M 40.0 BOOLBlinken Starttaster M 40.1 BOOLLampe Starttaster ein M 40.2 BOOLSchwarzes Teil +1 M 42.1 BOOLAlu Teil +1 M 42.2 BOOLRotes Teil +1 M 42.3 BOOLBusy M 45.0 BOOLFrei für Schwarz M 45.2 BOOLFrei für Alu M 45.3 BOOLFrei für Rot M 45.4 BOOLFrei für Ausschuß M 45.5 BOOLMerker für Bandende M 46.0 BOOLStop gedr. Merker M 47.0 BOOLCycle Execution OB 1 OB 1
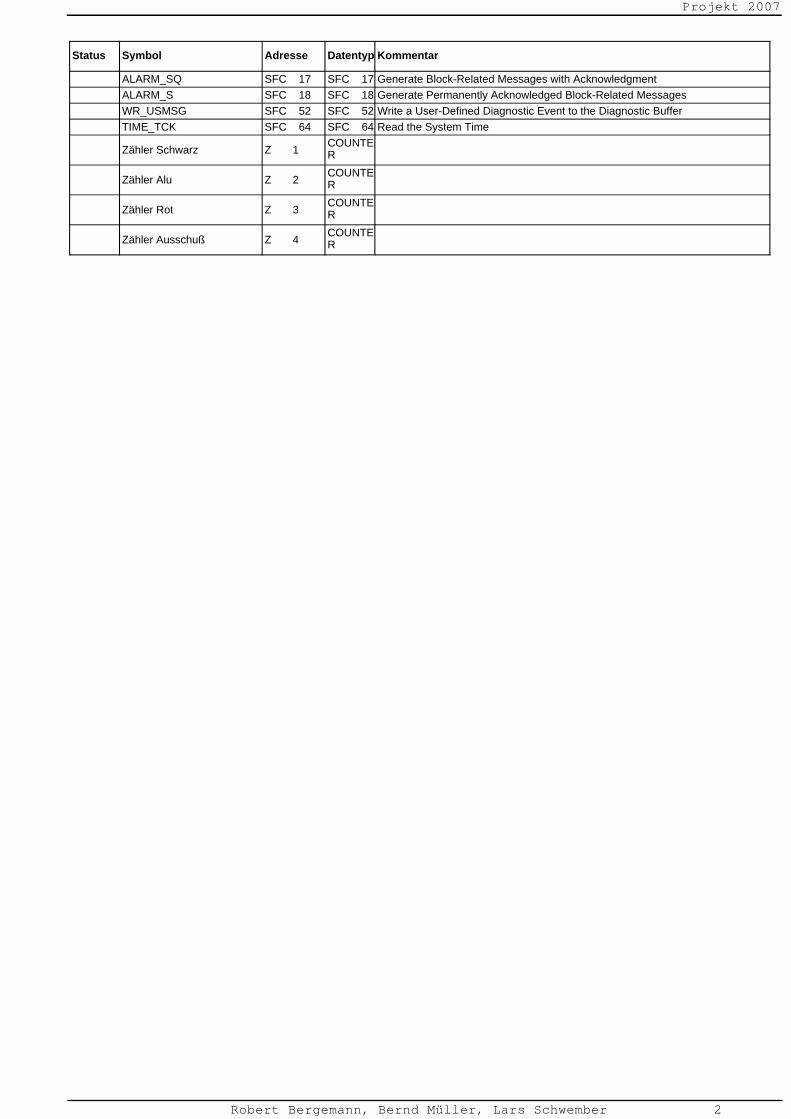
Projekt 2007
Robert Bergemann, Bernd Müller, Lars Schwember 2
Status Symbol Adresse Datentyp Kommentar
ALARM_SQ SFC 17 SFC 17 Generate Block-Related Messages with AcknowledgmentALARM_S SFC 18 SFC 18 Generate Permanently Acknowledged Block-Related MessagesWR_USMSG SFC 52 SFC 52 Write a User-Defined Diagnostic Event to the Diagnostic BufferTIME_TCK SFC 64 SFC 64 Read the System Time
Zähler Schwarz Z 1 COUNTER
Zähler Alu Z 2 COUNTER
Zähler Rot Z 3 COUNTER
Zähler Ausschuß Z 4 COUNTER





























