-
UZURA I DURABILITATEA SCULEI ACHIETOARE
14.1 Generaliti In timpul procesului de achiere, datorit
solicitrilor mecanice i termice care apar pe feele active ale
sculei, apare un fenomen de uzur, care se manifest prin pierderea
capacitii de achiere a sculei i diminuarea calitii prelucrrii.
Acest proces este continuu i evolutiv, fcnd ca starea parametrilor
de performan ai sculei s se diminueze treptat.
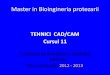
In figura 14.1 este prezentat o schem, care arat factorii
implicai n acest fenomen i efectele lor asupra procesului de
achiere.
Fig.14.1 Factorii uzurii sculelor achietoare
ACHIETOARE
EFECTELE UZURII ASUPRA PROCESULUI
EFICIENA
ECONOMIC (COST, PRODUCTIVITATE)
PRECIZIA DE PRELUCRARE
GEOMETRIA I STAREA STRUCTURAL A SUPRAFEEI
SOLICITRI N SISTEMUL M.D.S.P. (FORE, MOMENTE, PUTERI)
UZURA SCULEI
DEFORMARE PLASTIC
OXIDAREDIFUZIUNEADEZIUNEABRAZIUNE CAUZELE UZURII SCULEI
NCRCAREA SCULEI (MECANIC,
CONDIII DE ACHIERE
SCUL SEMIFABRICAT
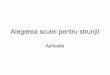
14.2 Forme de uzur Indiferent de tipul sculei i de condiiile de
exploatare se uzeaz concomitent att faa de aezare ct i faa de
degajare a acesteia. Uzura feei de aezare (A ) apare sub forma unei
pete de uzur de o lime VB, paralel cu direcia muchiei achietoare.
Profilul transversal al acestei pete
-
UZURA SI DURABILITATEA SCULEI
260
corespunde formei suprafeei prelucrate. In apropierea vrfului i
n dreptul suprafeei libere a semifabricatului, limea petei de uzur
poate s creasc, n acest caz, datorit efectului eroziv al stratului
superficial al piesei care are o duritate mare.
Uzura feei de degajare (A) este rezultatul efectului de erodare
al achiei i apare sub forma unui crater dispus la o anumit distan
de muchie i avnd dimensiunea maxim paralel cu aceasta i egal cu
lungimea tiului activ. Distana fa de muchie se explic prin formarea
depunerilor pe ti i prin faptul c centrul de presiune al seciunii
achiei este la o anumit distan de muchie.
Tipul uzurii formate depinde n primul rnd de parametri regimului
de achiere, la viteze mici i mijlocii predomin uzura feei de
aezare, iar la viteze mari, uzura pe faa de aezare.
Fig.14.2 Zonele de uzur (STAS 12046/1-81)
Cauzele principale ale uzurii sculei se consider a fi
urmtoarele: deteriorarea tiului sculei ca urmare a solicitrilor
mecanice i termice; adeziunea dintre materialul prelucrat i scul
(depunerile pe ti); difuziunea elementelor de aliere dinspre
concentraia mai mare din scul spre
cea mai mic, din pies; efectul abraziv al componentelor mai dure
din pies asupra feelor active ale
-
UZURA SI DURABILITATEA SCULEI
261
sculei; transportul de sarcin electric (ioni), dinspre scul spre
pies; oxidarea de pe feele active ale sculei.
Tuturor acestor cauze le corespund anumite tipuri de uzur i
anume: a) Uzura prin deteriorarea sau ruperea muchiei,
a. b.
Fig.14.3 Ruperea sau sfrmarea tiului Acest tip de uzur apare ca
urmare a ruperii sau sfrmrii muchiei achietoare n urma apariiei
unor fore mari, n special la scule avnd unghiuri de ascuire () mici
i raze la vrf, r mici. De asemenea o duritate mare a materialului
favorizeaz i ea ruperea tiului . Ca material de scul cel mai puin
susceptibil la acest tip de uzur este materialul din oel de scule,
care prezint o tenacitate mai mare dect carburile metalice
sinterizate sau materialele mineralo- ceramice. Tot n aceast
categorie se ncadreaz i ruperea sau frmiarea muchiei prin tensiuni
termice datorate unei nclziri neuniforme a tiului. Se manifest la
materiale de scul care au o conductibilitate termic redus sau n
cazul n care acestea sunt lipite pe materiale cu conductibilitate
mai bun (lipirea plcuelor din carburi pe corpul sculei).
La achierea nt it de ridicat putnd s apar rupere prin oachii
lamelare pot i transversale.
Ruptura zimatdatorit vibraiilor discul-achie, aceastainferioare,
astfel c ap
De asemenea, profund ceea ce prodpoate duce la ruperea oelurilor
cu carburi seciuni mari de achburghie elicoidale i nrerupt
solicitarea tiului este deoseb
boseal. Variaiile brute de solicitare datorate formrii de ele s
duc la asemenea ruperi , care apar ca nite rupturi
apare mai ales n cazul variaiei adncimii de achiere n procesul
de achiere. Prin nclzirea zonei de contact tinde s se dilate, dar
este mpiedicat de straturile
ar tensiuni termice. la viteze de achiere mari, nclzirea este
puternic i uce att la nclzire, ct i la rcire o stare de tensiuni
care tiului. Rupturile zimate se observ n special la frezarea
metalice i cu viteze mari de achiere, la rabotarea cu ie i la
prelucrarea gurilor de adncime mai mare cu prezena fluidului de
achiere.
-
UZURA SI DURABILITATEA SCULEI
262
b) Uzura prin deformare plastic,
Fig.14.4 Uzura prin deformare plastic
Apare la materiale de scul din oel aliat de scule, care prezint
o oarecare capacitate de deformare plastic i se manifest prin
deformarea plastic a tiului ducnd la schimbarea geometriei sculei,
fr a se preleva material din scul. Poate apare i la carburi
metalice care au un coninut mare de cobalt. Fenomenul apare mai
puternic la materiale de scul care au o termorezisten sczut cum
este cazul oelurilor de scule, oelurilor rapide i chiar la plcuele
din carburi metalice de tip K.
c) Uzura prin abraziune, Incluziunile i particulele dure din
materialul de prelucrat sau din achie provoac zgrieturi ale sculei
producnd un efect abraziv, care duce la apariia de anuri de uzur.
Intensitatea abrazrii este direct proporional cu coninutul de
particule dure cum ar fi cementita sau carburile din oeluri,
cementita sau incluziunile de siliciu din fonte i carbura de
siliciu din aliaje de aluminiu. Acest tip de uzur apare att pe faa
de aezare ct i pe cea de degajare, dar este determinant pe prima,
putndu-se considera c uzura pe faa de aezare este n special datorat
abraziunii. Aceast uzur predomin la nceputul achierii cnd
temperatura nc nu este ridicat. d) uzura prin adeziune, Se produce
datorit depunerilor pe ti, care la desprindere smulg particule de
material din scul i produc n acest fel craterul de uzur de pe faa
de degajare.
Pentru evitarea acestui tip de uzur se evit zonele care se
produc depuneri pe
a. b.
Fig.14.5 Influena vitezei asupra depunerilor pe ti i a
uzurii
-
UZURA SI DURABILITATEA SCULEI
263
ti sau se iau msurile referitoare la geometria sculei sau
tratarea materialului de prelucrat pentru a se micora tendina de
lipire pe scul. Se poate reduce acest fenomen prin folosirea de
fluide de achiere potrivite. Din figura 14.5 rezult influena
vitezei de achiere asupra formrii depunerilor pe ti i asupra uzurii
sculei. Se poate observa c uzura are un maxim n dreptul valorilor
vitezei la care i depunerea pe ti are un maxim. Explicaia scderii
uzurii cu creterea vitezei de achiere dup depirea primului maxim
este dat de reducerea duritii depunerii prin recristalizare datorit
depirii temperaturii de recristalizare. In aceste condiii depunerea
devine instabil i particulele desprinse vor fi antrenate n
exclusivitate n achie.
e) Uzura prin difuziune.
Odat cu creterea temperaturii i depirea pragului de difuziune
are loc o migrare a atomilor sau ionilor dinspre scul nspre pies i
invers, (fig.14.6), lucru care duce la apariia unei uzuri de
difuziune predominant la temperaturi ridicate. Fenomenul este cu
att mai intens cu ct diferena de concentraie a elementelor de
aliere este mai mare i cu ct conductibilitatea termic a sculei este
mai bun. Oelurile carbon de scule i oelurile rapide nu prezint
acest tip de uzur, deoarece, n general temperatura la care
acestea
lucreaz nu depete pragul de difuzie (temperatura la care energia
particulelor este suficient pentru a migra prin zona de
contact).
Fig.14.6 Schema fenomenului de difuzie
In cazul carburilor metalice la care temperatura atinge
700-800oC pot avea loc urmtoarele reacii:
difuzia Fe n faz intermediar de legtur din cobalt; difuzia Co n
oel, unde fierul i cobaltul formeaz un ir continuu de
cristale mixte; descompunerea carburii de wolfram (WC) i
formarea carburilor
duble i mixte sub form de Fe3 C W3C , ( Fe W )6 i (Fe W )23 C6 .
Carbonul devenit liber n urma descompunerii carburii de wolfram
se
deplaseaz spre zona de concentraie mai redus din oelul de
prelucrat. Este de remarcat faptul c difuziunea nu atinge niciodat
starea de saturaie deoarece la zona de contact se afl tot timpul
alt material datorit micrii de achiere.
-
UZURA SI DURABILITATEA SCULEI
264
Uzura prin difuziune este relativ mic la sculele care conin
carburi duble de wolfram i titan (W-Ti), deoarece acestea au o
stabilitate mic n oeluri. La suprafaa sculei se formeaz un strat
protector care duce la reducerea difuziei. Dac sculele sunt
acoperite cu straturi extradure, de exemplu cu nitrur de titan sau
nitrur de bor i alte materiale mineralo-ceramice, viteza de difuzie
este de asemenea redus ceea ce face ca la aceste scule uzura s fie
mai redus. Stratul de protecie se recomand s fie dintr-un material
ct mai inert chimic sau fizic fa de materialul prelucrat astfel
acest tip de uzur se reduce la minim. f) Uzura prin oxidare,
Datorit activitii chimice ridicate a straturilor de material de pe
feele active din zona de contact a sculei cu achia i a temperaturii
ridicate din zon, se
observ culori de revenire pe lng zona de contact, semn c are loc
o oxidare a materialului. Uzura propriu-zis se produce datorit
ndeprtrii acestor oxizi prin frecarea cu achia i cu piesa
prelucrat. Oxidarea are loc la temperaturi ridicate, astfel pentru
carburile metalice aceasta se produce la circa 700 -800 o C,
temperatur la care carburile pe baz de cobalt i carbur de wolfram
(tip K) se oxideaz mai puternic dect cele care conin i carburi
de titan sau altele (tip P i M). La sculele din carburi de
wolfram se formeaz n apropierea muchiei un strat de oxizi (Co3O7 ,
CoO, WO3 ), chiar n codiii normale de temperatur i prezena
oxigenului. Acest strat are o duritate de 50 ori mai mic, [4] dect
cea a carburii din care se formeaz, astfel c el nu rezist la
solicitrile din procesul de achiere fiind uor ndeprtat i producnd
uzur.
Fig.14.7 Zonele uzate prin oxidare
Zonele pe care se manifest acest tip de uzur vor fi cele care se
afl la marginea zonelor de contact scul-pies i scul-achie, unde
oxigenul are acces, (fig.14.7). Efectul oxidrii se manifest mai
intens pa faa de aezare secundar. Pentru studiul acestui fenomen se
fac achieri n diferite medii gazoase i se apreciaz gradul de
oxidare al sculei.
-
UZURA SI DURABILITATEA SCULEI
265
g) Uzura de natur electric, Avnd n vedere c scula i
semifabricatul formeaz prin intermediul dispozitivelor i mainii-
unelte un circuit electric nchis, (bineneles n cazul cnd acestea
sunt bune conductoare de electricitate), la care exist un contact
cald, n zona de achiere i un contact rece, n zona prinderii sculei
i semifabricatului, va apare efectul Peltier manifestat prin
curentul de termocuplu, care particip la uzura sculei, lucru
demonstrat prin izolarea electric a piesei i sculei, care a fcut ca
uzura s scad.
In procesul de achiere diferitele tipuri de uzur se manifest n
acelai timp fiind preponderent un anumit tip n funcie de condiiile
concrete de lucru. In figura 14.8 este redat ponderea n uzura total
a diferitelor tipuri de uzur n funcie de temperatura,(viteza de
achiere), care este factorul determinant. Se observ c la viteze
mici de achiere predomin uzura mecanic i de adeziune, iar peste o
anumit
limit predomin uzura prin oxidare i cea prin difuzie. Maximul
curbei de uzur coincide cu maximul depunerilor pe ti. Apariia unui
minim local dup primul maxim este explicat de unii specialiti prin
apariia unui strat protector pe suprafeele active ale sculei.
Suma tuturor tipurilor de uzur formeaz uzura total, iar
reprezentarea acesteia n timp prin unul din
parametrii indicai la criteriile directe de apreciere a uzurii
se numete caracteristica de uzur i are aceeai form ca i la alte
organe de maini, figura 14.8.
Fig.14.8 Caracteristica de uzur
Se pot observa zonele de uzura de amorsare sau de rodaj,
palierul de uzur normal i zona de uzur catastrofal. 14.3 Criterii
de uzur
Pentru aprecierea gradului de uzur exist criterii indirecte i
criterii directe. Cele indirecte se bazeaz pe msurarea unor indici
nelegai direct de uzur, cum ar fi forele de achiere, rugozitatea
suprafeei i forma achiei. Se consider c scula este uzat cnd se
atinge valoarea unuia din indicii prestabilii indiferent dac este
un indice direct sau indirect. Indicii direci de apreciere sunt cei
legai de msurarea efectiv a uzurii i sunt standardizai. Se refer la
msurarea uzurii pe faa de aezare sau pe cea de degajare i
exprimarea acestei mrimi ca indice de uzur. Mrimea uzurii
corespunztoare acestui indicator se consider a fi uzura admisibil
sau uzura critic i ea se stabilete n funcie de tipul sculei,
-
UZURA SI DURABILITATEA SCULEI
266
operaiei sau preciziei impuse la achierea piesei. In practic se
consider c scula este uzat n urmtoarele cazuri:
nrutirea brusc a calitii suprafeei; micorarea preciziei, n
special datorit retragerii vrfului sculei; apariia unor trepidaii
puternice; nclzirea puternic a semifabricatului ; creterea forei
achietoare ducnd la pericolul de rupere al sculei; deteriorarea
tiului din etapa uzurii avansate care poate afecta serios
fiabilitatea i durata de exploatare total a sculei. Folosirea
criteriilor indirecte pentru stabilirea uzurii admisibile este
imprecis i se ia de obicei numai mpreun cu un alt indice direct
pentru a avea o mai bun siguran n apreciere .
14.3.1 Criterii directe de apreciere a uzurii
Prin STAS 12046/1-81 s-au stabilit diferii parametri pentru
caracterizarea uzurii sculei achietoare (fig. 14.2). Sunt
considerate 4 zone de uzur notate A , B, C i N, trei pentru faa de
aezare principal i una pentru cea secundar :
- zona A, care se afl pe faa secundar de aezare i are lungimea
egal cu lungimea tiului secundar activ a= Tact i se noteaz cu VAA,
iar limea uzurii maxime cu VAAmax considerndu-se ca lime a uzurii
medii valoarea:
n / ) VA ( = VA imed (14.1)
tot n aceast zon aprnd i o uzur sub form de cresttur, specific
prelucrrii cu avans foarte mare sau cu scule cu raza la vrf prea
mic;
- pentru faa de aezare principal de lungime b= Tact (lungimea
activ a muchiei principale), limea se noteaz cu VB afectat de
indicele zonei pentru care se consider uzura: VBB, VBC, VBN i
respectiv VBmax pentru zonele B, C, N i respectiv pentru valoarea
maxim, iar valoarea medie se obine cu relaia:
n / ) VB ( = VB imed (14.2) Tot pe aceast zon apare i uzura sub
form de cresttur n cazul prelucrrii de piese forjate sau cu strat
dur de oxizi; - pentru cazul burghiului apare i tiul transversal
unde se noteaz cu VBT;
Pentru faa de degajare se consider urmtoarele criterii: KT,
adncimea craterului de uzur; KM, distana adncimii maxime a
craterului fa de vrful sculei; KB, limea craterului de uzur.
Pe lng cei trei parametri se utilizeaz i ali parametri derivai
cum sunt: K=KT/KM numit i caracteristica de profunzime i
KS=KL/KB,
-
UZURA SI DURABILITATEA SCULEI
267
caracteristica de suprafa n care KL este distana originii
craterului de la vrful sculei.
In practic se folosesc mai mult indicii care se refer la
suprafaa de aezare deoarece aici uzura se produce mai repede, are o
mai puternic influen mai puternic negativ asupra achierii i se
msoar mai uor.
Standardele ISO recomand urmtoarele valori limit pentru indicii
de uzur:
a) pentru scule din oel rapid sau carburi metalice: 1. Uzura
catastrofal; 2. VBB = 0.3 mm pentru uzura regulat n zona B; 3.
VBmax = 0.6 mm pentru uzur neregulat, zgrieturi, sfrmturi sau
crestturi;
b) pentru materiale mineralo-ceramice: 4. VBB = 0.3 mm; 5. VBmax
= 0.6 mm pentru uzur neuniform; 6. KT = 0.06 + 0.3f , unde f este
avansul n mm/rot. Nu se permite uzura sculei pn la uzura
catastrofal deoarece ngreuneaz reascuirea i se reduce durata total
de folosire a sculei precum i deteriorarea suprafeei prelucrate
.
14.3.2 Date practice privind uzura sculelor
a) Cuite de strung. In funcie de parametri regimului de achiere
i materialul sculei i al semifabricatului, uzura cuitelor de strung
se produce simultan pe cele dou fee active sau numai pe una din
ele. In cazul strunjirii oelului cu cuite din oel rapid, fr rcire,
uzura predomin pe faa de degajare , dar spre momentul uzurii
catastrofale i se distruge muchia achietoare prin avansarea
craterului de uzur, apare i o uzur pe faa de aezare, care se
limiteaz la VBB = 0,5 mm. Pentru achierea cu fluide de achiere
lucrurile sunt diferite, n sensul c uzura apare pe faa de aezare
admindu-se o uzur VBB= 2 mm.
In cazul strunjirii fontei uzura are loc pe faa de aezare, iar
pe faa de degajare apare numai o dung strlucitore. Pentru degroare
se consider VBB = 4 mm (deoarece la aceast valoare are loc o
cretere brusc a forei de achiere) , iar la finisare se admite VBB =
2 mm, deoarece peste aceast valoare are loc o nrutire a suprafeei
prelucrate.
La strunjirea oelului cu plcue din carburi metalice din grupa de
utilizare P, uzura are loc att pe faa de aezare ct i pe cea de
degajare i se admite o uzur VBB = 1,0... 1,2 mm.
La srunjirea fontei cu plcue din grupa K se admite o uzur VBB =
0,8...1,0 mm.
La strunjirea oelului i a fontei cu plcue din materiale
mineralo-
-
UZURA SI DURABILITATEA SCULEI
268
ceramice, uzura are loc mai ales pe faa de aezare i se admite o
uzur VBB = 0,5..0,7 mm.
Pentru cuitele de rabotat armate cu plcue din carburi metalice
grupa K30 se admite o uzur VBB = 0,9...1,2 mm, iar pentru cuite din
Rp 3 se admite pentru prelucrarea oelului VBB = 2 mm i pentru font
VBB = 4 mm .
Pentru frezare uzura apare mai ales pe faa de aezare, dar poate
apare simultan i pe cea de degajare. Pentru diferite materiale de
scul i pentru tipuri de freze uzura admisibil se alege n aa manier
nct s se obin o durabilitate total ct mai ridicat dup un numr de
reascuiri. De asemenea se va alege uzura admisibil i n funcie de
tipul operaiei: degroare (mai mare) i finisare (mai mic). Tinnd
cont de aceste criterii uzura VBB se alege ntre 0,3 i 2,0 mm,
valorile mai mici la finisare i la prelucrare oel i mai mari la
degroare i prelucrarea fontei.
Pentru burghie i alte scule de prelucrarea gurilor se ia
criteriul de uzur VBmax la racordarea tiului principal cu cel
secundar lundu-se ca valori recomandate urmtoarele:
VBmax = 0,4 mm la diametre D = 10...12 mm; Vbmax = 0,6 mm la
diametre D = 13...18 mm; VB max = 0,8 mm la diametre D = 19..25 mm;
VB max = 1,2 mm la diametre D = 25...50 mm.
La lrgire se admit uzuri de pn la 1,5 mm, iar la alezare pentru
obinerea unei rugoziti Ra = 0,8...1,6m se admite o uzur VB = 0,40,7
mm. 14.4 DURABILITATEA SCULEI ACHIETOARE
14.4.1 Generaliti
Pornind de la caracteristica de uzur i stabilind uzura admisibil
se poate determina durabilitatea efectiv a sculei achietoare,
pornind de la valoare uzurii admisibile stabilit pe ordonat i cutnd
timpul corespunztor pe abscis, conform paragrafului anterior.
Timpul T, se numete durabilitate efectiv.
Durabilitatea efectiv este timpul efectiv de lucru al sculei, n
minute, ntre dou ascuiri consecutive i n anumite condiii bine
definite de achiere.
La atingerea uzurii admisibile scula nu i-a pierdut nc
capacitatea de achiere, dar nu mai asigur satisfacerea cerinelor
impuse de criteriul de uzur ales i capacitatea de achiere a sculei
trebuie refcut prin reascuire sau prin schimbarea muchiei
achietoare la sculele cu plcue din carburi metalice.
Durabilitatea mai poate fi exprimat sub urmtoarele forme: -
timpul efectiv de achiere, T, n minute;
-
UZURA SI DURABILITATEA SCULEI
269
- timpul de main la achierea ntrerupt, Tm , n minute; - drumul
de achiere efectiv, corespunztor durabilitii sculei, vT L = ,
n m, unde v este viteza de achiere, n m / min; - suprafaa achiat
pe perioada durabilitii sculei: , n mb vT ST = 2,
unde b este limea achiei; - numrul de piese executate n timpul
unei perioade egal cu
durabilitatea: , unde tbT T/ t N = b este timpul de baz al
operaiei; - volumul de achii ndeprtat n timpul T: vf tV
T= , T n mm3, unde t
i f sunt adncimea i respectiv avansul de achiere. Folosirea
uneia din expresiile de mai sus se face n funcie de tipul
operaiei i de factorul pe care dorim s-l determinm n procesul de
achiere. Studiul durabilitii n funcie de parametri regimului de
achiere a relevat faptul c principala influen asupra acesteia o are
viteza de achiere urmat de ceilali parametri ai procesului de
achiere.
Toi factorii procesului de achiere care influeneaz uzura
influeneaz automat i durabilitatea sculei, aceasta reflectnd
legtura uzur- durabilitate. Primul care a studiat aceast problem a
fost Taylor, [17] care n urma cercetrilor efectuate asupra legturii
vitez- durabilitate, n 1905 a obinut cunoscuta relaie:
CtTv m= (14.3) Aceast relaie arat c durabilitatea nu variaz
liniar cu viteza de achiere i c durabilitatea scade cu creterea
vitezei. Dei de-a lungul anilor aceast relaie a fost completat de o
serie de cercettori ai domeniului achierii, care au adus noi
contribuii la forma ei, dar n esen, modificrile s-au dovedit utile
doar la limitele uzurii sau n condiii speciale cu toii fiind de
acord c atta timp ct uzura se menine pe palierul de uzur normal,
relaia lui Taylor este suficient de exact i rezultatele practice
sunt foarte bune. De altfel, experimentrile au fost programate
pentru 6 luni i au durat 26 de ani, consumndu-se 400 tone de oel i
executndu-se mai mult de 50.000 de experiene. 14.4.2 Dependena
durabilitate - vitez de achiere Pentru stabilirea acestei dependene
se fac experimente de achiere cu diferite viteze de achiere i
pstrnd constante uzura limit, avansul i adncimea de achiere. In
aceste condiii se obin curbe de variaie de genul celor din figura
14.9. Domeniul de variaie al vitezei de achiere este totui pstrat
ntre anumite limite pentru a avea o bun precizie, iar uzura trebuie
meninut pe palierul de uzur normal, destul de departe de uzura
catastrofal.
-
UZURA SI DURABILITATEA SCULEI
270
Fig. 14.9 Relaia durabilitate-vitez
Considernd relaia (14.5) i scriind-o sub o alt form :
vC T kT =
vlgk CTlg T lg
(14.4) i logaritmnd se obine :
(14.5)
+=
de unde se obine :
a b
a b
lg - lg T Tk = tg = lg - lg v V
(14.6) Valoarea k este negativ i reprezint panta dreptei din
figura 14.10.
Constantele din formulele (14.6) i (14.7) reprezint viteza
pentru o durabilitate T = 1 min. i respectiv durabilitatea pentru o
vitez de 1 m/min. Influena mrimii pantei asupra comportrii sculei
fa de viteza de achiere se
explic n felul urmtor: cu ct panta este mai mare la o variaie
mic a vitezei se obine o variaie mare de durabilitate, (fig. 14.10)
deci scula este mai sensibil la variaia de vitez, iar dac panta
este mai mic variaia durabilitii la aceeai variaie de vitez este
mai mic, deci scula este mai puin sensibil la vitez. In
Fig. 14.10 Influena coeficientului de pant asupra curbelor
T-v
-
UZURA SI DURABILITATEA SCULEI
271
domeniul vitezelor mici de achiere sensibilitatea sculei este
mai mic, dar la viteze mari cum sunt cele de finisare panta devine
mai mare. 14.4.3 Analiza factorilor de influen ai durabilitii, [4]
Din punct de vedere al proiectrii unui proces de achiere, pe lng
stabilirea vitezei optime de achiere, un rol determinant l au
avansul de lucru i adncimea de achiere.
Fig.14.11 Poziia curbelor T-v fa de origine
Urmrind figura 14.11 se observ c ndeprtarea curbei de
durabilitate de origine nseamn o cretere a durabilitii. Dac se
consider T= const. Se obine aceeai durabilitate la viteze mai mari,
iar dac se menine viteza constant se obin durabiliti mai
ridicate.
Fig. 14.12 Influena unor factori asupra curbelor T-v
-
UZURA SI DURABILITATEA SCULEI
272
Cu ct exponentul m este mai mic cu att dreapta se va apropia mai
mult de orizontal i la aceeai variaie de vitez se va obine o
variaie mai mic de durabilitate.
In acest mod se pot aprecia influenele diferiilor factori prin
deplasarea curbei de durabilitate i prin schimbarea pantei acesteia
de ctre parametri vizai. Astfel din figura 14.12 se poate trage
concluzia asupra unor parametri ai procesului de achiere, cum
sunt:
- avansul de lucru, f n mm/rot, adncimea de achiere, t, n mm,
unghiurile de aezare i de degajare. Materialul prii active al
sculei mpreun cu unghiul de atac, duritatea i rezistena la rupere,
uzura limit admis i folosirea fluidelor de achiere.
Pentru a determina influena avansului i adncimii de achiere se
iau constante, pe rnd, adncimea i respectiv avansul de lucru i se
traseaz curbele vT = f (f) i vT = f(ap) obinndu-se relaii de
forma:
vyp
1T a
Cv = (14.7) i, respectiv:
vx2
T fCv = (14.8)
Din relaiile de mai sus se obine relaia principal a vitezei de
achiere n funcie de durabilitate, avansul de lucru i adncimea de
achiere:
yvxvp
vTT fa
Cv = (14.9) In figurile 14.13 i 14.14 sunt redate influenele
avansului i adncimii de
achiere asupra durabilitii sculei de unde se poate observa c cea
mai mare influen o are viteza de achiere urmat de avans i apoi de
adncimea de achiere.
Fig. 14.13 Influena avansului asupra durabilitii
-
UZURA SI DURABILITATEA SCULEI
273
O relaie mai complet este derivat din cea anterioar i a fost
dezvoltat de Gilbert :
yvxvmv
ftTCv = (14.10)
Fig14.14 Influena adncimii de achiere asupra durabilitii
relaie valabil pentru strunjire i o relaie mai complet , derivat
din aceasta i valabil pentru frezare:
vuvyvqvpl
xvp
m
qs k
zfaaTDv = (14.11)
unde Cv , m , xv, ym, qv , q , uv sunt coeficieni determinai
experimental; a pl, fd - adncimea secundar de achiere i avansul pe
dinte;
Ds - diametrul sculei; z - numrul de dini ai sculei.
Pentru ceilali parametri, care nu sunt explicit cuprini n relaia
de mai sus, se introduce coeficientul de corecie kv , care este un
produs al mai multor factori ce au n vedere mrirea sau micorarea
vitezei calculate n funcie de tipul influenei factorului respectiv.
Acest coeficient se poate exprima prin relaia :
n
vi 1
= k=
ik (14.12) unde n este numrul factorilor de corecie care se iau
n considerare. Aceti factori de influen se gsesc n literatura de
specialitate sau n bazele de date pentru regimurile de achiere.
Printre cei mai importani factori, care corecteaz viteza de
achiere i care sunt luai n considerare prin corecii sub forma ki ,
sunt urmtorii:
- materialul de prelucrat- modificarea rezistenei la rupere i
respectiv a duritii materialului de prelucrat duce la modificarea
puternic a durabilitii sculei, n sensul micorrii odat cu creterea
celor dou; modificarea celorlalte proprieti fizico-mecanice duce de
asemenea la modificri ale durabilitii . Exist n literatura de
specialitate formule care arat aceast influen de genul
-
UZURA SI DURABILITATEA SCULEI
274
celor de mai jos :
vnrv = C / v [m/ min] (14.13)
unde nv = 1,5...1,75 , pentru oel i oel turnat i:
vnv = C / (HB v [m/ min]) (14.14)
unde nv = 1,7, pentru font, iar C este un coeficient determinat
pentru materiale cu caracteristici apropiate. Relaiile de mai sus
servesc la stabilirea vitezei de achiere pentru un material
oarecare fa de un material etalon la care se cunoate viteza,
folosind relaiile:
vnre rev v ( / ) = (14.15)
sau:
vne ev v / HB (HB )= (14.16)
Valorile pentru nv se pot lua din tabele din literatura de
specialitate, [9]. Formulele de mai sus au un caracter indicativ
fiind valabile pentru un domeniu restrns deoarece nu in cont de
compoziia chimic, structura metalografic i schimbarea proprietilor
mecanice n timpul achierii (de exemplu ecruisarea).
- geometria sculei influeneaz prin modificarea durabilitii
sculei la modificarea unghiului de degajare (creterea lui T pn la o
cretere a lui (la valoarea optim, dup care scderea durabilitii
deoarece scade prea mult unghiul de ascuire). Unghiul de aezare
influeneaz i el la valori mari ale acestuia se pot lua viteze de
achiere mai mari. De asemenea are influen si unghiul de atac
principal r, care modific forma seciunii achiei i prin scderea lui
poate crete viteza de achiere. Micorarea acestui unghi nu poate fi
prea mare la semifabricatele cu rigiditate transversal redus,
deoarece duce la apariia vibraiilor, astfel c se caut un optim ntre
cele dou.
- folosirea fluidelor de achiere duce de asemenea la
posibilitatea creterii vitezei de achiere, mai mult la scule din
oel rapid dect la cele cu plcue din carburi metalice, unde peste o
anumit vitez de achiere efectul fluidelor este nesemnificativ. Este
de remarcat faptul c folosirea fluidelor modific att constanta Cv,
ct i panta curbelor T - v .
- uzura limit admis are de asemenea un efect asupra vitezei de
achiere deoarece mrirea uzurii limit duce la creterea durabilitii n
condiiile pstrrii constante a celorlali parametri.
In general s-a constatat c ntr-un domeniu mai larg de variaie a
parametrilor de achiere, durabilitatea calculat cu formula Taylor,
(Gilbert) difer mult de cea stabilit prin ncercri experimentale. In
figurile 14.15 i
-
UZURA SI DURABILITATEA SCULEI
275
14.16 se poate observa diferena dintre curba teoretic de cea
real . Curba de durabilitate este monoton cresctoare, dar n unele
cazuri, poate s nregistreze unele maxime locale.
De exemplu, n cazul sculelor din oel rapid durabilitatea scade n
cazul formrii depunerilor pe ti instabile i crete n cazul formrii
celor stabile. La sculele din carburi metalice exist un domeniu de
viteze n care exist o abatere de la monotonie. Creterea durabilitii
se explic prin formarea local a unui strat protector de natur
nemetalic (n urma oxidrii sculelor cu coninut ridicat de carbur de
titan), care protejeaz la uzur, dar oxidarea prea puternic duce la
o scdere marcat a durabilitii sculei.
Pentru eliminarea incertitudinilor date de lrgimea prea mare a
domeniului de variaie se recomand divizarea acestuia pe domenii mai
mici, mrind n acest fel precizia determinrilor.
Fig.14.16 Curbele T-v pe domeniu larg
Fig.14.15 Curbe teoretice i reale
Metoda este greoaie i nu aduce beneficii importante. O alt metod
const n a stabili pe cale experimental o durabilitate pentru
diferite perechi de materiale scul - pies pentru domeniile reale de
viteze i exprimarea curbei prin relaii matematice. Dintre relaiile
neliniare se remarc modelul Konig Depiereux, [7] care aproximeaz cu
mare precizie dependena T - v . In tabelul 14.1 se prezint cteva
modele ale durabilitii .
-
UZURA SI DURABILITATEA SCULEI
276
Tabelul 14.1
Nr. crt.
Autor
Modelul matematic
1
Wallichs -Hunger
VB = C J0.5
2
Gilbert
v Tm = C / sp t q
3
Colding
0=lnT lnsa+lnT lnva+lns lnva +)(lnTa+
+)(lnsa+lnsa+)vln(a+lnva+a
9872
6
254
2321
4
Konig - Depiereux
e=T C+snis-v
mkv- nm
5
Degenhard
0 VB = VB u0 v
6
Kronenberg
C = T)k + (v vu
7
Safonov
Ca = T vb
8
Temcin v+C
a = T b
9
Granovski
eva = T vb
10
Florek
E = eT ov
11
Bali
C+vva = T b
12
Oprean-Marinescu
-
21-exp
2pC = VB
2
2
14.4.4 Calculul uzurii i al durabilitii sculei n cazul
exploatrii acesteia
n regim variabil, [4] In majoritatea cazurilor practice la
prelucrarea prin achiere scula lucreaz
n condiii variabile pn n momentul atingerii uzurii limit, deci
pn la atingerea durabilitii T. Considernd:
kvkvbv C v= (14.17)
i presupunnd legea de variaie a vitezei de achiere v = v(J),
unde J reprezint
-
UZURA SI DURABILITATEA SCULEI
277
timpul n minute, dup scurgerea unui anumit timp uzura poate fi
exprimat prin relaia:
VBVB = v( )dC (14.18) Inlocuind n relaia:
vkvkvkvk uzyxvkkv vftCv = (14.19)
uzura limit VBlim i respectiv n locul lui J valoarea T a sculei
i avnd n vedere i relaia:
limT
VB
VB = CC
(14.20)
se obine relaia ce permite calculul durabilitii sculei pentru
condiii variabile de achiere:
kT = d[v( )]C (14.21)
Aceeai valoare a uzurii limit poate fi atins n acelai timp T,
achiind cu o vitez echivalent de achiere:
d])[v( = vT = C kkechT (14.22) din care rezult valoarea vitezei
echivalente:
]d])[v(T1[ = v k
k1
ech (14.23)
In cazul variaiei n trepte a vitezei de achiere conform figurii
14.17, care este reprezentarea fizic a strunjirii unui arbore in
trepte cu turaie constant, viteza de achiere va avea valori
diferite i lund pentru simplificare numai dou trepte
cu D1 i D2 , va rezulta v1 i v2 , deci i vk1 i vk2. Considernd
drumuri scurte de achiere se poate admite c uzura este liniar, caz
n care vom avea :
Fig.14.17 Diagrama uzur-timp la prelucrarea n trepte
1k1k
vkvk1
V = vC = 1v (14.24)
i similar pentru vvk2 , unde Vk1 i Vk2 reprezint uzura pentru
timpii efectivi de achiere J1 i J2. Se introduce noiunea de vitez
echivalenta de achiere n aa fel nct:
-
UZURA SI DURABILITATEA SCULEI
278
vC = v kechvkechvk, (14.25) iar n cazul concret se poate
considera c suma uzurilor pe cele dou diametre prelucrate se poate
scrie ca:
)+(v=v+V=v+v 21ech22vk11vk2k1k (14.26) respectiv,
)+( v C = v C+v C 21kechvkk2vkk1vk (14.27)
Imprind aceast relaie cu Cvk ( J1 + J2 ) se obine:
21
1k2
21
1k1
kech +
v + + v = v (14.28)
Notnd pentru cazul general 8i = Ji / E Ji , viteza echivalent de
achiere pentru un arbore avnd un numr oarecare de trepte, va fi dat
de relaia:
v = v kiikech (14.29)
Inlocuind n relaia de mai sus expresia vitezei de achiere se
ajunge la relaia:
)D( = D kiikech (14.30)
unde Dech reprezint diametrul unei piese imaginare pe care
achiind-o ar rezulta o uzura egal cu cea a arborelui n trepte real.
Piesa astfel obinut se numete pies echivalent. BIBLIOGRAFIE
Armarego, E.I.A. i Brown, R.H. The Machining of Metals, Prentice
Hall Englewood Cliffs, New Jersey, 1969. 1. Betz,P., Schafer, W.
Zur problematik der Verschleisserfassung an
Zerspanungswerkzeugen.
In CIRP Berichte, vol.22, nr.1, 1973. 2. Boothroyd, G.
Fundamental of Machining Metals and Machine tools. International
students
edition, Tokyo,McGraw-Hill, Kogakusa, Ltd.1985. 3. Deacu, L.
Kerekes, L., Julean, D., Crean, M. Bazele achierii i generrii
suprafeelor,
Univ. Tehnic, Cluj-Napoca, 1992. 4. Drghici, G. Tehnologia
construciilor de maini. Bucureti, Ed. Didactic i pedagogic,
1977. 5. Dumitra, G., Militaru, C. Achierea metalelor i
fiabilitatea sculelor achietoare.
Bucureti, Ed. Tehnic, 1983. 6. Konig, W., .a. Schnittwerte an
spezifische Bearbeitungsaufgaben anpassen. Industrie
Anzeiger, nr.84, 1983.
-
UZURA SI DURABILITATEA SCULEI
279
7. Lzrescu,I. Achiere i scule achietoare. Bucureti, Ed. didactic
i pedagogica, 1976. 8. Lzrescu,I. Teoria achierii metalelor i
proiectarea sculelor. Bucureti, Ed.didactic i
pedagogic, 1964. 9. Micheletti, G.F., Boer, C. A statistical
model of Taylor equation. In: Annals of the CIRP,
vol.22, nr.1, 1973. 10. Oancea, N. Bazele aschierii i generarii
suprafeelor. Rotaprint, Universitatea Galai, 1978. 11. Opitz, H.
Moderne produktionstechnic. Stand und Tendenzen. Essen, Verlag W.
Girardet,
1971. 12. Oprean,A. .a. Bazele achierii i generrii suprafeelor.
Bucureti, Ed. didactic i
pedagogic, 1981. 13. Popescu, I. Optimizarea procesului de
achiere. Craiova, Ed. Scrisul romnesc, 1987. 14. Sen, G.C. i
Bhattacharyya, A. Principles of cutting Metals. Calcutta, New
Central Book
Agency 8/1 Chintamoni, Das Lane, 1970. 15. teiu G., Lazrescu,
I., Oprean,C. i Steiu M. Teoria i practica sculelor achietoare.
Vol.I, II, III, Sibiu, Editura Universitii, 1994. 16. Taylor,
F.W. On the Art of Cutting Metals. In: Trans.ASME, vol.28, 1907.
17. Taylor, F.W., Wallichs, A. Uber Dreharbeit und Werkzeugsthale,
Berlin Springer, 1917.